Embed Size (px)
Citation preview

Construction and Building Materials 25 (2011) 3123–3130
Contents lists available at ScienceDirect
Construction and Building Materials
journal homepage: www.elsevier .com/locate /conbui ldmat
High-strength rice husk ash concrete incorporating quarry dust as a partialsubstitute for sand
S.N. Raman a,b,⇑, T. Ngo a, P. Mendis a, H.B. Mahmud c
a Department of Civil & Environmental Engineering, The University of Melbourne, Victoria 3010, Australiab Department of Architecture, Universiti Kebangsaan Malaysia, 43600 UKM Bangi, Selangor, Malaysiac Department of Civil Engineering, University of Malaya, 50603 Kuala Lumpur, Malaysia
a r t i c l e i n f o
Article history:Received 27 July 2010Received in revised form 15 October 2010Accepted 9 December 2010Available online 5 February 2011
Keywords:High-strength concrete (HSC)Quarry dustRice husk ash (RHA)Compressive strengthMechanical propertiesInitial surface absorptionSuperplasticizer
0950-0618/$ - see front matter � 2010 Elsevier Ltd. Adoi:10.1016/j.conbuildmat.2010.12.026
⇑ Corresponding author at: Department of Civil &The University of Melbourne, Victoria 3010, Australia+613 8344 4616.
E-mail address: [email protected] (S.N. Ra
a b s t r a c t
Quarry dust is a by-product from the granite crushing process in quarrying activities. This paper presentsthe findings from experimental work undertaken to evaluate the suitability of quarry dust as a partialsubstitute for sand in high-strength concrete (HSC) containing rice husk ash (RHA). Two grades of HSCmixes, to achieve 60 MPa and 70 MPa at 28 days, were designed with and without the incorporation ofRHA. Quarry dust was then used in the mixes containing RHA as a partial substitute for sand, in quantitiesranging from 10% to 40%. The slump of the fresh concrete and the compressive strength developmentwere monitored up to 28 days. Based on the results obtained, the mixes containing 20% quarry dust werechosen as the optimum mix design for both grades of concrete, which would then undergo further eval-uation of their strength and mechanical properties up to one year. The results obtained in the next stagesuggest that even though the use of quarry dust as a partial substitute for sand results in some minor neg-ative effects in the compressive strength and other mechanical properties of concrete, these outcomescan easily be compensated by a good mix design and by the incorporation of RHA. The findings of theresearch assert that quarry dust can be used as a viable replacement material to sand to produce high-strength RHA concrete.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
Cement and concrete production consumes enormous amountsof natural resources and aggregates, thereby causing substantialenergy and environmental losses. This production also contributessignificantly to the emission of carbon dioxide, a naturally occur-ring greenhouse gas. Adjustments and improvements to the pres-ent concrete making methods are essential in order to addressthese environmental and economic issues. This has encouragedresearchers in the area of concrete engineering and technology toinvestigate and identify supplementary by-product materials thatcan be used as substitutes for constituent materials in concreteproduction. The beneficial effects of some of these materials onthe properties of concrete have further enhanced these efforts. Sil-ica fume is one of the most preferred cement replacements, espe-cially when the engineering properties and durability of thehardened concrete were the primary concern. The major advanta-ges of silica fume are its high SiO2 content, in most instances above90%, as well as its ultrafine particles. However, the extensive use of
ll rights reserved.
Environmental Engineering,. Tel.: +613 8344 4291; fax:
man).
silica fume in concrete production, especially in developing econo-mies, is usually prohibited by its high cost. In view of this, severalother pozzolanic materials are being investigated for similarapplications.
Rice husk ash (RHA) is a material that can play a similar role tosilica fume as a pozzolanic material in concrete. Raw rice husks,which are residues from dehusked paddy rice, pose an enormousdisposal problem and environmental load. RHA is produced fromthe controlled incineration of raw rice husks, which is then groundto the required fineness. On average, each unit weight of raw huskswould yield approximately 18–20% of RHA, which can be opti-mized positively in concrete technology.
The beneficial effects of RHA on concrete with respect to itsmechanical properties and durability have been widely discussed[1–16]. Mahmud et al. deduced that high-strength concrete (HSC)with a compressive strength of 80 MPa can be produced by thecombined utilization of RHA and superplasticizer from the con-crete age of 14 days onwards [2]. Nehdi et al. concluded thatdepending on the rate of addition, RHA enhanced the compressivestrength of concrete by up to 40% at 56 days and was superior tosilica fume in this aspect [3]. Meanwhile, Ganesan et al. found thatblended cement containing up to 30% RHA can be produced with-out adversely affecting the strength and permeability properties ofconcrete [4]. Addition of RHA into concrete also causes significant

Table 1Physical properties of aggregates.
Properties Coarse aggregate Mining sand Quarry dust
Maximum size (mm) 20.0 5.00 5.00Specific gravity 2.65 2.73 2.83Absorption (%) 0.55 0.74 0.78Moisture content (%) 0.81 0.97 0.94Fineness modulus 7.26 3.24 3.41Silt content (%) – 5.7 13.0
3124 S.N. Raman et al. / Construction and Building Materials 25 (2011) 3123–3130
enhancement to the durability properties of concrete. Bouzoubaâand Fournier reported that the replacement of 7.5% to 12.5% ofPortland cement with RHA significantly improved the resistanceof the concrete to chloride-ion penetrability [6]. At a higher pro-portion of replacement, it was reported that substitution of cementwith up to 30% RHA resulted in enhanced strength and corrosionresistance, as well as a reduction in the chloride penetration andpermeability of concrete [8]. Similarly, Ganesan et al. stated thatthe blending of 30% RHA with cement resulted in approximately35% decrease in water permeability, 28% reduction in chloride dif-fusion, and 75% reduction in chloride permeation of the concrete[4]. The enhancement in the mechanical properties and durabilityof concrete due to the addition of RHA is caused by the reaction ofRHA with Ca(OH)2 during the hydration process to form additionalC–S–H gel. It was confirmed by the findings of Yu et al. that at tem-peratures around 40 �C and in the presence of water, the amor-phous silica contained in RHA can react with Ca(OH)2 to formone kind of C–S–H gel (Ca1.5SiO3.5�xH2O) [10].
On another note, the reduction in the available sources of natu-ral aggregates is also affecting the construction industry. This sce-nario is further aggravated by the sterilization of valuableaggregate resources by the process of urbanization. Several alter-native aggregates are being investigated to overcome this chal-lenge, and some examples include manufactured aggregates,waste from quarrying activities, crushed sandstone aggregates,materials recycled from construction and demolition waste, copperslag and fly ash particles. In the past, residues from quarryingactivities have been used for different construction applicationssuch as in the construction of roads and highways, and in thedevelopment of building products. However, their application forconcreting purposes has been very limited. Nataraja et al. devel-oped concrete using large-size quarry waste as coarse aggregates[17], whereas Ho et al. used quarry dust as partial replacementfor cementing material in self-compacting concrete applications[18]. Meanwhile, Safiuddin et al. investigated the suitability ofquarry waste as fine aggregates to produce flowing concretes[19]. On the other hand, Kumar et al. evaluated the flexural behav-ior of high-performance reinforced concrete beams produced byusing crushed sandstone as coarse and fine aggregates, and de-duced that there is a good prospect to utilize crushed sandstonesand as fine aggregates [20]. More recently, Eren and Marar evalu-ated the fresh and hardened properties of concrete with the com-bined utilization of limestone crusher dust in different proportionsand steel fibers of different aspect ratios and volume percentages,where the crusher dust was used as a replacement for the fineaggregates (<5 mm) [21].
The present research has been undertaken to investigate thepossibility of using quarry dust, sourced as a by-product from gran-ite quarrying activities, as a partial replacement material for natu-ral sand in the development of HSC containing RHA. It is envisagedthat the outcomes of this research will enhance the potential use ofquarry dust as a viable alternative material to natural sand in theproduction of HSC.
2. Materials and methods
The experimental work presented in this paper was undertaken in Kuala Lum-pur, Malaysia. The details of the experimental program used are described in thefollowing sections.
2.1. Materials
The primary materials used in this study were: locally manufactured Type I or-dinary Portland cement, coarse aggregate of crushed granite type, mining sand,quarry dust, RHA, and normal tap water. The quarry dust sample, obtained as aby-product from the crushing process of granites, was sourced from a quarry lo-cated in Cheras, Malaysia. The physical properties of the quarry dust sample, incomparison with the other aggregates used in the study, are presented in Table 1.
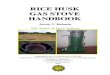
The raw rice husks were sourced from a rice mill located in Kuala Selangor,Malaysia. RHA was produced by controlled incineration of the raw rice husks in aferrocement furnace, and were then allowed to cool for approximately 24 h. The de-sign of the furnace that was used for the incineration was based on Loo et al. [22].The incinerated ash was subsequently ground in a Los Angeles machine to achievethe required fineness as per BS 3892 [23] (Fig. 1). The Los Angeles machine used,incorporates forty mild steel rods of 10 mm diameter and 500 mm in length placedin the rotating drum, instead of the conventional ball mills. Similar grinding config-urations have also been used by Kamaruddin [14] and Zain et al. [15]. For each ses-sion of grinding, 5 kg of coarse rice husk ash were placed in the drum and wasground for 150 min. Loo et al. suggested that the conventional ball mills methodin the Los Angeles machine should be replaced with mild steel rods in order toachieve more efficient grinding of the ashes [22]. Table 2 presents the physicalproperties of the binders used in the study (ordinary Portland cement and RHA),whereas Table 3 indicates the oxide composition in the binders [16]. The X-ray dif-fraction analysis of the RHA sample indicated amorphous silica formation consist-ing mainly of quartz mineral group. The RHA produced in this study recorded aspecific surface (by Nitrogen adsorption technique) of 23,455 m2/kg. In comparison,various researchers have also reported the specific surface of RHA within the rangefrom 13,710 to 40,100 m2/kg [1,3–5,9,11–13].
Normal tap water (pH: 7.0) was used for both concrete mixing and curing pur-poses, whereas a polycarboxylic ether based superplasticizer (Specific gravity: 1.09;Solid content: 34%) was used as the liquid chemical admixture in the concretemixes.
2.2. Concrete mix design
Two grades of HSC were produced in this study, one to achieve 60 MPa at28 days and the other to achieve 70 MPa at 28 days. In order to allow independenceof the mix design procedure, two different concrete mix design methods were em-ployed. The 60 MPa HSC (C60) was designed using the DOE (Department of Environ-ment, UK) mix design method with a water–binder ratio of 0.38 [24]; whereas the70 MPa HSC (C70) was designed using the Sherbrooke mix design method with awater–binder ratio of 0.30 [25]. The research program involved several trial mixesthat were conducted prior to achieving the final mix proportions. Some of the out-comes of the trial mixes will also be discussed since these results were given dueconsideration prior to arriving at the final mix design.
The RHA was incorporated into the mix design by partial replacement of the ce-ment content. In the initial trial mix stage, various mixes that had a substitution ofcement with RHA of between 0% (control) and 30% were evaluated for both types ofHSC. The optimum cement replacement proportion with RHA was determined bymonitoring the strength development up to 28 days, i.e. the mix should be ableto achieve the desired early age strength as well as the highest compressivestrength at 28 days. For both grades of concrete, 10% RHA was identified as the opti-mum replacement proportion of cement. The findings of this stage of the tests willnot be discussed in detail in this paper.
During the subsequent trial mix stage, six mix proportions were designed foreach grade of HSC. These were the OPC, RHA10, RHAQD10, RHAQD20, RHAQD30and RHAQD40. OPC was the control mix with no replacement of cement withRHA, or sand with quarry dust. In the RHA10 mix, 10% of the cement was replacedwith RHA, without the inclusion of quarry dust. Similarly, 10% RHA was used to re-place the cement in the remaining four mixes. However, unlike the OPC and RHA10mixes, the fine aggregate content in the RHAQD10, RHAQD20, RHAQD30 andRHAQD40 mixes contains quarry dust as a replacement for sand at 10%, 20%, 30%and 40% respectively. These different replacement proportions of quarry dust weretested to identify the maximum replacement that can be used in the HSC to achievethe desired strength at 28 days. The details of the mix proportions produced in thetrial mix stage are shown in Table 4 (for C60) and Table 5 (for C70). The dosage ofthe superplasticizer was varied in order to achieve a minimum slump of 150 mm forboth grades of HSC. Generally, C70 mixes required a higher dosage of superplasti-cizer compared to C60 mixes. The performance of these HSC mixes were evaluatedin the aspects of workability in fresh state, and compressive strength on the 1st, 3rd,7th and 28th day.
Based on the findings of the trial mix stage for both grades of concrete, the mixcontaining 20% quarry dust and 10% RHA (RHAQD20) was identified as the opti-mum mix since it indicated similar strength development properties to the controlconcrete mix. Therefore, this mix was selected to undergo further evaluation on its
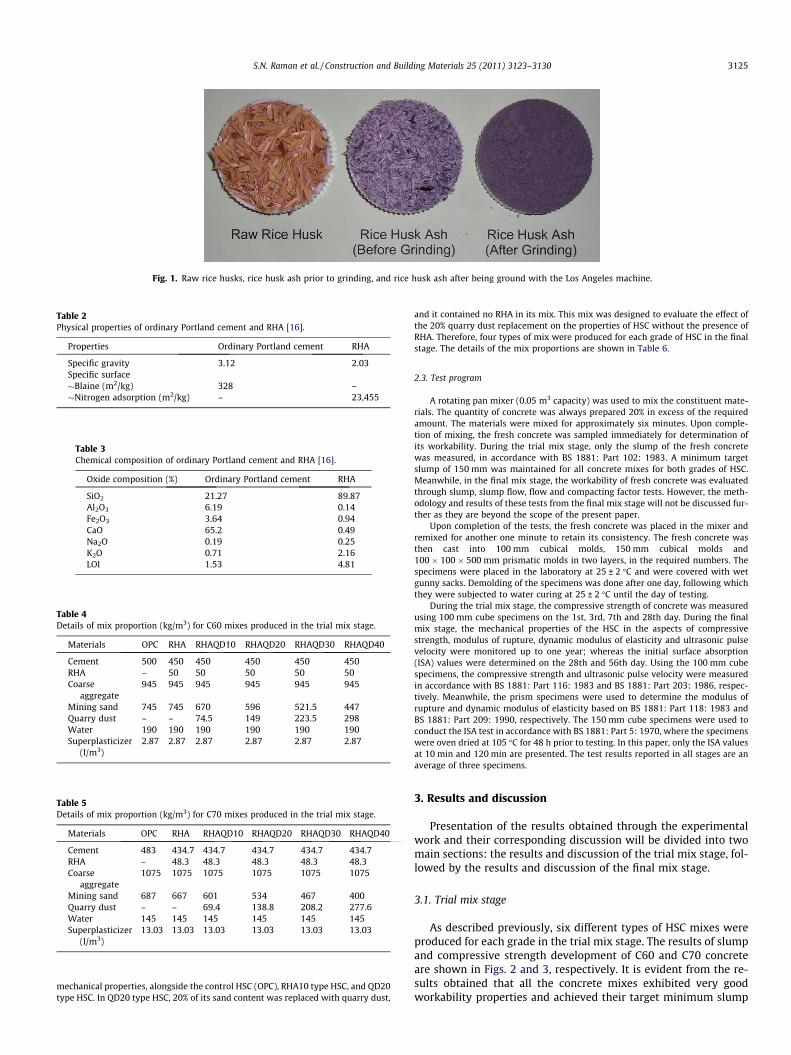
Fig. 1. Raw rice husks, rice husk ash prior to grinding, and rice husk ash after being ground with the Los Angeles machine.
Table 2Physical properties of ordinary Portland cement and RHA [16].
Properties Ordinary Portland cement RHA
Specific gravity 3.12 2.03Specific surface�Blaine (m2/kg) 328 –�Nitrogen adsorption (m2/kg) – 23,455
Table 3Chemical composition of ordinary Portland cement and RHA [16].
Oxide composition (%) Ordinary Portland cement RHA
SiO2 21.27 89.87Al2O3 6.19 0.14Fe2O3 3.64 0.94CaO 65.2 0.49Na2O 0.19 0.25K2O 0.71 2.16LOI 1.53 4.81
Table 4Details of mix proportion (kg/m3) for C60 mixes produced in the trial mix stage.
Materials OPC RHA RHAQD10 RHAQD20 RHAQD30 RHAQD40
Cement 500 450 450 450 450 450RHA – 50 50 50 50 50Coarse
aggregate945 945 945 945 945 945
Mining sand 745 745 670 596 521.5 447Quarry dust – – 74.5 149 223.5 298Water 190 190 190 190 190 190Superplasticizer
(l/m3)2.87 2.87 2.87 2.87 2.87 2.87
Table 5Details of mix proportion (kg/m3) for C70 mixes produced in the trial mix stage.
Materials OPC RHA RHAQD10 RHAQD20 RHAQD30 RHAQD40
Cement 483 434.7 434.7 434.7 434.7 434.7RHA – 48.3 48.3 48.3 48.3 48.3Coarse
aggregate1075 1075 1075 1075 1075 1075
Mining sand 687 667 601 534 467 400Quarry dust – – 69.4 138.8 208.2 277.6Water 145 145 145 145 145 145Superplasticizer
(l/m3)13.03 13.03 13.03 13.03 13.03 13.03
S.N. Raman et al. / Construction and Building Materials 25 (2011) 3123–3130 3125
mechanical properties, alongside the control HSC (OPC), RHA10 type HSC, and QD20type HSC. In QD20 type HSC, 20% of its sand content was replaced with quarry dust,
and it contained no RHA in its mix. This mix was designed to evaluate the effect ofthe 20% quarry dust replacement on the properties of HSC without the presence ofRHA. Therefore, four types of mix were produced for each grade of HSC in the finalstage. The details of the mix proportions are shown in Table 6.
2.3. Test program
A rotating pan mixer (0.05 m3 capacity) was used to mix the constituent mate-rials. The quantity of concrete was always prepared 20% in excess of the requiredamount. The materials were mixed for approximately six minutes. Upon comple-tion of mixing, the fresh concrete was sampled immediately for determination ofits workability. During the trial mix stage, only the slump of the fresh concretewas measured, in accordance with BS 1881: Part 102: 1983. A minimum targetslump of 150 mm was maintained for all concrete mixes for both grades of HSC.Meanwhile, in the final mix stage, the workability of fresh concrete was evaluatedthrough slump, slump flow, flow and compacting factor tests. However, the meth-odology and results of these tests from the final mix stage will not be discussed fur-ther as they are beyond the scope of the present paper.
Upon completion of the tests, the fresh concrete was placed in the mixer andremixed for another one minute to retain its consistency. The fresh concrete wasthen cast into 100 mm cubical molds, 150 mm cubical molds and100 � 100 � 500 mm prismatic molds in two layers, in the required numbers. Thespecimens were placed in the laboratory at 25 ± 2 �C and were covered with wetgunny sacks. Demolding of the specimens was done after one day, following whichthey were subjected to water curing at 25 ± 2 �C until the day of testing.
During the trial mix stage, the compressive strength of concrete was measuredusing 100 mm cube specimens on the 1st, 3rd, 7th and 28th day. During the finalmix stage, the mechanical properties of the HSC in the aspects of compressivestrength, modulus of rupture, dynamic modulus of elasticity and ultrasonic pulsevelocity were monitored up to one year; whereas the initial surface absorption(ISA) values were determined on the 28th and 56th day. Using the 100 mm cubespecimens, the compressive strength and ultrasonic pulse velocity were measuredin accordance with BS 1881: Part 116: 1983 and BS 1881: Part 203: 1986, respec-tively. Meanwhile, the prism specimens were used to determine the modulus ofrupture and dynamic modulus of elasticity based on BS 1881: Part 118: 1983 andBS 1881: Part 209: 1990, respectively. The 150 mm cube specimens were used toconduct the ISA test in accordance with BS 1881: Part 5: 1970, where the specimenswere oven dried at 105 �C for 48 h prior to testing. In this paper, only the ISA valuesat 10 min and 120 min are presented. The test results reported in all stages are anaverage of three specimens.
3. Results and discussion
Presentation of the results obtained through the experimentalwork and their corresponding discussion will be divided into twomain sections: the results and discussion of the trial mix stage, fol-lowed by the results and discussion of the final mix stage.
3.1. Trial mix stage
As described previously, six different types of HSC mixes wereproduced for each grade in the trial mix stage. The results of slumpand compressive strength development of C60 and C70 concreteare shown in Figs. 2 and 3, respectively. It is evident from the re-sults obtained that all the concrete mixes exhibited very goodworkability properties and achieved their target minimum slump
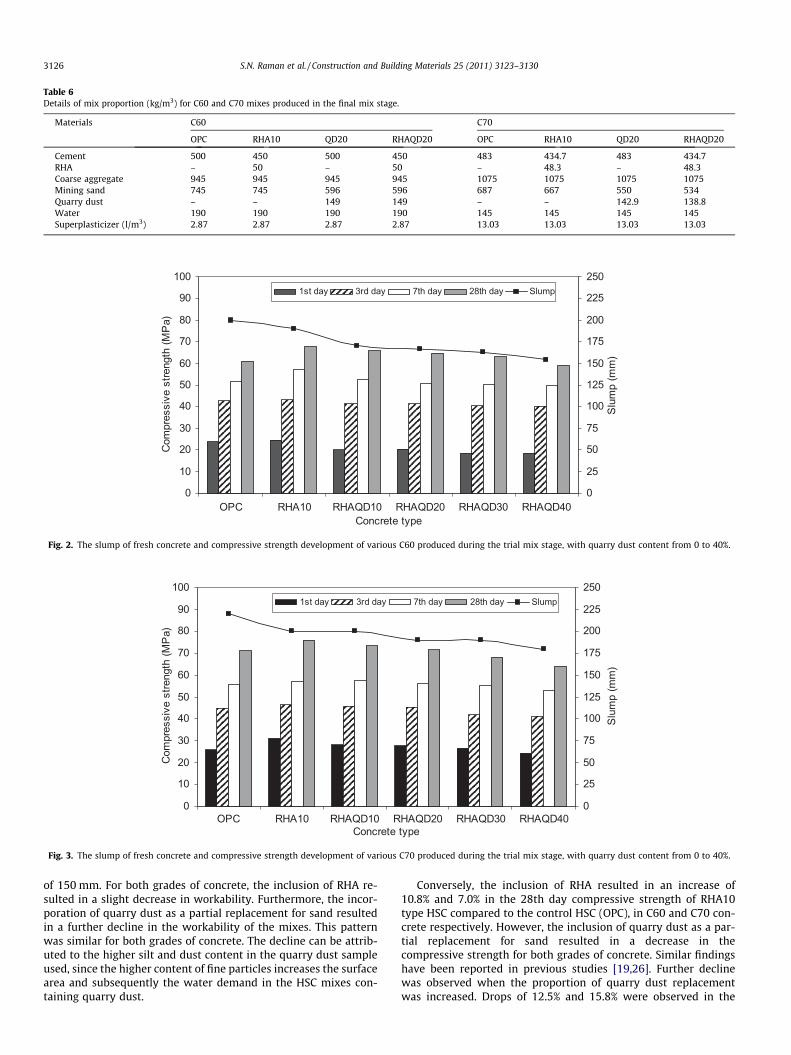
Table 6Details of mix proportion (kg/m3) for C60 and C70 mixes produced in the final mix stage.
Materials C60 C70
OPC RHA10 QD20 RHAQD20 OPC RHA10 QD20 RHAQD20
Cement 500 450 500 450 483 434.7 483 434.7RHA – 50 – 50 – 48.3 – 48.3Coarse aggregate 945 945 945 945 1075 1075 1075 1075Mining sand 745 745 596 596 687 667 550 534Quarry dust – – 149 149 – – 142.9 138.8Water 190 190 190 190 145 145 145 145Superplasticizer (l/m3) 2.87 2.87 2.87 2.87 13.03 13.03 13.03 13.03
0
10
20
30
40
50
60
70
80
90
100
OPC RHA10 RHAQD10 RHAQD20 RHAQD30 RHAQD40Concrete type
Com
pres
sive
stre
ngth
(MP
a)
0
25
50
75
100
125
150
175
200
225
250
Slu
mp
(mm
)
1st day 3rd day 7th day 28th day Slump
Fig. 2. The slump of fresh concrete and compressive strength development of various C60 produced during the trial mix stage, with quarry dust content from 0 to 40%.
0
10
20
30
40
50
60
70
80
90
100
OPC RHA10 RHAQD10 RHAQD20 RHAQD30 RHAQD40Concrete type
Com
pres
sive
stre
ngth
(MP
a)
0
25
50
75
100
125
150
175
200
225
250
Slu
mp
(mm
)1st day 3rd day 7th day 28th day Slump
Fig. 3. The slump of fresh concrete and compressive strength development of various C70 produced during the trial mix stage, with quarry dust content from 0 to 40%.
3126 S.N. Raman et al. / Construction and Building Materials 25 (2011) 3123–3130
of 150 mm. For both grades of concrete, the inclusion of RHA re-sulted in a slight decrease in workability. Furthermore, the incor-poration of quarry dust as a partial replacement for sand resultedin a further decline in the workability of the mixes. This patternwas similar for both grades of concrete. The decline can be attrib-uted to the higher silt and dust content in the quarry dust sampleused, since the higher content of fine particles increases the surfacearea and subsequently the water demand in the HSC mixes con-taining quarry dust.
Conversely, the inclusion of RHA resulted in an increase of10.8% and 7.0% in the 28th day compressive strength of RHA10type HSC compared to the control HSC (OPC), in C60 and C70 con-crete respectively. However, the inclusion of quarry dust as a par-tial replacement for sand resulted in a decrease in thecompressive strength for both grades of concrete. Similar findingshave been reported in previous studies [19,26]. Further declinewas observed when the proportion of quarry dust replacementwas increased. Drops of 12.5% and 15.8% were observed in the

0
10
20
30
40
50
60
70
80
90
100
1 3 7 28 56 365Concrete age (Days)
Com
pres
sive
stre
ngth
(MP
a)
OPCRHA10QD20RHAQD20
Fig. 5. The compressive strength development (up to 365 days) of various C70mixes produced during the final mix stage.
5
6
7
8
9
10
11
Concrete age (Days)
Mod
ulus
of r
uptu
re (M
Pa)
OPC RHA10 QD20 RHAQD20
28 56 365
S.N. Raman et al. / Construction and Building Materials 25 (2011) 3123–3130 3127
28th day compressive strength of the HSC mix containing 40%quarry dust for the C60 and C70 concrete respectively, whencompared to the respective RHA10 type HSC.
Considering the findings in the trial mix stage for both grades ofconcrete, the RHAQD20 type HSC, which contains 10% RHA as ce-ment replacement and 20% quarry dust as sand replacement, waschosen as the optimum HSC mix to be further investigated in thefinal mix stage. This assessment was based mainly on the resultsof slump and 28th day compressive strength, as well as the earlyage strength and overall compressive strength development.
3.2. Final mix stage
In the final mix stage, four types of HSC were produced for eachgrade of HSC. These were the control OPC type HSC; RHA10, whichcontains 10% RHA as cement replacement; QD20, which contains20% quarry dust as sand replacement; and RHAQD20, which com-bines 10% RHA as cement replacement and 20% quarry dust as sandreplacement. The compressive strength was the key mechanicalproperty evaluated for hardened concrete, in addition to the otherproperties mentioned earlier. Compressive strength developmentwas monitored from the 1st day up to the 365th day (one year).Figs. 4 and 5 represent the compressive strength development forthe C60 and C70 mixes, respectively. Meanwhile, the modulus ofrupture of the HSC on the 28th, 56th and 365th day are shown inFigs. 6 and 7.
Based on the results shown in Figs. 4 and 5, it is evident that ingeneral, all the HSC mixes were able to attain their target grade ofcompressive strength at 28 days, and the compressive strengthcontinues to develop until 365 days. In addition, when the strengthdevelopment between the OPC and RHA10 mixes are compared, itcan be observed that the effect of cement replacement with RHAcan be noticed from the 3rd day onwards, and is more evident atlater ages. At 28 days, the compressive strength of C60 RHA10was higher than OPC by 11.8%; and at 365 days, it was higher by16.5%. Similarly, for C70, the compressive strength of RHA10 washigher than OPC by 10.9% and 12.0% at 28 days and 365 days,respectively.
It can also be observed that the substitution of quarry dust intothe HSC mixes resulted in a slight decrease in the compressivestrength for both grades of concrete. Similar findings were ob-served in the trial mix stage, and have also been reported in previ-
0
10
20
30
40
50
60
70
80
90
100
1 3 7 28 56 365Concrete age (Days)
Com
pres
sive
stre
ngth
(MP
a)
OPCRHA10QD20RHAQD20
Fig. 4. The compressive strength development (up to 365 days) of various C60mixes produced during the final mix stage.
Fig. 6. The modulus of rupture of C60, from the 28th day to the 365th day.
5
6
7
8
9
10
11
28 56 365Concrete age (Days)
Mod
ulus
of r
uptu
re (M
Pa)
OPC RHA10 QD20 RHAQD20
Fig. 7. The modulus of rupture of C70, from the 28th day to the 365th day.
20
25
30
35
40
45
50
55
60
65
1 3 7 28 56 365Concrete age (Days)
Dyn
. mod
ulus
of e
last
icity
(GPa
)
OPCRHA10QD20RHAQD20
Fig. 9. Dynamic modulus of elasticity of C70 up to 365 days.
3.5
4.0
4.5
5.0
5.5
6.0
6.5
7.0
7.5
1 3 7 28 56 365Concrete age (Days)
Ultr
ason
ic p
ulse
vel
ocity
(km
/s)
OPCRHA10QD20RHAQD20
Fig. 10. Ultrasonic pulse velocity recorded from C60.
3128 S.N. Raman et al. / Construction and Building Materials 25 (2011) 3123–3130
ous studies [19,26]. However, this minor variation in strength doesnot cause any alarm as it is much lower than 10% for both grades ofconcrete. A similar trend can also be observed in the modulus ofrupture (Figs. 6 and 7). This decline in strength properties can beattributed to the higher content of fine particles in the quarry dustsample used, due to the fact that these materials are known tointerfere in the bond between the paste and the aggregate, in addi-tion to increasing the water demand for the mix [27]. Safiuddinet al. attributed the drop in strength to the high amount of fine par-ticles, the high amount of flaky particles, and the weaker particlesin the quarry dust sample [19].
The negative effect due to quarry dust substitution can be com-pensated with the inclusion of RHA into the mix. RHAQD20 con-crete recorded comparable or higher strength properties than thecontrol concrete, especially from the 28th day onwards. Also,RHA10 exhibited the highest strengths at all ages for both gradesof concrete. As mentioned earlier, the positive effects of RHA onthe hardened properties of concrete is widely acknowledged,where it reacts with Ca(OH)2 produced during cement hydrationto form additional C–S–H gel.
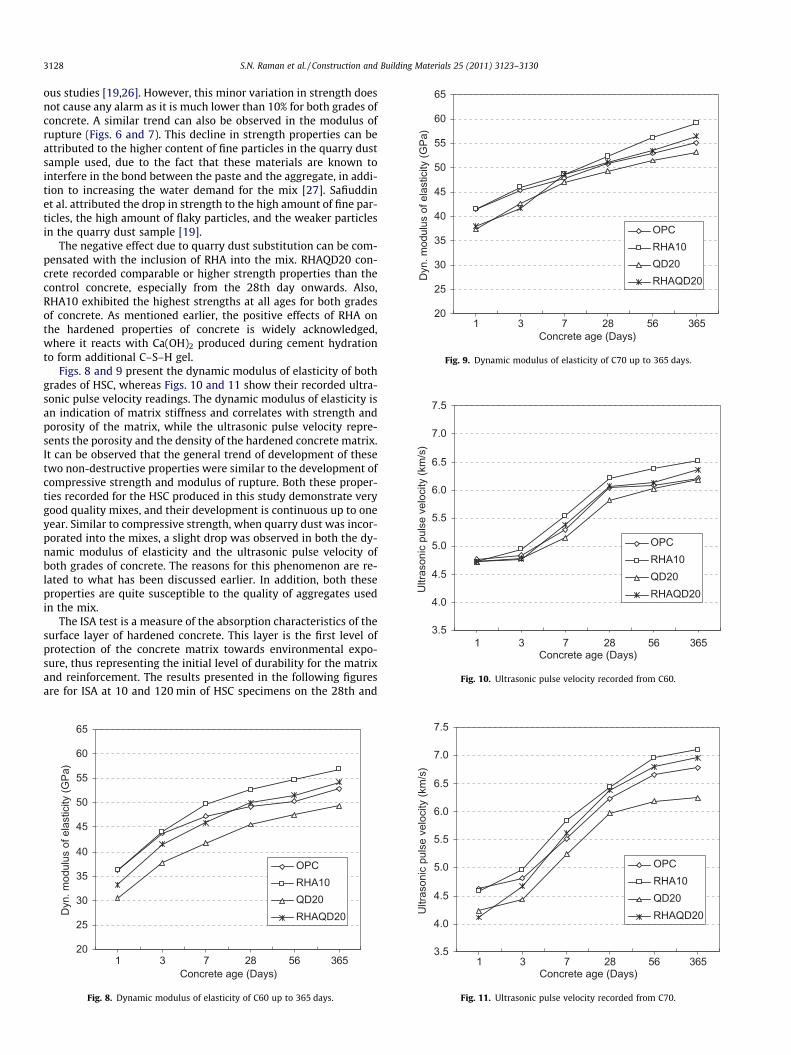
Figs. 8 and 9 present the dynamic modulus of elasticity of bothgrades of HSC, whereas Figs. 10 and 11 show their recorded ultra-sonic pulse velocity readings. The dynamic modulus of elasticity isan indication of matrix stiffness and correlates with strength andporosity of the matrix, while the ultrasonic pulse velocity repre-sents the porosity and the density of the hardened concrete matrix.It can be observed that the general trend of development of thesetwo non-destructive properties were similar to the development ofcompressive strength and modulus of rupture. Both these proper-ties recorded for the HSC produced in this study demonstrate verygood quality mixes, and their development is continuous up to oneyear. Similar to compressive strength, when quarry dust was incor-porated into the mixes, a slight drop was observed in both the dy-namic modulus of elasticity and the ultrasonic pulse velocity ofboth grades of concrete. The reasons for this phenomenon are re-lated to what has been discussed earlier. In addition, both theseproperties are quite susceptible to the quality of aggregates usedin the mix.
The ISA test is a measure of the absorption characteristics of thesurface layer of hardened concrete. This layer is the first level ofprotection of the concrete matrix towards environmental expo-sure, thus representing the initial level of durability for the matrixand reinforcement. The results presented in the following figuresare for ISA at 10 and 120 min of HSC specimens on the 28th and
20
25
30
35
40
45
50
55
60
65
1 3 7 28 56 365Concrete age (Days)
Dyn
. mod
ulus
of e
last
icity
(GPa
)
OPCRHA10QD20RHAQD20
Fig. 8. Dynamic modulus of elasticity of C60 up to 365 days.
3.5
4.0
4.5
5.0
5.5
6.0
6.5
7.0
7.5
1 3 7 28 56 365Concrete age (Days)
Ultr
ason
ic p
ulse
vel
ocity
(km
/s)
OPCRHA10QD20RHAQD20
Fig. 11. Ultrasonic pulse velocity recorded from C70.
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
55 60 65 70 75 80 85
Initi
al s
urfa
ce a
bsor
ptio
n (m
l/m 2 /s
)
10 mins ISA (C60) 120 mins ISA (C60)
10 mins ISA (C70) 120 mins ISA (C70)
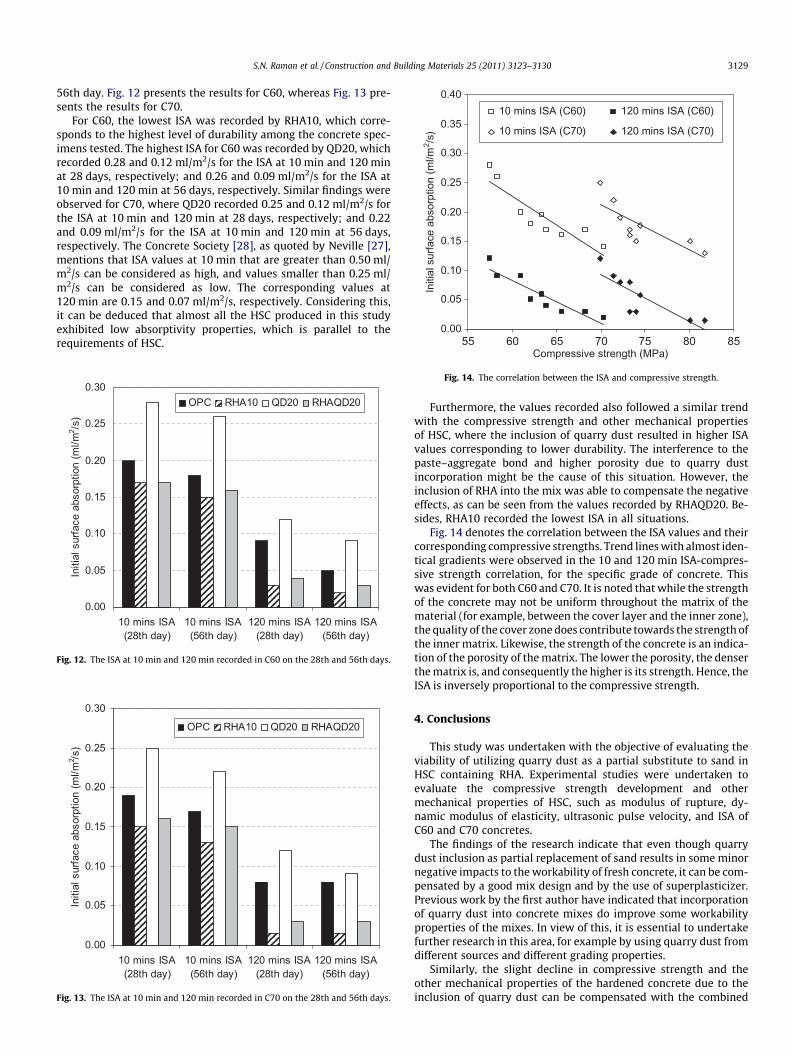
S.N. Raman et al. / Construction and Building Materials 25 (2011) 3123–3130 3129
56th day. Fig. 12 presents the results for C60, whereas Fig. 13 pre-sents the results for C70.
For C60, the lowest ISA was recorded by RHA10, which corre-sponds to the highest level of durability among the concrete spec-imens tested. The highest ISA for C60 was recorded by QD20, whichrecorded 0.28 and 0.12 ml/m2/s for the ISA at 10 min and 120 minat 28 days, respectively; and 0.26 and 0.09 ml/m2/s for the ISA at10 min and 120 min at 56 days, respectively. Similar findings wereobserved for C70, where QD20 recorded 0.25 and 0.12 ml/m2/s forthe ISA at 10 min and 120 min at 28 days, respectively; and 0.22and 0.09 ml/m2/s for the ISA at 10 min and 120 min at 56 days,respectively. The Concrete Society [28], as quoted by Neville [27],mentions that ISA values at 10 min that are greater than 0.50 ml/m2/s can be considered as high, and values smaller than 0.25 ml/m2/s can be considered as low. The corresponding values at120 min are 0.15 and 0.07 ml/m2/s, respectively. Considering this,it can be deduced that almost all the HSC produced in this studyexhibited low absorptivity properties, which is parallel to therequirements of HSC.
0.00
0.05
0.10
0.15
0.20
0.25
0.30
10 mins ISA(28th day)
10 mins ISA(56th day)
120 mins ISA(28th day)
120 mins ISA(56th day)
Initi
al s
urfa
ce a
bsor
ptio
n (m
l/m2 /s
)
OPC RHA10 QD20 RHAQD20
Fig. 12. The ISA at 10 min and 120 min recorded in C60 on the 28th and 56th days.
0.00
0.05
0.10
0.15
0.20
0.25
0.30
10 mins ISA(28th day)
10 mins ISA(56th day)
120 mins ISA(28th day)
120 mins ISA(56th day)
Initi
al s
urfa
ce a
bsor
ptio
n (m
l/m2 /s
)
OPC RHA10 QD20 RHAQD20
Fig. 13. The ISA at 10 min and 120 min recorded in C70 on the 28th and 56th days.
Compressive strength (MPa)
Fig. 14. The correlation between the ISA and compressive strength.
Furthermore, the values recorded also followed a similar trendwith the compressive strength and other mechanical propertiesof HSC, where the inclusion of quarry dust resulted in higher ISAvalues corresponding to lower durability. The interference to thepaste–aggregate bond and higher porosity due to quarry dustincorporation might be the cause of this situation. However, theinclusion of RHA into the mix was able to compensate the negativeeffects, as can be seen from the values recorded by RHAQD20. Be-sides, RHA10 recorded the lowest ISA in all situations.
Fig. 14 denotes the correlation between the ISA values and theircorresponding compressive strengths. Trend lines with almost iden-tical gradients were observed in the 10 and 120 min ISA-compres-sive strength correlation, for the specific grade of concrete. Thiswas evident for both C60 and C70. It is noted that while the strengthof the concrete may not be uniform throughout the matrix of thematerial (for example, between the cover layer and the inner zone),the quality of the cover zone does contribute towards the strength ofthe inner matrix. Likewise, the strength of the concrete is an indica-tion of the porosity of the matrix. The lower the porosity, the denserthe matrix is, and consequently the higher is its strength. Hence, theISA is inversely proportional to the compressive strength.
4. Conclusions
This study was undertaken with the objective of evaluating theviability of utilizing quarry dust as a partial substitute to sand inHSC containing RHA. Experimental studies were undertaken toevaluate the compressive strength development and othermechanical properties of HSC, such as modulus of rupture, dy-namic modulus of elasticity, ultrasonic pulse velocity, and ISA ofC60 and C70 concretes.
The findings of the research indicate that even though quarrydust inclusion as partial replacement of sand results in some minornegative impacts to the workability of fresh concrete, it can be com-pensated by a good mix design and by the use of superplasticizer.Previous work by the first author have indicated that incorporationof quarry dust into concrete mixes do improve some workabilityproperties of the mixes. In view of this, it is essential to undertakefurther research in this area, for example by using quarry dust fromdifferent sources and different grading properties.
Similarly, the slight decline in compressive strength and theother mechanical properties of the hardened concrete due to theinclusion of quarry dust can be compensated with the combined

3130 S.N. Raman et al. / Construction and Building Materials 25 (2011) 3123–3130
utilization of superplasticizer and a mineral admixture such asRHA. Thus, it can be deduced that quarry dust can be a viable par-tial substitute for sand to produce HSC with the combined utiliza-tion of superplasticizer and RHA.
Acknowledgements
This research was partly supported by the University of MalayaVot-F Research Grant. The contribution of Mr. C.H. Lee and Mr. S.L.Low who performed a significant part of the experimental workreported in this paper is duly acknowledged. The first author isgrateful to the Ministry of Higher Education of Malaysia andUniversiti Kebangsaan Malaysia for providing the scholarship forhis Doctoral studies at The University of Melbourne, Australia.The assistance provided by Ms. Samantha Yee in proof reading thisarticle is also duly acknowledged.
References
[1] Zhang MH, Malhotra VM. High-performance concrete incorporating rice huskas a supplementary cementing material. ACI Mater J 1996;93(6):629–36.
[2] Mahmud HB, Chia B, Hamid NBAA. Rice husk ash – an alternative material inproducing high strength concrete. In: Proceedings of the internationalconference on engineering materials. Ottawa, Canada; 1997. p. 275–84.
[3] Nehdi M, Duquette J, El Damatty A. Performance of rice husk ash producedusing a new technology as a mineral admixture in concrete. Cem Concr Res2003;33(8):1203–10.
[4] Ganesan K, Rajagopal K, Thangavel K. Rice husk ash cement: assessment ofoptimal level of replacement for strength and permeability properties ofconcrete. Construct Build Mater 2008;22(8):1675–83.
[5] Rodríguez de Sensale G. Strength development of concrete with rice-husk ash.Cem Concr Compos 2006;28(2):158–60.
[6] Bouzoubaâ N, Fournier B. Concrete incorporating rice-husk ash: compressivestrength and chloride-ion penetrability. In: Technical report of materialstechnology laboratory, MTL 2001-5 (TR). CANMET Canada: CANMET MaterialsTechnology Laboratory; July 2001.
[7] Chindaprasirt P, Kanchanda P, Sathonsaowaphak A, Cao HT. Sulfate resistanceof blended cements containing fly ash and rice husk ash. Construct Build Mater2007;21(6):1356–61.
[8] Saraswathy V, Song H-W. Corrosion performance of rice husk ash blendedconcrete. Construct Build Mater 2007;21(8):1779–84.
[9] Salas A, Delvasto S, de Gutierrez RM, Lange D. Comparison of two processes fortreating rice husk ash for use in high performance concrete. Cem Concr Res2009;39(9):773–8.
[10] Yu Q, Sawayama K, Sugita S, Shoya M, Isojima Y. The reaction between ricehusk ash and Ca(OH)2 solution and the nature of its product. Cem Concr Res1999;29(1):37–43.
[11] Zhang MH, Lastra R, Malhotra VM. Rice-husk ash paste and concrete: someaspects of hydration and the microstructure of the interfacial zone betweenthe aggregate and paste. Cem Concr Res 1996;26(6):963–77.
[12] Isaia GC, Gastaldini ALG, Moraes R. Physical and pozzolanic action of mineraladditions on the mechanical strength of high-performance concrete. CemConcr Compos 2003;25(1):69–76.
[13] Giaccio G, Rodríguez de Sensale G, Zerbino R. Failure mechanism of normal andhigh-strength concrete with rice-husk ash. Cem Concr Compos2007;29(7):566–74.
[14] Kamaruddin K. Mechanical, time-dependent and durability properties of grade30 rice husk ash concrete. PhD thesis. Kuala Lumpur, Malaysia: Department ofCivil Engineering, University of Malaya; 2009.
[15] Zain MFM, Islam MN, Mahmud F, Jamil M. Production of rice husk ash for usein concrete as a supplementary cementitious material. Construct Build Mater2011;25(2):798–805.
[16] Mahmud HB, Malik MFA, Kahar RA, Zain MFM, Raman SN. Mechanicalproperties and durability of normal and water reduced high strength grade60 concrete containing rice husk ash. J Adv Concr Technol 2009;7(1):21–30.
[17] Nataraja MC, Nagaraj TS, Reddy A. Proportioning concrete mixes with quarrywastes. Cem, Concr Aggr 2001;23(2):81–7.
[18] Ho DWS, Sheinn AMM, Ng CC, Tam CT. The use of quarry dust for SCCapplications. Cem Concr Res 2002;32(4):505–11.
[19] Safiuddin M, Raman SN, Zain MFM. Flowing concretes with quarry waste fineaggregate. J Civil Eng Res Pract 2007;4(1):17–25.
[20] Kumar PS, Mannan MA, Kurian VJ, Achuytha H. Investigation on the flexuralbehaviour of high-performance concrete beams using sandstone aggregates.Build Environ 2007;42(7):2622–9.
[21] Eren Ö, Marar K. Effects of limestone crusher dust and steel fibres on concrete.Construct Build Mater 2009;23(2):981–8.
[22] Loo YC, Nimityongskul P, Karasudhi P. Economical rice husk-ash concrete.Build, Res Pract 1984;12(4):233–8.
[23] BS 3892: Part 2. Specification for pulverized-fuel ash to be used as a Type Iaddition. Pulverized-fuel ash. London: British Standard Institution; 1996.
[24] Teychenne DCK, Franklin RE, Erntroy HC. Design of normal concretemixes. London: Department of Environment; 1985.
[25] Aitcin PC. Sherbrooke mix design method. In: Proceedings of the one day shortcourse on concrete technology and high performance concrete: properties anddurability. Kuala Lumpur, Malaysia; May 1997.
[26] Tan KS, Zain MFM, Yusof KM, Safiuddin M, Chang TY, Lee KS. Influence ofquarry dust and silica fume on the properties of high performance concrete. In:Proceedings of the 2nd international conference on advances in strategictechnologies. Putrajaya, Malaysia; 2000. p. 1563–72.
[27] Neville AM. Properties of concrete–fourth and final edition. Essex: PearsonEducation Limited; 2002.
[28] Concrete Society Working Party. Permeability testing of site concrete – areview of methods and experience. Technical Report No. 31. The ConcreteSociety, London; 1987.