Upload others
View 0
Download 0
Embed Size (px) 344 x 292 429 x 357 514 x 422 599 x 487
Citation preview
For Difficult cutting materials
VHPMVHVTRVHTR
VHTR
側⾯切削時の切り込み量と送り速度(mm/1刃あたり)
被削材別 切削速度(周速)【Vc=m/min】
チップブレーカー付
ap
ae
N=回転速度(min-1)Vc=切削速度(m/min)π=3.14(円周率)d=エンドミル刃径(mm)
★回転数の求め⽅
N=1000×Vc
π×d
Vc=(m/min)
鉄系耐熱合⾦鋼インコロイ等
ae= Ød
型番 ΦdmmL1
mm ZΦd1mm
rmm
Lmm
VHVTR 5 030 051 06 03 VHVTR 5 040 051 06 03 VHVTR 5 050 051 06 03 VHVTR 5 060 064 06 03 010VHVTR 5 060 064 06 03 030VHVTR 5 060 064 06 03 050VHVTR 5 060 064 06 03 100VHVTR 5 080 064 08 03 010VHVTR 5 080 064 08 03 030VHVTR 5 080 064 08 03 050VHVTR 5 080 064 08 03 100VHVTR 5 100 070 10 03 010VHVTR 5 100 070 10 03 030VHVTR 5 100 070 10 03 050VHVTR 5 100 070 10 03 100VHVTR 5 120 078 12 03 010VHVTR 5 120 078 12 03 030VHVTR 5 120 078 12 03 050VHVTR 5 120 078 12 03 100VHVTR 5 140 089 14 03 050
3.04.05.06.06.06.06.08.08.08.08.0
10.010.010.010.012.012.012.012.014.0
0.200.200.200.100.300.501.000.100.300.501.000.100.300.501.000.100.300.501.000.50
66666668888
101010101212121214
5151516464646464646464707070707878787889
7.09.0
11.013.013.013.013.018.018.018.018.022.022.022.022.025.025.025.025.030.0
55555555555555555555
VHVTR 5 140 089 14 03 100VHVTR 5 160 092 16 03 010VHVTR 5 160 092 16 03 050VHVTR 5 160 092 16 03 100VHVTR 5 200 102 20 03 050VHVTR 5 200 102 20 03 100VHVTR 5 250 120 25 03 050VHVTR 5 250 120 25 03 100
14.016.016.016.020.020.025.025.0
1.000.100.501.000.501.000.501.00
1416161620202525
89929292
102102120120
30.035.035.035.042.042.045.045.0
55555555
レギュラー刃⻑ Φ3-25(合計28アイテム)
l
l1l2
d
0,005* A
d1
y
A
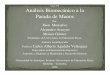
VHPM 8 080 078 08 40 VHPM 10 100 078 10 40 VHPM 12 120 089 12 40 VHPM 16 160 089 16 40
8.010.012.016.0
8101216
78788989
刃数型番 ΦdmmL1
mmΦd1mm
Lmm mm
L2mm
18.0022.0026.0034.00
25.0030.0035.0040.00
0.2000.3000.3000.300
VHPM超硬6-16枚刃 ⾼硬度材⽤エンドミル
⼯具径
d (mm)
3.0
4.0
5.0
6.0
8.0
10.0
12.0
16.0
20.0
ap (mm)
TEL 078-920-8666 TEL 078-917-3339 TEL 078-915-2450 TEL 078 ...€¦ · tel 078-920-8666 tel 078-917-3339 tel 078-915-2450 tel 078-911-0026 216b 1,580b 1,380b cafémuji 800b 1,390b
210B 660B 130B 580B TEL.078-913-2880 TEL.078-940-5132 ...210B 660B 130B 580B TEL.078-913-2880 TEL.078-940-5132 2015.4
BAB II KAJIAN PUSTAKA 2.1 Penelitian Terdahuluetheses.uin-malang.ac.id/1865/6/10510141_Bab_2.pdf · 0,005 dan nilai t dengan tingkat signifikansi < 0,005 dan nilai t hitung >
Leganes 078
078 foro2010guainia
Noticias 078
TEL 078-241-8992 • FAX 078-242-5616 ï-650-8501 TEL 078-333-2595 (SJNK17-12338, 2017.9.29) TEL 078-241-8992 FAX 078-242-5616
Table 0,005 2
078 An-Naba
PERBEDAAN EFEK ANTARA INTERVENSI TEKNIK ROLL GLIDE … · 0,005 untuk mobilitas sendi dan 0,005 untuk penurunan disabilitas yang berarti ada perbedaan efek antara intervensi teknik
Application of COSMO NWP to ttoo to nowcasting system ...srnwp.met.hu/Annual_Meetings/2016/download/wednesday/NOW.CO… · Equivalent Potential Temperature ... 0,005 0,010 0 20 40
Nanopartikel, Emulsionen, Zementdispersionen ...€¦ · Viskosität Kolloid (cP) Bis 20000 Bis 20000 Bis 20000 Bis 20000 Partikelgröße (µm)4 0,005-1000 0,005-100 nicht beschränkt
бюллетень 078
a TEL (078) q 22—5777 FAX (078)TEL (078) q 22—5777 FAX (078) Title order_fax Created Date 9/28/2019 12:12:09 PM
SKRIPSI PENGARUH SENAM AEROBIK LOW IMPACT TERHADAP ...repository.stikes-bhm.ac.id/670/1/1.pdf · pValue 0,000 < 0,005 untuk tekanan darah sistolik dan 0,004 < 0,005 untuk tekanan
The linkage between method validation, traceability and … · -0,015 -0,010 -0,005 0,000 0,005 0,010 0,015 0,020 Eurachem Workshop - Validation, Traceability and MU May 2012 10 W
El gobierno de Sancho en la Ínsula Barataria, núcleo estructural … · 2017-05-26 · Gobernando 1 0,005 Gobernases 1 0,005 Gobernadoresco 1 0,005 Goberné 1 0,005 ... descolgándose
1-800-8-078 Made in U.Sbicycleparkingracks.com/wp-content/uploads/2015/05/... · 1-800-8-078 Made in U.S.A Rev 40 Wave Style Bike Rack WARRANTY: All Bike Rack Company products are
Acuerdo 078
078 dicotylédones
Desenvolvimento de um método analítico multiresíduo ... · Sulfametoxazol 0,005 - 1 ,00 0,005 6164,43 x- 10,48 0,9980 Atenolol 0,001 –1,00 0,001 27965,9 x + 44,38 0,9989 Tabela
DGUV Information 214-078 'Vorsicht Zecken! Risiko ...publikationen.dguv.de/dguv/pdf/10002/214-078.pdf · DGUV Information 214-078 214-078 Vorsicht Zecken! Risiko Zeckenstich - was
Titans 078
078 reglamento_contratacion.pdf
Mamapato 078
Ministério da Saúde - MS Agência Nacional de Vigilância ... · crianças menores de 10 anos 104 Amarelo de quinoleína 0,005 - 110 Amarelo crepúsculo FCF, amarelo sunset 0,005
078 parada
Guaianas 078
profile WORKSa 7-fž-—Þ 06-6251-5959 078-325-5085 http ... · profile WORKSa 7-fž-—Þ 06-6251-5959 078-325-5085 vol.63 Ikuko Nakayama 9 17 < JåJ Z 40/7 O 40 50 MY FAVORITES
Data Sheet H1 Axial Piston Pump 069/078 cm3 Single Pump€¦ · 069/078 cm3 Single Pump Introduction For more than 40 years, Danfoss has been developing state-of-the-art components