Embed Size (px)
Citation preview

Guidance Notesfor theClassification ofSpecial Service Craft
Calculation Procedures forComposite ConstructionJuly 2014

Lloyd’s Register is a trading name of Lloyd’s Register Group Limited and its subsidiaries. For further details please see http://www.lr.org/entities
Lloyd's Register Group Limited, its subsidiaries and affiliates and their respective officers, employees or agents are, individually and collectively, referredto in this clause as ‘Lloyd's Register’. Lloyd's Register assumes no responsibility and shall not be liable to any person for any loss, damage or expensecaused by reliance on the information or advice in this document or howsoever provided, unless that person has signed a contract with the relevantLloyd's Register entity for the provision of this information or advice and in that case any responsibility or liability is exclusively on the terms and conditions set out in that contract.

Chapter ContentsGUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Procedures Manual
LLOYD’S REGISTER 1
CALCULATION PROCEDURES FOR COMPOSITE CONSTRUCTION
Introduction
Chapter 1 Design Procedures
2 Design of Single Skin Hull Laminates
3 Design of Sandwich Panel Laminates
4 Design of Stiffening Members
© Lloyd's Register Group Limited, 2014. All rights reserved.
Except as permitted under current legislation no part of this work may be photocopied, stored in a retrieval system, published, performed in public,adapted, broadcast, transmitted, recorded or reproduced in any form or by any means, without the prior permission of the copyright owner. Enquiriesshould be addressed to Lloyd's Register, 71 Fenchurch Street, London, EC3M 4BS.


ContentsGUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Procedures Manual
LLOYD’S REGISTER 3
INTRODUCTION
Application of procedures
Alternative procedures
Symbols and definitions
CHAPTER 1 DESIGN PROCEDURES
Section 1 General
2 Structural analysis
3 Fibre composites
4 Fibre reinforced composite construction
5 Direct calculations
CHAPTER 2 DESIGN OF SINGLE SKIN HULL LAMINATES
Section 1 Calculation procedure
2 Concluding remarks
CHAPTER 3 DESIGN OF SANDWICH PANEL LAMINATES
Section 1 Calculation procedure
2 Deflection of sandwich panel
3 Bending moment applied
4 Stresses in facings
CHAPTER 4 DESIGN OF STIFFENING MEMBERS
Section 1 Calculation procedure
2 Bending moment at fixed end of stiffener
3 Web thickness to meet shear requirement
4 Calculation of deflection


Section
Application of procedures
Alternative procedures
Symbols and definitions
■ Application of procedures
To clarify the procedures contained in the Rules andRegulations for the Classification of Special Service Craft(hereinafter referred to as the Rules for Special Service Craft)a series of typical calculation procedures are contained inthese ‘Guidance Notes’. The procedures describe the funda-mental principles contained in Part 8 of the Rules for SpecialService Craft and the associated computer software.
The procedures contained in these Guidance Notes are for:(a) Design of single skin hull laminates.(b) Design of sandwich panel laminates.(c) Design of typical stiffening members.
■ Alternative procedures
The procedures describe the Rule method of calculating thevarious stresses in laminates. Where alternative theoreticalmethods are to be adopted they are to be in addition to theRule calculation procedures and the designer is to submit fulldetails of their assumptions and calculation procedures suchthat the submitted calculations may be validated.
■ Symbols and definitions
All symbols and definitions are as indicated in Pt 8, Ch 3 ofthe Rules for Special Service Craft.
GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Introduction
LLOYD’S REGISTER 1


Section
1 General
2 Structural analysis
3 Fibre composites
4 Fibre reinforced composite construction
5 Direct calculations
■ Section 1General
1.1 This Section outlines the Rule approach to thedesign of structural members to be built in FRP and providesexample calculations.
1.2 The procedures contained in these Guidance Notesare for:(a) Design of single skin hull laminates.(b) Design of sandwich panel laminates.(c) Design of typical stiffening members.
■ Section 2Structural analysis
2.1 The Rules for Special Service Craft provide scant-ling requirements for a basic structural configuration for bothmono and multi-hull craft with multi-deck or single deck hullswhich include a double bottom, or a single bottom arrange-ment. The structural configuration may also include a singleor multiple arrangement of cargo hatch openings. The Rulesfor Special Service Craft provide for both longitudinal andtransverse framing systems. Alternative types of framingsystems will be specially considered on the basis of the Rulesfor Special Service Craft.
2.2 Every effort has been taken to make the Rules forSpecial Service Craft scantling formulae as transparent aspossible, and to achieve this objective the following approachhas been adopted:• lay down requirements,• specify modelling considerations,• indicate limit states, • state constraints in an explicit manner.
2.3 This approach will enable the designers andBuilders to decide for themselves the suitability of the Rulesfor Special Service Craft for their project. Further and perhapsmore importantly changes may be easily made to the require-ments based upon experience gained, discussions withinterested parties and as development progresses. This issimilar to the current Rule development process which iscontinually updating and ‘tailoring’ Rule requirements.
■ Section 3Fibre composites
3.1 Part 8 of the Rules for Special Service Crafts applyto craft constructed of fibre reinforced plastics using hand lay-up, mechanical deposition, contact moulding techniques orvacuum assisted techniques. Construction may be eithersingle-skin or sandwich construction, or a combination ofboth. Where moulding techniques and methods of construc-tion differing from those assumed to be used within the Rulesfor Special Service Craft are proposed, details are required tobe submitted for consideration.
3.2 For the purposes of the Rules for Special ServiceCraft a ‘plastic’ is regarded as an organic substance whichmay be thermosetting or thermoplastic and which, in itsfinished state, may contain reinforcements or additives. Thequantities of such additives are strictly limited by the Rules forSpecial Service Craft.
3.3 The resins used in production are to be of a typewhich have been approved by Lloyd’s Register (hereinafterreferred to as LR) for marine construction purposes. Samplesof the resin batches being used in the construction mayrequire to be taken for limited quality control examinations.
3.4 All fibre reinforcements are to be of a type approvedby LR. The other materials used in the construction of thecraft are also to be manufactured and tested in accordancewith the requirements of the Rules for the Manufacture,Testing and Certification of Materials (hereinafter referred toas the Rules for Materials), of the Rules for Special ServiceCraft, with particular reference to Chapter 14 for plasticsmaterials.
■ Section 4Fibre reinforced composite construction
4.1 The properties of composite sections and laminatesare to be determined from the results of test data. Themechanical properties to be used for scantling calculationpurposes are to be 90 per cent of the mean first ply/resincracking failure values determined from accepted mechanical tests. All test pieces are to be representative ofthe product to be manufactured. This is particularly importantsince the material of construction is ‘manufactured’ on site,at the same time as the product.
4.2 The mechanical properties of the materials are alsoto be estimated from the appropriate procedures and formu-lae contained within the Rules for Special Service Craft. Theacceptable design values for glass reinforced polyester resinlaminates are not to be greater than those contained with theRules for Special Service Craft unless agreed otherwise byLR. Additional information on the application of the variousformulae is given in these Guidance Notes.
GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design Procedures Chapter 1Sections 1 to 4
LLOYD’S REGISTER 1

4.3 The various formulae referred to above require thatsufficient input data be available which relates to each of theproposed materials. Where it is proposed to use design valuesgreater than the nominal value indicated in the Rules forSpecial Service Craft the designers and/or Builders shouldagree the values for use in the scantling analysis with LR atthe design stage and prior to the submission of plans anddata for appraisal.
4.4 Strength calculations for all advanced fibrecomposites are to be based on the Rules values and theresults of testing of truly representative sections of theproposed design. The sections are to be manufactured undertypical production conditions using the same materials, fibrecontents, methods of lay-up and time delays. Mechanicaltesting is, in general, to be based upon the requirementsspecified in Chapter 14 of the Rules for Materials.
4.5 A through ply analysis is required to be conductedfor both plate and stiffener elements and the resultant stressescompared with the allowable stress limits for the particularelement. Example procedures are described in theseGuidance Notes.
■ Section 5Direct calculations
5.1 Direct calculations may be specifically required bythe Rules for Special Service Craft. They may be required forcraft having novel design features, or may be submitted insupport of alternative arrangements and scantlings. LR may,when requested, undertake calculations on behalf of design-ers or Builders and make recommendations with regard to thesuitability of any required model tests. Where model testing isundertaken to complement direct calculations details wouldnormally be required to be submitted indicating the scheduleof tests, details of test equipment, input data, analysis andcalibration procedures together with tabulated and plottedoutput.
5.2 All direct calculations are to be submitted for examination. Where calculation procedures other than thoseavailable within the Rules for Special Service Craft areemployed, supporting documentation is to be submitted forappraisal and this is to include details of the following:• calculation methods,• assumptions and references,• loading data,• structural modelling,• design criteria.
5.3 LR will consider the use of Builder’s and/ordesigner’s programs for direct calculations in the following cases:• where it can be established that the program has previ-
ously been satisfactorily used to perform a directcalculation similar to that now submitted,
• where sufficient information and evidence of satisfactory performance is submitted to substantiate thevalidity of the computation performed by the program.
5.4 Where items are of a novel or unconventionaldesign or manufacture, it is the responsibility of the Builderand/or designer to demonstrate their suitability and equiva-lence to the Rule requirements. Alternative arrangements,which are in accordance with the requirements of a NationalAuthority, may be accepted as equivalent to the requirementsof the Rules for Special Service Craft.
5.5 These Guidance Notes are published to enabledesigners/Builders to carry out the Rule calculations without using the Rules for Special Service Craft software.
GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design Procedures Chapter 1Sections 4 & 5
LLOYD’S REGISTER2

Section
1 Calculation procedure
2 Concluding remarks
■ Section 1Calculation procedure
1.1 The stress in individual plies of a laminate is calculated in accordance with Pt 8, Ch 3,1.12 of the Rules forSpecial Service Craft, based on bending moment (see 1.9)and the laminate stiffness of a 1 cm wide elemental strip ofmaterial.
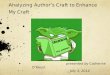
1.2 Considering the model shown in Figs. 2.1.1 and2.1.2 of a typical single skin hull laminate. Assume a pressureof 33 kN/m2 and that there is no significant panel curvature.
1.3 In this example the maximum bending moment isdetermined from Pt 8, Ch 3,1.9 of the Rules for SpecialService Craft and occurs under the web at the base of thestiffener. It should be noted that no reduction in the bendingmoment, Mb, due to aspect ratio effect is given since thepanel aspect ratio, i.e. panel length/panel breadth is greaterthan 2. See Pt 8, Ch 3,1.10.1 of the Rules for Special ServiceCraft.
γ = = = 0,3
k = = 0,79
Mb = x 10–5 Nm
= x 33 x 5002 x 10–5
= 5,43 Nm.
1.4 The laminate section modulus calculation is shownin Table 2.1.1 at the end of this Section. From Fig. 2.1.3 it willbe noted that there will be positions where tension andcompression considerations will apply. Such calculations areideally suited to computer based investigation.
1.5 In order to apply a more detailed investigation it isnecessary to establish the position of the neutral axis.However, in relatively balanced laminates this may beassumed to be at mid-depth. The procedure is simply to carryout the calculations assuming compressive properties on oneface and tensile properties on the other face. Subsequently,the properties should be reversed and the layer stress calcu-lations repeated. The calculated values should then becompared with the appropriate ultimate properties, i.e.,dependent upon whether tension or compression considera-tions apply.
1.6 In the example the moments were evaluated aboutthe base, which was taken to be the outer (wet) surface. Thestiffness, EI, per 1 cm width, about the neutral axis, is deter-mined using the parallel axis theorem:In general:
Ina = Ixx – Ay2
EIsect = Σ EIbase – (Σ Et) x 10 x y2
wherey = distance of neutral axis above the base (mm).
γ3 + 1γ + 1
bw
b150500
0,7912
k p b2
12
GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design of Single Skin Hull Laminates Chapter 2Section 1
LLOYD’S REGISTER 1
1 cm strip
2000 mm
b = 500 mm
Pressure = 33 kN/m2
4390/220
Fig. 2.1.1 Single skin example model
bw = 150 mm 4390/220a
Fig. 2.1.2 ‘Top-hat’ stiffener used in model
4390/219
C
T
T
C
C
T
C
T
T
C
Fig. 2.1.3Regions of tension (T) and compression (C)
in example model

GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design of Single Skin Hull Laminates Chapter 2Section 1
LLOYD’S REGISTER2
Ply
No.
Des
crip
tion
Gc
Wei
ght
tLe
ver
@E
E.t
E.t.x
I @EI
@(g
/m2 )
(mm
)ba
se, x
(mm
)(N
/mm
2 )ba
seba
se
Dry
, see
Not
e1
CS
M0,
3360
01,
250
10,1
4972
0090
0091
341
1289
,292
8191
7
2C
SM
0,33
600
1,25
08,
899
7200
9000
8009
199
1,5
7139
017
3C
SM
0,33
600
1,25
07,
649
7200
9000
6884
173
3,0
5277
367
4C
SM
0,33
600
1,25
06,
399
7200
9000
5759
151
3,5
3696
967
5W
R0,
560
00,
734
5,40
714
000
1027
655
562
214,
930
0886
9
6C
SM
0,33
600
1,25
04,
415
6950
8688
3835
524
5,3
1704
699
7C
SM
0,33
600
1,25
03,
165
6950
8688
2749
612
6,8
8815
58
8W
R0,
560
00,
734
2,17
314
500
1064
323
127
35,0
5073
33
9C
SM
0,33
600
1,25
01,
181
6950
8688
1026
019
,113
2482
Wet
(see
Not
e)10
CS
M0,
286
225
0,55
60,
278
6290
3497
972
0,6
3604
TOTA
LS10
,774
8647
945
3637
3163
3812
NO
TE‘D
ry’ i
ndic
ates
the
inne
r su
rface
of t
he h
ull a
nd ‘w
et’ t
he o
utsi
de o
f the
she
ll la
min
ate.
Pos
ition
of n
eutr
al a
xis
abov
e ba
se=
=
5,
246
mm
Tens
ile m
odul
us o
f sec
tion
=
=
8027
N/m
m2
Stif
fnes
s EI
abou
t ne
utra
l axi
s =
7
83,8
N c
m4 /
mm
2 (b
ased
on
1 cm
wid
e st
rip)
8647
910
,774
4536
3786
479
Tab
le 2
.1.1
Tab
ulat
ion
of
sing
le s
kin
lam
inat
e ca
lcul
atio
ns

1.13 Consider the inner (dry) surface:The 600 g/m2 chopped strand mat reinforcements at theinner surface in compression:
σci = 693 x 10–6 x Ei yi= 693 x 10–6 x 7200 x (10,774–5,246)= 27,6 N/mm2
σult comp = 122 N/mm2 for CSM at Gc = 0,33
Stress fraction = 27,6/122 = 0,226Hence acceptable.
■ Section 2Concluding remarks
2.1 From the example, the highest stress factor occursin the outer 225 g/m2 chopped strand mat reinforcement (intension) but this is significantly lower than the limiting stressfraction required by the Rules. The bending moment at thecentre of the panel is smaller than that at the boundary andconsequently, the stress factor will be correspondinglyreduced. The design may be optimised by sequentially remov-ing plies, changing reinforcement weights and/or by providingreceiving strips under the base of the ‘top-hat’ stiffeners.
2.2 For the design of side shell laminates there are noshear and deflection criteria to be fulfilled. In this example asignificant reserve exists between the actual and the ultimate stresses.
2.3 It is of paramount importance that the straincompatibility of the component materials is carefully consid-ered.
2.4 Consider typical values of apparent strain, εa, at failure for the following materials in laminate form:
Tension Compression‘E’ glass 1,3% 1,05%Carbon fibre 0,9% 0,55%Aramid fibre 1,3% 0,60%
2.5 The actual strain permissible is controlled by thematerial with the lowest apparent strain. The level of straindepends upon whether the reinforcements are in tension orcompression and depends on their relative positions withinthe laminate. Consequently if, for example, a carbon fibre rein-forcement is used in the outer plies of laminate then the strainmust be constrained to a maximum of 0,33 x 0,9 per cent,i.e., 0,297 per cent. Therefore, the corresponding allowablestress in the other reinforcements must be related to the strainin the reinforcement relative to its position away from theneutral axis and that of the carbon fibre reinforcement, e.g.:
εlimitCSM =εallowable carbon x yCSM
ycarbon
1.7 A factor of 10 (width in mm) is introduced to correctthe value of area used in the parallel axis theorem, since a 1 cmwide strip of material is considered in the calculations.From the tabulation:
EIsect = 31633812 – (86479 x 10 x 5,2462)= 7837614 Nmm4/mm2
= 783,8 Ncm4/mm2.
1.8 From Pt 8, Ch 3,1.12 of the Rules for SpecialService Craft the individual layer stresses (tensile considera-tion) are determined from:
σti = x 10–1 N/mm2
1.9 More generally, the calculation of the stresses inindividual layers becomes:
σti = x Ei yi x 10–1 N/mm2
= 693 x 10–6 x Ei yi N/mm2
where
Ei = Eti or Eci for the ply relative to its position above orbelow the neutral axis
yi = distance from the neutral axis to the outer extrem-ity of an individual ply, i, in mm.
1.10 Consider the following typical arrangement and theassociated stresses for a single shell panel outside of theslamming zone:
Consider the outer (wet) surface:Consider the 225g/m2 chopped strand mat reinforcement intension:
σti = 693 x 10–6 x Ei yi= 693 x 10–6 x 6290 x 5,246= 22,9 N/mm2.
From Pt 8, Ch 3, Table 3.1.1 of the Rules for Special ServiceCraft.σult tension = 82,2 N/mm2 for CSM at Gc =0,286
Hence, stress fraction = 22,9/82,2 = 0,278.
1.11 From Table 7.3.1 in Pt 8, Ch 7 of the Rules forSpecial Service Craft, the limiting tensile stress fraction is 0,33for the side shell outside of the slamming zone. Hence, thecalculated stress fraction is lower than the limiting stressfactor and is therefore acceptable.
1.12 Similarly, consider the 600g/m2 woven roving rein-forcement in tension:
σti = 693 x 10–6 x Ei yi= 693 x 10–6 x 14500 x (5,246–0,556–1,25)= 34,6 N/mm2
σult tension = 190 N/mm2 for woven roving at Gc = 0,5
Stress fraction = 34,6/190 = 0,182Hence acceptable.
5,43783,8
Eti yi M
Σ (Ei Ii)
GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design of Single Skin Hull Laminates Chapter 2Sections 1 & 2
LLOYD’S REGISTER 3

2.6 Where aramid reinforcements are being used,special consideration must be given to the compressive prop-erties. For comparison purposes aramid reinforcements, at afibre content of 0,45 (by weight), typically have the followingproperties:
Tension CompressionUltimate strength (N/mm2) 300 100Elastic modulus (N/mm2) 21000 17000
2.7 The radical reduction in ultimate compressive strengthmay prove to be unacceptable on the inside at the panelboundaries or on the outside at the panel centre. Designswhich feature aramid fibres in the outer plies, in an attempt tomake use of the superior impact properties, must be checkedat the panel centre for compression in the individual layers.This also applies to hybrid reinforcements containing aramidfibres. These reinforcements have one off properties of higherthan one of the constituent fibres however, in service the indi-vidual allowable strains for each fibre reinforcement should notbe exceeded.
GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design of Single Skin Hull Laminates Chapter 2Section 2
LLOYD’S REGISTER4

Section
1 Calculation procedure
2 Deflection of sandwich panel
3 Bending moment applied
4 Stresses in facings
■ Section 1Calculation procedure
1.1 Consider the model of a side shell sandwich panelhaving dimensions 700 mm x 2000 mm shown in Fig. 3.1.1.Assume a design pressure of 50 kN/m2 and a panel of negli-gible curvature.
1.2 The panel is to be designed in accordance with therequirements of Pt 8, Ch 3 of the Rules for Special ServiceCraft. Firstly it is necessary to estimate the core thicknessusing Pt 8, Ch 3,1.13.2 of the Rules for Special Service Craftassuming a nominal value of tensile modulus of 11000 N/mm2
for sandwich panel facings:
ts = φ ks b3
mm
= 0,144 x 700 x 3
= 16,7 mm
Hence, select 20 mm core as a typically available size.
5011000
pEtpS
4390/218
Pressure = 50 kN/m2
2000 mm
700 mm
Fig. 3.1.1 Sandwich panel laminate example model
1LLOYD’S REGISTER
Chapter 3Section 1
Design of Sandwich Panel LaminatesGUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
1.3 From Pt 8, Ch 3,1.13.9 of the Rules for SpecialService Craft the maximum core shear at the mid-point alongthe edge of the sandwich panel is given by:
τc = x 10–3 N/mm2
= x 10–3
= 0,875 N/mm2
1.4 The panel aspect ratio correction factor is given inPt 8, Ch 3,1.13.9 of the Rules for Special Service Craft. AR = 2000/700 = 2,86, hence kS = 1.No correction factor applied since AR > 2.
1.5 To achieve an allowable shear stress fraction of0,30, see Pt 8, Ch 7,3.5 of the Rules for Special Service Craft,this design would require the selection of 200 kg/m3 foamcore. Clearly being unacceptable the conclusion is to adopta 50 mm thick core to reduce the core shear stress. Thestress varies inversely with core thickness:
τ50 = τ20 x = 0,35 N/mm2.
1.6 To achieve the required allowable shear stress fraction the foam core must have a core shear strength of0,35/0,30 = 1,17 N/mm2. This may be achieved using a 100 kg/m3 foam core using 90 per cent of the manufacturer’squoted value.
1.7 However, there are numerous solutions to achievean acceptable arrangement. The options include:(a) Repositioning the stiffeners to reduce panel sizes.(b) Inclusion of shear ties in accordance with Pt 8,
Ch 3,1.13.10 of the Rules for Special Service Craft.(c) Accept the higher density core solution.
1.8 From Pt 8, Ch 3,1.13.3 of the Rules for SpecialService Craft the skin thicknesses may be re-calculated allowing for the change in core thickness:
tS = φ2 x 10–3 mm
tinner = 0,446 x x x 10–3 = 0,28 mm
touter = 0,594 x x x 10–3 = 0,37 mm
Clearly, the increase in core thickness gives a substantialincrease in panel stiffness. Consequently the skin thicknessesdefault to the minimum requirement quoted in Pt 8, Ch 3,3.5.5of the Rules for Special Service Craft. The minimum side shellsandwich skin thicknesses are:
Outer 4 mmInner 3 mm.
5011000
7003
502
50
11000
7003
502
p b3
Etps tc2
2050
50 x 700 x 12 x 20
p b kS
2tc

2 LLOYD’S REGISTER
Chapter 3Section 1
Design of Sandwich Panel LaminatesGUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
1.9 The minimum skin thicknesses relate to anassumed fibre content, fc, of 0,5. Where the fibre content byweight is less than 0,5 the required minimum thickness are tobe determined from Pt 8, Ch 3,2.4.2 of the Rules for SpecialService Craft.
1.10 In order to comply with the Rules for SpecialService Craft, chopped strand mat reinforcements arerequired against the core. The initial proposal to meet therequirement, features such CSM reinforcements together witha CSM against the gel coat surface.
1.11 The proposed sandwich skin laminate schedule forthe outer skin is:
1 x 450 g/m2 CSM @ Gc = 0,286 = 1,112 mm3 x 600 g/m2 WR @ Gc = 0,5 = 2,202 mm1 x 300 g/m2 CSM @ Gc = 0,33 = 0,625 mmTotal outer skin thickness = 3,94 mmTotal reinforcement weight = 2550 g/m2
1.12 By transforming the relationship given in Pt 8, Ch 3,1.6.1 of the Rules for Special Service Craft the equiva-lent fibre content by weight, fc, is 0,42.The adjusted minimum skin thickness for the outer skin is:
touter = t0,5 (1,65 – 1,3fc)
= 4 x (1,65 – 1,3 x 0,42)
touter = 4,42 mm.
1.13 The proposed outer skin is deficient by 4,42 – 3,94= 0,48 mm. Hence one additional woven roving reinforcementmay be added to achieve the minimum requirement. Theactual thickness of outer skin is 4,67 mm.
1.14 The proposed sandwich skin laminate schedule forthe inner skin is:
1 x 300 g/m2 CSM @ Gc = 0,33 = 0,625 mm4 x 600 g/m2 WR @ Gc = 0,5 = 2,936 mmTotal inner skin thickness = 3,56 mmTotal reinforcement weight = 2700 g/m2
The equivalent overall fibre content of the inner skin is 0,473.The adjusted minimum skin thickness for the inner skin is:
tinner = t0,5 (1,65 – 1,3fc)
= 3 x (1,65 – 1,3 x 0,473)
tinner = 3,1 mm.
1.15 The proposed arrangement which meets both coreshear and minimum sandwich skin requirements is given inTable 3.1.1.

Tab
le 3
.1.1
Tab
ulat
ion
of
sand
wic
h p
anel
cal
cula
tio
ns
Ref
No.
Des
crip
tion
Gc
Wei
ght
tLe
ver
@E
E.t
E.t.x
I@
EI@
(g/m
2 )(m
m)
base
, x(m
m)
(N/m
m2 )
base
base
Inne
r sk
in1
WR
0,5
600
0,73
457
,87
1400
010
276
5946
4124
579
3441
0569
0
2W
R0,
560
00,
734
57,1
314
000
1027
658
7099
2395
933
5431
718
3W
R0,
560
00,
734
56,4
014
000
1027
657
9556
2334
832
6868
472
4W
R0,
560
00,
734
55,6
714
000
1027
657
2014
2274
431
8415
951
5C
SM
0,33
300
0,62
554
,99
7200
4500
2474
3518
896
1360
5469
9
Cor
e 6
100
kg/m
3–
–50
,000
29,6
783
,741
8512
4182
5444
1045
5671
28
7C
SM
0,33
300
0,62
54,
3669
5043
4418
941
119
8273
33
8W
R0,
560
00,
734
3,68
1450
010
643
3917
710
014
4687
9
9W
R0,
560
00,
734
2,95
1450
010
643
3136
564
9291
03
10W
R0,
560
00,
734
2,21
1450
010
643
2355
336
5260
05
Out
er s
kin
11W
R0,
560
00,
734
1,48
1450
010
643
1574
116
2375
88
12C
SM
0,28
645
01,
112
0,56
6290
6994
3889
528
830
TOTA
LS58
,23
1036
9928
3759
215
1043
9396
Inne
r sk
in in
com
pres
sion
/out
er s
kin
in t
ensi
on.
Pos
ition
of n
eutr
al a
xis
abov
e ba
se =
=
2
7,36
mm
Tens
ile m
odul
us o
f ela
stic
ity o
f sec
tion
=
=
=
1
2086
N/m
m2
Stif
fnes
s EI
abou
t ne
utra
l axi
s =
733
97 N
cm
4 /m
m2
per
1 cm
wid
e st
rip
2837
592
1036
99
1036
99 –
418
558
,234
– 5
099
514
8,23
4
3LLOYD’S REGISTER
Chapter 3Section 1
Design of Sandwich Panel LaminatesGUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014

■ Section 2Deflection of sandwich panel
2.1 Consider the revised model shown in Fig. 3.2.1:Ems = 12086 N/mm2 from Table 3.1.1
b = breadth in direction of bending = 700 mmG = shear modulus for 100 kg/m3 core
= 36 N/mm2 being 90 per cent of themanufacturer’s quoted value
ts = mean skin thickness(3,56 + 4,67)/2 = 4,11 mm
(1 – vf2) = unity (approximately)
Calculation of deflection in accordance with Pt 8, Ch 3,1.13.15of the Rules for Special Service Craft
δ = + x 10–3 mm( )= + x( )
10–3 mm= 61,25 x (0,00822 + 0,0278)= 2,2 mm total deflection.
2.2 The total deflection comprises 23 per cent due tobending and 77 per cent due to shear.The deflection criterion is given in Table 7.2.1 in Pt 8, Ch 7 ofthe Rules for Special Service Craft.
δRULE < where = 7 mm
Hence the 2,2 mm total deflection is acceptable.
b100
b100
50 x 7002
8 x 50
7002
24 x 12086 x 4,11 x 50136
p b2
8tc
b2
24Ems ts tc
1G
GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design of Sandwich Panel Laminates Chapter 3Section 2
LLOYD’S REGISTER4
4,67 mm
3,56 mm
50 mm
2000 mm700 mm
4390/217Pressure = 50 kN/m2
Fig. 3.2.1 Sandwich panel example model

■ Section 3Bending moment applied
3.1 The bending moment to be applied at 1 cm widthof the sandwich panel is given by Pt 8, Ch 3,1.9 of the Rulesfor Special Service Craft. In this example it is evident that themaximum bending moment and hence maximum stressoccurs under the base of the stiffener. Due to the high aspectratio no correction factor needs to be applied to modify theapplied bending moment.
γ = = = 0,2143
k = = 0,8316
Mb = x 10–5 Nm
= x 50 x 7002 x 10–5
= 17 Nm.
■ Section 4Stresses in facings
4.1 Consider the revised model, see Fig 3.4.2, with 50 mm thick and 100 kg/m3 density core having the proposedside shell sandwich skins which comply with the Rules forSpecial Service Craft minimum requirements. As indicated inFig. 3.4.1 there will be positions where tension and compres-sion considerations will apply. The relevant elastic modulus hasbeen applied to the element dependent upon its relative posi-tion in the sandwich. The proposed schedule together with thetabular calculations are given in Table 3.1.1. Such calculationsare ideally suited to computer based investigation.
4.2 The stiffness, EI, per 1 cm width is determined usingthe parallel axis theorem:In general,
Ina = Ixx – Ay2
EIsect = Σ EIbase – (Σ Et) x 10 x y2
wherey = distance of neutral axis above base (mm).
4.3 It should be noted that the factor 10 (width in mm) isintroduced to correct the value of area used in the parallel axistheorem, since a 1 cm wide strip of material is considered inthe calculations.
From the tabulated calculations the overall stiffness of thesection is calculated:EIsect = 1510439396 – (103699 x 10 x 27,362)
= 1510439396 – 776259189 Nmm4/mm2
= 734200000 Nmm4/mm2
= 73,4 x 103 Ncm4/mm2.
0,831612
k p b2
12
γ3 + 1γ + 1
bw
b150700
4.4 From Pt 8, Ch 3,1.13.7 of the Rules for SpecialService Craft the individual layer stresses are determinedfrom:
σti = x 10–1 N/mm2
The calculation of the tensile stress in the individual layersbecomes:
σti = x Eti yi x 10–1 N/mm2
σti = 23,2 x 10–6 x Ei yi N/mm2
whereEi = modulus of elasticity of layer (N/mm2)yi = distance of layer from the neutral axis (mm).
4.5 Consider the model as shown in Fig. 3.4.1.
4.5.1 Consider wet surface in tension at the panel boundary:(a) Consider the CSM reinforcement in the outer ply
(450 g/m2 and Gc = 0,286)σCSMult = 82,2 N/mm2
Et = 6290 N/mm2
yi = 27,36 mmσCSM = 23,2 x 10–6 Et yi N/mm2
= 23,2 x 10–6 x 6290 x 27,36 N/mm2
= 3,99 N/mm2
Stress factor = 3,99/82,2 = 0,05 < 0,33 hence accept.
17,073,4 x 103
Eti yi M
Σ (Ei Ii)
GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design of Sandwich Panel Laminates Chapter 3Sections 3 & 4
LLOYD’S REGISTER 5
T
T T
C CC
4390/214
2000 mm
700 mm
Fig. 3.4.1Regions of tension (T) and compression (C)
in example model

4.7 As indicated in Chapter 2, Sections 2.4 to 2.7 ofthese Guidance Notes for Single Skin Laminates, considera-tion must be given to the strain compatibility of thereinforcements incorporated in the sandwich skins.
(b) Consider the WR reinforcement in the in outer plies(600 g/m2 and Gc = 0,5)
σWRult = 190 N/mm2
Et = 14500 N/mm2
yi = 27,36 – 1,112 = 26,25 mmσWR = 23,2 x 10–6 Et yi N/mm2
= 23,2 x 10–6 x 14500 x 26,25 N/mm2
= 8,83 N/mm2
Stress factor = 8,83/190 = 0,046 < 0,33 hence accept.
4.5.2 Consider inner surface in compression at the panelboundary:(a) Consider top WR reinforcement in compression
(600 g/m2 and Gc = 0,5)
σWRult = 147 N/mm2
Ec = 14000 N/mm2
yi = 58,23 – 27,36 = 30,87 mmσWR = 23,2 x 10–6 Ec yi N/mm2
= 23,2 x 10–6 x 14000 x 30,87 N/mm2
= 10,03 N/mm2
Stress factor = 10,03/147 = 0,068 < 0,33 hence accept.(b) Consider CSM reinforcement in compression
(300 g/m2 and Gc = 0,33)
σCSMult = 122 N/mm2
Ec = 7200 N/mm2
yi = 30,87 – (4 x 0,734) = 27,93 mmσCSM = 23,2 x 10–6 Ec yi N/mm2
= 23,2 x 10–6 x 7200 x 27,93 N/mm2
= 4,67 N/mm2
Stress fraction = 4,67/122 = 0,038 < 0,33 hence accept.
4.6 Stress fractions in this example are considerablylower than those required by the Rules for Special ServiceCraft and it is evident that the design is controlled by and coreshear considerations and minimum skin thickness require-ments.
3,56 mm
4,67 mm
27,3
1 m
m22
,69
mm
27,3
6 m
m30
,87
mm
50 m
m
58,2
3 m
m
600 WR
300 CSM
300 CSM
450 CSM
600 WR
4390/216
Core 100 kg/m3
Inner skin
Outer skin
Fig. 3.4.2 Sandwich skin laminate details
6 LLOYD’S REGISTER
Chapter 3Section 4
Design of Sandwich Panel LaminatesGUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014

Section
1 Calculation procedure
2 Bending moment at fixed end of stiffener
3 Web thickness to meet shear requirement
4 Calculation of deflection
■ Section 1Calculation procedure
1.1 Assume a design pressure of 70 kN/m2 applied toa fully fixed bottom longitudinal located outside of the slamming zone as shown in Fig. 4.1.1.
1.2 The bending moment is determined from Pt 8, Ch 3,1.14.1 of the Rules for Special Service Craft. For a fullyfixed stiffener the maximum bending moment coefficient fromTable 3.1.5(a) in Pt 8, Ch 3 of the Rules for Special ServiceCraft is 1/12.
1.3 Hence, maximum bending moment, Ms, is givenby:
Ms = Nm
Ms = Nm
Ms = 2917 Nm
500 x l2 x 7012
s le2 p12
Assumed shell laminate:5 x 800/300 combination mats
Gc = 0,5 (WR in combination mat)tWR = 0,979 mm
Et = 14500 N/mm2
Gc = 0,33 (CSM in combination mat)tCSM = 0,625 mm
Et = 6950 N/mm2
1 x 450 CSM adjacent to gel coat Gc = 0,286
tCSM = 1,112 mmEt = 6290 N/mm2
Total thickness, tp = 9,132 mmThe effective width of attached plating 2b1 from Pt 8, Ch 3,1.7.1 of the Rules for Special Service Craft for single skinconstruction is:
b1 = 0,5bw + 10tap= 0,5 x 120 + 10 x 9,132= 151 mm
Hence, apply 302 mm attached plating.
Consider typical layup over ‘top hat’ stiffener:
450 g/m2 CSM @ Gc = 0,33 – first ply over former800 g/m2 WR @ Gc = 0,5800 g/m2 WR @ Gc = 0,5600 g/m2 UDT @ Gc = 0,54600 g/m2 UDT @ Gc = 0,54800 g/m2 WR @ Gc = 0,5800 g/m2 WR @ Gc = 0,5 – top ply
1.4 Consider the idealised section shown in Fig. 4.1.2.
GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design of Stiffening Members Chapter 4Section 1
LLOYD’S REGISTER 1
80 mm
70 mm
120 mm
s = 500 mm between centres of longitudinals
302 mm attached plating
9,132 mm
le = 1000 mm
4390 /222
Consider model bottom longitudinal
Fig. 4.1.1 ‘Top-hat’ stiffener example model

1.5 The stiffener bonding is to be in accordance with Pt 8, Ch 3,1.18.6 of the Rules for Special Service Craft and atypical arrangement is shown in Fig. 4.1.3. To simplify thecalculation of the stiffness of the overall section the taperedbonding is assumed to be an effective constant thickness.The effective thickness of the bonding is calculated as:
tbb =
tbb = = 3,15 mm
The boundary bonding may be approximated to a thickness of 3,15 mm over an (85 x 2) mm width to accountfor both flanges. The majority of the flange comprises ofwoven rovings and it may be assumed that the tensile modu-lus is 145000 N/mm2. The discrepancy is negligible since theelement is very close to the neutral axis.
268,2
85
(4,853 x 25) + (4 + 3 + 2 + 1) x 0,079 x 15
25 + (4 x 15)
The effective depth and width of the web used in the idealisedsection are:
dweb = 70 – effective thickness on bonding= 70 – 3,15= 66,85 mm
tweb = 2 x (0,937 + 4 x 0,979)= 2 x 4,853= 9,706 mm
Now the web consists of two types of reinforcements, namelyone ply of CSM and four plies of woven rovings. The majorityof the web will be in compression and the overall modulus ofelasticity may be calculated in accordance with Pt 8, Ch 3,1.13.5 of the Rules for Special Service Craft.
Eweb =
Eweb =
Eweb = 12687 N/mm2
The web may now be treated as a single laminate item havingan overall compressive modulus, given above.
1.6 The laminate section modulus calculation is shownin Table 4.1.1. The tabulation consists of each element havingthe compressive moduli in the section above the neutral axisand tensile moduli below. The actual breadth of each elementmust be entered to calculate the overall section properties.The tabulation corresponds to the idealised section in Fig. 4.1.2.
(0,937 x 7200) + (0,979 x 4 x 14000)
0,937 + (0,979 x 4)
Σ (Eci ti)
Σ ti
GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design of Stiffening Members Chapter 4Section 1
LLOYD’S REGISTER2
80 mm
3,15 mm 170 mm
302 mm
66,8
5 m
m
9,13
2 m
m
22,4
4 m
m
56,6
92 m
m
70 m
m
N AApprox.
boundary bonding
4390/215
6,173 mm
Fig. 4.1.2 Idealised section
4390/223
1 x 450 g/m2 CSM 4 x 800 g/m2 WR
25 mm 15 mm 15 mm 15 mm 15 mm
85 mm
4,853 mm3,916 mm
2,973 mm1,958 mm
0,979 mm
Fig. 4.1.3 Typical stiffener bonding arrangement

GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design of Stiffening Members Chapter 4Section 1
LLOYD’S REGISTER 3
Ply
No.
Des
crip
tion
Gc
Wei
ght
tB
read
th,
Leve
r @
Et.b
E.t.b
E.t.b
.xI@
EI@
(g/m
2 )(m
m)
b(m
m)
base
, x(m
m)
(N/m
m2 )
base
base
Dry
, see
Not
e1
WR
0,
580
00,
979
8084
,816
1400
078
,32
1096
480
9299
8499
5634
14,4
7887
8018
05
2W
R0,
580
00,
979
8083
,837
1400
078
,32
1096
480
9192
5046
5504
83,0
7706
7616
55
3U
DT
0,54
600
0,66
080
83,0
1720
748
52,8
010
9549
490
9446
5936
3890
,175
4999
2490
4U
DT
0,54
600
0,66
080
82,3
5720
748
52,8
010
9549
490
2216
3235
8127
,274
3042
2738
5W
R0,
580
00,
979
8081
,538
1400
078
,32
1096
480
8940
4238
5207
06,1
7289
8856
32
6W
R0,
580
00,
979
8080
,559
1400
078
,32
1096
480
8833
0784
5082
77,4
7115
8830
45
7C
SM
0,33
450
0,93
780
79,6
0172
0074
,96
5397
1242
9613
4547
4970
,034
1978
4035
8W
eb0,
5–
66,8
59,
706
45,7
0712
687
648,
8582
3191
037
6255
932
1597
160,
720
2631
7737
2
9bo
ndin
g0,
5–
3,15
170
10,7
0714
500
535,
5077
6475
083
1371
7861
832,
489
6570
245
10W
R0,
580
00,
979
302
8,64
314
500
295,
6642
8704
137
0507
5222
107,
132
0553
529
11C
SM
0,33
300
0,62
530
27,
840
6950
188,
7513
1181
310
2852
6611
609,
380
6843
30
12W
R0,
580
00,
979
302
7,03
914
500
295,
6642
8704
130
1743
3814
670,
721
2724
485
13C
SM
0,33
300
0,62
530
26,
236
6950
188,
7513
1181
381
8111
973
47,4
5106
4249
14W
R0,
580
00,
979
302
5,43
514
500
295,
6642
8704
123
2979
2487
55,5
1269
5497
6
15C
SM
0,33
300
0,62
530
24,
632
6950
188,
7513
1181
360
7697
140
56,7
2819
4272
16W
R0,
580
00,
979
302
3,83
114
500
295,
6642
8704
116
4215
1143
61,7
6324
5002
17C
SM
0,33
300
0,62
530
23,
028
6950
188,
7513
1181
339
7282
417
37,3
1207
4400
18W
R0,
580
00,
979
302
2,22
714
500
295,
6642
8704
195
4509
714
89,3
2159
4564
19C
SM
0,33
300
0,62
530
21,
424
6950
188,
7513
1181
318
6867
738
9,2
2704
632
Wet
, see
Not
e20
CS
M0,
286
450
1,11
230
20,
556
6290
335,
8221
1233
311
7445
713
8,4
8706
64
TOTA
LS85
,305
4436
,05
5321
9882
1194
2282
4970
4809
4412
1
NO
TE
The
crow
n of
the
stif
fene
r is
con
side
red
to b
e in
com
pres
sion
in t
his
exam
ple.
‘Dry
’ ind
icat
es t
he fa
ce o
f the
stif
fene
r w
ithin
the
hul
l and
‘wet
’ the
out
side
of t
he s
hell
lam
inat
e, s
eeFi
g. 4
.1.4
.
Pos
ition
of n
eutr
al a
xis
abov
e ba
se=
=
22,
44 m
m a
bove
bas
eTe
nsile
mod
ulus
of e
last
icity
of s
ectio
n =
=
119
97 N
/mm
2
Stif
fnes
s EI
of s
ectio
n ab
out
NA
= 4
3683
04 N
cm
4 /m
m2
1194
2282
4953
2198
8253
2198
8244
36,0
5
Tab
le 4
.1.1
Init
ial t
abul
atio
n o
f ‘t
op
-hat
’ sti
ffen
er c
alcu
lati
ons

1.7 The tabulation considers the entire section andcalculates all moments about the base, which is taken to bethe outer (wet) surface. The stiffness, EI, of the entire section,about the neutral axis, is determined using the parallel axistheorem:In general,
Ina = Ixx – Ay2
EIsect = Σ EIbase – (Σ Etb) x y2
where
y = distance of neutral axis above the base (mm)
From the tabulation:
EIsect = 70480944121 – 53219882 x (22,44)2
= 4368304336 Nmm4/mm2
EIsect = 4,368 x 106 Ncm4/mm2
From Pt 8, Ch 3,1.15 of the Rules for Special Service Craft theindividual layer stresses are determined from:
σti = x 10–1 N/mm2
The calculation of the stresses in individual layers becomes:
σti = x Ei yi x 10–1 N/mm2
σti = 66,8 x 10–6 x Ei yi N/mm2
where
Ei = modulus of elasticity of layer (N/mm2)yi = distance of layer from the neutral axis (mm)
The ‘top-hat’ stiffener is subjected to a load model shown inFig. 4.1.4. The diagram indicates the areas of tension andcompression that exist on either side of the stiffener.
29174,368 x 106
Eti yi M
Σ (Ei Ii)
■ Section 2Bending moment at fixed end ofstiffener
2.1 The generalised stress equation is:
σi = 66,8 x 10–6 x Ei yi N/mm2
The ultimate material properties may be found from Tables3.1.1 and 3.1.2 in Pt 8, Ch 3 of the Rules for Special ServiceCraft and the limiting stress fractions from Table 7.3.1 in Pt 8, Ch 3 of the Rules for Special Service Craft.
2.1.1 Consider the crown of the stiffener:(a) Consider the WR (Gc = 0,5) in compression:
Ec = 14000 N/mm2
yi = 85,305 – 22,44= 62,865 mm
σWR comp = 66,8 x 10–6 x 14000 x 62,865= 58,8 N/mm2
σWR ucs = 147 N/mm2
Stress fraction = 58,8/147 = 0,40 hence reject.
(b) Consider the UDT (Gc = 0,54) in compression:
Ec = 20748 N/mm2
yi = 85,305 – 22,44 – (2 x 0,979)= 60,907 mm
σUDT comp = 66,8 x 10–6 x 20748 x 60,907= 84,4 N/mm2
σUDT ucs = 279 N/mm2
Stress fraction = 84,4/279 = 0,303 hence acceptable.
(c) Consider the CSM (Gc = 0,33) over the stiffener former incompression:
Ec = 7200 N/mm2
yi = (85,305 – 22,44) – (4 x 0,979) – (2 x 0,66) = 57,629 mm
σCSM comp = 66,8 x 10–6 x 7200 x 57,629 = 27,7 N/mm2
σCSM ucs = 122 N/mm2
Stress fraction = 27,7/122 = 0,227 hence acceptable.
2.1.2 Consider the loaded face of the shell:(a) Consider the wet surface CSM (Gc = 0,286) in tension:
Et = 6290 N/mm2
yi = 22,44 mmσCSM tension = 66,8 x 10–6 x 6290 x 22,44
= 9,4 N/mm2
σCSM uts = 91 N/mm2
Stress fraction = 9,4/91 = 0,10 hence acceptable.Due to such a low stress fraction the adjacent CSM (Gc = 0,33) will also be acceptable.
(b) Consider the WR (Gc = 0,5) in tension:
Et = 14500 N/mm2
yi = 22,44 – 1,112 – 0,625= 20,703 mm
σWR tension = 66,8 x 10–6 x 14500 x 20,703= 20,05 N/mm2
σWR uts = 190 N/mm2
Stress fraction = 20,05/190 = 0,105 hence acceptable.
GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design of Stiffening Members Chapter 4Sections 1 & 2
LLOYD’S REGISTER4
T
T T
C CC
4390/221
Ms Ms
crown
plate
Fig. 4.1.4Regions of tension (T) and compression (C)
in example model

2.8 The radical reduction in ultimate compressivestrength may prove to be unsuitable in the crown of the stiffener at the end or in the panel at mid span. Designs whichfeature aramid fibres in the outer plies of the panel, in anattempt to make use of the superior impact properties, mustbe checked at mid span for compression in the individuallayers. This also applies to hybrid reinforcements containingaramid fibres. These reinforcements have one off propertiesof higher than one of the constituent fibres however, in servicethe individual allowable strains for each fibre reinforcementshould not be exceeded.
2.9 In accordance with Pt 8,Ch 3,1.5.1 of the Rules forSpecial Service Craft, it is of paramount importance that thestrain compatibility of the component materials is carefullyconsidered.
2.10 Consider typical values of apparent strain, εa, at failure for the following materials in laminate form:
Tension Compression‘E’ glass 1,3% 1,05%Carbon fibre 0,9% 0,55%Aramid fibre 1,3% 0,60%
2.11 The actual strain permissible is controlled by thematerial with the lowest apparent strain. The level of straindepends upon whether the reinforcements are in tension orcompression and depends on their relative positions withinthe laminate. Consequently if, for example, a carbon fibre rein-forcement is used in the crown of the stiffener then thecompression strain must be constrained to a maximum of0,33 x 0,55 per cent, i.e., 0,297 per cent. Therefore, thecorresponding allowable stress in the other reinforcementsmust be related to the strain in the reinforcement relative toits position away from the neutral axis and that of the carbonfibre reinforcement, e.g.:
εlimitWR =
2.12 Other materials incoporated into stiffeningmembers requiring strain compability consideration areplywoods, timbers, etc., which have very differing strains atfailure dependent upon the direction of the grain.
εallowable carbon x yWR
ycarbon
2.2 However, the conclusion is that the compressivestress fraction in the WR in the crown of the stiffener is unacceptable. A number of options exist, which include:(a) The use of higher strength materials such as carbon fibre
or aramid reinforcements.(b) Add UDT reinforcements in the crown of the stiffener.(c) Laminate local collars at the end of the stiffeners to
increase the section stiffness. This is usually labour inten-sive and not weight efficient.
2.3 Logically, for this example, the easiest solution is toadd UDT reinforcements in the crown of the stiffener. Twoadditional UDT reinforcements have been included in therevised arrangement. The effect on the section stiffness of therevised schedule is shown in Table 4.2.1.
2.4 Recalculation of stress in the WR reinforcement inthe stiffener crown using the revised section stiffness of5200996 Ncm/mm2:
σti = x Ei yi x 10–1 N/mm2
σti = 56,09 x 10–6 x Ei yi N/mm2
Consider the WR (Gc = 0,5) in the crown of the stiffener incompression:
Ec = 14000 N/mm2
yi = 86,625 – 24,926= 61,7 mm
σWR comp = 56,09 x 10–6 x 14000 x 61,7= 48,4 N/mm2
σWR ucs = 147 N/mm2
Stress fraction = 48,4/147 = 0,329 hence acceptable.
2.5 Re-consider the outermost UDT (Gc = 0,54) incompression:
Ec = 20748 N/mm2
yi = 86,625 – 24,926 – 0,979= 60,720 mm
σUDT comp = 56,07 x 10–6 x 20748 x 60,720= 70,66 N/mm2
σUDT ucs = 279 N/mm2
Stress fraction = 70,66/279 = 0,25 hence acceptable.
2.6 The example demonstrates that the additional twoUDT’s in the crown increases the section stiffness by 19 percent and is accompanied by a movement in the neutral axisfrom 22,44 – 24,926 mm above the base. The stress fractionin the woven roving in the crown is reduced from 0,4 to 0,329and meets the Rule requirement of 0,33.Considerable care must be exercised when additional material radically affects the position of the neutral axis. Forthis reason the stress in the outermost UDT’s has also beenre-calculated and found to be satisfactory.
2.7 Where aramid reinforcements are being used thenspecial consideration must be given to the compressive prop-erties. For comparison purposes aramid reinforcements, at afibre content of 0,45, typically have the following properties:
Tension CompressionUltimate strength (N/mm2) 300 100Elastic modulus (N/mm2) 21000 17000
29175200996
GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design of Stiffening Members Chapter 4Section 2
LLOYD’S REGISTER 5

GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design of Stiffening Members Chapter 4Section 2
LLOYD’S REGISTER6
Ply
No.
Des
crip
tion
Gc
Wei
ght
tB
read
th,
Leve
r @
Et.b
E.t.b
E.t.b
.xI
@EI
@(g
/m2 )
(mm
)b
(mm
)ba
se, x
(mm
)(N
/mm
2 )ba
seba
se
Dry
, see
Not
e1
WR
0,
580
00,
979
8086
,136
1400
078
,32
1096
480
9444
5853
5810
87,7
8135
2283
50
2U
DT
0,54
600
0,66
080
85,3
1620
748
52,8
010
9549
493
4632
0038
4323
,679
7394
6157
3W
R0,
560
00,
979
8084
,497
1400
078
,32
1096
480
9264
8722
5591
84,3
7828
5803
41
4U
DT
0,54
600
0,66
080
83,6
7720
748
52,8
010
9549
491
6676
8536
9699
,176
7051
6637
5U
DT
0,54
600
0,66
080
83,0
1720
748
52,8
010
9549
490
9446
5936
3890
,175
4999
2490
6W
R0,
580
00,
979
8082
,198
1400
078
,32
1096
480
9012
7915
5291
69,8
7408
3768
53
7U
DT
0,54
600
0,66
080
81,3
7820
748
52,8
010
9549
489
1491
4334
9663
,572
5481
8749
8W
R0,
580
00,
979
8080
,559
1400
078
,32
1096
480
8833
0784
5082
77,4
7115
8830
45
9C
SM
0,33
450
0,93
780
79,6
0172
0074
,96
5397
1242
9613
4547
4970
,034
1978
4035
10w
eb0,
5–
66,8
509,
706
45,7
0712
687
648,
8582
3191
037
6255
932
1597
160,
720
2631
7737
2
11bo
ndin
g0,
5–
3,15
017
0,00
010
,707
1450
053
5,50
7764
750
8313
7178
6183
2,4
8965
7024
5
12W
R0,
580
00,
979
302
8,64
314
500
295,
6642
8704
137
0507
5222
107,
132
0553
529
13C
SM
0,33
300
0,62
530
27,
840
6950
188,
7513
1181
310
2852
6611
609,
380
6843
30
14W
R0,
580
00,
979
302
7,03
914
500
295,
6642
8704
130
1743
3814
670,
721
2724
485
15C
SM
0,33
300
0,62
530
26,
236
6950
188,
7513
1181
381
8111
973
47,4
5106
4249
16W
R0,
580
00,
979
302
5,43
514
500
295,
6642
8704
123
2979
2487
55,5
1269
5497
6
17C
SM
0,33
300
0,62
530
24,
632
6950
188,
7513
1181
360
7697
140
56,7
2819
4272
18W
R0,
580
00,
979
302
3,83
114
500
295,
6642
8704
116
4215
1143
61,7
6324
5002
19C
SM
0,33
300
0,62
530
23,
028
6950
188,
7513
1181
339
7282
417
37,3
1207
4400
20W
R0,
580
00,
979
302
2,22
714
500
295,
6642
8704
195
4509
714
89,3
2159
4564
21C
SM
0,33
300
0,62
530
21,
424
6950
188,
7513
1181
318
6867
738
9,2
2704
632
Wet
, see
Not
e22
CS
M0,
286
450
1,11
230
20,
556
6290
335,
8221
1233
311
7445
713
8,4
8706
64
TOTA
LS86
,625
4541
,65
5541
0871
1381
1813
5286
4375
3937
8
NO
TE:
‘Dry
’ ind
icat
es t
he fa
ce o
f the
stif
fene
r w
ithin
the
hul
l and
‘wet
’ the
out
side
of t
he s
hell
lam
inat
e, s
eeFi
g. 4
.1.4
. Con
side
r th
e cr
own
of t
he s
tiffe
ner
in c
ompr
essi
on.
Pos
ition
of n
eutr
al a
xis
abov
e ba
se=
=
24,
926
mm
abo
ve b
ase
Tens
ile m
odul
us o
f ela
stic
ity o
f sec
tion
=
=
122
01 N
/mm
2
Stif
fnes
s EI
of s
ectio
n ab
out
NA
= 5
2009
96 N
cm
4 /m
m2
Tab
le 4
.2.1
Rev
ised
tab
ulat
ion
of
‘to
p-h
at’ s
tiff
ener
cal
cula
tio
ns in
clud
ing
ad
dit
iona
l uni
-dir
ecti
ona
l rei
nfo
rcem
ents
1381
1813
5255
4108
7155
4108
7145
41,6
5

■ Section 4Calculation of deflection
4.1 The deflection is calculated from Pt 8, Ch 3,1.14.5of the Rules for Special Service Craft. From the tabulation theoverall section stiffness is (EI)s = 5200996 Ncm4/mm2
δs = x 105 mm
δs = x 105 mm
δs = 1,93 mm.
4.2 The limiting span/deflection ratio is given in Table7.2.1 in Pt 8, Ch 7 of the Rules for Special Service Craft andtypically for a bottom longitudinal (not in the slamming zone)the ratio required is 150.Span/deflection ratio = length/mid-point deflection
= 1000/1,7= 588 hence acceptable.
φS p s l4
(EI)s
1
348
70 x 500 x 14
5200996
■ Section 3Web thickness to meet shearrequirement
3.1 Ultimate shear stress from Table 3.1.2 in Pt 8, Ch 3of the Rules for Special Service Craft. From the web thickness(4,853 mm) given in 1.5 and the web laminate schedule givenin Fig. 4.1.3 (i.e. total weight of 3650 g/m2) the effective glasscontent may be calculated, by transforming the relationshipgiven in Pt 8, Ch 4,1.6.1 of the Rules for Special Service Craft.The effective glass content of the web is therefore 0,47.
τS = 80 Gc + 38 = 76 N/mm2
From Pt 8, Ch 7, Table 7.3.1 of the Rules for Special ServiceCraft. Limiting shear stress fraction = 0,33Limiting shear stress = 0,33 x 76 = 25,08 N/mm2.
3.2 The shear stress requirement is given in Pt 8, Ch 3,1.14.3 of the Rules for Special Service Craft. By settingthe shear stress to the limiting shear stress the equation maybe rearranged:
tw = FS/(2 x dw x τS) mm
The actual shear load is given in Pt 8, Ch 3,1.14.2 of the Rulesfor Special Service Craft.
Fs = φS p s le N
The shear stress coefficient is obtained from Table 3.1.5 in Pt 8, Ch 3 of the Rules for Special Service Craft.
Fs = 0,5 x 70 x 500 x 1 = 17500 N
Consequently, the minimum web thickness to meet the Rulerequirement is:
tw = 17500/(2 x 70 x 25,08) = 4,98 mm
The actual web thickness is 4,853 mm. The deficiency is only0,127 mm and is considered acceptable.
3.3 Finally, check the minimum Rule requirement forweb thickness. From Pt 8, Ch 3,1.16.2 of the Rules for SpecialService Craft.
tw =
For a web depth of 70 mm and fibre content of 0,47 the minimum web thickness is 2,33 mm. Hence the minimumrequirement is fulfilled.
0,025dw + 1,1
1,3fw + 0,61
GUIDANCE NOTES FOR THE CLASSIFICATION OF SPECIAL SERVICE CRAFT, July 2014
Design of Stiffening Members Chapter 4Sections 3 & 4
LLOYD’S REGISTER 7

© Lloyd’s Register Group Limited 2014Published by Lloyd’s Register Group Limited
Registered office (Reg. no. 08126909)71 Fenchurch Street, London, EC3M 4BS
United Kingdom