Embed Size (px)
Citation preview
![Page 1: [IEEE 2014 International Conference on Teaching and Learning in Computing and Engineering (LaTiCE) - Kuching, Malaysia (2014.04.11-2014.04.13)] 2014 International Conference on Teaching](https://reader037.pdfslide.net/reader037/viewer/2022092917/5750a8c41a28abcf0ccb0db4/html5/thumbnails/1.jpg)
REVIEW OF LEARNING MODELS FOR PRODUCTION BASED EDUCATION TRAINING
IN TECHNICAL EDUCATION
Mohd Halimudin Mohd Isa UniversitiTeknologi Malaysia [email protected]
Maslin Masrom UniversitiTeknologi Malaysia
KamilahRadin Salim UniversitiTeknologi Malaysia
Abstract— Lack of real problem or industrial exposure causes the students in technical education to face difficulties in understanding their lessons and also cause inadequate practical hands-on skill of the students. Since they are the future generation of the country and will become the employees in the industry, lacking in knowledge, practical hands-on skills and generic skills will affect the development of the country. A study in several countries has shown that institutions which implement industrial experience programs to simulate a real working environment produce students with real experience and have better skills and expertise. The aims of this study are to review the existing learning models for PBET, and to examine the components of PBET model in technical education. The identified components can be used to propose a strategic framework for promoting active learning which can enhance students’ competency and professional skill.
Keywords— Technical education; Production Based Education Training (PBET); learning model; hands-on skills.
I. INTRODUCTION The manufacturing industry has become extremely
competitive in nature and each company’s survival depends on gaining an edge in their respective field. Manufacturing is a key component of modern society, enabling people to produce the goods and products they need. However, the academic infrastructure needed to educate and train a workforce with the knowledge and skills necessary to support manufacturing is in need to be transformed and improved. A significant global change has shaped up the industry recently. Globalization has become one of the crucial topics and concern in recent times, since it has a decisive impact upon our lives. Therefore, to compete on the global stage and meet the globalization challenges successfully, higher learning institutions need to make significant improvements in terms of maximizing the effectiveness of the technical education and training instruction based on specific design of curricula.
Eexcellence in manufacturing will be one of the important strategic missions that have to be considered by every nation inthe future. In achieving the goals of manufacturing
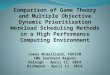
excellence, manufacturing education need to become one of the important drivers alongside with the high added-value design,the new business models, advances in industrial engineering and advanced manufacturing technology as shown in Figure1[1].
Figure 1. The Role of Education in Promoting Manufacturing Excellence [1]
Lack of real problem or industrial exposure causes the students in technical education at higher learning institutions face difficulties in understanding their lessons. This will also cause inadequate practical hands-on skill of the students. Since they are the future generation of the country and will become the employees in the industry, the lacking in knowledge, practical hands-on skills and other generic skills will affect the development of the country. A study in Indonesia has shown that schools which implement industrial experience programs to simulate a real working environment produce students with real experience and have better skills and expertise [2].
The implementation of Production Based Education Training (PBET) is still new in Malaysia and is not structured. It is therefore important to review the existing learning models for PBET, and to examine the components of PBET model in technical education. The result of this study can be used to guide the development of a more structured PBET model.
Promote Manufacturing Excellence in the years to come
Innovative products& services
Innovative enterprise& production
Innovative research& development
High aided value design
New business models
Knowledge-based engineering
Emerging mfg. technologies
Manufacturing education
The mission
The goal
The driver
2014 International Conference on Teaching and Learning in Computing and Engineering
978-1-4799-3592-5/14 $31.00 © 2014 IEEE
DOI 10.1109/LaTiCE.2014.47
206
![Page 2: [IEEE 2014 International Conference on Teaching and Learning in Computing and Engineering (LaTiCE) - Kuching, Malaysia (2014.04.11-2014.04.13)] 2014 International Conference on Teaching](https://reader037.pdfslide.net/reader037/viewer/2022092917/5750a8c41a28abcf0ccb0db4/html5/thumbnails/2.jpg)
II. REVIEW OF LEARNING MODELS FOR PRODUCTION BASED EDUCATION TRAINING IN TECHNICAL EDUCATION There are numerous learning theories attempting to find
answers to the problems of helping students learn and adapt to new situationsuch asbehaviourist theory and cognitive theory. Behaviourist theory states that knowledge exists independently and outside of people, only small bits of information are transferred to learners, with learning success achieved only when a connection is established between a stimulus and a response. Meanwhile cognitive theory stresses that learning is a result of the interaction of a particular structure and a person’s own psychological environment. In this theory, learning modifies the student's “world of knowledge” by interaction processes, so that he or she acquires new insights or changes old ones [3].
Production Based Education Training (PBET) is a cognitive-learning theory which can be considered as “constructivist” learning theory. Essentially, a learner “constructs” his own microcosms of knowledge from past knowledge and/or current experiences and interacting with data. He or she actively seeks new information, and is actively engaged in the process in the way gains, assimilates, and utilizes knowledge. The facilitator engages learners in outlining real-world problems in the first place instead of starting with a classification of problem solving method [3].
Technical education program should fulfil the requirement ofknowledge-based manufacturing, encourage hands-on skills, entrepreneurship and innovation, and develop generic skills of the students. However, the traditional teaching and learning method which is based on lectures alone is proved to have some limitations as proven in studies in cognitive processes and behavioural psychology [4]. Thus, a new teaching and learning method is required to overcome this problem. Many educational programs have include the “industrial training” program as part of the curriculum in order to enhance students’ experiences and hand-on skills. However, due to several reasons such as companies’ cost reduction and lack of skilled trainers, the new teaching and learning strategies is to engage the students in the real work process and allow them to work in the production processes [5].
PBET is an activity that integrates education and training in the production process or using the production process as a medium of learning. Learning approach focuses on equipping students to the procurement of competencies including attitudes, knowledge, hands-on skill, and values. The aim is to introduce students to the real working environment through simulation work in accordance with the demands of business and industry.
PBET can be used in the manufacturing field which encompasses design, machining, assembly and quality. For example, in the design process, students will produce a drawing as required by the industry, as well as to setup machining and fabrication according to customer requirement specifications. This method could replace the traditional method of teaching, especially those involving the hands-on skills.
This study discusses four manufacturing education models similar to PBET that have been constructed previously, namely
A. Learning Factory B. Production Based Education C. Teaching Factory D. Dual System of Vocational Training
A. Learning Factory One of the new teaching and learning (T&L) methods in
technical education that can be employed to overcome lack of real industrial problem and life experiencesare by implementing “learning factory”. The learning factory concept has been implemented in the United States in 1994 [6]. It is based on concept that engineering practice requires both the intellectual and physical activities of the students[4]. It is an active-learning which combines the learning and working environment through industry-partnered, interdisciplinary and real-world problem solving [6]. This new concept of learning is important and recommended due to the limitation of lectures alone in T&L as proven in studies in cognitive processes and behavioural psychology [4].
The learning factory is an activity-based facility which is designed to be used across the curriculum. It differs from the traditional, highly focused, disciplinary labs that are tied to specific courses such as fluid mechanics, electronics, or controls laboratory. These laboratories are well defined in terms of their objectives, principles to be investigated, and skills to acquired [4]. The intent of the learning factory is to create an integrated practice-based engineering curriculum that balances analytical and theoretical knowledge with physical facilities for product realisation in an industrial-like setting.
Figure 2 shows how the learning factory activity can help students to produce a real product by reverse engineering, starting with the product dissection method. With this method the student will be exposed to the actual product that will be developed compared to the traditional method that requires a step-by-step learning to produce a product.
Figure 2.Relationship between Learning Factory, Product and Process Realization Curriculum, and Traditional Laboratories.
As illustrated in Figure 2, the learning factory is the focal point of the product and process realization activities in design
207
![Page 3: [IEEE 2014 International Conference on Teaching and Learning in Computing and Engineering (LaTiCE) - Kuching, Malaysia (2014.04.11-2014.04.13)] 2014 International Conference on Teaching](https://reader037.pdfslide.net/reader037/viewer/2022092917/5750a8c41a28abcf0ccb0db4/html5/thumbnails/3.jpg)
and manufacturing, and draws on the specialized resources of the disciplinary labs where appropriate to support the courses. It is dynamic or agile, in that the student activities define its use and structure. For instance, the Product Realization courses use learning factory facilities (model shop, design studio, CAD/CAM, metrology, manufacturing processes) as well as disciplinary labs (electronics, computing, materials and mechanics, composites processing)[4].
In the learning factory, students are actively experiencing a product, or a process, realization in its entirety, from design concept, through rapid prototyping, to finished hardware. Typically, in the first year, students in Product Dissection benchmark products, document designs using CAD equipment, perform measurements, critique manufacturing and design decisions, and use prototyping facilities to implement their ideas for product improvement. Sophomores and Juniors are likely to be found honing their basic manufacturing process skills, and directly experiencing the interdependency of design and manufacturing covered in Concurrent Engineering. Seniors in the design projects class work in cross-disciplinary product teams on a wide variety of projects requiring the use of advanced design and manufacturing concepts and facilities. The needs of the industrial affiliates are a prime source of these projects. Other projects revolve around student design competitions sponsored by the various professional societies, or student inventions resulting from the entrepreneurship class or independent studies.
The basic principle of the learning factory is integration. For examples, the integration of design and manufacturing experiences into the undergraduate curriculum, the integration of equipment and materials into manufacturing systems and the integration of people from several engineering and business disciplines intoeffective teams that design and produce products and processes. The basicimplementation concept is illustrated in Figure 3 [4]. The learning factorydefined the core activities necessary to support the course development andindustrial interdisciplinary capstone design project activities. Surrounding the learning factory core are the existing and/or up-graded disciplinary and skill orientedlaboratory facilities [4].
Figure 3. Learning Factory Implementation Concept
The learning factory is a paradigm shift to industry-partnered, interdisciplinary, and real-world problem solving in engineering education. The learning factories have proven that high-quality hands-on educational experiences can be sustained, even at large universities. The learning factory has stimulated innovation in engineering education worldwide, particularly in Latin America [6].
B. Production Based Education Production based education (PBE) system has been implemented in a whole institute involving industrial cases since 1998 or even earlierin Indonesia [9]. PBE requires the collaboration between learning institution and the industry whereby real industrial environment is integrated into the educational program [1]. PBE could assist in developing qualified workforce to fulfil the industrial needs. A study by Martawijaya [2], which discussed the implementation of PBE at one of the polytechnics in Indonesia, found that PBE model could improve students’ knowledge, competencies and generic skills as well as prepare them for future challenges. The implementation of PBE in vocational schools has been discussed by [7].
PBE system sets out its objectives in two forms, one is to deliver appropriate graduates for higher technicians, and two is to deliver competitive products for industrial use. Uniquely, the two objectives should come out from the process of PBE system by harmonizing curriculum with the industrial orders. The implementation of PBE is to integrate education and manufacturing concurrently, which involves teaching and learning, and manufacturing/production process [1]. This concept of PBE implementation is astrategic framework for promoting productive teaching and active learning. The production work (a real order from industry) is inserted into practice program, substituting thestructured exercises without ignoring the scope of skills and knowledge aimed by the curricula [1].Adopting the teaching factory learning model into integrated learning in the form of production based education will equip students with valuable experience from learning bydoing, relevant to a worker’s roles in a factory/ industry. The experience gained whether in hard (vocational and academic) or soft (personal and social) skills will develop their competencies in these aspects [2].
The system operation of PBE involves complex variables of competency development and product completion. The two are different in nature but having something in common, both dealing with products or services. PBE system shows that such variables should be properly managed under a secured management tools. Quality management system has shown remarkable gain to assure PBE operation continuously. The Quality management system that has been implemented in the PBE system includes Documentation, Management Responsibility, Resources Management, Realization of the Process, and Measurement, Analysis and Improvement [9].
The operations of the PBE system in the front line begin by setting up technology into production line where product layout or group technology or cell manufacturing is adopted to fulfil the industrial demand. Then, PBE system assigns lecturers not only to facilitate learning but also to supervise production process. As such, the lecturers in the core competency should be equipped with the supervisory knowledge and be mastery in using production management tools to execute the process of finishing products on time and at the same time facilitating students in gaining new competency [9].
From the above discussion, it should be clear that the PBE approach utilizes industrial orders as a teaching media where
208
![Page 4: [IEEE 2014 International Conference on Teaching and Learning in Computing and Engineering (LaTiCE) - Kuching, Malaysia (2014.04.11-2014.04.13)] 2014 International Conference on Teaching](https://reader037.pdfslide.net/reader037/viewer/2022092917/5750a8c41a28abcf0ccb0db4/html5/thumbnails/4.jpg)
students could learn from the process of handling them systematically. The operation of PBE system has been proven effective for delivering appropriate graduate for higher level technician or even engineers as long as there are cases to be learnt and solved within the appropriate level of competency standards. Certainly, PBE system will work for basic competency of producing goods to transform raw material into components.PBE provides manufacturing professionals who are able to promote and to contribute in the future perspectives of a knowledge-based, competitive and sustainable manufacturing industry.
C. Teaching Factory Teaching Factory concept has gained major interest,
especially in the United States of America, resulting in a number of educational and/or business pilot activities. The teaching factory makes use of state-of-the-art industrial grade production equipment, computer hardware and software. It includes:(a) a functioning “real” factory hardware environment, and (b) a production planning and control centre to provide the decision making and communication functions, which act as an integrated whole by utilizing state of the art communication networks. Teaching factoryenables students to integrate design and manufacturing issue in the most effective and realistic manner. This objective is in line with the "hands-on" philosophy of education [10].
The concept of the teaching factory has its origins in the medical sciences discipline and specifically inthe paradigm of the teaching hospitals.Aiming to become a new paradigm in engineeringeducation and training, the teaching factory initiative has a hybrid mission:
• Industrial training and education for universitystudents
• Take-up of research results and training for industrialpersonnel
The concept of the teaching factory is illustrated in Figure 5.
Figure 5. Teaching Factory Concept [10]
The teaching factory concept has dual purposes. First, is to enable students to develop small-scale industrial products or consumer goods. The development stage involves creating a prototype, reviewing various aspects of mass manufacturing, and verifying the suitability and feasibility of relevant design
parameters using the hardware of the teaching factory. The second purpose is to provide tools for the planning and controlling of the required manufacturing operations for building small quantities of the verified designs. For this objective, a production planning and control center is developed to simulate customer-order entries, design specifications, quantity, cost, and delivery contract agreements. In-house developed software modules use the existing engineering database to plan all the material requirements for fabrication by the required time period. Students follow the computerized plans and initiate the manufacturing operations. They then enter the order completion, scrap parts, and other operational data back to the database. Performance measures are developed to check the original plans against the actual data obtained by students. Reports will be provided to the instructors, who will act as supervisors, to discuss accomplishments, or recommend corrective actions, if needed [10].
D. Dual System of Vocational Training A learning concept which is similar to PBE has been
designed in German. The German vocational education system is commonly referred to as "the dual system of education" as it combines on-the-job training with theory taught in public schools one or two days per week. Larger companies typically possess their own in-company training shops but smaller companies provide practical training in group training centers shared by several companies. Companies that provide training programs employ 70 percent of Germany's entire workforce [11].
The core concept of the dual system of vocational training is training that takes place both at a company and at a vocational school in tandem. The company provides trainees with the practical part of the training for 3 to 4 days a week, while the vocational school delivers the theoretical part for the other 1 to 2 days. Specialists from the companies play the greatest part in the trainees’ process of “learning on the job”. They are heavily involved in the design of training regulations, defining the technical content of the training course at the company and setting examination requirements. This plays a major part in ensuring that these regulations are accepted by the companies [11]. Alternating learning situations, in accordance with the dual principle, is an essential element of the dual system, but this approach can also be found with other combinations of learning sites. The essential feature is a combination of theory and practice, reflection and action, thinking and doing, case-by-case and systematic learning. Company-based learning phases that relate to work processes are particularly important in this context, but vocational training outside of the dual system may also include such practical components. Examples include in-company orientation periods and internships [12]. The training at the company is governed by training regulations that set out uniform, nation-wide standards for training content, the training timetable, and examinations. The nation-wide standards and the nationally recognized qualifications act as a quality benchmark for employers and serve as a basis for recruitment. This helps employees to find a new job more quickly. The broad applicability of the training ensures that
209
![Page 5: [IEEE 2014 International Conference on Teaching and Learning in Computing and Engineering (LaTiCE) - Kuching, Malaysia (2014.04.11-2014.04.13)] 2014 International Conference on Teaching](https://reader037.pdfslide.net/reader037/viewer/2022092917/5750a8c41a28abcf0ccb0db4/html5/thumbnails/5.jpg)
employees trained within the dual system remain mobile. This is a major factor for the high level of acceptance of the system within the business community [11].
The experts who compile the content of the practical training work together with those responsible for thecurricula at the vocational schools. Whenever a newqualification is modernized or created, the curriculumtaught at the vocational schools is revised accordingly.The theoretical foundations are developed by the vocationalschool on the basis of the content of the practicaltraining. In this way, practical and educationaltraining are designed to fit together [11].
III. COMPARISON OF LEARNING MODEL Comparison of the four learning models has identified eight
similar components as shown in Table 1. These are: i) Learning activity; ii) Curriculum design; iii) Workplace; iv) Product; v) Practical activity; vi) Project type; vii) Collaboration; and viii) Outcome activity.
TABLE 1: COMPONENTS OF LEARNING MODELS
Components Learning Factory PBE Teaching
Factory Dual System Education
Learning activity
Active Learning
Active Learning
Active Learning
Work Based Learning
Curriculum design
Integrated curriculum
Integrated curriculum
Integrated curriculum
Integrated curriculum
Workplace Institution Institution Institution Wor place & Institution
Product Real Product Real Product Real Product Real Product
Practical activity
Activities based facility
Activities based ordering
Activities based project
Activities based
practical
Project type Project Base Industry order Project Base Apprenticeship
Collaboration Industry collaboration
Industry collaboration
Industry Collaboration
Industry collaboration
Outcome activity Skills
Skills & Generate income
Skills Skills & Career
Table 1 shows that all learning models discussed above
have the same goal that is to produce competent worker through integration of education and manufacturing industry. Development initiative of the learning models also takes into account the students’ engagement in the learning process. Innovation in education through integrated learning and contextual teaching and learning models has led to the development of life skills of the students such as problem solving, team work and communication skills.
IV. COMPONENTS OF PBET LEARNING MODEL Based on the previously discussed learning models, the authors found that there are five important components that can be considered for designing and implementing the PBET effectively. The components are as follows;
1. Learning activities 2. Curriculum 3. Industryparticipation 4. Practical training activities 5. Facilities 1. Learning Activities
Activity-based learning, problem based learning and work-based learning is the best strategy to successfully implement manufacturing education. Using this method, students will be exposed directly to industrial environment. Each technical education should establish hands-on learning environments appropriate to their circumstances. Industrial companies would contribute knowledge from their industrial experiences and practices, while academia would contribute their scientific excellence.
2. Curriculum The key objective is to develop a practice-based
engineering curriculum, balancing analytical and theoretical knowledge with design, manufacturing, and business concerns. Course objectives are developed through a process of achieving consensus of the stakeholders, that is, faculty, industry and students. All courses should give opportunity for students to practice communications and team skills. The PBET course contentisrevised in accordance with technical progress, developments in professional practice and economic and social change. This involves modernizing current content or creating new ones to meet the needs of business. The availability of employees who have been trained in line with the latest technical developments has a positive impact on innovation and therefore on their competitiveness. The integration curriculum depending on the breadth and depth of the course content, training lasts for between two years and three and a half years to become effective method for PBET success [11].
3. Industry Participation A key element in the success and sustainability of the
learning factory has been the participation of industry. As a result of the learning factory, representatives from industry contribute to the students’ education process in a number of ways. Guest lectures by practicing engineers in their field of expertise may add excitement and reality to the classroom. Project sponsors provide urgency and invaluable mentoring to students and faculty in the technical and non-technical aspects of real-world projects. The product realizations effectiveness and relevance are continually assessed and improved by a committee that provides program guidance, curriculum feedback, markets the program to future project sponsors, and a direct link to the current practice of engineering. The concept is a central point of contact for companies wishing to interact with the university. It provides an infrastructure that makes it easy for all academic departments to implement industry-sponsored projects, and to actively involve industry in their curricula. This method handles critical administrative issues such as marketing, acquiring, managing, and assessing student projects, as well as dealing with intellectual property concerns.
4. Practical Training activities The innovation activities would employ knowledge
transfer schemes to keep industry, at the technological forefront, by supporting the continuous comprehension of the
210
![Page 6: [IEEE 2014 International Conference on Teaching and Learning in Computing and Engineering (LaTiCE) - Kuching, Malaysia (2014.04.11-2014.04.13)] 2014 International Conference on Teaching](https://reader037.pdfslide.net/reader037/viewer/2022092917/5750a8c41a28abcf0ccb0db4/html5/thumbnails/6.jpg)
technical essence and the business potential of new knowledge and technology coming out from the research projects. These activities would also support the students with smooth adaptation and integration into the working practices as well as their fast “transformation” into innovation for the extended products of the companies. The education activities would employ teaching and training schemes to communicate new knowledge, business-like working methods, real-life industrial practice and an entrepreneurial spirit to the students.
5. Facilities
All activities involving the PBET require facilities equipped to meet the needs of the industry. Facilities should not only complete but latest technology should also be considered. The aims are to provide students with new methods and strategy, and the latest technology used by the industry. The institution must be willing to invest in high costs in order to meet technological changes taking place in the industry. These facilities will encourage students to actively experience the product realization process in its entirety, from customer need and design concept to finished product.
V. SUMMARY Technical education and training has a key economic
function in up-skilling and integrating young people into the labor market and in providing high quality technical skills. This review shows that manufacturing education has to be injected with more innovative ways of teaching and learning to ensure students acquire the required competencies and the practical knowledge. In addition, students will get the benefits, especially the real situation in the manufacturing industry. PBET model requires the cooperation of the industry especially in developing curriculum, capable of producing students who are knowledgeable and having practical hands-on and generic skills that are required by the industry.
Most of industries will hire graduates with technical and professional skills. Therefore, the collaboration between industry and institutions is needed, whereby the industry could sponsor projects and provide mentors to students and institutions in technical and non-technical. The institutions also need to invest in providing adequate facilities and the latest technologies to achieve the desired results.
REFERENCES [1] Ismet P. Ilyas & Transmissia Semiawan (2012). Production-Based
Education (PBE): The Future Perspective of Education on Manufacturing Excellent, 10th Triple Helix Conference, Elsevier SciVerse ScieneDirect.
[2] Dadang Hidayat Martawijaya (2012). Developing a Teaching Factory Learning Model to Improve Production Competencies Among Mechanical Engineering Students in a Vocational Senior High School, Vol. 4, No.2, December 2012, Journal of Technical Education and Training.
[3] Martin Stößlein (2009). Activity-based Learning Experiences in Quantitative Research. POMS 20th Annual Conference, Orlando, Florida, U.S.A. May 1 to May 4, 2009.
[4] Jorgensen, G.E., Lamancusa, J.S., Zayas-Castro, J.L., Ratner, J. (1995). The Learning Factory Curriculum Integration of Design and Manufacturing. Proc. of the Fourth World Conference on Engineering Education; St. Paul, MN, October 15-20.
[5] Ludger, Deitmer (2010). Development of Workplace Learning Partnerships in Vocational Education and Training between VET Schools and Local Companies. Proceedings of the 1st UPI International Conference on Technical and Vocational Education and Training, Bandung, Indonesia, 10-11 November 2010.
[6] Lamancusa, S.L. John, Zayas, L. Z. Hose, Soyster, L. S. Allen, Morrel, Lueny, Jorgensen, Jens (2006). The Learning Factory: Industry-Partnered Active Learning Journal of Engineering Education.
[7] Cahyo Budiyantoro (2011) http://www.ekemahiran.edu.my/userfiles/file/Nota%20Ceramah/ATMI%20PBET_Handouts.pdf
[8] Hadiwaratama. (1997). Manufacturing Integrated Education: A Quality Education Innovation at The Bandung Polytechnic forManufacturing, Institute of Technology Bandung, Indonesia. International Symposium on Dual System Vocational Education and Training, at Qualification Asia ’97, Jakarta 25 – 27 June 1997.
[9] Iwan Harianton, Agus Suryana Saefudin. (2010). Alternative Approach to Deliver Competence Higher Skills Technicians from Diploma Program in Indonesian Higher Educations toward Global Competition. Proceedings of the 1st UPI International Conference on Technical and Vocational Education and Training Bandung, Indonesia, 10-11 November 2010.
[10] Sema E. Alptekin, Reza Pouraghabagher, Patricia McQuaid, and Dan Waldorf. (2001). Teaching Factory. Proceedings of the 2001 American Society for Engineering Education Annual Conference & Exposition 2001, American Society for Engineering Education.
[11] Business Growth Prosperity, Federal Ministry of Economics and Technology, German.
[12] Dieter Euler. (2013). Germany’s Dual Vocational Training System: A Model for Other Countries?Bertelsmann Stiftung Bertelsmann Stiftung Carl-Bertelsmann-Straße 256, D-33311 Gütersloh.
211















![TGA 2 FPGA Latice Digital Filters in Speech Synthesis · a lattice ladder is an IIR filter [6, 212]. I his difference equation ... Example 2: Convert an elliptical filter 3St order](https://img.pdfslide.net/doc/110x75/5aefcea37f8b9aa9168d1bb9/tga-2-fpga-latice-digital-filters-in-speech-lattice-ladder-is-an-iir-filter-6.jpg)