Upload
vinci-valcu-parne
View
258
Download
5
Tags:
Embed Size (px)
DESCRIPTION
FMS Mainten and Parts 2628
Citation preview
FMSFiller Management SystemMaintenance and Parts Manual
Industrial Dynamics Company, Ltd.Document 2628-0503 Copyright. All rights reserved.
No part of this publication may be reproduced or used in any form or by any means (graphic, electronic, or mechanical including photocopying, recording, taping, or information storage and retrieval system) without written permission of Industrial Dynamics Company, Ltd.
Filtec and Industrial Dynamics are registered trademarks of Industrial Dynamics Company, Ltd. All other trademarks are the property of their respective owners.
Contact Information
Corporate Headquarters: 3100 Fujita Street,Torrance, California 90505-4007U.S.A.Telephone:(310) 325-5633FAX: (310) 530-1000Internet: www.filtec.com
Mailing Address: P.O. Box 2945,Torrance, California 90509-2945U.S.A.
Shipping Address: 3100 Fujita Street,Torrance, California 90505-4007U.S.A.
Customer Service: (800) 733-5173
Table of Contents
Industrial Dynamics Company, Ltd. Form 2628 (08/04)
ContentsChapter Topic Page
Preface - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - iRadiological Safety Gamma - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - iiiRadiological Safety X-Ray - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 10
1 Operation VerificationChapter Overview - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-1Operation Verification - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-3General System Description - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-3Electronics Operational Check - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-3Sensor Operational Check - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-5Sensor Pulse Widths - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-5Station 1 (Lowfill) Operational Check - - - - - - - - - - - - - - - - - - - - - - - 1-7Station 2 (Highfill) Operational Check - - - - - - - - - - - - - - - - - - - - - - - 1-8Encoder Check - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-9Printer Check (Optional) - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-10
2 Periodic MaintenanceChapter Overview - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2-1Daily Maintenance - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2-2Weekly Maintenance - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2-3Quarterly Maintenance - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2-4Printer Maintenance - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2-4
3 Troubleshooting ProceduresChapter Overview - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-1Functional Breakdown By Location - - - - - - - - - - - - - - - - - - - - - - - - - 3-1Inspection Head- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-1Electronics Enclosure - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-1Troubleshooting Procedures - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-3Monitor Failure - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-3Touchscreen Failure - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-3Autoshutter Assembly - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-4X-Ray Enable - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-5Fault Location - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-5Error Messages - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-6Other Problems - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-9
4 Alignment and Calibration ProceduresChapter Overview - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-1Sensor Description- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-3
Filler Management System, Bottle Version, Maintenance and Parts Manual
Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Sensor Operational Check - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-4Sensor Alignment - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-4Filler Valve No 1 Sensor - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-4Closer Head No 1 Sensor - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-5System Timing Sensor - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-5Outfeed And Container No 1 Sensors - - - - - - - - - - - - - - - - - - - - - - - 4-6Reject/trigger Sensor - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-7High Cap Sensor(Optional) - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-8Missing Cap Sensor(Optional)- - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-8Optical Sensor Adjustments - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-10Reject Sensor - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-10High Cap Sensor (Optional) - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-10Optical Missing Cap Sensor (Optional)- - - - - - - - - - - - - - - - - - - - - - - 4-11Inspection Station Calibration And Head Height Adjustment- - - - - - - - 4-12Static Calibration, Lowfill (Conveyor Stopped) - - - - - - - - - - - - - - - - - 4-12Static Calibration, Highfill (Conveyor Stopped) - - - - - - - - - - - - - - - - - 4-14Quantitative Analysis - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-15Proline Rejector - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-16Encoder Setup - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-17Touchscreen Calibration- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-17
5 Repair and Replacement ProceduresChapter Overview - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-1Guidelines For Repair Or Replacement - - - - - - - - - - - - - - - - - - - - - - 5-2Replacement Parts - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-3Electronics Enclosure - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-4Procedures For Repair And Replacement - - - - - - - - - - - - - - - - - - - - 5-6Circuit Breakers - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-6Printed Circuit Cards - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-7General Guidelines For Replacing Circuit Cards - - - - - - - - - - - - - - - - 5-8Power Supply Units - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-8Sensor Power Supply - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-8Card Cage Power Supply - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-9Autoshutter Power Supply - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-9Touchscreen/monitor Assembly - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-11Inspection Head - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-12Trigger Sensor - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-12Fiber-optic Trigger Amplifiers - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-14Gamma Detection Systems - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-14Scintillation Tube Detector - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-15Dual Detector Box - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-16Autoshutter Assembly - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-16Air Solenoid - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-16LED Replacement - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-17Air Cylinder Replacement - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-17Valve No.1, System Timing, Head No.1, And Outfeed Sensors - - - - - 5-20Air Supply Service - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-21Air Purge System - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-21Alarm System - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-22
Table of Contents
Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Printer - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-23
Filler Management System, Bottle Version, Maintenance and Parts Manual
Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Preface
Industrial Dynamics Company, Ltd. Form 2628 (08/04) i
PREFACEThe FILTEC Filler Management System, Bottle Version, Mainte-nance and Parts Manual along with the FILTEC Filler Management System, Bottle Version Operation Manual complete the Industrial Dynamics product documentation set that provides essential infor-mation on how to properly install, operate, and maintain the FILTEC Filler Management System, Bottle Version.
The FMS, Bottle Version, is designed to be integrated with a filler/capper system. It provides precision monitoring to identify lowfilling/highfilling valves, capper heads that misapply caps, and accurate sampling (if rejector is installed) of bottles from desig-nated valves or heads at production speed. If quantitative analysis is included, it also provides graphical information that can be used for diagnosing problems and for optimizing filler/capper operations.
To achieve these precision monitoring and sampling objectives, Industrial Dynamics strongly recommends that the maintenance instructions be followed exactly in the sequence outlined in this manual.
Manual OverviewThis manual addresses the installation, maintenance, trouble-shooting, repair and parts replacement procedures, and calibration for the FILTEC Filler Management System (FMS), Bottle Version.
NOTEThe information in this manual covers a typical FMS bottle system, but does not cover all the various options available for such systems. Operator/maintenance personnel should refer to the specific manuals provided for any optional equipment.
This Maintenance and Parts Manual is divided into six chapters:
Chapter 1 - Operation Verification: provides daily operational checks of the electronics, touchscreen and monitor, sensors, gamma station(s), encoder, and printer (optional)
Chapter 2 - Periodic Maintenance: provides daily, weekly, and quarterly maintenance information.
Chapter 3 - Troubleshooting: provides a functional breakdown of components by location and FMS error messages with probable causes and associated corrective actions.
Filler Management System, Bottle Version, Maintenance and Parts Manual
ii Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Chapter 4 - Alignment and Calibration Procedures: provides infor-mation about sensor offset parameters, adjusting the outfeed and optical sensors, performing operational checks on sensors, calibrating gamma stations, and adjusting static fill level.
Chapter 5 - Repair and Replacement Procedures: provides infor-mation about repairing and replacing major system components.
Appendix - Drawings and Part Lists: provides information about replacement parts, service items, electronic cards and related assem-blies, recommended spare parts, drawings, and parts lists.
Reducing The Cost of Factory Service VisitsIDC recommends training one or two technicians on FMS theory and repair. If there is difficulty solving an FMS-related problem, telephone technical support is available. This may save charges for a visit by an IDC Service Representative and minimize delays when service representatives are not immediately available.
Software IdentificationThe software is identified by a version code. The version code is identified by three alpha characters.
The version code may be viewed on the FMS screen (Master Menu Diagnostics Prom Version Codes). This screen appears during the system power-up or when the system reset switch is pressed.
When calling Industrial Dynamics for assistance, always have the serial number of the FMS and the software version code available for reference purposes.
Radiological Saftey Information
Industrial Dynamics Company, Ltd. Form 2628 (08/04) iii
YRADIOLOGICAL SAFETY INFORMATION
Gamma Based Units
The Filler Management System (FMS), Bottle Version, uses a FILTEC Model FT-100 Inspection System that employs a radio-isotope as a source of gamma radiation for inspection purposes. Either one or two sources are used in the device based upon the application. The various source configurations are:
1x100 milliCurie source 2x100 milliCurie sources
The FILTEC Model FT-100 Inspection System uses the radio-isotope Americium-241 as a source of 60 KEV gamma radiation. The radioactive material used in this source is in ceramic form and is adhered inside the source capsule by a melting process at 900 to 1000 degrees C. After the radioactive material is adhered inside the 304L stainless steel capsule, the capsule is then sealed by double fusion welds resulting in a rugged unit with high mechanical integrity.
The source capsules are mounted inside the source enclosure on the Inspection Head. Each source capsule is housed in a secondary sealed stainless steel source box assembly for additional containment and safety. The secondary source boxes are mounted by bolts and safety wired inside the Inspection Head. This method prevents plant personnel from tampering with the radioisotope sources.
An automatic source shutter is used to block all radiation from the sources when in the OFF (down) position. This autoshutter is activated by an air cylinder which is driven by an air solenoid valve. The air cylinder is spring loaded in the down or OFF position so if the system fails for any reason, the source radiation will be blocked by the extended autoshutter. When air is applied to the cylinder, the piston raises the autoshutter mechanism and the gamma beams are directed toward the radiation detectors.
The autoshutter is designed so it blocks all the gamma radiation from the sources. The autoshutter air solenoid valve is normally connected to the user's conveyor line power source, so if the production line is shut down, then the autoshutter closes. This gives automatic protection to the line operators when the production line is shut down.
Filler Management System, Bottle Version, Maintenance and Parts Manual
iv Industrial Dynamics Company, Ltd. Form 2628 (08/04)
There are two LED indicators mounted on top of the Inspection Head which are activated by internal reed switches that show the position of the autoshutter. The Red indicator will be ON when the autoshutter is in the up position and the gamma beams are unblocked. The Green indicator will be ON (Red OFF) when the autoshutter is in the down position and the gamma beams are blocked.
One of these LED indicators must be ON at all times during the normal operation of the machine. If both indicators are OFF when the machine is operational, the indicator system should be checked immediately. Either the indicators or reed switches have probably malfunctioned. The position of the autoshutter can also be seen by looking at the visual indicator window located inside the inspection tunnel. The window will show green when the autoshutter is closed and red when the autoshutter is open and the gamma beams activated.
There are two possible hazards from any radioactive material:
External (an excessive amount of radiation received from a source outside the body)
Internal (ingestion of radioactive material into the body)
The radioisotope used in the FILTEC Model FT-100 Inspection System is a relatively weak source of low energy (low penetrating power) gamma radiation. Furthermore, the gamma radiation beams are well collimated and shielded to reduce the radiation everywhere except directly in front of the radiation windows.
It is virtually impossible, under normal conditions, to receive an appreciable radiation dose at a location other than directly in front of the radiation windows when the autoshutter is open. While it is recommended that personnel do not place their hands in front of the radiation windows when the autoshutter is open (Red indicator ON), as there is no necessity for doing so, it would require a considerable length of time to receive an excessive radiation dose.
The primary potential hazard of radioactive materials, in general, is ingesting them into the body where they can expose vital organs to their ionizing radiation at very close range. This hazard is of primary concern where radioactive material exists in a form which could be absorbed into the body. In the FILTEC Model FT-100 Inspection System, however, the radioactive material is sealed by double fusion welds into a stainless steel capsule.
Radiological Saftey Information
Industrial Dynamics Company, Ltd. Form 2628 (08/04) v
At manufacture, and again at installation, each capsule is subjected to rigorous tests capable of detecting the leakage of five millionths of one percent of the contents. Thus, as long as a source capsule is not smashed or punctured in some way, there is essen-tially no danger of radioactive material being released. As an additional precaution, the regulatory agencies require that a licensed individual inspect each source and autoshutter mechanism and conduct a wipe test at periodic intervals. The interval is three years in the U.S.A., one year in Canada, and may be different elsewhere.
While the possibility is extremely remote that anything could happen to the FT-100 to create a hazard from its radioactive material, the precautions are quite simple and should be adhered to as well as the applicable State and NRC regulations.
You have been supplied with a copy of the Rules, Regulations, and Registration requirements for your location. Following is a brief synopsis of the general requirements:
1. Do not open or tamper with the sealed and safety wired enclo-sures containing the radioisotope sources.
2. Do not place hands between the sources and detectors when the autoshutter is open (ON) and the Red indicator is lit.
3. Have inspection and wipe tests performed by a properly licensed person at the specified three year intervals (Qualified Industrial Dynamics personnel can do this). Keep a record of each inspection and test.
4. In the case of an accident which crushes or punctures the source enclosure, seal off the area, cover the FILTEC FT-100 Inspection System and surroundings with a plastic sheet or tarpaulin and call Industrial Dynamics immediately.
5. Do not relocate or dispose of the FILTEC FT-100 Inspection System without proper approval. A person with a Specific License must handle these functions.
6. If you have any questions, call Industrial Dynamics.
Filler Management System, Bottle Version, Maintenance and Parts Manual
vi Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Figure I. Inspection Head Source Warning Labels
Labels attached to FILTEC Model FT-100 Inspection System containing radioisotope source. The information on these labels is very important and should be followed in every detail.
Radiological Saftey Information
Industrial Dynamics Company, Ltd. Form 2628 (08/04) vii
Figure I. Radiation Exposure Profiles Filtec Model FT-100 Gamma Gauge 100 mCi
PartNo. Description
PartNo. Description
1 Inspection Head 6 Limits of Main Beam
2 Inspection Tunnel 7 Steel Shielding Bar 6.4 mm Thick
3 5 cm Isodistance Contour
4 Two Sealed Sources Americium-241
5 Scintillation Detector
Filler Management System, Bottle Version, Maintenance and Parts Manual
viii Industrial Dynamics Company, Ltd. Form 2628 (08/04)
This page intentionally left blank.
Radiological Saftey Information
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 10
Understanding Radiation Safety
X-Ray Base Units
The Filtec Model FT-175 utilizes an x-ray generator to produce the x-ray radiation required for performing inspection activities. The secured and insulated x-ray generator housing completely contains and shields all high voltage components within the x-ray housing assembly.
The x-ray assembly contains a thermal safety sensor that monitors the temperature of the x-ray housing assembly and immediately shuts off (de-energizes) the x-ray generator when the temperature exceeds 60 degree C. When the x-ray generator is de-energized, no x-ray is produced and there is no residual x-ray exposure.
The only possible way to be exposed to hazardous levels of radio-active material using this equipment is externally, through excessive exposure to a radiation source outside the body. There are no by products that can be ingested into the body.
The FT-175 is unlikely to create hazardous radiation levels for the following reasons:
The FT-175s x-ray generator produces a relatively weak source of low energy (low penetrating power) x-ray radiation. To receive a hazardous dose of radiation from this low energy source would require extremely long exposure directly to the main radiation beam.
While we warn against placing hands or other body parts in front of the x-ray beam when it is turned on, it would require several hours of exposure for the hand to receive an excessive radiation dose.
The x-ray beam is tightly confined by shields and collimators and is completely contained within the inspection tunnel. Because the radiation beam does not spread outside the inspection tunnel, it is highly unlikely that under normal circum-stances an appreciable radiation dose could be incurred at a location other than directly in front of the main x-ray beam when the x-ray source is turned on.
Radiation Safety Guidelines
1. Do not tamper with the x-ray housing.
Filler Management System, Bottle Version, Maintenance
11 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
2. Do not place the hands between the x-ray generator and the detector when the x-ray is turned on.
3. If you have any questions regarding the x-ray safety or operation, contact Industrial Dynamics.
Radiation Measurement Testing Data
1. All measurements were taken with Technical Associates Model TBM-IC MARK V survey meter.
2. Interlock/Electronic Shutter closed - The radiation levels are not measurable.
3. Interlock/Electronic Shutter open - The extent of the main x-ray beam is completely contained within the tunnel formed by the inspection head and shielding bar. All radiation levels outside the main beam are less than 2 MR/HR.
4. Machine has optional safety input provided that will disable the x-ray. The most common uses for the saftey input are safety door interlocks, conveyor run/stop signals or any other safety related issue that would need the x-ray unit disabled automatically.
Radiological Saftey Information
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 12
FT-175 Radiation Warning Labels
Figure 1-1. Safety labels attached to Filtec Model FT-175 Inspection System. The information on these labels is very important and should be followed explicitly.
Filler Management System, Bottle Version, Maintenance
13 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
FT-175 Radiation Exposure Profiles
Figure 1-2. FT-175 Radiation Profile Schematic: x-ray gauge equals 45 KV @ 50 mA with 2 (.015 inch) BeKu Filters.
No. Description No. Description
1 Inspection Head 5 5 cm Isodistance Contour
2 Inspection Tunnel: 22 in. (59 cm) 6 Radiation Detectors (2 detectors)
3 Sealed X-ray Source 7 Shielding Bar (1/4 Thick Steel)
4 Limits of Main Beams 8 Detector Windows
1 2
3
4
5
6
1 34
5
6
7
8
Radiological Saftey Information
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 14
Figure 1-3. FT-175 Certificate of x-ray output measurement.
Filler Management System, Bottle Version, Maintenance
15 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
This page intentionally left blank.
Chapter 1: Operation Verification
Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Chapter 1Operation Verification
Chapter Overview - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-1
Operation Verification - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-3General System Description - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-3Electronics Operational Check - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-3Sensor Operational Check - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-5Sensor Pulse Widths - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-5Station 1 (Lowfill) Operational Check - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-7Station 2 (Highfill) Operational Check - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-8Encoder Check - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-9Printer Check (Optional) - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 1-10
Filler Management System, Bottle Version, Maintenance and Parts Manual
Industrial Dynamics Company, Ltd. Form 2628 (08/04)
This page intentionally left blank.
Chapter 1: Operation Verification
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 1-1
CHAPTER OVERVIEWThis chapter provides a list of the functions you should check when powering up the Filler Management System (FMS), Bottle Version. More detailed information can be found in subsequent chapters.
Included in this chapter are: Operational checks of the electronics, touchscreen and monitor, sensors, gamma stations, encoder (optional), and printer.
NOTEFor optional equipment, operator/maintenance personnel should refer to the specific documents provided for each accessory.
If any of the following operation verification tests fail, refer to appropriate chapters for maintenance, troubleshooting, calibration, and parts repair and replacement. In the event of serious or unresolved problems contact IDC Customer Service.
Figure 1-1. Typical Bottle Line Layout
Filler Management System, Bottle Version, Maintenance and Parts Manual
1-2 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Figure 1-2. FMS Components
INSPECTION HEADAIR CONTROLS
ELECTRONICS ENCLOSURE
TOUCHSCREEN MONITOR
Chapter 1: Operation Verification
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 1-3
OPERATION VERIFICATION
General System DescriptionThe FMS electronics and computer assembly are contained in the Electronics Enclosure (Figure 1-2). This unit receives input from several sensors (Figure 1-1) and from the Inspection Head, positioned over the conveyor downstream of the capper/crowner (referred to as the "closer" throughout this manual).
The sensors monitor and track bottles that are inspected via the FT-100 Inspection Head, which verifies that they were filled to the required levels. When bottles are not filled to their proper levels, the system detects this and registers the valve that produced the lowfilled or highfilled (optional) bottles. The optional quantitative analysis capability provides graphical information that can be used for diagnosing problems and for optimizing filler/closer operations.
When equipped with a rejector, the FMS is also capable of rejecting lowfilled/highfilled bottles and can take samples from specific filler valves or closer heads.
A high-resolution encoder (driven by a flexible coupling from the conveyor sprocket shaft) compensates the rejector for variations in conveyor chain speed. The encoder tracking system (optional), using the encoder and software, provides for tracking bottles from the closer outfeed to the rejector.
Electronics Operational CheckTurn on the FMS with the power switch located on the side of the Electronics Enclosure. If the FMS is already on and you wish to restart it, push the reset button on the side of the Electronics Enclosure just above the power switch.
NOTEThe FMS IR Touchscreen Monitor on the Electronics Enclosure (Figure 1-2) is not touch sensitive. When a button is touched, beams emitted from the sides of the screen are broken. The point of the beam break corresponds to the location of the button on the screen. The button flashes from light blue to yellow indicating it has been activated. Due to the IR operation of the monitor, strong direct light can interfere with the proper operation of the Touchscreen.
Filler Management System, Bottle Version, Maintenance and Parts Manual
1-4 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
After power is applied, the INITIALIZATION SCREEN will appear. At the bottom of the screen it will say: Screen Ready, Please Touch to Continue. Touch the screen. The MASTER MENU screen will appear (Figure 1-3).
When MASTER MENU SYSTEM SETUP is touched, the SYSTEM SETUP screen will appear. If password is enabled, the alphanumeric PASSWORD ENTRY screen appears. Type the password (including all spaces), then press Enter. If the password is incorrect, the message:
*** Incorrect Password Entered! ***
flashes in the upper left-hand corner of the screen for approximately four seconds, then the screen returns to the MASTER MENU.
If the monitor is ON but the touchscreen fails to respond, try touching a box again. Pressing harder will not help. If the touch-screen still does not respond, refer to Alignment and Calibration, Touchscreen Calibration. If calibration doesnt resolve the problem, refer to Troubleshooting, Touchscreen Not Working.
Figure 1-3. Master Menu Screen
Chapter 1: Operation Verification
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 1-5
Sensor Operational CheckThe sensors, located as shown in Figure 1-1, enable the FMS to accurately track bottles from each filler valve through the closer and down to the sampling station. The following operational check is to verify that all sensors are functioning:
SENSOR PULSE WIDTHS
Path: MASTER MENU DIAGNOSTICS SENSOR PULSE WIDTHS
The SENSOR PULSE WIDTHS screen (Figure 1-4) provides information on Min/Max/Average values for each sensor.
Press Clear. If the current average values displayed for each sensor range from 20%* to 80% the sensors are operating, but may need fine tuning. See Alignment and Calibration Procedures.
If the value displayed for any individual sensor is 0%, check electrical connection to sensor, and replace sensor if necessary. See Repair and Replacement Procedures.
If the value displayed for any single sensor is 0% to 20%* or 80% to 100%, refer to Alignment and Calibration Procedures.
*Except for the case of a Hall Effect Head #1 sensor, which should read from 2% to 6%
Figure 1-4. Sensor Pulse Width Screen
Total Containers - NNN,NNN Container Name NN:NN
SENSOR PULSE WIDTHS
Previous Screen Master MenuClear Values
Save Current Averages to Reference
Container 1 Pulse Width
Outfeed Pulse Width
Valve 1 Pulse Width
Head 1 Pulse Width
Sensor Timing Period (ms) 0
MinimumCurrentMaximum Average
ReferenceAverage
N% N% N% N%
N% N% N% N%
N% N% N% N%
N% N% N% N%
System Timing Pulse Width N% N% N% N%
Filler Management System, Bottle Version, Maintenance and Parts Manual
1-6 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
NOTEThe SENSOR PULSE WIDTHS screen shows the sensor pulse widths in relation to the system timing period for the system timing, outfeed, valve #1, head #1, and container #1 sensors. These percentage values help the technician set the sensor positions at the appropriate distance from a metal target.
NOTE If the system has Encoder Tracking 1 enabled, there wont be a System Timing, Container #1, or Outfeed sensor.
SENSOR POSITIONS
The following check is to determine if a sensor has changed positions:
Path: MASTER MENU DIAGNOSTICS SENSOR POSITIONS
The SENSOR POSITIONS screen (Figure 1-5) provides infor-mation on Min/Max/Average values for each sensor.
Figure 1-5. Sensor Positions Screen
Total Containers - NNN,NNN Container Name NN:NN
SENSOR POSITIONS
Previous Screen Master MenuClear Values
Save Current Averages to Reference
Container 1 Position
Outfeed Position
Valve 1 Position
Head 1 Position
Sensor Timing Period (ms) 0
MinimumCurrentMaximum Average
ReferenceAverage
N% N% N% N%
N% N% N% N%
N% N% N% N%
N% N% N% N%
(Relative to System Timing Leading Edge)
Container 1 Position N% N% N% N%
Chapter 1: Operation Verification
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 1-7
The position of the sensors should be as follows:
The minimum and maximum percentage values for all sensors should not vary more than 10% from the average in normal operation unless the filler stops, in which case maximums can read 100%. If sensor positions require adjustment, see Alignment and Calibration Procedures.
NOTEOnly the sensors used, for the type of tracking used, will show up on the position screen.
Station 1 (Lowfill) Operational Check Station 1 provides an inspection beam that detects lowfilling valves. The valve number and the quantity of lowfills is clearly displayed on the color screen
Path: MASTER MENU SYSTEM SETUP FILL LEVEL SETTINGS FILL LEVEL SETTINGS, STATION 1
The FILL LEVEL SETTINGS, STATION 1 screen (Figure 1-6) provides for adjustment of fill level parameters for the currently displayed container type.
Sensor Average Position
Container #1 20% - 80%
Outfeed 20% - 80%
Valve 1 20% - 80%
Head 1 20% - 80%
Filler Management System, Bottle Version, Maintenance and Parts Manual
1-8 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Figure 1-6. Fill Level Settings Station 1
With cans passing through tunnel, verify that there is a fluctuating radiation count at Counts Last Container. If there is a 0 value or if counts do not change, refer to Troubleshooting, Inspection Stations.
If there are no containers passing through tunnel, press the Static Testing button and proceed as above.
Station 2 (Highfill) Operational CheckStation 2 (optional) provides an inspection beam that detects highfilling valves. The valve number and the quantity of highfills is clearly displayed on the color screen.
Path: MASTER MENU SYSTEM SETUP FILL LEVEL SETTINGS FILL LEVEL SETTINGS, STATION 2
The FILL LEVEL SETTINGS, STATION 2 screen (Figure 1-7) provides for adjustment of fill level parameters for the currently displayed container type.
Threshold (counts)
Inspection Status
Static Testing
FILL LEVEL SETTINGS
Previous Screen Master Menu
Total Containers - NNN,NNN Container Name NN:NN
Station 1
Counts Last ContainerCounts Last Lowfill (Underfill)Width of Inspection Trigger (ms)
XXXXXXXX XX
Look Distance
Low/High Fill
Auto Shutter
NNNN
XXX
XXX
NNN
XXX
XXX
Chapter 1: Operation Verification
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 1-9
With containers passing through tunnel, verify that there is a fluctu-ating radiation count at Counts Last Container. If there is a 0 value or if Gamma counts do not change, refer to Troubleshooting, Inspection Stations.
If there are no cans passing through tunnel, press the Static Testing button and proceed as above.
Encoder Check The tracking system uses a high-resolution encoder and software to track bottles from the closer outfeed to the Inspection Head.
Perform the following:
Path: MASTER MENU DIAGNOSTICS DIAGNOSTICS DISPLAYS, SENSOR INPUTS GRAPH SENSORS SENSOR INPUT GRAPH
Touch LED Bank Select until HI RES appears in the list of sensor inputs. Verify that there is an encoder output signal on the screen. If there is no output signal refer to Troubleshooting, Sensor Input Graph.
Printer Check (optional)Perform the following:
Path: MASTER MENU DIAGNOSTICS DIAGNOSTIC MESSAGES
Touch Print Report and verify that the report was printed and is readable. If printing is weak, check that paper thickness control is properly set. If still weak change ribbon.
Procedures to load paper, perform printer self-test, perform periodic maintenance, replace ribbons, and replace the print head are provided in the CITIZEN Users Manual. A complete manual has been included with your printer.
Filler Management System, Bottle Version, Maintenance and Parts Manual
1-10 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
This page intentionally left blank.
Chapter 2: Periodic Maintenance
Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Chapter 2Operation Verification
CHAPTER OVERVIEW - - - - - - - - - - - - - - - - - - - - - - - - - - 2-1
Daily Maintenance - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2-2Weekly Maintenance - - - - - - - - - - - - - - - - - - - - - - - - - - - 2-3Quarterly Maintenance - - - - - - - - - - - - - - - - - - - - - - - - - - 2-4Printer Maintenance - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2-4
Filler Management System, Bottle Version, Maintenance and Parts Manual
Industrial Dynamics Company, Ltd. Form 2628 (08/04)
This page intentionally left blank.
Chapter 2: Periodic Maintenance
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 2-1
CHAPTER OVERVIEWThis chapter provides the daily, weekly, and quarterly routine maintenance for the FMS system. Industrial Dynamics Company (IDC) strongly recommends that the maintenance procedures in this chapter be followed. Constant and timely maintenance of the FMS ensures long-term equipment reliability. In the event of serious problems contact IDC Customer Service.
NOTEMaintenance procedures for optional FMS equipment are not included in this manual, but are included in the manuals provided for each particular option.
Filler Management System, Bottle Version, Maintenance and Parts Manual
2-2 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Daily Maintenance
ITEM DAILY MAINTENANCE
Operation Verification Perform operational checks as described in Chapter 1. If any problems occur, refer to Troubleshooting and Alignment and Calibration sections.
Lenses Check glass or plastic lenses on Inspection Head sensors for product splashes. Clean as required with plain water using a Q-tip, lens tissue, or soft cloth. DO NOT USE PAPER TOWELS because grit trapped in the paper can scratch the surface and cause failure.
Touchscreen Wipe Touchscreen with plain water and soft cloth. DO NOT USE CLEANING SOLUTIONS OR ABRASIVE PADS.
Inspection Head Check that purge air is keeping liquid out of Inspection Head.
Electronics Enclosure Check that purge air is keeping liquid out of Electronic Enclosure.
Air Supply Verify that air supply to rejector is 65 psig. Examine the filter unit for accumulation of water. If the float valve is not working to blow out accumulated water, turn off the air (with the filler not operating) and remove the polycarbonate bowl.
Carefully clean all the elements. Reassemble and turn on the air.
Check the filter on the air purge supply for excessive accumu-lation of water. Clean if necessary.
If rejector is suppled with oiler, check that the oil drip rate is about four drops per minute, and that there is adequate oil (5 WT nondetergent) in the mist oiler (Dual-Diverter only).
If sytem uses Sure Sync, check the liquid level in the Sure Sync tank (if applicable). If there is water in the filter bowl in either of the preceding steps, lift the cover and check this system also.
Bottle Rejection (if applicable)
Select REJECTOR screen,and with bottle flow at the samplingstation, press the REJECT NEXT button.
Chapter 2: Periodic Maintenance
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 2-3
Weekly Maintenance
ITEM WEEKLY MAINTENANCE
Proline Rejector (if applica-ble)
Turn off air to rejector and pull out piston. Check for loose pad shoe mount on piston shaft. Check that shaft moves freely without sticking over all its travel in both directions. Turn air back on. If rejector is suppled with oiler, Look for oil film on shaft and if dry, check oiler later with air on. For further infor-mation, refer to Proline Rejector manual.
From the Touchscreen MASTER MENU, press SYSTEM SETUP. Press REJECTOR and REJECT NEXT. Verify that a bottle is rejected cleanly. If the bottles are not running, stop the discharge conveyor, and place a bottle 3/8-inch from the rejector pad surface. Press REJECTOR and FIRE REJECTOR. The rejector pad should come out far enough to reject the bottle. If bottles do not reject properly, refer to Proline Rejector Manual.
Other Types of Rejectors Refer to the manuals provided for specific optional equipment.
Inspection Head Remove access covers on Inspection Head and inspect for signs of water or condensation. Check the air flow at purge air system filter. Check the seals on covers for resilience. Reinstall the covers.
Touchscreen Clean the touchscreen on the Electronics Enclosure with plain water and a soft cloth. Do not use paper towel. Open the Enclosure cover and check for signs of water or condensation. Check the air flow at the purge air system filter and at the fans. Check the water flow in the cooling system. Reinstall the cover.
Printer (if applicable) At the printer station, run the printer self-test and check the printout for broken or worn characters and the ribbon for wear. Check the paper supply.
Autoshutter (Gamma Ver-sion Only)
Check the operation of the autoshutter (with production line stopped) by selecting SYSTEM SETUP and FILL LEVEL SETTINGS screens and pressing GAMMA STATION 1. Press GAMMA AUTO SHUTTER several times, verifying that the GREEN shutter indicator lamp goes off and the RED lamp goes on when the display changes from CLOSED to OPEN to AUTO.
X-Ray Control Card (X-Ray Version only)
Turn X-Ray ON/OFF switch to the OFF position. Verify that the RED lamp foes OFF.
Filler Management System, Bottle Version, Maintenance and Parts Manual
2-4 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Quarterly Maintenance
Printer MaintenancePrinter maintenance procedures for the printer that was shipped with your FMS are covered in the CITIZEN Users Manual. Periodi-cally clean out paper dust and other stray particles. It is recommended that you keep your printer covered when it is not being used.
Standard printer maintenance procedures are as follows:
Installing the ribbon VuePrint Menu Group Setting the Paper Thickness Lever Setting the Paper Select Lever Printer on Continuous Paper Cleaning the Printer
Always turn the power off, unplug the power cord, and disconnect the printer cable when performing any type of maintenance.
ITEM QUARTERLY MAINTENANCE -- (Three-Month Intervals)
Decals and Nameplates Check the decals and nameplates for legibility. If the decals for the radiation source become disfigured, damaged, or illegible, they must be replaced (this is a federal regulation). If replace-ments are necessary, contact Industrial Dynamics.
Wiring Inspect all flexible wiring for worn, frayed, chafed, or gouged areas.
Fittings Check all fittings for tightness.
Moisture and Corrosion Remove the Inspection Head access covers and check for signs of moisture in the unit and for corrosion on wiring termi-nations on barrier strip, crimp-on terminals, insulation sleeving, scintillation tube connector contacts, and detector box terminals.
Source Housing (Gamma Version Only)
Check source housing assemblies for presence of safety wire and lead seal. Reinstall the access covers. Contact IDC if seals have been broken.
Electronics Enclosure Check inside the Electronics Enclosure for evidence of moisture and corrosion on wires and terminals. Reinstall the rear cover and tighten screws on drawer.
Reject Sensor Ampifier Housing
Check reject sensor amplifier housing for evidence of internal moisture and corrosion.
Chapter 2: Periodic Maintenance
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 2-5
Before installing a printer ribbon, be sure that the printer is turned off and the print head is cool.
NOTE Carefully follow the instructions for correct ribbon placement. Improper placement can cause smudged printing and may jam the ribbon.
Filler Management System, Bottle Version, Maintenance and Parts Manual
2-6 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
This page intentionally left blank.
Chapter 3: Troubleshooting Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04)
y
CHAPTER 3Troubleshooting Procedures
Chapter Overview - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-1
Functional Breakdown By Location - - - - - - - - - - - - - - - - - - - - 3-1Inspection Head- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-1Electronics Enclosure - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-1
Troubleshooting Procedures - - - - - - - - - - - - - - - - - - - - - - 3-3Chapter Overview- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-1Functional Breakdown By Location- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-1Inspection Head - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-1Electronics Enclosure - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-1Troubleshooting Procedures - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-3Monitor Failure - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-3Touchscreen Failure - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-3Autoshutter Assembly - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-4X-Ray Enable - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-5Fault Location - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-5Error Messages - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-6Other Problemes - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3-9
Filler Management System, Bottle Version, Maintenance and Parts Manual
Industrial Dynamics Company, Ltd. Form 2628 (08/04)
This page intentionally left blank.
Chapter 3: Troubleshooting Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 3-1
CHAPTER OVERVIEWMany inspection and sampling problems can be solved during routine maintenance. If you are experiencing problems, repeat the routine maintenance procedures as described in Chapter 2.
The troubleshooting procedures in this section are designed to help operator/maintenance personnel isolate problem areas and determine the proper corrective action.
NOTETroubleshooting procedures for optional FMS equipment are not included in this manual, but are included in the manuals provided for each particular option.
FUNCTIONAL BREAKDOWN BY LOCATION
Inspection Head Trigger Sensor/Amplifier Radioactive Sources (Gamma/X-Ray Source & Control Card) Scintillation Tube(s) / High Voltage Power Suppy Autoshutter Assembly (Gamma version only)
Electronics Enclosure Inspection Engine Card
- Inspection microcontroller- Battery for memory backup- Watchdog circuit- RS485/RS422 circuits- Temperature sensor- Dual port RAM
I/O Card - Sensor input circuits- Status LEDs- Gamma counter interface circuits- Beacon driver- Configuration DIP switches- Hi-resolution encoder interface
Shutter Control Card- Driver circuit for autoshutter
Filler Management System, Bottle Version, Maintenance and Parts Manual
3-2 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Sensor Power Supply - +5V, +12V, -12V, +24V, +50V power supplies- Power supply over/under voltage detection circuitry
Printer UART
Terminal Strip Card - Input and output terminal strips for all connections to the
system Disk Emulator Card
CPU Card- Video display driver- Touchscreen interface
Chapter 3: Troubleshooting Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 3-3
TROUBLESHOOTING PROCEDURES
Monitor FailureIf the Electronics Enclosure power switch is ON or the reset button has been pressed and the monitor screen doesnt brighten within 15 seconds, and the INITIALIZATION screen doesnt appear, perform the following:
1. Check power in the monitor cabinet. Open the back of the monitor and locate the power supply at the top. The power input is J1. Check for +12 VDC between the RED (pin 1) and and BLACK (pin 3) wire. If the +12 VDC checks OK, check the output of the power supply. PIN 1 YELLOW +12 VDCPIN 2 RED +5 VDCPIN 3 RED +5 VDCPIN 4 BLACK COMMONPIN 5 BLACK COMMONPIN 6 WHITE -5 VDCIf output of power supply checks OK, check backlight power on J7.PIN 1 COMMONPIN 2 270 VACPIN 3 270 VAC
2. Check the circuit breakers adjacent to the sensor power supply and reset if tripped.
3. If monitor is receiving power but not functioning, the problem could be the Teknor CPU card. The ouput is standard VGA. A VGA monitor can be connected to verify if the CPU card video is working correctly. If a spare Teknor CPU is available, turn off power and remove the Teknor CPU card. Replace the card with a new one and turn on power.
4. If the screen is still blank, the monitor is faulty and must be replaced. Refer to Repair and Replacement Procedures, Monitor Assembly Installation.
Touchscreen FailureSee table below: Touchscreen Not Working.
Filler Management System, Bottle Version, Maintenance and Parts Manual
3-4 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
CAUTIONTouchscreen can be damaged by cleaning with abrasive cloth or materials.
Autoshutter Assembly (Gamma Version only)The autoshutter is used to block all radiation from the gamma-sources when in the OFF (down) position. The shutter assembly is mounted in the Inspection Head in the source enclosure above the radiation sources. It is operated by an air cylinder actuated by an air solenoid valve mounted in the detector enclosure.
When air is applied to the cylinder, the piston raises the shutter. When air is removed from the cylinder, the spring-loaded piston returns to the down position. The electrical signal to the air solenoid valve is removed when the filler stops rotating, which causes the shutter to close.
The position of the shutter is shown in two ways: by two shutter-indicators on top of the Inspection Head and through a visual indicator window in the inspection tunnel. RED indicates the shutter is OPEN, GREEN indicates the shutter is CLOSED (i.e., safe).
One of the two indicators should be on at all times when power is on. If both are off, check for 12 volts at the terminal strips in the source and detector side housings . If the voltage is correct, check the shutter indicator lights.
If the shutter is inoperative (i.e., green indication shows even when the filler is moving), check the air supply to the shutter.
If air is present, check for the solenoid drive signal at the TB3 terminal strip in the detector side of the Inspection Head. Test for 12 volts between the red and black wires. The white wire should also be at 12 volts to the black wire unless the solenoid is open circuit. To test for normal operation, go via MASTER MENU SYSTEM SETUP FILL LEVEL SETTINGS GAMMA STATION 1 (Lowfill/Highfill Analysis settings) and set GAMMA AUTO SHUTTER to Open. The signal on the white wire should change from 12 volts to around 0 volts with respect to the black wire. If there is no signal, replace the I/O card.
When the faulty component has been identified, replace as described in Repair and Replacement Procedures.
Chapter 3: Troubleshooting Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 3-5
X-Ray EnableThe X-Ray generator is enabled when the ENABLE switch on the top of the head is on the ON position and the RED indicator lamp is illumiinated. The X-ray enable can also be turned on and off manually in the software.
NOTEThe X-ray enable circuit is tied into the RED LED indicator lamp. If the lamp is failed, defective or removed, the X-ray Generator will not operate.
Fault LocationGAMMA
If there is a failure of the Gamma Station 1 or Gamma Station 2 count, check that the inspection triggers havent failed. In order to make the following tests to locate the problem, the filler line must be shut down.
1. Check the Trigger operation first by going to the Sensor Input Screen. MASTER MENU > DIAGNOSTICS > SENSOR INPUTS. While blocking and unblocking the Container 1 and Container 2 sensors, watch the screen and see if the sensors change state when the sensor is blocked and unblocked. If there is no change in the sensor state, check the LEDs on the sensor to see if it is responding. If the sensor is not responding, replace the sensor. If the sensor is responding, check and/or replace the I/O card.
2. If the Trigger Sensor is operating properly, remove the access cover on the detector side of the Inspection Head. To open the shutter for testing, go to MASTER MENU > SYSTEM SET-TINGS > FILL LEVEL SETTINGS and touch the LOWFILL (or OVERFILL) button for the failed system. Set GAMMA AUTO SHUTTER to OPEN and STATIC GAMMA TESTING to ON. Verify that there are Gamma Counts. If the Gamma Counts are zero, first check and see if the LED(s) are illuminated on the Dual Detector Box. If the LED(s) are not illuminated, check that the voltages are correct on the connector supplying power to the Dual Detector Box. The Black wire is ground. The Yellow wire is +12 VDC and the Violet wire is -12 VDC in respect to ground. If a voltage is not present, check the breakers in the Main Electronics Unit. Also check the power indicator LEDs on the Sensor Power Supply on the lower right of the FT-100A Ter-minal Strip. If any of the LEDs are not illuminated, replace the Sensor Power Supply.
Filler Management System, Bottle Version, Maintenance and Parts Manual
3-6 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
3. If the Dual Detector box has not failed, replace the Scintillation Tube(s).
X-RAY
If there is a failure of the Inspection Station count, check that the inspection trigger havent failed. In order to make the following tests to locate the problem, the filler line must be shut down.
1. Check the Trigger operation first by going to the Sensor Input Screen. MASTER MENU > DIAGNOSTICS > SENSOR INPUTS. While blocking and unblocking the Container 1 sen-sor, watch the screen and see if the sensor changes state when the sensor is blocked and unblocked. If there is no change in the sensor state, check the LEDs on the sensor to see if it is responding. If the sensor is not responding, replace the sensor. If the sensor is responding, check and/or replace the I/O card.
2. Check for -610 VDC on the High Voltage Power Supply. (PN 39293) TP-3 (positive lead), TP-1 (negative lead)
3. Verify the VCO card is operating correctly.1) Verify that the FT-175 unit is on and the X-Ray is enabled (ON). 2) Verify -9.5 VDC from TP-1 (positive) to TP-3 (ground).3) Verify the FT-175 unit is on and X-Ray enable is off. Using a scope with the leads at J-2 pin 2, and ground, ver-ify a reading of 1.4 kHz to 2.0 kHz.4) Enabled the X-Ray. Using the same test points, verify a reading of 140.0 kHz to 200.0 kHz.
4. If the High Voltage Power Supply or VCO card has not failed, replace the Scintillation Tube.
Error MessagesThe following table contains many of the error messages or problems that could occur during operation and their probable causes, as well as suggested corrective actions to be taken.
Chapter 3: Troubleshooting Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 3-7
ERROR MESSAGE PROBABLE CAUSE CORRECTIVE ACTIONS
MISSED "..." SENSOR Sensor/target alignment (refer to Chapter 5).
For all proximity sensors, check position alignment with target, based on data in Alignment and Calibration Procedures. For fiber-optic sensors, check lenses for cleanliness, amplifiers for proper gain (refer to Optical Sensor Adjustments in Alignment and Calibration Procedures).For Hall effect sensors, (Head #1, etc.) check alignment of sensor to magnet (refer to Alignment and Calibration Procedures, Critical Alignments, Sensors).
Intermittent wiring Check wiring at each wire junction for evidence of corrosion or loose wires.
N number incorrect or altered
Check for correct N numbers by comparing with previous Function Printout.
REJECTOR A DELAY TOO SHORT
Intermittent reject sensor Check delay parameters against previous function printout
Check reject sensor operation
Check height
Check wiring
BROWN OUT RESET HAS OCCURRED
Input voltage has dropped below +5VDC
Check input voltage
REJECTOR A QUEUE OVERFLOW
Excessively long trigger pulse at reject sensor
Check reject sensor operationReplace sensor if needed
Filler Management System, Bottle Version, Maintenance and Parts Manual
3-8 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
REJECTOR A QUEUE OVERFLOW (Continued)
Conveyor stopped with bottle left blocking sensor
Restart conveyor
Encoder calibration incorrect Enter correct calibration constant
OUT OF SYNC, N5 AT MAX LIMIT
Intermittent reject sensor failure
Check alignment and wiring of reject sensor
Conveyor speed has changed
Replace reject sensor
OUT OF SYNC, N5 AT MIN LIMIT
Intermittent outfeed sensor failure
Check alignment of outfeed sensor
STORAGE VERIFY ERROR, FAILED RETRIES
Bad EEPROM on inspection engine card
Replace inspection engine card
BATTERY LOW VOLTAGE Faulty battery on inspection engine card
Replace Lithium battery on inspection engine card (see 29113 or 40832)
Replace inspection engine card
WATCHDOG TIMEOUT OCCURRED
Noise transient in system Check input AC voltage for noise transients
TOUCHSCREEN NOT WORKING
Touchscreen not calibrated properly
Recalibrate touchscreen (refer to Chapter 4)
Touchscreen Controller not working properly
Check +12 VDC to Controller. Replace Controller (PN/ 94565)
Faulty ribbon cable connection
Check connection of cable
Faulty CPU card Replace CPU card
Faulty touchscreen Replace touchscreen (PN/94564)
EXCESSIVE LOWFILLS/HIGHFILLS
Inspection Head too high/low Check Inspection Head height (Refer to Chapter 4)
I/O card Replace I/O card
ERROR MESSAGE PROBABLE CAUSE CORRECTIVE ACTIONS
Chapter 3: Troubleshooting Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 3-9
Other ProblemsOTHER PROBLEMS PROBABLE CAUSE CORRECTIVE ACTIONS
SENSOR PULSE WIDTHS Screen
Sensor display value is 0 Check electrical connection to sensor. Replace sensor if necessary. See Repair and Replacement Procedures
All sensors display 0 Check system timing. See Alignment and Calibration Procedures
Displayed value is incorrect See Alignment and Calibration Procedures
SENSOR POSITIONS Screen The average positions are more than 10% above or below the correct average positions with filler running.
See Alignment and Calibration Procedures
FILL LEVEL SETTINGS, Gamma Station 1 Screen
Displayed value is 0 or gamma counts do not change
Check Trigger Sensor. See Alignment and Calibration Procedures
FILL LEVEL SETTINGS, Gamma Station 2 Screen
Displayed value is 0 or gamma counts do not change
Check Trigger Sensor. See Alignment and Calibration Procedures
SENSOR INPUT GRAPH Screen, LED Bank Select,
No output signal Check electrical connections. Replace I/O board.
COMPLETE FAILURE-NO DISPLAY, NO LEDs ON I/O CARD or INSPECTION ENGINE CARD
Sensor power supply Replace power supply. Refer to Repair and Replacement Procedures.
FAILURE TO SAMPLE Out of sync Verify the system is in sync
Rejector turned off Turn rejector on
System air pressure below 65 psig
Check air supply
Incorrect rejector parameters Verify that the reject delay distance and pulse width are correct (refer to function printout)
Check to see if you have +50 VDC on the barrier strip card
Faulty I/O card Replace I/O Card
Filler Management System, Bottle Version, Maintenance and Parts Manual
3-10 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
OTHER PROBLEMS PROBABLE CAUSE CORRECTIVE ACTIONS
FAILURE TO SAMPLE Out of sync Verify the system is in sync
Rejector turned off Turn rejector on
System air pressure below 65 psig
Check air supply
Incorrect rejector parameters Verify that the reject delay distance and pulse width are correct (refer to function printout)
Check to see if you have +50 VDC on the barrier strip card
Faulty I/O card Replace I/O Card
WRONG BOTTLE SAMPLED Out of sync Verify the system is in synchronization (refer to Operation Manual)
Wrong parameters set into program
Verify sampling parameters are correct (see Function Printout)
LINE JAMS AFTER REJECTION
Time delay is incorrectly set. The rejector should reject each container without striking another. Pulse width incorrect or pad sticking.
Ensure that the rejector pads centerline contacts the bottles centerline. See Rejector Manual for verifi-cation of delay distance procedure.
DOESNT IDENTIFY CORRECT VALVE
Synchronization problem. Check N1. Run Operational Check, Chapter 1. If Pulse Width averages or Sensor Position averages are off, see Alignment and Calibration Procedures.
WARNING MESSAGE WONT GO OFF
Pressing the red area clears the alarm unless the failure condition is repetitive, in which case the alarm immedi-ately turns on again.
Remedy the condition that initiated the alarm.
Chapter 3: Troubleshooting Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 3-11
OTHER PROBLEMS PROBABLE CAUSE CORRECTIVE ACTIONS
NO PRINTOUT Paper jam Clear paper jam on printer
Printer power switch off Turn power switch on
Break in printer cable Check wiring of cable for printer
Printer switch settings Check DIP switches on serial interface card (see Printer Manual)
Faulty user interface card Replace user interface card
Faulty sensor power supply Replace sensor power supply
FAULTY PRINTOUT Incorrect baud rate Check that printer baud rate is set at 9600 (refer to Operation Manual)
Incorrect paper thickness setting on printer
Set paper thickness control properly (refer to Printer Manual)
Faulty printer ribbon Replace printer ribbon (see Printer Manual)
Incorrect wiring on printer cable
Check printer cable connections
Printer switch settings Check DIP switches on serial interface card (see Printer Manual)
Faulty printer Replace printer
Faulty sensor power supply Replace sensor power supply
NO LOWFILL/HIGHFILL DATA ON SHIFT OR PERIOD REPORTS
Out of Sync Verify the system is in sync (see Operation Manual)
Shift or Period Setup incorrect
Check setup for Shift or Period (see Operation Manual)
Filler Management System, Bottle Version, Maintenance and Parts Manual
3-12 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
This page intentionally left blank.
Chapter 4: Alignment and Calibration Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Chapter 4Alignment and Calibration Procedures
Chapter Overview - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-1
Critical Alignments - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-1Sensors- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-3Sensor Description - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-3Sensor Operational Check - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-4Sensor Alignment - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-4Filler Valve No 1 Sensor - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-4Closer Head No 1 Sensor - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-5System Timing Sensor - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-5Outfeed And Container No 1 Sensors - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-6Reject/trigger Sensor - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-7High Cap Sensor (Optional)- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-8Missing Cap Sensor (Optional) - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-8Optical Sensor Adjustments - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-10Reject Sensor - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-10High Cap Sensor (Optional) - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-10Optical Missing Cap Sensor (Optional) - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-11Inspection Station Calibration And Head Height Adjustment - - - - - - - - - - - - - 4-12Static Calibration, Lowfill (Conveyor Stopped) - - - - - - - - - - - - - - - - - - - - - - 4-12Static Calibration, Highfill (Conveyor Stopped) - - - - - - - - - - - - - - - - - - - - - - 4-14Quantitative Analysis - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-15Proline Rejector - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-16Encoder Setup - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-17Touchscreen Calibration - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 4-17
Filler Management System, Bottle Version, Maintenance and Parts Manual
Industrial Dynamics Company, Ltd. Form 2628 (08/04)
This page intentionally left blank.
Chapter 4: Alignment and Calibration Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 4-1
CHAPTER OVERVIEWThis chapter provides the procedures for critical alignments, adjustments, operational checks, gamma station calibration, and Inspection Head height adjustments.
Most of the procedures in this chapter are to be performed after the completion of a replacement procedure. For additional alignment and calibration information, refer to the FT-100A Filler Management System for Bottles Installation Manual.
NOTEAlignment and calibration procedures for optional FMS equipment are not included in this manual, but are included in the manuals provided for each particular option.
CRITICAL ALIGNMENTSFigure 4-1 is a typical bottle layout of the Filler Management System (FMS). The placement of sensors and alignments relative to the filler, closer, Inspection Head, and rejector are critical to how the system operates. When the sensors are not operating or are misaligned, follow these general maintenance guidelines:
Verify that electrical power is on and connected to each sensor.
Make sure that each sensor, sensor cable connection, and fittings are secure and tight. Make sure that the sensors are not damaged or have not vibrated loose.
Check sensor positions.
Check sensor targets.
NOTEDetailed sensor placements and alignments are discussed further in the pages that follow.
Filler Management System, Bottle Version, Maintenance and Parts Manual
4-2 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Figure 4-1. Typical Line Layout for Downstream Bottles (FMS)
Chapter 4: Alignment and Calibration Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 4-3
SENSORS
Sensor Description
Following is a description of the function of each sensor.
Sensor Operational Check
See Chapter 1.
SENSOR FUNCTION
Filler Valve No. 1 A Proximity sensor mounted to the filler. It monitors the position of Filler Valve No. 1 by detecting Valve No. 1 on each rotation of the filler. By tracking Valve No. 1, the FMS is able to continuously monitor the positions of all the other filler valves.
System Timing A Proximity sensor, usually mounted on the filler. It provides a pulse for every container pocket as it passes the sensor. The System Timing sensor is the clock that counts bottles (pockets) as the filler/closer rotates.
Container No. 1 An optical sensor, usually mounted at the Filler Infeed Starwheel. It senses the presence of a bottle in each pocket before the bottle enters the Filler.
Outfeed An optical sensor mounted at the closer outfeed; it senses each bottle before discharge onto the conveyor. The Outfeed sensor counts bottles as they leave the closer. This count is used for tracking bottles from the closer to the rejector.
Closer Head No. 1
A Proximity sensor mounted inside the closer housing. It generates one pulse per closer turret revolution, allowing the FMS to keep track of closer heads during closer sampling. It indicates the position of the closer by detecting the Head No. 1 flag on each rotation of the closer.
Reject Sensor This sensor, which also serves as the trigger sensor, maintains the container timing for accurate rejection. Rejection occurs when bottles are rejected off of the production line by means of the ProLine Rejector. The Reject sensor is an LED photoelectric detector mounted at the entrance of the Inspection Head tunnel.
Filler Management System, Bottle Version, Maintenance and Parts Manual
4-4 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Sensor Alignment
Filler Valve No. 1 SensorThe Filler Valve No. 1 sensor (Figure 4-2) identifies Filler Valve No. 1. When the target for Valve No. 1 is positioned directly in front of this sensor, a pocket at the outfeed should be centered on the Outfeed sensor. For the stainless steel target, the clearance should be 5.00 mm (0.20 inch).
Figure 4-2. Alignment of Filler Valve No. 1 and Closer Head No. 1 Sensors
Chapter 4: Alignment and Calibration Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 4-5
Closer Head No. 1 Sensor The Closer Head No. 1 sensor (Figure 4-2) identifies Closer Head No. 1. When the target for Head No. 1 is positioned directly in front of this sensor, a pocket at the outfeed should be centered on the Outfeed sensor. For the stainless steel target, the clearance should be 5.00 mm (0.20 inch).
System Timing SensorThe System Timing sensor (Figure 4-3) is mounted to generate a signal for each pocket as the filler rotates. The System Timing sensor is mounted in line with a target at a clearance of 10 mm (0.4 inch). When the sensor is between two target valves, the pocket at the outfeed should line up with the centerline of the Outfeed sensor. With the filler operating, go to the diagnostic screens and check that all average sensor positions are between 20 to 40 percent. If not, make minor upstream or downstream adjustments in sensor position until these percentage requirements are met.
Figure 4-3. System Timing Positioning and Alignment
Filler Management System, Bottle Version, Maintenance and Parts Manual
4-6 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Outfeed and Container No. 1 SensorsThe Container No. 1 sensor senses the presence of a bottle in each pocket before the bottle enters the Filler. This sensor is installed at the Filler Infeed starwheel. Similarly, the Outfeed sensor senses the presence of a bottle in each pocket before the bottle is discharged onto the conveyor. Proceed as follows for the Outfeed and Container No. 1 sensors (Figure 4-4):
1. Determine that bottles will pass directly under the sensor.
2. Adjust the height of the assembly and lock it with the handle so that the top of the bottle cap is 12 mm (0.5 inch) below the overhead plate.
Figure 4-4. Container No. 1 Sensor and Outfeed Sensor Assemblies
Chapter 4: Alignment and Calibration Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 4-7
Reject/Trigger Sensor The Reject sensor (Figures 4-5), which also serves as the Trigger sensor, maintains the container timing for accurate rejection. Rejection occurs when bottles are rejected off of the production line by means of the Proline Rejector (typically). The Reject sensor is a fiber-optic detector and is mounted on a bracket in front of the Inspection Head tunnel. The sensor must be positioned for the current bottle size. Proceed as follows:
1. Stop the Conveyor.
2. Place a complete current size capped bottle on the conveyor centerline in front of the Reject sensor. Verify that the neck of the bottle breaks the beam.
3. As a last resort, reposition the emitter and receiver sensors to a different mounting hole. If necessary, the height of the sensor mount may be adjusted.
4. The sensor beam should be in the center of the cap or where the cap diameter is consistent.
5. Place the capped bottle under the Missing Cap sensor (if installed) and verify that there is 0.65 inch (17mm) clearance (plastic caps) from the top of cap lens of sensor (0.125 inch [3.2 mm] for rolled metal caps and pressed crown caps).
PLASTIC CAPSCheck that the reject sensor beam is in the center of the cap or where the cap diameter is consistent. Reposition the sensors if necessary to meet this requirment.
ROLLED METAL CAPSCheck that the reject sensor beam is just below the cap.
PRESSED CROWN CAPSCheck that the reject sensor beam is just below the cap.
Filler Management System, Bottle Version, Maintenance and Parts Manual
4-8 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Figure 4-5. Mounted Reject Sensor
High Cap Sensor(optional)Plastic caps only -- The High Cap sensor, if included, is located above the Reject (Trigger) sensor (Figure 4-5). Position the High Cap sensor beam 4 mm (0.16 inch) above one of the median height capped bottles. If necessary, reposition the emitter and receiver to a different mounting hole.
Missing Cap Sensor(optional)A Missing Cap sensor (optional) is located on top of the sensor mounting assembly (Figure 4-6). For plastic caps, an optical sensor is used (Figure 4-7).
Chapter 4: Alignment and Calibration Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 4-9
Figure 4-6. Missing Cap Sensor
Figure 4-7. Optical Missing Cap Sensor
Filler Management System, Bottle Version, Maintenance and Parts Manual
4-10 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
PLASTIC CAPSPlace a capped bottle under the Missing Cap sensor and adjust for 17 mm (0.65 inch) clearance from the top of cap to lens of sensor.
ROLLED METAL CAPSPlace a capped bottle under the Missing Cap sensor. Check and adjust the sensor in its mount if necessary for 5 mm (0.2 inch) clearance from top of cap to surface of sensor.
PRESSED CROWN CAPSPlace a capped bottle under the Missing Cap sensor. Check and adjust the sensor in its mount if necessary for 5 mm (0.2 inch) clearance from top of cap to surface of sensor.
Optical Sensor Adjustments
Reject Sensor
NOTE Trigger height must be set before attempting to adjust the Reject Sensor.
Figure 4-5 shows the mounted reject sensor (emitter/receiver) and the fiber-optic amplifier mounted inside the source side of the Inspection Head. Sensitivity is set by the potentiometer located next to the red LED indicator on the amplifier (Figure 4-8).
Remove all bottles from the path of the light beam. Turn the control fully CW to set the amplifier at maximum sensitivity. The red LED on the amplifier should be OFF. This will be position B. Counting the turns, turn the control slowly CCW until the red LED goes ON. This will be position A. Set the control to the midpoint between positions A and B counting all turns. This should be the optimum sensitivity setting. Using an opaque object, interrupt the light beam several times to verify the switching point. For some applications, this amount of light energy may be too high and the sensitivity will need to be reduced for proper operation.
High Cap Sensor (optional)The High Cap sensor is mounted in the same way as the Reject (Trigger) sensor. The fiber-optic amplifier is adjusted as described above.
Chapter 4: Alignment and Calibration Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 4-11
Optical Missing Cap Sensor (optional)
This sensor, located on top of the sensor mounting sassembly (Figure 4-7), has an LED located on the corner of the sensor. Turn the Gain potentiometer CW to set at maximum gain.
Run several bottles with and without caps through the inspection tunnel to verify correct operation of the sensor. Decrease the gain slightly if any uncapped bottles are falsely accepted.
Figure 4-8. Fiber-Optic Amplifier
Filler Management System, Bottle Version, Maintenance and Parts Manual
4-12 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Inspection Station Calibration And Head Height AdjustmentNOTE
Calibration with stationary bottles is preferred.
Static Calibration, Lowfill (Conveyor Stopped)1. Completely fill a bottle to the maximum possible level and set it
on the conveyor in the Inspection Head tunnel.
2. Place the bottle directly in front of the lowfill aperture (Figure 4-9 and 4-10).
3. Path: MASTER MENU SYSTEM SETUP FILL LEVEL SETTINGS STATION 1 - LOWFILL ANALYSIS SETTINGS.
4. Set the GAMMA AUTOSHUTTER (If Present) function to OPEN and the STATIC GAMMA TESTING function to ON.
5. Write down the value of COUNTS LAST CONTAINER. Touch PREVIOUS SCREEN twice.
6. Place a completely empty bottle on the conveyor in the Inspection Head tunnel.
7. Place the bottle directly in front of the lowfill aperture.
8. Path: SYSTEM SETUP FILL LEVEL SETTINGS STATION 1 - LOWFILL ANALYSIS SETTINGS
9. Set the AUTOSHUTTER function to OPEN and the STATIC TESTING function to ON.
10. Write down the value of COUNTS LAST CONTAINER.
11. Write down the average of these two values.
12. Place a bottle filled to the minimum allowable fill level in the Inspection Head tunnel.
13. Rotate the crank on top of the Inspection Head CW to change the height one digit at a time, while checking the gamma count at each step as indicated by the Head Height Counter window, until the count is at the approximate average of step 11.
14. To eliminate backlash, rotate the crank five more digits and then back up five digits.
15. Lock the Inspection Head in its new position using the lever on the side.
Chapter 4: Alignment and Calibration Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 4-13
Figure 4-9. Inspection Head Radiation Shield Plates
Figure 4-10. Aperture Height Adjustment
Filler Management System, Bottle Version, Maintenance and Parts Manual
4-14 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
Static Calibration, Highfill (Conveyor Stopped)1. Completely fill a bottle to the maximum possible level and set it
on the conveyor in the Inspection Head tunnel.
2. Place the bottle directly in front of the highfill aperture (Figure 4-9 and 4-10).
3. Path: MASTER MENU SYSTEM SETUP FILL LEVEL SETTINGS STATION 1 - HIGHFILL ANALYSIS SETTINGS.
4. Set the GAMMA AUTOSHUTTER function (if present) to OPEN and the STATIC TESTING function to ON.
5. Write down the value of COUNTS LAST CONTAINER. Touch PREVIOUS SCREEN twice.
6. Place a completely empty bottle on the conveyor in the Inspection Head tunnel.
7. Place the bottle directly in front of the highfill aperture.
8. Path: SYSTEM SETUP FILL LEVEL SETTINGS STATION 1 - LOWFILL ANALYSIS SETTINGS
9. Set the AUTOSHUTTER function to OPEN and the STATIC TESTING function to ON.
10. Write down the value of COUNTS LAST CONTAINER.
11. Write down the average of these two values.
12. Place a bottle filled to the minimum allowable fill level in the Inspection Head tunnel.
13. Rotate the crank on top of the Inspection Head CW to change the height one digit at a time, while checking the gamma count at each step as indicated by the Head Height Counter window, until the count is at the approximate average of step 11.
14. To eliminate backlash, rotate the crank five more digits and then back up five digits.
15. Lock the Inspection Head in its new position using the lever on the side.
Chapter 4: Alignment and Calibration Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 4-15
Quantitative Analysis
The optional quantitative analysis capability is performed by an RF probe mounted externally on the downstream side of the Inspection Head. If your FMS is equipped with this feature, refer to the Filler Monitor RF System Addendum manual (Form 2643).
Filler Management System, Bottle Version, Maintenance and Parts Manual
4-16 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
ProLine Rejector
The ProLine Rejector (optional) (Figure 4-11) should be mounted so that the pad is parallel to the vertical side of the passing bottles, and 3 mm (1/8 inch) from the bottles. The base of the pad should be about 6 mm (1/4 inch) above the chain surface. Air pressure is to be set to 60 to 65 pounds per square inch on the gauge. See the ProLine Rejector Manual.
Figure 4-11. Proline Rejector
Chapter 4: Alignment and Calibration Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04) 4-17
ENCODER SETUP1. Path: MASTER MENU SYSTEM SETUP ENCODER
2. Touch PART # until appropriate part number appears. (In most cases this will be 92449.)
3. Touch SPROCKET TEETH and enter number of teeth on NUMERIC ENTRY screen. If unknown, touch CONTAINER DIAMETER (mm) and enter bottle diameter. Touch ESTIMATE and wait for a number to appear. Adjust estimate until bottles are rejecting properly.
TOUCHSCREEN CALIBRATIONPath: MASTER MENU SYSTEM SETUP CALIBRATE TOUCHSCREEN
The CALIBRATE TOUCHSCREEN display (Figure 4-12) calibrates the Touchscreen to compensate for the parallax caused by:
the space between the Touchscreen and the Monitor, the viewing angle.
Figure 4-11. Touchscreen Calibration Screen
Touch the Blinking Box to set Calibration Point
1
3
2
Filler Management System, Bottle Version, Maintenance and Parts Manual
4-18 Industrial Dynamics Company, Ltd. Form 2628 (08/04)
To calibrate the touchscreen:
1. Press the touchscreen in the upper left corner (1) and then the lower right corner (2) to position the Touchscreen relative to the Monitor display.
2. Press the screen center (3). If not within limits, the FMS automatically restarts the sequence.
If the touchscreen is too far out of calibration to permit selection of the screens leading to CALIBRATE TOUCHSCREEN screen:
1. Open the Electronic Enclosure.
2. Remove the card cage cover.
3. Set Input/Output board DIP switch S1-7 to OFF.
4. Press RESET to restart the calibration sequence from Power-up.
5. When finished:
Set Dip switch S1-7 to ON. Replace the card cage cover. Close and seal the Electronic Enclosure.
Chapter 5: Repair and Replacement Procedures
Industrial Dynamics Company, Ltd. Form 2628 (08/04
Chapter 5Repair And Replacement Procedures
Chapter Overview - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-1
Guidelines For Repair Or Replacement - - - - - - - - - - - - - - - - - - - - - - - - - - 5-2Replacement Parts - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-3Electronics Enclosure - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-4Procedures For Repair And Replacement - - - - - - - - - - - - - - - - - - - - - - - - 5-6Circuit Breakers - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-6Printed Circuit Cards - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-7General Guidelines For Replacing Circuit Cards - - - - - - - - - - - - - - - - - - - - 5-8Power Supply Units - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-8Sensor Power Supply - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-8Card Cage Power Supply - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-9Autoshutter Power Supply - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-9Touchscreen/monitor Assembly - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-11Inspection Head - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-12Trigger Sensor - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-12Fiber-optic Trigger Amplifiers - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-14Gamma Detection Systems - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-14Scintillation Tube Detector - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-15Dual Detector Box - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-16Autoshutter Assembly - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-16Air Solenoid - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-16LED Replacement - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-17Air Cylinder Replacement - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5-17Valve No.1, System T



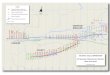




















![2628[1] VISA REQUIREMENTS](https://img.pdfslide.net/doc/110x75/55d22392bb61eb021f8b45a8/26281-visa-requirements.jpg)




