Embed Size (px)
Citation preview

Engineetiw Costs and Production Economics, 7 (1983) 137 -145 Elsevier Scientific Publishing Company, Amstexdam - Printed in The Netherlands
137
ROWSHOP SEQUENCING WITH PROBABlUSl’~C PROCESSING TIMES*
C. Hsu and W.E. Wilhelm
~8p84Tmfmt of Industrial end Systems Engineering, The Ohio State University,
(U.S.A.) 197 1 Neil Avenue, Columbus. Ohio 432 10,
ABSTRACT
This paper describes a study of the N-job, pared with an effective heuristic which useA’ M-machine flowshop sequencing problem in only meata processing times. Statisticad which processing times ate treated explicit- analysis indicates that the new heuristic ly as random variables. A heuristic which uses the variance of processing times to
performs consistently better on probabilistic problems.
design job sequence is described and com-
INTRODUCTION AND OVERVIEW
The deterministic fiowshop sequencing problem requires IV jobs to be ordered for processing at a series of M stations in such a way that some performance criterion is optimized. A commonly used criterion is to minimize makespan, the total elapsed time from starting the first job on the first
machine until the last job is completed on the last machine.
If flowshop operations are performed by
*Working Paper Series Number 1980-003, Deparkment of Industrial and Systems Engineering, The Ohio State Univer- sity.
This paper should not be quoted from nor the data referred to without the written consent of the authors.
A presentation based on the study described in this paper was made at the ORSA/TIMS Conference DC-80, Washington, D.C., May 5,198O.
automatic equipment, the assumption that processing times are deterministic appears to be valid. But many actual flowshops in- volve semi-automatic or manual operations for which processing times are random variables.
This study investigates this general descnp- tion of the flowshop problem which is a more adequate representation of many prhc- tical problems. Processing times are assumed to be mutually independent random variabb.:s with known means cand variances.
In particular, processing times { tjm Ij= 1,2, . . ., N; m=1,2, . . . , M) are assumed to be normally distributed with means and varian-
ces Wjm olirn , U& ) 1 j--1,2, . e . , N; m=1,2:
. . , , N) . It is expected that this assumption reflects typical, practical conditions in which the deviations of actual processing times from.
0~67-lSSX/83/$O3.OO o 1983 Elstier Science Publkhers B.V.

138
time standards may be approximated by the nomlal distribution according to the central limit fihcorcm.
The primary obiective of the study was to invcs’tigatc the potential for improving sequencing performance (with respect to makespan) by explicitly considering the Ir19ow.n. probabilistic definition of processing times.
This paper is organized in live sections. A review of prior research is presented first. The probabilistic flowshop problem is ana- lyzed in the sccr~)d section and a heuristic seqluellcing method is described. This pro- cr durc uses the variances of processing times to derlne relative preferences among jobs fc:r altering the sequence which would be prescribed if only mean times were used. Computational experience using the pro- posed heuristic is presented in the third sec- lion and a comparison with another heuristic known to be effective in the deterministic case is detailed in the fourth section. Finally, conclnsion~ and recommendations for future research are vutlincd.
RELATIONSYDP TO PRIOR RESEARCH
An extensive literature related to the deter- ministic ilowrt:q7 sequencing problem has been developed over the last 25 Yeats; the problem is typically structured according to the assumptions:
i. Brocessinq times (t.iM v=l,2, . . . . IV;
m=t,2. . . * , A4 ) are known, deter- ministic values.
il. Ail jobs are ready for processing at time zero.
III. Setup times are sequence-indepzdent and are included in the processing times.
IV. All machines are continuously avail- able.
V. Each job is processed once and only
once by each machine in order 1,2, . . . . M.
VI. No precedence constraints exist among jobs.
VU. Individual operations are no,t precmp- tive.
VIII. No job passing is allowed.
Even though optimal approaches [ I] have been devised, research (e.g. refs. 2 and 3’) indicates that the (Nfl) tlowshop problem belongs to the class NP-complete and recent attention has focused on development of “fast” approaches 141 and heuristics [5] .
Tne current study 161 alters only assump- tion I to allow processing times to be in- dependent random variables. In addition, it has resulted in development of a heuristic which extends the effective deterministic procedure: of Campbell, Dudek and Smith (CDS) [7] to incorporate probabilistic characteristi:cs of the problem.
The CDS heurstic is based on an algorithm due to Johnson [8] which determines the sequence for the (h’,M=2) deterministic flowshop that minimizes makespan.
Step 0. Initialization. Define (fjm u=l,2, . . .,
N;rn=1.2).
Step 1. List membership. Categorize jobs in set U or I/ according to the definitions: U = G!tjI<tiz) and r/= ultjl>tjz).
Step 2. List ordering. Arrange the members of set U in order of nondecreasing til, and members of set I/ in order of nonincreasing tjz.
Step 3. Sequence. An optimal sequence (with respect to makespan) is the ordered set U followed by the ordered set Y.
The CDS procedure applies Johnson’s rule in each of (M - 1) auxiliary problems. In each, the flowshop is reduced to a two- machine problem by aggregating processing

times at the first k stations into a single requirement
k x tjm m=l
and similarly representing the last (M - k + 1) stations as the second auxiliary station with
tk -‘.’
iz I! m=M-k+l
fjm -
Johnson’s rule is then applied to determine the optimal sequence (and associated make- span) for auxiliary problem k. The best sequence found from the k = 1,2, . . . , M -- 1 auxiliary problems is then prescribed. The resulting solution is not guaranteed to be optimum, but research 191 has shown that the heuristic is quite eifective.
If processing times are random variables, makespan will also be a random variable. The exrscted value of makespan depends upon the distributions - not just the means - of processing times. Relatively little research has been directed at this probabilistic prob- lem. Pinedo [IO] summarizes this literature and provides analytical results for certain special cases. The current study extends this work by addressing the problem defined by assumptions II-VIII.
THE PROBABlLlSTlC FLOWSHOP HEM- ISTIC
This section details modifications of the CDS heuristic to treat processing times ex- plicitly as random variables in steps 1 and 2 of Johnson’s algorithm. The presentation is related to the kth auxiliary problem {k I k=1,2, . , . , M -- 1) in which processing times tf1 and tfz are normally distributed random variables with respective means and variances
139
TK = 12
F m=M k+l
+tl
fori=1,3.. . ~ , N.
Step 1 for the probabilistic case
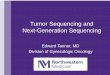
Jobs i are assigned to set U according to the probabilistic criterion Pr [$, < tf2] . The situations which must be considered to im- plement this criterion are shown in Fig. 1.
Situation 1, the case in which there is little overlap between the two distributions, can be identified using the standardized difference, 6 , which is, by definition,
6 = I (j.41 -- /.lz) 1 / (u: + o;p .
Jobs j with 6 > 2: can be considered to have little overlap so that list membership can be determined by comparing mean values; that is, assign job ] to set U if Lf < 0, iI1 which LF = Q;t Q$. Empirical tests indicate that ZE = 2.0, which corresponds to a probability 0 = 0.9445, is an effective criterion to apply.
Situation 2.1, the case in which 6 < .Zz and
Situation 1: little overlap
Situation 2: significant overlap
One variable has both the larger u and M
Otherwise
Situation 3: identical means
Fig. 1. Relationships of two distributicns (shaded area in- dicates overlap).

140
one variable has both the larger mean and variance, can be identified if
c@, - @*) ($1 -- $2) > 0 (1)
In this situation, a job i is assigned to set U if Lf < 0, in which
Situations 2.2 and 3 occur if eqn. (1) is not satisfied. In these situations, a job i is assigned to set LI if Lf < 0, in which
L!” = Qf, (r# - Gz (r;z)G .
In general, the index LF provides a job “we.j&ht” which “compensates’* the mean by zhe variance for each random variable. This weight may be expressed as c(iluy where n may be any real number (e.g. -2, -%,0, $5, 2) and i denotes the job. Weightings that were empirically found to be effective in the three situations are:
Situation 1. use n=O.
Situation 2.1. use n=H.
Situation 2.2 and 3. Use ~-1.
This method of compensation is actually a means of balancing the two ratios Orl/fiz) and (a&#. That is, for a particular n, the weighting method (Pi/< ) will change the list assignment that the heuristic would make using mean values only when the ratio (o,/o# is greater than that of 01&). Otherwise, the relative difference in variance magnitudes will not be able to offset the in- fluence of mean values.
2 for the probabilistic case
This step i.s implemented by first arranging jobs in set U in nondecreasing order of Qf, and then revising this or& i;!g according to the relative magnitudes of variances. The rear Sering is accomplished by comparing
th!e job (i) which is in position {i I i= 1,2, . . . ,
4J 1, W” = number of jobs in set 150, with job (i’) in position {i’ I i’ = 3+i, . . . , i+2, . . . , N, }. This procedure implements the equiv- alent of Johnson’s list ordering rule in the probabilistic case using the criterion Pr [ ft& g $,,)Il’
Situation 1 can be identified using the standardized difference
Sk (0 (0 = IQ&, - Q~~,I/[&, +&I’ .
If 6$,(i) 2 2, the index of relative prefer- ence for list ordering, Ok,,?, is defined as
Otlti3 = Qt), - Q&s and job (i) remains in position i if O& < 0. Otherwise, job (i) is compared with the job in position i’+l . Job (i) is ultimately in- serted into the sequence ahead of the first job for which a negative (list ordering) index is calculated. Empirical tests indicate the 2: = 1.4, which corresponds to a probability of 0.8185, is an effective criterion to apply.
Situation 2.1, the case in which S$lci? < 2’: and one variable has both the larger mean and variance, can be identified if
(2)
In this situation, the ordering criterion is
O&,9 = Q&l/(&P - Q~~Jt$~1)' - Situations 2.2 and 3 occur if eqn. (2) is
not satisfied. Both use the ordering criterion defmed by
Jobs in set V are first arranged in non- increasing order of Q,kz and reordering is ac- complished using analogous criteria. The final sequence for the kth auxiliary problem is the reordered set U fol1o.we.d by the reordered set Y. The expected makespan for the kth sequence is estimated using the procedure described in the next section and the heuristic teminates by prescribing the sequence which gives the minimum expected makespan from among the set of auxiliary problems.

141
COMPUTATIONAL EXPERIENCE
A brief description of the computational characteristics of the proposed heuristic is presented in this section. Unlike the deter- ministic case, the makespan itself is a random variable, since it is derived from the random processing times. The mean makespan (s) reported in each test case is the average of observed makespans that result from using a specified sequence in each of a number of replications in which “actual” processing times were generated randomly from the appropriate distributions.
Three problem parameters were selected as references to which performance was related: number of jobs (N), number of tasks (T=N*M), and the arithmetic average of all individual mean-to-standarddeviation ratios (ARATIO). The fluctuation of a processing time is defined to be the relative magnitud? of the mean with respect to the variance and is measured by the ratio of mean to standard deviation. The aggregate fluctuation of a particular problem is then defined as the overall average of the individual ratios and is denoted ARA TIO.
Test cases were defined by selecting prob- lem parameters and generating the moments, /+rn and u,Ym, of processing times. Mean values were generated randomly from a uniform distribution and vs,-iances were generated
12000.
11000~ l
c” 10000~
f 9o!m*
Y a 0000 I I
7000.
a 6Oco
randomly (and independently using a differ- ent random number stream) from another uniform distribution. This scheme was used to generate parameters because it created “hard” problems to solve in the initial test of the heuristic. Other schemes (e.g. allowing variance to increase with mean values) would create “easier” problems and make it more difficult to discern the true effectiveness of the heuristic,
A total of 1561 cases were tested. The range of problem parameters included were: M = 3, 5, 7,9; 4 < N < 19; 0.0 G ARATIO Q 7.0. One hundred replications were used in each case to determine the average make- span which resulted from use of the sequence specified by application of the heuristic to problem parameters. Each replication used a different set of “actual” processing times generated randomly from the appropriate normal distributions.
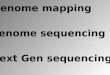
The resulting relationship between average makespan and ARATIO is plotted in Fig. 2 for (N=9, M=3). Similar relationships were found in other cases indicating the impor- tance of the measure ARATIO when fluc- tuation in processing times is substantially greater than “moderate” (i.e. for ARATIO < 1).
Plots of S versus N and T are given in Figs. 3 and 4 (respectively). Regression analysis -- both individual comparison and stepwise
0 0
a l
5000~ 0 1.00 2 .OO 3.00 4.00 500 6.00
ARATIO
Fig. 2. Makespan versus ARATZO.

142
NPPD
3ooov
.?5000~
8
f 20000. P w” 2 15000.
5
10000~
5000 l
“k---s 8 10
i’ig. 3. Makespau versus number of jobs.
12 14 16 18 20
NUMBER OF JOBS (N)
Fig. 4. Makespan versus task size.
selection models - were employed to ascer- tain undedying relationships among S, N and T. In both approaches, the most simple rela- tionship achieved the best performance with respect to residual distribution, t-test for model parameters, R2 value and other mea- sures of goodness of fit. The models are:
S = --2746.05 + 1359.46(N) 05 P = 3792.96 + 123.41(T).
Associated R* values are 0.964 and 0.809, respectively, and in each test the null hypoth- esis that the model parameters were zero was, in fact, rejected at a high level of sig- nifkknce .
Run times representative of actual require- ments are given in Table 1 for cases (N=8,
TABLE 1
Average computation time (IBM 3701168)
Number of jobs, N
8 a0 20 40 60
Average computation time (seconds)
0.17 0.21 0.49 1.13 1.86
-
10, 20, 40, 60; M=3). This experience in- dicates that the heuristic could be used to solve problems of realistic size.
These results emphasize the importance of the measure of fluctuation, ARATIO, in the probabilistic problem and indicate that the heuristic performed with stability to yield the performance regularity described by the regression modlels. The crucial com-

143
parison of this heuristic with the analogous deterministic approach is made in the next section.
COMPARISON WITH THE CDS HEURISTIC
The two approaches were compared by applying them both to each of the 1561 cases described above. The “known” process- ing times used in the CDS heuristic were taken to be the mean values used by the proposed heuristic; tjm = gjm for all jobs and machines. In this set of problems, the CDS approach gave a better S value in 65 cases, and the proposed heuristic gave a better S value in 1373 cases. Both heuristics prescribed the same sequence (and hence gave the same S value) in 123 cases.
Overall, the proposed heuristic yielded an average of 3% improvement in S value com- pared to the CDS approach. Both prescribe the saLme sequence as the variances of process- ing times tend to zero, but the proposed heuristic tends to perform better as variance increases. Up to 5% better S values were ob- served as variance increased, either from an increase in N or from larger relative u& values (i.e. ARATIO G 1.0).
Performance of the two heuristics may be compared by relating problem parameters - N,T and ARATIO - to the differences in
2001
k z I e
observed S values, MDIF, where
MDIF= (S value for the sequence prescribed by the CDS) - (S value for the se- quence prescribed by the proposed).
Fig. 5 illustrates the relationship of MDlF and ARATIO for the case (N=9, M=3). Although the relationship between MDlF and ARATIO is not strictly identical in all cases tested, the basic pattern remains similar. The relative improvement in MDIF increases as fluctua- tion increases (ARATIO decreases). This leads to the hypothesis that the proposed heuristic is better able to exploit the underlying rela- tionship of makespan and system variance as noted in Fig. 2.
The relationship between MDIF and other problem parameters, N and T, was analyzed using regression analysis. The two best-fit models found are :
MDIF = 281.07 + 4.75(T) - 0.02(n2 - 80.0 (ARA TIO)
MDIF = -27.75 + 18.97(N).
Associated R* values are 0.813 and 0.9 11 respectively; and in each test the null hypoth- esis that the model parameters were zero was, in fact, rejected with a high level of sig- nificance. These models show quantitatively
l
MDIF .
0 1.00 2.00 3.00 4.00 5.00 6.00
ARATIO
Fig. 5. Makespan improvement versus ARA TZO.

144
how the improvements in MDIF are related to system wariance which, ir turn, is a func- tion of problem size and AR;. 7’10.
A mofe rigorous set of tests which com- pared the two heuristics on the basis of in- dividual observations is summarized in Teble 2. These tests investigated performance over a huger range of problem parameters, N and
. In each test replication, the makespan which asuJted from use of the sequence
ribed by the proposed heuristic was mpared with the corresponding result from
CDS rule. Each case was replicated 100 times (each using a different set of “actual” P g times generated randomly from tPe appropriate distributions) and the t- statistic of the 100 pairwise differences in makespan values was calculated, Results are
n in favor of the proposed heuristic.
TABLE 2
z%m* rests of comparison
N N &?A770 Improvement I + in makespan !%I
19 20 054 3.61 1.644 14 15 1.77 1.79 3.936 35 20 235 2.26 2.811 16 5 3.35 281 1.269 16 19 3.77 2.67 6 -020 20 10 4.86 1.91 0.750
~bMCHis8ics of the m differences (makespan of CDS ale - makespan of the scbeduie generated by the
p~~CiuE$.
CONCC&IBNS AND RECOMMENDA- +cows
This study has initiated research on the probabiic flowshop sequencing problem b which the processing times are independent random wariables. A heuristic which takes
unt of both the mean and variance of g tiie to prescribe a job sequence
n developed and tested.
A set of tests were conducted to compare relative performances of the heuristic and the Campbell-Dudek-Smith heuristic. The proposed heuristic produced sequences with makespans w.hich are, on the average, 3% better than those which result from the CDS sequence. Tests indicate that this improve- meat will, in general, be proportional to the total amount of variance in the problem; that is, when either the problem size or the fluc- tuation in processing times increases, the magnitude of the improvement increases proportionally. Improvements of 5% were observed in high-variance cases. Run time for the heuristic is approximately 10% more than that for CDS heuristic.
Although a rather extensive set of tests was made during this study, a number of fundamental questions remain for future investigation. The parameters of the heuris- tic were tuned to effective values on the basis of preliminary tests. The basic ap- proach could, perhaps, be improved by en- hancing the sensitivity of the compensation method to the degree of overlap between distributions.
Secondly, tests should be conducted over other ranges of problem parameters and for cases in which processing times are not normally distributed. The situation in which processing time means are equal and only variance differences exist has not been studied but is an important practical case in which the flow line has been balanced.
Finally, performance of the proposed heuristic should be compared to that of other flowshop solution approaches. Since the CDS approach is not guaranteed to prescribe an optimal sequence, the per- formance improvements measured in this study are only relative.
REFERENCES
1 Baker, K.R.. 1974. Introduction to Sequencing and Scheduling, Wiley, New York.

145
2 Lewis, H.R. and Papadimitriou, C.H., 1978. The ef- ficiency of algorithms. Sckntific American, 238 (1): 96-109.
3 Graham, R.L., 1978. The combinatorial mathematics ?uld scheduling. Scientific American, 238 (3).
4 Gol&ez, T. and Sahni, S., 1975. Flow Shop and Job Shop Schedules. University of Minnesota Computer Science Technical Report 75-14.
5 Ullman, J.D., 1976. Complexity of sequencing prob- lems. In E.G. Coffman, Jr. (Ed.), Computer and Job- shop Scheduling Theory, W&y, New York, Chapter 4.
6 Hsu, C., 1978. A Heuristic Algorithm for the Probabil- istic Flowshop Scheduling Problem and Its Comparison
with the Campbell--Dudek-Smith Algorithm. Masters Thesis, The Ohio State University, unpublished.
7 Campbell, H.C., Dudek, R.A., and Smith, M.L., 1970. A heuristic algorithm for the N job M machine sequenc- ing problem. Management Science, 16 (10): 630-637.
8 Johnson, S.M., 1954. Optimal two- and three-stage production schedules with setup times included. Naval Research Logistics Quarterly, 1 (1).
9 Baker, K.R., 1975. A comparative study of flowshop algorithms. Operations Research, 33 (1): 62-73.
10 Pinedo, M., 1982. Minimizing the expected makespan in stochastic flowshops. Operations Research, 30 (1): 148-162.
(Received July 29, 1980;accepted in revised form June 20, 1982)