Embed Size (px)
Citation preview

FUNDAÇÃO ESCOLA TÉCNICA LIBERATO SALZANO VIEIRA DA CUNHA
CURSO TÉCNICO DE MECÂNICA
ARTHUR PATRÍCIO SEVERO
GABRIEL SILVEIRA DIAS
PAULA ROLIN SCHMITZ
COBERTURA PARA CADEIRA DE RODAS II
Orientador: Ronaldo Raupp
Coorientador: Elenilto Saldanha Damasceno
Novo Hamburgo
2016

ARTHUR PATRÍCIO SEVERO
GABRIEL SILVEIRA DIAS
PAULA ROLIN SCHMITZ
COBERTURA PARA CADEIRA DE RODAS II
Projeto de Integração Disciplinar (PID) apresentado ao Curso Técnico de Mecânica da Fundação Escola Técnica Liberato Salzano Vieira da Cunha como requisito parcial de aprovação.
Orientador: Ronaldo Raupp Coorientador: Elenilto Saldanha Damasceno
Novo Hamburgo, setembro de 2016.

FOLHA DE ASSINATURAS
ARTHUR PATRÍCIO SEVERO
GABRIEL SILVEIRA DIAS
PAULA ROLIN SCHMITZ
COBERTURA PARA CADEIRA DE RODAS II
FUNDAÇÃO ESCOLA TÉCNICA LIBERATO SALZANO VIEIRA DA CUNHA
CURSO TÉCNICO DE MECÂNICA
Novo Hamburgo, setembro de 2016.
______________________________________________
Arthur Patrício Severo – (51) 9909-3133
______________________________________________
Gabriel Silveira Dias – (51) 9310-6042
______________________________________________
Paula Rolin Schmitz – (51) 9561-6062
______________________________________________
Ronaldo Raupp
Professor orientador
______________________________________________
Elenilto Saldanha Damasceno
Professor coorientador

RESUMO
O presente projeto é o dimensionamento e a manufatura de uma cobertura para
cadeira de rodas, que propõe a proteção de um cadeirante quando é exposto à chuva,
nos dias em que o fenômeno climático ocorre. A cobertura atende o espaço físico do
cadeirante; para compreendemos esse espaço, adotamos os parâmetros
antropométricos da norma ABNT NBR 9050 (2015). Além da proteção, o projeto tem
como preocupação não reduzir a mobilidade do sujeito. O novo dispositivo atua na
área de Tecnologia Assistiva, que apresenta uma escassez no Brasil, e envolve dois
requisitos, que são proteção e leveza. É acoplável nas laterais das cadeiras de rodas;
dessa forma, a cadeira não sofre nenhum tipo de modificação. Para que a manufatura
se torne possível, foram traçados requisitos para a escolha de materiais e analisadas
as opções para posterior escolha. Também foram elaboradas folhas de processos
para auxiliar na manufatura e na reprodução dos procedimentos por terceiros. Além
disso o projeto propõe continuidade.
Palavras-chave: Cadeira de rodas. Dispositivo. Cobertura.

SUMÁRIO
1 INTRODUÇÃO ......................................................................................................... 5
2 REVISÃO BIBLIOGRÁFICA .................................................................................... 7
2.1 Cobertura para cadeira de rodas ....................................................................... 8
2.2 Norma ABNT NBR 9050/2015 – acessibilidade a edificações, mobiliário,
espaços e equipamentos urbanos ........................................................................... 9
2.3 Mecânica técnica e resistência dos materiais ................................................ 11
2.4 Tecnologia mecânica: processo de fabricação e tratamento – vol. II........... 12
2.5 Curso profissionalizante: processos de fabricação – volume 4 ................... 13
3 METODOLOGIA .................................................................................................... 15
3.1 Análise dos materiais para estrutura............................................................... 15
3.2 Material para o manto ....................................................................................... 16
3.3 Dimensionamento do material da estrutura .................................................... 17
3.4 Modelagem Autodesk Inventor Professional – versão de estudante ........... 19
3.5 Compra dos materiais ....................................................................................... 20
3.6 Confecção de pinos .......................................................................................... 21
3.7 Processo de calandragem ................................................................................ 23
3.8 Furação das hastes ........................................................................................... 25
3.9 União de arco e hastes ..................................................................................... 26
3.10 Análise CAE ..................................................................................................... 28
3.11 Fixação das peças 3D ..................................................................................... 30
3.12 Montagem do manto ....................................................................................... 33
4 ANÁLISE DE RESULTADOS ................................................................................ 34
5 CONCLUSÃO ........................................................................................................ 35
REFERÊNCIAS ......................................................................................................... 36

5
1 INTRODUÇÃO
Haja em vista a escassez de dispositivos na área de Tecnologia Assistiva,
chegou-se à ideia de construir um mecanismo que seja conectável ao modelo de
cadeira de rodas Aktiva Ultra Lite X da Ortobras, que vise ao abrigo do cadeirante em
dias de chuva. Através desse instrumento, almejamos minimizar parte das
dificuldades que um deficiente físico tem nos dias em que tal fenômeno ocorre.
Visto que os cadeirantes não possuem proteção à chuva e que um guarda-
chuva convencional não abriga seu corpo inteiro, além dele impossibilitar o deficiente
físico de deslocar-se sem ajuda de terceiros, pretendemos fabricar uma cobertura que
atenda a esses aspectos. Não há, no mercado, um aparelho que atenda às
necessidades específicas a essas situações. Há apenas um suporte de guarda-chuva
que tem como função ser um braço fixo que é acoplável a bicicletas, carrinhos de
bebês e cadeiras de rodas, como ilustra a figura abaixo.
Figura 1 – Suporte de guarda-chuva
Fonte: Mercado Livre (2015).
É possível fabricar uma estrutura coberta que abrigue um usuário de cadeira
de rodas sem que seu corpo fique exposto à chuva e sem redução de sua mobilidade?
Ao considerarmos o problema apresentado, chegamos a duas seguintes
hipóteses:
a) É possível que o cadeirante seja protegido por uma cobertura para cadeira
de rodas que não exponha seu corpo à chuva e não haja redução de sua mobilidade.

6
b) Não é possível que o cadeirante seja protegido por uma cobertura para
cadeira de rodas, pois haverá exposição do seu corpo à chuva e redução de sua
mobilidade.
Este projeto tem como objetivo construir um dispositivo que possa ser usado
no modelo Aktiva Ultra Lite X da Ortobras de cadeira de rodas, que cubra e proteja o
corpo de um cadeirante, em dias chuvosos, sem prejudicar sua desenvoltura. Além
disso, possui objetivos específicos como:
corrigir os equívocos cometidos no projeto anterior;
comparar materiais;
aprimorar o dispositivo, sem redução de mobilidade;
efetuar novos cálculos para dimensionamento;
obter redução no peso de nosso dispositivo;
manufaturar um protótipo.
Para o embasamento do projeto, é utilizado o trabalho de referência Cobertura
para cadeira de rodas (RODRIGUES; SCHMITZ, 2015), que terá sua continuidade
nesta pesquisa, com o aprimoramento do modelo de projeção existente. As medidas
que reportam aos parâmetros antropométricos dos deficientes físicos são retiradas da
ABNT NBR 9050/2015. Com a intenção de conceituar o termo tecnologia assistiva,
utilizaremos a Pesquisa nacional de tecnologia assistiva (GARCÍA; FILHO, 2012). A
fim de dimensionar o dispositivo, utilizam-se as fórmulas sobre dimensionamento na
flexão do livro Mecânica técnica e resistência dos materiais (MELCONIAN, 2012).
Para que se apliquem os parâmetros de usinagem corretamente, nos guiamos com a
obra Tecnologia mecânica: processo de fabricação e tratamento - vol. II (CHIAVERINI,
1986). Com o intuito de compreender o processo de calandragem para que
pudéssemos reproduzi-lo, foi necessário consultar o estudo Curso profissionalizante:
processos de fabricação – volume 4 (SENAI, 1997).
O projeto caracteriza-se como uma pesquisa tecnológica, que visa à produção
de um protótipo que deverá atender às dificuldades que um cadeirante enfrenta em
dias de chuva, com a materialização de uma cobertura que não gere desconforto e
perda de mobilidade. Uma vez que o projeto é uma continuação, as bases para a
produção do protótipo já foram realizadas no ano anterior. Agora, os principais
objetivos são a correção dos erros cometidos, o aperfeiçoamento das características
e, por fim, a manufatura da cobertura.

7
Para a confecção de nosso protótipo, utilizaremos materiais selecionados
para as hastes, manto, batente, abraçadeira, garra e fixação. Serão comprados
materiais como tubos, plástico cristal, parafusos e filamento de PLA para impressora
3D. Nós nos responsabilizaremos pela montagem.
Para analisarmos se os resultados do projeto foram satisfatórios teremos,
como base, tanto para a construção quanto para a comparação, os parâmetros
antropométricos obtidos pela norma NBR 9050. Outro método para analisarmos os
resultados do projeto é a aplicação do CAE – Autodesk Algor Simulation, que nos dirá
se há superdimensionamento e se a resistência das peças mediante os esforços
aplicados estará dentro dos seus limites. Ademais, propomos a continuidade deste
projeto.
2 REVISÃO BIBLIOGRÁFICA

8
O projeto visa à eliminação de uma das dificuldades que um deficiente físico
pode encontrar em sua rotina, que são os dias chuvosos, e tornar possível sua saída
de casa, com proteção ao fenômeno climático.
Nossas principais referências são o trabalho Cobertura para cadeira de rodas
(RODRIGUES; SCHMITZ, 2015), que terá continuação nesta pesquisa, juntamente
com os dados fornecidos pela Associação Brasileira de Normas Técnicas, em 2015,
na ABNT NBR 9050. Para os cálculos de dimensionamento, será utilizado o livro
Mecânica técnica e resistência dos materiais (MELCONIAN, 2012). Para informações
sobre os parâmetros de usinagem, será empregada a obra Tecnologia mecânica:
processo de fabricação e tratamento – vol. II (CHIAVERINI, 1986), e para efetuar os
procedimentos de calandragem, o livro Curso profissionalizante: processos de
fabricação – volume 4 (SENAI, 1997).
Temos como proposta atuar na área de Tecnologia Assistiva, que visa à
autonomia, qualidade de vida e inclusão social de pessoas com deficiência. García e
Filho (2012, p. 12) destacam Manzini:
Os recursos de tecnologia assistiva estão muito próximos do nosso dia a dia. Ora eles nos causam impacto devido à tecnologia que apresentam, ora passam quase despercebidos. Para exemplificar, podemos chamar de tecnologia assistiva uma bengala, utilizada por nossos avôs para proporcionar conforto e segurança no momento de caminhar, bem como um aparelho de amplificação utilizado por uma pessoa com surdez moderada ou mesmo um veículo adaptado para uma pessoa com deficiência (MANZINI, 2005 apud GARCÍA & FILHO, 2012).
2.1 Cobertura para cadeira de rodas
Planejamos manter a forma do projeto, como ilustra a figura a seguir, mas não
suas dimensões, visto que ficaram superdimensionadas e deixaram o dispositivo com
aproximadamente 36,4 kg, o que dificulta a mobilidade do cadeirante. Foram
corrigidos esses equívocos, com a revisão da escolha do material, da força atuante
no dispositivo e dos cálculos de dimensionamento, o que possibilitou a diminuição do
peso e a manufatura do protótipo.
Figura 2 – Cobertura para cadeira de rodas

9
Fonte: Rodrigues e Schmitz (2015).
2.2 Norma ABNT NBR 9050/2015 – acessibilidade a edificações, mobiliário,
espaços e equipamentos urbanos
A norma ABNT NBR 9050, atualizada em outubro de 2015, possui dez
capítulos, entre eles o capítulo de número 4, Parâmetros antropométricos, que é
essencial para termos referências sobre as medidas da cadeira, demonstradas na
próxima figura, e do seu uso pelo cadeirante.
Figura 3 – Cadeira de rodas

10
Fonte: ABNT (2015).
A figura 4 auxilia-nos a compreender o espaço físico que o deficiente físico
ocupa e dá início às medidas do protótipo; já a figura 5 nos aponta o local aproximado
da aplicação da força para abrir a estrutura e a figura 6 demonstra a necessidade de
o manto da cobertura ser transparente, para que o cadeirante não perca a visibilidade
ao se locomover.
Figura 4 – Dimensões do módulo de referência
Fonte: ABNT (2015).
Figura 5 – Ângulos para execução de forças de
tração e compressão
Fonte: ABNT (2015).
Figura 6 – Cones visuais da pessoa em

11
cadeira de rodas
Fonte: ABNT (2015).
Na norma brasileira, há dois dados sobre a força de tração e compressão que
um cadeirante aplica. O primeiro dado é da força humana direta, igual ou inferior a 36
N, para acionar mecanismos das portas, e o outro é a força inferior a 23 N, para o
acionamento de descargas. Entre os valores para fazer o dimensionamento, foi
utilizada a força de 36 N, que proporciona um maior momento fletor máximo.
2.3 Mecânica técnica e resistência dos materiais
Para calcular o dimensionamento do protótipo, é necessário considerar nossa
estrutura como uma viga engastada que sofre um esforço físico. No nosso caso, será
a força humana para acionamento de uma porta, que atua perpendicularmente ao eixo
da estrutura do protótipo. Ou seja, nossa estrutura se submete à flexão e, para
obtermos o valor do diâmetro procurado, é fundamental executar os cálculos.
Segundo Melconian (2012), são requeridos a tensão admissível do material, o
momento fletor máximo e o módulo de resistência.
σadm = σe
k ∴ σx =
M. ymáx
Jx

12
Wx =Jx
ymáx ∴ σx =
M
Wx
σadm: tensão admissível [MPa]
σe: tensão de escoamento [MPa]
k: coeficiente de segurança
σx: tensão normal atuante na fibra mais afastada; adota-se o valor da
admissível [MPa]
M: momento fletor [N.mm]
ymáx: distância máxima entre linha neutra e extremidade da secção [mm]
JX: momento de inércia [mm]
Wx: módulo de resistência [mm3]
Como a estrutura deve ser leve, delimitamos a secção tubular, isto é, seu
módulo de resistência deve ser referente à sua secção. Para facilitar os cálculos, foi
feita a dedução das fórmulas; ao aplicarmos os valores já conhecidos, podemos obter
o diâmetro interno do tubo.
Wx =π.(D4−d4)
32.D∴ D = 1,3. d ∴ Wx =
π.((1,3.d)4−d4)
32.(1,3d)
σx =M. 32.1,3. d
π. 1,8561. d4 ∴ σx =
M. 41,6
π. 1,8561. d3∴ d3 =
M. 41,6
π. 1,8561. σx∴ d = √
M. 41,6
π. 1,8561. σx
3
d: diâmetro interno [mm]
D: diâmetro externo [mm]
2.4 Tecnologia mecânica: processo de fabricação e tratamento – vol. II
Há diferentes processos pelos quais é possível retirar material de uma peça,
a fim de diminuir o diâmetro, comprimento, largura ou altura, gerar um perfil, sangrar,
furar, arredondar ou chanfrar e dar acabamento. Os processos que geram essas
retiradas são, principalmente, o torneamento, a furação e o serramento.

13
Torneamento, segundo Chiaverini (1986), é o processo utilizado para a
obtenção de superfícies de revolução em que a peça gira, no eixo de giração, e a
ferramenta se desloca, paralelamente a este, segundo determinadas trajetórias.
As principais variáveis da usinagem são a velocidade de corte (Vc) e o avanço
(ap).
𝑉𝑐 =𝜋. Ø. 𝑛
1000
ap =𝑐
𝑛
Ø: diâmetro máximo da peça
n: rotação do eixo de rotação
c: comprimento a ser usinado
Quando se usina aço SAE 1045, a velocidade de corte no aço rápido varia
entre 20 e 26 m/min; em ferramentas de metal duro, a velocidade pode variar de 100
até 400 m/min, o que depende do material da composição.
Furação, de acordo com o mesmo autor, é o processo que tem em vista abrir,
alargar ou acabar furos de peças. Os furos podem ser produzidos em dimensões
variáveis, que dependem apenas da relação área-peça-diâmetro da ferramenta.
Serramento, ainda conforme Chiaverini (1986), é uma operação fundamental
em todas as oficinas mecânicas, por ser processo primário na fabricação de qualquer
peça, visto que toda peça tem seu início no serramento, tanto para a separação de
partes quanto para a retirada de partes muito grandes do material bruto.
2.5 Curso profissionalizante: processos de fabricação – volume 4
Com base no capitulo Dobramento e curvamento do livro Curso
profissionalizante: processos de fabricação – volume 4 (SENAI, 1997), adquirimos
compreensão para efetuarmos a operação de curvamento, que pode ser feita por meio
de máquina ou ferramentas. Nossa escolha foi usar a máquina, pois a possuímos na
oficina do curso técnico de Mecânica e está a nossa disposição. A máquina para
curvar é a calandra, que executa a curvatura, conforme o raio almejado, através da
conformação mecânica.

14
A curva é confeccionada por meio de rolos e de pressão. O movimento do
conjunto de rolos ocorre por intermédio de um manípulo e a pressão exercida no
material é regulada pelo parafuso de ajuste, que estão indicados na figura 7. Na
calandra de 3 rolos, tem-se 2 rolos móveis e 1 fixo; como indica a figura 8, eles estão
posicionados em forma de pirâmide e requerem uma tensão de contato inicial.
Figura 7 - Calandra para tubos e perfis
Fonte: Senai (1997).
Figura 8 - Rolos fixos e móveis
Fonte: Senai (1997).

15
3 METODOLOGIA
Abaixo, seguem as etapas das partes teóricas e práticas do desenvolvimento
da manufatura da cobertura para cadeira de rodas.
3.1 Análise dos materiais para estrutura
A escolha do material foi feita por meio da comparação do peso específico
dos materiais: aço, alumínio, bronze e latão. Os valores foram retirados do livro
Mecânica técnica e resistência dos materiais (MELCONIAN, 2012) e organizados no
quadro que segue.
Quadro 1 – Peso específico dos materiais
Fonte: os autores (2016).
A cadeira de rodas de referência será uma Aktiva Ultra Lite X da Ortobras,
apresentada na figura 9, que suporta 120 kg. O material escolhido foi o alumínio, em
função de ter o menor valor de peso específico entre os 4 materiais pré-selecionados,
para que usuários de diversos pesos possam utilizar o produto.
De acordo com a Associação Brasileira do Alumínio (ABAL, 2011), o alumínio
é um material versátil bastante utilizado nas áreas da Engenharia, da Arquitetura e na
indústria em geral. Seu peso específico é aproximadamente 35% do aço e 30% do
cobre. Ele apresenta uma camada de óxido fina e invisível que o protege de oxidações
posteriores. Em outras palavras, ele tem uma elevada resistência à corrosão, por
causa da sua autoproteção. Tem como característica a barragem de luz, a não
produção de faíscas e a impermeabilidade à ação da umidade. Além do mais, é um
material infinitamente reciclável, que não perde suas propriedades físico-químicas.
Figura 9 – Aktiva Ultra Lite X
Material Peso específico ɣ [N/m3]
Aço 7,7 x 104
Alumínio 2,55 x 104
Bronze 8,63 x 104
Latão 8,63 x 104

16
Fonte: Ortobras [s.d.].
3.2 Material para o manto
Para que o cadeirante não perca sua visibilidade, é essencial que o manto da
cobertura para a cadeira de rodas seja transparente. Nesse caso, optamos pelo
plástico cristal 100% PVC-P. Segundo o Instituto do PVC [s.d.], o PVC flexível tem
propriedades isolantes, flexibilidade em larga faixa de temperatura, autoextinção à
chama, baixa inflamabilidade e custo reduzido. Suas propriedades físicas encontram-
se no quadro 2. O material tem aplicação em estofamentos, cortinas, lonas,
embalagens e outros. Seu tempo de vida útil varia de acordo com a aplicação,
conforme valores dispostos no quadro 3, e dispõe de três processos de reciclagem:
mecânica, química e energética.
Quadro 2 – Propriedades típicas do PVC

17
Fonte: Instituto do PVC [s.d.].
Quadro 3 – Estimativa de vida útil
Fonte: Instituto do PVC [s.d.].
3.3 Dimensionamento do material da estrutura
Para fazer os cálculos de dimensionamento, utilizamos o programa Autodesk
Force Effect, para obtermos, assim, os valores das forças cortantes, momentos
fletores e seus respectivos gráficos. O que nos interessa é o valor do momento fletor
máximo, para ser aplicado na fórmula do dimensionamento. Consideramos a viga
como sendo engastada e a força imposta sobre ela como a metade da força para
acionamento de uma porta, já que o cadeirante utilizará essa mesma força dos dois
lados do aparelho.
𝐹𝑎𝑝𝑙𝑖𝑐𝑎𝑑𝑎 =𝐹𝑎𝑐𝑖𝑜𝑛𝑎𝑚𝑒𝑛𝑡𝑜
2 ∴ 𝐹𝑎𝑝𝑙𝑖𝑐𝑎𝑑𝑎 =
36 𝑁
2 ∴ 𝐹𝑎𝑝𝑙𝑖𝑐𝑎𝑑𝑎 = 18 𝑁

18
O comprimento da viga é o comprimento da haste móvel n° 3 e a posição da
força é onde ficará posicionado o punho, ilustrada na figura 10.
Figura 10 – Aplicação da força e geração de momento fletor
Fonte: os autores (2016).
Os gráficos da força cortante (Q) e do momento fletor (M) seguem na figura
abaixo:
Figura 11 - Gráficos de Q e de M
Fonte: os autores (2016).
De acordo com o gráfico gerado, o valor do momento fletor é de 5400 Nmm.
Segundo Melconian (2012), o valor da tensão de escoamento do alumínio em MPa

19
varia de 300 – 120. Utilizaremos o valor médio entre os dois, que é 210 MPa, e
adotaremos o coeficiente de segurança igual a 2.
M = 5400 Nmm
σadm = σe
k ∴ σx = σadm ∴ σadm =
210 MPa
2 ∴ σadm = 105 MPa
Com essas informações, obtivemos os valores dos diâmetros interno e
externo dos tubos.
d = √M. 41,6
π. 1,8561. σx
3
∴ d = √5400 Nmm. 41,6
π. 1,8561.105 MPa
3
∴ 𝑑 = 7,159 mm
D = 1,3. d ∴ D = 1,3.7,159 mm ∴ D = 9,307 mm
3.4 Modelagem Autodesk Inventor Professional – versão de estudante
A partir dos parâmetros antropométricos, do dimensionamento e da projeção
do projeto anterior, foi possível realizar uma nova modelagem no software Autodesk
Inventor. A imagem renderizada e o desenho da cobertura seguem abaixo e os
desenhos individuais de cada parte seguem nos apêndices A, B, C, D, E, F, G, H, I, J,
K, L.
Figura 12 – Cobertura para cadeira de rodas renderizada
Fonte: os autores (2016).
Figura 13 – Desenho

20
Fonte: os autores (2016).
3.5 Compra dos materiais

21
Os materiais adquiridos foram: tubos de alumínio, plástico cristal, filamento de
PLA, parafusos, cola trava HS 329 e fita dupla face 3M. Os tubos foram
encomendados na JSM Distribuidora, de acordo com o catálogo e com nosso
dimensionamento. O material é liga de alumínio 6063 T5, diâmetro externo 9,53 mm
e espessura de 1,3 mm; as medidas compradas seguem no quadro 4. O plástico cristal
é vendido a cada 1 x 1,40 m; foram comprados 8 m. Os parafusos são: 2 parafusos
Allen rosca parcial M5 x 45 mm e 2 porcas M5, 16 parafusos Allen M2 x 6 mm e 16
porcas M2. O filamento PLA adquirido foi de 1,75 mm e 1 kg. Os valores dos produtos
serão listados no quadro 5.
Quadro 4 – Quantidade e comprimento de tubos encomendados
Quantidade de tubos 6 2 1 1 2
Comprimento 800 mm 960 mm 1350 mm 1300 mm 1250 mm
Fonte: os autores (2016).
Quadro 5 – Preços e produtos
Item Valor unitário Quantidade Custo utilizado
Tubos R$ 2,06 por metro 11,87 m R$ 24,45
Plástico cristal R$ 6,99 por metro 8 x 1,40 m R$ 55,95
Filamento de PLA R$ 129,90 por quilograma 170 g R$ 22,10
Parafuso Allen M5
e porca M5
R$ 0,40 por conjunto
parafuso e porca 2 unidades R$ 0,80
Parafuso Allen M2
e porca M2
R$ 0,20 por conjunto
parafuso e porca 16 unidades R$ 3,20
Cola trava HS 329 R$ 13,90 por 50 g 5 g R$ 1,40
Fita dupla face 3M R$ 25,00 12 m R$ 25,00
Fonte: os autores (2016),
3.6 Confecção de pinos

22
Todo o processo de confecção de pinos foi feito na oficina do curso de
Mecânica da Fundação Escola Técnica Liberato Salzano Vieira da Cunha, com a
supervisão e aval do professor orientador Ronaldo Raupp.
Primeiramente, foram postos os corpos de prova de alumínio (4 barras
redondas maciças Ø 9,4 x 12 mm), doados pelo professor Pedro Naud, que seguem
na figura 14, sobre a mesa de desempeno, para medir e identificar o comprimento e o
tamanho do material bruto.
Figura 14 – Corpo de prova doado
Fonte: os autores (2016).
Os instrumentos utilizados são:
barra redonda de alumínio Ø 9,4 x 12 mm;
bits;
broca de furo de centro;
mandril do torno;
EPIs (óculos de proteção, jaleco, calçado fechado, calça comprida);
paquímetro;
trena (3 m);
mesa de desempeno.
A máquina foi preparada para a usinagem, sendo: Vc = 26 m/min, n = 1042,65
rpm e fn = 0,5 mm/rot. Selecionamos um corpo de prova e fixamos com 8 mm para
fora da placa. Posicionamos a ferramenta na torre do torno, com a aresta de corte da
ferramenta paralela ao eixo da peça, e usamos rotação horária. Para a operação de
faceamento, passamos a ferramenta até o centro da peça.
Posicionamos o mandril no torno, com a broca de furo de centro já
devidamente posicionada. O cabeçote móvel é movido no sentido z menos até
perfurar; após perfurar, entra 5 mm na peça. Desafixamos a peça e o mandril logo
após, posicionamos o contraponto e a peça e deixamos 10 mm para fora da castanha.
Desbastamos 8 mm com ap = 0,9 mm até atingir o Ø 6,83 mm. Desafixamos a peça.

23
Fixamos com 5 mm para fora da placa e retiramos o furo de centro. Não há
acabamento, pois não há uma rugosidade especificada para isso, e a provida pelo
avanço é suficiente.
Fixamos a peça usinada na morsa e serramos, primeiramente, a 3 mm do
zero-peça e, na sequência, 3 mm até o fim do comprimento desbastado.
Posicionamos o bedame na torre do torno. Fixamos a peça cortada na placa
do torno com 2 mm para fora, inclinamos a torre do torno a 45°, chanframos 1 x 45°.
Após isso, desafixamos e viramos a peça, posicionamos a 2 mm para fora da placa,
chanframos 1 x 45°. Nos pinos sequentes, se repetem as operações. A cada barra de
corpo de prova, se confeccionam 2 pinos; temos, no total, 8 pinos. Seguem os pinos
na figura 15.
Figura 15 – Pinos confeccionados
Fonte: os autores (2016).
3.7 Processo de calandragem
Todo o processo de calandragem foi feito na oficina do curso de Mecânica da
Fundação Escola Técnica Liberato Salzano Vieira da Cunha, com a supervisão e aval
do professor orientador Ronaldo Raupp. Todo o processo foi realizado com a
utilização dos EPIs especificados na lista de materiais.
Os instrumentos utilizados são:
calandra manual de três rolos;
4 tubos de liga de alumínio 6063 T5, D. ext. = ⅜”, e = 1,30 mm, h1 = 1250
mm, h2 = 1250 mm, h3 = 1300 mm, h4 = 1350 mm;
comparador de raio;

24
EPIs (óculos de proteção, jaleco, calçado fechado, calça comprida);
paquímetro;
trena (3 m);
mesa de desempeno.
Primeiramente, foram postos os tubos, que foram comprados com as medidas
aproximadas para deixar um pouco de sobremetal no comprimento, sobre uma
bancada, para medir e identificar cada tubo em relação ao seu comprimento, como
mostra a figura.
Figura 16 – Verificação de medidas
Fonte: os autores (2016).
Preparou-se a calandra para a calandragem de tubos. Para realizar o
processo, um dos integrantes girou a manivela, que movimenta os tubos e gera a
curvatura, enquanto o outro a posicionou e direcionou na entrada, saída e retirada dos
tubos. O responsável por girar a manivela executou a ação cuidadosamente, pois se
a girasse com muita força, iria produzir fissuras no tubo; já o encarregado pelo
posicionamento teve o cuidado de não deixar o tubo sair da posição, pois se isso
acontecesse, o tubo sairia do eixo e ficaria torto.
Para obter a curvatura, foi necessário baixar o rolo superior no meio do tubo
e girar, assim, a uma pressão que formasse a curvatura; essa pressão teve de ser
crescente, mas sempre em pequenas quantidades, para que não acarretasse fissuras.
Cada passada nos rolos foi feita em ambos os sentidos, quantas vezes fossem
necessárias para conferir um bom perfil ao tubo. Como não há como verificar o quanto

25
o raio será diminuído, se devem usar pequenos apertos para, além das situações já
citadas, não passar do raio desejado.
Depois de cada passada, foi usado o comparador de raio para verificar o
quanto faltava para o raio desejado, ou se já estava nele. Os valores seguem no
quadro 6, e a figura 17 ilustra os resultados.
Quadro 6 – Raio desejado
Identificação Comprimento da
haste
Raio externo
desejado
Identificação do
arco
h1 1250 mm 382,24 mm Arco fixo
h2 1250 mm 391,77 mm Arco móvel n° 1
h3 1300 mm 400,00 mm Arco móvel n° 2
h4 1350 mm 409,53 mm Arco móvel n° 3
Fonte: os autores (2016).
Figura 17 – Arcos obtidos
Fonte: os autores (2016).
3.8 Furação das hastes
Todo o procedimento de furação das hastes foi feito na oficina do curso de
Mecânica da Fundação Escola Técnica Liberato Salzano Vieira da Cunha, com a
supervisão e aval do professor orientador Ronaldo Raupp.
Os instrumentos utilizados são:

26
furadeira de bancada;
4 tubos de liga de alumínio 6063 T5, Dext. = 3/8”, e = 1,30 mm, h1 = 800
mm, h2 = 800 mm, h3 = 800 mm, h4 = 800 mm, h5 = 800 mm, h6 = 800 mm, h7 = 960
mm, h8 = 960 mm;
EPIs (óculos de proteção, jaleco, calçado fechado, calça comprida);
broca de 5 mm;
paquímetro;
trena (3 m);
calço;
pedaço de madeira;
mesa de desempeno.
Primeiramente, foram postos os tubos, que foram comprados com as medidas
exatas, sobre uma bancada, para medir e identificar cada tubo em relação ao seu
comprimento.
Preparou-se a furadeira com a broca de 5 mm no mandril e rotação n = 1400
rpm e posicionou-se o tubo de 800 mm na morsa, com auxílio de um calço e uma
madeira. Tangenciou-se a broca no tubo, a fim de ter referências para posicionar a
broca coincidente ao eixo e a 4,5 mm a partir do início do tubo. Repetir esse processo
para todos os tubos de 800 mm. Para os tubos de 960 mm, deve-se posicionar a 164,5
mm do início do tubo.
Posicionada a broca, deve-se furar lentamente, pois caso haja muita
velocidade, haverá um excesso de força sobre o tubo, o que o fará fletir.
3.9 União de arco e hastes
Todo o procedimento de união de arco e hastes foi feito na oficina do curso
de Mecânica da Fundação Escola Técnica Liberato Salzano Vieira da Cunha, com a
supervisão e aval do professor orientador Ronaldo Raupp e com a vistoria e auxílio
do professor Jefferson Silva. Todo o processo foi realizado com a utilização dos EPIs
especificados na lista de materiais.
Os instrumentos utilizados são:
arcos (fixo, móvel n° 1, móvel n° 2 e móvel n° 3);

27
4 tubos de liga de alumínio 6063 T5, Dext. = 3/8”, e = 1,30 mm, h1 = 800
mm, h2 = 800 mm, h3 = 800 mm, h4 = 800 mm, h5 = 800 mm, h6 = 800 mm,
h7 = 960 mm, h8 = 960 mm;
EPIs (óculos de proteção, jaleco, calçado fechado, calça comprida);
cola trava HS 329;
álcool etílico;
trapo industrial.
A junção da haste tubular com o arco foi realizada com a utilização dos pinos
de alumínio que foram usinados pelos integrantes do projeto e da cola trava HS 329;
os materiais utilizados seguem na figura 18. A cola foi disponibilizada pelo professor
Jefferson Silva.
Figura 18 – Materiais utilizados para união
Fonte: os autores (2016).
As operações foram realizadas sobre a mesa de desempeno. Para colar as
partes, elas e os pinos foram limpos com o auxílio de um trapo industrial umedecido
com álcool etílico. O trapo foi passado na superfície interna dos arcos e das hastes e
nos pinos, sobre a superfície externa.

28
Após a limpeza, aplicamos a cola por todo o comprimento do pino e o
posicionamos com metade do seu comprimento no arco (1,5 mm) e a outra, na haste.
Esse processo foi utilizado em todas as uniões, as quais unificaram cada arco com
sua respectiva haste, como explica o quadro a seguir.
Quadro 7- Uniões
União Quantidade de hastes Haste Arco
Estrutura fixa 2 Haste fixa Arco fixo
Estrutura móvel n° 1 2 Haste móvel Arco móvel n° 1
Estrutura móvel n° 2 2 Haste móvel Arco móvel n° 2
Estrutura móvel n° 3 2 Haste móvel Arco móvel n° 3
Fonte: os autores (2016).
A seguir, deixamos as uniões em descanso por dois dias para que as
especificações do fabricante da cola fossem seguidas.
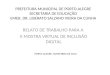
3.10 Análise CAE
Foram analisadas as peças que sofreriam esforços, no Autodesk Inventor, por
meio de sua extensão, chamada “análise de tensão”. As partes analisadas foram a
garra, o batente e a fixação.
Por apresentar diversas peculiaridades, o batente gerou o erro de
convergência no CAE; porém, ao utilizar a sonda, foi possível observar que tanto a
tensão quanto o deslocamento ficaram dentro do esperado, sendo a tensão máxima
aproximadamente 1 Mpa e o deslocamento 0,1236 mm. O fator de segurança ficou
muito elevado, sendo 15 em toda a peça, praticamente.
Figura 19 - Batente

29
Fonte: os autores (2016).
Já a tensão máxima atuante na fixação é aproximadamente 1,58 Mpa e o
deslocamento 0,1236 mm. O fator de segurança ficou muito elevado, sendo 15 em
toda a peça, praticamente e, o mínimo, 12,66.
Figura 20 - Fixação
Fonte: os autores (2016).
A tensão máxima atuante na garra é aproximadamente 3,216 Mpa e o
deslocamento 0,007738 mm. O fator de segurança ficou muito elevado, sendo 15 em
toda a peça, praticamente.
Figura 21 – Garra
Fonte: os autores (2016).

30
Com base nas análises, podemos concluir que os deslocamentos e as
tensões ficam dentro do esperado, sendo a resistência à tração na ruptura do ABS
plástico 16 MPa. A única ressalva seria a de que o coeficiente de segurança ficou
muito alto, sendo o mínimo, em todas as peças, na faixa de 10 a 12.
3.11 Fixação das peças 3D
A impressão 3D ocorreu inteiramente na Fundação Liberato e foi realizada por
Danilo Augusto de Oliveira, responsável pelas impressoras 3D da Liberato. Para
fazermos a impressão, entramos em contato com Danilo e ele nos indicou em qual
tipo de extensão deveríamos salvar os arquivos das peças para que o software da
impressora fizesse a leitura. As peças que foram impressas foram duas garras, dois
batentes, quatro abraçadeiras, dois punhos e duas fixações.
Após a impressão, foi realizada a montagem das peças nas posições
indicadas pelo desenho da figura. A fixação encontra-se no início da estrutura fixa. As
abraçadeiras situam-se a 295 mm do início da haste fixa, de ambos os lados da
estrutura; inferiormente a elas, se posiciona a garra e, embaixo, mais uma
abraçadeira. A figura 25 exemplifica a fixação das partes.
Figura 22 – Fixação da garra
Fonte: os autores (2016).

31
Os batentes encontram-se subsequentemente à junção das estruturas, a uma
distância de 147 mm do início da estrutura fixa; a figura abaixo demonstra a fixação
do batente.
Figura 23 – Fixação do batente
Fonte: os autores (2016).
Os punhos encontram-se na estrutura móvel n° 3, a 300 mm de seu início;
sua fixação é ilustrada na próxima figura.
Figura 24 - Fixação do punho
Fonte: os autores (2016).

32
Figura 25 – Distâncias das fixações
Fonte: os autores (2016).

33
3.12 Montagem do manto
A montagem do manto deu-se com utilização da fita dupla face 3M para fixá-
lo; o material do manto é o plástico cristal.
A primeira etapa foi cobrir, com o manto, a parte traseira da cobertura, que
não necessita de ângulo. A fita é posta sobre o perfil de tubo e é esticado o plástico
para o contato; após a colagem, tiramos as rebarbas, com o auxílio de uma tesoura.
A montagem em si precisou da participação ativa dos três membros do grupo, pois
para ser realizada, é necessário que um integrante posicione e segure a estrutura no
ângulo de 30°, enquanto o outro posiciona e aplica a fita e um terceiro estica e perfila
o manto. A primeira parte a ser posta a fita é a que está reta, embaixo, e a segunda é
a que está em ângulo; repete-se esse processo para todas as estruturas.
Figura 26 – Protótipo
Fonte: os autores (2016).

34
4 ANÁLISE DE RESULTADOS
Os resultados obtidos a partir da escolha dos materiais, do dimensionamento,
dos processos realizados por nós e das análises de tensões foram satisfatórios.
Houve a redução de peso referente ao projeto Cobertura para cadeira de rodas
(RODRIGUES; SCHMITZ, 2016), nossa estrutura atual pesa 6,88 kg. Porém, ficamos
insatisfeitos com o resultado estético do nosso projeto.
Ainda há melhorias que podem ser feitas. Deparamo-nos com algumas
dificuldades que devem ser revistas em uma continuação do projeto, como a escolha
de um processo adequado para fixação do manto, um manto que proporcione maior
visibilidade; além disso, posteriormente, devem ser feitos testes de mobilidade e
aplicação de questionários sobre a aceitação do dispositivo ao grupo alvo.

35
5 CONCLUSÃO
O projeto de pesquisa elaborado abre uma nova alternativa para sanar uma
dificuldade cotidiana de um cadeirante, pois auxilia na sua proteção, em dias de chuva,
compreende seu espaço físico e evita que ele se molhe.
O desenvolvimento desse dispositivo é uma iniciativa que colabora com a área
da Tecnologia Assistiva; ela surge de uma ideia simples, que é um sistema similar a
um carrinho de bebê, mas com o módulo de referência de um cadeirante, retirado da
norma ABNT 9050 (2015). O projeto de pesquisa foi realizado com o intuito de
desenvolver um dispositivo leve, prático e funcional, mas não chegamos a um modelo
final.
Logo, propomos a continuidade da pesquisa para que se tenha um dispositivo
usual que faça com que o cadeirante enxergue normalmente, que se locomova sem
dificuldades e que tenha uma estética agradável.

36
REFERÊNCIAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9050: acessibilidade a edificações, mobiliário, espaços e equipamentos urbanos. Rio de Janeiro, 2015.
ASSOCIAÇÃO BRASILEIRA DO ALUMÍNIO. Disponível em: <http://www.abal.org.br/aluminio/caracteristicas-quimicas-e-fisicas/>. Acesso em: 28 ago. 2016.
CHIAVERINI, Vicente. Tecnologia mecânica: processos de fabricação e tratamento – volume II. 2. ed. São Paulo: McGraw-Hill Ltda., 1986. GARCÍA, Jesus Carlos Delgado; FILHO, Teófilo Alves Galvão. Pesquisa nacional de tecnologia assistiva. São Paulo: Instituto de Tecnologia Social, 2012.
INSTITUTO DO PVC. Disponível em: <http://www.institutodopvc.org/reciclagem/basetxt.htm>. Acesso em: 28 ago. 2016.
MELCONIAN, Sarkis. Mecânica e resistência dos materiais. 19. ed. São Paulo: Érica, 2012. ORTOBRAS. Disponível em: <http://www.ortobras.com.br/produto/aktiva-ultra-lite-x>. Acesso em: 31 ago. 2016.
RODRIGUES, Gustavo Büttenbender; SCHMITZ, Paula Rolin. Cobertura para cadeira de rodas. Novo Hamburgo: Fundação Liberato, 2015. Relatório PID.
SENAI – SERVIÇO NACIONAL DE APRENDIZAGEM. Curso profissionalizante: processos de fabricação – volume 4. São Paulo, 1997.

37
APÊNDICES
APÊNDICE A – Desenho da estrutura fixa

38
Fonte: os autores (2016).
APÊNDICE B – Desenho da estrutura móvel n° 1

39
Fonte: os autores (2016).
APÊNDICE C – Desenho da estrutura móvel n° 2

40
Fonte: os autores (2016).
APÊNDICE D – Desenho da estrutura móvel n° 3

41
Fonte: os autores (2016).
APÊNDICE E– Desenho do pino

42
Fonte: os autores (2016).
APÊNDICE F – Desenho da fixação

43
Fonte: os autores (2016).
APÊNDICE G – Desenho da abraçadeira

44
Fonte: os autores (2016).
APÊNDICE H – Desenho do batente 01

45
Fonte: os autores (2016).
APÊNDICE I – Desenho do batente 02

46
Fonte: os autores (2016).
APÊNDICE J – Desenho do punho

47
Fonte: os autores (2016).
APÊNDICE K – Desenho da garra

48
Fonte: os autores (2016).
APÊNDICE L – Desenho da vista explodida

49
Fonte: os autores (2016).