Embed Size (px)
Citation preview

ARTICLE IN PRESS
Journal of Crystal Growth 310 (2008) 5385–5391
Contents lists available at ScienceDirect
Journal of Crystal Growth
0022-02
doi:10.1
� Corr
E-m
journal homepage: www.elsevier.com/locate/jcrysgro
Formation of single-phase supersaturated solid solution upon solidificationof highly undercooled Fe–Cu immiscible system
Zheng Chen, Feng Liu �, Haifeng Wang, Wei Yang, Gencang Yang, Yaohe Zhou
State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi’an, Shaanxi 710072, PR China
a r t i c l e i n f o
Article history:
Received 10 April 2008
Received in revised form
1 June 2008
Accepted 27 August 2008
Communicated by M. Rettenmayrexists because of the effect of post-recalescence. Only if both sufficiently high undercooling and rapid
Available online 16 September 2008
PACS:
81.30.Fb
81.30.Hd
64.75.Nx
Keywords:
A1. Dendrites
A1. Supersaturated solutions
A2. Growth from melt
B1. Alloys
48/$ - see front matter & 2008 Elsevier B.V. A
016/j.jcrysgro.2008.08.060
esponding author. Tel.: +86 29 88460374; fax
ail address: [email protected] (F. Liu).
a b s t r a c t
Applying glass fluxing combined with cyclic superheating and rapid quenching after recalescence, the
solidification of undercooled immiscible Fe–Cu alloy melts was studied. Subjected to low undercooling,
a coarse dendritic pattern results, where both Cu precipitation and dot substructure can be observed.
For sufficiently high undercooling, a typical granular structure forms, where the dot substructure still
quenching immediately after recalescence are satisfied, a single-phase supersaturated solid solution can
be obtained, where the Cu precipitation and the dot substructure are suppressed. Therefore, the
formation of single-phase supersaturated solid solution can be attributed to a combination of an
absolute solute trapping occurring upon rapid recalescence and a selection of rapid quenching point
after recalescence, which suppresses the dot substructure through d/g massive transformation. This has
been qualitatively interpreted using an extended steady-state dendritic growth model and the classical
solid-state transformation kinetics, e.g., temperature–time–transformation (TTT) diagram.
& 2008 Elsevier B.V. All rights reserved.
1. Introduction
For highly undercooled melts, non-equilibrium rapid solidifi-cation occurs, which changes the growth velocity and solidifica-tion behavior, thus gives many products that cannot be obtainedunder equilibrium conditions, e.g., metastable phases [1–4].So far, thermodynamic or kinetic ways, such as levitationmelting [5], molten-glass denucleation [6–8], melting spinning[9], gas atomization [10] and laser deposition [11], etc, have beenadopted to achieve high undercooling (DT) or large super-saturation for metals or alloys. Generally, the kinetic approach ispreferred for preparing ultra-fine granular materials, particularlyfor insoluble and immiscible alloys, e.g., Fe–Cu alloy (see Fig. 1)[12], due to its positive enthalpy of mixing. Following thisway, however, direct diagnostics are not available [13–15]. Thethermodynamic approach (i.e., solidification of undercooledmetallic melts) gives a possibility of studying rapid solidificationphenomena by in situ observation, such as measurements ofthe dendrite growth velocity and thermal behavior [1]. How-ever, such approach suffers from an effect of post-recalescence,i.e., a metastable solid product formed upon recalescence is
ll rights reserved.
: +86 29 88491000.
always destroyed within post-recalescence and cannot beconserved upon cooling to the ambient temperature. For someFe-based alloys, e.g., Fe–Ni and Fe–Co [6,8], the primary dphase forming upon rapid recalescence is remelted withinpost-recalescence, and subjected to consequent d/g transforma-tion, it is substituted by a so-called ‘‘dot substructure’’ [6–8].This is also observed in our experiments for Fe–Cu alloys(Section 3).
In order to prepare a single-phase solid solution in animmiscible Fe–Cu system, two requirements must be satisfied,i.e., the single-phase solid solution must be formed uponrecalescence and the solid-state transformation that gives the‘‘dot substructure’’ must be suppressed. On this basis, theimmiscible Fe-4 at% Cu alloy was selected as the research object.Applying a recently proposed extended dendrite growth modeland the classical solid-state transformation kinetics, e.g., temper-ature–time–transformation (TTT) diagram, the forming mechan-ism for a single-phase solid solution was analyzed.
2. Experimental procedure
High-purity elements of Fe and Cu better than 99.95 wt% werealloyed in situ to form 5 g samples. Bulks with a composition of

ARTICLE IN PRESS
Tem
pera
ture
°C
Atomic Percent Copper
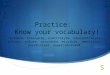
Fig. 1. (a) The equilibrium phase equilibrium of Fe–Cu alloy and (b) the calculated
stable and metastable liquidus and solidus of Fe–Cu alloy above 1500 K according
to Ref. [12].
Fig. 2. Schematic illustration of the rapid quenching selection. In order to achieve
single-phase solid solution, rapid quenching must be performed at a temperature
within 1-2. If rapid quenching is performed at a temperature 3, the dot
substructure cannot be suppressed.
Z. Chen et al. / Journal of Crystal Growth 310 (2008) 5385–53915386
Fe-4 at% Cu were prepared in quartz tubes in a high-frequencyapparatus under the protection of B2O3 glass slag, to denucleatethe alloy by reaction, adsorption, and passivation of the foreigncatalytic sites. Each sample was melted, superheated andsolidified several times, in order to obtain high DT. After thehigh-frequency power source was turned off, the alloy sample wascooled spontaneously, while the thermal behavior was monitoredby an infrared pyrometer with an absolute accuracy, relativeaccuracy and response time of less than 10 K, 3 K and 5 ms,
respectively. The cooling curve was calibrated with a standardPtRh30–PtRh6 thermal couple, which was encapsulated in a silicatube and then immersed into the melt in an identical condition.The melting temperature and the undercooling could be read ascompared to the absolute temperature recorded by the standardthermal couple. The rapid quenching experiments (Fig. 2) aredescribed and discussed in Section 4.3.
Note that no chemical reactions occurred between the meltand the glass slag, so the composition of the as-solidifiedspecimen was assumed to be the same as the original one. Eachsample was polished, and then etched with 2 wt% nitric acidsolution diluted with alcohol. The microstructure was observedusing PMG3 Olympus optical microscope. Phase and compositionwere identified using INCAX-sight energy-dispersive mode (EDS)and an X-ray diffractometer (XRD). The accuracy of the EDSmeasurements was within 70.5 at%.
3. Experimental results
Here, two kinds of solidification paths are adopted, i.e., rapidsolidification plus natural cooling after recalescence and rapidsolidification plus rapid quenching after recalescence.
As for samples without rapid quenching, the as-solidifiedmicrostructure of Fe-4 at% Cu alloy melt, subjected to different DT,are shown in Fig. 3. As compatible with the phenomenon observedin Fe–Ni [6,7] and Fe–Co peritectic alloys [8], a typical dotsubstructure which is enriched by Fe (black particles in Fig. 3a–c)prevails throughout the overall DT range, due to the effect of post-recalescence (Section 4.3). For DT ¼ 40 K, a coarse dendriticpattern is formed (Fig. 3a), where both the Cu precipitation andthe dot substructure are observed. As DT increases, the as-formedstructure is progressively refined; a transition from dendritic togranular morphology can be observed at DT ¼ 80–110 K (Fig. 3b).In the meantime, EDS analysis evidences that a continuousincrease of Cu concentration (i.e., from 1.7 to 2.2 and thento 3.0 at%) in inner-grain and a continuous decrease of Cuconcentration (i.e., from 71 to 41 and then to 7.1 at%) atgrain boundary (GB) occur with DT. That is to say, Cu segregationis lowered upon increasing DT. Subjected to sufficiently high DT
up to about 190 K, a typical granular structure results (Fig. 3c),where dot substructure exists but the above serious Cu pre-cipitation (Fig. 3a) disappears. As compared to Fig. 4c, actually,the Cu segregation (Fig. 3c by EDS analysis) can be ascribed tothe effect of post-recalescence, i.e., remelting and solid-statetransformation.
As for samples with rapid quenching, the as-solidified micro-structures subjected to different DT are shown in Fig. 4. Ascompared to Fig. 3, the dot substructure is not observed in thequenched sample, since the effect of post-recalescence does notwork (Section 4.3). For DT ¼ 45 K, a typical dendritic structure(Fig. 4a), in combination with a much-refined granular structure(from the rapidly quenched remaining liquid after recalescence) isformed. Analogous to Fig. 3, the as-formed structure is progres-sively refined (Fig. 4b,c), and a transition from dendritic togranular morphology occurs with increasing DT. From EDSanalysis, an obvious Cu segregation still holds (Fig. 4a,b) evensubjected to rapid quenching, but it decreases substantially withDT. Only if sufficiently high DT up to about 192 K is combined withthe subsequent rapid quenching, a typical single-phase super-saturated solid solution (equiaxed grains, Fig. 4c) can be obtained,where the average Cu concentration of inner-grain is 3.2 at% andthat at GB is 5.8 at% (from EDS). The characteristic of single-phasesolid solution can be proved by XRD pattern (Fig. 5a), where onlybcc-Fe phase is evidenced. After 3 h annealing at 820 1C (lowerthan the eutectoid point 850 1C), however, Cu precipitates

ARTICLE IN PRESS
Fig. 3. Microstructure of the samples (natural cooling after recalescence)
(a) solidified at DT ¼ 40 K; inset is the amplificatory structure of boundary;
(b) solidified at DT ¼ 94 K and (c) solidified at DT ¼ 190 K. The black particles are
dot substructure and the component is analyzed by EDS.
Z. Chen et al. / Journal of Crystal Growth 310 (2008) 5385–5391 5387
drastically (Fig. 4d). The corresponding XRD pattern (Fig. 5b)indicates a coexistence of bcc-Fe and Cu phases in the as-annealedsample.
4. Discussions
4.1. Key factors for structure formation
Generally, the as-solidified structure of undercooled melt isinfluenced by: (1) the initial undercooling achieved prior tonucleation; (2) the thermal plateau during post-recalescence, i.e.,the cooling rate after recalescence (Fig. 2, the cooling curve) [16].Subjected to small undercooling, the dendritic structure forms(Fig. 3a), which thus gives an obvious Cu precipitation due tosolute redistribution upon near-equilibrium solidification. Atsufficiently high undercooling, however, fine granular crystalsform (Figs. 3c and 4c) without Cu precipitation. A detailedcomparison between Figs. 3c and 4c implies that, in this case,the key factor that determines the degree of solute segregationshould be the initial undercooling. It then follows that, for theimmiscible Fe–Cu alloy, one of the essential conditions forforming a supersaturated solid solution must be the high-solidification velocity (i.e., absolute solute trapping) after highundercooling.
From equilibrium Fe–Cu phase diagram (Fig. 1), Fe-4 at% Cualloy experiences at least three phase transitions, i.e., L-d-g-a-Fe +Cu. After high DT, d phase is normally solidified as theprimary phase [17], owing to its lower interface energy than gphase. After recalescence, if no external approach (e.g., rapidquenching) is adopted to inhibit the as-formed d phase toenter the d phase-area, then a solid-state transformation d-goccurs (Fig. 1), as well as the subsequent d-a-Fe+Cu. Thediffusion-controlled d-g transformation could not proceedcompletely upon further cooling, and thus the metastable d phase(dot substructure in Fig. 3) remains in the final microstructure(Section 4.3). Therefore, the other essential condition for forminga supersaturated solid solution is the suppression of dotsubstructure through solid-state transformation. As shown inFig. 3c, dot substructure still occurs even after high undercooling.This implies that a suitable rapid quenching after recalescenceaffects drastically the formation of a single-phase supersaturatedsolid solution (Fig. 4c).
4.2. Theoretical analysis of dendritic growth and absolute solute
trapping
Due to the positive enthalpy of mixing and lower interfacialenergy of Cu [12], for immiscible Fe–Cu alloy, the Cu atomsare easily expelled. This can be inferred from the GB segregation(Figs. 3 and 4) and the GB precipitation (Figs. 4d and 5b). Withincreasing undercooling, however, the liquid/solid interfaceadvances rapidly, and thus Cu atoms can be overtaken by theadvancing interface. For sufficiently high-growth velocity, the so-called partition-less solidification occurs in the undercooledmelts, thus giving a homogeneous supersaturated solid solution.So far, a number of dendrite growth models [18–20] have beenemployed to describe the dendrite growth velocity V as a functionof DT, where a model referred to as BCT [19] has been widely used.Subsequently, Galenko and Danilov [20] developed a model,which can be used to interpret a transition of V–DT relation frompower law to linear stage, by introducing relaxation effect, i.e.,non-equilibrium liquid diffusion. However, the above two modelsare developed assuming linear liquidus and solidus, which is onlyvalid for small DT values. From Fig. 1, however, at higherundercooling, the linear liquidus and solidus are not obviouslyapplicable to Fe–Cu alloy, thus analysis of dendrite growth shouldrefer to non-linear liquidus and solidus. Recently, incorporatingnon-linear liquidus and solidus, non-equilibrium solute diffusion,and non-equilibrium interface kinetics, a steady-state dendritic

ARTICLE IN PRESS
Fig. 4. Microstructure of samples (quenched into Ga–In–Sn bath after recalescence) (a) solidified at DT ¼ 45 K; inset is the amplificatory structure of liquid phase;
(b) solidified at DT ¼ 100 K; (c) solidified at DT ¼ 192 K and (d) microstructure of the annealed samples of (c) at 820 1C for 3 h. The component is analyzed by EDS.
Z. Chen et al. / Journal of Crystal Growth 310 (2008) 5385–53915388
growth model [18] is developed as an extension of Galenko’smodel [20]. A concise description for this model [18] is shown inAppendix A.
For an interface which moves with V equal to or greater thanthe diffusion speed in the bulk liquid VD, a concentration profilecannot be built and accordingly, a diffusion-less solidificationproceeds. Using the extended steady-state dendritic growthmodel [18] and the physical parameters of the alloy (Table 1)[21–23], the evolutions of the crystal growth velocity and thesolute partition coefficient can be calculated, as illustrated inFig. 6. Obviously, there is a transition from a power law to aso-called linear growth (actually, it is non-linear due to theincorporation of non-linear liquidus and solidus [24]) forDTXDT(VD) (Fig. 6a). This corresponds theoretically to a transitionfrom solute- to thermal-controlled growth, as evidenced by thecurrent experimental observation (see Figs. 3–5). The uniformmicrostructure at high undercooling can be explained by theformation and the occurrence of complete solute trapping ifDTXDT(VD) (see Fig. 6b). These results were also confirmed byEDX and XRD analysis (Figs. 4 and 5).
Of course, an insignificant solute segregation still occurs due tothe effect of post-recalescence (Section 3). Therefore, rapidquenching after recalescence must be performed to suppress
both the solute segregation of as-formed solid solution and thedot substructure.
4.3. Suppression of dot substructure (adjustment of d/gtransformation mode)
A detailed comparison between Fig. 3a–c (the EDS analysis)implies that the first factor for forming a supersaturatedsolid solution is the initial undercooling. Only if DTXDT(VD),absolute solute trapping occurs. However, a typical dot substruc-ture (in Fig. 3a–c) prevails throughout the overall DT range dueto the post-recalescence effect. Thus, in order to achievesingle-phase solid solution, rapid quenching after recalescencemust be performed. Recently, this method was successful utilizedby Shuleshova et al. [25,26] to suppress the precipitation of gphase and to retain a homogeneous metastable a2 phase. In fact,if quenching is initiated after the thermal plateau duringpost-recalescence (at point 3 in Fig. 2), dot substructure stilloccurs in the final microstructure (Section 4.1). Only rapidquenching within 1-2 (see Fig. 2) with cooling rates as about1000 K/s could successfully suppress the dots (see Fig. 4a–c).Therefore, a selection of point where rapid quenching is

ARTICLE IN PRESS
Table 1Parameters of Fe-4 at% Cu alloy used in the calculations [21–23]
Parameters Unit Values
Copper concentration C0 At% 4
Heat of solidification DHf KJ/mol 16,506
Specific heat CP J/mol K 41
Capillarity constant G K m 9.8�10�7
Diffusion coefficient D m2/s 4.91�10�9
Thermal diffusivity al m2/s 9.8�10�6
Diffusion speed in bulk liquid VD m/s 20
Interface diffusion speed VDi m/s 19
The maximum solidification rate V0 m/s 600
Fig. 6. (a) Dendrite tip velocity as a function of the bath undercooling for Fe-4 at%
Cu alloy and (b) the partition coefficient k(V) and k0e as a function of the bath
undercooling. The non-equilibrium partition coefficient k(V) changes from 0.601
(DT ¼ 0) to 1 (DT ¼ 196 K) with the increase of growth rate, while the equilibrium
partition coefficient k0e decreases gradually due to the curvature effect.
Fig. 7. TTT diagram of d/g solid-state transformation in the as-formed non-
equilibrium microstructure of Fe-4 at% Cu alloy after rapid recalescence.
40
(a)
(b)
50 60 70 802θ deg
bcc-Fe
Cu
Fig. 5. X-ray diffraction spectrums of the as-solidified Fe-4 at% Cu alloy:
(a) samples solidified at DT ¼ 192 K and then quenched into Ga–In–Sn bath and
(b) samples (a) annealed 3 h at 820 1C.
Z. Chen et al. / Journal of Crystal Growth 310 (2008) 5385–5391 5389
performed (i.e., to adjust the mode of d/g transformation) afterrecalescence becomes crucial.
After rapid recalescence, the d/g transformation, in theas-formed non-equilibrium microstructure of Fe-4 at% Cu alloy,can proceed following two modes: I. volume diffusion-controlledtransformation (VDCT), where long-range compositional changeby volume diffusion take place; generally such a phase transfor-mation progresses very slowly [27]; II. Interface-controlledmassive transformation (MT), which, in contrast with VDCT,proceeds very rapidly, in the absence of compositional change[27]. Based on the classical JMA kinetics [27–29], the TTT diagramcan be plotted for the corresponding d/g solid-state transforma-tion; detailed procedure is available in Appendix B
From Fig. 7, the d/g solid-state transformation will occurthrough the mode of VDCT, if natural cooling (with a cooling rateas about 20 K/s) is applied after recalescence. Since the diffusion-controlled d/g transformation could not proceed completely uponfurther cooling, and thus the dot substructure remains in the finalmicrostructure (Fig. 3). On the other hand, the d/g solid-statetransformation occurs through the mode of MT, provided if rapidquenching (e.g., into Ga–In–Sn bath with a cooling rate as about1000 K/s) is initiated at the point corresponding to a temperaturewithin 1-2 (Fig. 2). Upon MT, the bulk chemical compositions ofthe product and the parent phases remain invariable; the dotsubstructure is suppressed and a single-phase supersaturatedsolid solution is obtained.

ARTICLE IN PRESS
Z. Chen et al. / Journal of Crystal Growth 310 (2008) 5385–53915390
As a fact, a complete suppression of diffusion of Cu atoms intothe GBs is impossible because of the difference of surface tensionbetween Fe and Cu phases [30]. Actually, this supersaturated solidsolution is metastable, since further annealing leads to a morestable state, i.e., precipitation (Figs. 4d and 5b). Thus, the realhomogeneous solid solution with the same concentration as theinitial composition cannot be obtained experimentally (Fig. 4c).
5. Conclusions
Single-phase supersaturated solid solution was prepared inFe–Cu immiscible alloy melt using glass fluxing combined withcyclic superheating and rapid quenching after recalescence. Themain conclusions of this analysis can be summarized as follows:
(1)
Cu precipitation can be suppressed upon large undercooling. Thiscan be attributed to the occurrence of an absolute solute trapping.(2)
Dot substructure can be suppressed by rapid quenchingimmediately after recalescence. This could be qualitativelyinterpreted using the classical solid-state transformationkinetics, e.g., TTT diagram. Subjected the large cooling rate,the d/g transformation mode changed from VDCT to MT.Therefore, the formation of single-phase supersaturated solidsolution can be attributed to a combination of an absolute solutetrapping occurring upon rapid recalescence and suppression ofthe dot substructure through d/g MT.
Acknowledgements
The authors are grateful to the financial support of NewCentury Excellent Person Supporting Project (NCET-05–870), theScientific and Technological Creative Foundation of Youth inNorthwestern Polytechnical University, the Natural Science Foun-dation of China (Grant nos. 50501020, 50771084, 50395103), theHuo Yingdong Young Teacher Fund (111052), the FundamentalResearch Project of National Defense of China (A2720060295), theFundamental Research Fund of Northwestern Polytechnical Uni-versity and the Project Sponsored by the Scientific ResearchFoundation for the Returned Overseas Chinese Scholars, StateEducation Ministry (N6CJ0002).
Appendix A. A concise description for the extended dendritegrowth model
Generally, a precise phase diagram calculation is needed forthe application of this model, and accordingly, the iron-rich partsof equilibrium Fe–Cu phase diagram are calculated according toRef. [12] (Fig. 1b). Then, the equilibrium partition coefficient ke,the liquidus slope mL, the interface response function can bedirectly obtained from the phase diagram calculation [18]. On thisbasis, for a curved interface assuming non-linear liquidus andsolidus, a local interface curvature correction must be directlyperformed, in combination with the relaxation effect for a planarinterface [31] and the linear kinetic law [32], to derive theinterfacial driving force DG, and in turn, a corrected interfaceresponse function
CeqS ðTi þ DTRÞ � Ceq
L ðTi þDTRÞ þV
V0þ C�LNðV ; Ti þ DTRÞ ¼ 0 (A.1)
where
NðV ; Ti þ DTRÞ ¼ 1� kþ lnðk=k0eÞ þV
VDð1� kÞ2; VoVD (A.2a)
NðV ; Ti þ DTRÞ ¼ � ln k0e; VXVD (A.2b)
where Ceq0
L ¼ CeqL ðTi þDTRÞ and Ceq0
S ¼ CeqS ðTi þDTRÞ with CL
eq andCS
eq as the equilibrium concentrations, C*L and C*S the non-equilibrium concentrations in liquid and solid at the interfacecorresponding to the interface temperature Ti, V the interfacevelocity, V0 the upper limit of the interface advancement, VD thebulk liquid diffusion speed, k ¼ C*S/C*L and k0e ¼ Ceq0
S =Ceq0
L the non-equilibrium and equilibrium partition coefficient subjected to thecurvature correction, and DTR the curvature undercooling.Normally, the marginal stability criterion is further combined todeduce a unique relation between V and DT. The marginal stabilitycriterion based on Eq. (A.1) with non-linear liquidus and solidusgives an expression of the dendrite tip radius R as
R ¼Gs�
PTDHf
CPxL þ
2MðV ; Ti þDTRÞPCC�Lðk� 1Þ
cxC
� ��1
; VoVD
(A.3a)
R ¼Gs�
PTDHf
CPxL
� ��1
; VXVD (A.3b)
where
xC ¼ 1�2kþ 2MðV ; Ti þ DTRÞC
�
Lðqk=qTÞjT¼TiþDTRffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1þ cðs�P2
C�1
qþ 2k� 1þ 2MðV ; Ti þ DTRÞC
�
Lðqk=qTÞjT¼TiþDTR
; VoVD
(A.4a)
xC ¼ 0; VXVD (A.4b)
xL ¼ 1�1ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1þ ðs�P2TÞ�1
q (A.5)
MðV ; TiÞ ¼�mLðTiÞmSðTiÞNðV ; TiÞ
mLðTiÞ �mSðTiÞ þmLðTiÞmSðTiÞC�
LððqNðV ; TiÞÞ=qTÞjT¼Ti
(A.6)
where G is the Gibbs–Thompson coefficient, DHf the latent heat offusion, s* ¼ 1/4p2 the stability constant, PC ¼ VR/2D the solutalPeclet number, PT ¼ VR/2aL the thermal Peclet number, D theliquid diffusion coefficient, aL the thermal diffusivity of liquid, CP
the specific liquid heat, mL and mS the slope of liquidus andsolidus, and c ¼ 1�V2/VD
2. As compared to previous models[19,20], Eq. (A.3a) implies that both R and V are dependent on Ti
for VoVD. Departing from solute trapping model of Sobolev [33]that is extended from Aziz’s model [34], the non-equilibriumpartition coefficient, with curvature correction, can be given as
kðVÞ ¼ðV=VDIÞ þ k0ec
V=VDIÞ þc; VoVD (A.7a)
kðVÞ ¼ 1; VXVD (A.7b)
where VDI is the interface diffusive speed.Analogous to previous models assuming linear liquidus and
solidus [19], the bath undercooling DT in the extended modelalso consists of four different terms, where DTR ¼ 2G/R is thecurvature undercooling, DTT ¼ DHfIv(PT)/CP the thermal under-cooling with Iv(x) ¼ x exp(x)E1(x) as Ivantsov function [35],DTC ¼ TL(C0)�TL(C*L) the constitutional undercooling, and DTK ¼
TLðC�
LÞ ¼ TLðCeq0
L Þ the kinetic undercooling. For a given DT, integra-tion of Eqs. (A.1)–(A.7), uniquely, gives solutions for R and V. Adetailed derivation is available in Ref. [18].
Appendix B. . TTT diagram for d/c solid-state transformation
The TTT diagram can be used to describe the kinetics of d/gsolid-state transformation of undercooled Fe–Cu alloy. The

ARTICLE IN PRESS
Table 2Parameters of Fe-4 at% Cu alloy used in the calculations of JMAK kinetic
[21,27,36–39]
Parameters Values
sd/g (J/m2) 0.4
f(y) 0.1113
Ga (kJ/mol) 252
QN (kJ/mol) 126
DSd/g (J/mol K) 0.6
Ttr 1750
Z. Chen et al. / Journal of Crystal Growth 310 (2008) 5385–5391 5391
volume fraction during phase transformation, X, at time t, can beexpressed as [28]
X ¼ 1� exp �g
Z t
0ISS
Z t
0
Z t
tu dt
� �d=m
dt !
(B.1)
where ISS is the steady-state nucleation rate, u the growth rate, g
the particle-geometry factor, m the growth mode parameter(m ¼ 1 for interface-controlled growth; m ¼ 2 for volume diffu-sion controlled growth) and d the dimensionality of the growth(d ¼ 1, 2, 3).
According to the classical nucleation theory, ISS was givenas [27]
ISS ¼ I0 exp �Ga
kBT
� �exp �
DG�
kBT
� �(B.2)
where I0 is a constant (E1041)[28], Ga the activated energy fordiffusion, DG* the critical nucleation work, kB and T Boltzmannconstant and temperature, respectively. DG* can be given as
DG� ¼16ps3
3DG2V
f ðyÞ (B.3)
where s is the interfacial energy, DGV ( ¼ DSd-gDTtr) the freeenergy difference between d and g phases with DSd-g as theentropy change during phase transformation, DTtr the under-cooling prior to phase transformation, and f(y) the catalytic factorwhich depends on the wetting angle y.
For VDCT, the crystal growth velocity u can be expressed as
u ¼ D=ð2ðDtÞ1=2Þ (B.4)
D ¼ D0 exp �Ga
kBT
� �(B.5)
where D is the diffusion coefficient and D0 the pre-exponentialfactor for diffusion. For MT, u is determined as
u ¼ u0 exp �Q
RT
� �1� exp
DGV
RT
� �� �(B.6)
where u0 is the pre-exponential factor for growth whichcan be estimated as about 106 m/s, Q the activation energy for
the transfer of atoms through the parent phase/new phaseinterface.
Assuming mass fraction X ¼ 10�3, the TTT curves with respectto VDCT and MT can be calculated using Eqs. (B.1)–(B.6) and theparameters are shown in Table 2.
References
[1] D.M. Herlach, Mater. Sci. Eng. R12 (1994) 177.[2] S. Walder, P.L. Ryder, J. Appl. Phys. 73 (1992) 1965.[3] S. Walder, P.L. Ryder, J. Appl. Phys. 74 (1993) 6100.[4] S. Walder, Mater. Sci. Eng. A 229 (1997) 156.[5] P.P. Francois, T. Ishikawa, R. Fujii, S. Yoda, Appl. Phys. Lett. 86 (2005)
041901.[6] Y.Z. Chen, G.C. Yang, F. Liu, N. Liu, H. Xie, Y.H. Zhou, J. Crystal Growth 282
(2005) 490.[7] J.F. Li, W.Q. Jie, G.C. Yang, Y.H. Zhou, Acta Mater. 50 (2002) 1797.[8] N. Liu, F. Liu, C.L. Yang, Y.Z. Chen, G. Yang, J. Alloys Compd. 465
(2008) 391.[9] X.Y. Zhang, Y. Guan, L. Yang, J.W. Zhang, Appl. Phys. Lett. 79 (2001) 2426.
[10] A.M. Ganan-Calvo, Appl. Phys. Lett. 86 (2005) 214101.[11] S.G. Lu, Z.K. Xu, Appl. Phys. Lett. 89 (2006) 152907.[12] Y. Chuang, R. Schmid, Y. Chang, Metall. Mater. Trans. 15A (1984) 1921.[13] E.F. Kneller, J. Appl. Phys. 35 (1964) 2210.[14] A. Hernando, C. Gomez-Polo, M. El Ghannami, A. Garcia Escorial, J. Magn.
Magn. Mater. 173 (1997) 275.[15] V. Kuncser, I. Mustata, C.P. Lungu, A.M. Lungu, V. Zaroschi, W. Keune, B. Sahoo,
F. Stromberg, M. Walterfang, L. Ion, G. Filoti, Surf. Coat. Technol. 200 (2005)980.
[16] F. Liu, G.C. Yang, Int. Mater. Rev. 51 (2006) 145.[17] C.V. Thompson, F. Spaepen, Acta Metall. 27 (1979) 1855.[18] H.F. Wang, F. Liu, Z. Chen, G.C. Yang, Y.H. Zhou, Acta Mater. 55 (2007)
497.[19] W.J. Boettinger, S.R. Coriell, R. Trivedi, in: R. Mehrabian, P.A. Parrish (Eds.),
Rapid Solidification Processing Principles and Technologies IV, 13, Claitor’s,Baton Rouge, LA, 1988.
[20] P.K. Galenko, D.A. Danilov, Phys. Lett. A 235 (1997) 271.[21] E.C. Brandes, Smithells Metals Reference Book, sixth ed., Butterworth, London,
1983, pp. 14.7–14.11.[22] X.Y. Lu, C.D. Cao, B. Wei, Prog. Nat. Sci. 9 (4) (1999) 286.[23] D. Turnbull, J. Appl. Phys. 21 (1950) 1022.[24] H.F. Wang, F. Liu, Z. Chen, G.C. Yang, Y.H. Zhou, Scripta Mater. 57 (2007)
413.[25] O. Shuleshova, H.-G. Lindenkreuz, W. Loser, B. Buchner, in: Howard Jones,
Proceedings of the Fifth Decennial International Conference on SolidificationProcessing, 23–25 July 2007; pp. 345–349.
[26] O. Shuleshova, T.G. Woodcock, H.G. Lindenkreuz, R. Hermann, W. Loser,B. Buchner, Acta Mater. 55 (2007) 681.
[27] J. Christian, The Theory of Transformation in Metals and Alloys, PergamonPress, Oxford, 1965.
[28] F. Liu, F. Sommer, C. Bos, E.J. Mittemeijer, Int. Mater. Rev. 52 (2007) 193.[29] F. Liu, C. Yang, G.C. Yang, Y.H. Zhou, Acta Mater. 55 (2007) 5255.[30] G. Wilde, R. Willnecker, R.N. Singh, F. Sommer, Z. Metallkd. 88 (1997) 804.[31] P.K. Galenko, Mater. Sci. Eng. A 375 (2004) 493.[32] D. Turnbull, J. Phys. Chem. 66 (1962) 609.[33] S.L. Sobolev, Phys. Rev. E 55 (1997) 6845.[34] M.J. Aziz, J. Appl. Phys. 53 (1982) 1158.[35] G.P. Ivantsov, Dokl. Akad. Nauk. SSSR 58 (1947) 567;
G.P. Ivantsov, Dokl. Akad. Nauk. SSSR. 83 (1952) 573.[36] E.A. Wilson, ISIJ Int. 34 (8) (1994) 615.[37] L.E. Murr, Interfacial Phenomena in Metals and Alloys, Addison-Wesley
Publishing Co., Reading, MA, 1975.[38] T.S. Lo, S. Dobler, M. Plapp, A. Karma, W. Kurz, Acta Mater. 51 (2003) 599.[39] D.B. Moharil, G.R. Purdy, Metall. Trans. 5 (1974) 59.