-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
1/54
(Pulido, 2014)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
2/54
1) En un organizador grfico indicar en qu consiste el diagrama
de Pareto, su propsito que significa el principio !0 " 20
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
3/54
DIAGRAMA DE PARETO: Es una grfica que representa en forma
ordenada el grado de importancia que tienen los diferentes factores
en undeterminado problema, tomando en consideracin la frecuencia
con que ocurre cada uno de dichos factores.
Wilfredo Pareto, economistaitaliano centraba su atencin en
elconcepto de los "pocos vitales"
contra los "muchos triviales".
Los primeros se refieren a aquellospocos factores que
representan laparte ms grande o el porcentajems alto de un total,
los segundosson aquellos mltiples factores querepresentan la
peque!a parte .
PROPSITO:Identificar los"pocos vitales" o ese 20% detal manera
que la accincorrectiva que se tome, se
aplique donde nos produzcaun mayor beneficio.
l catalogar los factores pororden de importancia. facilitauna
correcta toma dedecisiones.
Ventajas:
Es el primer paso para lareali#acin de mejoras $ canali#alos
esfuer#os hacia los %pocos
vitales&'.$uda a priori#ar $ a se!alar la(mportancia de cada
una de lasreas de oportunidad.
)e aplica en todas las situaciones endonde se pretende efectuar
unamejora, en los componentes de la*alidad +otal la calidad del
producto-servicio, costos, entrega,seguridad, $ moral.
Permite la comparacinantes-despus, a$udando acuantificar el
impacto de lasacciones tomadas para lograrmejoras.
Promueve el trabajo en equipo $a
que se requiere la participacin detodos los individuos
relacionadoscon el rea.
PRINCIPIO 80-20:/oseph /uran $ lan La0elinformularon la regla
12342 basado
en los estudios $ principios dePareto.
Significa!:Si se tiene un problema con muchascausas el 20% de
las causasresuelven el 80% del problema y el80% de las causas solo
resuelven el20% del problema.
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
4/54
2) #e las preguntas de repaso del cap$tulo 10 contestar la
pregunta %&
'no de los principales prolemas del rea de finanzas de una
empresa son losceques sin fondos de pago de los clientes& Por
ello, se duda en aplicar medidasms enrgicas con todo pago con
ceques o slo acerlo con ciertos clientes&*+mo utilizar$a la
estratificacin para tomar la meor decisin-
.a estratificacin que utilizar$a es clasificar seg/n el impacto
tener el registro delos clientes, de ceques sin fondo erificar el
monto promedio de ceques sinfondo si son montos grandes, son de
impacto maor&
e multiplica la frecuencia por el impacto del eento, el costo
del ceque sin fondoe esta forma se clasificar a clientes de alto ao
impacto los ceques sinfondo con alta frecuencia un alto alor, se
puede aplicar alguna pol$tica deseguridad control ms
drstica&
%) #e las preguntas de repaso del cap$tulo 10 realizar los
eercicio 4, 1%
Pregunta 43
En un rea de sericios dentro de una empresa de manufactura se
ace unaencuesta para ealuar la calidad del sericio el niel de
satisfaccin de losclientes& .a encuesta consiste en 10
preguntas cada una de ellas eal/adiferentes aspectos del sericio
proporcionado& .as respuestas para cadapregunta es un n/mero
entre 0 10& Para acer un primer anlisis de losresultados
otenidos se suman los puntos otenidos de las 10 preguntas para
cadacuestionario& continuacin se muestran los untos otenidos en
50 cuestionarios&
6! 6! !2 !5 !1 !7 !0 6%
!4 6! 7! !4 65 6! 67 67
!2 !5 81 !0 60 !6 66 !2
!4 4! 48 %8 %8 4% %5 42
%4 44 48 %4 %0 4% %1 %4
41 42 45 42 %5 %! %8 42
4% 25
a) +onsiderando que los primeros 25 cuestionarios proienen de un
departamento los restantes 25 de otro, realice un anlisis
estratificado por departamento enel que se calculen los
estad$sticos sicos3 media, mediana, desiacinestndar,
etctera&
#EP9:;E
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
5/54
;edia3
xin =80,04
;ediana3
7!606%656767
666!6!6!6!!0!0!1!2!2
!%!4!4!4!5!5!7!681
;ediana3 !0
Desviacin estndar:
S=(XiX)
2
n1
S=(7880 )2+(7880)2+(8280)2+ (8580 )2+
(8180)2+(8680)2+(8080)2+(7380)2+ (8480 )2+(78
n1
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
6/54
(6880 )2+(8480)2+(7580)2+(7880 )2+ (7680 )2+(7680)2+(8280)2+
(8580)2+ (9180 )2+ (8080
n1
(7080 )2+(8780)2+(7780)2+ (8280 )2+(8480 )2
n1
S= 697251 S= 69724 S=5,38
#EP9:;E3
4! 48 %8 %8 4% %5 42
%4 44 48 %4 %0 4% %1 %4
41 42 45 42 %5 %! %8 42
4% 25
;edia3
xin =39,60
;ediana3
48484!45444%4%4%4242
424241%8
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
7/54
%8%8%!%5%5%4
%4%4%1%028
;ediana3 41
Desviacin estndar:
S=I=1n
(XiX)2
n1
S=(4840 )2+(4940 )2+ (3940 )2+ (3940 )2+ (4340 )2+(3540 )2+(4240
)2+(3440)2+ (4440 )2+(49
n1
(3440 )
2+ (3040 )
2+ (4340 )
2+(3140)
2+(3440)
2+(4140 )
2+(4240 )
2+ (4540 )
2+(4240 )
2+ (354
n1
(3840 )2+(3940)2+(4240 )2+(4340)2+(2540)2
n1
S= 778251 S= 77824 S=5,69
) *+ules son sus oseraciones ms importantes acerca del anlisis
ecoantes-
3 En cuanto a la calidad de sericio de cada departamento se
osera que enel departamento > cuenta con maor puntae en las
respuestas de lasencuestas con un rango entre 7! ? 81, mientras que
en el #epartamento lpuntae de las respuestas de la encuesta es
menor con un rango entre 28 48 puntos&
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
8/54
3 .a #esiacin estndar del #epartamento es maor que la
del#epartamento > con 5,%! mientras que la del #epartamento >
es 5,78&
- Estadsticamente el departamento B tiene un mejor servicio ya
que enpromedio la opinin de los clientes estadstica evalan mucho
mejor a estedepartamento; la distribucin de los datos de cada grupo
estn separados.
c) l enfocarse en el departamento con maores prolemas, *ser$a de
algunautilidad estratificar los datos por pregunta- E@plique su
respuesta&
otella !04:apa 615Etiqueta 1!2%+ontra etiqueta 642>otella sin
igusa 817=tros 102:otal otellas enasadas en elmes
424 754
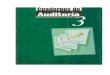
9ealice un diagrama de pareto saque conclusiones&
=rdenamiento de maor a menor
Defecto de
envasado
Frecuenci
a
Absoluta
Frecue
ncia
Relativa
Frecuenc
ia
RelativaAcumula
da
Frecue
ncia
Absoluta
Acumul
ada
20-
80
Etiqueta 1823 36% 36% 1823 80%Botella sin vigusa 916 18% 54%
2739 80%Botella 804 16% 69% 3543 80%Contraetiqueta 742 15% 84% 4285
80%Taa 715 14% 98% 5000 80%!tros 102 2% 100% 5102 80%
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
9/54
Etiqueta Botella sin vigusa Botella Contraetiqueta Tapa
0
1000
2000
3000
4000
5000
.a Etiqueta es el aspecto en el cual se presentan ms
defectos&
4) En tres l$neas como m@imo indicar que es una oa de erificacin
diseAe unaoa de erificacin para un proceso de realizacin de
camisas& Para ello deeguiarse en el formato de la tala&
Hoja de verificacin:
Es un formato impreso construido para colectar datos, de forma
que su registro sea
sencillo sistemtico, que se pueda analizar fcilmente de forma
isual losresultados otenidos& e utiliza en la meora continuade
la +alidad&
Beca3 2015C12C17
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
10/54
1 Baricacin pre produccin 12
2 +orte de tela 6
% EstampacinCordado 7
4 +ostura de ropa 11
5 Poner etiqueta del cuidado 5
7 caar el escote 7
6 =tros 6
:otal recazado 54
:otal aproado 1!0
F 9ecazado %0
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
11/54
5) En 2 l$neas conteste que es un #iagrama +ausa Efecto ?siGaHa,
luego realice una tala comparatia de lo que significa el ;todo de
las7;, ;todo de fluo de proceso, ;todo de estratificacin o
enumeracin de causas&6)6) Diagrama Causa Efecto s!i"a#a3!)8) Es
una representacin grfica que muestra la relacin cualitatia e
ipottica de los diersos factores que pueden contriuir a un
efecto o10) fenmeno determinado&
11)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
12/54
Tabla comarativa"#T!D! DE $A% &"'
Es el %&to'o 'e !onstru!!i(n %)s*a+itual que !onsiste en
agrupar las !ausaspoten!iales - son.
1# /&to'os . 0o!u%enta!i(n a'e!ua'a 'elos pro!esos e. O
2#/ano 'e o+ra. preo!uparse por 'ar la!apa!ita!i(n sea 'a'a lo
!ual nos llevara a
tener gente !ali!a'a que nos a-u'e a!u%plir !on el pro!eso
satis7a!toria%ente
3# /ateria pri%a.esto es +us!ar que losprovee'ores sean los
a'e!ua'os que est&n!erti!a'os 'e %anera tal que ellos
ta%+i&nnos a-u'en a lograr la !ali'a'
4# /aquinaria. estar !onstante%ente 'an'o%anteni%iento
preventivo 'e %o'o tal queno llegue%os a tener alguna !ontingen!ia
opro+le%a
5#/e'i!i(n . !ontar !on un a'e!ua'o !ontrol'e la !a li'a'
equipos !ali+ra!i(n planes'e %uestro asegura%iento 'e la
!ali'a'
6# /e'io a%+iente. +us!ar que nuestragente se i'entique !on la
organi8a!i(n !onla !ultura 'e la e%presa /oral 9alores et!
"#T!D! DE F$()! DE *R!CE%! .on represnta!iones gra!as 'e
unalgorit%o que %uestra los pasos opro!esos a seguir para la!an8ar
lasolu!i(n 'e un pro+le%a: lla%a'o as;porque los s;%+olos
utili8a'os se!one!tan por %e'io 'e O.
Flec+a'n'i!a el senti'o - tra-e!toria 'elpro!eso 'e in7or%a!i(n
o tarea#
Rect,ngulo'?epresenta un evento opro!eso 'eter%ina'o#Rect,ngulo
redondeado' representaun evento que o!urre 'e 7or%aauto%)ti!a - se
sigue una se!uen!ia'eter%ina'a#
Rombo'?epresenta una !on'i!i(n# i la!on'i!i(n se !u%ple el
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
13/54
1%)+on el mtodo de fluo de proceso aplique a la prolemtica de
entas amulantes en el Ecuador& #ee indicar el prolema Cprolemas
las causas del que se deria la prolemtica&
14)
15)Balta de control de las autoridades municipales& I eitar
el caos en las ciudades&
17)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
14/54
Por ende, dee ser prioridad delgoiernoel estalecer pol$ticas
p/licas en el mercado laoral que generen incentiospara el
trasladoacia el sector formal, las cuales permitan que el sector
informal sea incorporado paulatinamente al mercado&
25)
Balta de garant$a en los productos sericios&$e pueden
encontrar productos roados o piratas&$nstalaciones
inadecuadas&$Baltade igiene&$Lnica forma de pago3
efectio&$El estado no recie ingresos por impuesto&$.a
polacin iola las lees&$l cerrase laindustria nacional se
creadesempleo&$#esumaniza a la sociedad&$+rea desorden a
maltrato psicolgico acia laspersonas&$Menera inseguridad
ciudadana&
mpuestos laorales mala legislacin en seguridad social
27)26)Pol$ticas macroeconmicas que afectan a los sectores ms
propensos a optar por la informalidad&2!)28)9eformas
comerciales sin anlisis de impacto en los sectores de menor
productiidad&%0)%1)La falta de fuentes de empleo, los altos
precios de la canasta bsica y los bajos salarios son los
antecedentes del trabajoinformal o autnomo, aquel al que la
Asamblea Constituyente le reconoci garantas, pero que a pro!ocado
conflictos entrecomerciantes y autoridades municipales en el
pas"
%2)
%%)
%4)
%5)%7)
%6)
%!)
http://www.monografias.com/trabajos4/derpub/derpub.shtmlhttp://www.monografias.com/trabajos4/derpub/derpub.shtmlhttp://www.monografias.com/trabajos6/moem/moem.shtmlhttp://www.monografias.com/trabajos12/higie/higie.shtmlhttp://www.monografias.com/trabajos12/higie/higie.shtmlhttp://www.monografias.com/trabajos7/impu/impu.shtmlhttp://www.monografias.com/trabajos4/leyes/leyes.shtmlhttp://www.monografias.com/trabajos10/dese/dese.shtmlhttp://www.monografias.com/trabajos13/segsocdf/segsocdf.shtmlhttp://www.monografias.com/trabajos6/prod/prod.shtmlhttp://www.monografias.com/trabajos4/derpub/derpub.shtmlhttp://www.monografias.com/trabajos6/moem/moem.shtmlhttp://www.monografias.com/trabajos12/higie/higie.shtmlhttp://www.monografias.com/trabajos7/impu/impu.shtmlhttp://www.monografias.com/trabajos4/leyes/leyes.shtmlhttp://www.monografias.com/trabajos10/dese/dese.shtmlhttp://www.monografias.com/trabajos13/segsocdf/segsocdf.shtmlhttp://www.monografias.com/trabajos6/prod/prod.shtml
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
15/54
%8)40)41)42)4%)44)45)47)46)4!)48)50)51)52)5%)
54)#e los eercicios del cap$tulo 12, realizar el eercicio 6&
Eercite la construccin del diagrama de fluo de procesos que usted
conozca&55)%6) Caso: &gencia de viajes com'ra de
'a(uetesdestinos tur*sticos+56)5!)
58)70)71)72)7%)
74)
75)
77) in
O
oli!itar al !liente
pasar a realiar el
pago
norar al
provee'or 'el
servi!io 'el pr(@io
re!orri'o
e !uenta !on el
;nio 'e personas
para ore!er el
re!orri'oD
?egistrar la
reserva!i(n
in
Desea hacer la
reservacin?norar al !liente
so+re los servi!ios
'el re!orri'opaquete tur;sti!o -
"ten'er la llaa'a o
visita 'el !liente
/1/C/!
O
Contar !on el
personal ne!esario
para ore!er el
servi!io
"!on'i!ionar el lugar
!on la
inraestru!tura -
quipo a'e!ua'o
F/1
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
16/54
76)7!)#e los eercicios del cap$tulo 1%, realizar los eercicios !
11&
78),-)E.E/CC0 :61)62)El peso ideal de un producto es de 250 g,
con una tolerancia de ms menos
10 g, para controlar tal peso se usa una carta de control
X " 9, a partir de
la cual se otiene I 25% I 5& +on estos datos conteste
las
siguientes preguntas3
a) *Nu se le controla al peso con la cartaX qu con la carta
9-
6%)
64)+on la cartaX se controla como ar$a la media del proceso con
la carta
9, se controla la ariailidad del proceso&65)) +onsiderando
un tamaAo de sugrupo de 4 8, otenga la l$nea central los
l$mites de control para las correspondientes cartasX &
#$)##)%ubgrupo de &6!)68).;:E +=
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
17/54
81) LCI=2533(2.5)
82) LCI=245.5
8%) X=
n
84) X=
5
4 I 2&
'()%ubgrupo de '87)86)8!).;:E +=
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
18/54
11%) X=
5
9 I 1&76
114)115)c) i usando un tamaAo de sugrupo de nI 4, se otienen las
siguientes
medias muestrales de manera sucesia3 245, 24!, 244, 24%, *El
procesoest en control estad$stico- rgumente&
117)116)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
19/54
710 10 10 10 10
10%,12 4,6
1!%)6
1!4)8!,
1!5)86,
1!7)88
1!6)10
1!!)88
1!8)8!,!!
180)%
181)
!
182)10
18%)88,
184)10
185)88,
187)8!,
186)
88,6!
18!)
2,4
188)8
200)10
201)10
202)8!,
20%)10
204)10
205)100,!4
207)4,%
206)10
20!)86,
208)88,
210)10
211)88,
212)10
21%)88,77
214)2,!
215)11
217)10
216)10
21!)10
218)88,
220)10
221)101,17
222)2,7
22%)12
224)10 225)10 227)10 226)86, 22!)10 228)100,0!
2%0)4,4
2%1)1%
2%2)10
2%%)10
2%4)10
2%5)10
2%7)10
2%6)102,57
2%!)1,!
2%8)14
240)86,
241)10
242)88,
24%)8!,
244)10
245)88,%
247)2,8
246)
15
24!)10
248)10
250)8!,
251)88,
252)10
25%)
100,4
254)
2,4255)
17
257)10
256)8!,
25!)86,
258)10
270)10
271)100,1
272)4,%
27%)16
274)10
275)10
277)10
276)10
27!)88,
278)100,74
260)1,!
261)1!
262)88,
26%)10
264)10
265)86,
267)10
266)88,84
26!)4,4
268)18
2!0)10
2!1)10
2!2)88,
2!%)88,
2!4)88, 2!5)
88,8!2!7)
2,%
2!6)20
2!!)10
2!8)10
280)10
281)10
282)10
28%)100,8
284)1,4
285)21
287)10
286)10
28!)10
288)10
%00)8!,
%01)100,14
%02)1,!
%0%)22
%04)88
%05)88
%07)10
%06)10
%0!)86,
%08)88,4!
%10)%,5
%11)
%12)
%1%)
%14)
%15)
%17)
%16)X
I10
%1!)R I
2,!
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
20/54
0,26
5
%18)
a& =tenga una carta e interprtela&
%20) Para la elaoracin de la carta de control 3
%21) +alculo las l$neas de control a partir de la tala inicial
donderecogimos la informacin&
%22) .$nea central I .+ IX I 100,26
%2%) .$mite de control superior I .+ IX Q 2
R I 100,26 Q
((0,566)(2,!5)) I 101,81
%24) .$mite de control inferior I .+ I
X " 2R I 100,26 " ((0,566)
(2,!5)) I 8!,7%
%25)
%27) 9ealizo la carta de control con los l$mites de control las
medias de lasmuestras
%26)
96#00
97#00
98#00
99#00
100#00
101#00
102#00
103#00
104#00
Carta de control 3 barra
>iite 'e !ontrol inerior
>iite !entral
>iite 'e !ontrol superior
/e'ia
A4is Title
%2!)
%28) l oserar la carta de control se puede notar que e@isten 2
puntosque sorepasan los l$mites de control, de esto se puede
deducir que e@istenpor una causa especial, se dee inestigar su
causa tomar accionescorrectias para solucionar el prolema& Esto
quiere decir que el procesoest fuera del control
estad$stico&
$C 5
$C% 5
$C/ 5 987&:
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
21/54
%%0)
a& nterprete los l$mites de control estalezca la diferencia
conceptual de stoscon las especificaciones&
%%1)%%2) .os l$mites de control son otenidos a partir de la
ariailidad propia
del proceso, entre qu alores oscilan las medias medidas,
mientras que lasespecificaciones son los alores estndares alores
que tiene como oetio laempresa&%%%)
a& ;ediante una carta de control 9, inestigue si el proceso
estuo en controlestad$stico en cuanto a la ariailidad&
%%4) Para la elaoracin de la carta de control 93
%%5) +alculo las l$neas de control a partir de la tala inicial
donde
recogimos la informacin&
336) 4imite centra5:
%%6) R=R
%%!) .+ IR I 2,!5
%%8)
37-) 4*mite de contro5 su'erior:
%41) R+3R
%42) .+ I #4R 3
%4%) 2,115 (2,!5) I 7,0%
%44)
37%) 4*mite de contro5 inferior:
%47) R3R
%46) #%R 0 (2,!5) I 0
%4!)
378) Carta de contro5 / con 5os 5*mites de contro5 9 5as medias
de 5as
muestras:
%50)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
22/54
%51)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 220
1
2
3
4
5
6
7
CARTA DE C!1TR!$ R
>iite !entral >iite 'e !ontrol superior
>iite 'e !ontro l inerior ?ango
?ango
%52)
& E@plique con sus palaras cual es la diferencia entre lo
inestigado en a) en c)&(#iferencia entre las dos cartas)
%5%) .a carta de control de (testada) nos auda a er el
comportamientode como fluct/a el proceso respecto de una
caracter$stica deseada, mientrasque la carta de control 9 nos auda
a oserar controlar la ariailidad de esacaracter$stica en el
proceso&
%54)
%55)
c& Para continuar con el uso de la carta de control, *Nu
l$mites de controlpropondr$a-%57)
%56) 'tilizar$a los l$mites reales como l$mites de control&
e otienecalculando la media la desiacin estndar de las medidas
indiiduales&%5!)
%58) Lmitesreales : 3
%70)%71) +omo e@isten muestras que superaron los l$mites de
control se puedeproponer la carta de art$culos defectuosos que es
la carta P&
%72)
%7%) Pi=d i /ni
$C/ 5 0
$C 5 278;
$C% 5 &70:
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
23/54
%74)
d& nalice la capacidad del proceso& Para ello3%75)
%77) =tenga un istograma e inserte tolerancias3
%76) Para construir el istograma lleamos a cao los siguientes
pasos3
" Paso 13 #etermino el rango de datos%7!)
%78) 9 I 104,8 ? 86,2 I 6,6 (nteralo)
%60)
" Paso 23 =tengo el n/mero de clases (
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
24/54
38)
3
%88) 88,1% ? 100,08
400)
401)21
402) 18,08F
7-3)
7
404) 100,08 ? 101,05
405)
407)%5
406) %1,!2F
7-)
%
408) 101,05 ? 102,01
410)
411)17
412) 14,55F
713)6
414) 102,01 ? 102,8!
415) 417)6
416) 7,%7F
71)
,
418) 102,8! ? 10%,84
420) 421)4
422) %,74F
723)
424) 10%,84 ? 104,8
425) 427)2
426) 1,!2F
42!) :=:. 428) 1104%0)
4%1)
8
6
26
:;
6&
RA"A
$ongitud ?mm@
Frecuencia
" +alcule los $ndices +p , +pG +pm, e interprtelos
4%2)
;edia
4%%)4%4) RI100,2! mm4%5)
#esiacin Estndar
4%7)
4%6) =Xn=Rd2= 2,85
2.326
4%!)
EE/
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
25/54
4%8) =1.26
440)
Sndice +p441)
442) +p IESEI
6 I102986(1,26) I 0,5%
44%) eg/n el resultado del +p, podemos analizar que el proceso
est en+lase o categor$a 4, lo que quiere decir que el proceso no es
adecuado parael traao se requiere de modificaciones mu serias&
dems, se puedeconcluir que el proceso tiene un porcentae de
16,2224F fuera de las dosespecificaciones&
444)
Sndice +pG (Sndice de capacidad real del proceso)" Sndice de
capacidad inferior
445) +pi XEI3()
447) +pi
100,28983(1,46) I 0,52
" Sndice de capacidad superior446)
44!) +pi
ESX3()
448)
450) +ps
102100,283 (1,46) I 0,%8
451)452) +pGI 0,%8 (;$nima entre los dos alores)
45%)
454) El $ndice de capacidad real es el menor entre el $ndice de
capacidadinferior el $ndice de capacidad superior& Por tanto,
el $ndice de capacidadreal del proceso es 0,%8 el cual es muco ms
pequeAo que +p, estoindicar que la media del proceso est aleada del
centro de lasespecificaciones& e dee corregir el prolema de
descentrado se podralcanzar la capacidad potencial indicada por
+p&
455)
Sndice +pm (Sndice de :aguci)457)
456) +pmIESEI6 ()
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
26/54
45!) +pm I102986(1,48) I 0,45
458)470)
471) =2+(N)2
472)
47%) =1,462+(100,28100)2=1,48
474)475) l ser el +pm menor que 1 el proceso no cumple
especificaciones porprolemas de centrado o ariailidad& En este
caso el +pi est mu aleado del+ps seg/n el +p la ariailidad no es
adecuado para el traao, requiera
modificaciones mu serias 477)476)
" =tenga los l$mites naturales o reales del proceso comprelos
con lasespecificaciones&
47!) .$mite natural superior (.9) I
768) +3
460)
461) 100,2! Q ((%) (1,27)) I 104&07462)46%) .$mite natural
inferior (.9)
464)465)
7,6) 3
466)46!) 100,2! " (%)((1,27)) I 87,5
468)4!0)
4!1) +on los resultados otenidos de los l$mites naturales se
salen de losl$mites de la tolerancia deseada&4!2)
e& *+ules son sus conclusiones generales tanto en lo
referente a la estailidad delproceso como a su capacidad-
4!%) En la frica de autopartes, oserando el istograma en las
cartasde control ("9) se conclue que el proceso tiene estailidad,
pero oserandola carta de la media, el istograma los coeficientes de
calidad el proceso no esaceptale&4!4)
4!5) .os $ndices de capacidad muestran que la media del proceso
estligeramente descentrada acia la dereca aleada de las
especificacionesideales que requiere la arra en el momento de
ensamlarla&
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
27/54
4!7)4!6)
4!!)
4!8)
480)
481)
482)
48%)
484)
485)
487)
486)
48!)
488)
500)
501)
502)
50%)
504)
505)
507)
506)
50!)En un proceso de manufactura de taretas electrnicas se
quiere inestigar larelacin entre 3 rendimiento de prueas (ield) T3
desperdicio (scrap)&508)510)511)
.os datos otenidos son los siguientes3512)51%)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
28/54
514)515)
517)516)51!)518)520)521)522)52%)524)525)527)526)52!)
*Nu tipo de relacin e@isteentre las ariales- pese enun diagrama
de dispersin elcoeficiente de correlacin&
528)5%0)5%1)
5%2)B=9;'. #E +=EB+E
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
29/54
541)
(y iy )2=
i=l
n
y i2
(i=l
n
y i)2
n
Syy=i=l
n
542)54%)544)
545)
547)546)54!)548)550)551)552)
55%)554) Mrfico de
dispersin3555)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
30/54
557)
86 87 88 89 90 91 92 930
1000
2000
3000
4000
5000
6000
F
556)
55!)
558)#e acuerdo al grfico de dispersin podemos oserar que es una
correlacin
lineal negatia&
570)
571)
572)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
31/54
57%)
574)575)577)576)57!)578)560)561)562)56%)564)565)567)566)56!)568)5!0)5!1)5!2)5!%)5!4)5!5)5!7)5!6)5!!)5!8)
580)581)582)58%)584)585)587)
8@
i
88@
desviaci
n 9i
;, .M Mroup, ;otrola,amsung, Buerza area deEstados 'nidos
W 'n estudio elaorado en 1886demostr que si una empresa
noutiliza la metodolog$a eis sigma,gasta en promedio 10F de
susganancias en reparacionesinternas e@ternas, mientras quecon la
igma se utiliza /nicamenteel 1F&
C&/&C@E/?@C&?
W u metodolog$a en la gerencia decalidad, proee a las
empresaserramientas para meorar sus negocios&
W El oetio es llear a cao un proceso deeliminar sistemticamente
los defectosde la ineficiencia, siendo adems popularen mucas
empresas pequeAosnegocios&
W :iene como propsito entrega un altorendimiento, fiailidad alor
para elcliente&
W e considera al sigma como un tema de:N;(:otal Nualit
;anagement)&
W uda a las compaA$as a centrarse endesarrollar entregar
productos sericios casi perfectos&
W Permite detectar inmediatamente losprolemas en cuanto a
produccin comocuellos de otella, productosdefectuosos, prdidas de
tiempo etapascr$ticas&
W 'tilizado para meorar la comunicacin relaciones con los
clientes, empleados accionistas as$ como la meora de latotalidad
del proceso de interaccin,comunicacin diseAo del producto&
C00 ?E &P0;&:
El programa eis igma seapoa en entrenamiento paratodos sore la
metodolog$a#;;+ us erramientasrelacionadas&
Meneralmente, lacapacitacin se da sore laase de un proecto que
sedesarrolla de manera paralelaal entrenamiento, lo que le daun
soporte prctico&
&C@0/E?:W .$der eecutio3 on los responsales de la
isin aplicacin de la metodolog$a,
/ 0hampions (campeones opatrocinadores)3 on la alta direccinque
se encarga de la aplicacin seissigma a lo largo de su
organizacin&
/ 1aster blac2 belt (maestro cinta negrao asesor senior)3
signado a latotalidad o maor parte del tiempo a
lametodolog$a&
/ Blac2 belt (cinta negra)3 e centra enla eecucin, generalmente
son losmandos medios
/ 3reen belt (cinta erde)3 on losempleados que audan a
eecutarproectos espec$ficos otrasresponsailidades de traao&
/ yello4 belt (cinta amarilla)3 Estaentrenado en conceptos
generales erramientas sica
!85)2& 9ealice un organizador grfico de los siguientes
temas3 ntecedentes de eis igma, sus caracter$sticas, como se apoa,
que actores
interiene&!87)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
41/54
!86)!8!)
1& 9ealice un diagrama de fluo de las etapas de eis igma e
indique que es el $ndice X cmo se calcula&!88)
F/1Evolucin del roecto estabilidad
2 ericar la estabilidad; C!1TR!$AR
pleenta!i(niseAo.
Ben!*arGing
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
42/54
DE"INIR
Ca#acte#isticas eP#!$ect!s
(5(*(6
7eali#ar el Pro$ecto*harter
8acer mapeo del proceso
9efinir variables $m.tricas del proceso
MEDIR
Definici%n e &'nea (ase
"nali#ar datos
9efinir plan derecoleccin de datos
:alidar sistema demediacin
800)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
43/54
Va&ia# ca+sas
P#i!#i,a# $se&ecci!na#
ca+sas
:alidar resultados
Secumpli elobetivo delproyecto!
*ierre de pro$ectos
;in
8-1)
%/
1!
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
44/54
En sirve para medir la capacidad o nivel de calidad de un
proceso con unacaracter=stica de calidad de tipo continuo que tiene
especificaciones
)e calcula la distancia entre las especificaciones $ la media
del proceso en unidades dela desviacin estndar
En espec=fico, para un proceso con doble especificacin se tieneZ
superior,Zs, $Z
inferior, >p.
La capacidad de un proceso medida en trminos del =ndiceZ es
igual al valor ms
peque!o deentreZs $Zp es decir
8-2)8-3) ADCE 804)805)807)
806)
80!)
808)
810)
811)
812)81%)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
45/54
814)
815)
817)
816)
81!)
818)
820)
821)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
46/54
DMAMC
DE"INIR
9efi nir el problema?:**@ $ se!alar cmoafecta al cliente
para
precisar los benefi ciosesperados del proceso.
8erramientas
3 Aapeo del proceso
3 9iagrama Aatricial
3 Benchmar0ing
3 *ostos de calidad
MEDIR
Aedir las :**, verificar que pueden medir
bien $ determinar
la situacin actual
3 Aapa de procesos
3 9iagrama de pareto,efecto
3 Atodos de muestreoestad=stico
3 *apacidad del sistema de
medicin39istribucin normal
3 *apacidad del proceso
ANA)I*AR
(dentificar las causasra=#, cmo se generael problema $ confirmar
las causas condatos
3 AE;
3 *artas Aulti :ari
3 *orrelacin
3 7egresin linealsimple $ mltiple
3 Pruebas de hiptesis
3 nlisis de :arian#a?56:@
ME.ORAR
Evaluar e implementarsoluciones,asegurndose de que se reducenlos
defectos
3 nlisis de eCperimentos?96E@
3 9ise!o factorial 40
3 9ise!o fraccin factorial
3 9ise!o de taguchi
39ise!o de me#clas3 Atodos de superficie derespuesta
CONTRO)AR
9ise!ar un sistemaque mantenga lasmejoras logradas?controlar las
Dvitales@, $ cerrar el
pro$ecto
3 Plan de control
3 *artas de control
3 Po0a o0e
3 Aejora continua?Fai#en@
3 Las G )'s3 Fanban
822) En un mapa conceptual indicar que es la metodolog$a#;;+
e@plique las mtricas de eis igma #P'"#P= #P;=&82%)824)
825)827)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
47/54
826)82!)828)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
48/54
9PH ?defectos por unidad@, una mtrica que mide el nivel
de no calidad de un proceso sin tomar en cuenta las
oportunidades de error $ que seobtiene con el cociente
2
H es el nmero de unidades inspeccionadas, en las cuales se
observaron d defectosIambas referidas a un lapso de tiempo.
En promedio, cada tarjeta tiene 2.2G componentes no insertados
correctamente
?en J22 tarjetas se esperar=an cinco componentes defectuosos@.
Es claro que unamisma tarjeta puede tener ms de un componente
defectuoso.
Hna desventaja del 9PH es que no toma en cuenta el nmero de
oportunidades deerror en la unidad.
83-)ADCE DP:831)
832)
833)
837)
83%)
836)
83,)
83)
838)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
49/54
87-)
871)
872)
873)
877)
87%)
876)
87,)
87)
878)
8%-)ADCE DP0:8%1)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
50/54
9P6 ?defectos por oportunidad@, que mide la no calidad de un
proceso $ se obtiene
j
Es el nmero de unidades inspeccionadas, en las cuales se
observaron de defectos,$6 es el nmero de oportunidades de error por
unidad. 5ote que para calcular el 9P6se divide el total de defectos
encontrados, d, entre el total de oportunidades de error,$a que ste
se obtiene multiplicando el total de unidades inspeccionadas, H,
por elnmero de oportunidades de error por unidad, 6.
DPMO?defectos por milln de oportunidades@ cuantifica los
defectos delproceso en un milln de oportunidades de error, $ se
obtiene al multiplicar al 9P6por un milln..
En suma, la mtrica )eis )igma para este tipo de procesos, con
una caracter=stica de
calidad deatributos en cu$o procesamiento de una unidad o
producto se puede tenerms de una oportunidad de error, es el =ndice
9PA6
En general, bajo las condiciones anteriores, ha$ una tendencia
a
preferirlo sobre el 9PH e incluso sobre el 9P6.
8%2)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
51/54
85%)9ealizar el ejercicio 8 Ca'+ 16&854)
855)e tienen 5000 piezas de un proeedor, diididas en cinco loes
iguales, e
cada lote las piezas estn numeradas del uno al 1000& e desea
ealuar lacalidad de las piezas& Para ello se tomar una muestra
de 70 piezas, *dequ distintas maneras se pueden tomar las 70
piezas- *+ul recomendar$a-
857)
856)e pueden tomar por los diferentes tipos de muestreo pero el
que es
recomendale ser$a el muestreo al azar estratificado porque es el
que diideen grupos las caracter$sticas&
85!)
858)+omo son 5 grupos, tomo 12 piezas de cada grupo que tienen
1000 piezas&
Para que sea la meor muestra se dee tomar n/meros
aleatorioscorrespondientes a las piezas que son la muestra&
870)
871)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
52/54
862)
86%)
864)
865)
#efinicin3 e define que las erramientas estad$sticas anlisis
deariales dan como resultado las seis sigma&
=etio3 .legar a un m@imo de %,4 defectos por milln de eentos
oportunidades (#P;=) es decir alcanzar la perfeccin, cero
defectos&Jistoria3
867)
866)!0Ys3 e populariza el concepto de cero defectos& En
18!6, en ;otorola elingeniero >ill mit lo inici como una
estrategia de negocios meora decalidad, posteriormente fue
popularizad por Meneral Electric&86!)
868)80Ys3 En los mediados de la dcada de los 80, un proceso era
uzgado comosatisfactorio si alcanzaa la capacidad de Ztres
sigma[&
8!0)
8!1) .a maor$a de los prolemas de rendimiento de los procesos
sepueden clasificar en una o arias de las categor$as
siguientes3
Brecuencia de anomal$as (defectos) ? =portunidades de meora
:iempos de ciclo Mastos innecesarios8!2)
8!%) +on ase en la metodolog$a #;;+ es posile corregir
dicosprolemas& .as etapas en forma resumida son las
siguientes3
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
53/54
8!4)
8%)
86)
8,) De
finir
8!!)8!8) El prolema o la oportunidad3880)
3 #efinir la mtrica principal T
3 #efinir los requisitos del cliente3 dentificar las \++3
#iligenciar oa de ida del proecto
881)882)
883)
887)
88%)
886)
edir
886)88!) ;edir los datos de desempeAo del proceso(T)888)
dentificar reducir las ariales criticas ]s1000)
3 ;apa del proceso3 Elaoracin de cursogramas de cada
actiidad&
3 Elaoracin del mapa funcional del proceso3 Elaoracin de
encuestas a los responsales participantes en el proceso&
3 Encuestas a los mdicos ciruanos&3 ;todo para priorizar las
]s& .ista de ariales
del proceso para su ponderacin&3 ;atriz de +ausa ^ efecto3
;edir estailidad capacidad inicial del proceso
(l$nea ase)3 9eisin de indicadores para asegurar la medicin
de ariales cr$ticas&3 ; (nlisis del sistema de
medicin)1001)
1--2)
1--3)
1--7) &n
a5iar
1005)1007) dentificar ariales cr$ticas, la fuentes deariacin
oportunidades para meorar1006)
3 ;todo B;E3 ;ultiari3 nlisis #=B
100!)1--8)
1-1-)
1-11)
1-12)
1-13)
ejorar
1014)1015) Menerar soluciones enfocadas a eliminar las
causas de las fallas de las ariales cr$ticas1017)
3 #=E (#iseAo de e@perimentos)3 >P9 (;atriz de pruea del
proceso)3 imulacin3 Pruea piloto3 ;
3 ;edir +apacidad final del proceso1016)
-
7/25/2019 Gua Acadmica_ Gestin de calidad_correcin.docx
54/54
1-1)
1-18)
1-2-) Co
ntro5ar
1021)1022) Estalecer mtodos de control sore la salida
del proceso (T) las ariales cr$ticas (]s),garantizando que las
meoras se mantengan a trasdel tiempo&
102%)
1-27)
1025