-
This article was downloaded by: [Virginia Commonwealth
University Libraries]On: 25 June 2015, At: 02:23Publisher: Taylor
& FrancisInforma Ltd Registered in England and Wales Registered
Number: 1072954 Registeredoffice: Mortimer House, 37-41 Mortimer
Street, London W1T 3JH, UK
Critical Reviews in EnvironmentalScience and
TechnologyPublication details, including instructions for authors
andsubscription
information:http://www.tandfonline.com/loi/best20
Global Phosphorus Scarcity and Full-Scale P-Recovery Techniques:
A ReviewEvelyn Desmidtab, Karel Ghyselbrechtab, Yang Zhangc, Luc
Pinoycd,Bart Van der Bruggenc, Willy Verstraetee, Korneel Rabaeye
&Boudewijn Meesschaertaba Laboratory of Microbial and
Bio-Chemical Technology, Faculty ofEngineering Technology, KU
Leuven - KULAB, Oostende, Belgiumb Department of Microbial and
Molecular Systems, Cluster for Bio-Engineering Technology, KU
Leuven, Leuven, Belgiumc Department of Chemical Engineering, KU
Leuven, Leuven, Belgiumd Laboratory for Chemical Process
Technology, Faculty of EngineeringTechnology, KU Leuven - KAHO
St.-Lieven, Technologie Campus,Gent, Belgiume Laboratory of
Microbial Ecology and Technology (LabMET), Facultyof Bioscience
Engineering, Ghent University, Gent, BelgiumAccepted author version
posted online: 12 May 2014.Publishedonline: 04 Nov 2014.
To cite this article: Evelyn Desmidt, Karel Ghyselbrecht, Yang
Zhang, Luc Pinoy, Bart Van derBruggen, Willy Verstraete, Korneel
Rabaey & Boudewijn Meesschaert (2015) Global PhosphorusScarcity
and Full-Scale P-Recovery Techniques: A Review, Critical Reviews in
Environmental Scienceand Technology, 45:4, 336-384, DOI:
10.1080/10643389.2013.866531
To link to this article:
http://dx.doi.org/10.1080/10643389.2013.866531
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy
of all the information (theContent) contained in the publications
on our platform. However, Taylor & Francis,our agents, and our
licensors make no representations or warranties whatsoever as tothe
accuracy, completeness, or suitability for any purpose of the
Content. Any opinionsand views expressed in this publication are
the opinions and views of the authors,and are not the views of or
endorsed by Taylor & Francis. The accuracy of the Contentshould
not be relied upon and should be independently verified with
primary sourcesof information. Taylor and Francis shall not be
liable for any losses, actions, claims,proceedings, demands, costs,
expenses, damages, and other liabilities whatsoever or
-
howsoever caused arising directly or indirectly in connection
with, in relation to or arisingout of the use of the Content.
This article may be used for research, teaching, and private
study purposes. Anysubstantial or systematic reproduction,
redistribution, reselling, loan, sub-licensing,systematic supply,
or distribution in any form to anyone is expressly forbidden. Terms
&Conditions of access and use can be found at
http://www.tandfonline.com/page/terms-and-conditions
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Critical Reviews in Environmental Science and Technology,
45:336384, 2015Copyright Taylor & Francis Group, LLCISSN:
1064-3389 print / 1547-6537 onlineDOI:
10.1080/10643389.2013.866531
Global Phosphorus Scarcity and Full-ScaleP-Recovery Techniques:
A Review
EVELYN DESMIDT,1,2 KAREL GHYSELBRECHT,1,2 YANG ZHANG,3
LUC PINOY,3,4 BART VAN DER BRUGGEN,3 WILLY VERSTRAETE,5
KORNEEL RABAEY,5 and BOUDEWIJN MEESSCHAERT1,21Laboratory of
Microbial and Bio-Chemical Technology, Faculty of Engineering
Technology,
KU Leuven - KULAB, Oostende, Belgium2Department of Microbial and
Molecular Systems, Cluster for Bio-Engineering Technology, KU
Leuven, Leuven, Belgium3Department of Chemical Engineering, KU
Leuven, Leuven, Belgium
4Laboratory for Chemical Process Technology, Faculty of
Engineering Technology, KU Leuven- KAHO St.-Lieven, Technologie
Campus, Gent, Belgium
5Laboratory of Microbial Ecology and Technology (LabMET),
Faculty of BioscienceEngineering, Ghent University, Gent,
Belgium
Phosphorus (P) is an essential element for all life on earth.
However,natural P resources (phosphate rock) are depleting. The
authors de-scribe the current situation and a forecast for future
phosphate pro-duction and reserves. The current depletion of
phosphate reservesand the increasingly stringent discharge
regulations have led tothe development of various P-recovery
techniques from wastewa-ter. Existing full-scale P-recovery
techniques from the liquid phase,sludge phase, and sludge ash are
reviewed. Although the full-scaleP-recovery techniques have been
shown to be technologically fea-sible, the economical feasibility,
legislation and national policiesare the major reasons why these
techniques are not yet operationalworldwide.
KEY WORDS: phosphorus, reserves, depletion, P-recovery
tech-niques
Address correspondence to Boudewijn Meesschaert, Laboratory of
Microbial and Bio-Chemical Technology, Faculty of Engineering
Technology, KU Leuven - KULAB, Zeedijk 101,B-8400, Oostende,
Belgium. E-mail: [email protected]
Color versions of one or more of the figures in the article can
be found online atwww.tandfonline.com/best.
336
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 337
1. INTRODUCTION
Phosphorus is a nonmetal of the nitrogen group and is essential
for all life onour planet. Elemental phosphorus has been known for
about 350 years andexists in two major allotropes, namely white and
red phosphorus. These al-lotropes have a great diversity of
physical properties and chemical reactivity.The most common form is
white phosphorus or tetraphosphorus (P4), whichhas a tetrahedral
structure and is highly reactive with air, while red phos-phorus
exists as polymeric chains (Pn) and is more stable (Pfitzner et
al.,2004). White phosphorus transforms to red phosphorus when
exposed tosunlight, or by heating it in anoxic conditions to 250C.
However, phos-phorus is never found as a free element due to its
high reactivity, but it iswidely distributed in many minerals,
mainly phosphates. These geologicaldeposits of phosphate are called
phosphate rock or phosphorite and arefound all over the world. They
can be divided into two main categories:sedimentary and igneous
phosphate rock deposits. The latter are often lowin grade and
expensive to recover. The former deposits are more plentifulthan
the igneous rock deposits and they provide more than 80% of the
totalworld production of phosphate rock. The majority of todays
global phos-phate rock production is used in agricultural products
and/or applications,mainly in fertilizers (Cisse and Mrabet, 2004).
In addition, phosphorus isubiquitous in all living organisms and
accounts for around 24% of the dryweight of most cells (Karl,
2000). It is the second most abundant mineralin the human body,
only surpassed by calcium. It is mostly found in bonesand teeth
(biomineral hydroxyapatite). Moreover, it is a key player in
funda-mental biochemical reactions (Westheimer, 1987) involving
genetic material(DNA, RNA) and energy transfer within the cell
through the molecule adeno-sine triphosphate (ATP), and in
structural support of organisms provided bymembranes
(phospholipids).
It can be concluded that phosphorus occupies a prominent role
inmodern life; the main objective of this study was to investigate
the currentstatus of phosphorus availability, and potential
techniques to recover phos-phorus from waste streams in view of
enhancing the availability. It is wellknown that the world
phosphate reserves of high grade are being depletednowadays due to
the increasing demand (Steen, 1998). Thus, for a goodunderstanding,
the current situation and the future forecasting of the phos-phate
production and reserves will be described. Furthermore, the
depletionof the phosphate reserves in combination with the fact
that phosphorus is anonrenewable resource has led to the
development of numerous techniquesto recover phosphorus from
various waste streams (Cordell et al., 2009). Anextensive overview
of the existing variety of full-scale P-recovery techniquesthat may
allow to increase the future availability of phosphorus will
begiven.
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
338 E. Desmidt et al.
TABLE 1. Overview of typical phosphorus fertilizers (data from
Muller et al., 2005)
Compound Acronym FormulaNutrient content
(% P)
Ordinarysuperphosphate
OSP Ca(H2PO4)2 + CaSO4 89
Triplesuperphosphate
TSP Ca(H2PO4)2 1920
Monoammoniumphosphate
MAP NH4H2PO4 2124
Diammoniumphosphate
DAP (NH4)2HPO4 2023
2. DEPLETION OF PHOSPHATE RESERVES
2.1. Phosphorus and Its Use
Phosphorus is widely distributed in many minerals, but by far
themost abundant family of minerals are apatites, with chemical
formulaCa5(PO4)3(F,Cl,OH,Br). Apatites occur in four forms of
calcium phosphatedepending on the element of largest share:
hydroxyapatite, fluorapatite, chlo-rapatite, and bromapatite (Ward
et al., 1996). Fluorapatite as a mineral is themost common
phosphate mineral and provides the most extensively mineddeposits.
In addition to apatite, phosphate rock contains impurities suchas
humic substances and heavy metals, especially cadmium, uranium
andzinc. Typically, phosphate rock contains 3040% P2O5 (1317.5% P;
Schipperet al., 2001). The phosphorus content of ore or fertilizer
is often expressed asP2O5 due to the traditional gravimetric method
to determine the phosphoruscontent in ores.
The phosphate-based products are used in numerous
applications,which can be divided into two main categories:
agricultural and nonagricul-tural applications. Most of the global
phosphate production (approximately95%) is used in agricultural
applications, mainly in the fertilizer industry,but also for the
production of phosphorus-based pesticides and animal
feedsupplements. By far the most important use of phosphate rock is
fertilizer.Up to 90% of all mined phosphate rock is used to produce
mineral fertiliz-ers (Cisse and Mrabet, 2004). Phosphorus is one of
the three main primarymacronutrients, together with nitrogen and
potassium, which are the basis ofinorganic fertilizers. Nowadays,
there is a strong increase of fertilizer demanddue to the
increasing world population, rising demand for high quality foodand
the use of plant derived biofuels. As fertilizers are crucial for
an efficientplant production, their lack can result in crop
failure. Therefore, the impor-tance of phosphorus cannot be
underestimated. The most important mineralphosphate fertilizers and
their chemical formulas as well as the phosphoruscontent are listed
in Table 1.
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 339
Nonagricultural applications include the food industry,
household ap-plications, and other industrial applications. In the
food industry, phosphatecompounds are part of baking powders, and
are present in bottled softdrinks to prevent bacterial growth and
for buffering the pH. Phosphate-based products are also present in
various household applications: high-grade detergents, cleaning
agents, toothpastes and dental creams, etc. More-over, phosphate is
used in numerous industrial applications such as metalsurface
treatment, corrosion inhibition, and flame retardants. Despite
thewidespread use, these applications represent only a small part
of the totalconsumption (5%).
2.2. Current Distribution of Phosphate Production and
Reserves
Currently, about 180190 million tons of phosphate rock are mined
globallyeach year (U.S. Geological Survey, 2012). The annual amount
mined peakedin 1989, followed by a significant decrease over the
next 1015 years. Thisdecrease is due to a lower application of
inorganic fertilizer by most de-veloped countries at that time:
European Union, Japan, and North America.Moreover, there was also a
strong reduction of fertilizer use in postcom-munist economies of
the former Soviet Union (Smil, 2000). In recent years,there is
again a strong increase in mining of phosphate rock, this time
dueto a strong increase in fertilizer demand in developing
countries. The re-sult is that the 1989 peak was surpassed in 2009,
and the upward trendis estimated to continue. Future prospects are
discussed in the followingsection.
According to the U.S. Geological Survey (2012), the chief mining
areasof phosphate rock are China, the United States, and Morocco.
The largestsedimentary reserves of phosphate rock are found in
northern Africa, China,the Middle East, and the United States.
Significant igneous reserves are foundin Brazil, Canada, Russia,
and South Africa. In addition, large deposits havebeen detected in
the continental shelves in the Atlantic Ocean and the PacificOcean.
However, the recovery of these deposits is considered to be
expen-sive because until now one is still looking for an optimal
and profitabletechnique for deep ocean mining. Table 2 shows the
annual phosphate rockproduction for the most important countries
worldwide for the years 2010and 2011 (2011 is an estimation). The
last column shows an estimation ofthe current reserves. From this
table, it can be seen that Morocco and theWestern Sahara contain an
estimated 70% of the remaining world phosphatereserves.
Figure 1 presents the consumption and supply of mined
phosphaterock in the world. Despite its considerable reserves and
large production,the United States consistently has to import
phosphate rock. The import isnecessary due to their lack of
high-quality phosphate rock and the fact thatU.S. companies export
large quantities of phosphate fertilizers all over the
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
340 E. Desmidt et al.
TABLE 2. Global phosphorus production in 2010 and 2011 and
current reserves (in 1000metric tons) (data from U.S. Geological
Survey, 2012)
Country 2010 2011 Reserves
United States 25,800 28,400 1,400,000Algeria 1,800 1,800
2,200,000Australia 2,600 2,700 250,000Brazil 5,700 6,200
310,000Canada 700 1,000 2,000China 68,000 72,000 3,700,000Egypt
6,000 6,000 100,000India 1,240 1,250 6,100Iraq 5,800,000Israel
3,140 3,200 180,000Jordan 6,000 6,200 1,500,000Morocco and Western
Sahara 25,800 27,000 50,000,000Peru 791 2,400 240,000Russia 11,000
11,000 1,300,000Senegal 950 950 180,000South Africa 2,500 2,500
1,500,000Syria 3,000 3,100 1,800,000Togo 850 800 60,000Tunisia
7,600 5,000 100,000Other countries 6,400 7,400 500,000World total
181,000 191,000 71,000,000
world. Nearly all of these imports come from Morocco. In Asia,
althoughthe production level is high, the exceeding consumption
leads to a needto import. Moreover, China currently protects its
own reserves with exportlevies. This leads to Morocco being the
most important producer. Of all
FIGURE 1. Global production and consumption of phosphorus (data
from U.S. GeologicalSurvey, 2012; IFA, 2012).
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 341
the major global powers, Europe is the most dependent on the
import ofphosphate rock. Almost the entire stock must be imported
from outside thecontinent.
2.3. Future Demand for Phosphorus
The demand for phosphorus is increasing globally, despite a
downward trendin developed regions. This is due to the increasing
population and globaltrends toward more meat- and dairy based
diets, which are significantly moreP intensive (Heffer and
Prudhomme, 2009). Cordell et al. (2009) claimed thatthe rate of
production of economically available phosphate reserves will
peakbetween 2030 and 2040, after which demand would exceed supply,
whichin turn will lead to global phosphorus scarcity. At the
current rate of mining,the current phosphate rock reserves would be
fully depleted in around372 years, using the data from Table 2. As
the production and demand arestill increasing, this period will
presumably be less than 372 years. However,there is still a strong
disagreement in the forecasts of how long the currentphosphate rock
reserves will last. Several studies claim that the depletion ofthe
natural phosphorus reserves can be estimated to occur within a
periodof 100400 years (Gunther, 1997; Cisse and Mrabet, 2004; Van
Vuuren et al.,2010). The large differences between the various
studies can be explained bydifferences in the estimates in the peak
production, use of different resourcedata and use of various
calculation models.
The rapid depletion of high quality minerals is even more
alarming.Mining an ore strongly depends on factors such as ore
grade, impurities,cost-benefit ratio, and accessibility. Low-grade
resources often contain highamounts of impurities such as aluminum,
iron and magnesium and thuscomprise a lower phosphate content. The
most accessible and higher qualityrocks tend to be mined first. As
a consequence, the quality of phosphaterock is declining because
the concentration of associated impurities (e.g.,carbonates and
silicates) and heavy metals (e.g., cadmium and uranium)
isincreasing (Heffer et al., 2006).
These negative expectations about the current phosphate reserves
havean influence on the price of phosphate rock and its products.
While demandcontinues to increase, the cost of mining phosphate
rock is increasing due tothe decline in quality and greater expense
of extraction (for instance miningof deeper soil layers),
refinement, transportation and environmental manage-ment.
Predictions of the price development of phosphate rock have
beenperformed by Van Vuuren et al. (2010) and by Horn and Sartorius
(2009).Both analyses show that even without total depletion of the
current reserves,it is very likely that the cost will significantly
increase. An increase in theprice will have an negative effect on
the demand and the search for alterna-tives (P-recovery
technologies) will be favored. When the phosphate priceincreases,
marginal deposits may become economically viable. In addition,
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
342 E. Desmidt et al.
FIGURE 2. Open phosphorus cycle in modern society (modified from
Centre EuropeandEtudes des Polyphosphates, 2012a).
alternative mining methods (mining of deeper soil layers) will
be developedand new deposits will be opened, possibly in
challenging environments (VanVuuren et al., 2010). In this
situation the depletion of phosphorus will goslower.
Several factors such as the price of phosphate rock, the world
popula-tion growth, the demand for food and the phosphate rock
reserves determinethe period when all phosphate rock will be
depleted. This makes it difficultto make a prediction of the exact
period. However, all studies assume thatat a given moment, there
will be a depletion of naturally occurring phos-phate rock, which
means that doing nothing is no sustainable
long-termpossibility.
3. OPEN PHOSPHORUS CYCLE AND NEED FOR RECOVERY
In the time of traditional societies (prior to
industrialization) the phosphoruscycle was closed. However, due to
modern human activities and associatedindustrialization, the
phosphorus cycle has been broken and more phos-phorus has been
discharged into the natural water bodies from the land.
Asillustrated in Figure 2, phosphate rock is mined and used in both
agriculturalapplications (mainly used as fertilizer) and industrial
applications. WithoutP-recovery techniques, phosphorus enriched
waste is produced by sewagetreatment.
According to Cornel and Schaum (2009), an average of
approximately11% of the incoming phosphorus load is removed with
the primary sludgeduring primary settlement (primary treatment step
of sewage treatment). Inbiological wastewater treatment (activated
sludge; secondary treatment step)approximately 2030% of the
incoming phosphorus load are incorporatedinto the biomass and
removed with the surplus sludge, even without specific
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 343
phosphorus removal processes (Parsons and Smith, 2008). The
disposal ofphosphorus into the natural water bodies has a major
impact on the aquaticecosystem. This phenomenon, which is known as
eutrophication, leads toa sharp decline in aquatic biodiversity,
the loss of potable water resources,and contributes to the
formation of oceanic dead zones (Dils et al., 2001).Therefore,
phosphate discharges have to be limited due to the
increasinglystringent regulation to protect surface waters from
eutrophication. Based onthe permitted discharge concentrations of 1
mg.L1 P (10,000100,000 In-habitant Equivalent (IE)) or 2 mg.L1 P
(>100,000 IE) in Europe (CouncilDirective 91/271/EEC),
approximately another 50% of the incoming phos-phorus load has to
be removed additionally.
In conventional wastewater treatment plants the remaining
phosphorusis mainly eliminated by chemical precipitation with metal
salts or by en-hanced biological phosphorus removal (EBPR;
Tchobanoglous et al., 2003)or a combination of both. In total,
approximately 90% of the incoming phos-phorus load is thus
incorporated into the sewage sludge. With EBPR, phos-phorus
accumulating organisms (PAOs) incorporate phosphorus into
cellbiomass and the phosphorus is removed from the process by
sludge wasting(waste activated sludge; Tchobanoglous et al., 2003).
Chemical precipitationwith metal salts can remove the phosphorus to
low levels in the effluent.The commonly used chemicals are aluminum
(Al(III)), ferric (Fe(III)), andcalcium (Ca(II)). The chemicals can
be added before the primary settling,during secondary treatment or
as part of a tertiary treatment process (Par-sons and Berry, 2004).
However, large amounts of chemicals are required toobtain such low
levels (1 or 2 mg.L1 P), and large volumes of sludge areproduced.
Furthermore, metal phosphate salts, such as iron or aluminum,cannot
be reused in agriculture because the iron or aluminum phosphatesare
not available for plants under normal pH conditions. Due to the
pres-ence of iron or aluminum (which are added to precipitate
phosphates) andthe increasing contamination of wastewater sludge
with heavy metals andtoxic organic substances, its application in
agriculture has become increas-ingly unpopular or has been phased
off completely (Satorius et al., 2012).The sludge produced ends up
in landfills, incinerators or in the sedimentsof canals and rivers
(Mainstone et al., 2000). The disposed phosphorus (inboth liquid
and solid state) finally ends up in the natural water bodies
(suchas aquifer, river, sea). It is clear that this strategy
accelerates the depletion ofphosphorus.
In Figure 2, both sources (solid and liquid state) are regarded
as wastestreams, in which the focus lies on minimizing the cost of
disposal. However,the phosphorus-containing waste enters the
environment, causing phospho-rus losses and eutrophication
problems. Therefore, more sustainable tech-niques, such as
phosphorus recovery techniques for both solid and liquidwaste are
important to close the phosphorus cycle in modern human societyas
shown in Figure 3.
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
344 E. Desmidt et al.
FIGURE 3. Closed phosphorus cycle including a recovery process
(modified from CentreEuropeen dEtudes des Polyphosphates,
2012a).
From the literature review, it can be concluded that phosphate
rockis becoming increasingly scarce and expensive. In addition, the
phosphatedischarges have to be limited due to economical and
especially environmen-tal impacts. Therefore, phosphorus needs to
be recovered and reused fromcurrent waste streams. The
implementation of an appropriate P-recoverystrategy is of crucial
importance. Nowadays, there are numerous P-recoverytechniques and
processes, although they are not yet widely used (Cordellet al.,
2011). In the next section the P-recovery products that can be
obtainedfrom P-recovery processes and of the existing variety of
full-scale P-recoverytechniques and their final products from
various waste streams are reviewed.
4. FULL-SCALE TECHNOLOGIES IN P-RECOVERY FOR MUNICIPALAND
INDUSTRIAL WASTEWATER
4.1. Phosphorus Recovery in Practice
Phosphate recovery techniques developed for industrial or
municipalwastewater treatment can be applied at various points in
the treatmentprocess. Phosphate can be recovered from the liquid
phase (1), sludgephase (2) and mono-incinerated (sludge is
incinerated separately from otherwastes) sludge ash (3; Cornel and
Schaum, 2009). As already stated in part3, approximately 90% of the
incoming phosphorus load, from the wastew-ater, is incorporated
into the sewage sludge. The phosphorus recovery rate
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 345
FIGURE 4. Possible locations for phosphorus recovery (modified
from Cornel and Schaum,2009). 1a: side stream after anaerobic
treatment; 1b: dewatering unit after anaerobic digestion;2a: sludge
from the digestor before dewatering; 2b: sludge from the digester
after dewatering;3: sewage sludge ash after incineration.
from the liquid phase can reach 4050% at most, while recovery
ratesfrom sewage sludge and sewage sludge ash can reach up to 90%
(Cor-nel and Schaum, 2009). Figure 4 shows the possible locations
for phosphaterecovery.
The economically feasible recovery requires a liquid phase
containing5060 mg.L1 of PO4-P (Cornel and Schaum, 2009). The
phosphorus recov-ery methods from the liquid phase are usually
located in a wastewater treat-ment plant (WWTP) with a biological
phosphorus removal process since thepolyphosphates stored in the
bacterial cells are partly released again underanaerobic
conditions, which significantly increases the phosphate content
inthe sludge system. Therefore, the concentrated side streams after
the anaer-obic treatment (1a) or the dewatering unit after
anaerobic digestion (1b)are the best options for phosphorus
recovery. The phosphorus content inwastewater treatment plants with
bio-P removal and anaerobic digestion canbe 75300 mg.L1 PO4-P
(Garcia et al., 2012). Phosphate recovery from thesludge phase,
which contains phosphorous in chemically and/or biologicallybound
form, includes recovery from the digester sludge before (2a) and
after(2b) the dewatering unit. In the third option the phosphorus
is recuperatedfrom the sewage sludge ash (3) in which it is in the
most concentratedform. The decrease in volume results in decreased
transporting and land fill-ing costs. Recovery of phosphate from
the sludge ash, together with sludgeash from other WWTPs, generally
takes place at an external and centrallocation.
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
346 E. Desmidt et al.
In recent years phosphorus (P) recovery from municipal and
industrialwastewaters has drawn much attention of the water
industry, the phospho-rus industry and the policy-makers (Driver et
al., 1999; Schipper et al., 2001;Roeleveld et al., 2004). The
substantial difference between the traditional Premoval and
P-recovery from wastewater is that P removal aims at obtaininga P
free effluent by transferring P to sludge with chemical and
biological pro-cesses. P-recovery, on the other hand, aims at a
P-containing product thatcan be reused either in agriculture or in
P-industry. As discussed in Figure 4,phosphorus can be recovered
from wastewater, sewage sludge, and sewagesludge ash and a number
of full-scale techniques are already operational.Currently, most
techniques aim at recovering phosphate from dewatering re-ject
streams. These techniques recover phosphorus from the wastewater
byfeeding the phosphorus rich wastewater into a
precipitation/crystallizationtank, which is either mixed or in
fluidized state. Calcium or magnesium saltsand where needed seed
crystals are added to recover phosphate as calciumphosphate or
struvite. The low TSS (total suspended solids) concentrationin the
wastewater stream makes it relatively easy to separate
phosphateprecipitates from the wastewater. However, these methods
do not preventscaling problems in the sludge line before the
precipitation/crystallizationtank. However, when phosphate is
recovered from the sewage sludge di-rectly after anaerobic
digestion, the risk for scaling problems in the remainderof the
sludge line can be significantly reduced. It also improves the
dewa-tering properties of the sludge and is therefore an important
economicincentive.
Phosphorus can be recovered from sewage sludge and sewage
sludgeash by a wet chemical or a thermal technology. At the moment
one wetchemical technology and two thermal techniques are working
at full scale.Several others are under development (Lodder and
Meulenkamp, 2011).Tables 3 and 4 give an overview of the full-scale
techniques that will bediscussed in this part.
4.2. Final Products From P-Recovery Processes (Municipaland
Industrial Wastewater)
It is commonly considered that crystallization processes can
recover P fromthe liquid phase either as calcium phosphates that
are similar to phos-phate rocks, or as magnesium ammonium phosphate
hexahydrate (alsoknown as struvite), which is a slow release
fertilizer. Another form of stru-vite is K-struvite (KMgPO4.6H2O).
K-struvite has a similar structure as stru-vite (MgNH4PO4.6H2O);
the only difference is the replacement of NH4+
into a smaller K+ ion. Phosphorus can also be recovered from
sludgeor sludge ash as struvite or calcinated phosphate. Another
possibility tore-use the phosphorus from sewage sludge ash is as a
partial substi-tute for phosphate rock in the production process of
white phosphorus
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
TABLE
3.Ove
rview
oftheflow
forthefullscalephosp
hatereco
very
processes
formunicipal
andindustrial
wastewater
Influen
tProduction
Rem
ova
lFu
ll-scale
Usedtech
nology
Inputflow
Pco
ncentration
Final
(tonsoffinal
Efficien
cyprocesses
andreactortype
(m3 /day
)(m
g/L)
product
product.day
1)
(wt%
)
ANPHOS
Preco
very
from
wastewater
inabatch
reactor
100/48
0058
0/58
Struvite
0.45
/280
90
PHOSP
AQ
Preco
very
from
wastewater
inaCST
R24
003
600
606
5Struvite
0.8
1.2
80
NuReS
ysPreco
very
from
wastewater/sludge
inaCST
R19
202
880
601
50Struvite
Biostru
1.43
1.58
85
Phosnix
Preco
very
from
wastewater
inafluidized
bed
650
100
110
Struvite
0.50
0.55
90
OstaraPea
rlPreco
very
from
wastewater
inafluidized
bed
500
100
900
Struvite
Crystal
Green
0.50
485
Crystalactor
Preco
very
from
wastewater
inafluidized
bed
100
150
608
0Calcium
phosp
hate
0.55
0.82
708
0
Airprex
Preco
very
from
sewag
esludge
inaCST
R16
802
000
150
250
Struvite
12.5
809
0
Seab
orne
Wet
chem
ical
Preco
very
from
sewag
esludge
inaCST
R11
060
0Struvite
0.58
90
Thermphos
Thermal
Preco
very
from
sewag
eashin
afurnace
1100
0tonsash/yea
r0.09
tonP/tonash
P4
11>90
Ash
Dec
Thermal
Preco
very
from
sewag
eashin
afurnace
7tons/day
0.04
6tonP/tonAsh
Calcined
Pfertilizer
Phoskraft
>90
347
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
TABLE
4.Ove
rview
(dev
elopers,influen
ttype,
chem
icals,locatio
ns,an
dmarke
t)ofthefull-scalephosp
hatereco
very
processes
formunicipal
and
industrial
wastewater
Locatio
n(s)-
Full-scale
Influen
tCountry(number
processes
Dev
eloper
type
Chem
icals
ofinstallatio
ns)
Marke
t
ANPHOS
Colsen
bv
Anae
robic
effluen
t/Rejectio
nwater
MgO
TheNetherlands
(4)
Exp
orted
toGerman
y,mixed
upwith
other
fertilizers
PHOSP
AQ
Paq
ues
bv
Rejectio
nwater
MgO
TheNetherlands
(2)
Exp
orted
toGerman
y,mixed
upwith
other
fertilizers
NuReS
ysAkw
adokbvb
aAnae
robic
digestio
neffluen
t/Digested
sludge
MgC
l 2,NaO
HGerman
y(1)
Belgium
(2)
Exp
orted
towinegrower
inFran
ce,mixed
with
compost
Phosnix
Unitika
Ltd.
Wastewater
after
digestio
norsludge
trea
tmen
t
NaO
H,
Mg(OH) 2
Japan
(2)
Sold
tofertilizer
compan
ies
OstaraPea
rlUniversity
of
BritishColom-
bia/O
stara
Sludge
dew
atering
liquid
MgC
l 2,NaO
HUnite
dStates
(4)
Usedas
slow
release
fertilizerat
golfco
urses
andmunicipal
lawns
Crystalactor
DHVWater
bv
Anae
robic
effluen
tSand,NaO
H,
H2SO
4,
Ca(OH) 2
TheNetherlands
(2-closed)
Seco
ndaryraw
material
atThermphos
Airprex
Berlin
erWasser-
betrieb
eDigested
sludge
/sludge
liquor
MgC
l 2,
Flocculent
German
y(2)The
Netherlands(1)
Fertilizerindustry
Seab
orne
Seab
orne
Environmen
tal
Resea
rch
Laboratory
Digestedsludge
H2SO
4,Na 2S,
NaO
H,MgO
,flocculent
German
y(1)
Reu
sedas
fertilizerin
agricu
lture
Thermphos
Thermphos
Sludge
ash
TheNetherlands
(1)
Productionofphosp
horic
acid,phosp
honates
and
phosp
horusderivates
Ash
Dec
Ash
Dec
(Outotec)
Sludge
ash
MgC
l 2,CaC
l 2Austria(1)
Reu
sedas
fertilizeron
pasture
andcropland
348
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 349
TABLE 5. Different forms of calcium phosphate (Montastruc et
al., 2003)
Name Formula
Dicalcium phosphate dihydrate (DCPD) CaHPO4.2H2ODicalcium
phosphate anhydrate (DCPA) CaHPO4Octocalcium phosphate (OCP)
Ca8H(PO4)6.5H2OTricalcium phosphate (TCP) Ca3(PO4)2Amorphous
calcium phosphate (ACP) Ca3(PO4)2Hydroxyapatite (HAP)
Ca10(PO4)6(OH)2
(Schipper et al., 2001). In this way the phosphorus in the
sludge ash isprocessed to white phosphorus.
4.2.1. CALCIUM PHOSPHATE
Calcium phosphate precipitation is very complex and involves
various pa-rameters. In particular, it depends on calcium and
phosphate ions concen-trations, as well as on supersaturation,
ionic strength, temperature, ion types,and pH but also on time
(solidsolid transformation; Song et al., 2002; Mon-tastruc et al.,
2003). The different forms of crystallized calcium phosphateare
presented in Table 5 (Montastruc et al., 2003). Which specific
crystallinecalcium phosphate forms will precipitate depends mostly
on pH and ki-netics. The phase predicted to be stable is dicalcium
phosphate dihydrate(DCPD; CaHPO4.2H2O) at acidic pH around 5,
octacalcium phosphate (OCP;Ca8H(PO4)6.5H2O) at pH around 6, and
hydroxyapatite (HAP; Ca5(PO4)3OH)at pH of 7 and above (Seckler et
al., 1996). However, the precipitatedphase will most likely
transform into the thermodynamically more stableHAP (Kibalczyc,
1989).
In practice the kinetics of calcium phosphate precipitation play
a moreimportant role than thermodynamic equilibrium considerations.
In mostcases, spontaneous precipitation of calcium phosphate from
the solutiondoes not occur at all or only with very high
oversaturation (Cornel andSchaum, 2009). It is also believed that
the effects of some inhibitors ac-count for this phenomenon.
Carbonate and ammonium alkalinity are themost important chemical
components in wastewater contributing to thebuffering capacity in
the alkaline pH range. When for instance calciumhydroxide is added
to wastewater, to increase the pH for the precipi-tation of calcium
phosphate, the hydroxide reacts with the existing bi-carbonate to
form carbonate, with ammonium to form ammonia (NH3),and with
phosphate to form phosphate containing precipitates (Vanottiand
Szogi, 2009). Using calcium hydroxide thus leads to the
followingreactions:
Ca(OH)2 + Ca(HCO3)2 2CaCO3 + 2H2O (1)5 Ca2+ + 4 OH + 3HPO4
Ca5OH(PO4)3 + 3H2O (2)
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
350 E. Desmidt et al.
The reaction in Equation 1 is complete at pH 9.5, while that of
Equa-tion 2 starts at pH >7.0, but is very slow below pH 9.0. As
the pH value ofthe wastewater increases beyond 9.0, excess Ca ions
will react with the phos-phate, to precipitate as HAP (Equation 2).
In wastewater that contains highammonium concentrations, large
amounts of lime are required to elevate thepH to the required
values since ammonium reaction tends to neutralize thehydroxyl ions
according to Equation 3:
Ca(OH)2 + 2NH+4 2NH3 + Ca2+ + 2H2O (3)
Song et al. (2002) found that at pH 8 the precipitation rate of
phosphatewas significantly retarded by carbonate and the
corresponding precipitationefficiency also decreased, but at pH
values greater or equal to 9 the effect ofcarbonate on the
precipitation of phosphate was very small. This indicatedthat
carbonate decreased the precipitation rate of calcium phosphate,
but thesolution pH value was still a key factor influencing the
precipitation process.The effect of carbonate on the precipitation
of phosphate is attributed to theformation of ion pairs between
carbonate and calcium and the decrease offree calcium ions. This
results in the decrease of the thermodynamic drivingforce for the
precipitation of calcium phosphate, although this competingeffect
was not so obvious at pH larger than or equal to 9. Carbonate may
beco-precipitated with phosphate from solution, especially at pH
911, and thiswill decrease the relative phosphorus content of the
precipitate. Hence limerequirements for the precipitation of
calcium phosphate are less independentof phosphate concentration,
but are more related to wastewater alkalinity.The increase of both
the solution pH value and the Ca/P ratio are twoapproaches to
overcome negative influence of carbonate on the precipitationof
phosphate.
Because recovered calcium phosphate is the effective composition
ofphosphate rock, it can be readily accepted by the phosphate
industry if it isrecovered in a suitable physical form (Driver et
al., 1999).
4.2.2. STRUVITE
In 1937, while studying digestion Rawn et al. (1937) found
crystalline materialidentified as struvite in the digested sludge
supernatant pipes. Problems withstruvite formation were again
highlighted in 1963 at the Hyperion wastew-ater treatment plant
where struvite crystal growth in a pipeline reduced thediameter
from twelve to six inches (Borgerding, 1972). As EBPR has
beenimplemented in advanced biological nutrient removal (BNR), an
extensivenumber of examples of struvite deposition and its
associated problems havebeen reported (Doyle and Parsons, 2002).
Micro-organisms that can take upphosphate in excess of their
nutrient requirement, release this excess phos-phate in anaerobic
conditions, such as sludge digesters or the anaerobiccompartments
of advanced BNR plants. This may lead to precipitation and
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 351
scaling in pipes that increase operation and maintenance costs.
Areas of awastewater treatment plant affected most by struvite
deposition are placeswhere there is an increase in turbulence such
as pumps, aerators and pipebends (Borgerding, 1972). The hypothesis
is that turbulence causes a de-crease in pressure resulting in the
release of carbon dioxide (CO2) and anassociated rise in pH
(Borgerding, 1972). Primarily struvite precipitation wasthus
considered as a problem (Borgerding, 1972; Doyle et al., 2003).
Never-theless, the fertilizer potential of struvite has led
wastewater companies andscientists to study its recovery (de-Bashan
and Bashan, 2004; Meesschaertet al., 2007). The success of struvite
crystallization is governed by variousparameters. Among the ones
known to be particularly important are pH,magnesium concentration,
presence of foreign ions, and retention time. Stru-vite, or
magnesium ammonium phosphate hexahydrate
(MgNH4PO4.6H2O)precipitates in a 1:1:1 molar ratio following the
general equation 4 (withn = 0, 1, or 2; Le Corre et al., 2009):
Mg2+ + NH+4 + HnPOn34 + 6H2O MgNH4PO4.6H2O + nH+ (4)
In most sewage treatment applications magnesium is the limiting
ele-ment, hence this is added to the process as MgCl2 or MgO. The
saturationpoint of a solution is strongly influenced by pH, hence
if the feed streamdoes not have sufficient alkalinity, sodium
hydroxide is added and/or CO2is stripped from the solution. Both
magnesium sources have advantages anddisadvantages. The advantage
of the addition of MgO is that it can be simul-taneously used for
pH adjustment and as magnesium source. On the otherhand, MgO has a
very low solubility. For this reason, it is added as a slurryrather
than as a solution. This slow dissolution can be seen as a
disadvan-tage, since a higher volume of the reaction zone or a
higher retention timeis needed and the addition of a slurry can
give difficulties (e.g., blockage ofpipes).
The recovered phosphate can be reused as a fertilizer, either
directly orafter processing by fertilizer industries. For the
direct use as a fertilizer, theproduced struvite has to be
certified and recognized as a fertilizer. In Europethe recognition
of fertilizers is determined by the EU Regulation 2003/2003(2012),
which contains a list of approved fertilizers, with the method
ofpreparation and minimum contents of nutrients. If fertilizer
products are inagreement with the EU-regulations, they have the
EC-fertilizer status and theycan be freely transported and
delivered within EU member states. Struvite isnot included in the
list of approved fertilizers and thus it is seen as a wasteproduct.
Besides the EU directive 2003/2003 there are also national
fertilizerordinances of each member state. Each member state can
recognize it as afertilizer and give permission to transport it as
a fertilizer and thus not as awaste (see sections 4.3.1 and
4.3.2).
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
352 E. Desmidt et al.
In the United States, the produced struvite must meet the
fertilizer reg-istration requirements of the state where it is
distributed.
4.2.3. WHITE PHOSPHORUS (P4), PHOSPHORIC ACID AND PHOSPHATE
SALTS
To avoid wasting of phosphate available in waste streams from
agriculture,sewage treatment, and industrial side streams in
landfills, and to counteractthe depletion of natural phosphate
sources, routes for reuse are explored.One possibility is to
replace phosphate rock by recycled materials (e.g.,calcium
phosphate, sewage sludge ash) in the electrothermal production
ofwhite phosphorus (Schipper et al., 2001). The white phosphorus
can thenbe further processed to high quality phosphoric acid and
other phosphoruscompounds. Phosphoric acid obtained via white
phosphorus is the mainsource of phosphates used in detergents and
other nonfertilizer applications.
4.2.4. CALCINED PHOSPHATE FERTILIZERS
Calcined phosphate fertilizers can be obtained from sewage
sludge ash af-ter a thermal decontamination (1000C), which is
comparable to calcination(Hermann, 2012b). Calcined phosphates
perform particularly well on soilswith pH-values below pH 7. On
soils with pH 6 and lower, they usually out-perform water soluble,
traditional phosphate fertilizers. Their characteristicsare close
to the well proven Thomas phosphate (Ca5(PO4)2SiO2) that usedto be
a by-product from steel production (Hermann, 2012b).
4.3. Phosphorus Recovery From Wastewater in Mixed Tanks4.3.1.
PHOSPAQ AND ANPHOS
Both the PHOSPAQ and ANPHOS processes are developed in the
Nether-lands for the precipitation of struvite. The PHOSPAQ
process, developed byPaques, takes place in one aerated CSTR
(continuous stirred tank reactor). Asa result of aeration, the pH
increases by CO2 stripping and provides mixing.Additionally,
magnesium oxide is added to the reactor to remove phosphateas
struvite at a pH of 8.28.3. A patented separator system at the top
of thereactor is applied to retain the struvite into the system
(Driessen et al., 2009).The struvite is harvested from the bottom
of the reactor and transferred intoa container by means of a screw
press (Driessen et al., 2009). The dry weightof the harvested
struvite is around 75% and the crystals have an average sizeof
around 0.7 mm (Driessen et al., 2009).
Since 2006, the PHOSPAQ process is successfully applied at full
scaleby Waterstromen in Olburgen (the Netherlands) for the combined
treat-ment of the anaerobic wastewater from an upflow anaerobic
sludge blan-ket (UASB) reactor of the potato processing plant Aviko
bv and the re-ject water from a sludge digester of a municipal
wastewater treatmentplant. The installation produces 1.2 ton of
struvite per day (Driessen
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 353
et al., 2009; Abma et al., 2010). In 2008, Waterstromen
exploited a sec-ond full-scale plant in Lomm (the Netherlands)
treating the UASB efflu-ent of a potato processing plant, producing
800 kg struvite per day (Ro-galla, 2010). The average phosphate
removal efficiency is about 80%(Driessen, 2009).
The ANPHOS process is developed by Colsen and is operated in
batchin two separate reactors (Lodder and Meulenkamp, 2011). In the
first reactor,the wastewater is aerated, which results in a pH
increase due to CO2 strip-ping. In the second tank, magnesium oxide
is added to the wastewater torecover phosphate as struvite. After
the reaction the struvite is precipitated,dewatered and dried
(Lodder and Meulenkamp, 2011).
The ANPHOS technology has been first implemented on a full
scaleat the wastewater treatment plant of a potato processing
company at theKruiningen (the Netherlands) site of
Lamb-Weston/Meijer (LWM). The instal-lation is placed in between
the anaerobic treatment and aerobic treatment ofthe wastewater
treatment plant (Brekelmans, 2008) and is able to produce2 tons of
struvite per day (Brekelmans, 2005). Other full-scale
installationwere built for another factory of LWM in Bergen op Zoom
(the Netherlands;Mangus, 2010), a potato processing company Peka
Kroef in Odiliapeel (theNetherlands; Brekelmans and Versteeg,
2008), and a sewage treatment plantof Land van Cuijk (the
Netherlands) for the treatment of rejection water(Colsen, 2012).
The ANPHOS process is capable of removing 8090% of
thephosphate.
The struvite that is obtained during these processes are fine
crystalsthat have the structure of sand. The struvite was first
classified as a sec-ondary raw material and exported as waste to
Germany where it is usedas raw material for the production of
fertilizers or mixed with other fertiliz-ers to obtain a good
nutrient content (J. Colsen, personal communication,2011; Haarhuis,
2011). From 2010 on, struvite obtained from the potatoprocessing
companies was recognized as struvite (magnesium ammoniumphosphate)
by a change in the national legislation of fertilizers
(Haarhuis,2011) in the Netherlands. In this way the product can be
sold as stru-vite and not as a waste product, as it was the case at
the start up of theprocess.
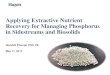
4.3.2. NURESYS
NuReSys stands for Nutrient Recycle System and is developed by
the Bel-gian company Akwadok and is operated in two reactors.
Figure 5 shows aschematic overview of the technology in which the
anaerobic effluent of aWWTP is treated (Moerman et al., 2009).
The NuReSys process differs from the ANPHOS process since it is
oper-ated in continuous mode instead of batch at a lower residence
time. Anotherdifference with the ANPHOS process is the use of MgCl2
as a magnesium
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
354 E. Desmidt et al.
FIGURE 5. Schematic overview of the NuReSys process (modified
from Moerman et al.,2009).
source and the addition of a 29% NaOH solution to the
crystallization reac-tor instead of using MgO. The crystallization
tank is equipped with a simpleblade impeller and a specific
developed and fully automated control algo-rithm ensures an optimal
pH (88.5), reagent dosing and varying mixingintensity. In this way
the growth of novel crystalline matter upon existingcrystals occurs
and prevents unwanted impeller or reactor scaling. The stru-vite
pellets formed are removed by intermittent purging (Moerman et
al.,2009).
A first plant, with a capacity of 1580 kg struvite. day1, was
taken intooperation mid 2006 in Northern Germany by a dairy
processing company. A85% removal of the phosphate is obtained
during this process. The struviteproduced has been accredited for
reuse in agriculture (W. Moerman, personalcommunication, 2012). A
second full-scale installation was implemented in2008 at Agristo
NV, a potato processing company located at Harelbeke (Bel-gium).
This unit has a 1425 kg struvite.day1 capacity. An average of
85%phosphate removal is also obtained at this site. A third
full-scale installationwas installed in another potato processing
company, Clarebout Potatoes NVin Nieuwkerke (Belgium).
The struvite has been identified as 100% struvite by XRD
analysis anddoes compile with local (Belgium) directives defining
required compositionfor reuse (BIOSTRU; Moerman, 2012). This
BIOSTRU may be used as afertilizer or as a soil conditioner. In
practice, a part of the final product is
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
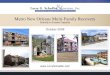
Phosphorus Scarcity and P-Recovery Techniques 355
FIGURE 6. Schematic overview of the Phosnix process (Ueno and
Fuji, 2001).
exported to a wine grower in France. Another part of the
produced struviteis mixed up with compost (Moerman, 2012).
4.4. Phosphorus Recovery From Wastewater in FluidizedBed
Reactors
4.4.1. PHOSNIX
The Phosnix process was developed in Japan by Unitika Ltd
Environmentaland Engineering Div. The Phosnix process is a side
stream process that en-ables effective phosphate removal and
recovery from the digester wastewaterof the sludge treatment
process in the sewage treatment plant as granulatedstruvite (Ueno
and Fuji, 2001; Nawa, 2009). Figure 6 shows a schematicoverview of
the process. The wastewater is fed into the bottom of a flu-idized
bed reactor. The column contains a bed of granulated struvite,
whichacts as a seed material for crystal growth. Magnesium
hydroxide is addedin a magnesium to phosphate ratio of 1:1 and the
pH is adjusted to 8.28.8with the addition of sodium hydroxide and
by air stripping (Ueno and Fuji,2001). A crystal retention time of
10 days allows the growth of pellets be-tween 0.5 and 1.0 mm in
size, after which they are purged from the bottomof the reactor
column. Fine granules of struvite in the separated liquid
arereturned to the reaction column to provide new seed material in
order toassure the continuity of the process (Ueno and Fuji, 2001;
Ueno, 2004). Thelarger pellets are fed into a hopper (Figure 6)
where the water content isreduced to less than 10%. Since 2001, two
full-scale struvite recovery plants(Ueno, 2004) are operational in
Japanese sewage treatment works: one at theFukuoka City West Waste
Water Treatment Centre and the other at Shimane
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
356 E. Desmidt et al.
FIGURE 7. Schematic overview of the Pearl technology (Britton,
2009).
Perfecture Lake Shinji East Clean Centre. A removal efficiency
of 90% is ob-tained and the full-scale reactors produce between 500
and 550 kg.day1 ofstruvite (Ueno and Fuji, 2001).
The struvite obtained was registered as a fertilizer in the
category ofHigh Performance Complex Fertilizers (Fuku-MAP21 in July
1994; Ueno,2004). The recovered struvite is sold to fertilizer
companies as raw materialfor chemical fertilizers (Ueno, 2004). The
fertilizer companies buying theproduced struvite do not use it as
such but mix it with other inorganicand organic materials and
adjust the proportion of nitrogen, phosphorusand potassium (Ueno,
2004). The produced fertilizers are widely used onpaddy rice,
vegetables, and flowers; in particular it is claimed to
significantlyimprove the taste of paddy rice (Ueno and Fuji,
2001).
4.4.2. PEARL AND WASSTRIP
The Ostara Pearl process was developed in the University of
British Columbia(Canada), and holds a U.S. Patent (Koch et al.,
2009). The process recov-ers struvite from the sludge liquor of an
anaerobic digester, coming froma WWTP with biological phosphorus
removal. The technology is based oncontrolled chemical
crystallization in an up-flow fluidized bed reactor withmultiple
reactive zones of increasing diameters, as shown in Figure 7
(Brittonet al., 2009). The process has the advantage of allowing
large struvite pelletsfrom 1.5 to 4.5 mm in diameter to be kept in
suspension in the bottom of thereactor without washing out fine
crystal nuclei from the top of the reactor
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 357
(Lodder and Meulenkamp, 2011). It also provides better particle
size classi-fication than a typical single diameter fluidized bed
reactor, thus allowingselective harvesting of product particles
based on size. The high fluid veloc-ity in the bottom of the
reactor also results in the washout of residual sludgesolids, and
therefore a more pure struvite product free of organic materialand
pathogens is obtained (Britton et al., 2009). Struvite
crystallization iscontrolled by a combination of magnesium dose, pH
control and by meansof a treated effluent recycle (Koch et al.,
2009). The chemicals used for pre-cipitation and the pH adjustment
are MgCl2 and NaOH, respectively. Pearltypically removes 8590% of
the phosphorus from the sludge dewateringliquid. The struvite
production rate is 500 kg.day1.
The Ostara Group markets the final product struvite under the
nameCrystal Green (N-P-K: 5280 + 10% Mg), which is used as slow
releasefertilizer at golf courses and municipal lawns (Britton et
al., 2009). Currently,four full-scale plants have been implemented
in the United States. The firstindustrial scale reactor opened in
Edmonton, Canada in May 2007. Otherreactors are located in the
United States in Portland (Durham, Oregon), Suf-folk (Virginia),
and the City of York (Pennsylvania; Lodder and
Meulenkamp,2011).
To further improve the performance of the process, the Ostaras
Pearlprocess can be combined with the WASSTRIP (Baur, 2009) process
devel-oped by Clean Water Services, a water resource management
utility in theTualatin River Watershed at Durham, Oregon. WASSTRIP
stands for WasteActivated Sludge STRIPping and is designed to
remove internal phosphorus.The excess activated sludge or waste
activated sludge of the wastewatertreatment is sent to the
anaerobic reactor where phosphorus and mag-nesium are released
(stripped) by the micro-organisms as a consequenceof endogenous
respiration and fermentation. The resulting waste activatedsludge
is then sent to a thickening device and the resultant liquid,
hav-ing enhanced phosphorus and magnesium are sent to the struvite
reactor.The thickened waste activated sludge with reduced
phosphorus and mag-nesium levels is finally sent to the anaerobic
digester. This combination ofthe WASSTRIP and the Pearl process
results in a higher struvite produc-tion and prevents scaling in
the digester and the dewatering apparatus. InApril 2011, the
WASSTRIP process was implemented in the Durham WWTP(Schauer,
2012).
4.4.3. CRYSTALACTOR
The Crystalactor was originally developed in the early 1980s by
the Dutchconsultancy and engineering company DHV to remove calcium
(hardness)from drinking water. Soon, the technology was used to
remove several othercomponents, such as phosphate and heavy metals
from process water, drink-ing water and wastewater streams (Giesen
and van der Molen, 1996).
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
358 E. Desmidt et al.
FIGURE 8. The Crystalactor process flow diagram.
EBPR is used to concentrate the phosphate in a side stream,
whichis then treated in the Crystalactor. The phosphate rich flow
contains6080 mg.L1 PO4-P and is collected in buffer tanks. As
carbonates inhibitcalcium phosphate precipitation, they are removed
in a cascade stripper be-fore the wastewater flow enters the
Crystalactor. The carbonate strippingoccurs as pH is adjusted to
3.5 with H2SO4 (96%; Gaastra et al., 1998). TheCrystalactor
consists of a cylindrical fluidized bed reactor (Figure 8) in
whichfilter sand is used as seed material. The stripped wastewater
is pumpedthrough the reactor in an upward direction, and at such a
high velocity(40100 m.hr1) the pellet bed is kept in a fluidized
state.
Efficient calcium phosphate crystallization requires a pH of 9.
Therefore,Ca(OH)2 solution is added to the reactor and the dosage
is controlled bypH measurement. By adding Ca(OH)2 and controlling
alkalinity, calciumphosphate crystallizes on the nuclei ( = sand).
As the pellets grow in size andmass, they sink to the bottom of the
reactor. At regular intervals, a quantityof the largest fluidized
pellets is discharged at full operation from the reactorand fresh
seed material is added (Giesen and van der Molen, 1996).
Byselecting the appropriate process conditions, co-crystallization
of impuritiesis minimized and high-purity phosphate crystals are
obtained (Giesen, 1999).The recovery rate can reach 7080% of PO4-P
(Cornel and Schaum 2009).
In 1988 the first full-scale application for phosphate recovery
wasrealized at the municipal wastewater treatment plant of
Westerbork, theNetherlands. The plant operated successfully and
removed phosphate be-low 1 mg.L1 P from the effluent of the
biological section. No sludge wasproduced and the pellets were
reused by the phosphate processing indus-try. As phosphate free
detergents were introduced in Dutch households,the phosphate
concentration in raw municipal wastewater decreased sig-nificantly.
Direct phosphate removal from the effluent by the Crystalactorwas
thus not economically attractive anymore and the plant was
closed(Giesen, 1999). In 1993 two full-scale demonstration plants
applying this
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 359
FIGURE 9. Schematic overview of the AirPrex technology (modified
from Heinzmann, 2009).
process for the treatment of municipal wastewater were built in
Geestmer-ambacht (the Netherlands, 230.000 p.e.) and Heemstede (the
Netherlands,35.000 p.e.; Piekema and Giesen, 2001). In 2011, the
only operational Crys-talactor application was the one located in
Geestmerambacht, the Nether-lands, at one of the WWTPs of the
Waterboard Uitwaterende Sluizen(Haarhuis, 2011).
The calcium phosphate Crystalactor plant at Geestmerambacht
produces200300 tonnes per year of phosphate pellets (13% P;
Wilsenach and vanLoosdrecht, 2002). The produced pellets were first
used in the productionof chicken fodder (Gaastra et al., 1998) and
later as secondary raw materialat Thermphos (Haarhuis, 2011). The
Crystalactor process has not becomepopular due to carbon dioxide
stripping, the high operational pH to achieveprecipitation,
complexity of the process, the overdosing of calcium ions andhigh
investment costs.
4.5. Phosphorus Recovery From Sewage Sludge4.5.1. AIRPREX
The AirPrex technology was developed and patented by the
Berliner Wasser-betriebe after massive incrustations were found in
the sludge dewateringlines of some WWTPs, downstream of anaerobic
sludge digestion. This re-sulted in blockage of pipes and damage to
pumps. Analyses of the incrus-tations showed that the precipitated
material was mainly struvite with smallportions of calcium
phosphate (Heinzmann and Engel, 2006). The problemwas solved by
developing a method for controlled precipitation of struvite.
In the AirPrex technology (Figure 9), the digested sludge is led
througha cylindrical reactor, with an inner cylindrical zone mixed
by air upflow anda settling zone between this inner cylinder and
the outer cylinder. Due to theair bubbles the sludge is lifted
upward in the aerated zone in the middle of
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
360 E. Desmidt et al.
the reactor. After reaching the surface, the sludge settles in
the tranquil zonein the outer part of the reactor. Ammonium ions
(NH4+) and phosphate ions(PO43) are present in sufficient
concentrations in the digested sludge, andmagnesium ions (Mg2+) are
added as magnesium chloride (MgCl2) to thereactor. Air is applied
for two reasons. First, it increases the pH by strippingCO2 from
the digested sludge.
Second, the internal recycle allows the struvite crystals to
grow, un-til they reach a size at which they can escape from the
recycle flowand settle. In a second tank, smaller struvite crystals
are also allowed tosettle.
Struvite is continuously removed from the bottom of the two
tanks.Sand washing equipment was tested and adapted to ensure
cleaning andpurification of the recovered struvite. This enables
organic contamination inthe recovered struvite to be reduced to
less than 0.5% TOC/mass (CentreEuropeen dEtudes des Polyphosphates,
2012c). It was also observed thatthe reduction of phosphate ions
and the increase of the bivalent metal ion,by the addition of MgCl2
to the sludge, reduced the sludge water absorbingcapacities. This
leads to a stable, less hydrous floc and usually in 3%
higherdewatering rates (Veltman, 2012). This results in smaller
sludge volumes andhence to lower transportation and disposal costs
and is therefore an impor-tant economical incentive. Additionally,
the dosing of cationic flocculants isreduced, as well as the need
for anti-deposit agents.
Since 2006, P.C.S. GmbH, Hamburg, is the exclusive holder of
thelicense for marketing of the process and the reactor. It has
transferredthis right to the SH+E GROUP, which also has the
exclusive right tobuild AirPrex systems. At the moment, three
full-scale plants are opera-tional, one in Monchengladbach
(Germany), one in Wamansdorf (Ger-many), and one in Emmen (the
Netherlands). In these plants 8090% ofthe phosphate is removed from
the liquid phase of the digested sludge asstruvite.
The recovered struvite quality is conform, except for the water
solubility,to the German fertilizer regulations and was certified
in 2008 as mineral Pfertilizer (Kern, 2009). The recovered struvite
can therefore be marketed asa fertilizer. Berlin Wasserbetriebe is
marketing the recovered struvite locallyunder the trade name of
Berliner Pflanze (Berlin Plant) through cooperationwith the
fertilizer industry and distributors (Centre Europeen dEtudes
desPolyphosphates, 2012c).
4.5.2. SEABORNE
The Seaborne process was developed by the Seaborne Environmental
Re-search Laboratory and treats municipal digested sewage sludge,
to enablerecovery of phosphorus and nitrogen, heavy metal
separation, and energyrecovery through incineration of solids
(Seaborne, 2007). In the Seaborneprocess, nutrients are separated
from the sewage sludge and processed to
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 361
FIGURE 10. Process flow sheet of the Seaborne process at the
WWTP Gifhorn (Muller et al.,2005).
a fertilizer containing no heavy metals or organic pollutants
(Muller et al.,2005). In the first process step (Figure 10), an
acidification of the sludgeoccurs by the addition of sulfuric acid
in order to dissolve the solids and torelease heavy metals and
nutrients. The remaining solids are separated fromthe flow by using
a centrifuge and a filter system and are then dried anddirected to
the sludge incineration. In the next treatment step, the
sulfur-rich digester gas is used to precipitate the heavy metals
from the effluentliquor. This consequently reduces the sulfur
content of the digester gas andthus improves its value for energy
production. In this case it is utilized in aco-generation
plant.
In the following process step the nutrients are recycled.
Phosphate isprecipitated as struvite by the addition of sodium
hydroxide, to obtain analkaline pH-value, and magnesium oxide as
precipitant. Finally, the surplusnitrogen is recovered by air
stripping of ammonia, followed by the pro-duction of ammonium
sulfate with sulfuric acid. The treated process streamflows back to
the influent of the WWTP.
The products of the Seaborne process struvite and ammonium
sulfate,can be reused as fertilizer in agriculture (Gunther et al.,
2008). A first full-scale pilot plant was built between 2005 and
2006 at the wastewater treatmentplant Gifhorn, (50,000 p.e.) in
lower Saxony (Germany). It was estimated that
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
362 E. Desmidt et al.
around 90% of the nutrients (P, N) could be recovered by the
Seaborne pro-cess, the phosphorus as struvite, the nitrogen for
just under a third in struviteand the remainder in ammonium
sulfate. This results in daily production ofaround 580 kg of
struvite and 1300 kg of 41% ammonium sulfate solution(Centre
Europeen dEtudes des Polyphosphates, 2012b).
4.6. Phosphorus Recovery From Sewage Sludge Ash
Phosphorus that is not recovered from the liquid phase is
present in thesewage sludge. The sludge produced sometimes ends up
in landfills or inincinerators. Incineration of sludge reduces the
volume by eliminating theorganic content. The incineration residues
are ashes that contain the nutrientsand the inorganic material. Of
the nutrients in the ash, phosphorus is themost important to
recover. As the untreated incineration ashes still containheavy
metal compounds above the legal limits and the phosphorus
exhibitslow bioavailability, they cannot be used in agriculture.
There are two typesof recovery methods of phosphorus from
incineration ash: a dry thermalprocess and a wet chemical process
(Kaikake et al., 2009). For the wetchemical process, phosphorus is
extracted by acid or an organic solvent andsubsequently recovered
from the solution. For the dry process, phosphorus isrecovered by
melting the ash. Incinerated ash can also be used as
secondarymaterial in the phosphate industry for the production of
elementary (white)phosphorus (Schipper et al. 2001). Until now,
only two thermal processesare running full scale.
The remaining ash (after P-recovery) can be mixed with cement
orconcrete. Bricks or some other objects can be made of ash or the
ash can bemelted and solidified as a ceramic material (Levlin,
1999).
4.6.1. THERMOCHEMICAL PROCESS: ASH DEC (OUTOTEC)
ASH DEC Umwelt AG (2009) developed and patented a thermochemical
pro-cess to eliminate heavy metals from ash and simultaneously make
nutrientsplant available. Since 2011, the registered brand ASH DEC
has been acquiredby Outotec (Hermann, 2012a).
A schematic overview of the process is given in Figure 11.
Monoinciner-ation of the sludge completely destroys the organic
pollutants in the first step.The incineration residues are ashes
with high phosphorus content, but stillcontain heavy metal
compounds above the legal limits for agricultural use(Adam et al.,
2009). In the second step, the thermochemical step, the
sewagesludge ash is mixed with solid chlorine donors (MgCl2 and
CaCl2) and ex-posed for 2030 min to a temperature of 1000C. At this
temperature, heavymetalsusually mercury, cadmium, lead, copper, and
zincreact with thesalts, become gaseous, and evaporate.
The amount of added chlorine donors depends on the concentration
ofheavy metals in the ash and the target removal rates as required
by national
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 363
FIGURE 11. Schematic overview of the Ash Dec process (modified
from Adam et al., 2009).
fertilizer legislation in European countries (Hermann, 2009a).
Additionallyto the removal of heavy metals, new phosphate mineral
phases (calcinedphosphates) are built up during the thermochemical
process resulting inan improved P-bioavailability. The P-mineral
phases (calcined phosphates)that are formed at temperatures of
approximately 1000C are the calciumphosphate chlorapatite
(Ca5(PO4)3Cl1-x(OH)x), the magnesium phosphatefarringtonite
(Mg3(PO4)2), and the calcium-/magnesium phosphate stanfield-ite
(Ca4Mg5(PO4)6). So due to the thermal treatment process, the
formationof the Mg-bearing mineral phosphate phases stanfieldite
and farringtonitewas found to be the reason for the improved
bioavailability of phosphorusin the treated ashes (Adam, 2009; Adam
et al., 2009).
A 200 kg.hr1 pilot plant was successfully operated in Leoben,
Austria(by ASH DEC Umwelt AG, and now by Outotec GmbH) and an
industrialscale plant is currently being planned by Outotec GmbH
(Centre EuropeendEtudes des Polyphosphates, 2011).
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
364 E. Desmidt et al.
After the thermochemical treatment, the treated ashes are mixed
withother nutrients (NH4NO3, K2SO4, KCl) and the mixtures are
pelletized usingspecial mixers. In this way the ASH DEC
NPK-fertilizer (2058 as N-P2O5-K2O) is produced and currently sold
under the PhosKraft brand (Adam,2009; Hermann, 2009b). They contain
two orders of magnitude less cadmiumand one order of magnitude less
uranium than most phosphate rock basedfertilizers and are equally
effective in terms of yield and phosphate uptakeby crops. The
product matches the principles of organic farming and is atpresent
under scrutiny for being admitted in Annex II A of Regulation
(EC)889/2008 (Hermann, 2012b), as a plant protection product.
Leading soil andplant nutrition research institutes in Germany,
Switzerland, the Netherlands,and Austria have tested and confirmed
the product quality in numerouspot and field tests. As a
consequence, Austrian and German governmentshave licensed PhosKraft
fertilizers for application on pasture and cropland(Hermann,
2012b).
4.6.2. ELECTROTHERMAL PHOSPHORUS RECOVERY
Thermphos International, located in Vlissingen (the Netherlands)
is oneof the worlds largest producers of phosphorus, phosphoric
acid, phos-phates, phosphonates, and phosphorus derivatives. They
are even the onlywhite phosphorus producer in Western Europe. To
make white phosphorusThermphos relies on phosphate rock. For the
production of white phos-phorus, an electrothermal process is
applied. On a yearly base 600,000 tonsof phosphate rock
(approximately 90,000 tons of phosphorus) is bought allover the
world (Korving and Schipper, 2007). As phosphate rock is a
finiteresource, the company has decided to replace a part of their
phosphorus in-take (17,500 tons P) by recovered materials (Schipper
et al., 2001). ThereforeThermphos concluded a cooperation with the
Sewage sludge incinerationplant of Noord-Brabant (SNB) from 2007 to
2012. SNB is the largest sludgeincineration plant in Europe,
located in Moerdijk, the southern part of theNetherlands. During
this five-year cooperation SNB supplied phosphate richsludge ash to
Thermphos, that uses this sludge ash in its production process.
An important condition for the sludge ash is that it contains
low ironconcentrations and high phosphorus concentrations. It is
important that themolar ratio of Fe/P is lower than 0.3 (Geeraats
and Reitsma, 2007) becauseduring the process iron reacts in the ash
and forms a byproduct ferrophos-phorus. A high iron content thus
leads to a decrease of the conversion ofphosphorus and an increase
of the byproduct ferrophosphorus, which is notdesired (Geeraats and
Rieitsma, 2007). Table 6 represents the requirementsfor the
phosphorus content as well as the most important substances
disturb-ing the electrothermal process: copper, zinc, and iron. As
described earlier,the produced calcium phosphate from the
Crystalactor of Geesterambachtwas used in the production process of
Thermphos. In Table 6 the quality ofthe precipitate from that plant
is compared with the P-industry requirements
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 365
TABLE 6. Quality of calcium phosphate precipitation compared
with the requirements of thephosphorus industry (Thermphos) for
sewage sludge ash (Schipper et al., 2001)
ElementConcentrations required by the
phosphorus industry (g.kg1 ash)Calcium phosphate from
theCrystalactor (g.kg1 ash)
P2O5 >250 260Copper
-
366 E. Desmidt et al.
be concluded that if both ammonium and potassium are present in
excess,struvite will precipitate instead of K-struvite. This means
that K-struvite willonly precipitate if the excess of potassium is
much higher than ammonium.Therefore K-struvite can for instance be
formed from denitrified wastewater(Schuiling and Andrade, 1999).
Examples of potassium rich wastewaters areleachate, urine and
livestock manure. Also K-struvite is not recognized as afertilizer
by the EU directive 2003/2003. This impedes the marketing of
theproduct.
5.2. Liquid Swine Manure Treatment System Developed by Vanottiet
al. (2005)
Livestock manure is a mixture of urine, water and feces.
Livestock urineusually contains more than 55% of the excreted N of
which more than70% is in the form of urea (Vanotti and Szogi,
2009). Hydrolysis of ureaby the enzyme urease produces ammonium and
carbonate according to thefollowing reaction:
CO(NH2)2 + 2H2O 2NH+4 + CO23 (6)Consequently, precipitation of
phosphate in animal wastewater using
an alkaline compound such as lime is very difficult due to the
inherenthigh buffering capacity of liquid manure. This problem can
however besolved by using a prenitrification step that reduces the
concentration of bothammonium (Equation 7) and bicarbonate
alkalinity (Equation 8; Vanotti et al.,2005):
NH+4 + 2 O2 NO3 + 2H+ + H2O (7)HCO3 + H+ CO2 + H2O (8)
The buffering effect of ammonium is reduced by biological
nitrificationof ammonium to nitrate (Equation 7). Simultaneously,
the buffering effectof bicarbonate is greatly reduced with the acid
produced during nitrification(Equations 7 and 8). These two
simultaneous reactions leave a less bufferedliquid. In this way
smaller amounts of lime have to be added to the wastew-ater to
recover the phosphate as calcium phosphate.
Based on the previous background Vanotti et al. (2009) developed
apatented process (2010) to recover phosphate from liquid swine
manure.In the treatment system (Vanotti et al., 2003; Vanotti et
al., 2005; Szogiand Vanotti, 2009) raw liquid swine manure is first
treated through an en-hanced solid-liquid separation process with
polymers to remove most ofthe carbonaceous material from the
wastewater. The liquid swine manureis then treated with the
nitrification to oxidize ammonium to nitrate. The
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 367
latter also reduces the buffer capacity of the wastewater. The
pH of the ni-trified wastewater is then increased by the addition
of calcium hydroxide,which results in the precipitation of calcium
phosphate. The phosphate pre-cipitate is separated from the
wastewater by a phosphorus separation unit(Vanotti et al., 2007). A
denitrification tank can also be incorporated intothe treatment
system to provide total N removal in addition to the phos-phate
removal. The effectiveness of the technology was tested in a pi-lot
field study at ten swine farms in North Carolina, where 9598% ofthe
P was precipitated from the anaerobic lagoon effluent. The first
fulldemonstration plant was installed on Goshen Ridge farm in North
Car-olina and was evaluated during one year. Phosphate removal
efficienciesof 94% were obtained during this test (Vanotti et al.,
2007). The final prod-uct is a calcium phosphate rich sludge that
can be used as P fertilizer(Bauer et al., 2007).
5.3. Calf Manure Treatment in Putten (the Netherlands)
A full-scale plant for the recovery of K-struvite from calf
manure has been in-stalled at Putten (the Netherlands; Schuiling
and Andrade, 1999). This facilitytreats 115,000 m3 calf manure per
year (Schuiling and Andrade, 1999).
Before the phosphate is recovered as K-struvite, the calf manure
is sep-arated in a solid and a liquid fraction. The liquid fraction
is then processedin a biological activated sludge system, in which
the organic carbon and thenitrogen are broken down. After
nitrification/denitrification and settling, thephosphate rich
effluent is treated with a magnesium source (MgO) to formK-struvite
in a series of three continuously stirred tanks. Mechanical mix-ers
keep solids in suspension, mix the liquor to bring ions in contact
withnuclei and to dissolve MgO, which is rather poorly soluble. The
dissolvingMgO increases alkalinity to pH of 8.59, where K-struvite
starts to precipi-tate (Schuiling and Andrade, 1999). After
K-struvite precipitation the effluentgoes to a lamellae separator.
The clarified effluent contains between 15 and25 mg.L1 P (95%
removal efficiency; Reitsma and Bults, 2006).
Approximately 125 kg P is recovered per day. Although potassium
re-moval or recovery is not a priority in wastewater treatment, it
is a valuablefertilizer component (Wilsenach and van Loosdrecht,
2002). The obtainedK-struvite is not recognized by the EU
legislation as a fertilizer. Thereforeit cannot be sold or
transported as a fertilizer and therefore the market forK-struvite
is rather small. K-struvite can be used as a material for
fertilizers oras secondary raw material for the phosphate
processing industry. However,the latter is difficult for low
production quantities (tons per year; Verhoek,2011). In the case of
Putten the K-struvite is transported and processed byThermphos
(Reitsma and Bults, 2006).
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
368 E. Desmidt et al.
6. DISCUSSION
6.1. Recovery From the Liquid Phase Versus Recovery From
theSludge/Sludge Ash
Compared to the wet-chemical process (e.g., Seaborne) and the
thermal pro-cesses (e.g., Thermphos and Ash Dec), precipitation
from the liquid phase(e.g., Phospaq, NuReSys, ANPHOS, Phosnix,
Pearl) is a simple process.About 4050% of the phosphate (of WWTP
influent) can be recycled byadding a magnesium or calcium compound
as the precipitant and NaOHor CO2 stripping for increasing the pH.
In this way struvite or calciumphosphate can be precipitated from
the liquid phase in a stirred tank re-actor or fluidized bed
reactor. Stirred tank reactors are simple in operationwhen compared
to fluidized bed reactors (Stratful et al., 2004). The op-eration
of fluidized bed reactors require high flow rates and/or
significantmixing energy to ensure that the bed of seeds is
continuously fluidizedwhich will lead to a higher energy
consumption compared to stirred tankreactors.
Several techniques have been developed for phosphate recovery as
cal-cium phosphate, but only a few have been practically used at
full scale,since the existing techniques are far from perfect and
economical. The DHVCrystalactor is an example of a full-scale
phosphate recovery process forcalcium phosphate. There are some
strict conditions for the influent of thisprocess: before the
influent enters the fluidized bed, it must be acidifiedto pH 3 to
remove carbonate and then be alkalized to pH 9 to realize
thecrystallization of calcium phosphate. The need for carbon
dioxide strippingand the high operational pH to achieve
precipitation, obviously consumesa lot of energy and chemicals.
This correspondingly increases the cost ofthe technology. Besides
that, sand is added to the crystallization reactoras calcium
phosphate crystallites aggregate around existing surfaces
(het-erogeneous nucleation) rather than growing spontaneously from
the solu-tion (homogeneous nucleation), as it is the case for
struvite. Vanotti et al.(2009) proved that the problem of the
carbonate interference can be circum-vented by treating the
wastewater in a nitrification step before precipitatingphosphate as
calcium phosphate by the addition of lime. Struvite precip-itation
is more applied at full scale than calcium phosphate
precipitation,this can be mainly explained by the more simple
operation and easiercrystallization.
When recovering P from the sludge, as in the AirPrex technology,
onehas to take into account that the crystals formed will have to
be washed.In the case of the AirPrex technology, a sand washing
equipment was usedfor cleaning and purification of the recovered
phosphate, resulting in anadditional investment cost.
Recovering phosphorus by wet-chemical and thermal processes
fromthe sludge/sludge ash can obtain higher P-recovery rates than
recovering
Dow
nloa
ded
by [V
irgini
a Com
monw
ealth
Univ
ersity
Libr
aries
] at 0
2:23 2
5 Jun
e 201
5
-
Phosphorus Scarcity and P-Recovery Techniques 369
phosphorus from the liquid phase. Up to 90% of the phosphorus
can be re-covered from sludge and sludge ash, but large amounts of
chemicals and/orenergy and many process steps are required, which
mean that these pro-cesses have high investment and operational
costs.
6.2. P-Recovery Processes: Field of Application
Recycling P from the liquid phase can be done on a small or a
large scaleand at nearly every WWTP. The suppliers of the
techniques for P recyclingfrom the liquid phase, state that these
processes can be applied for wastew-ater treatment in the
agricultural dairy, brewery and starch manufacturingindustries,
potato processing companies, rejection water (Colsen, 2009),
ma-nure treatment, and urine (Kampschreur, 2011). However, up to
now theseprocesses are only used in a few potato processing
companies and for thetreatment of rejection water. Potato
processing companies are suitable forphosphate recovery since their
wastewater contains large amounts of phos-phate. During preparation
of the prebaked frozen product, the potatoesare treated with sodium
acid pyrophosphate after the blanching treatment.Sodium acid
pyrophosphate (Na2H2P2O7) is needed to complex iron (Fe2+).In this
way sodium acid pyrophosphate prevents that iron in the
potatoreacts with chlorogenic acid during the heating processes
(Rossell, 2001).The oxidation of the Fe2+-chlorogenic acid complex
by oxygen from theair would otherwise result into a grayish-colored
substance that causes theafter-cooking gray discoloration (Rossell,
2001). The blanching treatmentalso causes leaching of phosphate
from the potatoes. As such, the blanch-ing treatment and the
addition of sodium acid pyrophosphate are the mainreasons for the
high phosphate concentrations in the wastewater of potatoprocessing
companies. Agricultural diary, brewery and starch
manufacturingindustries have less phosphorus in their waste