Embed Size (px)
Citation preview

International Journal of Lean Thinking Volume 8, Issue 2 (December 2017)
Surabhi Lataa*, Kshitij Mohan Sharmab
a Department of Mechanical and Automation Engineering, Faculty, Maharaja Agrasen Institute of Technology, Rohini, Delhi
– 110086, India
b Department of Mechanical and Automation Engineering, Scholar, Maharaja Agrasen Institute of Technology, Rohini, Delhi
– 110086, India
* Corresponding author: Surabhi Lata
E-mail: [email protected], Tel.: + (91) 9210055994
IMPLEMENTATION OF LEAN THINKING IN MANUFACTURING
AND NON-MANUFACTURING SECTORS: A REVIEW
A B S T R A C T K E Y W O R D S
A R T I C L E I N F O
Received 11 June 2017
Accepted 25 December 2017
Available online 31 December 2017
Today’s ever-growing market demands various organizations to
have a plethora of choices when considering approaches to both
their tactical and strategic pressures and challenges. Among all
the approaches the “Lean” approach is increasingly becoming
popular as it offers the firms sensible, proven, and accessible path
to long-term success. Lean means less of many things — less
waste, shorter cycle times, fewer suppliers, less bureaucracy. But
Lean also means more — more employee knowledge and
empowerment, more organizational agility and capability, more
productivity, more satisfied customers, and more long-term
success. The concept of lean manufacturing and the continuous
improvement methodologies have been developed for enhancing
the resource utilization along with elimination of waste. In this
paper an exploratory study of various types of tools and
techniques of the lean manufacturing has been elucidated, which
are widely implicated throughout the world of business whether
they are manufacturing sector, processing sector or the service
sector. Lean manufacturing is a worldwide approach which is
being implemented in the countless industries. Also it is one way
to define Toyota's production system, as lean manufacturing was
developed and implemented in Toyota first. Another definition
that describes lean manufacturing is waste free production or the
elimination of waste from the system. An attempt has been made
to analyse the survey results and summarise the implementation
of lean elements and their effectiveness in the manufacturing and
non-manufacturing sectors.
Lean Manufacturing,
KAIZEN, KANBAN,
Wastes, Value Stream
Mapping

Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
50
1. Introduction
Today’s global market demands new manufacturing strategies in order to improve the firm’s efficiency
and production. In order to overcome the modern day challenges manufacturing firms are taking in to
account the management tools and techniques in different forms and names. The most widely accepted
and adopted management tool is the lean manufacturing system. It is considered as the best
manufacturing practice across countries and industries because of its global superiority in cost, quality,
flexibility and quick response (M. Holweg, 2007). Lean manufacturing was coined in 1989 by the
researchers at the Massachusetts Institute of Technology (MIT). It was defined by James P. Womack
and Daniel T. Jones as doing “more and more with less and less – less human effort, less equipment,
less time and less space – while coming closer and closer to providing customers with exactly what they
want (James P. Womack and Daniel T. Jones, 2003).” Lean manufacturing evolved from Toyota Motors
after World War II as a business strategy due to the limited resources available in Japan. It was a
manufacturing strategy in contrast with the manufacturing in the United States of America. Its principles
apply to nearly all business operations, from administration and product design to hardware productions.
The ultimate aim of a lean organization is to create a smooth and high quality organization which is
capable of delivering manufactured products concerning the customers demand in the quality looked-
for with no waste (Norani Nordin et al. (2010)). Lean manufacturing is a way of thinking, a culture of
systematic elimination of waste and a technique of performing work without bottlenecks and delays
(Roman Bednár, 2012). Hence, it is of utmost importance to carry out extensive research to identify the
approaches and processes involved in the LM implementation so that primary goals of LM are achieved
(Rasli Muslimen et al. (2011)).
There are various methods, tools and techniques which are used by different firms to implement the lean
production systems. The core lean methods frequently used for the LM implementation are Kaizen
Rapid Improvement Process; 5S; Total Productive Maintenance (TPM); Cellular Manufacturing / One-
piece Flow Production Systems; Just-in-time Production / Kanban; Six Sigma; Pre-Production Planning
(3P) and Lean Enterprise Supplier Networks (Ross and Associates Environmental Consulting, Ltd.,
2003) The use of such tools leads to greater productivity, shorter delivery times, low cost, improved
quality, and increased customer satisfaction. The LM system principally minimizes the waste along with
complete value streams thereby creating more value for customers. The wastes coined by Ohno in 1988
during the lean manufacturing initiatives were (1) defects (activities involving repair or rework), (2)
overproduction (activities that produce too much at a particular point in time), (3) transportation
(activities involving unnecessary movement of materials), (4) waiting (lack of activity that occurs when
an operator is ready for the next operation but must remain idle until someone else takes a previous
step), (5) inventory (inventory that is not directly required to fulfill current customer orders), (6) motion
(unnecessary steps taken by employees and equipment), and (7) processing (extra operation or activity
in the manufacturing process) (Ohno, Taiichi. 1988).
Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
51
As researched by Russel and Taylor in 1999 the need to use of LM was to increase productivity, improve
product quality and manufacturing cycle time, reduce inventory, reduce lead time and eliminate
manufacturing waste simultaneously. To attain these, the philosophy of LM used concepts like one-
piece workflow, takt time, pull system, kaizen, cellular manufacturing, synchronous manufacturing,
inventory management, poka-yoke, standardized work, work place organization, and scrap reduction to
reduce manufacturing waste (Russell, R.S. and Taylor, B.W, 1999). Therefore, the lean manufacturing
or lean thinking can be summarized into five principles as:
(1) Precise specification of value by product.
(2) Identification of value stream from each product.
(3) Formation of value flow without interruption.
(4) Letting the customer pull from the manufacturer/producer.
(5) Striving for perfection.
According to lean principles, any use of resources that does not deliver consumer value is a target for
change or elimination. It identifies the bottlenecks in design and development processes that add
unnecessary delays and cost. The examples of waste in manufacturing include overproduction, over
processing, waiting, unnecessary part movement, excess inventory and defects, as applied to hardware
production. Lean is primarily applied in the manufacturing sector but now-a-days, it is also applied in
the process industries as well as in the service and hospitality sector, i.e. the non-manufacturing sector.
The few of the above described tools and techniques of LM are briefly discussed below:
(1) TOTAL QUALITY MANAGEMENT (TQM): TQM philosophy is totally based on the
satisfaction of the customer. It abides by the slogan “SATISFYING CUSTOMER FIRST TIME
EVERYTIME”.
(2) VALUE STREAM MAPPING (VSM): VSM is a graphical representation of all the steps involved
in any process line up to produce a product or service, as well as the flow of information that triggers
the process into action.
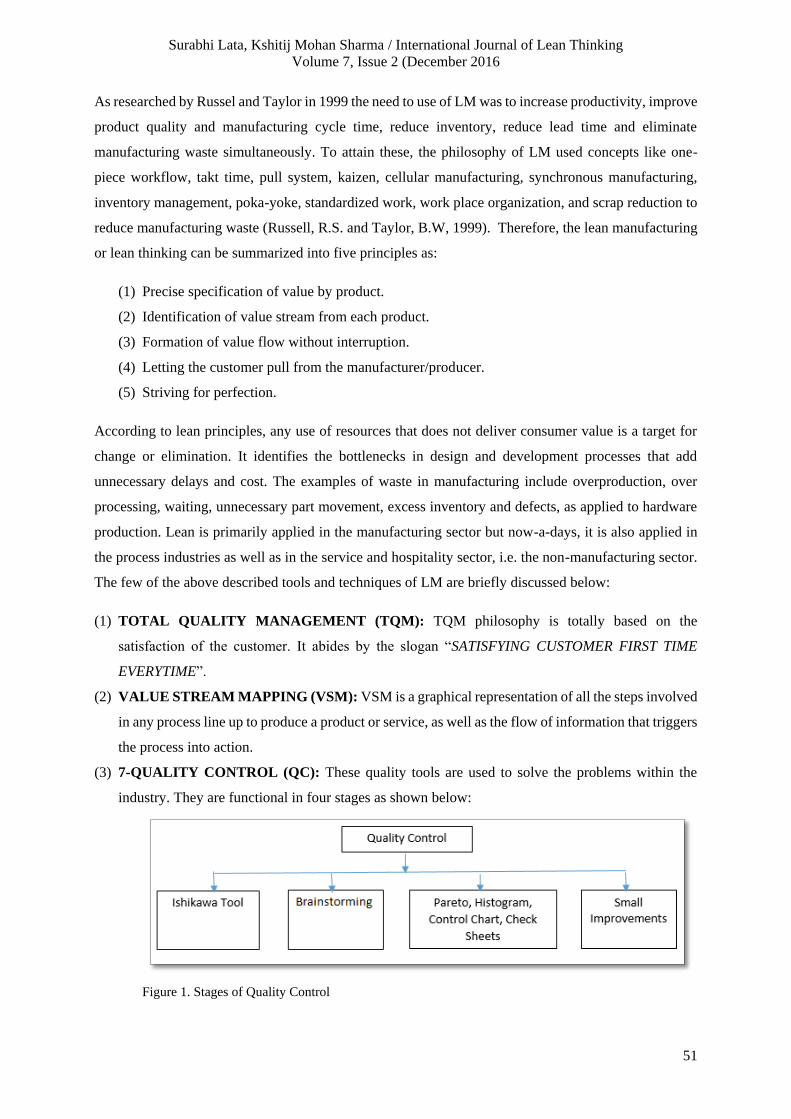
(3) 7-QUALITY CONTROL (QC): These quality tools are used to solve the problems within the
industry. They are functional in four stages as shown below:
Figure 1. Stages of Quality Control
Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
52
(4) JUST IN TIME (JIT): It is exclusively based on the pull system model. Production is restored
when the demand is laid.
(5) POKA-YOKE: It is a technique used for mistake proofing in the system through the innovations.
(6) KAIZEN: “Kaizen” is a Japanese word meaning continuous improvement. It is used to decrease
the risk in the processing. It is scheduled, planned and controlled keeping a check that it rigorously
follows Dr. Deming’s work cycle of PDCA (Plan-Do-Check-Act).
(7) 5S: It is a philosophy of LM using five Japanese termed processes namely as SERI (sorting and
elimination of unwanted item), SEITION (organizing), SEISO (cleaning), SEIKETSU
(standardizing), and SHITSUKE (discipline).
(8) KANBAN: It is the technique of cards and post-it notes which visualize “leveled” activity at the
process. It is the practice to reveal all the misfits between today’s ongoing activities and market
behavior. It constantly challenges assumptions regarding market behavior and its own flexibility.
2. Review of Lean Management
Lean manufacturing or lean thinking depicts one of the newer schools of thought in the sector of
manufacturing (Annalisa L. Weigel, 2000). It is described as the comprehensive set of techniques which
when combined reduces and eliminates the wastes. Hence, qualifying the company on the terms of being
lean, more flexible and responsive. Lean is the systematic approach to identifying and eliminating waste
through continuous improvement by flowing the product or service at the pull of the customer in pursuit
of their satisfaction and perfection (M. Shabeena Begam et al. 2013). Concluding lean in the words of
Womack and Jones as:
“We are putting the entire value stream for specific products relentlessly in the foreground and
rethinking every aspect of jobs, careers, functions, and firms in order to correctly specify value and
make it flow continuously along the whole length of the stream as pulled by the customer in pursuit of
perfection” (Annalisa L. Weigel, 2000).
This literature review discusses the use and implementation of LM tools and techniques in
manufacturing and non-manufacturing sectors.
Norani Nordin et al. (2010) conducted an exploratory study of lean manufacturing which is implied in
the Malaysian automotive industries. It is a questionnaire survey study which is done to explore the
extent of the lean manufacturing as well as the barriers in the implementation of the LM concept. The
database for the survey was obtained from the 2008 Federation of Malaysian Manufacturers (FMM) and
SME Corp Malaysia directories. This list of the manufacturing firms consists of electrical, electronic,
metal, plastic, rubber and other automotive components. The industries were medium to large industries
with more than 50 full time employees. The parts that constituted the questionnaire survey were:
(1) The background information of the organization.
(2) The lean manufacturing implementation.
(3) The respondent information.
Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
53
The questions were set up on a five-point Linker scale to measure the extent of implementation described
by each of the items. The scale was read as: 1 = no implementation, 2 = little implementation, 3 = some
implementation, 4 = extensive implementation and 5 = complete implementation.
In the case of reliability test, Cronbach’s alpha was employed to measure the internal consistency of the
research instrument. Reliability measurement is an indication of the stability and consistency of the
instrument. The generally agreed value of the lower limit for Cronbach’s alpha is 0.70. The more the
value of the Cronbach’s alpha, the more the reliability. The test results are tabulated in Table 1.
The questionnaire specifically enquired about the LM tools and techniques used in their
organization/firm or in their department. Among the various LM tools implemented, the KAIZEN
system topped the chart with an average score of 3.97 while Supplier relationship had the lowest average
score of 3.29.
The problems during the implementation of the lean manufacturing were also analyzed and it was
concluded that there were two main barriers which are as follows:
(1) Lack of lean understanding.
(2) Lack of senior management and middle management attitudes.
Table 1. Reliability Test Results for Lean Practices and Barriers
Description No. of
Items
Alpha
Value
Items for
deletion
Alpha if item
deleted
Lean Practices
1. Process and equipment 9 0.871 - 0.890
2. Manufacturing planning
and control
5 0.865 - 0.865
3. Human Resources 5 0.878 - 0.878
4. Supplier relationship 5 0.791 - 0.791
5. Customer relationship 3 0.809 - 0.809
Lean Barriers 10 0.900 - 0.900
In conclusion, the respondents industries considered have already implied the concepts of lean
manufacturing up to some extent. Because of having moderate mean values for each of the five variables
majority of the respondent firms are classified as in-transition towards lean. The study also reveals the
factors that hinder or delay the LM implementation process. Roman Bednar (2012) in his research work
tries to imply the concepts of lean manufacturing to those industries which are exclusively dealing in
the mass production. A questionnaire was created for the survey for approximately 600 respondents
from which 161 organizations took part in answering it. 39% of them were large companies with a staff
of more than 250, 35% were small companies employing up to 50, and 26% were medium-sized
companies, where the number of employees ranged from 51 to 250. The utilization of fundamental
Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
54
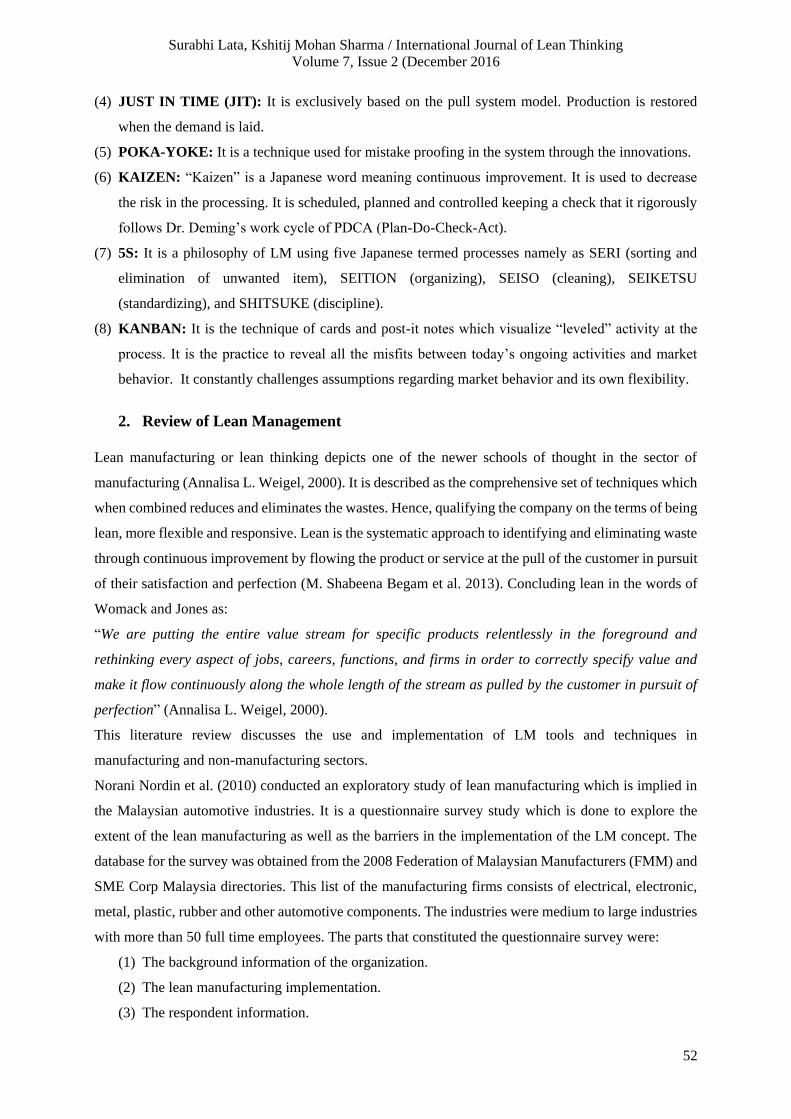
concepts of LM were evaluated. These concepts included Kaizen, teamwork, bottleneck management,
Kanban, visual management, VSM (Value Stream Mapping), 5S, production cells, TPM (Total
Productive Maintenance), SMED (Single-Minute Exchange of Die), and EPE (Every Part Every day).
The results of the survey conducted in different mass producing industries is depicted in the Figure 2.
Figure 2. Utilization of lean methods in mass production
The blue region shows the methods useful for the mass production while on the other hand the red region
displays the methods not useful for the mass production. It is concluded that the lean concept supports
mass production and is greatly beneficial. It can further improve the efficiency and can save “relatively
higher cost” but it may take up the significant time of a few years. Rasli Muslimen et al. (2011) presented
a case study of lean manufacturing implementation in a Malaysian automotive industry which
manufactures automotive parts. A semi-structured questionnaire was created and a series of open-ended
interviews with the management of the industries were carried out. The interviews were tape recorded
so to avoid any sort of miscommunication or the loss of data. The information collected was pertaining
details of the industry such as the background of the company, efforts in past for the implementation of
the lean manufacturing, etc. The observations and findings were further verified by the interviewees.
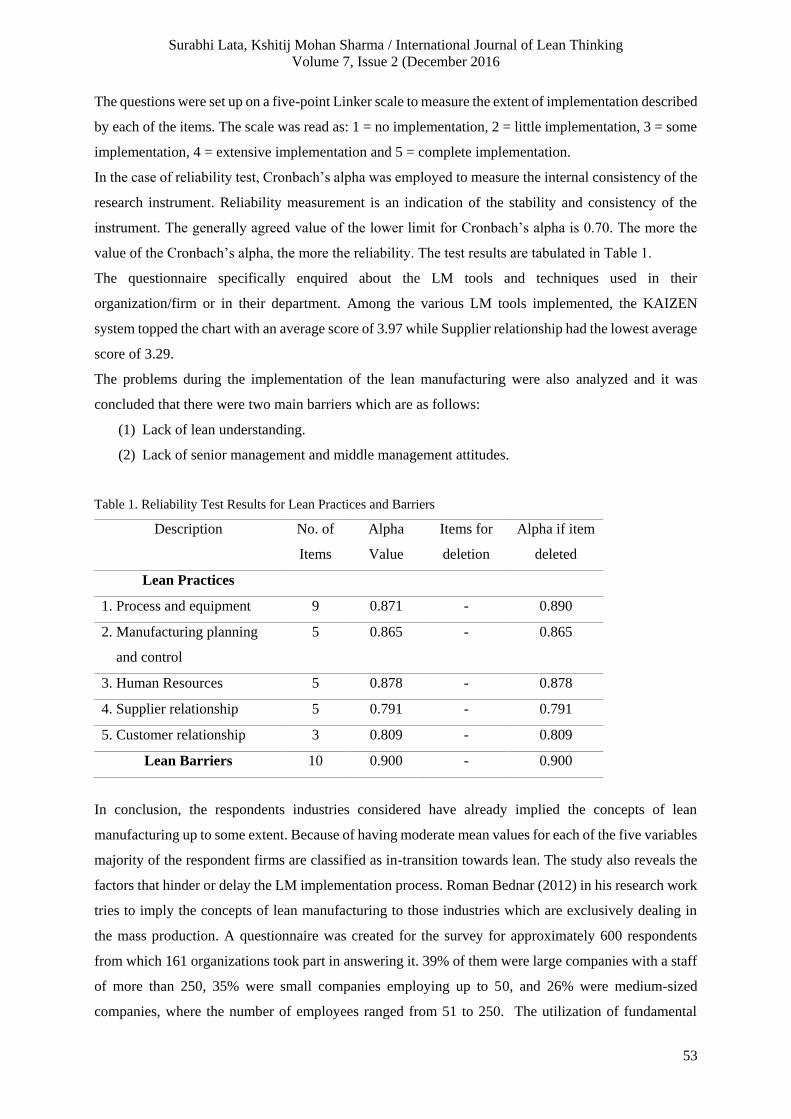
The first attempt to implement lean was carried out in 1996 but couldn’t implement it completely. In the
re-implementation process, the concept was formulated for the industry as shown in the Figure 3 below.
Figure 3. LM implementation approach
The project based approached in the industry showed successful application of LM tools and techniques.
Continuous improvement effort was continued until a saturated level of major improvement is made and
the industry had reached the stable condition of the model line. The company has become a reference
Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
55
and role model in implementing LM for other manufacturing companies in Malaysia. Nor Azian A
Rahman et al. (2013) researched the working of the LM tool “KANBAN”. They tried to determine how
the Kanban system works effectively in multinational organization and identified factors that are
creating difficulty in application of Kanban in small and medium enterprises (SME).
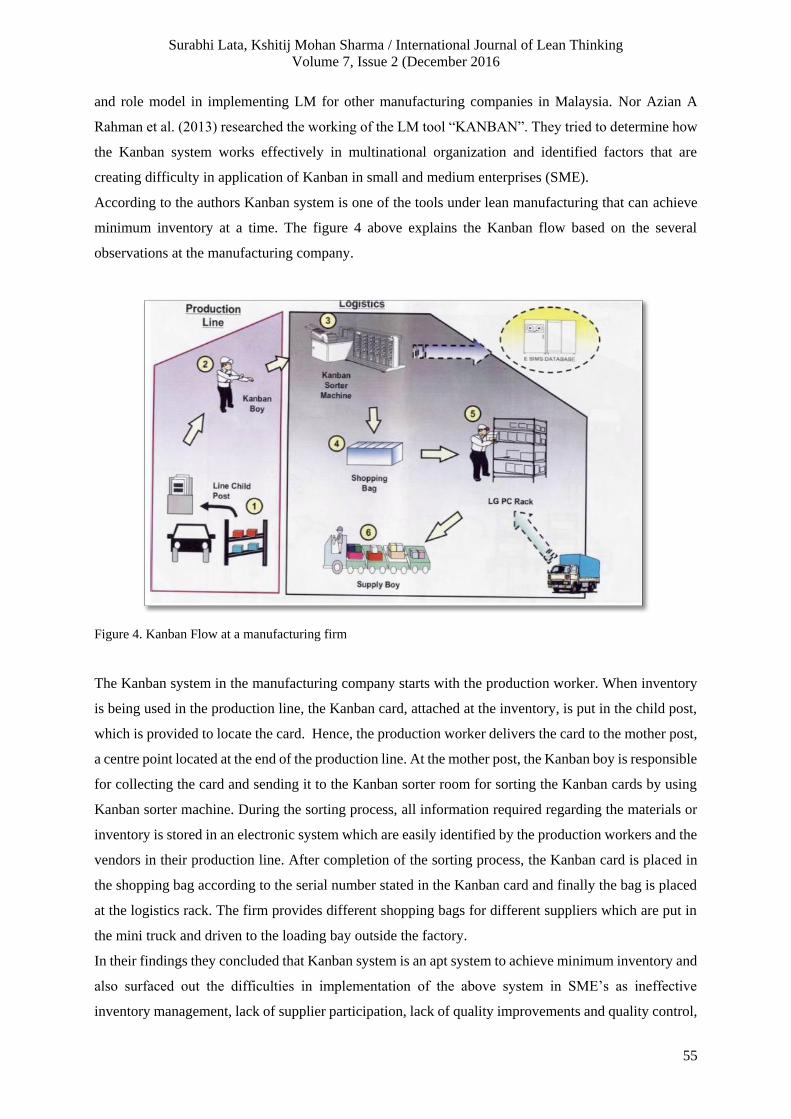
According to the authors Kanban system is one of the tools under lean manufacturing that can achieve
minimum inventory at a time. The figure 4 above explains the Kanban flow based on the several
observations at the manufacturing company.
Figure 4. Kanban Flow at a manufacturing firm
The Kanban system in the manufacturing company starts with the production worker. When inventory
is being used in the production line, the Kanban card, attached at the inventory, is put in the child post,
which is provided to locate the card. Hence, the production worker delivers the card to the mother post,
a centre point located at the end of the production line. At the mother post, the Kanban boy is responsible
for collecting the card and sending it to the Kanban sorter room for sorting the Kanban cards by using
Kanban sorter machine. During the sorting process, all information required regarding the materials or
inventory is stored in an electronic system which are easily identified by the production workers and the
vendors in their production line. After completion of the sorting process, the Kanban card is placed in
the shopping bag according to the serial number stated in the Kanban card and finally the bag is placed
at the logistics rack. The firm provides different shopping bags for different suppliers which are put in
the mini truck and driven to the loading bay outside the factory.
In their findings they concluded that Kanban system is an apt system to achieve minimum inventory and
also surfaced out the difficulties in implementation of the above system in SME’s as ineffective
inventory management, lack of supplier participation, lack of quality improvements and quality control,
Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
56
lack of employee participation and top management commitment. Akhil Kumar (2014) investigated the
barriers on lean manufacturing putting more emphasis on the Indian manufacturing industries. Surveys
and studies were conducted in some of the Indian industries in order to identify the barriers on the LM
techniques. These barriers were identified as (1) Lack of Planning, (2) Lack of top management
commitment, (3) Lack of Methodology, (4) Unwillingness to learn and see, (5) Misunderstanding of
lean Production, (6) Lack of Contingency, (7) Human Aspects, (8) Lack of Strategic Perspective, (9)
Lack of organizational structure, (10) Lack of technological Infrastructure, (11) Widening Customer
Requirements, (12) Personal Training, (13) High Cost of Advance Technology, (14) Reduced
Manufacturing Lead time, (15) Social Factor, (16) Resistance to change, (17) Coping with variability,
(18) Technological Advancements, (19) Integration And pro-activity and (20) Requirement of alteration
in Process Methodology.
The main aim of this questionnaire-based survey was to facilitate industry experts in developing a
relationship matrix as a first step towards developing an ISM-based model. About 30 companies were
surveyed on a five-point Linker scale for 20 above listed barriers. This five-point scale indicated 1 as
“very low importance” and 5 as “very high importance”. On extensive analysis it was concluded that
among all the 20 listed barriers “Lack of Planning, Lack of top management commitment, Lack of
Methodology, Unwillingness to learn and see and Human Aspects” were the most important problems
faced during implementation of lean manufacturing.
The interpretive structural modeling (ISM) methodology is effectively used to evolve mutual
relationship among the barriers. It distinguishes those barriers which support other barriers (driving
barrier) and those barriers which are most influenced by other barriers (dependent barriers). In a nutshell,
the paper elucidates about the problems and the barriers on the implementation of lean manufacturing
in the Indian manufacturing system. B. Vijaya Ramnath et al. (2010) elucidated on the implementation
of the lean concept in an industry where manufacturing of the engine valve machining cell is carried
out. The tools used were the Value Stream Mapping (VSM) to map the current state, Kanban system for
the reduction of waste in pre machining and single piece flow in the machining process. The
methodology consists of five steps depending on the study of the industry. These are as follows:
(1) Choosing a product or product family and study of manufacturing methods and sequence of
operations.
(2) Study of layout and Construction of Current State Value Stream Map.
(3) Identification of Wastes and looking out for the methods to eliminate these wastes.
(4) Construction of Future State Value Stream Map and Implementation of the proposed concept.
(5) Analysis of economic benefits associated with proposed concept.
The process map was generated for the current state of the manufacturing firm. Following this the lean
concepts described above were implemented which yielded the following result:
Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
57
Table 2. Comparison between current and future state
Benefits Current State After implementation of
future state
O/P per shift 2000 2000
No. pf operators in machining 9 5
Productivity per operator 222 400
Transportation of material b/w Manual Automatic
Machining section layout Straight Layout “U” Layout
Loading and unloading Manual Automatic
Inventory at pre machining section 12000 (3 days of demand) 4000 (1 day demand)
Inventory at machining section 12000 (3 days of demand) Single piece flow
In conclusion, after the implementation of the future state value stream mapping the productivity was
increased, waste was reduced, automation was installed, less labour was utilized and the inventory was
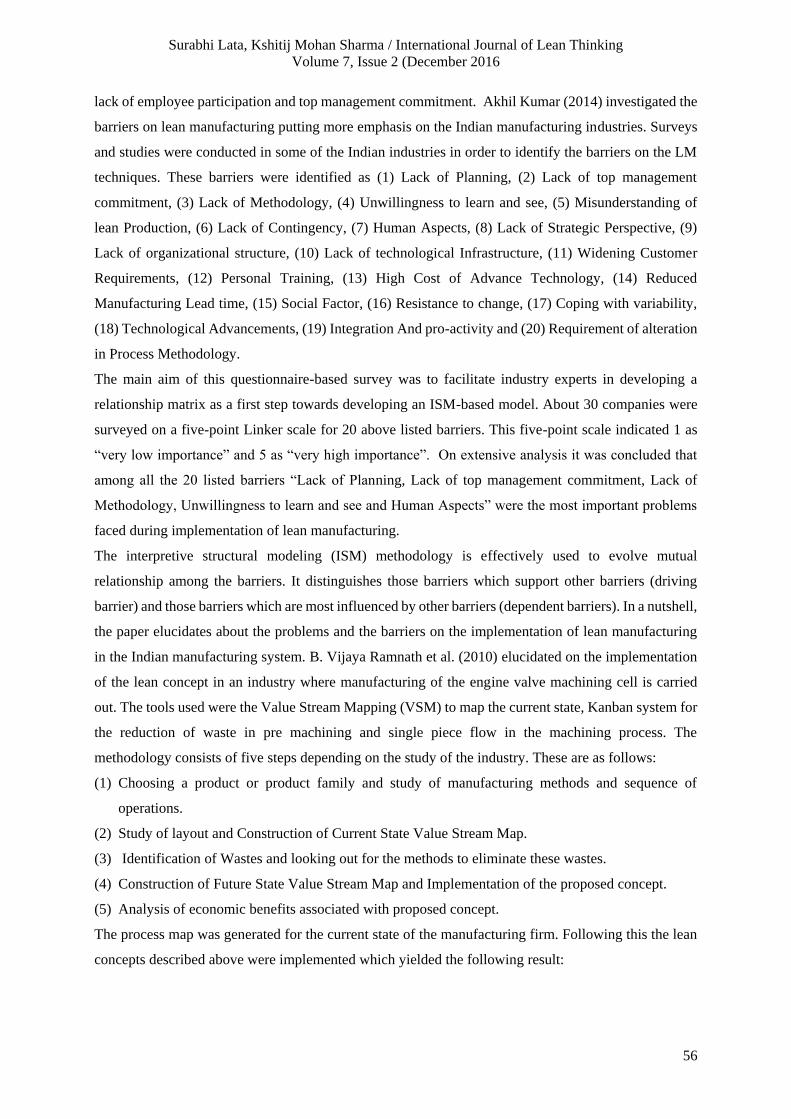
reduced. Gundeep Singh et al. (2012) started their research to identify the bottlenecks in the assembly
shop of the tractor manufacturing company as these were the main reason for low productivity of the
industry. The problem was identified in terms of increased cycle time at different machines. During the
auditing phase of sub-assemblies that are manufactured in the assembly shop, gear box assembly was
discovered to be the major bottleneck station. Once bottleneck station was detected, initial process flow
map was generated followed by analysis through possible causes (brainstorming) and possible cause
and effect diagram and actions taken to eliminate each root cause with LM tool i.e. KAIZEN technique.
The reasons for increased cycle time were found to be (1) Available time not utilized properly by the
machine operators, (2) Number of operations involved, (3) Abnormal absenteeism by the machine
operators, (4) Machine breakdown problem, (5) Late start of work by the machine operators, (6)
Metallurgical problem in the material to be machined, (7) Programming not correct, (8) Multiple cutting
tools being used for same type of operations, (9) Number the of quality parameters to be inspected and
(10) Inspection stage far from work station.
Figure 5. Initial Process Map
Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
58
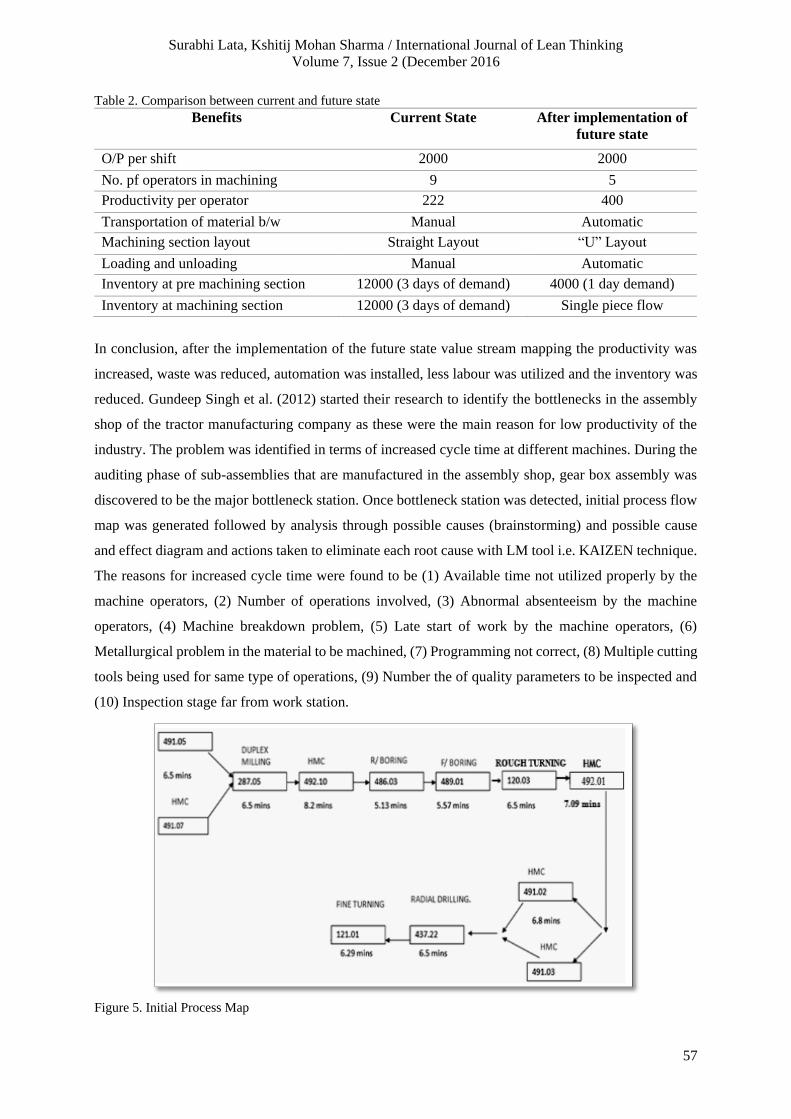
After the implementation of LM technique new process map was created which is shown below in the
Figure 6.
Figure 6. Modified Process Map
Hence, it can be concluded that implementation of lean manufacturing increased productivity of gear
box assembly, reduced cycle time of the machines along with negligible work-in-process inventory and
reduction in all types of wastes. As the complexity of the manufacturing process increases the lean
manufacturing concept, tools and techniques prove to be highly beneficial for any manufacturing firm.
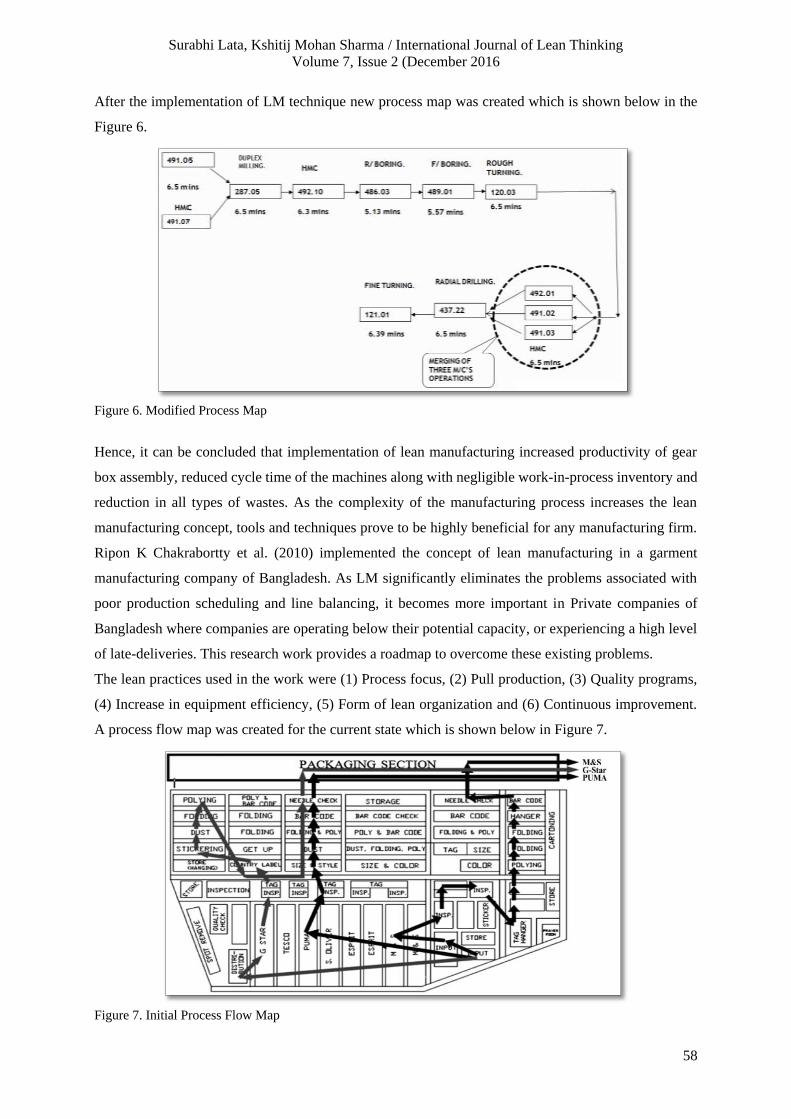
Ripon K Chakrabortty et al. (2010) implemented the concept of lean manufacturing in a garment
manufacturing company of Bangladesh. As LM significantly eliminates the problems associated with
poor production scheduling and line balancing, it becomes more important in Private companies of
Bangladesh where companies are operating below their potential capacity, or experiencing a high level
of late-deliveries. This research work provides a roadmap to overcome these existing problems.
The lean practices used in the work were (1) Process focus, (2) Pull production, (3) Quality programs,
(4) Increase in equipment efficiency, (5) Form of lean organization and (6) Continuous improvement.
A process flow map was created for the current state which is shown below in Figure 7.
Figure 7. Initial Process Flow Map
Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
59
Lot of problems and limitations were encountered in the process flow map shown above. These problems
are listed below and were taken care of through the tools and techniques of LM.
(1) High level of in-process inventory.
(2) The flow of garments from sewing is not uniform as a result the ratio of packaging is difficult to
maintain.
(3) Low level of coordination and integration.
(4) Accessories are not available all the time, as a result sewed garments are stacked throughout the
flow.
(5) Ineffective record keeping procedure and daily Target is set based on experience.
(6) Inefficient use of manpower which is not uniformly distributed.
(7) Processed are not broken down properly.
A plan was proposed for the implementation of the lean concepts which included Clusters for Different
Buyers, Process Flow Diagram and Layouts. The successful implementation of LM techniques resulted
in significant increase in through proposed layouts. The better utilization of manpower and factory floor
space was also ensured through these new layouts. Improvement in productivity of PUMA, M&S and
G-Star were recorded as 46%, 10.34% and 14.4% respectively. Preetinder Singh Gill (2012) proposed
the implication of the LM tool “value stream mapping” into the service sector i.e., the hospitality sector
defining it in an emergency room of a hospital. An extensive research was carried out along with the
conduction of studies on U.S. healthcare system. The report Boston Globe, in 2008, reported that waste
in health care was close to $760 billion a year. The waste among other factors has been attributed to:
(1) Misuse, overuse, underuse, of services and equipment.
(2) Errors and mistakes along with associated rework.
(3) Lack of communication and coordination.
(4) Other special cause variation.
These all are accounted in the seven types of wastes described in the context of lean manufacturing. The
work describes in detail the application of a VSM in an emergency room environment where emphasis
is on: a) Identifying the target system – families – which needs to be improved, b) constructing current
and future state VSMs by using standard set of symbols etc. or with a continuous Plan-Do-Check-Act
(PDCA) cycle. During the review of literature various types of wastages were identified like the waiting
time for the patient (usually the half of the 5 hours spent in the ER), etc. Once these wastes were
identified the Value Stream Mapping (VSM) concept was adapted to reduce/eliminate them in the ER
of a hospital. This adaptation includes construction of a process flow chart to properly understand the
scope of their VSM related activities. Methods were elucidated to calculate cycle time, change over
time, inventory time, etc. A list of suggestions were provided which are discussed below:
(1) Entire organization should recognize that a problem exists and a solution is needed.
(2) Lean approach should be human-centered.
(3) Expertise in application of lean principles and work responsibilities is an absolute must.
Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
60
(4) Top management should support the lean activities and should allocate any needed resources
(5) Install lean champions who are well respected socially and who can motivate others to join in.
(6) Adapt lean to local context and culture.
(7) Learn from past experiences.
(8) Focus on continuous improvement.
(9) Lean requires a holistic systems approach.
The conclusion drawn from this study is that Lean and VSM can be applied to the healthcare system
successfully if the top management understands that lean is a continuous approach, it is not an event and
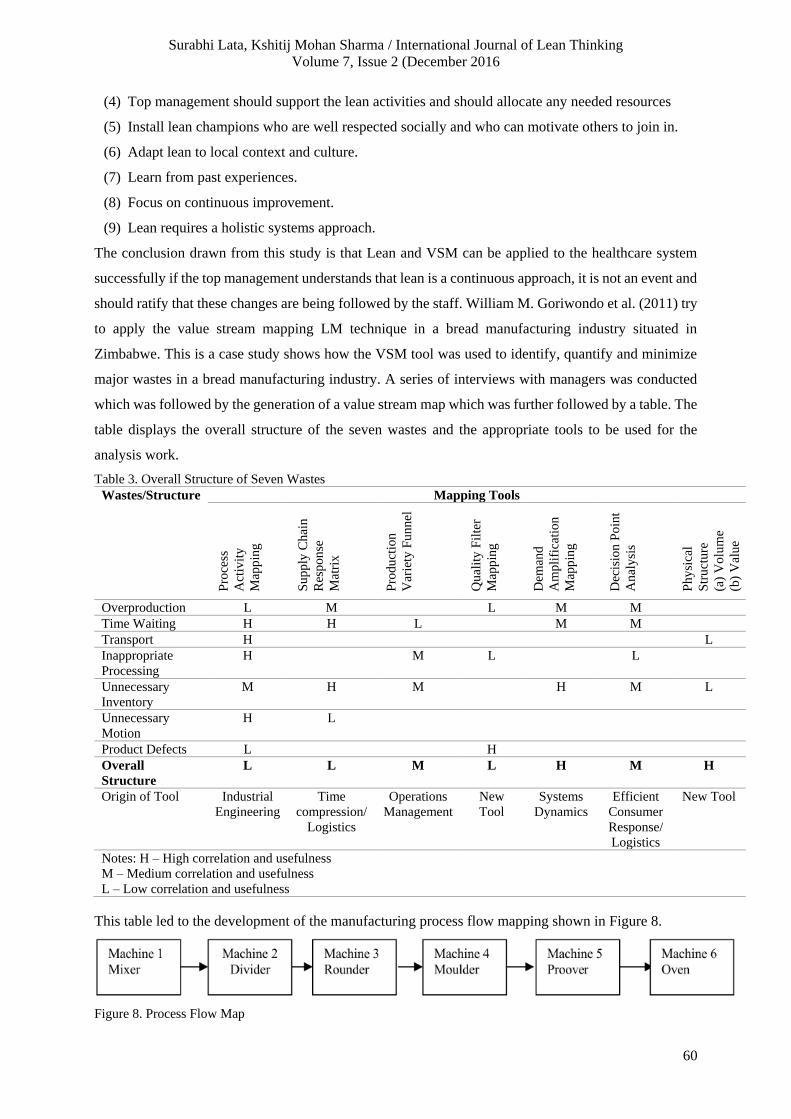
should ratify that these changes are being followed by the staff. William M. Goriwondo et al. (2011) try
to apply the value stream mapping LM technique in a bread manufacturing industry situated in
Zimbabwe. This is a case study shows how the VSM tool was used to identify, quantify and minimize
major wastes in a bread manufacturing industry. A series of interviews with managers was conducted
which was followed by the generation of a value stream map which was further followed by a table. The
table displays the overall structure of the seven wastes and the appropriate tools to be used for the
analysis work.
Table 3. Overall Structure of Seven Wastes
Wastes/Structure Mapping Tools
Pro
cess
Act
ivit
y
Map
pin
g
Su
pp
ly C
hai
n
Res
po
nse
Mat
rix
Pro
du
ctio
n
Var
iety
Fu
nn
el
Qu
alit
y F
ilte
r
Map
pin
g
Dem
and
Am
pli
fica
tio
n
Map
pin
g
Dec
isio
n P
oin
t
An
aly
sis
Ph
ysi
cal
Str
uct
ure
(a)
Vo
lum
e
(b)
Val
ue
Overproduction L M L M M
Time Waiting H H L M M
Transport H L
Inappropriate
Processing
H M L L
Unnecessary
Inventory
M H M H M L
Unnecessary
Motion
H L
Product Defects L H
Overall
Structure
L L M L H M H
Origin of Tool Industrial
Engineering
Time
compression/
Logistics
Operations
Management
New
Tool
Systems
Dynamics
Efficient
Consumer
Response/
Logistics
New Tool
Notes: H – High correlation and usefulness
M – Medium correlation and usefulness
L – Low correlation and usefulness
This table led to the development of the manufacturing process flow mapping shown in Figure 8.
Figure 8. Process Flow Map
Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
61
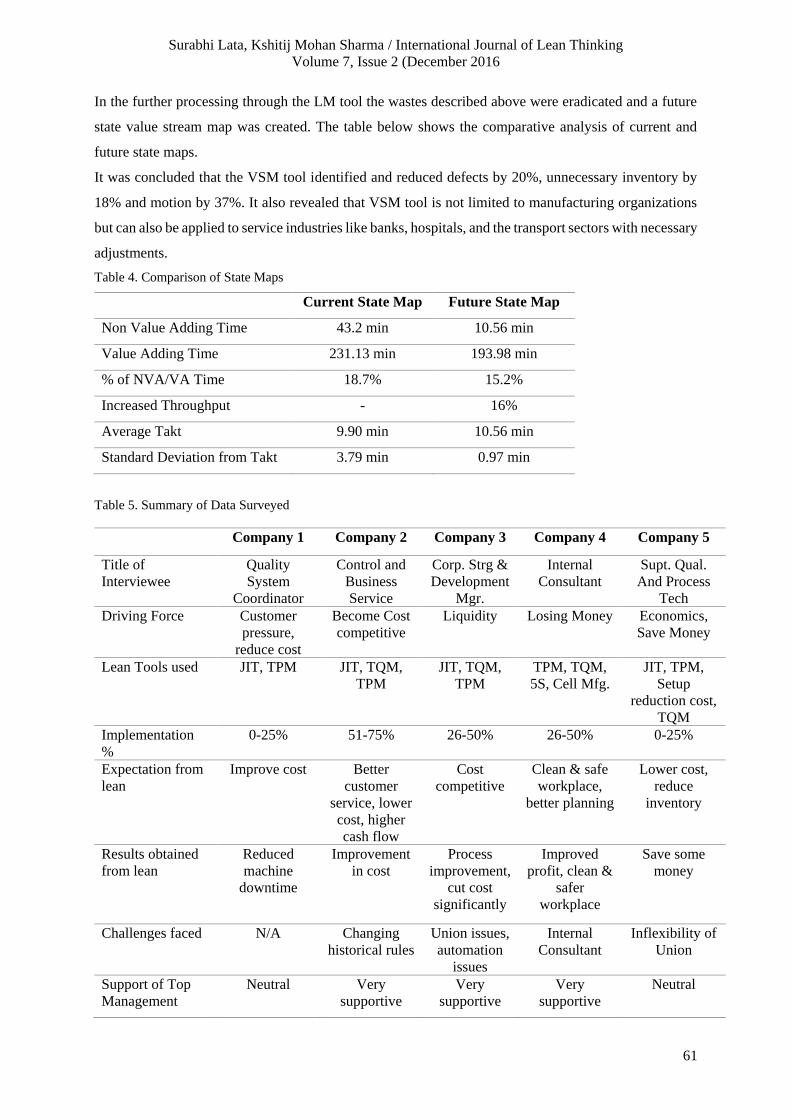
In the further processing through the LM tool the wastes described above were eradicated and a future
state value stream map was created. The table below shows the comparative analysis of current and
future state maps.
It was concluded that the VSM tool identified and reduced defects by 20%, unnecessary inventory by
18% and motion by 37%. It also revealed that VSM tool is not limited to manufacturing organizations
but can also be applied to service industries like banks, hospitals, and the transport sectors with necessary
adjustments.
Table 4. Comparison of State Maps
Current State Map Future State Map
Non Value Adding Time 43.2 min 10.56 min
Value Adding Time 231.13 min 193.98 min
% of NVA/VA Time 18.7% 15.2%
Increased Throughput - 16%
Average Takt 9.90 min 10.56 min
Standard Deviation from Takt 3.79 min 0.97 min
Table 5. Summary of Data Surveyed
Company 1 Company 2 Company 3 Company 4 Company 5
Title of
Interviewee
Quality
System
Coordinator
Control and
Business
Service
Corp. Strg &
Development
Mgr.
Internal
Consultant
Supt. Qual.
And Process
Tech
Driving Force Customer
pressure,
reduce cost
Become Cost
competitive
Liquidity Losing Money Economics,
Save Money
Lean Tools used JIT, TPM JIT, TQM,
TPM
JIT, TQM,
TPM
TPM, TQM,
5S, Cell Mfg.
JIT, TPM,
Setup
reduction cost,
TQM
Implementation
%
0-25% 51-75% 26-50% 26-50% 0-25%
Expectation from
lean
Improve cost Better
customer
service, lower
cost, higher
cash flow
Cost
competitive
Clean & safe
workplace,
better planning
Lower cost,
reduce
inventory
Results obtained
from lean
Reduced
machine
downtime
Improvement
in cost
Process
improvement,
cut cost
significantly
Improved
profit, clean &
safer
workplace
Save some
money
Challenges faced N/A Changing
historical rules
Union issues,
automation
issues
Internal
Consultant
Inflexibility of
Union
Support of Top
Management
Neutral Very
supportive
Very
supportive
Very
supportive
Neutral
Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
62
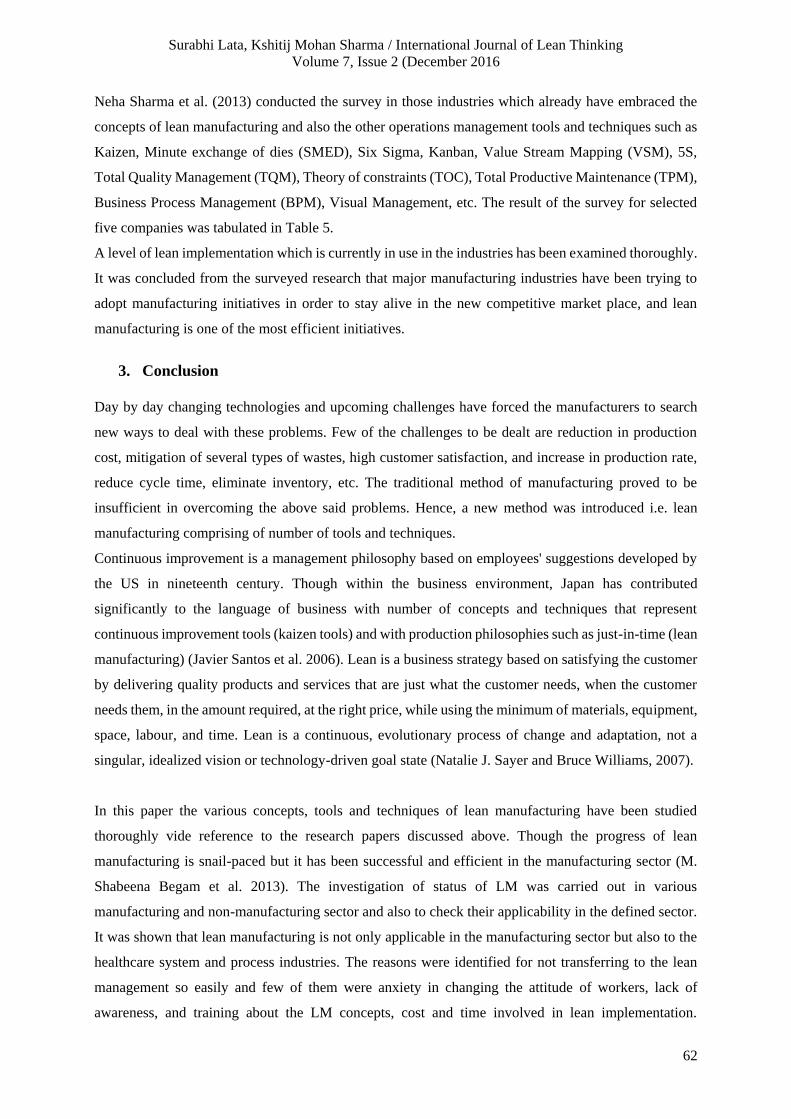
Neha Sharma et al. (2013) conducted the survey in those industries which already have embraced the
concepts of lean manufacturing and also the other operations management tools and techniques such as
Kaizen, Minute exchange of dies (SMED), Six Sigma, Kanban, Value Stream Mapping (VSM), 5S,
Total Quality Management (TQM), Theory of constraints (TOC), Total Productive Maintenance (TPM),
Business Process Management (BPM), Visual Management, etc. The result of the survey for selected
five companies was tabulated in Table 5.
A level of lean implementation which is currently in use in the industries has been examined thoroughly.
It was concluded from the surveyed research that major manufacturing industries have been trying to
adopt manufacturing initiatives in order to stay alive in the new competitive market place, and lean
manufacturing is one of the most efficient initiatives.
3. Conclusion
Day by day changing technologies and upcoming challenges have forced the manufacturers to search
new ways to deal with these problems. Few of the challenges to be dealt are reduction in production
cost, mitigation of several types of wastes, high customer satisfaction, and increase in production rate,
reduce cycle time, eliminate inventory, etc. The traditional method of manufacturing proved to be
insufficient in overcoming the above said problems. Hence, a new method was introduced i.e. lean
manufacturing comprising of number of tools and techniques.
Continuous improvement is a management philosophy based on employees' suggestions developed by
the US in nineteenth century. Though within the business environment, Japan has contributed
significantly to the language of business with number of concepts and techniques that represent
continuous improvement tools (kaizen tools) and with production philosophies such as just-in-time (lean
manufacturing) (Javier Santos et al. 2006). Lean is a business strategy based on satisfying the customer
by delivering quality products and services that are just what the customer needs, when the customer
needs them, in the amount required, at the right price, while using the minimum of materials, equipment,
space, labour, and time. Lean is a continuous, evolutionary process of change and adaptation, not a
singular, idealized vision or technology-driven goal state (Natalie J. Sayer and Bruce Williams, 2007).
In this paper the various concepts, tools and techniques of lean manufacturing have been studied
thoroughly vide reference to the research papers discussed above. Though the progress of lean
manufacturing is snail-paced but it has been successful and efficient in the manufacturing sector (M.
Shabeena Begam et al. 2013). The investigation of status of LM was carried out in various
manufacturing and non-manufacturing sector and also to check their applicability in the defined sector.
It was shown that lean manufacturing is not only applicable in the manufacturing sector but also to the
healthcare system and process industries. The reasons were identified for not transferring to the lean
management so easily and few of them were anxiety in changing the attitude of workers, lack of
awareness, and training about the LM concepts, cost and time involved in lean implementation.

Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
63
Therefore, it can be concluded that the manufacturing industry needs to give more time to implement
lean management in all the key areas in order to meet the modern day challenges.
References
Akhil Kumar. (2014). A Qualitative Study on the Barriers of Lean Manufacturing Implementation: An
Indian Context (Delhi NCR region). International Journal of Engineering and Science. Vol. 3,
Issue 4, pp. 21-28.
Annalisa L. Weigel. A Book Review: Lean Thinking by Womack and Jones Assignment for ESD.83:
Research Seminar in Engineering Systems; November 2000.
B. Vijaya Ramnath, C. Elanchezhian and R. Kesavan. (2010). Application of Kanban System for
Implementing Lean Manufacturing. Journal of Engineering Research and Studies.
Gundeep Singh and R.M. Belokar. (2012). Lean Manufacturing Implementation in the Assembly Shop
of Tractor Manufacturing Company. International Journal of Innovative Technology and
Exploring Engineering, Vol 1, Issue-2.
James P. Womack and Daniel T. Jones. Lean Thinking: Banish Waste and Create Wealth in Your
Corporation, Simon & Schuster, Inc. 1996, Second Edition, 2003.
Javier Santos, Richard Wysk and Jose Manuel Torres. Improving Production with Lean Thinking. 2006.
M. Holweg. (2007). The Genealogy of Lean Production. Journal of Operations Management. Vol. 25,
pp. 420-237.
M. Shabeena Begam, R. Swamynathan, J. Sekkizhar. (2013). Current Trends on Lean Management – A
Review. International Journal of Lean Thinking. Volume 4, Issue 2.
Natalie J. Sayer and Bruce Williams. Lean for dummies. 2007.
Nor Azian Abdul Rahman, Sariwati Mohd Sharif and Mashitah Mohamed Esa. (2013). Lean
Manufacturing Case Study with Kanban System Implementation. International Conference on
Economics and Business Research.
Norani Nordin, Baba Md Deros and Dzuraidah Abd Wahab. (2010). A Survey on Lean Manufacturing
Implementation in Malaysian Automotive Industry. International Journal of Innovation,
Management and Technology. Vol. 1, No. 4.
Ohno, Taiichi. Toyota Production System. New York: Productivity Press; 1988.
Preetinder Singh Gill. (2012). Application of Value Stream Mapping to Eliminate Waste in an
Emergency Room. Global Journal of Medical Research. Vol 12, Issue 6.
Rasli Muslimen, Sha’ri Mohd yusof and Ana Sakura Zainal Abidin. (2011). Lean Manufacturing
Implementation in Malaysian Automotive Components Manufacturer: A Case Study.
Proceedings of the World Congress on Engineering (WCE). Vol. 1.
Surabhi Lata, Kshitij Mohan Sharma / International Journal of Lean Thinking
Volume 7, Issue 2 (December 2016
64
Ripon K Chakrabortty and Sanjoy K Paul. (2010). Study and Implementation of Lean Manufacturing in
a Garment Manufacturing Company: Bangladesh Perspective. Journal of Optimization in
Industrial Engineering.
Roman Bednár. (2012). Individualisation of Lean Concept in Companies dealing with Mass Production.
Ross and Associates Environmental Consulting, Ltd. (2003). Lean Manufacturing and the Environment:
Research on Advanced Manufacturing Systems and the Environment and Recommendations for
Leveraging Better Environmental Performance.
Russell, R.S. and Taylor, B.W. Operations management. 2nd edition, Uppre Saddle River. NJ: Prentice
Hall, 1999.
Sharma Neha, Matharou Gurpreet Singh, Kaur Simran and Gupta Pramod. (2013). Lean Manufacturing
Tool and Techniques in Process Industry. International Journal of Scientific Research and
Reviews.
William M. Goriwondo, Samson Mhlanga and Alphonce Marecha. (2011). Use of the Value Stream
Mapping Tool for Waste Reduction in Manufacturing: A Case Study for Bread Manufacturing
in Zimbabwe. International Conference on Industrial Engineering and Operations Management.




























