Embed Size (px)
Citation preview



III
Lean Six Sigmaerfolgreich
implementieren
Frank Bornhöft Norbert Faulhaber
2. erweiterte und überarbeitete Auflage

IV
Bibliografische Information der Deutschen Nationalbibliothek
Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie;
detaillierte bibliografische Daten sind im Internet über http://dnb.d-nb.de abrufbar.
Besuchen Sie uns im Internet: http://www.frankfurt-school-verlag.de
Das Werk einschließlich aller seiner Teile ist urheberrechtlich geschützt. Jede Verwertung außerhalb der engen
Grenzen des Urheberrechtsgesetzes ist ohne Zustimmung des Verlages unzulässig und strafbar. Das gilt insbe-
sondere für Vervielfältigungen, Mikroverfilmungen und die Einspeicherung und Verarbeitung in elektronischen
Systemen.
ISBN (Print): 978-3-937519-60-9
ISBN (PDF): 978-3-940913-77-7
ISBN (ePub): 978-3-940913-78-4
2. erweiterte und überarbeitete Auflage 2010 © Frankfurt School Verlag GmbH, Sonnemannstraße 9-11,
60314 Frankfurt am Main

V
„In 85% der Fälle, in denen Kundenanforderungen NICHT erfüllt werden, liegendie Fehlerursachen in den Prozessen und Systemen begründet… aber weniger in denMitarbeitern selbst. Die Rolle des Managements muss es daher sein, die Prozesse zuverändern – anstatt dem einzelnen Mitarbeiter zu unterstellen, seine Sache nicht gutgenug zu machen.“
Edwards W. Deming
„The lack of initial Six Sigma emphasis in the non-manufacturing areas was amistake that cost Motorola at least $ 5 billion over a four year period.“
Bob Galvin, früherer CEO von Motorola

VI

VII
Vorwort
Die stärkere Ausrichtung am Kundennutzen, die Erhöhung der Qualität und generell dieVerbesserung von Prozessabläufen sind heute Themen für das Management in jederBranche. Als Methodik zur Erreichung dieser Ziele hat sich in vielen UnternehmenSix Sigma durchgesetzt. Wird diese Methodik sinnvollerweise mit Elementen des LeanManagements verbunden, spricht man von Lean Six Sigma oder Six Sigma plus Lean.
Inzwischen ist eine Vielzahl von Büchern am Markt verfügbar, welche die Anwendungvon Six Sigma und ihrer Erweiterungen zum Inhalt haben. In den Büchern werden dieRelevanz der Methodik, die Vorgehensweise, die Rollen und die Werkzeuge der Metho-dik dargestellt – mal mehr, mal weniger nahe an der Praxis. Darüber hinaus befassen sichAutoren in Hunderten von Aufsätzen mit einzelnen Aspekten des Einsatzes vonSix Sigma. Wenn es aber darum geht, ein Six-Sigma-Programm in einem Unternehmentatsächlich zu implementieren, ist man weitgehend auf sich allein gestellt. Hinweise, wieman ganz konkret im praktischen Fall vorgeht, gibt es kaum. Das gilt insbesondere fürdie Verwendung von Six Sigma in Dienstleistungsunternehmen, bei denen der „Produk-tionsprozess“ nicht so einfach greifbar ist wie beispielweise in der Fertigungsindustrie.Die Einführung von Six Sigma ist durchaus komplex. Daher gibt es wie bei jedem anderenanspruchsvollen Projekt viele Stolpersteine, die auch die besten Absichten und Ideenzum Scheitern bringen können.
Das vorliegende Buch gibt anhand zahlreicher Beispiele aus der Praxis Hinweise, Tippsund Anleitungen, wie diese Problemfelder umschifft werden können und der Einsatz vonSix Sigma erfolgreich gestaltet werden kann. Durch seine spezifische Ausrichtung ist dasBuch besonders wertvoll für Dienstleistungsunternehmen; es ist aber keineswegs daraufbeschränkt.
Die zweite Auflage dieses Buches wurde grundlegend überarbeitet und aktualisiert. Eswurden auch neue Kapitel eingefügt, welche Einzelaspekte der Implementierung nochdetaillierter beleuchten als bisher. Als Beispiele seien hier der Gastbeitrag von Axel Voigtgenannt, der sich mit der Weiterentwicklung von Lean Six Sigma bei der XchangingTransaktionsbank beschäftigt, sowie Ausführungen zur Verknüpfung von Six Sigma mitProzessmanagement.

Lean Six Sigma erfolgreich implementieren
VIII
Das Buch richtet sich an ein breites Spektrum von Lesern, von Six-Sigma-Einsteigernüber Entscheider in Unternehmen bis hin zu Six-Sigma-Experten. Die Leser erhaltenpraktische Erfahrungen aus erster Hand. Frank Bornhöft und Norbert Faulhaber sindbeide seit mehr als einem Jahrzehnt als zertifizierte Master Black Belts und Six SigmaDeployment Leader in unterschiedlichen Unternehmen tätig und zählen auf diesemGebiet zu den Top-Experten in Europa. Sie bringen ihre Erfahrung aus unzähligen Six-Sigma-Projekten in dieses Buch ein und waren zumeist direkt in die hier dargestelltenFallbeispiele involviert.
Den Lesern wünsche ich, dass sie von den umfangreichen Erfahrungen der Autorenprofitieren und das Buch dazu beiträgt, (Lean) Six Sigma erfolgreich im jeweiligen Unter-nehmen einzuführen.
Frankfurt am Main, im April 2010 JÜRGEN MOORMANN

IX
Inhaltsverzeichnis
Vorwort. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . VIIInhaltsverzeichnis. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . IX
1 Einleitung. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2 Lean-Six-Sigma-Definition. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3 Six-Sigma-Historie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
4 Six-Sigma-Rollen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 234.1 Projekt-Champion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 234.2 Programmsponsor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 244.3 Six-Sigma-Programmleiter, Deployment Champion . . . . . . . . . . . . . . . . . . . . . . 254.4 Master Black Belt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 264.5 Black Belt. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 274.6 Green Belt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 284.7 Process Management Green Belts (PMGBs) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 294.8 Prozessverantwortlicher/Process Owner . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 304.9 Yellow Belt/Teammitglieder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 324.10 Six-Sigma-Controller/Financial Analyst (Money Belt) . . . . . . . . . . . . . . . . . . . . 334.11 Six-Sigma-Lenkungskreis. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
5 Six-Sigma-Grundlagen und -Methoden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 355.1 Six-Sigma-Methodik DMAIC im Detail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
5.1.1 Beispiel GE Capital . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 395.1.2 Beispiel IBM GBS (Global Business Services) . . . . . . . . . . . . . . . . . . . . . . . . 405.1.3 Beispiel Horváth & Partners. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
5.2 Optimierung von Prozessen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 435.2.1 Define (Definieren) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 445.2.2 Measure (Messen) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 515.2.3 Analyse (Analysieren) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 605.2.4 Improve (Verbessern) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 635.2.5 Control (Steuern). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
5.3 Erfolgsfaktoren der Six-Sigma-Methodik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 825.4 Neuentwicklung von Prozessen und Produkten
(Design for Six Sigma (DFSS)). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83

X
Lean Six Sigma erfolgreich implementieren
6 Six-Sigma-Qualifizierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 896.1 Executive-Champion-Training . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 896.2 Projekt-Champion-Training . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 906.3 Black-Belt-Ausbildung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 916.4 Master-Black-Belt-Ausbildung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 936.5 Green-Belt-Ausbildung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 946.6 Awareness-Training . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 966.7 Definition der notwendigen Anzahl von Black Belts/Green Belts . . . . . . . . . . . 976.8 Coaching-Aufwand . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 986.9 Warum ist Soft Skill (Change Management) so wichtig?. . . . . . . . . . . . . . . . . . 102
6.9.1 Von der Arbeitsgruppe zum Team . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1046.9.2 Vom Team zum Hochleistungsteam . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
7 Six-Sigma-Implementierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1097.1 Phase 1: Entscheiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1117.2 Phase 2: Vorbereiten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1137.3 Phase 3: Starten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1177.4 Phase 4: Ausrollen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1217.5 Verdeckter Six-Sigma-Ansatz. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1237.6 Kritische Erfolgsfaktoren für die Einführung. . . . . . . . . . . . . . . . . . . . . . . . . . . 124
7.6.1 Senior-Management-Unterstützung. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1267.6.2 Auswahl des richtigen Partners bei der Implementierung . . . . . . . . . . . . . 1277.6.3 Definition und Auswahl der richtigen Six-Sigma-Projekte . . . . . . . . . . . . 1297.6.4 Auswahl der besten Six-Sigma-(Black-Belt)-Kandidaten. . . . . . . . . . . . . . 1327.6.5 Richtige Organisation der Six-Sigma-Ressourcen. . . . . . . . . . . . . . . . . . . . 1347.6.6 Integration von Six Sigma in die Personalentwicklung. . . . . . . . . . . . . . . . 1377.6.7 Six-Sigma-Marketing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 140
7.7 Tipps und Tricks für die Implementierung. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1437.7.1 Erprobtes Vorgehensmodell . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1437.7.2 Projektidentifikation und -auswahl . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1447.7.3 Projekt-Benefits und Härtegrade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1497.7.4 Projektlaufzeit. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152
7.8 Six-Sigma-Programmentwicklung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1537.8.1 Innenfokus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1537.8.2 Fokussierung auf Kernprozesse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1547.8.3 Einbeziehung von Lieferanten und Kunden . . . . . . . . . . . . . . . . . . . . . . . . 1557.8.4 Beim Kunden für den Kunden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 156
8 Beispiele erfolgreicher Six-Sigma-Einführungen . . . . . . . . . . . . . . . . . . . . . . . . . . 1598.1 Einführung bei einem Six-Sigma-Pionier . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1628.2 Six-Sigma-Einführung in einem Dax-Konzern . . . . . . . . . . . . . . . . . . . . . . . . . 1738.3 Six-Sigma-Einführung bei einer europäischen Transaktionsbank . . . . . . . . . . 175

XI
Inhaltsverzeichnis
9 Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 193
10 Anhang. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19710.1 Fragen und Antworten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19710.2 Ist Ihr Unternehmen bereit für Six Sigma?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19910.3 Projektbeispiele (DMAIC und DFSS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20010.4 Hilfreiche Werkzeuge. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 204
10.4.1 Projektfortschritts-Checkliste für DMAIC . . . . . . . . . . . . . . . . . . . . . . . . . 20410.4.2 Projektunterstützung mit IT (Unified Messaging). . . . . . . . . . . . . . . . . . . . 20510.4.3 SigmaXL – Analysen mit MS Excel anstelle von MINITAB . . . . . . . . . . . 20510.4.4 Programm-/Projektmanagementdatenbank (i-nexus) . . . . . . . . . . . . . . . . . 20810.4.5 Übungen und Simulationen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 212
10.4.5.1 Lean-Management-Simulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21210.4.5.2 Supply-Chain-Management-Simulation: Bierspiel . . . . . . . . . . . . . . . . 21410.4.5.3 Six Sigma auf süße Art berechnen: Die M&M-Übung . . . . . . . . . . . . . 216
11 Glossar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 221
12 Literaturempfehlungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 229
13 Autoren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 233

XII
Lean Six Sigma erfolgreich implementieren

1
1 Einleitung
Jedes erfolgreiche Unternehmen muss sich täglich dem harten Wettbewerb stellen. Kun-den werden anspruchsvoller, Wettbewerber stärker und die Margen stehen zunehmendunter Druck. Verantwortungsbewusste, innovative Unternehmenslenker und Managersuchen daher nach wirkungsvollen Wegen, um die Wettbewerbsfähigkeit des eigenenUnternehmens zu verbessern: d.h. Kosten zu reduzieren, Lieferzeiten zu verkürzen,zusätzlichen Umsatz zu generieren und die Kundenzufriedenheit zu verbessern. Diestrategische Schlagkraft soll verbessert werden, denn nur zufriedene oder besser nochbegeisterte Kunden sind die Basis für ein dauerhaft erfolgreiches Geschäft.
Aber wie bringt man ein kundenorientiertes Denken und Handeln in ein Unternehmen?Wie erreicht man, dass die Mitarbeiter in Prozessen und nicht in Organigrammen den-ken? Wie kann man schrittweise ein Unternehmen für die Zukunft fit machen und dabeiinsbesondere im mittleren Management ein neues Denken verankern? Wie findet man dieoptimale Lösung für die aktuellen Herausforderungen und Probleme und nicht nur dieerstbeste?
Dazu ist es notwendig, dass die Problemursachen wirklich verstanden werden. Dieserreicht man am besten durch einen wissenschaftlichen Problemlösungsansatz. Mandefiniert zunächst das Problem aus Kunden- und Unternehmenssicht, misst es, undanalysiert anschließend die verschiedenen Einflussfaktoren. Am Ende der Analyse kenntman die wichtigen, die weniger wichtigen und die unwichtigen Einflussfaktoren sowiedie Ursachen. Diese faktenbasierte Entscheidungsfindung (anstelle des immer noch sehrweit verbreiteten Bauchgefühls) ist die ideale Basis für die anschließende Entwicklungund Implementierung von Optimierungsmaßnahmen.
Wenn Sie sich für diesen Ansatz interessieren, dann interessieren Sie sich auch für SixSigma. Denn Six Sigma beinhaltet diesen wissenschaftlichen Ansatz zur Problemlösung,einen erprobten und aufeinander abgestimmten Werkzeugkasten, eine Managementphi-losophie zur kontinuierlichen Verbesserung und vieles andere mehr, um Ihrem Unter-nehmen heute und morgen das entscheidende Stück Vorsprung im Wettbewerb zusichern.
Six Sigma beginnt immer mit dem Kunden und dessen Anforderungen. Wie lassen sichKundenanforderungen vollständig, aber zugleich wirtschaftlich erfüllen? Wenn Sie sichdiese Frage stellen, dann finden Sie in Six Sigma die Werkzeuge mit Methoden auf demWeg zur höchsten Kundenzufriedenheit und Loyalität, zu beherrschten, effizientenProzessen und zum profitablen Wachstum Ihres Unternehmens.

Lean Six Sigma erfolgreich implementieren
2
In diesem Buch finden Sie zahlreiche praxiserprobte Antworten auf die Frage: „Wieimplementiere ich Six Sigma?“. Die Autoren wünschen Ihnen viel Spaß beim Lesen undinsbesondere viel Erfolg beim Umsetzen und Anwenden von Six Sigma im eigenenUnternehmen.
Goldgrube Produktivität
Anders als im produzierenden Gewerbe arbeitet man in Finanz- und Serviceunterneh-men mit einem „immateriellen“ Gut. Themen wie die Reduzierung von Lagerkosten, dieMinimierung von Rüstzeiten, die Reduzierung von Rohmaterialkosten oder die Opti-mierung/Streckung von Instandhaltungsprozessen stehen hier nicht im unmittelbarenFokus. Dafür steht zumeist ein anderes Thema im Mittelpunkt: die Personalkosten.
Arbeitsproduktivitätsstudien von Proudfood Consulting im Jahre 2008 haben fürDeutschland ein Produktivitätsniveau von unter 60% gemessen. Gegenüber der Studie2004 sind diese Werte sogar noch weiter gesunken. Damit werden mehr als ein Drittel dergeleisteten Jahresarbeitsstunden nicht produktiv genutzt, d.h. verschwendet, jede Wocheetwa zwei Tage. Ein Produktivitätsniveau von 85% wird als realistisch erreichbares Zielangesehen. Dies gilt es, durch den Einsatz von geeigneten Methoden zu realisieren. VieleProduktivitätsexperten und auch die Autoren sind sich einig darin, dass Lean Six Sigmadie derzeit wirkungsvollste Methode zur Erreichung dieses Zieles ist.
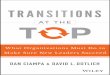
Abbildung 1: Unproduktive Arbeitszeit nach Branche
Quelle: Globale Produktivitätsstudie, Proudfood Consulting, 2008

Einleitung
3
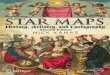
Abbildung 2: Ungenutztes Produktivitätspotenzial nach Ländern
Quelle: Globale Produktivitätsstudie, Proudfood Consulting, 2008
Die folgende Abbildung zeigt die von Proudfood Consulting ermittelten Hauptursachenfür die Produktivitätsverluste auf. Man sieht, dass die Probleme hausgemacht sind.

Lean Six Sigma erfolgreich implementieren
4
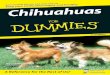
Abbildung 3: Die zehn wichtigsten Hindernisse für Produktivitätsverbesserungen nach Ländern
Quelle: Globale Produktivitätsstudie, Proudfood Consulting, 2008
Der Einsatz von Six Sigma, gekoppelt mit Lean Management und Change Management(Soft Sigma), adressiert viele dieser Ursachen.
Die durch Lean-Six-Sigma-Projekte erreichbaren Produktivitätsgewinne können aufunterschiedliche Weise gehoben werden. Je nach Strategie des Unternehmens werdendurch Prozessverbesserungen befreite personelle Ressourcen in Unternehmensbereicheneingesetzt, in denen sie zusätzlichen Umsatz generieren, es werden weniger Neueinstel-lungen vorgenommen oder die Anzahl freier/fester Mitarbeitern wird reduziert.
Es ist keine leichte Aufgabe für die Lean-Six-Sigma-Experten, in Projekten Team-mitglieder dazu motivieren zu müssen, Prozesse zu optimieren, die einen direkten Ein-fluss auf deren heutige Tätigkeit haben. Die Fähigkeit, mit den Ängsten der Mitarbeiterin Veränderungsprojekten umgehen zu können, ist kritisch für den Projekterfolg unddaher auch ein wesentlicher Teil der Six-Sigma-Projektleiter in Finanz- und Service-unternehmen.

Einleitung
5
Oder, anders herum ausgedrückt:
Um besser verstehen zu können, was sich hinter Lean Six Sigma verbirgt, werden imnächsten Kapitel zunächst die wichtigsten Grundbegriffe erläutert.
Q E * A=
Qualität (Ergebnis) Effektivität (Six Sigma) * Akzeptanz (Soft Skill)=
Prozessveränderung Verhaltensveränderung Kulturveränderung(in Serviceunternehmen)
=+

Lean Six Sigma erfolgreich implementieren
6

7
2 Lean-Six-Sigma-Definition
Lean Six Sigma ist ein Konzept zur Verbesserung finanzieller Ergebnisse bei gleichzei-tiger Erhöhung von Kundenzufriedenheit und Qualität. Es basiert auf dem Verständnisder tatsächlichen Kundenanforderung, einer disziplinierten Anwendung von Daten undFakten sowie der konsequenten Verbesserung sowie Neuentwicklung von Geschäfts-prozessen sowie Produkten und Services (auf der Grundlage von Kundenanforde-rungen).
Lean Six Sigma besteht aus zwei erfolgserprobten, miteinander kombinierten Konzepten,die im Folgenden kurz beschrieben werden: Lean Management und Six Sigma.
Lean Management
Lean Management ist eine Form der Unternehmensführung japanischen Ursprungs. DerBegriff Lean (bedeutet: schlank) lehnt sich an den Gedanken an, dass Verschwendungenjeglicher Art zu reduzieren oder gar zu eliminieren sind. Dabei stehen verschieden Werk-zeuge und Konzepte zu Auswahl, um die Prozesse „wertvoller und schlanker“ zu gestal-ten, mit dem Ziel die Effizienz zu steigern und dem Kunden Leistungen zu bieten, die erwirklich möchte, in der richtigen Qualität und zum geringstmöglichen Preis.
Als Verschwendung (waste oder muda) werden dabei Unternehmensaktivitäten defi-niert, die nicht direkt zur Wertschöpfung beitragen, wie z.B. fehlerhafte Prozessergeb-nisse, Überproduktion, Transport, Stillstands- und Wartezeiten, Lagerung, überflüssigeBewegungsabläufe im Arbeitsablauf, die Verschwendung intellektuellen Kapitals (Mit-arbeiter falsch einsetzen) und auch überflüssige Arbeitsabläufe selbst (bekannt als dieacht Arten der Verschwendung). Dieses gilt es zu vermeiden oder zumindest auf einMinimum zu reduzieren. Die Wertschöpfung einer Aktivität wird dabei stets aus derSicht des Kunden beurteilt.
Durch die zielgerichtete Anwendung von Lean-Werkzeugen lassen sich Aufwand,Fehleranfälligkeit und insbesondere der Zeitbedarf von Prozessen drastisch reduzieren.Idealerweise erreicht ein Unternehmen durch den Einsatz von Lean(-Six-Sigma) die vor-gegebenen Ziele (Kundenvorgabe) mit einem minimalen Einsatz von Personal, Zeit undInvestitionen.
Lean Management ist ein sehr umfassender Ansatz, der alle Abläufe in einem Unter-nehmen (sowohl im operativen als auch im administrativen Bereich) auf ihren Beitrag zurWertschöpfung hin untersucht, optimiert und standardisiert. Methodisch wird diesdurch einen kontinuierlichen Verbesserungsprozess (KVP oder Kaizen) erreicht, d.h. alleProzesse, auch solche, die als ideal eingestuft werden, unterliegen der regelmäßigen

Lean Six Sigma erfolgreich implementieren
8
Überprüfung auf ihr Optimierungspotenzial. Dies hat Sinn, da die Anforderungen anProzesse, Produkte oder Prozessergebnisse einem stetigen Wandel unterliegen; washeute innovativ und ideal erscheint, genügt morgen vielleicht noch gerade den Grund-anforderungen.
Grundsätzlich basiert Lean Management auf zehn Prinzipien:
• Ausrichtung aller Tätigkeiten auf den Kunden;
• Konzentration auf die eigenen Stärken;
• Optimierung von Geschäftsprozessen;
• ständige Qualitätsverbesserung (KVP, Kaizen);
• interne Kundenorientierung als Leitprinzip;
• Eigenverantwortung, Empowerment (Mitwirkungsmöglichkeit) und Teamarbeit;
• dezentrale, kundenorientierte Strukturen;
• Führen ist Service am Mitarbeiter;
• offene Information und Feedback-Prozesse;
• Einstellungs- und Kulturwandel im Unternehmen.
Dies sind auch die Grundpfeiler des Toyota Produktionssystems (TPS), das nach wievor weltweit als Benchmark für hocheffiziente Produktion bei höchster Qualität gilt undnach dessen Vorbild viele Unternehmen (u.a. Porsche, Nissan, Honeywell …) ihreProduktionsprozesse überdenken.
Six Sigma
Six Sigma ist eine Meßgröße, eine Methodik als auch ein Managementansatz, der Prozessesystematisch analysiert, standardisiert und nachhaltig verbessert bzw. neu entwickelt mitdem Ziel, die Fehlerrate zu reduzieren und die Variation zu verringern. Dadurch werdenKosten gesenkt und die Prozesseffizienz sowie die vom Kunden wahrgenommeneQualität gesteigert. Six Sigma ist dabei keine Wunderwaffe für sofortige Erfolge, sondernvereint vielmehr eine strukturierte, ergebnisorientierte Herangehensweise mit einer Füllean wirkungsvoll kombinierten Werkzeugen und Techniken, insbesondere auch statis-tische Verfahren zur Aufdeckung und Eliminierung von Problemursachen sowie zurErzielung nachhaltiger Verbesserungen, um so die Wettbewerbsfähigkeit des Unter-nehmen zu erhöhen.

Lean-Six-Sigma-Definition
9
Das Sigma (σ) bezeichnet in der Statistik die Standardabweichung, d.h. die Streuungeiner Ergebnismessung um den Mittelwert μ einer Normalverteilung. Durch den Ver-gleich dieser realen Ergebnisstreuung mit dem vorgegebenen Toleranzbereich eines Ziel-wertes, d.h. durch den Vergleich von Ist und Soll, ergibt sich mit dem resultierendenSigma-Wert ein Maß für die Prozessfähigkeit, das damit für vergleichende Qualitäts-beurteilungen von Prozessen herangezogen werden kann.
Der Wert Six Sigma (6σ) bezeichnet eine Prozessleistung, bei der in 1 Mio. Ergebnissennur 3,4 Abweichungen (3,4 ppm (parts per million)) vom Zielbereich erwartet werdenoder anders herum, 99,99966% der Ergebnisse keine Abweichung zeigen. Bei einemsolchen Prozess liegen 6 Standardabweichungen zwischen dem Mittelwert der Ergeb-nisse und der nächstliegenden Spezifikationsgrenze. Erfüllt ein Prozess diese Anforde-rung, gilt er statistisch als fehlerfrei (6σ-Qualität), wobei als Fehler alles zählt, was nichtden Kundenanforderungen entspricht.
Abbildung 4: Vergleich Drei- und Sechs-Sigma-Prozess (Six-Sigma-Qualität)
Quelle: IBM, 2006
Sigma-Wert Defects per million opportunities (DPMO) Prozessqualität (%)
1 691.462 30,85375%
2 308.537 69,14625%
3 66.807 93,31928%
4 6.210 99,37903%
5 233 99,97673%
6 3,4 99,99966%

Lean Six Sigma erfolgreich implementieren
10
Nun könnte man meinen, eine Prozessqualität von 99% (3,8σ-Prozess) wäre durchausausreichend und alles darüber hinaus mit ungerechtfertigtem Aufwand verbunden. Fürviele Prozesse mag dies auch zutreffen, es gibt allerdings auch Prozesse, von denen einedeutlich höhere Qualität erwartet wird, z.B. in sicherheitsrelevanten Prozessen.
Bei Six Sigma geht es insbesondere darum, die Prozesse fehlerfrei im Hinblick auf die(externen sowie internen) Kundenanforderungen zu betreiben.
Die folgende Abbildung verdeutlicht den Unterschied zwischen einem 4-Sigma- undeinem 6-Sigma-Prozess. Untersuchungen haben gezeigt, dass die meisten Unternehmensich in einem 3-Sigma-Niveau (93% Qualität) bewegen. Dienstleistungsprozesse liegenim Durchschnitt bei nur 2 Sigma (etwa 69% Qualität). Je nach Wettbewerbssituation undKundenanforderung ist dies aber oft nicht gut genug.
Abbildung 5: „Ist 99% Qualität genug?“ – Die Bedeutung von Six-Sigma-Qualität
Quelle: IBM, 2006
Bei Flugzeuglandungen auf europäischen Großflughäfen würde eine Qualität von99,379% (4σ-Prozess) sechs Beinahe-Abstürze oder -Unfälle pro Tag bedeuten. Glück-licherweise ist dieser Prozess in der Realität deutlich besser. Als 6σ-Prozess würde ledig-lich ein Beinahe-Unfall pro Jahr erwartet werden. Bei der Gepäckbeförderung sieht esallerdings etwas anders aus. Als 4σ-Prozess würden weltweit 25.000 verlorene Gepäck-stücke pro Monat erwartet werden, was nach subjektivem Empfinden durchaus zutref-fend sein kann. Für Kunden ist diese 99% Qualität inakzeptabel. Als 6σ-Prozess wärenes lediglich sechs verlorene Gepäckstücke pro Monat weltweit, eine drastische und fürKunden deutlich bemerkbare Reduktion.

Lean-Six-Sigma-Definition
11
Fehler in Prozessen bilden keine Wertschöpfung, sondern stellen eine Blindleistung dar.Der anfallende Aufwand und die Kosten können keinem Mehrwert gegenübergestelltwerden. Dazu kommen Kosten für die Fehlerbeseitigung, die oftmals manuell miterhöhtem Aufwand getätigt werden muss, und ggf. Kosten durch negative Folgemaßnah-men (z.B. Garantieleistungen) oder indirekte Fehlerfolgekosten wie unzufriedene Kun-den, Imageverlust etc. und die damit verbundenen Umsatz- und Gewinneinbußen. Diemeisten Industrieunternehmen arbeiten im Bereich von 3 bis 4 Sigma. Übersetzt man nundiese Werte in Kosten, so operieren diese Unternehmen mit Qualitätskosten im Bereichvon 15% bis 30% des Umsatzes.
Firmen, deren Prozesse einen höheren Sigma-Wert aufweisen (weniger Fehler; vom Kun-den her betrachtet), erhöhen nicht nur die Kundenzufriedenheit, sondern gleichzeitigauch ihre Rentabilität.
Die Philosophie von Six Sigma besteht darin, die „Stimme des Kunden“ zielgerichtet indie „Sprache des Prozesses“ zu übersetzen und dadurch Produkte und Dienstleistungenmit hoher Qualität zu erzeugen. So wird die Wirtschaftlichkeit mit der Kundenzufrie-denheit verbunden.
Zusätzlich zu klassischen Methoden, die eher auf rationalen Überlegungen basieren, setztSix Sigma dabei auf statistische Werkzeuge, die durch Verwendung entsprechender Soft-ware (z.B. MINITAB oder SigmaXL) tiefe Einsichten in die Prozesse ermöglichen. Beidiesem mathematischen Ansatz wird davon ausgegangen, dass jeder Prozess als mathe-matische Funktion beschrieben werden kann:
Hierbei ist y das Prozessergebnis, x die Prozesseingangsgröße(n) und f die Funktion,welche den mathematischen Zusammenhang beschreibt und damit den Einfluss der Ein-gangsgrößen auf das Prozessergebnis. ε steht für die nicht durch die Funktion erklärbareReststreuung.
y f(x) ε oder y f x1, x2, ... xn( ) ε+=+=

Lean Six Sigma erfolgreich implementieren
12
Abbildung 6: Prozessoptimierung mittels statistischer Methoden
Quelle: IBM, 2006
In aller Regel kommt es bei Prozessen zu nicht gewollter Streuung in den Prozessergeb-nissen und oft auch zu unerwünschten Mittelwerten, die vom Zielwert abweichen. SixSigma ermittelt mit Hilfe zahlreicher statistischer Werkzeuge die Ursachen für die uner-wünschte Streuung und Mittelwertlage. Daraus resultiert ein Verständnis für den Pro-zess, das es ermöglicht, mit Hilfe der Veränderung der Eingangsgrößen vorherzusagen,welches Prozessergebnis erzielt wird. Durch Varianzmessungen können Einfluss-faktoren, auch in komplexen und wenig transparenten Prozessen, klar identifiziert unddann sehr gezielt manipuliert werden. Somit eröffnen sich neue Wege für effektive undeffiziente Lösungen zur Prozessoptimierung, die sehr oft zu enormen Wertschöpfungs-zuwächsen führen.
Entscheidend hierbei ist, dass die Analyse und Lösungsentwicklung auf Daten undFakten beruht und sich nicht wie bei anderen Optimierungsprojekten auf die subjektiveWahrnehmung (Bauchgefühl) der Beteiligten beschränkt. Schon so manch sichergeglaubte Problemursache entpuppte sich nach eingehender Analyse als nebensächlich.Das Kernproblem (und dementsprechend auch die Lösung) ist hingegen oft an andererStelle zu finden als zunächst vermutet.
Die am weitesten verbreitete Six-Sigma-Methodik zur Optimierung von Prozessen folgteinem Problemlösungsansatz, der DMAIC genannt wird (Define, Measure, Analyze,Improve, Control). Sie bietet einen chronologischen Leitfaden zu Auswahl und Einsatzvon Werkzeugen und gliedert Prozessverbesserungsprojekte in fünf Phasen.

Lean-Six-Sigma-Definition
13
Neben der DMAIC-Methodik, die zur Verbesserung von bestehenden Prozessen einge-setzt wird, gibt es noch eine zweite, sehr wirkungsvolle Methodik, die im Falle von neuenProdukten und Prozessen, also im Prozessdesign, Anwendung findet. Diese Methodikwird DFSS (Design for Six Sigma) genannt, die bei General Electric auch unterDMADV (Define, Measure, Analyse, Design, Verify), bei IBM unter DEDIC (Define,Explore, Develop, Implement, Control) oder bei vielen amerikanischen Automobil-unternehmen unter IDOV (Identify, Design, Optimise, Verify) zum Einsatz kommt.Weitere Informationen zu DFSS erhalten Sie im Abschnitt 5.4.
Kernpunkt von Six Sigma ist die konsequente Durchführung von Prozessverbesserungs-und Designprojekten durch speziell ausgebildete Six-Sigma-Experten (so genannte BlackBelts und Green Belts). Diese Gürtelträger sind Mitarbeiter im Unternehmen, die in aufdie jeweilige Rolle bezogenen, standardisierten Schulungen ausgebildet und gecoachtwurden. Die Rollenbezeichnungen orientieren sich dabei an japanischen Kampfsport-arten. Je nach Ausbildungsgrad wird bei Six Sigma ein entsprechender Gürtel als Titelvergeben. Dadurch soll der hohe Anspruch an Präzision und Professionalität dieserAusbildung und der darauf aufbauenden Projektarbeit deutlich werden.