Embed Size (px)
Citation preview
Linköping University | Department of Management and Engineering Master’s Thesis, 30 ECTS | Industrial Engineering and Management
Spring term 2019
Linköping University SE-581 83 Linköping
013-28 10 00, www.liu.se
Improvement of a Qualification
Process in the Aerospace Industry
- A Case Study at Saab Aeronautics
______________________________________________
Daniel Magnusson Karl-Anton Pettersson
Tutor: Maria Huge-Brodin
Examiner: Mattias Elg

This page is intentionally left blank
i
Copyright
The publishers will keep this document online on the Internet – or its possible replacement –
for a period of 25 years starting from the date of publication barring exceptional
circumstances.
The online availability of the document implies permanent permission for anyone to read, to
download, or to print out single copies for his/her own use and to use it unchanged for non-
commercial research and educational purpose. Subsequent transfers of copyright cannot
revoke this permission. All other uses of the document are conditional upon the consent of the
copyright owner. The publisher has taken technical and administrative measures to assure
authenticity, security and accessibility.
According to intellectual property law the author has the right to be mentioned when his/her
work is accessed as described above and to be protected against infringement.
For additional information about the Linköping University Electronic Press and its procedures
for publication and for assurance of document integrity, please refer to its www home page:
http://www.ep.liu.se/.
© Daniel Magnusson & Karl-Anton Pettersson, 2019

ii
This page is intentionally left blank
iii
Abstract
The importance of reliable parts and production methods in the aerospace industry is crucial
to guarantee safety in the air. Hence, each material used in the production of aircrafts needs
to be tested and verified as fit for use in all intended environments. This is however a complex
task since material requirements differs largely depending on various material applications.
The tests and the development of these test programs are both expensive and time-consuming,
which therefore gives incentives to increase the performance in qualification processes. The
purpose of this study is therefore to identify potential improvements and give suggestions for
how to enhance the process performance in a qualification process.
The research was executed as a single-case study at Saab Aeronautics in Linköping. The results
are based on qualitative data, mainly from observations and from interviews with people
affected by the qualification process. Problems and sources of improvements were identified
in the collected data and thereafter addressed with relevant process improvement- and quality
tools. “Experience-based process”, “Insufficient communication”, and “Insufficient customer
focus” were expected to be the most essential problems to address to enhance the process
performance. A root-cause analysis was done to find the root-causes of these problems. The
root-causes were thereafter screened and prioritized based on the expected benefits from
solving them and based on the effort to address them. 12 root-causes were selected as the most
relevant problems to address, and 16 recommended actions for these problems were thereafter
formulated.
This research has showed the success of established quality- and process improvement tools
in a complex process environment. The study has also provided a structured approach for how
process improvements efforts can be applied in an effective manner, where no quantitative
data is available to analyze.
Keywords: Qualifications in Aerospace, Quality Management, Process Management,
Standardization, Professional Bureaucracy.

iv
This page is intentionally left blank
v
Acknowledgement
We have put a lot of effort to create opportunities for improvements at an essential process at
Saab Aeronautics and thereby contributed to their mission of keeping people and society safe.
The report is the result of 20 weeks of work and serves as the final assignment before
graduation from Master of Science in Industrial Engineering and Management at Linköping
University. The study was conducted at Saab Aeronautics in Linköping, and we want to express
our gratitude for the opportunity to execute the master thesis at M&P. We also want to direct
a special thanks to Olov Johansson Berg, who initiated the study and supported us during the
entire project. This continuous support and the high level of inclusion at the department have
largely contributed to the result of the report. We would also like to thank everyone who
participated in the interviews and observations at Saab Aeronautics during the project, and
thereby contributed to the result of the study.
Next, we want to thank our tutors at Linköping University, Maria Huge-Brodin and Håkan
Aronsson, who guided and supported us during the project. They continuously challenged our
thinking and helped us keep a good structure of the project. These advices helped us during
crucial decisions and their experience were useful to achieve the results of the study.
We also want to thank the opponents, Simon Ahlstedt and Daan Kabel, who critically reviewed
our thesis and gave suggestions for improvements during the work. Their inputs and the
discussions with them have been useful to get another perspective on our writing and our work
approaches. We are very grateful for this support.
Lastly, we hope you find this thesis interesting and we wish you an enjoyable reading.
Linköping in May 2019
__________________________ __________________________
Daniel Magnusson Karl-Anton Pettersson

vi
This page is intentionally left blank
vii
List of abbreviations
7M – Management, Man, Method, Measurement, Machine, Material and Milieu
7QC – Seven Quality Control Tools
7QM – Seven Quality Management Tools
CED – Cause and Effect Diagram
ID – Interrelationship Diagraph
ISO – International Organization for Standardization
KPI – Key Performance Indicator
M&P – Department of Material and Process
REACH – Registration, Evaluation, Authorization and Restriction of Chemicals
TQM – Total Quality Management

viii
This page is intentionally left blank
ix
Table of Contents
Copyright ........................................................................................................................... i Abstract ........................................................................................................................... iii Acknowledgement ............................................................................................................ v List of abbreviations ....................................................................................................... vii
1. Introduction .............................................................................................. 1 1.1 Background ............................................................................................................. 1 1.2 Problem description ................................................................................................ 2 1.3 Purpose and research questions ............................................................................. 3 1.4 Delimitations........................................................................................................... 3 1.5 Outline .................................................................................................................... 4
2. Company description ................................................................................. 6 2.1 Saab AB ................................................................................................................... 6
3. Theoretical framework .............................................................................. 8 3.1 Material qualification in aerospace......................................................................... 8 3.2 Quality management ............................................................................................... 9 3.3 Process management ............................................................................................ 15 3.4 Standardization ..................................................................................................... 20 3.5 Professional bureaucracy ...................................................................................... 21
4. Method..................................................................................................... 23 4.1 Research approach ................................................................................................ 23 4.2 Research structure ................................................................................................ 24 4.3 Research strategy .................................................................................................. 24 4.4 Literature review ................................................................................................... 26 4.5 Data collection ...................................................................................................... 27 4.6 Structure to fulfill the purpose .............................................................................. 30 4.7 Data analysis ......................................................................................................... 32 4.8 Quality of data ....................................................................................................... 34 4.9 Ethical considerations ........................................................................................... 36
5. Empirical findings ................................................................................... 37 5.1 Process validation life cycle .................................................................................. 37 5.2 Qualification process according to internal documents ....................................... 38 5.3 Qualification process according to interviews and observations ......................... 41 5.4 Affected departments of the qualification process ............................................... 44
6. Analysis ................................................................................................... 52 6.1 Problems and source for improvements ............................................................... 52 6.2 Relationship of identified problems ..................................................................... 56 6.3 Root cause analysis ............................................................................................... 59 6.4 Prioritization of verified root-causes .................................................................... 67 6.5 Suggestions for process improvements ................................................................ 68
7. Discussion ............................................................................................... 75 7.1 Method critique ..................................................................................................... 75 7.2 Result critique ....................................................................................................... 76 7.3 Generalizability of the study ................................................................................. 78
8. Conclusions ............................................................................................. 79 8.1 How the study fulfills the purpose ........................................................................ 79 8.2 Recommendations to the company ...................................................................... 79 8.3 Future work ........................................................................................................... 81
References ....................................................................................................... 82
x
Appendices
Appendix A. Interview protocol - Extended
Appendix B. Interview protocol
List of Figures
Figure 1. Example of cause and effect diagram using the 7M as categories .......................... 12
Figure 2. Example of interrelationship diagraph .................................................................. 13
Figure 3. Layout of PICK chart .............................................................................................. 15
Figure 4. Example of a process flowchart .............................................................................. 17
Figure 5. Research structure .................................................................................................. 24
Figure 6. Structure to fulfill the purpose ............................................................................... 31
Figure 7. Process validation life cycle .................................................................................... 37
Figure 8. “Process design” at unit level according to internal documents ............................ 39
Figure 9. “Perform initiation” at task level according to internal documents ...................... 39
Figure 10. “Execute pre-study” at task level according to internal documents .................... 41
Figure 11. “Process design” on unit level according to interviews and observations ............ 42
Figure 12. “Perform initiation” at task level according to interviews and observations ....... 43
Figure 13. “Execute pre-study” at task level according to interviews and observations ....... 44
Figure 14. Relationships of the identified problems and sources of improvements ............. 57
Figure 15. CED illustrating the breakdown of experience-based process ............................ 60
Figure 16. CED illustrating the breakdown of insufficient communication ......................... 63
Figure 17. CED illustrating the breakdown of insufficient customer focus ........................... 65
Figure 18. PICK chart visualizing prioritized problems ........................................................ 67
List of Tables
Table 1. Ranking of problems based on expected impact of process performance ............... 58
Table 2. Potential root-causes for the experience-based process .......................................... 62
Table 3. Potential root-causes of insufficient communication .............................................. 64
Table 4. Potential root-causes of insufficient customer focus ............................................... 66
1
1. Introduction
This chapter begins with the background of the study to establish the relevance of the
research. This is followed by the problem description, and thereafter, the purpose along with
research questions are presented. Lastly, the delimitations and the outline of the study are
presented.
1.1 Background
In any business environment where directives and demands quickly changes, there is an
inevitable need for companies to quickly adapt to external and internal shifts in both supply
and demand. According to Deming (1994), companies who are not improving will eventually
lose their competitiveness in the market, and Liker and Franz (2011) stress the importance for
organizations to pursue excellence through continuous improvements, in the business and
operations, to become a long-lasting successful company.
Production of high-technology products require constant improvements to stay competitive
and to cope with various requirements. In the industry of aerospace, where failures could
cause devastating consequences, the need for reliable parts, materials, and processes are of
extreme importance to ensure product safety. To assure that new material, processes, parts
and components fulfil the desired requirements, each substitute or product innovation needs
to undergo comprehensive tests, ensuring durability and tolerance to all potential
environmental exposures for the final product (Frazier et al. 2001). These qualification
processes are however very rigid, expensive and time consuming, and therefore requires a lot
of valuable resources (Brice 2011). The focus on safety and product reliability is crucial and
has contributed to the rareness of structural failures in the aerospace industry, but these long
qualification lead-times can also constrain the pace of product innovation (ibid).
Product innovation, new technical requirements, obsolescence management, and
environmental legislations are examples of initiators for the need of new qualifications in the
aerospace industry. These needs may arise with short notice, and therefore, there is a demand
for short lead times in the qualification process. To limit the time and costs for the
qualifications, it is important to minimize the needed number of experiments in the test
program included in the process for qualifications. The needed test program for the various
qualification objects varies however largely depending on where the substitute will be used
and during what circumstances (Portolés 2016). A lot of different factors influence the design

2
of the test, and therefore, for each qualification, it is difficult to decide the testing requirements
for the specific qualification objective (ibid).
Just as any process, each qualification includes a number of various tasks to complete before
the qualification approval can be made, and according to Montgomery (2013), almost all non-
manufacturing processes includes non-value adding activities and sources of potential
improvements. He further argues that processes in the non-manufacturing environment often
encounter high variability, due to the high involvement of people and their habit of executing
the work tasks in their own manner. To cope with these process issues, Sreedharan et al.
(2018) stress the importance of continuous process improvements in organizations, and
Boutros and Purdie (2014) claim that process improvements often yield significant returns
regarding effectiveness, efficiency and quality. This demonstrates the need for the process
view perspective and the need for continuous process improvements to stay competitive in the
aerospace industry.
1.2 Problem description
The department Material and Processes (M&P) at Saab Aeronautics in Linköping, which
operates in the aerospace industry, aspires to increase the process performance in their
internal qualification process. The purpose of this particular qualification process is to qualify
components, parts, materials and processes to ensure that they meet a number of set
requirements. The qualification process is time-consuming and complex which lingers the
change of material or processes in the production. Identification of non-value adding activities
and potential sources of improvements is therefore seen as an important aspect to consider to
increase the process performance. Additionally, the process performance is currently
influenced by the level of experience that the engineers performing the process activities has,
and the process is thereby exposed for inconsistency and unreliability. The inconsistency and
unreliability increase the risk of supplementary testing due to missing test parameters.
The subject of process improvements is a well explored research area, while qualification
processes in the aerospace industry is not. There are a limited number of players and a lot of
secrecy in the aerospace industry, which has restricted the possibilities of previous research
on the subject. As the qualification demands increase, much due to new environmental
regulations, the need for an efficient qualification process has amplified. New research
regarding qualification processes is therefore a critical matter for companies in the aerospace
industry.
3
1.3 Purpose and research questions
The purpose of this study is to identify potential improvements and give suggestions for how
to enhance the process performance in the qualification process at the department of Material
and Processes at Saab Aeronautics. The expected benefits from the suggested improvements
are reduced number of working-hours in the process, elimination of supplementary testing,
and elimination of unforeseen events in production due to material or process changes. The
following research questions were formulated to support the fulfillment of the purpose:
1. How is the qualification process currently structured and managed at Saab Aeronautics
in Linköping?
2. What problems and sources for improvements are there in the qualification process at
Saab Aeronautics?
3. What solutions can be implemented at Saab Aeronautics to solve the identified
problems and address the sources for improvements?
1.4 Delimitations
Conscious limitations early in the research are of high importance for a successful study and
can increase the efficiency of the research. Therefore, the limitations used in this study are:
• The full qualification process is complex and consists of many process steps. Therefore,
the focus of the suggested improvements will concern the initiation and pre-study in
the qualification process. This segmentation is described in chapter 5.
• This study does not intend to implement any of the suggested solutions to the
qualification process, but merely give recommendations of how the current process can
be improved.
4
1.5 Outline
The outline describes the overall structure of the study to guide the reader between the various
parts of the report. Each chapter is briefly explained below.
Chapter 1 – Introduction
The first chapter explains the background to the research and introduces the reader to the
problems and the relevance for the research. The purpose and the research questions are
defined as well as limitations of the research.
Chapter 2 – Company description
This chapter introduces the reader to Saab AB and the main department in which the research
was conducted. It helps the reader to understand the case company and the department where
the qualification process mainly occurs.
Chapter 3 – Theoretical framework
The theoretical framework presents existing and relevant theories of the research subject in
an objective manner. This facilitates the understanding of the subject and supports the
analysis of the empirical findings.
Chapter 4 – Method
This chapter explains the research perspective and how the research was conducted. The
reasons for the chosen methods during the report are explained and discussed in this chapter.
In addition, the reliability and validity of those choices are discussed as well as ethical
considerations concerning the research.
Chapter 5 – Empirical findings
This chapter presents the empirical findings in an objective manner. The empirical findings
summarize the collected data during the study. The aim here is to present the current state of
the investigated process and present the identified problems in the process.
Chapter 6 – Analysis
This chapter starts with a synthesis of the identified problems from the empirical findings. The
problems are thereafter analyzed, screened, and prioritized with support from the theoretical
framework. Lastly, the chapter provides suggestions for process improvements.
5
Chapter 7 – Discussion
This chapter includes discussions about the generated results and the connection to the
existing theory in the field. The discussion also considers the methodologies used in the study
and the generalizability of the study.
Chapter 8 – Conclusion
This chapter presents the conclusions of the study, the recommendations to the company, and
gives suggestions for relevant future work.
References
This chapter presents all used literature to support the study. The sources are presented in
alphabetic order using the Harvard reference system.
Appendix
This part includes the interview protocols from the conducted interviews.

6
2. Company description
This chapter provides an overall description of the company where the study is executed. It
will help to obtain a brief picture of what the company does and give interesting insights. All
information concerning the company description is collected from Saab’s official website and
the annual report of 2018.
2.1 Saab AB
Saab AB is a Swedish aerospace and defense company that serves the global market with
world-leading products, services and solutions. Saab AB operates within over 100 countries
on all continents, except Antarctica. There are more than 16 000 employees at Saab where 13
500 are located in Sweden. By the end of 2017, a revenue of 31.4 billion SEK was presented.
The headquarters are located in Stockholm, Sweden and the company has been managed by
the CEO Håkan Buskhe since 2010.
The product portfolio is wide and therefore the operations are divided into six different
business areas which are called: Aeronautics, Dynamics, Surveillance, Support and Services,
Industrial products and services, and Kockums. This study is executed at a department called
Material and Processes within Aeronautics and a more detailed description of this business
area and department are given in the upcoming sections.
2.1.1 Aeronautics
Aeronautics is a world leading supplier of innovative aviation solutions for military aircrafts
and is engaged in conducting research, development and production of military flight systems.
The Aeronautics business area also perform long-term, future-oriented studies as preparation
for manned and unmanned aircraft systems. Collaboration with both small and big companies
are of high importance to produce the highly advanced products successfully. Aeronautics is
Saab AB’s second largest business area with approximately 3000 employees and sales that
represented 22 % of the total revenue in 2017.
Aeronautics includes the business units Gripen C/D, Gripen E/F, Gripen Brazil and Advanced
Pilot Training Systems (T-X). Gripen is the most flexible and adaptable combat aircraft system
in the world. Through its modular design it can be upgraded and adapted to match the
customer’s requirements. The T-X program is a prototype for the next generation trainer
aircraft for the U.S. military forces, jointly developed by both Saab and Boeing.
7
2.1.2 Material and Processes
M&P is a small department with 25 employees which is located in Linköping, Sweden. Most
of the employees have expert competence in specific area, such as composite materials and
surface treatment. The department works with materials included in Aeronautics’s products,
and the processes that are used together with that material under the whole lifecycle of the
product. Additionally, the department simultaneously acts as a connection to external test labs
and other suppliers within material and process technology. Furthermore, the department
collaborates cross-functionally with all functions at Aeronautics and other business areas, and
is supposed to work as a competence center. The responsibility is to supply competence within
the following areas:
• Standardization
• Qualification of material and manufacturing processes
• Business support and guidance
• Responsibility of manufacturing process methods
• Management of deviations and investigations
• Research and technological development
• Education
It is important to emphasize that M&P is a relatively new department and has not yet been
fully established among the affected departments. Previously, the qualifications were often
outsources to external parties which put significantly less demand on M&P. Now however, as
a consequence of the department’s new configuration, many of the task and routines are
currently under development. Moreover, the department has recently expanded in a rapid
pace, with many new employed engineers. The reason for the sudden growth is mainly because
more qualifications of material and processes are needed than before due to increased
environmental legislation.
8
3. Theoretical framework
This chapter presents the relevant theory related to the research topic. The theoretical
framework helps to conceptualize the research in a broader context, and the theory will be
used to support the analysis of the findings. The covered main theories are qualifications in
aerospace, quality management, process management, standardization and professional
bureaucracy.
3.1 Material qualification in aerospace
The aerospace industry has, for plausible reasons, always had high attention on safety and
reliability in their chosen product solutions (Enrici Vaion et al. 2017). However, the aerospace
industry continuously tries to achieve better performance with lighter structure in the
aircrafts, but to guarantee quality and safety in the air, each material used in an aircraft needs
to be qualified before industrial usage (Lee & No 2016). The aim of the qualification in
aerospace is to ensure that the materials and components are fit for use in the intended
application (Yildirim & Abanteriba 2012). These qualifications are normally made by test
programs which aim to ensure the reliability of the specific material in the various test settings
(ibid). Requirement specification needs however to be defined for each specific component
since the requirement can vary largely depending on the application area (Portolés 2016).
The aerospace industry is mainly regulated by the European Cooperation for Space
Standardization (ECSS) (Enrici Vaion et al. 2017). There is a comprehensive amount of both
general and specific standards in the aerospace industry to consider. ECSS (2019) describes
the purpose of their organization as: “an initiative established to develop a coherent, single
set of user-friendly standards for use in all European space activities.” Examples of standards
considering the material qualification process in the Space industry is the “Qualification
Procedure for Aerospace Standard Products”, “Space product assurance – Quality
assurance”, and “Durability testing of coatings” (ECSS 2019).
Examples of specification requirements for products produced by additive manufacturing,
which often is used for the aerospace industry, includes chemistry, surface roughness, damage
tolerance, fatigue, strength, and any other properties that may affect the chemistry of the
material (Seifi et al. 2016). Lee and No (2016) mention thermal and mechanical fatigue,
temperature, moisture, foreign object impact, corrosion, and space conditions like vacuum,
microgravity, cosmic radiation, and atomic oxygen erosion, as environmental conditions
material needs to cope with in the aerospace industry. These examples illustrate the
complexity and the large number of elements to consider in the aerospace industry.
9
3.2 Quality management
Quality is one of the most important factors regarding customer decisions in the selection
among competing services and goods (Montgomery 2013). This has made qualitative
processes highly desirable for organizations, but to systematically produce qualitative goods
and services, it is important to first understand what quality really means and comprehend
that it is a multifaceted entity (ibid).
There are numerous ways of defining what quality is and the definition has developed through
the years. Bergman and Klefsjö (2010, pp. 23) define quality as “the quality of a product is its
ability to satisfy, or preferably exceed, the needs and expectations of the customer”. ISO
(2015, pp. 2) gives another definition and defines quality as “The quality of an organization’s
products and services is determined by the ability to satisfy customers and the intended and
unintended impact on relevant interested parties. These definitions show that there is no
precise definition for quality but it is clear that customers perceive quality differently and does
not only judge products or services.
3.2.1 Total Quality Management
Over the last few decades quality work has varied and developed, and nowadays several
different quality management approaches are commonly used to improve performance of
organizations (Sreedharan et al. 2018). By using these approaches, organizations can
concentrate on continuously reducing waste and efficiently utilize resources which can lead to
an increase of customer satisfaction, loyalty, and financial benefits (Andersson 2006).
Currently, a common approach regarding quality management is known as Total Quality
Management (TQM).
TQM serves as a strategy for implementing and managing quality improvement activities on
an organization wide basis to achieve long-term success considering customer satisfaction
(Baird et al. 2011). Bergman and Klefsjö (2010) have developed a cornerstone model which
contains values that an organization’s culture should be based on in order to succeed with
TQM. The six cornerstones included in the model are explained and elaborated upon below.
Focus on customers
A central quality aspect today is to focus on customers. Customers are those for whom we want
to create value and thereby quality should be defined by the customers and put in relation to
their needs and expectations. Since quality is relative, the quality of goods or services can be
perceived to deteriorate when alternatives with better characteristics is launched on the
10
market. Therefore, it is important to understand the customers’ view and comprehend their
wants and needs, and systematically attempt to fulfil these expectations. Customer focus
should not only apply to satisfy the end user. But also, focus should be divided between both
internal and external customers. Internal customers are the ones inside the organization who
need to be satisfied to do their job. External customers are everyone interested in the product
outside the organizations which values the end product.
Base decisions on facts
To base all decisions on facts and avoid the influence of random factors is an important
element in modern quality philosophy. Knowledge about variation and the ability to
distinguish between different kinds of variations is required to base decisions on facts.
Focus on processes
The process transforms certain inputs, such as information and material, into certain outputs
in the form of various types of goods or services. The purpose of the process is to satisfy
customers with the produced end-result, while using as little resources as possible. The
process is supported by an organization consisting of people and their relationships, resources
and tools. Identifying the suppliers of the process is another important task to provide clear
signals about what is needed in the process, to minimize resources and to satisfy customers.
Improve continuously
In the ever-changing world where new technology develops and new types of business
activities are created, the demand for quality continuously grow. This makes continuous
quality improvements of goods and services vital for any company and it is therefore necessary
to consider in a successful quality strategy.
Let everybody be committed
It is essential to create conditions for participation in the work with continuous improvements
for the quality work to be successful. An important means for quality improvements is
therefore to facilitate the opportunities for all employees to be committed and participate
actively in the decision making and improvement work.
Committed leadership
It cannot be emphasized enough how important strong and committed leadership is to create
a culture for successful and sustainable quality improvements. Committed leadership should
be practiced on all levels of the organization.
11
3.2.2 Quality standards in the aerospace industry
In addition to the standards and requirements of parts and qualifications mentioned in
chapter 3.1, there are also general quality standards to cope with in the aerospace- and military
industry. Application of standards are an important component of organizational
development, and the use of standards are massively spread all over the world (Schlickman
2003). Three important quality standards to cope with for Saab Aeronautics are ISO 9001, EN
9100 and the RML V-5. These standards are not used in the analysis of the result of the study,
but they emphasize the complexity and regulations in the aerospace industry.
ISO 9001 – Quality management
Quality management systems - Requirements is a universal quality standard applicable for
all industries which explains essential concepts and principles which should be followed to
achieve high quality in organizations (ISO 2015). The primary goal of the quality management
system is to fulfill the customer requirements and to exceed the customer expectations (ibid).
EN 9100 – Quality management for the aerospace industry
Quality Management Systems - Requirements for Aviation, Space and Defence
Organizations is a standard applicable for organizations which “design, develop, or provide
aviation, space and defence products and services” (CEN 2018, pp.5). The standard is based
on ISO 9001 but includes additional industry specific requirements. Therefore, this standard
is not an alternative to ISO 9001, but rather a complement, and the standard should
demonstrate the organization’s ability to cope with customer demands and other regulatory
requirements. EN 9100 aims to facilitate the improvements of the overall process performance
and works as a basis for sustainable development initiatives in the aerospace and defense
industry (ibid).
RML V-5 – Rules of military aviation
Rules of Military Aviation - Operators and Providers Part 5 – Design, Certification and
Production consist of rules and advices for production of aeronautical products within the
Swedish military aviation system (Swedish Armed Forces 2016). The rules for military aviation
are constantly evolving, and organizations who design and produce aeronautic products
constantly need to be updated to maintain compliance to existing rules and legislations
(Swedish Armed Forces 2019). Those rules can be found in the RML V-5.
12
3.2.3 Quality tools
In order to meet or exceed customer expectations, it is important to collect and analyze data
to confirm that operating processes are capable to operate with little variation (Montgomery
2013). There are several tools that can be used to categorize and analyze data, and the most
commonly used tools are part of the so called seven quality control tools (7QC) and seven
quality management tools (7QM) (Bergman & Klefsjö 2010). Most of the tools used in the 7QC
are aimed at analyzing numerical data while 7QM is primarily compiled to handle
unstructured verbal data (ibid). Only the tools relevant for this study are described in detail
below.
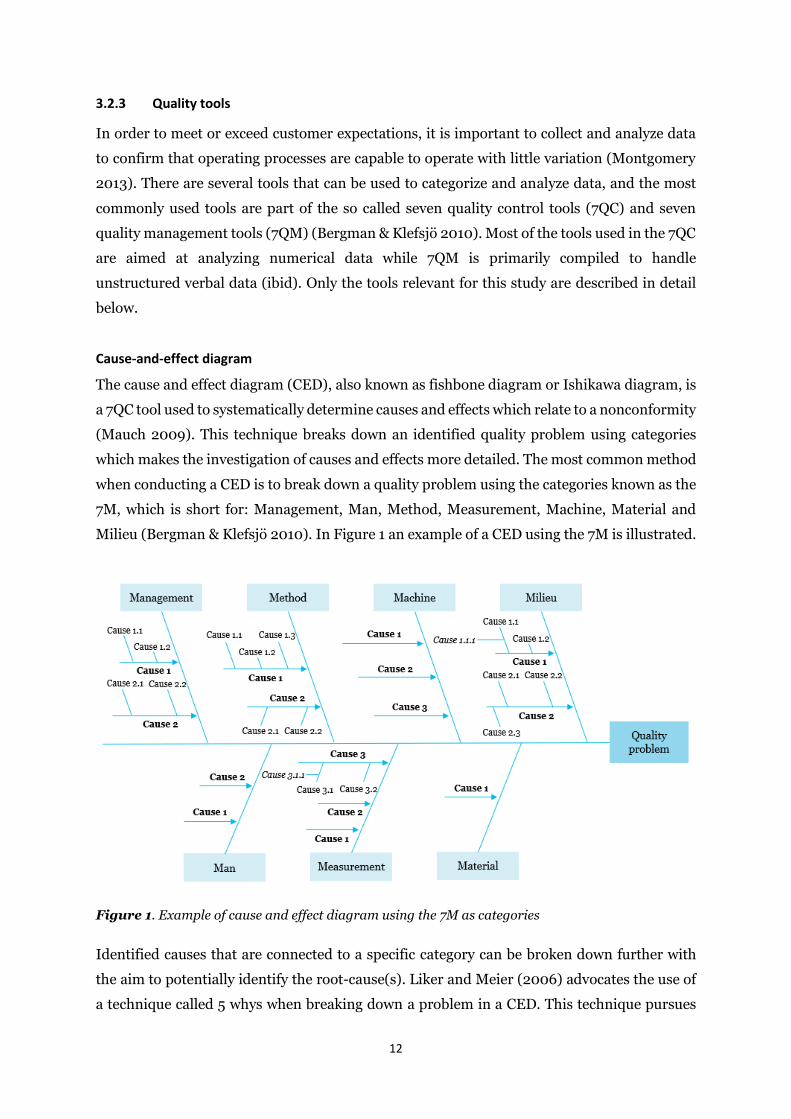
Cause-and-effect diagram
The cause and effect diagram (CED), also known as fishbone diagram or Ishikawa diagram, is
a 7QC tool used to systematically determine causes and effects which relate to a nonconformity
(Mauch 2009). This technique breaks down an identified quality problem using categories
which makes the investigation of causes and effects more detailed. The most common method
when conducting a CED is to break down a quality problem using the categories known as the
7M, which is short for: Management, Man, Method, Measurement, Machine, Material and
Milieu (Bergman & Klefsjö 2010). In Figure 1 an example of a CED using the 7M is illustrated.
Figure 1. Example of cause and effect diagram using the 7M as categories
Identified causes that are connected to a specific category can be broken down further with
the aim to potentially identify the root-cause(s). Liker and Meier (2006) advocates the use of
a technique called 5 whys when breaking down a problem in a CED. This technique pursues
13
the root-cause of the problem by iteratively asking the question “why” where each answer gives
the foundation for the next question. This is repeated until the potential root-cause is found.
Root-causes are of interest since they act as the main factors of why the nonconformity occurs.
If a cause, which is not a root-cause is handled, there is a risk that the nonconformity is not
improved. Additionally, it is important to emphasize that a CED should be highly detailed and
have a lot of “bones” on its “skeleton”, otherwise it will result in a poor grasp of the causes and
effects (Montgomery 2013).
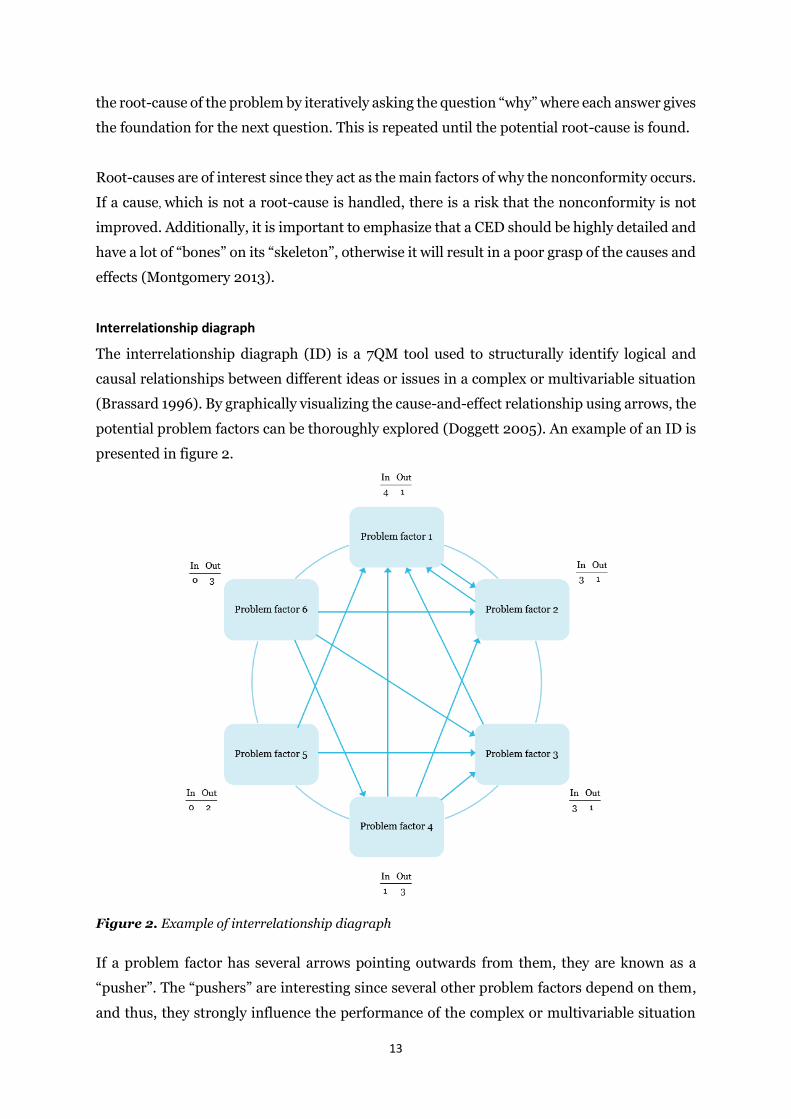
Interrelationship diagraph
The interrelationship diagraph (ID) is a 7QM tool used to structurally identify logical and
causal relationships between different ideas or issues in a complex or multivariable situation
(Brassard 1996). By graphically visualizing the cause-and-effect relationship using arrows, the
potential problem factors can be thoroughly explored (Doggett 2005). An example of an ID is
presented in figure 2.
Figure 2. Example of interrelationship diagraph
If a problem factor has several arrows pointing outwards from them, they are known as a
“pusher”. The “pushers” are interesting since several other problem factors depend on them,
and thus, they strongly influence the performance of the complex or multivariable situation
14
(Bergman & Klefsjö 2010). The problem factors with several arrows pointing inwards to them
are critical since they are difficult to solve due to many underlying problem factors (ibid).
The ID may consist of either qualitative or quantitative data. If the qualitative format is used,
the potential problem factors are simply connected to each other and the relationships are
based on intuitive understanding (Andersen & Fagerhaug 2000). Therefore, the validity of the
relationships is a particular concern of the ID since it does not have a mechanism for
evaluating the integrity of the selected root-cause. According to Doggett (2005), the arrows
need to be thoroughly analyzed to assess the validity.
Prioritization matrix
A prioritization matrix is a structured technique included in the 7QM to prioritize and select
the most important alternatives (Brook 2017). Consequences are difficult to foresee if
important decisions are made hasty. According to Bailey and Lee (2016), it is therefore
important to use some sort of prioritization matrix for central decisions in complex situations.
They further state that the prioritization matrix should be understood as a qualitative exercise
to build consensus in complex decisions.
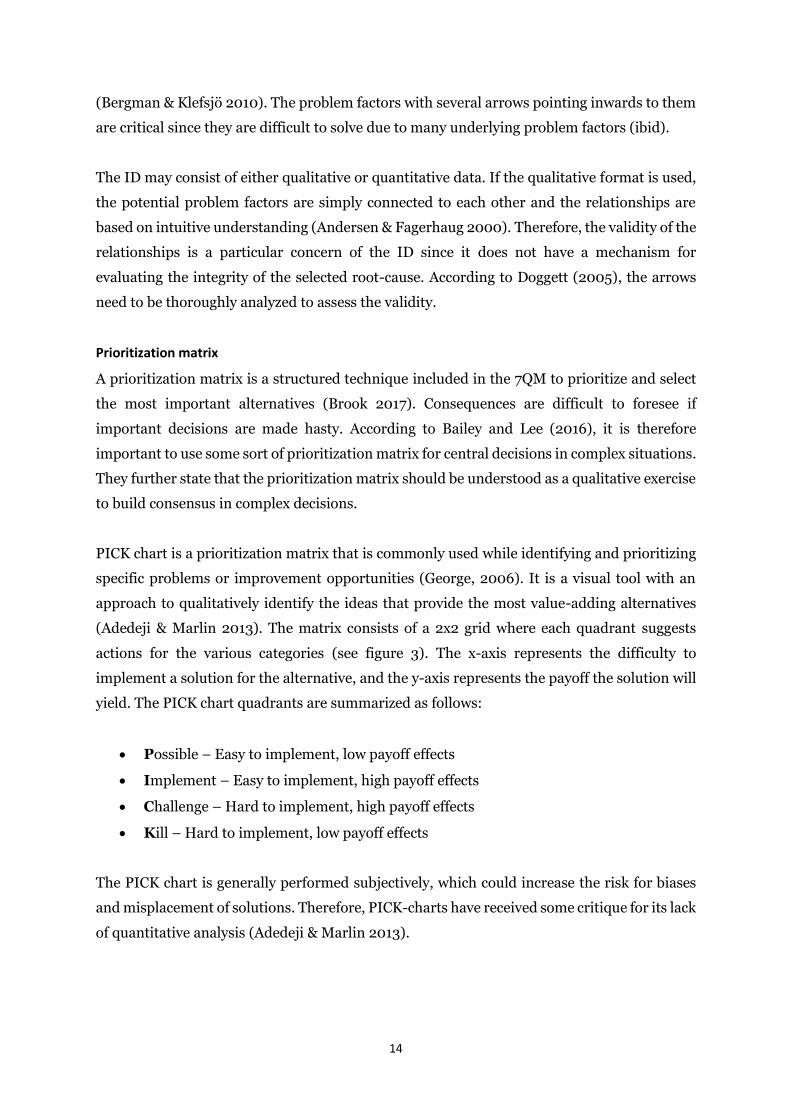
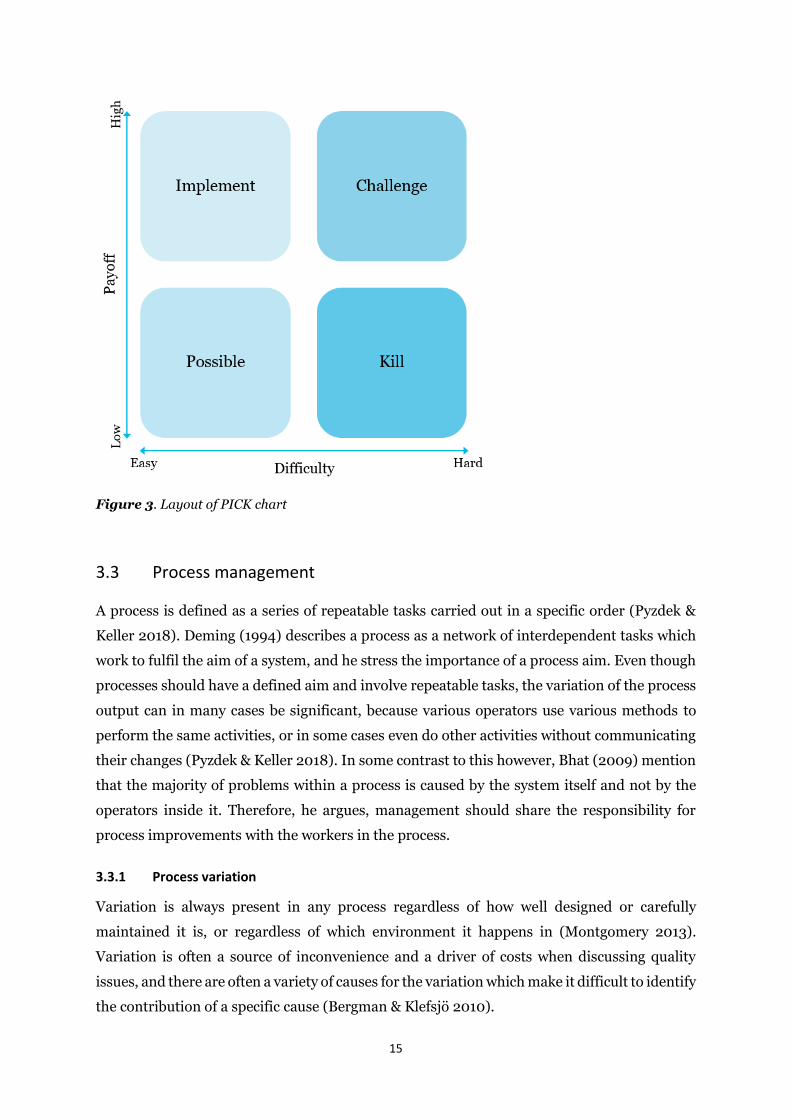
PICK chart is a prioritization matrix that is commonly used while identifying and prioritizing
specific problems or improvement opportunities (George, 2006). It is a visual tool with an
approach to qualitatively identify the ideas that provide the most value-adding alternatives
(Adedeji & Marlin 2013). The matrix consists of a 2x2 grid where each quadrant suggests
actions for the various categories (see figure 3). The x-axis represents the difficulty to
implement a solution for the alternative, and the y-axis represents the payoff the solution will
yield. The PICK chart quadrants are summarized as follows:
• Possible – Easy to implement, low payoff effects
• Implement – Easy to implement, high payoff effects
• Challenge – Hard to implement, high payoff effects
• Kill – Hard to implement, low payoff effects
The PICK chart is generally performed subjectively, which could increase the risk for biases
and misplacement of solutions. Therefore, PICK-charts have received some critique for its lack
of quantitative analysis (Adedeji & Marlin 2013).
15
Figure 3. Layout of PICK chart
3.3 Process management
A process is defined as a series of repeatable tasks carried out in a specific order (Pyzdek &
Keller 2018). Deming (1994) describes a process as a network of interdependent tasks which
work to fulfil the aim of a system, and he stress the importance of a process aim. Even though
processes should have a defined aim and involve repeatable tasks, the variation of the process
output can in many cases be significant, because various operators use various methods to
perform the same activities, or in some cases even do other activities without communicating
their changes (Pyzdek & Keller 2018). In some contrast to this however, Bhat (2009) mention
that the majority of problems within a process is caused by the system itself and not by the
operators inside it. Therefore, he argues, management should share the responsibility for
process improvements with the workers in the process.
3.3.1 Process variation
Variation is always present in any process regardless of how well designed or carefully
maintained it is, or regardless of which environment it happens in (Montgomery 2013).
Variation is often a source of inconvenience and a driver of costs when discussing quality
issues, and there are often a variety of causes for the variation which make it difficult to identify
the contribution of a specific cause (Bergman & Klefsjö 2010).

16
There are two different kinds of causes that contribute to variation in a process, one is known
as common causes and the other is called special causes (Deming 1994). Common causes occur
from the small natural variability that is essentially unavoidable but predictable to a certain
limit (Montgomery 2013). Common causes can depend on reasons such as change of
temperature, measurement errors, or lack of standard operating procedures. By contrast,
special causes usually significantly contribute to variation and makes the process
unpredictable (Montgomery 2013). Examples of occurring special causes are: computer
crashes, absent operators and abnormal traffic. As long as reoccurring special causes are
evident in a process, the output can never be foreseen and thereby the special causes need to
be removed (Deming 1994).
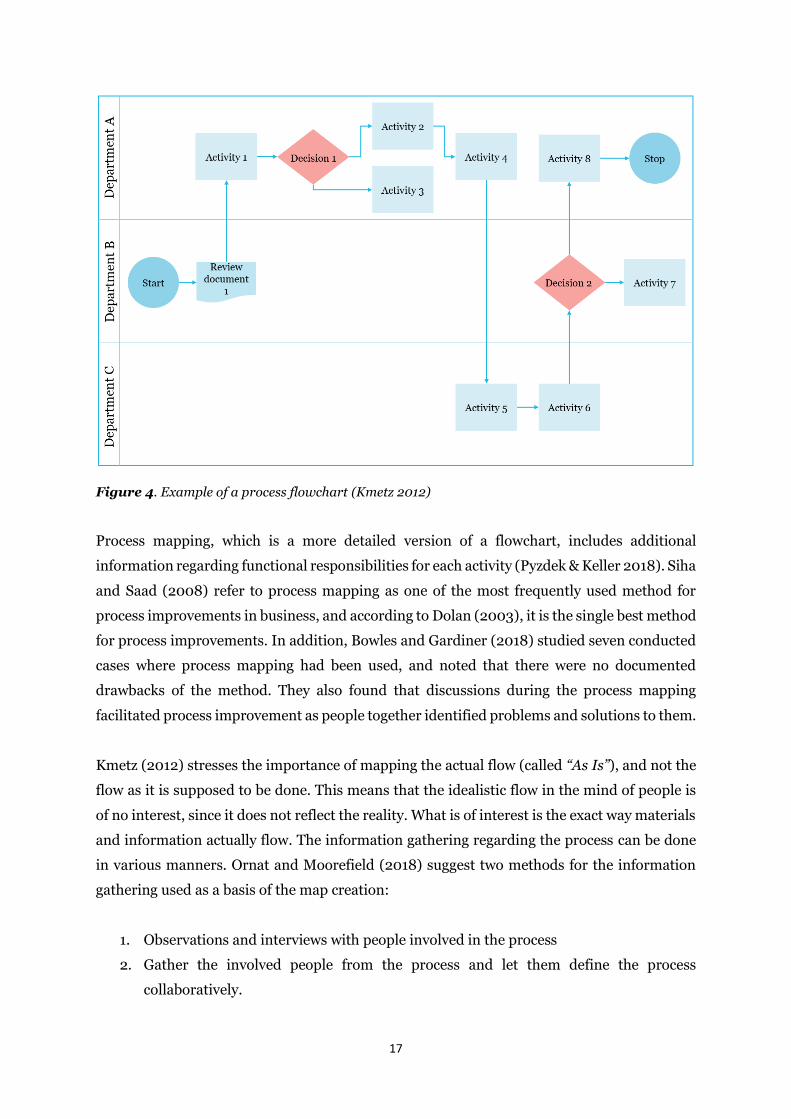
3.3.2 Process flowcharts
A flowchart is used to visualize and document the flow of activities inside a defined process
scope, and it is especially useful for identifying process complexities (Pyzdek & Keller 2018).
According to Liker and Meier (2006) the current state is essential to know before any
improvements can be made, and therefore a flowchart is considered as a useful starting point
of process improvements. Cole (2011) argues that the graphical visualization helps improve
information sharing, customer focus and the understanding of the process complexity. Each
activity in a flowchart is presented by standardized symbols. For instance, rectangles show
activities, diamonds visualize decision points, circles visualize start, stops, and clarity, arrows
show the direction of material flow or information flow, and the document symbol describe
needed documents in the process step (Kmetz 2012). An example of a flowchart is visualized
in figure 4.
17
Figure 4. Example of a process flowchart (Kmetz 2012)
Process mapping, which is a more detailed version of a flowchart, includes additional
information regarding functional responsibilities for each activity (Pyzdek & Keller 2018). Siha
and Saad (2008) refer to process mapping as one of the most frequently used method for
process improvements in business, and according to Dolan (2003), it is the single best method
for process improvements. In addition, Bowles and Gardiner (2018) studied seven conducted
cases where process mapping had been used, and noted that there were no documented
drawbacks of the method. They also found that discussions during the process mapping
facilitated process improvement as people together identified problems and solutions to them.
Kmetz (2012) stresses the importance of mapping the actual flow (called “As Is”), and not the
flow as it is supposed to be done. This means that the idealistic flow in the mind of people is
of no interest, since it does not reflect the reality. What is of interest is the exact way materials
and information actually flow. The information gathering regarding the process can be done
in various manners. Ornat and Moorefield (2018) suggest two methods for the information
gathering used as a basis of the map creation:
1. Observations and interviews with people involved in the process
2. Gather the involved people from the process and let them define the process
collaboratively.
18
Based on this information, the process analyst can begin to draw the current state process
map. The validation of the map is however, according to Kmetz (2012), a crucial step after the
initial process map has been drawn. He suggests that the drawn map should be carefully
evaluated during additional observation of the existing flow and updated accordingly if
needed. Without the validation, he argues, the map does not have any valid evidence to be
consider real, and therefore, the map cannot be trusted.
Jacka and Keller (2002) suggest to break down the process and to map it in four various
process levels. The unit level, they argue, include all main process steps that makes up the
entire process. The second level is the task level, which describe the various tasks that makes
up the overall process. The next breakdown is the action level, where the tasks are broken
down and explained in detailed actions to perform to complete each task. Finally, they suggest
to break down the actions to procedures, which describe all the actions in detail. The lower
level of process breakdown, the more they relate to the individual actually executing the work.
3.3.3 Sub-optimization
When goals of sub-systems, such as departments in an organization, are interdependent,
optimization of each separate department does not maximize process efficiency, but may
instead result in decreased goal attainment for other departments and for the organization as
a whole (Heylighen 1992). This phenomenon is known as sub-optimization which is a
contributing factor to decreased organizational performance (Brown & Harvey 2006). The
obligation of any subsystem should therefore not be to maximize its own production, profit,
or sales, nor any other competitive measure, but rather contribute its best to the whole system.
According to Deming (1994), this means that some subsystems may even operate at a loss to
themselves in order to optimize the whole system. Furthermore, he points out that the greater
the interdependence between subsystems, the greater the need for communication,
cooperation and overall management between them will be.
3.3.4 Process improvements
The purpose of process improvements is, according to Process improvements (2002) to
identify ways to change the current working methods to become more efficient. Process
improvement is a crucial aspect of organizational development to sustain the competitiveness
of the enterprise (Damij & Damij 2013), and process improvements can according to Bourdos
and Purdie (2014) be either incremental or large including rapid changes. As mentioned
previously, the map of the existing flow is an essential starting point in any process
improvement. Ornat and Moorefield (2018) provide a step-by-step, action list for the entire
process improvement project including the following five steps:
19
1. Define process scope
2. Gather information
3. Create “As Is” process map
4. Analysis for improvement
5. Creating “Should Be” map
The first three aspects have been discussed in the chapter 3.3.2, so the remaining part of this
section will focus on the last two steps. As the current process map has been finalized and
validated, the succeeding step is to find areas of improvements. Kmetz (2012) suggests
implementation of metrics based on the defined current state map to measure current process
performance. This could be useful when the analyst wants to quantify the eventual
performance improvements. However, Ornat and Moorefield (2018) lay less importance to
this. They rather suggest the analyst to instantly focus on areas of improvements in the
process, such as bottlenecks, illogical or unnecessary process steps, duplications of work, or
identifying general efficiency opportunities and communication improvements.
Lastly, the identified process improvements should be transformed to actions in the new
recommended process map called “Should Be”. Bowles and Gardiner (2018) choose to rank
the identified issues based on importance and improvement potential, together with the
operators before the creation of the “Should Be” map. This is however optional, and the main
purpose is to visualize the recommended workflow based on the suggested improvements
(Ornat & Moorefield 2018). Worth noting however, is the importance to make sure that the
improvements stick and are followed in the long run, not just put in place and shortly after go
back to origin state (Holweg et al. 2018).
Process improvement can yield significant benefits to the organization, and Bourdos and
Purdie (2014) mention the following potential effects from a successful process improvement:
• Elimination of waste in the process
• Increased efficiency and
effectiveness
• Reduced costs
• Increased customer satisfaction
• Higher quality
• Better communication and less
resistance between various
departments
• Reduced cycle times
• Increased robustness of solutions
• Increased workforce moral
20
According to Montgomery (2013) processes are seldom not fully optimized and usually have
scrap, rework, and other non-value adding activities, such as unnecessary works steps and
bottlenecks. He further argues however, that by conducting a systematic analysis, the non-
value adding activities can often be eliminated. He therefore proposes the following ten ways
to eliminate non-value adding activities in a non-manufacturing environment:
1. Rearrange the sequence of work steps
2. Rearrange the physical location of the operator in the system
3. Change work methods
4. Change the type of equipment used in the process
5. Redesign forms and documents for more efficient use
6. Improve operator training
7. Improve supervision
8. Identify more clearly the function of the process to all employees
9. Try to eliminate unnecessary steps
10. Try to consolidate process steps
3.4 Standardization
Standards should according to Liker and Meier (2006) represent the best-known methods for
achieving the desired output with the use of minimum resources, and Fin et al. (2017) describe
standardized work as the safest, easiest and most efficient way to perform a task. Brook (2017)
claims that successful improvements need to become “business as usual” to sustain the
efficiency of implemented solutions, and standardization is according to Liker and Meier
(2006) a prerequisite for continuous improvements. Patchong (2014) agrees with Liker and
Meier (2006) that continuous improvements are dependent on standards, but he also adds
that standards need continuous improvements. Liker and Meier (2006) however implicitly
argues for the same principle as they stress the importance to encourage the operators to
pursue better work methods to improve the process.
Each task should be executed in the same way, every time in a standardized process, and
therefore, the process variation decreases, which consequently also increase the consistency
of the process output (Brook 2017). Liker and Meier (2006) even assert that the foundation of
standardized processes is the absolute most essential aspect to create consistent output.
Moreover, standardization yields long-term benefits such as increased quality, better safety,
and reduced cost (Patchong 2014), as well as reduction of waste, increased efficiency and
quicker detection of abnormalities (Liker & Meier 2006).
21
Standardization is however not left without criticism. Liker and Meier (2006) mentioned that
standards often have been seen as a way of controlling the operators and that work standards
many times can be perceived of the operators as negative and stressful. In addition, Patchong
(2014) states that operators will likely not adopt to changes if they are not considering it
worthwhile and quickly can identify results of their efforts. Therefore, he argues, quick wins
are of high importance to keep the moral of the workers during changes. This is however not
fully aligned with Liker and Meier (2006) who stress the importance of letting adjustments to
new methods take time, and even allow for performance drops during the learning period of
the new method.
Another aspect of the standardization to consider is the decrease in work flexibility. For
processes and work tasks exposed to large variations, or for complex processes arisen from
high degree of customizations, standardization can be difficult to implement (Johansson et al.
2013). Canales (2014) further argues that flexibility might be needed to handle variations and
special demands effectively. Stewart (2006) states however, that unless the work demands are
uncertain and dynamic, at the same time as the best practice of doing a task is clearly defined,
flexibility and autonomy is unnecessary.
Regarding aspects of shared meaning of work, team learning, and team proactivity, Lantz et
al. (2015) suggest that participation in the decision-making and the planning phase of
standard work procedures are of greater importance than the autonomy in the execution of
the work task. West (2002) also assert that there will be less resistance to change and more
team innovation if the workers are involved in the decision-making of the standard work
design. Lantz et al. (2015) further emphasize that the standardization of work tasks and
processes is an iterative and participative process which should be done collaboratively by
people affected by the process, and not by a single expert. This will create a learning
organization with individuals and teams with better work-attitude and behaviors which strive
for continuous improvements (ibid).
3.5 Professional bureaucracy
Accounting agencies, law firms and craft production companies are, according to Lunenberg
(2012), commonly configured as professional bureaucracies. The operating professionals
relies on expert skills and knowledge in order to function and produce products or services
(ibid). Training and indoctrination generally become a complicated affair since the processes
are complex and thereby difficult to standardize (Mintzberg 1979). Initial training typically
takes several years to formally program the would-be professional and supervised on-the-job

22
training is usually necessary to perfect the needed skills. However, according to Mintzberg
(1979), no matter how standardized the knowledge and skills are, the complex processes
require a lot of judgement. Thereby, some discretion is also needed since two professionals
never apply the knowledge and skills in the exact same way.
High discretion levels can cause the professionals to avoid learning or updating skills after the
initial training and risk to use processes that is most comfortable but not the best suited for
the client. Checklists can be developed even for complex operations where the essential steps
can be rapidly reviewed to avoid large variations between professionals (Mintzberg 1979).
Additionally, the reliance on comfortable processes can make the level of innovation to suffer
since innovation generally requires the professional to break free from standards and routines.
The professional bureaucracy is not an integrated entity, but rather a collection of joined
individuals who shares resources and support, which put high demands on the coordination
between the individuals. The coordination between individuals can be problematic since
communication is mostly done through the standardization of skills while standardization of
output and work process is lacking due to the complexity. The standardization of skills is
according to Mintzberg (1979 pp. 372) “a loose coordinating mechanism at best, failing to
cope with many of the needs that arise in the professional bureaucracy”. Additionally, mainly
relying on standardization of skills and resisting direct supervision to avoid infringement on
the autonomy makes it difficult to control things that the professionals may overlook
(Mintzberg 1979).

23
4. Method
This chapter describes how the research was conducted and explains the reasons for the
specific choices. The chapter also describes the research approach, the structure of the
research, the research methodology, the literature review, the data collection, structure to
fulfill the purpose, how the data was analyzed, the quality of the data, and ethical
considerations.
4.1 Research approach
There are two major approaches for how research can be conducted in the social and individual
world, they are known as quantitative research and qualitative research. Quantitative research
is defined as “research that explains phenomena according to numerical data which are
analysed by means of mathematically based methods, especially statistics” (Yilmaz 2013 pp.
311). Qualitative research is difficult to define, but Bryman (2012) means that it can be
construed as a research strategy that emphasizes words.
This study focused on collecting qualitative data because the research mainly endeavors an
understanding of various people’s perspective of a problem. The emphasis on words helped to
comprehend connections and identified patterns between respondents’ stories. Silverman
(2013) states that qualitative research is advantageous when the research asks “how?”,
“what?” and “when?”, which corresponds to the questions in this research.
The interpretivist research approach was used in this study since it is a natural fit when using
qualitative data (Silverman 2013). Interpretivism is one of the most influential theoretical
perspectives in research and the approach heavily affect how research is conducted (Gray
2014). According to Williamson (2002), interpretivist research is mainly based on inductive
reasoning where the researcher attempts to make sense of a certain situation. Bryman (2012)
adds that the interpretivist seeks to be totally opened to the setting and the subject of their
study, which were the case in this research. The researchers continuously aspired to have an
open mind and strived to impartially evaluate the collected data from the various sources.
Williamson (2002) further describes that interpretivist research design tends to be non-linear
and iterative. The iterative research design in this research was a key concept to achieve the
depth and relevance of the generated knowledge.
24
4.2 Research structure
All research is unique and there is no correct model for how to structure research (Silverman
2013). The structure of this study is inspired by the interpretive research design described
above by Williamson (2002). As the researchers developed a deeper understanding of the
underlying problems during the process, it was important to revise and adjust various parts of
the research accordingly. There was also a perceived need of a flexible design due to the
qualitative approach of the research. Therefore, Williamson’s structure laid the foundation for
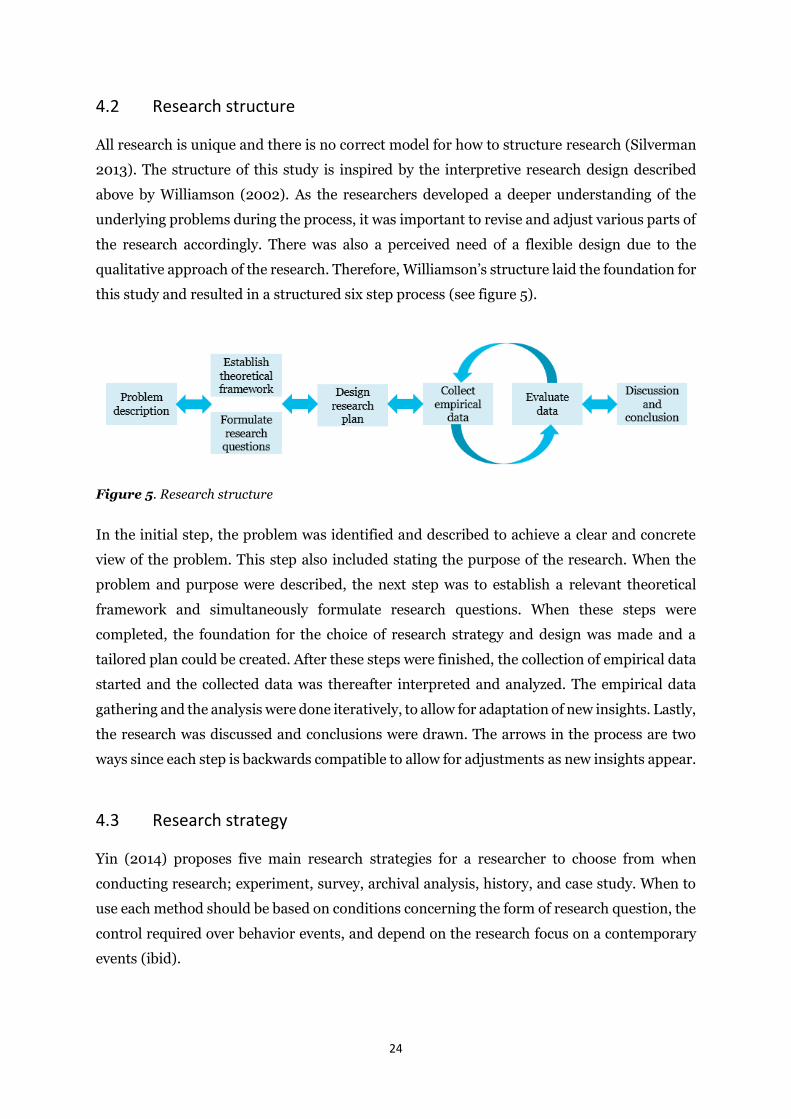
this study and resulted in a structured six step process (see figure 5).
Figure 5. Research structure
In the initial step, the problem was identified and described to achieve a clear and concrete
view of the problem. This step also included stating the purpose of the research. When the
problem and purpose were described, the next step was to establish a relevant theoretical
framework and simultaneously formulate research questions. When these steps were
completed, the foundation for the choice of research strategy and design was made and a
tailored plan could be created. After these steps were finished, the collection of empirical data
started and the collected data was thereafter interpreted and analyzed. The empirical data
gathering and the analysis were done iteratively, to allow for adaptation of new insights. Lastly,
the research was discussed and conclusions were drawn. The arrows in the process are two
ways since each step is backwards compatible to allow for adjustments as new insights appear.
4.3 Research strategy
Yin (2014) proposes five main research strategies for a researcher to choose from when
conducting research; experiment, survey, archival analysis, history, and case study. When to
use each method should be based on conditions concerning the form of research question, the
control required over behavior events, and depend on the research focus on a contemporary
events (ibid).

25
The problem description in this thesis requires a deeper understanding of a contemporary
problem but has no ability to control the behavior events of the problem. The selected method
in this research is therefore a single-case study, since this is the best corresponding method
for this particular problem where the aim is to improve an existing and ongoing process at
Saab Aeronautics, with many involved people and parameters to consider. Yin (2014 pp. 16)
defines the scope of a case study as “an empirical inquiry that investigates a contemporary
phenomenon (“the case”) in depth and within its real-world context, especially when the
boundaries between phenomenon and context may not be clearly evident.” This quotation
resembles well the scope of this study and describes the chosen methodology in a concise
manner.
Yin (2014) further means that a case study is particularly useful for research questions in the
character of “why” and “how”. These questions often lead to theory building as the researcher
tries to identify or describe key variables, identify connections and understand why those
linkages exists (Voss et al. 2002). Therefore, the case study is effective when the researcher
aims to describe why certain outcomes happen instead of only discern the effects of these
outcomes (Denscombe 2010). Since the scope of this study includes a process performance
issue, where problems need to be identified and comprehended before any solution can be
applied, there is an inevitable need to understand the underlying reasons behind the problems.
This means that the focus of this study is to find why problems occur and their connections to
each other, rather than explain the effect of the problems, which therefore makes the case
study a useful methodology.
A case study normally takes a holistic perspective of a real-life problem and enables the
researcher to study a contemporary phenomenon in depth (Yin 2014). As in the case of this
research, case studies generally focus on a particular problem studied in its natural settings
and therefore enables the researcher to facilitate the understanding of complex problems
(Denscombe 2010). The obvious trade-off of the depth of analysis is however the limited
breadth of the study.
The depth of analysis in a case study helps the researcher understand complex problems, but
the findings are often questioned for to what degree they are generalizable to different settings
and other circumstances (Denscombe 2010). It is by natural means difficult the generalize
findings from only one case, but this research tries to expand and generalize theories, rather
than give statistical generalizations.
26
4.4 Literature review
A literature review is an important element in all research to position the research topic in a
context and to display what is already known on the subject. The theoretical framework is used
to analyze and support the result from the empirical data and thereby increase the credibility
of the findings (Bryman 2012). The review aims to present the existing knowledge in an
objective and unbiased manner, where the current knowledge gap in the literature is identified
(Jesson et al. 2011).
The first step is to decide which theory to review, and the selected literature to cover in this
study was material qualification in aerospace, quality management, process management,
standardization and professional bureaucracy. These are broad subjects, but they aim to give
the reader a basic understanding of important concepts connected to the study. The subject
regarding material qualification in aerospace reflects the complexity for qualifications in the
industry and gives a basic understanding for the process. Quality management is in many
aspects the basis for both the understanding of the problems, but also includes many of the
tools used to address the identified issues. Process management is an essential concept to
consider in this research since the aim of the study is to increase the performance of a process.
Standardization and the professional bureaucracy are partly connected to each other, and
describes the benefits and disadvantages with standardization in various organizational
settings. However, the theory regarding professional bureaucracy emphasize behavior of
experts in the context of the organizational configuration, whereas standardization is a
common method for process improvement.
The increasing availability of literature on the internet has given access to extensive sources of
information, and therefore, the selection of sources is a crucial part of the literature review.
Yin (2014) stresses the importance of choosing well-known, trustworthy, and accepted sources
of information. Therefore, the literature has mainly been collected from articles, related books,
and respected journals in the field, with a predominant selection of new and frequently cited
literature. The main platforms and search engines for the theory collection have been the
online website- and the library of Linköping University, Scopus, Google Scholar, and Science
Direct. The keywords in the search were material qualification, qualification test programs,
aerospace, aeronautics, quality management, process management, process improvements,
standardization, and organizational configurations. These keywords were defined by
breaking up the research topic into its main concepts. Moreover, when a relevant source was
discovered, the reference list in that article was studied further, which in some cases led to
additional relevant sources.
27
4.5 Data collection
Multiple sources of empirical data were gathered to support the answer of the research
questions. These sources mainly included interviews, internal documents, and observations,
but also additional informal discussions with stakeholders to the process. Each source of data
is explained below.
4.5.1 Interviews
The main source of data in this research consists of interviews with people either working in
the process or affected by the process. Interviews are the most commonly applied method in
qualitative research according to Bryman (2012), and Yin (2014) argues that interviews are
one of the most important sources of evidence in case research. Interviews are especially
attractive since they provide flexibility and enables the researcher to receive an in-depth
understanding of the subject from the interviewee’s perspective (Bryman 2012).
The interviews were made in a semi-structured manner with an initial interview structure, but
at the same time gave flexibility to take various directions and allowed for follow-up questions
to interesting answers. Since much of this research was about identifying problems and
understand various peoples’ perspective, this was an imperative interview method in this case.
Björklund and Paulsson (2014) mentioned three main categories in which the interviews can
be separated; structured interviews, semi-structured interviews, or unstructured interviews.
Structured interviews are characterized by the rigid structure and the limited availability for
flexibility outside the specific plan of the interview. Semi-structured interviews are based on a
structured approach, but enables the interviewee to elaborate more freely, and empower the
researcher to ask follow-up question depending on the received answers. Lastly, the
unstructured interview is characterized by an open conversation where the questions often are
developed during the interview.
The structured and the unstructured interview approach were perceived less effective, due to
the researchers’ limited experience from qualification processes. A structured interview with
little flexibility puts a high pressure on the researchers’ ability to develop correct questions to
generate an accurate results. Moreover, it can be difficult to capture the essential parts in an
unstructured interview where no recording is allowed. The perception was therefore, that the
semi-structured approach was superior the other two mentioned methods, regarding
capturing the sought insights.
28
The interviews were about 45 minutes long each, and they were conducted with the
respondents individually, face-to-face in a meeting room at the case company, where both
researchers attended. The interviews were not recorded due to company confidentiality. For
each interview, one of the investigators was main responsible to take notes while the other
person was the interview leader. The notes were immediately cross-checked between the
investigators after the interview to minimize the risk of misinterpretations and personal
biases. In cases of oblivion or lack of a common understanding of any question between the
investigators, follow-up questions were asked to the respondent afterwards to clarify any
misunderstandings.
The interviews can however be conducted in various ways. Interviews are often performed by
a single investigator, but interviews made by multiple investigators can facilitate the creativity
of the investigators (Voss et al. 2002). The attendance of both researchers was also important
for the researchers to achieve the same knowledge and understanding of the process.
Furthermore, there are contradictory arguments for whether the interviews should be
recorded or not. Voss et al. (2002) state that investigations which need to consider the exact
words of a respondent should record the interviews, but the advantages decreases if the
researcher mainly search for objective data, as often is the case in operational research. They
also mention expenditure of time due to transcription and lack of concentration during the
actual interview as additional disadvantages for recording.
The respondents in the research consist of 15 people from various departments affected by the
process. The respondents were chosen based on their experience of the process, their expertise
regarding qualifications, and to what degree of which they are affected by the qualification
process. The respondents were divided in two categories based on their level of process
involvement, where representatives from M&P are one category and representatives from the
other supporting departments are included in the other category. Seven of the respondents
represent M&P, which is the department where the process is performed. The other
departments represented in the research were design, industrialization, industrial
qualification, environmental, procurement, production, and the external test company. Each
departments had one representative attending the interviews, except the procurement
department which had two representatives. This gave various perspective and a broad
understanding of different departments’ perception of the process.
The qualification leader, who knows the level of competence and experience among the
engineers at M&P, initially suggested seven specific respondents as relevant interview objects.
These came mainly from M&P, but also included key persons from some of the other affected

29
departments. However, all respondents were during the interview asked to suggest additional
relevant interview objects who could add relevance to the research. This process led to
identification of additional stakeholders and extended the perspective of the qualification
process. The complication with this method is however to know when the dataset is
satisfactorily enough to cease the gathering. Voss et al. (2002) suggest to stop when the return
of an incremental interview diminishes, or when the data is sufficient to answer the research
questions. The respondents during the last few interviews generated very little new
information and they suggested already interviewed people as relevant interview objects. The
generated data from the 15 interviews in this research were therefore perceived as sufficient
and to contain all relevant perspective of the process.
The questions were developed by the investigators, but adjusted and confirmed as relevant by
the qualification leader at M&P. Additionally, the questions were assessed by the supervisor
at Linköping University to ensure the academic depth of the questionnaire. The interviews
with the engineers at M&P used the interview protocol seen in appendix A, while stakeholders
who were affected by the process but less involved in the day-to-day operations, had a similar
but marginally smaller interview protocol (See appendix B). The reason for the different
interview protocols was that all questions were not considered relevant for all stakeholders.
The questions were sent to the respondents in advance of the interviews to facilitate their
preparations for the interview. Moreover, the background and the scope of the thesis were
explained during the interview to give an understanding of the purpose of the interview.
4.5.2 Observations
A case study gives the opportunity to observe certain conditions and practices in the
organization in real time since a case study is performed during its original settings (Yin 2014).
A respondent’s explanation might in some cases not be entirely accurate, and therefore,
observations are particular advantageous as they allow the researcher to directly observe a
behavior instead of only having an inferred explanation of the behavior (Bryman 2012).
The observations in this study consist of attendance at meetings in the investigated process.
One meeting concerned the process structure from a holistic perspective where the entire M&P
attended. This meeting disclosed various problems and different engineers’ perspective of
these. Additionally, three attended meetings concerning the initial phase of the qualification
process gave the researchers comprehensive insights in this particular phase. Visits were also
made in the production and in the facilities where the qualifications tests are made. These
visits generated a better understanding of the qualification process and the context in which
the process operates.
30
Regarding the observations, notes were taken continuously during the study for any
interesting occurrence. Notes were also taken during all attended meetings, where the
observations and perceptions from these were summarized after these meetings.
4.5.3 Internal documents
Organizations produce many valuable documents in their daily operations for a researcher to
consider (Bryman 2012). These documents are an important aspect of the data collection in
case study research, and the benefits with these documents are that they are stable, easy to
review and often cover specific areas over long periods (Yin 2014).
The current process map and its connections to other processes, the current work instruction
and other internal documents from Saab´s intranet were analyzed to receive a deeper
understanding of the current process. These files are internal documents, classified for any
externals, but they were accessed with authorized permission from the organization for the
sake of the study. The available internal documents were screened to avoid unrelated data in
the analysis. Thereafter, they were thoroughly read, and any important parts were highlighted
for further analysis.
4.5.4 Additional sources of information
In addition to the mentioned sources of data, there were weekly meetings with the supervisor
at Saab Aeronautics. These recurrent check-up meetings ensured that the project was on track,
but also enabled continuous discussions and information sharing with the supervisor during
the project. Other sources of observations included informal conversations and email
correspondence with people involved in the qualification process.
4.6 Structure to fulfill the purpose
Figure 6 illustrates the main research purpose segmented into the three research questions.
Each research question was segmented into actions that needed to be executed to generate the
necessary information to answer these research questions. The actions were inspired by Ornat
and Moorefield’s (2018) second, third, and fourth step in their five-step action list for process
improvement projects. Since this study does not intend to include the implementation of the
suggested solutions, the fifth and last step of the action list will not be concerned. The sources
of information for the collected data in each action is visualized at the lowest level of the
hierarchy in the figure below.
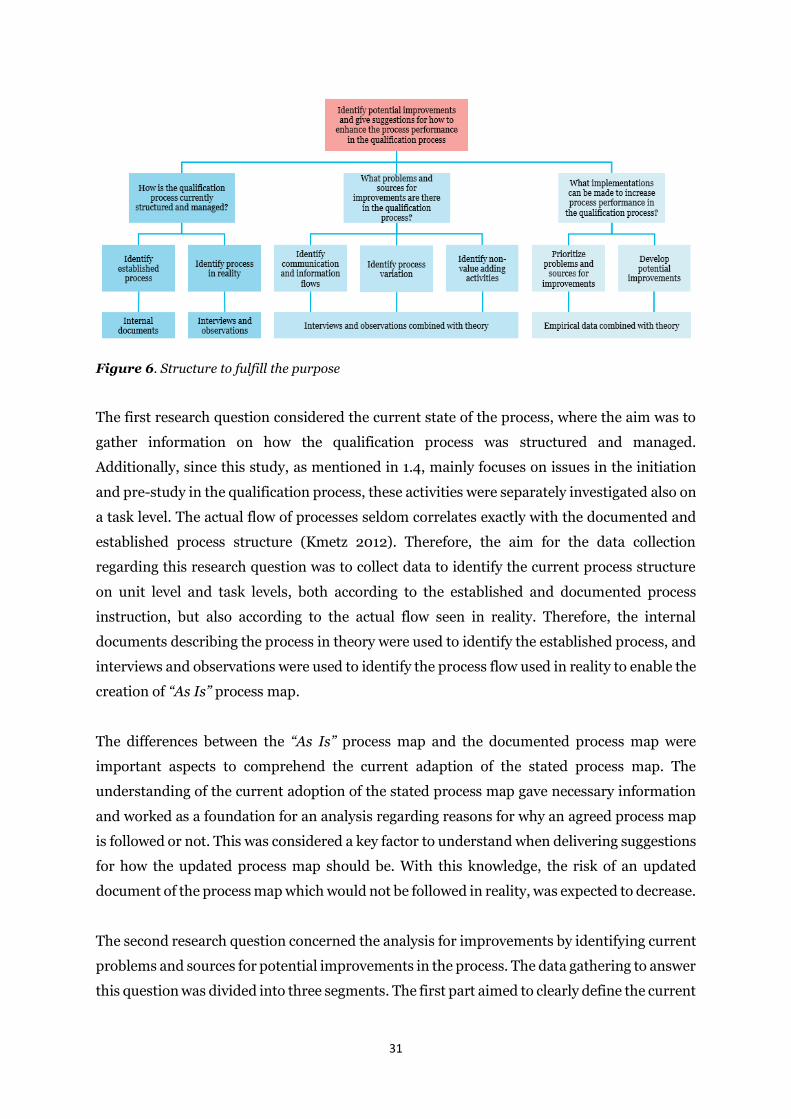
31
Figure 6. Structure to fulfill the purpose
The first research question considered the current state of the process, where the aim was to
gather information on how the qualification process was structured and managed.
Additionally, since this study, as mentioned in 1.4, mainly focuses on issues in the initiation
and pre-study in the qualification process, these activities were separately investigated also on
a task level. The actual flow of processes seldom correlates exactly with the documented and
established process structure (Kmetz 2012). Therefore, the aim for the data collection
regarding this research question was to collect data to identify the current process structure
on unit level and task levels, both according to the established and documented process
instruction, but also according to the actual flow seen in reality. Therefore, the internal
documents describing the process in theory were used to identify the established process, and
interviews and observations were used to identify the process flow used in reality to enable the
creation of “As Is” process map.
The differences between the “As Is” process map and the documented process map were
important aspects to comprehend the current adaption of the stated process map. The
understanding of the current adoption of the stated process map gave necessary information
and worked as a foundation for an analysis regarding reasons for why an agreed process map
is followed or not. This was considered a key factor to understand when delivering suggestions
for how the updated process map should be. With this knowledge, the risk of an updated
document of the process map which would not be followed in reality, was expected to decrease.
The second research question concerned the analysis for improvements by identifying current
problems and sources for potential improvements in the process. The data gathering to answer
this question was divided into three segments. The first part aimed to clearly define the current

32
communication- and information flow in the qualification process. The second part of the
research question should facilitate the understanding for how the execution of process steps
varies based on who execute the task and based on various qualification objects. The reason to
collect this information was to comprehend to which degree projects are repeatable in their
nature, how much they are affected of variation based on the executor of the tasks, and the
variation depending on the size of the qualification’s scope.
The third part regarding this research question aimed to differentiate between value-adding
process activities and non-value adding process activities. As mentioned previously,
Montgomery (2013) means that almost every non-manufacturing process includes waste.
Therefore, identifying non-value activities is seen as an essential step to remove potential
waste, and thereby generate process improvements. The sources of data to answer the second
research question were collected empirically from the same interviews and observations as
previous, but were also supported by the theoretical framework in the study. The theory was
used to direct the attention to common issues which normally occur in processes, which
otherwise might have been missed.
The third research question continued the analysis for improvements and considered
solutions that could address the identified problems and sources of improvements to increase
the process performance. The identified problems were broken down and prioritized based on
expected payoff in relation to the difficulty for implementation. Thereafter, the most relevant
problems to address were supplied with solutions expected to generate improvement
regarding the process performance. The data to support this final research question came from
the empirical findings and the theoretical framework.
4.7 Data analysis
Analysis of data in the qualitative approach is considered difficult since it generates a lot of
data to analyze and there is no clear best practice for how qualitative data should be analyzed
(Bryman 2012). Instead, the analysis depends to a high degree on the researcher ability to
interpret and present the evidence in a thorough manner while carefully contemplate
alternative interpretations (Yin 2014).
Merriam (2016) suggests however that the data should be analyzed concurrently as the data
collection occur, due to its qualitative form and need for interlinkages to theories. This also
allows the researcher to adopt questions based on new insights during the previous interviews,
and also prevents the loss of information due to oblivion.
33
The data analysis in this study was an iterative process, constantly analyzing newly collected
data and evaluating the findings to supporting theories. A major analysis was however done
when all the planned interviews were conducted, all interesting occurrences had been
documented and all the related internal documents had been examined. All steps in the
analysis were performed by the researchers unless otherwise stated.
The initial step of the analysis was to merge all notes from the data collection to one document
divided in sections for the various departments. Interesting notes and mentioned problems
were thereafter highlighted in the document. Similar problems were grouped and categorized
to create a coherent problem list, including all of the identified issues in the process.
The first tool in the analysis was an interrelationship diagraph which connected all the
identified problems and visualized their relation to each other. This analysis helped to screen
and prioritize the problems based on their involvement and their connection to the other
identified problems. The problems with the most process impact, based on the above-
mentioned measurements, were interpreted as most relevant and therefore selected for
further analysis.
The analysis continued with the aim of finding the root-causes for the selected problems from
the relationship diagraph. This was done with a cause and effect-diagram where each problem
was broken down using the technique of 5 why. This brainstorming technique identified
multiple potential root-causes for each of the addressed problem. The suggested root-causes
were thereafter evaluated and verified by the qualification leader to ensure that these were
actual causes of the problem. Moreover, the qualification leader also had the possibility to add
additional root-causes which he thought were existent for the selected problems.
The problems were too many to address at once, and therefore, they were once again
prioritized to direct the resources at the problems with most potential improvements. This was
done by a prioritization matrix where the problems were evaluated based on their payoff and
based on the difficulty to implement solutions for them.
The selected root-causes were addressed with relevant theory together with intuition to create
the most suitable solutions. They were accepted by the qualification leader as feasible, but they
should in this stage predominantly be seen as recommendations, as the exact implementation
strategy needs to be carefully considered before the solutions are put into action.

34
4.8 Quality of data
Any research is concerned with issues of trade-off in the collection of data. Considering the
quality of data is according to Bryman (2012) a necessary aspect of assessing the quality of the
research. Voss et al. (2002) argue that this is especially true when conducting case study
research, and they therefore stress the importance of considering reliability and validity
during the research. The reliability and validity of the research is affected by the research
approach, which in this case is interpretivism. The interpretations of data could in many cases
be difficult, and relies on the researchers’ ability to use appropriate methods and generate the
right conclusions from the collected data. To mitigate the risk of misinterpretations, the
quality of data is of great concern. The trustworthiness of this research is divided in reliability,
construct validity, internal validity, and external validity, as this is a commonly used
segmentation of the assessment of the quality of the data (Yin 2014).
4.8.1 Reliability
Reliability concerns to what degree the research can collect the same sources of data and
thereby generate the same results, in case of repetition of the study (Yin 2014). Qualitative
research involves much involvement of the researcher and relies in much sense to the
researcher ability to interpret and analyze the data, which therefore makes the objectivity and
the consistency more difficult to achieve (Denscombe 2010).
The observations and the semi-structured interviews used in this research, might take various
directions, and therefore, the repeatability of the study is somewhat compromised. However,
the interviews were executed with interview protocols, available in the appendices, which
facilitates the repeatability of these, and the internal documents are easily available in the
internal database at Saab Aeronautics. Additionally, the results from the interviews were
reviewed by the respondents to avoid misunderstandings and confirm the correctness of any
interpretations. The observations and the informal discussions are nevertheless more difficult
to replicate, since they are more coincidental in their data generation. However, the empirical
data gathering and the analysis, is documented and follows a structured approach, which
increase the repeatability of the study.
4.8.2 Construct validity
Construct validity concerns to what degree the right operational measures have been used for
the studied concept (Yin 2014). This part of the validity is mainly considered in quantitative
research, where it is crucial to use the right measurements for what you aim to measure
(Bryman 2012). According to Yin (2014), the difficulty to consider construct validity in case
research have given the method critiques, mainly due to the subjectivity and the need of
35
interpretations in the qualitative research. However, to increase the construct validity in a case
study, both Voss et al. (2002) and Yin (2014) suggest collecting evidence based on multiple
sources of data. The results of this research are based on collected data from interviews,
observations, and internal documents, and therefore, this triangulation of empirical data from
multiple sources is expected to increase the construct validity of the study. Additionally, the
research is concerned with a high degree of face validity to compensate for the difficulty to
achieve construct validity. For instance, the results and the analysis have frequently been
assessed by the qualification leader who has in-depth knowledge of the qualification process
and understands the engineers working in the process.
4.8.3 Internal validity
Yin (2014, p. 46) defines the internal validity as “seeking to establish a causal relationship,
whereby certain conditions are believed to lead to other conditions, as distinguished from
spurious relationships.” The meaning of this is basically to what degree the researcher can be
sure of a conclusion stating that one event led to another, only because that specific event, and
not due to other circumstances (Bryman 2012). Pattern matching, explanation building, or
time series analysis during the analysis phase is according to Voss et al. (2002) the best
manner to consider this issue.
Pattern matching was mainly used in this study as the tactic to address these issues. Patterns
between the various sources of data were continuously evaluated, and the analysis chapter had
a focus on differences and similarities between both the interviews and the other sources of
collected data. Additionally, all interpretations of the data, and the ideas developed during the
analysis, have been discussed with the process owner at the company, to validate these.
4.8.4 External validity
External validity concerns the issues of how well the findings can be generalized in other
settings (Yin 2014). Voss et al. (2002) state that multiple cases yield higher external validity
than single-case studies, and they therefore mean that the best way to address the issue of
external validity is to use an appropriate research design. Since the study was ordered by Saab
Aeronautics and executed as a single-case study, the analyzed qualification process solely
focuses on objects used in the aerospace industry. Compared to processes in other industries,
aerospace processes tend to be tedious, complex, and heavily constrained by regulation and
legislation. This study does not aim to generalize solutions to multiple industries, and it is
therefore important to consider that the generalizability of the study is likely somewhat limited
to the aerospace industry.
36
4.9 Ethical considerations
Ethical considerations are an important aspect when conducting research, and since
qualitative research involves much human interaction, ethical dilemmas are not uncommon
in social research (Silverman 2013). Bryman (2012) mentions the following four categories of
ethical principles to consider in social research:
1. Harm to participants
2. Lack of informed consent
3. Invasion of privacy
4. Deception is involved
The ethical considerations in this research concerns both the individual respondents, and the
care for the studied organization. The aerospace industry naturally has a lot of classified
materials and for the sake of Saab’s confidentiality, documents have been treated
confidentially and some parts of the studied processes have been anonymized in the report.
Furthermore, all collected materials from the interviews have been treated confidentially
during the entire project, and the names of the respondents have been anonymized. The
results from the interviews and interpretations were cross-checked with all respondents and
permission was requested before the results were published in the report. All participants were
informed of the purpose of the research and were interviewed during voluntary conditions. In
addition, none of the collected information have been used for any other purpose then the
purpose of this report.
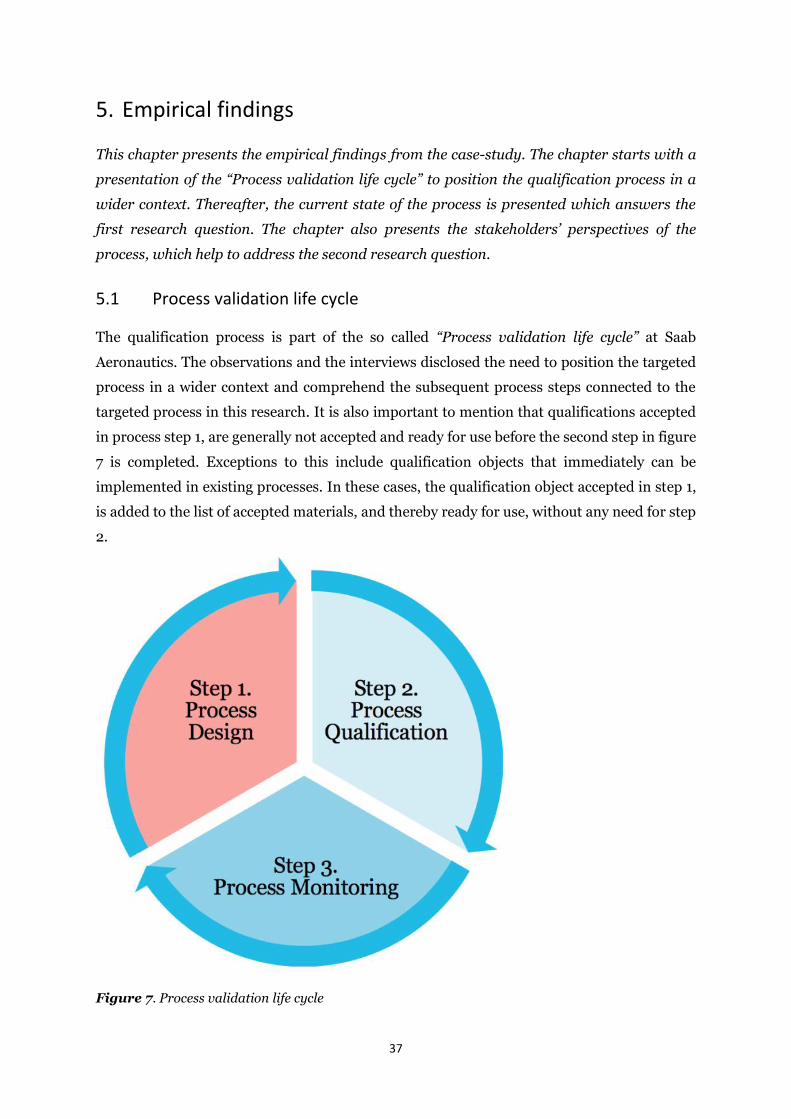
37
5. Empirical findings
This chapter presents the empirical findings from the case-study. The chapter starts with a
presentation of the “Process validation life cycle” to position the qualification process in a
wider context. Thereafter, the current state of the process is presented which answers the
first research question. The chapter also presents the stakeholders’ perspectives of the
process, which help to address the second research question.
5.1 Process validation life cycle
The qualification process is part of the so called “Process validation life cycle” at Saab
Aeronautics. The observations and the interviews disclosed the need to position the targeted
process in a wider context and comprehend the subsequent process steps connected to the
targeted process in this research. It is also important to mention that qualifications accepted
in process step 1, are generally not accepted and ready for use before the second step in figure
7 is completed. Exceptions to this include qualification objects that immediately can be
implemented in existing processes. In these cases, the qualification object accepted in step 1,
is added to the list of accepted materials, and thereby ready for use, without any need for step
2.
Figure 7. Process validation life cycle
38
The first step in the “Process validation life cycle” includes laboratorial tests in small scale,
where critical parameters for the qualification objects are defined. The goal here is to
demonstrate fitness for use in all relevant environments for the qualification objective.
The second step of the “Process validation life cycle” is to industrialize the accepted
qualification object from step 1, and to create processes for large-scale usage in the production.
This includes process performance qualifications and may result in the need for investments
in new equipment, utilities, and facilities. Processes need to be stable and be able to guarantee
a reliable and consistent output. This should be carefully considered whether the component
is produced in-house, or is outsourced. For outsourced components, a comprehensive supplier
validation needs to be done to assure supplier compliance to all requirements and legislations,
as well as to guarantee their process performance.
The third step in the “Process validation life cycle” consist of process monitoring, and includes
continuous audits of the processes and suppliers accepted in step 2. Audits are done to assure
that the supplier and their processes continue to perform on required levels. Supplier
deficiencies exposed during these audits can lead to either demands on the supplier for
immediate updates to again comply with existing requirements, or in worst case, supplier
rejection. Cases for supplier rejection lead to a need for a qualification of a new object.
5.2 Qualification process according to internal documents
The part of the qualification process, which is named “Process design” in figure 7, is decribed
in the internal documents and visualized in a process map on unit level in figure 8. The process
is primarily used for all qualifications of materials and processes inside Saab Aeronuatics, but
also for some qualifications requested from other business areas at Saab. The purpose of the
“Process design” is, according to these documents, to ensure that individual components,
parts and material are correctly qualified and documented to be available for applications.
Parts, components, material, chemical, chemical products, and processes, including special
processes are qualified in this process. The “Process design”, according to internal documents,
is visualized in figure 8 and briefly decribed below.
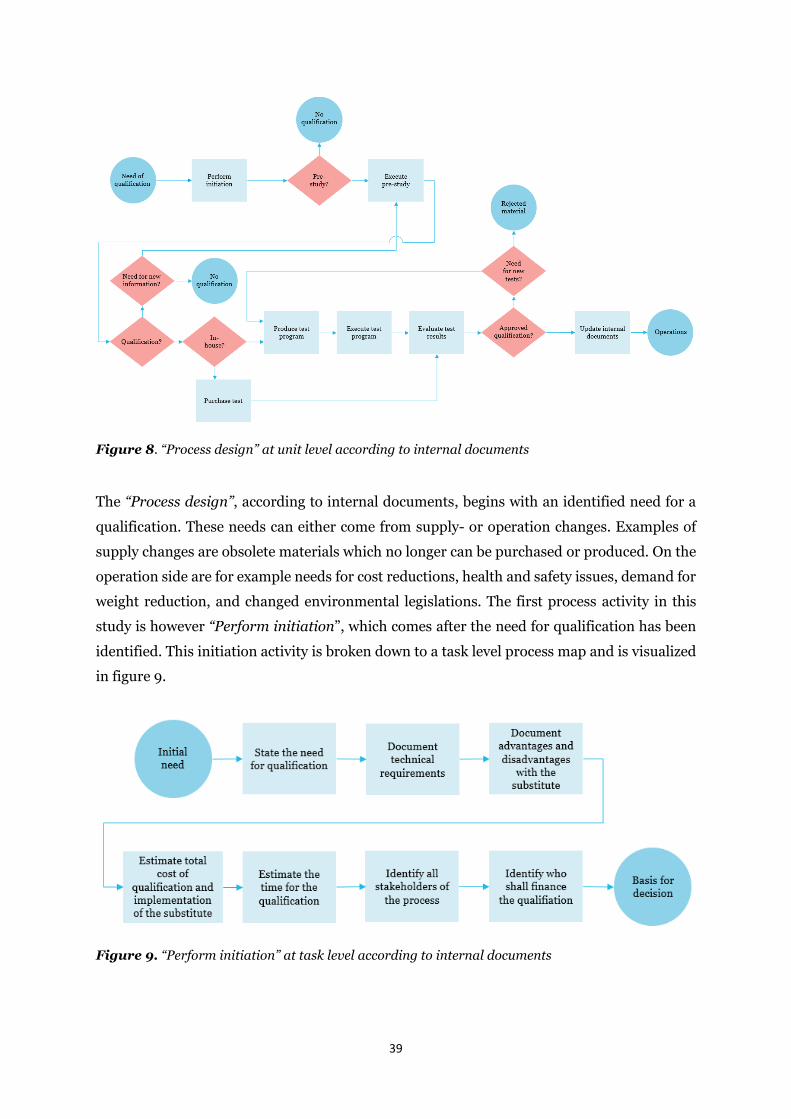
39
Figure 8. “Process design” at unit level according to internal documents
The “Process design”, according to internal documents, begins with an identified need for a
qualification. These needs can either come from supply- or operation changes. Examples of
supply changes are obsolete materials which no longer can be purchased or produced. On the
operation side are for example needs for cost reductions, health and safety issues, demand for
weight reduction, and changed environmental legislations. The first process activity in this
study is however “Perform initiation”, which comes after the need for qualification has been
identified. This initiation activity is broken down to a task level process map and is visualized
in figure 9.
Figure 9. “Perform initiation” at task level according to internal documents
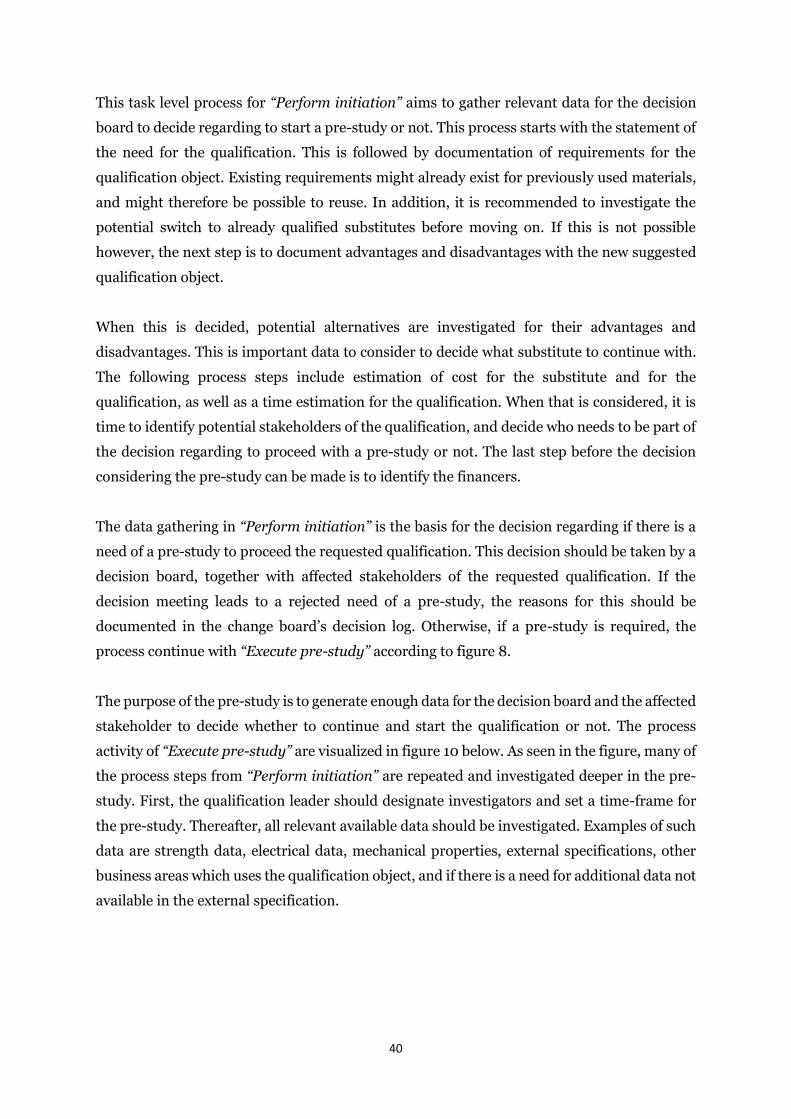
40
This task level process for “Perform initiation” aims to gather relevant data for the decision
board to decide regarding to start a pre-study or not. This process starts with the statement of
the need for the qualification. This is followed by documentation of requirements for the
qualification object. Existing requirements might already exist for previously used materials,
and might therefore be possible to reuse. In addition, it is recommended to investigate the
potential switch to already qualified substitutes before moving on. If this is not possible
however, the next step is to document advantages and disadvantages with the new suggested
qualification object.
When this is decided, potential alternatives are investigated for their advantages and
disadvantages. This is important data to consider to decide what substitute to continue with.
The following process steps include estimation of cost for the substitute and for the
qualification, as well as a time estimation for the qualification. When that is considered, it is
time to identify potential stakeholders of the qualification, and decide who needs to be part of
the decision regarding to proceed with a pre-study or not. The last step before the decision
considering the pre-study can be made is to identify the financers.
The data gathering in “Perform initiation” is the basis for the decision regarding if there is a
need of a pre-study to proceed the requested qualification. This decision should be taken by a
decision board, together with affected stakeholders of the requested qualification. If the
decision meeting leads to a rejected need of a pre-study, the reasons for this should be
documented in the change board’s decision log. Otherwise, if a pre-study is required, the
process continue with “Execute pre-study” according to figure 8.
The purpose of the pre-study is to generate enough data for the decision board and the affected
stakeholder to decide whether to continue and start the qualification or not. The process
activity of “Execute pre-study” are visualized in figure 10 below. As seen in the figure, many of
the process steps from “Perform initiation” are repeated and investigated deeper in the pre-
study. First, the qualification leader should designate investigators and set a time-frame for
the pre-study. Thereafter, all relevant available data should be investigated. Examples of such
data are strength data, electrical data, mechanical properties, external specifications, other
business areas which uses the qualification object, and if there is a need for additional data not
available in the external specification.
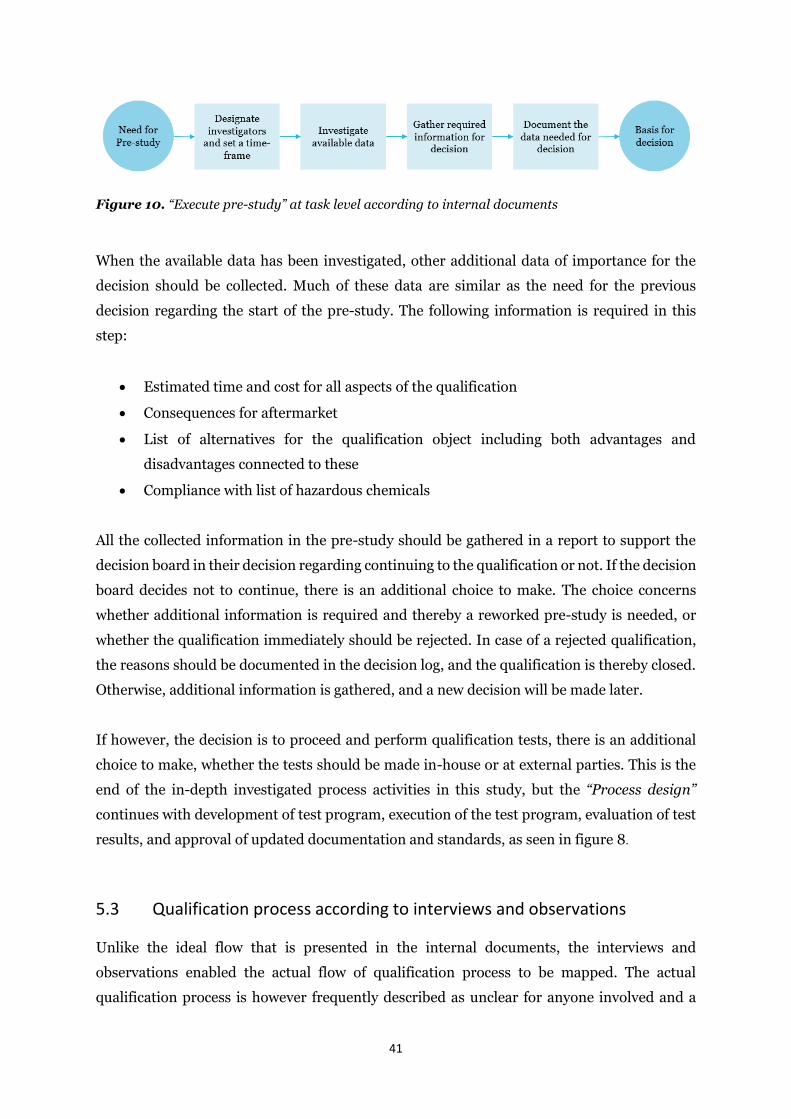
41
Figure 10. “Execute pre-study” at task level according to internal documents
When the available data has been investigated, other additional data of importance for the
decision should be collected. Much of these data are similar as the need for the previous
decision regarding the start of the pre-study. The following information is required in this
step:
• Estimated time and cost for all aspects of the qualification
• Consequences for aftermarket
• List of alternatives for the qualification object including both advantages and
disadvantages connected to these
• Compliance with list of hazardous chemicals
All the collected information in the pre-study should be gathered in a report to support the
decision board in their decision regarding continuing to the qualification or not. If the decision
board decides not to continue, there is an additional choice to make. The choice concerns
whether additional information is required and thereby a reworked pre-study is needed, or
whether the qualification immediately should be rejected. In case of a rejected qualification,
the reasons should be documented in the decision log, and the qualification is thereby closed.
Otherwise, additional information is gathered, and a new decision will be made later.
If however, the decision is to proceed and perform qualification tests, there is an additional
choice to make, whether the tests should be made in-house or at external parties. This is the
end of the in-depth investigated process activities in this study, but the “Process design”
continues with development of test program, execution of the test program, evaluation of test
results, and approval of updated documentation and standards, as seen in figure 8.
5.3 Qualification process according to interviews and observations
Unlike the ideal flow that is presented in the internal documents, the interviews and
observations enabled the actual flow of qualification process to be mapped. The actual
qualification process is however frequently described as unclear for anyone involved and a
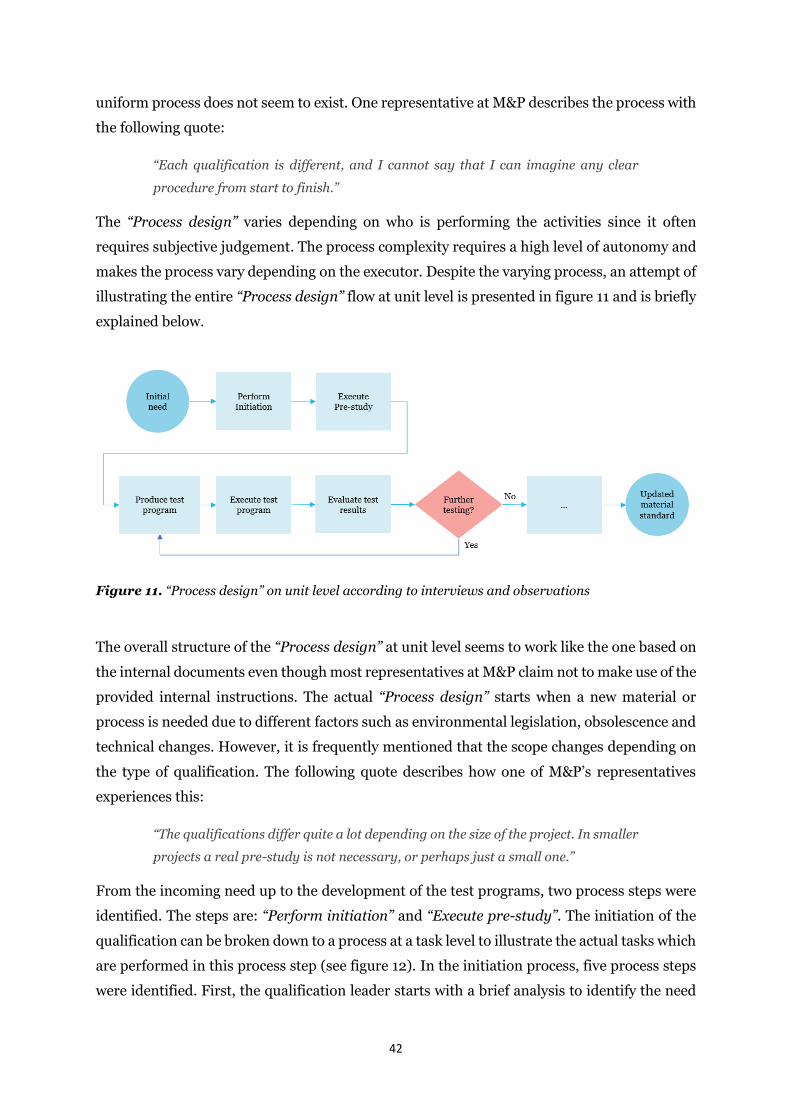
42
uniform process does not seem to exist. One representative at M&P describes the process with
the following quote:
“Each qualification is different, and I cannot say that I can imagine any clear
procedure from start to finish.”
The “Process design” varies depending on who is performing the activities since it often
requires subjective judgement. The process complexity requires a high level of autonomy and
makes the process vary depending on the executor. Despite the varying process, an attempt of
illustrating the entire “Process design” flow at unit level is presented in figure 11 and is briefly
explained below.
Figure 11. “Process design” on unit level according to interviews and observations
The overall structure of the “Process design” at unit level seems to work like the one based on
the internal documents even though most representatives at M&P claim not to make use of the
provided internal instructions. The actual “Process design” starts when a new material or
process is needed due to different factors such as environmental legislation, obsolescence and
technical changes. However, it is frequently mentioned that the scope changes depending on
the type of qualification. The following quote describes how one of M&P’s representatives
experiences this:
“The qualifications differ quite a lot depending on the size of the project. In smaller
projects a real pre-study is not necessary, or perhaps just a small one.”
From the incoming need up to the development of the test programs, two process steps were
identified. The steps are: “Perform initiation” and “Execute pre-study”. The initiation of the
qualification can be broken down to a process at a task level to illustrate the actual tasks which
are performed in this process step (see figure 12). In the initiation process, five process steps
were identified. First, the qualification leader starts with a brief analysis to identify the need
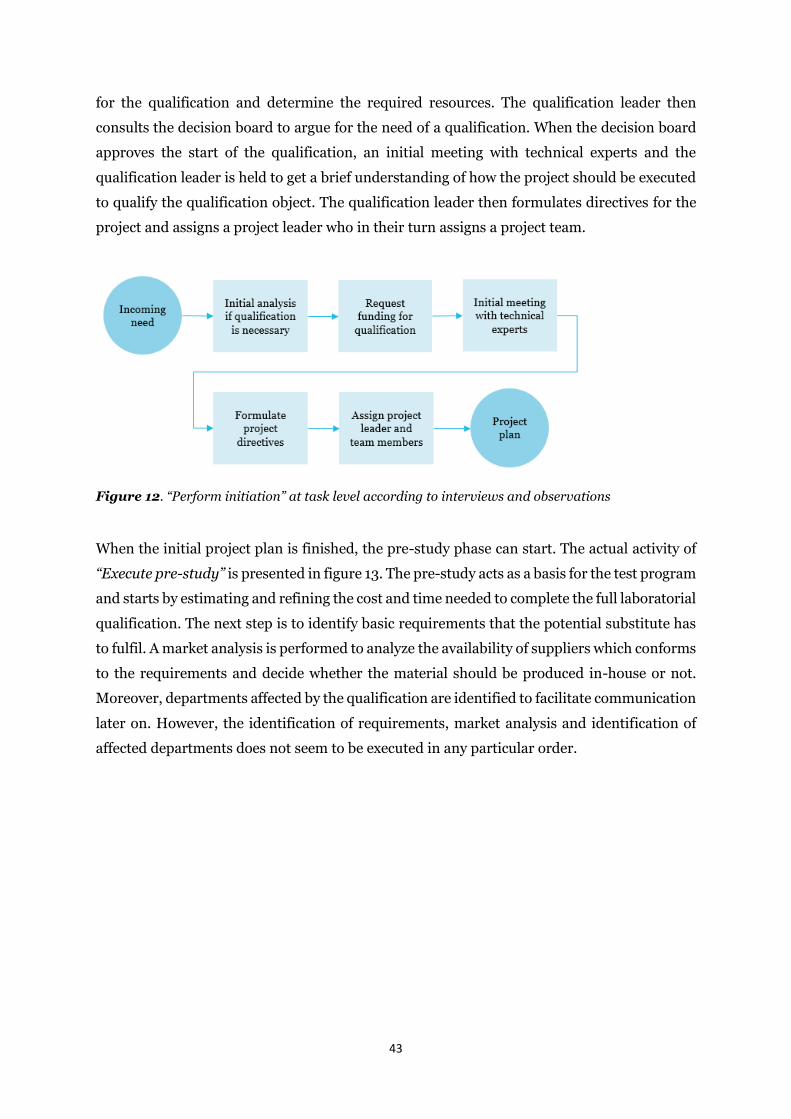
43
for the qualification and determine the required resources. The qualification leader then
consults the decision board to argue for the need of a qualification. When the decision board
approves the start of the qualification, an initial meeting with technical experts and the
qualification leader is held to get a brief understanding of how the project should be executed
to qualify the qualification object. The qualification leader then formulates directives for the
project and assigns a project leader who in their turn assigns a project team.
Figure 12. “Perform initiation” at task level according to interviews and observations
When the initial project plan is finished, the pre-study phase can start. The actual activity of
“Execute pre-study” is presented in figure 13. The pre-study acts as a basis for the test program
and starts by estimating and refining the cost and time needed to complete the full laboratorial
qualification. The next step is to identify basic requirements that the potential substitute has
to fulfil. A market analysis is performed to analyze the availability of suppliers which conforms
to the requirements and decide whether the material should be produced in-house or not.
Moreover, departments affected by the qualification are identified to facilitate communication
later on. However, the identification of requirements, market analysis and identification of
affected departments does not seem to be executed in any particular order.
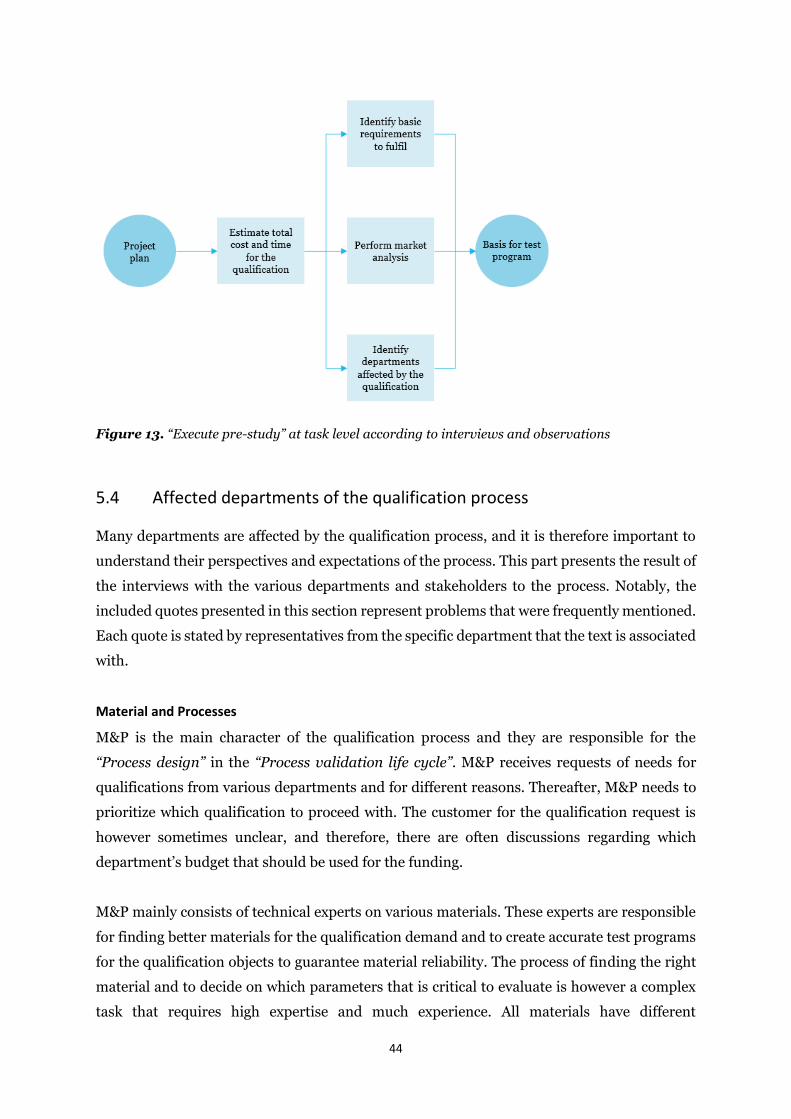
44
Figure 13. “Execute pre-study” at task level according to interviews and observations
5.4 Affected departments of the qualification process
Many departments are affected by the qualification process, and it is therefore important to
understand their perspectives and expectations of the process. This part presents the result of
the interviews with the various departments and stakeholders to the process. Notably, the
included quotes presented in this section represent problems that were frequently mentioned.
Each quote is stated by representatives from the specific department that the text is associated
with.
Material and Processes
M&P is the main character of the qualification process and they are responsible for the
“Process design” in the “Process validation life cycle”. M&P receives requests of needs for
qualifications from various departments and for different reasons. Thereafter, M&P needs to
prioritize which qualification to proceed with. The customer for the qualification request is
however sometimes unclear, and therefore, there are often discussions regarding which
department’s budget that should be used for the funding.
M&P mainly consists of technical experts on various materials. These experts are responsible
for finding better materials for the qualification demand and to create accurate test programs
for the qualification objects to guarantee material reliability. The process of finding the right
material and to decide on which parameters that is critical to evaluate is however a complex
task that requires high expertise and much experience. All materials have different
45
requirements and characteristics and therefore requires various test programs to guarantee
their reliability. The technical experts can often compare with previous standards and test
programs for similar materials, but they also need to complement these with subjective
assessment to decide the exact configuration of the test program. The result of the assessment
is therefore often based on the expertise and experience from the person doing the judgement,
and therefore, there are some variations in the resulting test programs, based on who judges.
“Each qualification is different and it takes very long time to learn all of the
potential variations.”
Moreover, each testing parameter makes the test more expensive, and therefore, the incentives
is to perform as few tests as possible. This experience-based decision point and the
encouragement to create a test program including no more tests than required, sometimes
leads to overlooked test parameters which then needs to be evaluated in a supplementary test.
“A checklist would be good to avoid missing any test parameter and thereby
reduce the risk of supplementary testing”
Many of the engineers know that there are internal documents for how to perform the process
steps, but many do not know exactly where they are, and they experience that the documents
are overwhelming to read. Therefore, they do not. Instead, many of the engineers requested
some kind of easy-to-access checklist for all major steps in the process.
“We often don’t have time to search for the document in the process jungle. I’m not
sure that they are valid anyway. But some kind of overall easy-available checklist
to follow could be good.”
The extent of various qualifications varies significantly, and some qualifications need more
activities and focus than others. Therefore, many of the engineers requested a short-cut for
qualifications with smaller scope or a checklist where various steps could be excluded in cases
for smaller qualifications.
The representatives from the department expressed some confusion about the deliverables
requested from them, and they feel that the customers of the qualifications are often unclear.
One representative expressed the following:
“There are no clear working tasks defined during the project, and there is seldom
any milestones or clear deadlines in the project, which makes me wonder who the
customer of the process really is? I mean, we rarely receive any feedback after we
have finished a project either.”

46
Many of the questioned engineers at M&P mentioned that there have been problems with the
hand-over process between the “Process design” and the “Process qualification”. In some
cases, the project gets stuck there, and the qualification object never becomes industrialized.
Some persons suggested that a general project leader could be used to streamline the overall
process and eliminate obstacles between the various steps in the validation cycle. Today
however, each part of the validation cycle is working much with methods and projects
appropriate for their specific department but lack the holistic perspective of what is best for
all parties involved in the process. For instance, the qualified materials in the laboratorial
settings, might not be appropriate in a large-scale production, or the production department
might not have time or budget to implement the qualification object.
Inadequate communication and collaboration are also an issue for the contact between M&P
and the external organization which performs the laboratorial test according to the test
programs from M&P. When M&P have finalized their test programs in a project report, they
request a tender for the testing program by the test company. There are no generic framework
agreements regarding the pricing for the various tests, and therefore there is a need for a
request, a tender, and a tender acceptance before the testing organization can plan for and
execute the required tests. If M&P accepts the price, the external organization performs the
tests and thereafter delivers a report of the test results. There is however a concern in the
department regarding the low level of collaboration and the late involvement of the external
test organization.
“The communication with the external test company could be better during the
development- and execution of the test program. I think that it is better to start
small and have more frequent updates regarding how the tests are going, and if
needed, adjust the plan accordingly. Now however, we often specify the entire test
program in the beginning and are left in silence until the entire test report is done.”
A team leader stresses however that the external test organization bills M&P for each contact
and too much communication is therefore both costly and time-consuming. Therefore,
according to the team leader, it is important to balance the right level of communication.
M&P receives the test report right after the tests are completed and then they evaluate the
results. If the test results are satisfactory and the qualification is accepted, it is time to update
and include the qualification object in the material standards. A decision board, consisting of
representatives from various departments, review the updated standard and either accept it
and confirm the material as ready for use, or reject the standard and ask for adjustments
before acceptance. The test report is thereafter documented in a shared Product Data
Management system where employees can find the report and use the test results for future
purposes as well.
47
Design department
The design department is responsible for designing the components in the aircrafts to
maximize performance by using the best available materials, at lowest possible cost. They
choose from a list of materials in a standard of confirmed and qualified material ready for use.
The design department sometimes identifies needs for new or better materials, and then
request new material qualifications from M&P. The design department expressed concerns
with the long lead-times for qualifications and experiences the administration in the
qualification process as excessive.
“I know the process is not fully established yet, but I would like more clear
guidelines for if and when shortcuts can be made to speed up qualifications.”
The design department often has their perspectives heard in the initiation phase of a
qualification process. Therefore, there communication with M&P is said to be alright.
Industrialization
The industrialization department is responsible for making the materials that has been
qualified in the laboratorial testing environments, ready for full-scale production by creating
new processes for these materials. The industrialization phase, which might include investing
in new facilities, machineries and tools etc., is therefore supposed to be executed directly after
the material has been approved in the laboratorial environment. Exceptions to this is for direct
material substitutes, where there is no need to create new processes for qualified materials
that can be produced in the exact same processes, as their substitute.
There is however a gap in the handover process between M&P and the industrialization
department, where the industrialization department often receives the request for
industrialization rather late, even though the industrialization is the next step in the validation
lifecycle seen from the perspective of M&P.
A problem that sometimes occur is therefore that the design department uses materials in
their models and design documentations, which neither is ready for production in-house, nor
available to source from suppliers. This means that the procurement department receives
purchasing requests which is impossible to source before the industrialization has been made.
In those cases, the purchasing department contacts the industrialization department and
requests either an internal industrialization or an external supplier qualification. Due to the
lack of a proper handover routine between M&P and the industrialization department, the
request from the purchasing department is often the first attention the industrialization
department receives for the need of the industrialization of the material. This is problematic

48
for the industrialization departments since industrializations take long time and often need
new financing to start.
“Somehow the request for industrialization needs to be triggered before parts are
introduced, and information whether manufacturing should be done through
suppliers or in-house needs to be given much earlier. Additionally, the output of
the “Process design” stage should be directly taken care of by the industrialization
department to avoid detouring information.”
The inferior information sharing between M&P and the industrialization department is
criticized and several respondents experience this as the largest problem regarding
qualifications in the validation cycle. The current process does not explain in detail how the
handover should be done, which leads to unclear ownerships and complicates financing
between the first two stages of the validation lifecycle.
“We are invited to monthly meetings, but we only receive a small indication of
future qualifications if we attend, but not information regarding when the
qualification will occur and what they expect from us. Besides this meeting, there
is no communication”
Industrial qualification
When the industrialization is almost complete, the industrial qualification process starts. The
industrial qualification department examines the new or changed manufacturing process,
implemented through the industrialization, and ensures that specifications are met. The
industrial qualifications primarily occur when special processes are involved, since it is
impossible to monitor and control the output without destructive methods in these cases.
The industrial qualification is highly affected by the interface between M&P and the
industrialization department. If the industrialization is notified late about an incoming
change, then so is the industrial qualification. An approved material or process qualification
should more or less force a needed qualification on industrial scale, which however does not
happen now. Currently, a standard is released by M&P and is available for designers to use
before facility, processes or tools are available in production.
“M&P is releasing a complete standard without having the needed process
prepared in the production. Why is the industrialization happening so late?”
However, the released standard is also used by the industrial qualification department as basis
to know which requirements the process should conform too. Therefore, a representative at
the industrial qualification recommended that the industrialization department should have

49
more insight in what M&P does and initiate the industrialization based on a draft of the
standard.
Environmental department
The environmental department is responsible to review materials used in the production to
make sure that the company obey all environmental regulations. This means that they need to
keep track of REACH-requirements and other environmental legislations that could affect the
use of existing and future materials. They should also review all new materials which is about
to be qualified and evaluate the strategic effectiveness of the material based on future
legislations. This means that the department needs to approve all qualifications made before
the materials can be updated and implemented in the material standards. Therefore, the
department frequently communicates with M&P, and they also request new materials to be
qualified, due to future changes in the environmental regulations.
The environmental department needs, as mentioned above, to review and accept the proposed
materials before they go into the standards. This includes both reviewing safety data sheets
for the material and review the new standard when the qualifications are executed and the
standard is developed. A risk with this procedure is however that the environmental
department might not be involved until the qualifications have been executed. That could
result in a late denial of the material, because it is assessed as a strategic bad choice or not
accepted due to current or future environmental regulations. This means that a qualification
could have been done for a material that does not fulfil the environmental requirements. This
would obviously be a waste of valuable resources.
“The environmental department don’t want to accept a material before a risk
assessment have been made. But I think the best way would be if M&P gave us a
couple of alternatives which they are choosing among and let us review these
materials’ safety data sheets before they move on in their process. Then I can give
them input on which they should not move on with.”
Procurement department
The procurement department is responsible for providing material to the production and
should ensure sufficient product supply to keep the production running without interruptions.
The procurement department is divided in strategic procurement concerning materials for the
aircraft, and in supply of tools and consumable goods needed in the production. Their overall
ambition is to supply the best products at the lowest possible cost. They are however
occasionally limited by what products to buy and what suppliers they can purchase from, due
to strict material standards. These standards are the results from the material qualifications
50
in M&P. The qualifications guarantee the materials fitness for use in the stated application and
thereby make them available for production.
Another identified issue is that the purchasing department sometimes receives requests for
materials that neither are available at the market nor can be produced in-house. The reason
for this is that when M&P have performed a successful qualification in the laboratorial
environment, they thereafter add the material to the standard of approved materials, which
then becomes available for the designers to choose from, even though the material is not
available either on the market or from internal supply.
“There is a lack of holistic perspective. I would like to be informed of ongoing
qualifications already in the pre-study phase to ensure the product availability on
the market. If not, we need a plan for industrialization of the material before the
material reach the standard. I mean, what should I do otherwise with purchasing
requests that are not possible to realize?”
The purchasing department also expressed concerns over the lack of transparency in the
qualification process and the low level of communication between departments. They do not
fully understand the qualification process, and they express confusion of whom is responsible
for the procurement of material needed for the qualifications in “Process design”.
Production department
There are a lot of various production departments and facilities at Saab Aeronautics, and each
department has different responsibilities in the creation of the aircraft. Completed
qualifications means that new materials are available and ready to use in the production.
Therefore, the production department is one of the main customers to the qualification
process and are highly affected by the qualifications.
The production department is however not always aware of the ongoing qualifications, which
means that the production department can plan and invest in a new process not compatible
with the material qualifications underway. For instance, the production department invested
in new paintwork equipment, at the same time as a new paint method was about to be
qualified.
”M&P does qualifications the way they want, without involving us and considering
our opinions.”
In this specific case, the newly qualified painting was not accepted and not implemented in
the production due to their heavy investments in the existing painting method. The production
department also stressed that they have specific knowledge of what actually works in the
51
production, and not just in theory. For instance, the production department feels that both the
design department and M&P department sometimes pushes materials and methods to the
production, which are not optimal in the perspective of the production.
“We should be more involved in the beginning to give our inputs of the suggested
qualifications. And we would like more updates during the qualification to better
understand the project proceedings.”
Two representatives from M&P have recently been placed part-time at the production
facilities, to facilitate the communication between the production department and M&P.
“This has been very successful, because now we can ask and keep a continuous
dialog about operational concerns that occur. But we would also like more long-
term communication. I mean, what is in the pipeline, what happens three years
from now? I would like a better understanding of the qualification process.”
External test company
The external partner performs the actual test to ensure the material quality of the qualification
objects. M&P creates the test program which they want the qualification objects to be exposed
for. They follow the instructions and can in some cases adjust the testing plans in collaboration
with M&P if they identify a lacking test parameter which they know from prior experience is
relevant to address. Thereafter, they perform the tests and write a thorough test report
showing all the test results and the material behavior during the tested conditions.
The testing program takes long time where up to a year of testing is not unusual. During this
test period, there is very little communication between M&P and the external test company,
and therefore, M&P has no indication of the test results before they achieve the full test report.
The representative at the external test company summarizes the situation with the following
quote:
“The communication used to be better.”
52
6. Analysis This chapter aims to answer the second and third research question in this study. The chapter
starts by presenting a synthesis of the identified problems and sources for improvements
related to “Process design” and analyses how they are connected to each other. The chapter
includes a root-cause analysis to understand why the problems occur, and thereafter
presents the prioritized identified root-causes that should be addressed. Lastly, suggested
implementations to eliminate the root-causes and improve process performance are
presented.
6.1 Problems and source for improvements
All respondents have mentioned that there are both problems and sources for improvements
in the process. Various departments have, as seen in chapter 5.4, different expectations and
perspectives of the qualification process, which therefore might complicate implementation of
solutions. To facilitate the analysis however, all problems and sources for improvements
mentioned by the respondents, are categorized and synthesized below without any specific
ranking. These categories were created by grouping and categorizing notes of interest from the
empirical data.
Insufficient communication
Many stakeholders from various departments are involved and affected by the qualification
process and many have expressed the need for more transparency and better communication.
There is a lack of established communication flows and people seldom know whom to
communicate with in various steps of the process. Standardized communication streams could
make a positive process impact as standardizations according to Brook (2017) generate more
consistent output, and according to Liker and Meier (2006) quicker detects abnormalities.
Lack of understanding
There are in many cases a lack of understanding, both for the process itself, and for the people
whom are affected by the process. For instance, the affected departments do not have any
deeper understanding for the high occupancy in the qualification process and for how time-
consuming laboratorial qualifications really are. Therefore, M&P receives many qualification
requests with short notice which they cannot fulfill. The affected departments also expressed
a lack of understanding for what M&P currently is processing. Cole (2011) emphasized that an
important tool to support information sharing, increase customer focus, and to understand
the complexity of the process, is graphical visualizations. Reasons for the lack of

53
understanding might therefore be the currently inferior process map, which only a few follows,
but also the lack of a valid stakeholder analysis.
Insufficient customer focus
There are many involved stakeholders to the qualifications, but there is a lack of
understanding for these stakeholders’ interests. The qualification process is currently not
executed with the goal of satisfying the customers, but the qualifications are rather pushed
through the system without any clear customer focus. Bergman and Klefsjö (2010) stress that
quality means to focus on the stakeholders whom the process aims to create value for, and that
the customers’ needs should always be in center. However, this does not correspond to the
reality of the current qualification process.
Supplementary tests
Due to the difficulty to assure fully accurate test programs where all aspects are considered,
important test parameters are sometimes missing or do not comply with quality standards in
the aerospace industry, which leads to the need of supplementary tests. This is both time-
consuming and costly, and some workers therefore suggested a checklist to avoid missing
parameters during the development of these test program. This problem is however not
limited to Saab Aeronautics, but rather an industry wide problem for qualifications of
materials. Portolés (2016) emphasizes, for instance, the difficulty to create perfect test
programs, since each qualification objective requires various programs based on their
intended usage. Mintzberg (1979) however means that checklists can be used even in complex
processes and thereby reduce the variation among the professionals.
Sub-optimization
Both engineers at M&P and stakeholders at the affected departments tend to forget the holistic
view of the qualification process. Because of the lacking holistic view, departments mainly
work with their own focus and perspectives in mind, and thereby, tend to forget the impact of
their work to other departments. Brown and Harvey (2006) call this sub-optimization, which
is problematic since it is a contributing factor to decreased organizational performance. The
sub-optimization is especially clear regarding the funding of some qualifications, where
funding is secured for the laboratorial qualification, but another source of funding could be
needed for the industrialization of the qualification object. Deming (1994) argues that
different departments should not maximize their own performance independently, but rather
contribute its best to the whole system. However, as implied, this does not seem to be the case
between the different departments concerning the qualification process.
54
Confusing ownership
People expressed concerns with confusing ownership, mainly in the interface between the
“Process design” and the “Process qualification”, but also between various departments
during the phase for “Process design”. The qualification process at Saab Aeronautics is
currently visualized in a flow chart, but the process map described by Pyzdek and Keller
(2018), including functional responsibilities, could be a useful addition to clarify
responsibilities in the process. Moreover, confusing ownership can in many cases be caused
by poor communication. As Deming (1994) mentioned, the level of needed communication,
cooperation and management between subsystems correlate to the level of interdependence
between the subsystems.
Experience-based process
The task of developing accurate test programs in the qualification process is complex and often
requires deep expertise and a high level of experience. Therefore, it is difficult to achieve
consistent output when various engineers create the test programs. Deming (1994) mentions
that the lack of standard operating procedures usually makes processes vary, which is true for
the qualification process since many people claim not to use any of the provided instructions.
To avoid the experience-based process, many of the engineers at M&P requested checklists to
standardize parts of the qualification process where judgement and experience are not
required. As mentioned by Mintzberg (1979) checklists, covering essential steps, are beneficial
to avoid large variation between professional skill levels. Fin et al. (2017) claim that
standardized work is the safest, easiest and most efficient way to successfully implement
improvements. However, to standardize the qualifications and reduce the variation is
challenging since, according to Mintzberg (1979), training and indoctrination are very
complicated within complex processes.
Lack of milestones and clear deadlines
Many people at M&P expressed a concern for the lack of milestones and deadlines in the
qualification process. When no project leader pushes and request delivery on specific dates,
there is an unintended habit to postpone the work task and focus on other working tasks which
is perceived more important. Insufficient process supervision is however according to
Montgomery (2013) not unusual, and he suggests improved supervision as a frequently used
method for process improvements.
55
Securing project financing
Each qualification requires a budget to start, and there are often discussions and questions
regarding which department that should finance the qualifications. This problem corresponds
to the theory about sub-optimization, whereas Heylighen (1992) mentioned the negative
effects for the overall organizational performance as a consequence of departmental
optimization. The departmental goal of protecting their own budgets therefore hinders the
goals of the organization.
Lack of shortcuts
Many respondents requested some kind of shortcuts to speed up the process in cases of high
priority projects with emergency time requirements. The entire process is however time
consuming and therefore currently not feasible for cases with short deadlines. Moreover, this
idea is incongruous with the theory about standardizations, as Fin et al. (2017) mean that
standardization should represent the safest, easiest and most efficient methods to execute a
process step. Reliable standards should therefore already describe the best and fastest way to
execute the task, otherwise, either the standard is deficient, or the activities needs to be
executed with less quality or less safety.
Too much administration
There are many supporting document to consider for the engineers in the qualification
process. Many respondents expressed concerns with the magnitude of document to read and
claimed that this rather led to a decreased will to actually read them. M&P matches many of
the characteristics of a professional bureaucracies, mentioned by Lunenberg (2012), where
professionals relies on expert skills and knowledge rather than standardized work to execute
the tasks. This organizational configuration might have an impact on the professionals will to
follow documented standards. Mintzberg (1979) also mentioned that a high level of discretion
can decrease the professionals’ motivation for continuous learning, and consequently increase
the risk that professionals rather follow the most comfortable working methods, based on
personal habits.
R&D qualifications
This problem description is, on request from Saab Aeronautics, censored from the official
report due to company confidentiality.

56
6.2 Relationship of identified problems
Montgomery (2013) mentioned that processes generally include a lot non-value adding
activities, and the empirical findings highlighted problems and sources of improvements with
significant potentials. The empirical findings also disclosed the process complexity and
identified a number of various stakeholders affected by the process. Each department had
their own view of the problems and gave their perspective to these issues. Many of the
problems are presumably connected to each other, and it is therefore important to consider
the problems’ relation to each other before addressing any of them. Immediately addressing a
perceived problem, mentioned by one department, may affect other problems in the process,
either positively or negatively. Therefore, the interrelationship diagram (ID), explained by
Brassard (1996), is used to structure and identify the relationships between the identified
problems.
Each problem is visualized in the circle of figure 14, and the arrows visualize each problem’s
connection to other problems. As suggested by Andersen and Fagerhaug (2000), all the
problem relationships in figure 14 are based on intuitive understanding since all the problems
are based on qualitative data. The outgoing arrows from a problem illustrate all the other
problems that the specific problem has a negative impact on. Bergman and Klefsjö (2010) call
this a “pusher” which means that improvements of that problem likely will yield a positive
impact on the other problems that the outgoing arrows are connected to. Many ingoing arrows,
on the other hand, means that a lot of various causes are influencing that problem. It might
therefore be difficult to address that problem before improving the other problems which the
arrow comes from (ibid).
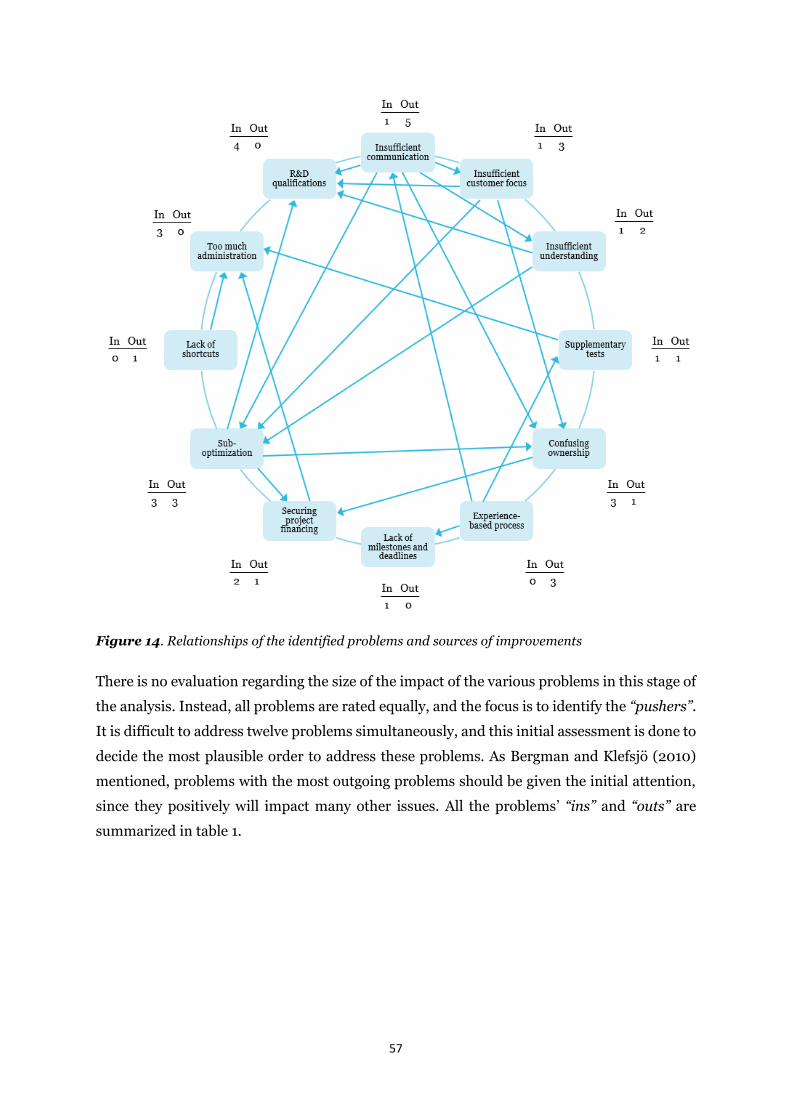
57
Figure 14. Relationships of the identified problems and sources of improvements
There is no evaluation regarding the size of the impact of the various problems in this stage of
the analysis. Instead, all problems are rated equally, and the focus is to identify the “pushers”.
It is difficult to address twelve problems simultaneously, and this initial assessment is done to
decide the most plausible order to address these problems. As Bergman and Klefsjö (2010)
mentioned, problems with the most outgoing problems should be given the initial attention,
since they positively will impact many other issues. All the problems’ “ins” and “outs” are
summarized in table 1.
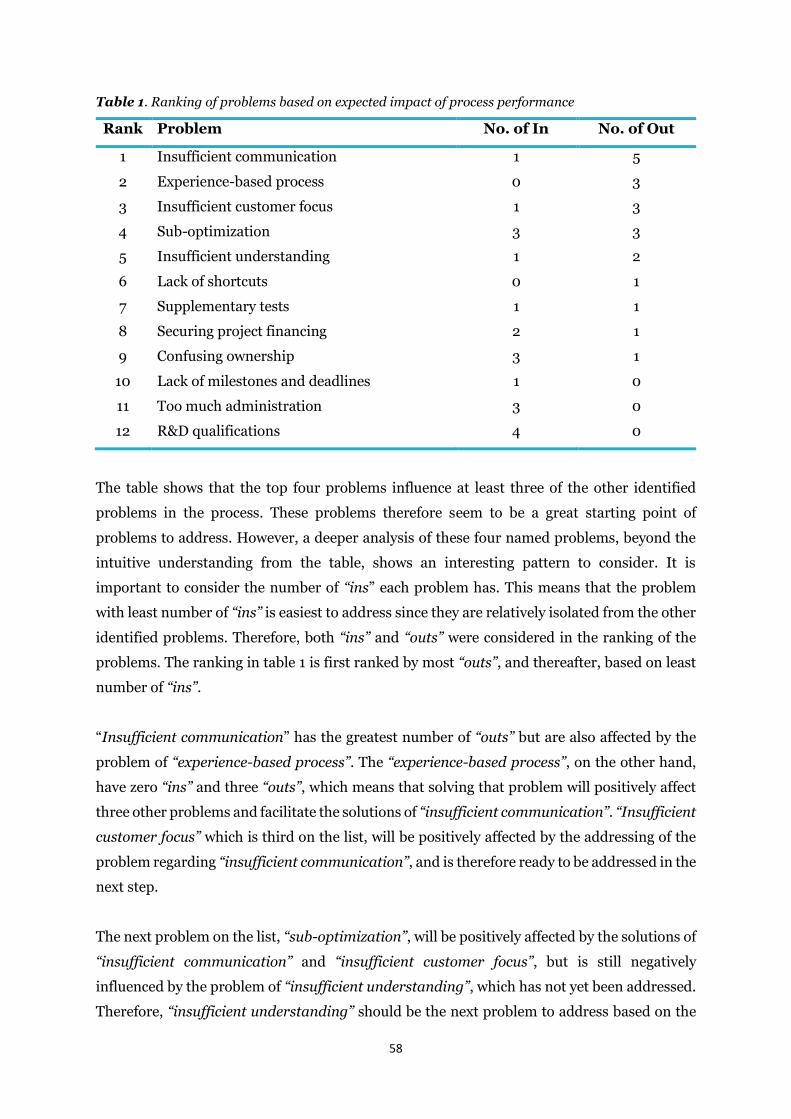
58
Table 1. Ranking of problems based on expected impact of process performance
Rank Problem No. of In No. of Out
1 Insufficient communication 1 5
2 Experience-based process 0 3
3 Insufficient customer focus 1 3
4 Sub-optimization 3 3
5 Insufficient understanding 1 2
6 Lack of shortcuts 0 1
7 Supplementary tests 1 1
8 Securing project financing 2 1
9 Confusing ownership 3 1
10 Lack of milestones and deadlines 1 0
11 Too much administration 3 0
12 R&D qualifications 4 0
The table shows that the top four problems influence at least three of the other identified
problems in the process. These problems therefore seem to be a great starting point of
problems to address. However, a deeper analysis of these four named problems, beyond the
intuitive understanding from the table, shows an interesting pattern to consider. It is
important to consider the number of “ins” each problem has. This means that the problem
with least number of “ins” is easiest to address since they are relatively isolated from the other
identified problems. Therefore, both “ins” and “outs” were considered in the ranking of the
problems. The ranking in table 1 is first ranked by most “outs”, and thereafter, based on least
number of “ins”.
“Insufficient communication” has the greatest number of “outs” but are also affected by the
problem of “experience-based process”. The “experience-based process”, on the other hand,
have zero “ins” and three “outs”, which means that solving that problem will positively affect
three other problems and facilitate the solutions of “insufficient communication”. “Insufficient
customer focus” which is third on the list, will be positively affected by the addressing of the
problem regarding “insufficient communication”, and is therefore ready to be addressed in the
next step.
The next problem on the list, “sub-optimization”, will be positively affected by the solutions of
“insufficient communication” and “insufficient customer focus”, but is still negatively
influenced by the problem of “insufficient understanding”, which has not yet been addressed.
Therefore, “insufficient understanding” should be the next problem to address based on the

59
level of “ins”. However, this research limits the further problem analysis to the top three of the
twelve problems. Therefore, the analysis continues with the following three problems which
are suggested to be addressed in this specific order:
1. Experience-based process
2. Insufficient communication
3. Insufficient customer focus
The three selected problems continuously affect the consistency of the process performance,
and consequently, these are categorized as common cause variation, as suggested by Deming
(1994). There is presumably no single event that causes these issues to reoccur, but they likely
depend on many common causes, which generates a lot of variation in the process
performance. Identification and reduction of the root-causes behind the common causes are
therefore crucial to decrease the variation of the selected problems and thereby enhance the
process predictability.
6.3 Root cause analysis
A root-cause analysis was used for the three selected problems with the aim to identify their
underlying root-causes. The potential root-causes were systematically generated with the use
of Cause-and effect-Diagrams (CEDs) for each of the selected problems. The selected problems
were divided into various categories according to the 7M, suggested by Bergman and Klefsjö
(2010). This segmentation facilitated the identification of root-causes as it stimulated ideas
from various perspective. The problems were broken down to their lowest divisible level using
the technique of 5 whys suggested by Liker and Meier (2006). The potential causes were
mainly generated by brainstorming, but also supported from theory describing frequently
occurring issues related to the chosen problems. How the potential causes were identified is
presented under each CED.
The CEDs below revealed several potential root-causes for each of the selected problems. It is
however important to emphasize that the potential root-causes in the CED only are ideas,
meaning that they are not yet verified as the actual reason for the addressed problems.
Verification of root-causes is difficult in a qualitative research, but the potential root-causes in
this research were assessed, screened, and verified as known or probable sources of the
problems, by the qualification leader at M&P.
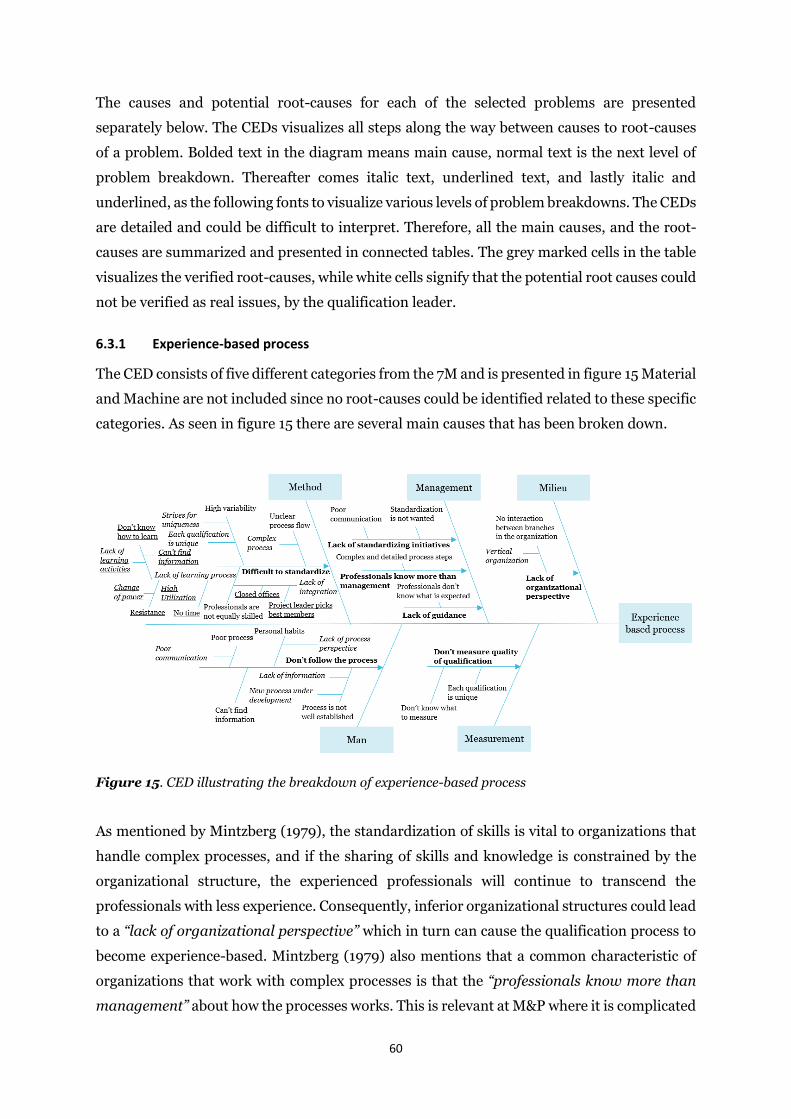
60
The causes and potential root-causes for each of the selected problems are presented
separately below. The CEDs visualizes all steps along the way between causes to root-causes
of a problem. Bolded text in the diagram means main cause, normal text is the next level of
problem breakdown. Thereafter comes italic text, underlined text, and lastly italic and
underlined, as the following fonts to visualize various levels of problem breakdowns. The CEDs
are detailed and could be difficult to interpret. Therefore, all the main causes, and the root-
causes are summarized and presented in connected tables. The grey marked cells in the table
visualizes the verified root-causes, while white cells signify that the potential root causes could
not be verified as real issues, by the qualification leader.
6.3.1 Experience-based process
The CED consists of five different categories from the 7M and is presented in figure 15 Material
and Machine are not included since no root-causes could be identified related to these specific
categories. As seen in figure 15 there are several main causes that has been broken down.
Figure 15. CED illustrating the breakdown of experience-based process
As mentioned by Mintzberg (1979), the standardization of skills is vital to organizations that
handle complex processes, and if the sharing of skills and knowledge is constrained by the
organizational structure, the experienced professionals will continue to transcend the
professionals with less experience. Consequently, inferior organizational structures could lead
to a “lack of organizational perspective” which in turn can cause the qualification process to
become experience-based. Mintzberg (1979) also mentions that a common characteristic of
organizations that work with complex processes is that the “professionals know more than
management” about how the processes works. This is relevant at M&P where it is complicated

61
for the management to monitor the qualification process and ensure that the professionals
follow a standardized process. Furthermore, there is an identified risk that the management
at M&P does not guide the professionals properly. “Lack of guidance” can cause the
qualification process to be experience-based since the professionals then might strive for
different goals. Additionally, the qualification process will certainly continue to be experience-
based if the management at M&P keeps the “lack of standardizing initiatives”.
Generally, complex processes like the qualification process are “difficult to standardize” since
they require a lot of individual judgement and thus require much experience (Mintzberg 1979).
Moreover, the empirical findings imply that one of the reasons for the experience-based
process is that professionals, for different reasons, “don’t follow the process” that is
documented. If the qualification procedure is not followed, the activities in the process does
not happen in the same manner every time and personal experience is required since there are
no documents to lean on. Lastly, there is no system that measures quality in the process
qualification. When nothing is measured, it is difficult to reduce the necessary experience since
it is not known where flexibility is needed and where standardization can be done.
Each of the discussed causes and their potential root-causes are summarized in table 2 below.
The grey boxes visualize the root-causes verified by the qualification leader, and the white
boxes were discarded as unlikely.
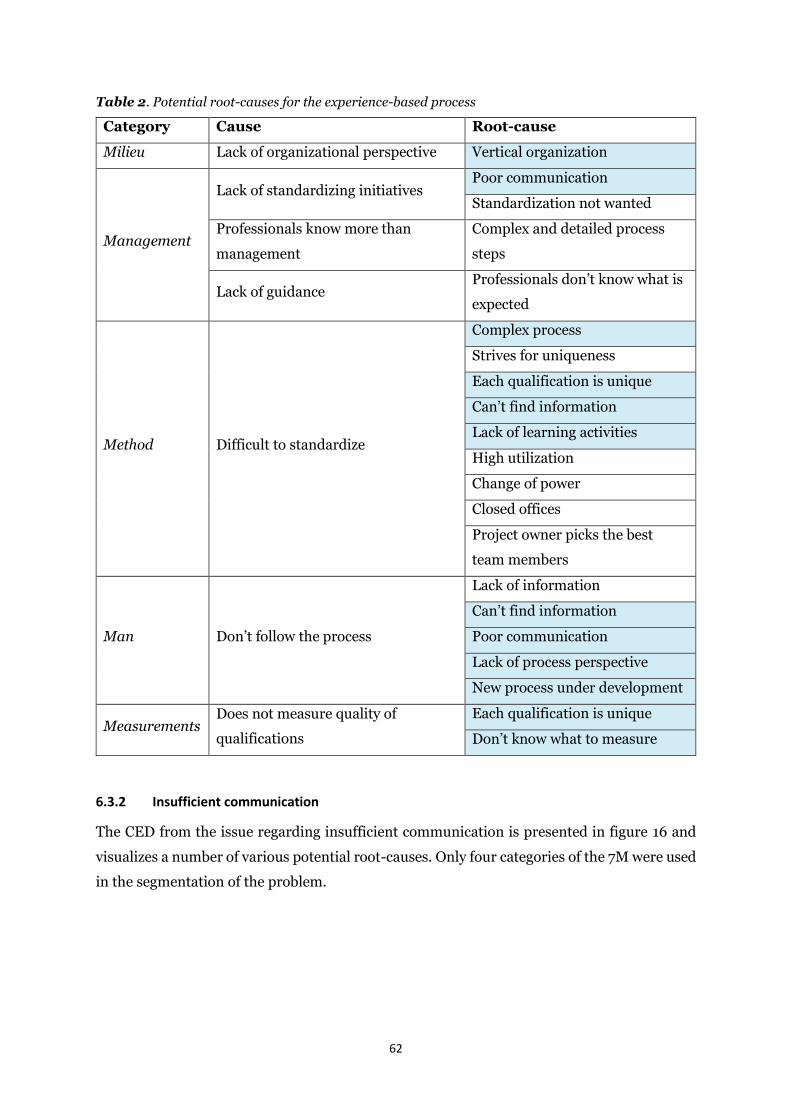
62
Table 2. Potential root-causes for the experience-based process
Category Cause Root-cause
Milieu Lack of organizational perspective Vertical organization
Management
Lack of standardizing initiatives Poor communication
Standardization not wanted
Professionals know more than
management
Complex and detailed process
steps
Lack of guidance Professionals don’t know what is
expected
Method Difficult to standardize
Complex process
Strives for uniqueness
Each qualification is unique
Can’t find information
Lack of learning activities
High utilization
Change of power
Closed offices
Project owner picks the best
team members
Man Don’t follow the process
Lack of information
Can’t find information
Poor communication
Lack of process perspective
New process under development
Measurements Does not measure quality of
qualifications
Each qualification is unique
Don’t know what to measure
6.3.2 Insufficient communication
The CED from the issue regarding insufficient communication is presented in figure 16 and
visualizes a number of various potential root-causes. Only four categories of the 7M were used
in the segmentation of the problem.
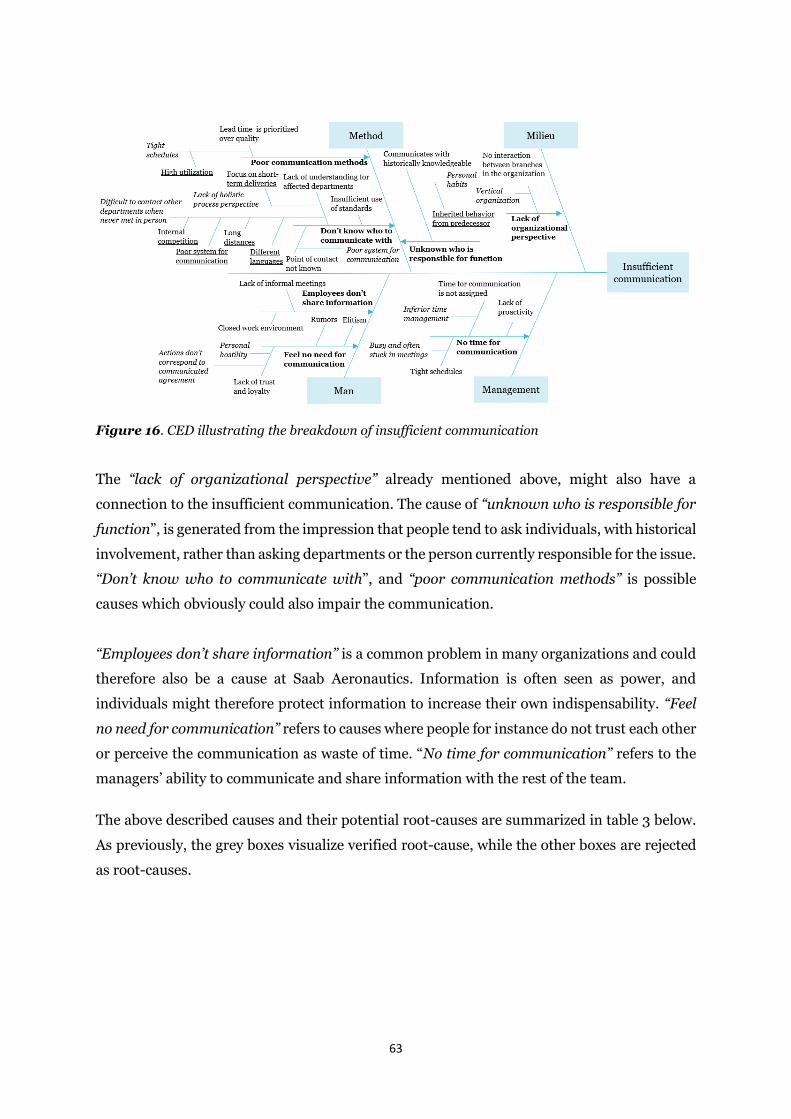
63
Figure 16. CED illustrating the breakdown of insufficient communication
The “lack of organizational perspective” already mentioned above, might also have a
connection to the insufficient communication. The cause of “unknown who is responsible for
function”, is generated from the impression that people tend to ask individuals, with historical
involvement, rather than asking departments or the person currently responsible for the issue.
“Don’t know who to communicate with”, and “poor communication methods” is possible
causes which obviously could also impair the communication.
“Employees don’t share information” is a common problem in many organizations and could
therefore also be a cause at Saab Aeronautics. Information is often seen as power, and
individuals might therefore protect information to increase their own indispensability. “Feel
no need for communication” refers to causes where people for instance do not trust each other
or perceive the communication as waste of time. “No time for communication” refers to the
managers’ ability to communicate and share information with the rest of the team.
The above described causes and their potential root-causes are summarized in table 3 below.
As previously, the grey boxes visualize verified root-cause, while the other boxes are rejected
as root-causes.
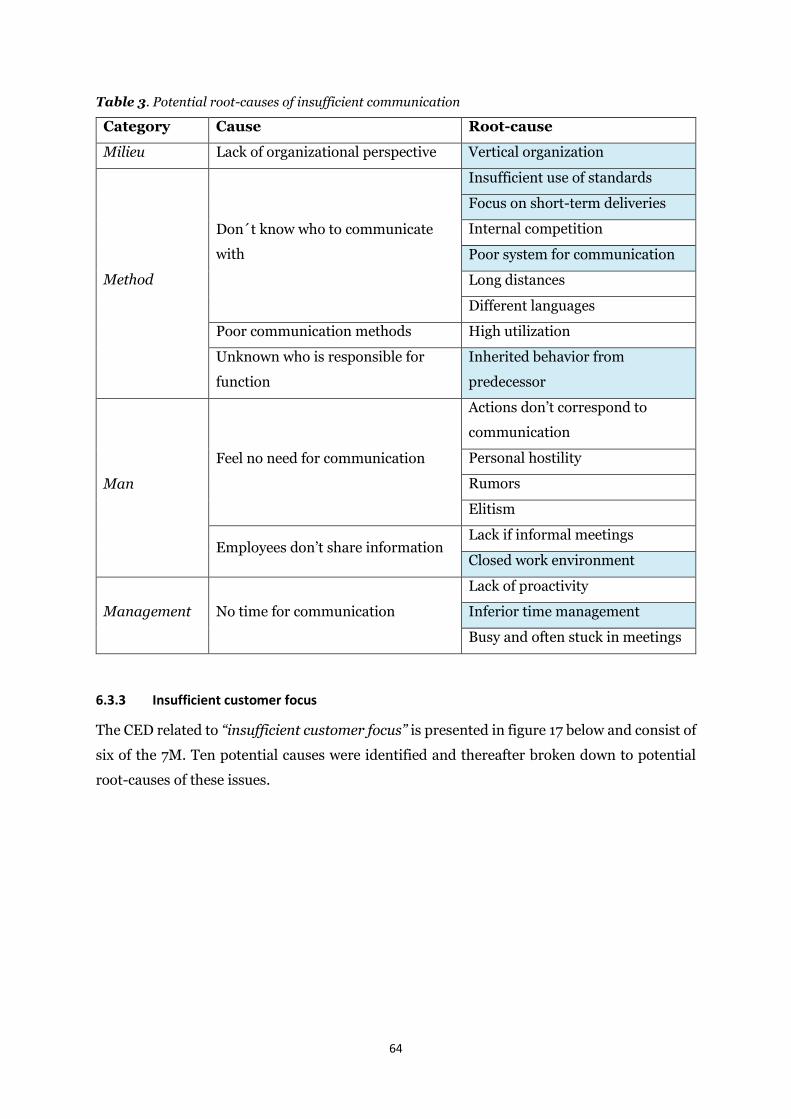
64
Table 3. Potential root-causes of insufficient communication
Category Cause Root-cause
Milieu Lack of organizational perspective Vertical organization
Method
Don´t know who to communicate
with
Insufficient use of standards
Focus on short-term deliveries
Internal competition
Poor system for communication
Long distances
Different languages
Poor communication methods High utilization
Unknown who is responsible for
function
Inherited behavior from
predecessor
Man
Feel no need for communication
Actions don’t correspond to
communication
Personal hostility
Rumors
Elitism
Employees don’t share information Lack if informal meetings
Closed work environment
Management No time for communication
Lack of proactivity
Inferior time management
Busy and often stuck in meetings
6.3.3 Insufficient customer focus
The CED related to “insufficient customer focus” is presented in figure 17 below and consist of
six of the 7M. Ten potential causes were identified and thereafter broken down to potential
root-causes of these issues.
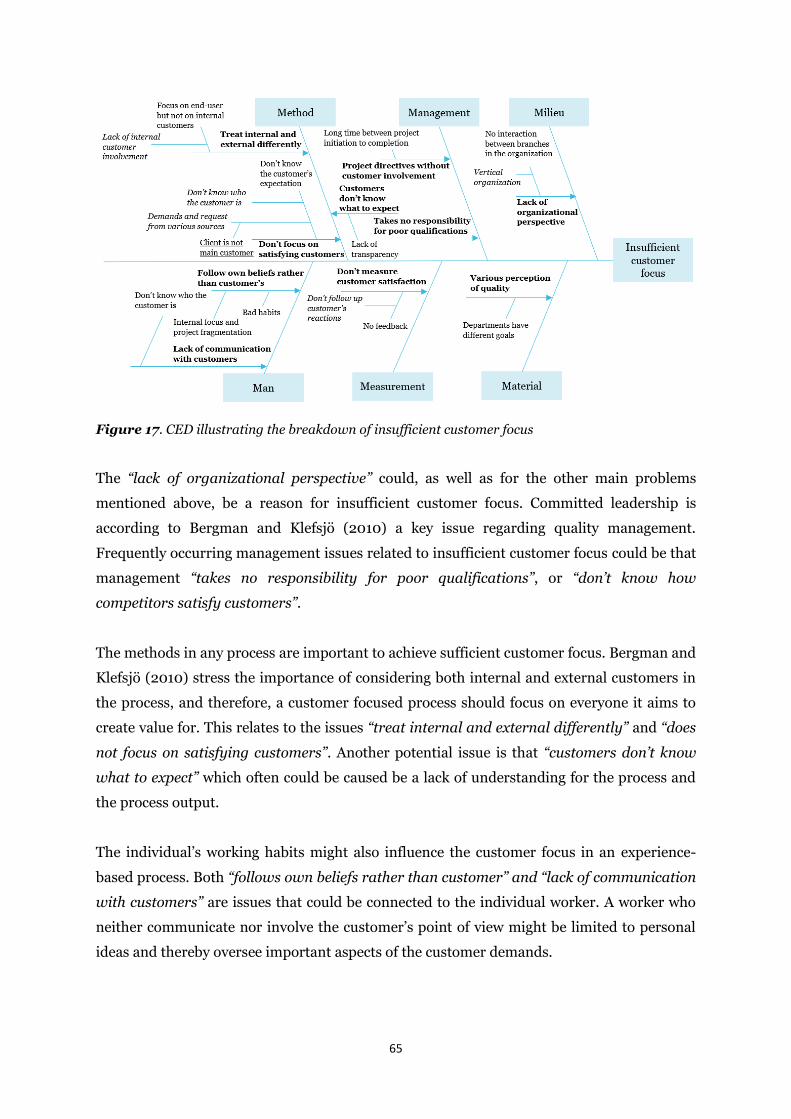
65
Figure 17. CED illustrating the breakdown of insufficient customer focus
The “lack of organizational perspective” could, as well as for the other main problems
mentioned above, be a reason for insufficient customer focus. Committed leadership is
according to Bergman and Klefsjö (2010) a key issue regarding quality management.
Frequently occurring management issues related to insufficient customer focus could be that
management “takes no responsibility for poor qualifications”, or “don’t know how
competitors satisfy customers”.
The methods in any process are important to achieve sufficient customer focus. Bergman and
Klefsjö (2010) stress the importance of considering both internal and external customers in
the process, and therefore, a customer focused process should focus on everyone it aims to
create value for. This relates to the issues “treat internal and external differently” and “does
not focus on satisfying customers”. Another potential issue is that “customers don’t know
what to expect” which often could be caused be a lack of understanding for the process and
the process output.
The individual’s working habits might also influence the customer focus in an experience-
based process. Both “follows own beliefs rather than customer” and “lack of communication
with customers” are issues that could be connected to the individual worker. A worker who
neither communicate nor involve the customer’s point of view might be limited to personal
ideas and thereby oversee important aspects of the customer demands.
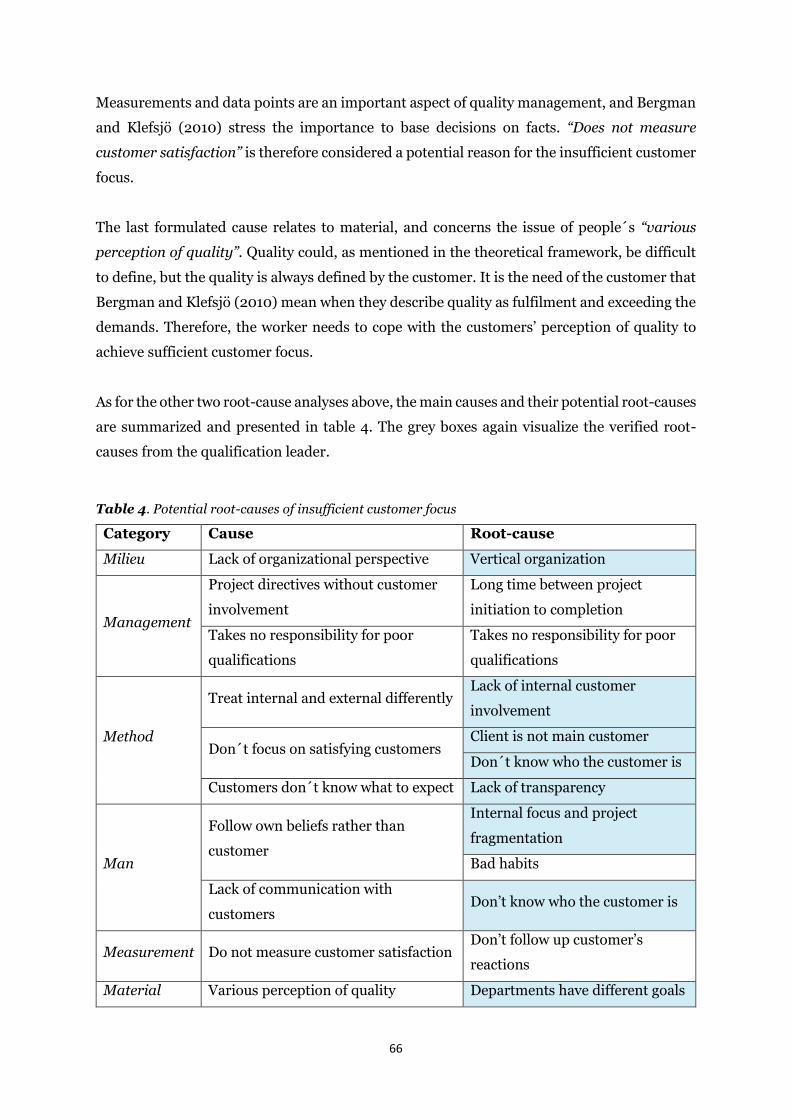
66
Measurements and data points are an important aspect of quality management, and Bergman
and Klefsjö (2010) stress the importance to base decisions on facts. “Does not measure
customer satisfaction” is therefore considered a potential reason for the insufficient customer
focus.
The last formulated cause relates to material, and concerns the issue of people´s “various
perception of quality”. Quality could, as mentioned in the theoretical framework, be difficult
to define, but the quality is always defined by the customer. It is the need of the customer that
Bergman and Klefsjö (2010) mean when they describe quality as fulfilment and exceeding the
demands. Therefore, the worker needs to cope with the customers’ perception of quality to
achieve sufficient customer focus.
As for the other two root-cause analyses above, the main causes and their potential root-causes
are summarized and presented in table 4. The grey boxes again visualize the verified root-
causes from the qualification leader.
Table 4. Potential root-causes of insufficient customer focus
Category Cause Root-cause
Milieu Lack of organizational perspective Vertical organization
Management
Project directives without customer
involvement
Long time between project
initiation to completion
Takes no responsibility for poor
qualifications
Takes no responsibility for poor
qualifications
Method
Treat internal and external differently Lack of internal customer
involvement
Don´t focus on satisfying customers Client is not main customer
Don´t know who the customer is
Customers don´t know what to expect Lack of transparency
Man
Follow own beliefs rather than
customer
Internal focus and project
fragmentation
Bad habits
Lack of communication with
customers Don’t know who the customer is
Measurement Do not measure customer satisfaction Don’t follow up customer’s
reactions
Material Various perception of quality Departments have different goals
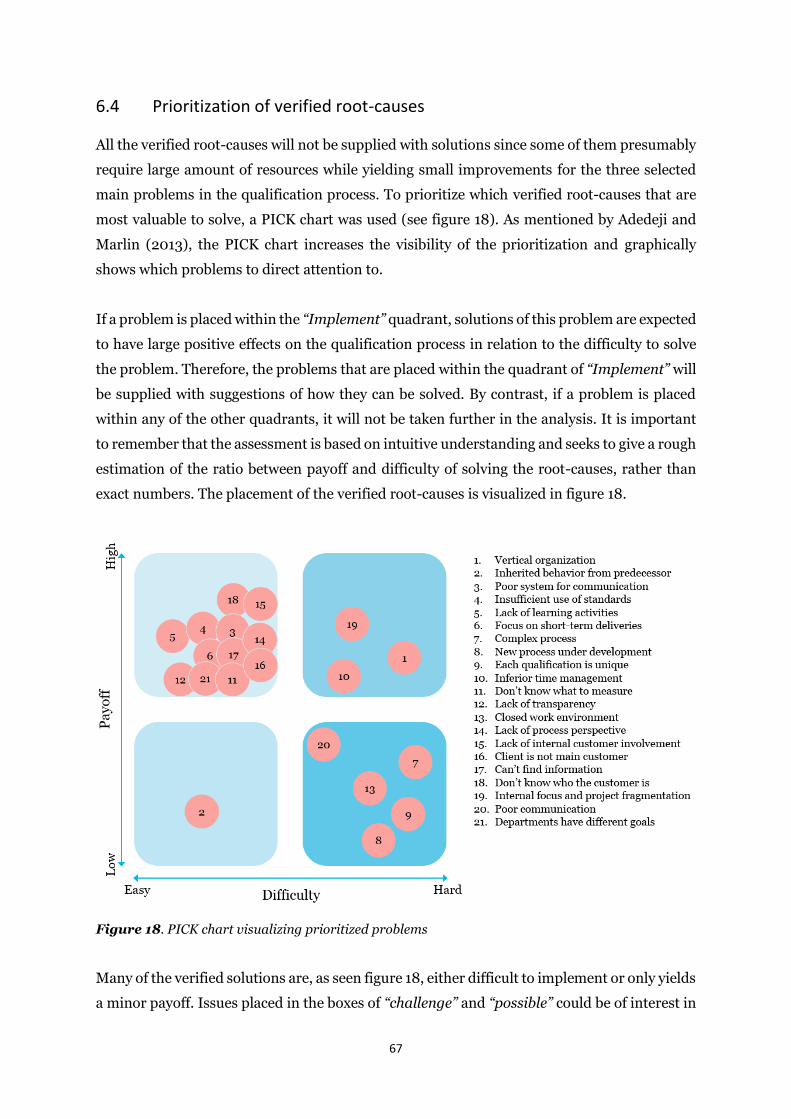
67
6.4 Prioritization of verified root-causes
All the verified root-causes will not be supplied with solutions since some of them presumably
require large amount of resources while yielding small improvements for the three selected
main problems in the qualification process. To prioritize which verified root-causes that are
most valuable to solve, a PICK chart was used (see figure 18). As mentioned by Adedeji and
Marlin (2013), the PICK chart increases the visibility of the prioritization and graphically
shows which problems to direct attention to.
If a problem is placed within the “Implement” quadrant, solutions of this problem are expected
to have large positive effects on the qualification process in relation to the difficulty to solve
the problem. Therefore, the problems that are placed within the quadrant of “Implement” will
be supplied with suggestions of how they can be solved. By contrast, if a problem is placed
within any of the other quadrants, it will not be taken further in the analysis. It is important
to remember that the assessment is based on intuitive understanding and seeks to give a rough
estimation of the ratio between payoff and difficulty of solving the root-causes, rather than
exact numbers. The placement of the verified root-causes is visualized in figure 18.
Figure 18. PICK chart visualizing prioritized problems
Many of the verified solutions are, as seen figure 18, either difficult to implement or only yields
a minor payoff. Issues placed in the boxes of “challenge” and “possible” could be of interest in
68
later stages when the issues in the “implement” box have been addressed. However, this study
will only cover the issues in the “implement” box. Therefore, the identified root-causes to
address in this study are the following:
• Focus on short-term deliveries
• Departments have different goals
• Lack of process perspective
• Lack of transparency
• Lack of internal customer
involvement
• Don’t know who the customer is
• Insufficient use of standards
• Poor system for communication
• Can't find information
• Lack of learning activities
• Don't know what to measure
• Client is not main customer
6.5 Suggestions for process improvements
This section presents the suggested actions to address the identified root-causes. The study
identified many issues and generated a high number of suggested solutions to remove these.
Many of the solutions are however described on a rather general level and therefore lack a
detailed implementation strategy. Implementation of solutions require a deep understanding
of the current process and on-going projects. The qualification leader at M&P is therefore
expected to have better prerequisites to develop an implementation strategy which would yield
long-term success of these solutions. The suggested solutions are presented below in
connection to the root-cause or root-causes that it is expected to solve.
“Focus on short-term deliveries” and “Departments have different goals”
There are many involved stakeholders to the qualification process at Saab Aeronautics, but all
stakeholders of the process currently do not have a defined and common understanding
regarding the aim of the process. Many departments follow their own agendas with the aim to
fulfill their own short-term departmental goals. The goal of the process is not to fulfill the
agendas of specific department, but rather, as mentioned by Bergman and Klefsjö (2010), it is
the process that should be supported by the people and their relationships, tools, and other
resources. Deming (1994) stresses the importance of a process aim for a successful process
management, but goals need however to be accepted by all involved stakeholders. Therefore,
the first recommendation is for all stakeholders to jointly define the aim of the process as well
as visualize the process in an updated process map and visualize all stakeholders’ role in the
process.
69
A common understanding for the overall process aim could generate a holistic perspective of
the process. Cole (2011) mentioned that process visualization often yields better information
sharing and better customer focus. These benefits might also be achieved from a common
process aim where people have a common vision about the process. It might also counteract
the instinct to focus on short-term deliveries while neglecting long-term issues.
“Lack of process perspective”
Many of the respondents requested a general project manager who allocates resources for the
whole “Process validation life cycle”. Therefore, by assigning this kind of project manager, the
unclear hand-over interface between “Process design” and “Process qualification” can
presumably be erased while a more holistic process perspective is achieved. The main purpose
of the new project manager should be to coordinate all functions affected by qualifications to
ensure that all of their expectations are heard and all their needs are satisfied. Furthermore,
the project manager can help to unify the qualification and avoid that one laboratorial
qualification and one industrial qualification are seen as separate from each other. If it is seen
as one qualification which sometimes needs to industrialize, the qualification process becomes
more prominent and thereby it is easier to grasp the whole process perspective. Moreover, the
project manager role should preferably be appointed to someone with great knowledge of
laboratorial and industrial qualifications and also knows how to monitor these processes.
Furthermore, introduction of shared financing for “Process design” and “Process
qualification” can reduce the time-consuming hand-over process. Instead of securing
financing for each qualification project, it is recommended to be an assigned fund that M&P
and industrialization can use. As a result of the shared fund, decisions regarding finance does
not need to travel up in the organizational hierarchy and avoid partial financing of the
qualification projects. Consequently, this leads to a more uniform “Process validation life
cycle” with smoother interfaces between the phases due to less waiting time. In addition, the
more coherent process flow, achieved be the overall management, facilitates the professionals’
ability to understand the process and its context, which enable them to have a process
perspective.
“Lack of transparency”, “Lack of internal customer involvement”, “Don’t know who the customer
is” and “Client is not main customer”
The stakeholders should, as mentioned before, support the process, but Bergman and Klefsjö
(2010) also stress the importance to deliver value for both internal and external customers to
the process. Since there are many stakeholders to the process, a critical factor is to early
identify the stakeholders of each qualification, and thereafter endeavor to comprehend their
70
perspectives of the qualification. This is recommended to be done with a stakeholder analysis
in the initiation phase, where not only the main client is identified, but also all other
stakeholders to the qualification.
Many departments requested more information and more transparency regarding the
qualifications. The production department is, for instance, currently not sufficiently informed
about qualifications until the qualifications are completed. Therefore, the production
department often experience a pushing flow where they are forced to use new materials with
short notice. This inhibits their motivation and the perceived need for the qualification objects
in the production. Another recommendation is therefore to involve the identified key-
stakeholders earlier in the process. This could be done either by recurrent information
meetings or by inviting these stakeholders to meetings in the initiation phase of the
qualification. This will give the departments possibilities to influence the decisions regarding
the qualifications and they will also be better informed about what M&P is currently
processing.
The above-mentioned recommendations are also expected to increase the transparency in the
process since the end customer is better defined, as well as expectant of the ongoing
qualification objects. It is also anticipated to facilitate the long-term planning in the
production and ease their conversion to cope with the newly qualified materials. Additionally,
the earlier stakeholder involvement also decreases the risk of unnecessary qualifications for
materials that no longer are needed in the production.
“Insufficient use of standards” and “Poor system for communication”
The fact that the current process in many respects is complex and that the engineers often
require in-depth knowledge to execute their work tasks, complicates the standardization of the
process in some essence. Canales (2014) argues for instance that fully standardized processes
can decrease the ability to cope with variations in demand, and he therefore means that
flexibility sometimes is needed in the process. Mintzberg (1979) further stresses that complex
processes will always need individual judgement from the professionals, and therefore, the
possibility to use fully standardized processes in those settings is strictly limited. Despite this,
there is a possibility to standardize parts of the qualification process. Liker and Meier (2006)
argue that standardized work is vital to assure consistent output, and therefore, this should
not be overlocked even in a complex process.
Multiple opportunities for standardization initiatives were identified during the analysis of the
empirical data. For instance, each request for qualifications to the external test-lab, includes
71
several communication points and negotiations regarding the price and configuration of each
test. This is time-consuming for both parties, but also prevents M&P from knowing the actual
cost for their created test-program. The recommendation is therefore to create a framework
agreement between the organizations, where the prices are decided in advance. This would
decrease the lead time for the qualifications, but also decrease the required engineering hours
to handle the handover.
Another mentioned issue in the empirical data, regarding the collaboration with the external
test-lab, was the lack of opportunity to change test parameters when the original request had
been sent to the external test-lab. Since missing test-parameters was mentioned as a recurrent
problem, M&P would benefit from quick adjustments in the test-program, even after the
original request have been send to the test-lab. Therefore, the ability to change test-
parameters, and the requested price for this, is suggested to be included in the above-
mentioned framework agreement.
Many of the respondents from M&P requested checklists or guidance for process steps of
significant importance and claimed that this would decrease the risk for missed test
parameters in the development of the test-program. However, there were clearly defined
checklists in the internal documents for each of the major steps in the process, including key-
issues to consider during the process. The checklists also described the process step-by-step
at a task-level. The process has recently been under development and these checklists are
therefore relatively new, which might be an explanation for the lack of knowledge of these
among the team members. However, this also indicates that the checklists have been created
by the management or the qualification leader, not including the engineers during the
development. This is a method doomed to fail. Standardized work procedures should,
according to Lantz et al. (2015) always be created in collaboration with affected people in the
process. West (2002) further emphasize that collaborative development decreases resistance
to follow the standardizations, as well as increases the team innovation for finding more
efficient ways to execute the work. Lantz et al. (2015) also argue that the collaborative
development of the standardizations often creates learning organizations involving motivated
people with better work-attitude whom consistently pursue better working methods.
The current checklist could be used as a foundation for future development. It is however
important to emphasize that the current checklist should not be forced to the engineers, but
instead, they need to be revised and accepted by the work-force before they will yield the
positive effects, which they have the potential to deliver. Therefore, the suggestion is to
conduct a work-shop for all affected engineers, where they have the ability to affect the end-
72
result of the checklists. The existing checklists are recommended to be used as a foundation
for the discussion, but they should be thoroughly evaluated, and updated according to the
suggestions from the engineers. Lantz et al. (2015) stress however that standardization of work
tasks is an iterative process, and therefore, when the checklists are accepted and established
among the engineers, they should thereafter continuously be evaluated for improvements.
The standardized work-tasks are also recommended to cover communication streams and
points of contact in the process. There are currently difficulties to identify how and when
information should be shared among the stakeholders. Since many departments are involved
in the process, while at the same time there is a lack of standardized information streams, the
information often takes various directions. The information to share might differ based on the
qualification objective, but the point of contacts is often the same. Therefore, the
standardization is recommended to cover the point of contact, in various phases of the process,
but should not include the exact information to transfer. Moreover, since these
communication streams include external departments, it is recommended to involve each of
the affected departments to another work-shop and collaboratively develop these points of
contacts. Many of the inquired departments requested earlier involvement in the process, but
representatives from all departments during each meeting is expensive. Therefore, the
collaborative development of standardized points of contacts is expected to generate the most
efficient level of communication, as each department describe what kind of information they
value most.
Not only have the points of contact and information sharing from M&P been an identified
issue, but also, the system for the incoming inquires or demands to M&P have been of concern.
The process owner verified the idea that other departments often send request to historically
knowledgeable engineers rather than send the requests to the departmental mailbox. This
complicates the prioritization of requests, but it also conceals important information from the
management and the process owner. Additionally, the risk of lost information or delayed
responses increases, as specific persons might be out of office at the time for the request.
Therefore, all qualification demands are recommended to be received in a collaborative
mailbox, visible for everyone at the department. This is also expected to increase transparency
and decrease the risk of specific persons being associated with specific projects.
The last identified opportunity for standardization was connected to the test reports.
Currently, the level of detail in the reports varies largely depending on who writes the report.
Therefore, a consistent report template describing what information to document and the
needed depth of this, would simplify both the documentation and the information retrieval.
73
“Can’t find information”
Many of the representatives from M&P expressed concern over the difficulty to find important
information. The need for a consistent document strategy is clear, whereas old documents are
currently stored in various locations in physical format. A new documentation strategy has
however recently been created and all new documents are now stored in this shared database.
Nevertheless, since these documents include previous test reports and other important
information, even the old documents are of high importance since they can prevent an already
qualified material to be tested a second time. Unnecessary qualifications are expensive, and
therefore, the collection of these older documents can yield significant time- and monetary
savings. Even though the collection of these documents is expected to be a time-consuming
effort, they are still anticipated to be worthwhile. The recommendation is therefore to collect,
digitalize, and store as many documents as possible in the shared database.
“Lack of learning activities”
It is important that the test programs have equal level of extent independent on who is
developing them. This put pressure on each professional at M&P to have enough knowledge
to singlehandedly execute their part of the qualification on an accepted level. Currently, there
seem to be some key individuals that have significantly more experience than other
professionals and these key individuals are therefore involved in most qualification projects
relevant to their field. The reason for their involvement is that they have been part of more
qualification projects and thereby know what to do and what not to do. According to Mintzberg
(1979), this implies that the skills are not standardized.
One recommended method for knowledge integration at M&P is the introduction of
mentorships. By assigning the more experienced professionals as mentors, the newcomers
have the ability to learn from them rather than just learn from trial and error. This helps the
newcomers to avoid simple mistakes since the mentor can rapidly correct them and, based on
their skills and experience, share how to continuously evade these mistakes in the future.
Importantly, it is crucial that the mentor teaches the established best practices and not
according to personal habits. Additionally, a steeper learning curve can be achieved at M&P
by letting the more senior professionals have continuous sessions where they share
experiences from earlier qualification projects to give less experienced the prerequisites to
avoid pitfalls. Furthermore, it is important for the project managers at M&P to allocate time
in order to let all the professionals learn from each other and let them document their
learnings so future newcomers can use this knowledge as well. The documented learning also
enables M&P, in the long run, to map the skill levels of all professionals and thereby enables
tracking of specific areas where more knowledge is needed.
74
Currently, there is a lot of information available at M&P’s team site of how to think in different
situations. However, available information is not the same as knowledge. As mentioned
earlier, it cannot be stressed enough that all available information should have a purpose and
be well established regarding how they should use the information.
“Don’t know what to measure”
According to Bergman and Klefsjö’s (2010) cornerstone model, all decisions should be based
on facts. Currently, this is not the case at M&P since nothing is being continuously measured
in the qualification process. When nothing is measured, it is impossible to confidently tell what
type of variation the process is affected by (Deming 1994). Moreover, continuous
improvements cannot be systematically implemented if the current situation is not known,
since it is unknown whether the implementation yields increased or decreased process
performance.
It is therefore suggested that measurements, based on the current performance of the
qualification process, are defined by analyzing the process map (Kmetz 2012). The analysis of
process map should focus on finding critical measurements that are important to examine
when monitoring the performance of the process. These type of measurements are commonly
known as Key Performance Indicators (KPIs) and they should cover both efficiency and
effectiveness in the qualification process. Additionally, the KPIs should be balanced between
measuring quality, cost and delivery. When the measurements have been determined, it
should be defined how and when the data should be collected, who examines the data, and
what the data represents. This ensures that the data is correctly collected and reliable.
Also important, as emphasized by Lantz et al. (2015), the KPIs need to be developed in
collaboration with all professionals at M&P, and not by a single expert. This is to assure that
the measurements are useful and also to reduce the resistance during implementation.
Furthermore, as advocated by Bergman and Klefsjö (2010) the KPIs should be updated
continuously to ensure that they always stay relevant. An example of a KPI, which can be
continuously measured in the qualification process at M&P, is the ratio of internal and external
qualification time. Lastly, it is important to emphasize that average values should not be
measured since they do not give a true representation of reality.
75
7. Discussion
This chapter critically evaluates the method choices and the generated results. It also
discusses the generalizability of the study in a wider context. The discussion regarding
methods and the results focuses primarily on issues which could have affected the result
negatively.
7.1 Method critique
All research requires various choices during the project which might affect the end-result of
the study. Major method choices in this study were done in support by relevant literature,
however, there is no guarantee that these choices were more beneficial for the study than other
alternatives would have been. This study is based on qualitative data with an interpretivist
approach, which intends to interpret words and observations to make sense of the studied
process. The ability to interpret data and create a consistent picture of the reality is crucial,
but yet a difficult task. The risk of biases and misinterpretations are therefore always existing
in this method.
The choice regarding the research methodology was in some sense constrained by the
assignment, since the study was ordered by Saab Aeronautics. The single-case study generated
however an advantageous depth of the research, and this methodology would therefore still
most likely been chosen even without the current constrains.
The opportunity to consider multiple sources of data during the study was beneficial since
interesting occurrences could be noted along the way. However, some sources of information
were identified by coincidence, and consequently, other interesting information might have
been missed or overlooked, which could affect the repeatability and the validity of this study.
The result of the study relies to a great extent on the collected data from the 15 conducted
interviews with stakeholders to the process. Therefore, the analysis and the conclusions are
not only dependent on correct interpretations of these, but also that the right questions were
asked to generate the right information. The interview questions were verified by the
supervisor at Linköping University and the qualification leader at M&P as relevant, but the
questions were developed by the researchers, whom had no prior experience regarding
qualifications. An alternative approach would have been to let the qualification leader develop
the questions, but this method would instead have increased the risk of personal biases. There
was a request from M&P of an outsider perspective of the process, and the unexperienced
76
researchers were therefore expected to develop questions which would generate a more
objective picture of the problems in the process. Moreover, the semi-structured approach of
the interviews, which enables the researcher to ask follow-up questions, were beneficial, but
these follow-up questions were also left to the researcher to spontaneously devise during the
interviews. Poor follow-up questions might prevent the identification of interesting
information, which could affect the trustworthiness of the empirical data.
Ornat and Moorefield (2018) suggested two various methods for the information gathering
regarding the current process map. The selected method was to ask all respondents to describe
the process individually during the interviews. This method did however not generate the
expected level of detail for the process, as many of the interview objects had trouble to describe
the process even on a unit level. This reveled the lack of process perspective, but the method
of gathering affected people to collaboratively define the process, might have generated a
better understanding of the existing process flow.
7.2 Result critique
It was not possible to observe the process flow from start to finish, due to the process
complexity and the long lead times between each step. Moreover, the interviews did not
generate the expected level of detail of the process, and therefore, the trustworthiness of the
“as-is” process map might be somewhat compromised. However, 100 % accuracy of the “as-
is” map was not perceived as the most important issue in the research, instead this mapping
was rather seen as important in the sense of showing the professionals’ deviation from the
documented process map.
The key focus of the interviews and the observations was to identify sources of problems and
potential improvements in the process. Identified stakeholders to the process were invited to
share their perspective of the process. M&P had multiple representatives among the interview
objects and therefore generated insights from various people inside this department. The other
stakeholders only had one or two representatives to speak from their department’s
perspective. This means that the result from the other departments relies to a great extent on
the individuals and their ability to depict their issues and their reality. Furthermore, since
additional stakeholders were identified during the interviews with the help of the interview
object there is a risk that relevant stakeholders never were mentioned and thereby is
disregarded in the research.
77
The empirical data described multiple issues in the process, but due to the difficulty to address
all problems at once, the problems were screened based on various aspects. The first screening
was based on the problems’ effect and relationship to other identified issues. The idea was to
focus on the problems which had ability to positively influence other identified issues. This
evaluation was done subjectively and without any assessment regarding the actual impact of
the problem to the overall process performance. This mean that there is a risk that problems
with large process performance impact, were neglected due to their isolation from other
problems. This was however not the impression, and the selected problems corresponded well
to the perception of the interviews, regarding the most crucial issues in the process.
The symptom of a problem is seldom the root-cause of the problem, and therefore, the next
step was to perform a root-cause analysis for each of the chosen problems. CED and the 5 whys
are good tools for this, but it is important to emphasize that these methods are brainstorming
techniques which rely on the analysts’ ability to identify accurate causes for the problems.
Therefore, all actual root-causes might not have been found during the brainstorming session.
Another risk is that problems can be broken down incorrectly and thereby generate inaccurate
root-causes to the problem. The suggested root-causes were however, either verified or
discarded by the qualification leader, to mitigate the risk of faulty assumptions. The
qualification leader was expected as a suitable person to verify the suggested root-causes, due
to his broad experience and deep process knowledge. However, there is a risk that he
disregarded root-causes to problems in the process since it might be difficult to connect a root-
cause to the symptom of an experienced problem.
Prioritization matrices are often used to prioritize created solutions, but due to the high
number of identified and verified root-causes, this method was instead used to prioritize which
root-causes to address. The idea was to focus on the root-causes which would yield highest
payoff with the least effort. This assessment was again based on an intuitive understanding,
and also required an imagination about how these problems could be solved.
Solutions for the selected root-causes were thereafter developed based on relevant theory,
interesting notes from the empirical data, and logical ideas. The solutions are developed to
cope with external requirements as well as fulfill the need of the stakeholders of the process.
Implementation suggestions are delivered for some ideas, but for others, the implementation
strategy is expected to need a further analysis and a deeper understanding of surrounding
environments to generate the best prerequisites for successful implementations. The timeline
and the implementation strategy for this is therefore passed on to the process owner.
78
The analysis was executed in a structured and easy-to-follow manner to increase the
repeatability of the study. However, the analysis uses an interpretivistic approach and
therefore consists to a great extent of interpretations and subjective choices, which therefore
might generate variations among various researchers performing a similar analysis.
7.3 Generalizability of the study
The studied process is rather industry specific and it is characterized by the level of complexity
and the high number of involved stakeholders. However, the study has successfully identified
a number of process issues, which is in accordance with Montgomery (2013), who stated that
all processes involve waste. Therefore, this study is considered relevant to other process
mapping initiatives, in other industries and other settings. For instance, the healthcare and
life science industry which also has great pressure on reliable product and processes since
faults can have fatal consequences.
79
8. Conclusions
This chapter starts by presenting the conclusion for how the study has fulfilled the purpose.
Subsequently, the chapter states the recommendations to the company, and lastly, gives
suggestions for future work to confirm the effectiveness of the suggested solutions.
8.1 How the study fulfills the purpose
The purpose of the study was to identify potential improvements and give suggestions for how
to enhance the process performance in the qualification process at Saab Aeronautics. The
study identified many problems and sources for improvements in the process, but the
empirical data mostly exposed problems of soft value, rather than explicit waste or illogical
process steps. “Experience-based process”, “Insufficient communication”, and “Insufficient
customer focus” were selected as the most vital issues to address in order to increase the
process performance. These soft characteristic problems were broken down to concrete root-
causes of the problems with various quality tools.
12 root-causes were identified as most suitable to address, based on the expected payoff and
the difficulty to address them. 16 recommended actions were thereafter generated to address
these root-causes. The recommendations in this study is expected to generate a more efficient
process, with more consistent output, improved communication, and better customer focus.
The process performance impact of the suggested solutions is however not yet quantified, and
their impact can currently only be estimated based on the arguments in the study. Moreover,
the exact time schedule and implementation strategy for the suggested solutions are for the
most solutions omitted and expected to need further analysis to increase the probability for
their success.
8.2 Recommendations to the company
The study identified multiple sources of problems and potential improvements to the
qualification process. These problems were thereafter prioritized based on various criteria,
and many of these problems have therefore been disregarded. The excluded problems still
exists, but they are expected to be less critical than the selected problems in the study. It is
recommended to keep those omitted problems in mind for future consideration, but the
primarily focus should be on the suggested solutions to the selected root-causes. The
generated solutions have however no particular order for which solution to implement first.
Additionally, the implementation strategy for many of the solutions need deeper assessment
80
to cope with ongoing projects in the qualification process and other issues which could affect
the success of the suggested solutions. Each suggestion and the expected benefit of these are
described in detail in section 6.5, but the summary of the recommended actions are:
• Create a common definition of the overall process aim
• Visualize the process in an updated process map and define the stakeholders’ role
in the process
• Assign a general project manager for the entire process in the process validation
life cycle
• Introduce shared funding for “Process design” and for “Process qualification”
• Do a stakeholder analysis in each project to identify and understand all
stakeholders’ perspective
• Involve key-stakeholders earlier in the process by either recurrent information
meetings regarding all ongoing projects or inviting these stakeholders to meetings
in the initiation phase of specific qualifications
• Create a framework-agreement with the external test company and also include
costs for changing test parameters during ongoing tests
• Revise and establish the checklists for the process activities by executing a
workshop for the involved engineers at M&P
• Invite key-stakeholders to a workshop to standardize points of contact in various
phases of the qualification process
• Receive all qualification demands in a shared mailbox, available for all workers at
M&P
• Standardize the information in the test reports
• Collect, digitalize, and store previous test reports in a shared database
• Introduce mentorship
• Introduce continuous sessions where senior professionals share their experiences
with newcomers
• Allocate time to document the learnings of each closed project
• Define metrics based on current performance of the qualification process
81
8.3 Future work
Several areas for future work have emerged during this study. This study has merely identified
sources of problems and suggested solutions for some of these. Therefore, the next step should
be to implement these solutions and thereby verify the effectiveness of these. However, the
solutions need an implementation strategy for how and when the solutions should be
implemented. Moreover, even though the theory speaks for the success of these solutions, the
process improvement impact of them cannot be verified until they have been implemented in
the process.
This study followed the five-step action list for process improvements suggested by Ornat and
Moorefield (2018), but did not complete the fifth step of the action list. A future step for M&P
is therefore to create a new and updated “Should Be” map in collaboration with all engineers
at M&P. The involvement of the professionals is crucial and expected to increase their
motivation for the new directives. Additionally, it is important to continuously monitor the
process to ensure that it keeps the same level of quality through time.
This study did not seek to solve all the identified problems related to the laboratorial
qualifications. The other identified main problems, not addressed in this study, could
therefore be future problems to focus on. Additionally, the root-causes of the selected main
problems, placed in “Possible” or “Challenge” in the PICK chart could be interesting to
consider.
Additional research of other complex processes in other industries would be needed to verify
the success of the process improvement approach used in this study. As previously mentioned,
the healthcare and life science industry is an example of a highly regulated industry with great
demands on product safety. That industry is therefore suggested as an interesting future
research target.
82
References
Andersen, B. & Fagerhaug, T. (2000). Root cause analysis: Simplified tools and techniques.
Milwaukee. ASQ Quality Press.
Bailey, B. D. & Lee, J. (2016). Decide and conquer a Pugh matrix can help teams appraise
situations, evaluate choices. Quality Progress. 49(4), pp. 30-37.
Bergman, B. & Klefsjö, B. (2010). Quality - From customer needs to customer satisfaction.
3rd edition. Studentlitteratur AB. Lund.
Bhat, K. S. (2009). Total Quality Management, Global Media, 2009. ProQuest Ebook Central.
Björklund, M. & Paulsson, U. (2014). Academic papers and theses: To write and present and
to act as an opponent. 1st ed. Lund: Studentlitteratur AB.
Boutros, T. & Purdie, T. (2014). Process Improvement Handbook: A Blueprint for Managing
Change and Increasing Organizational Performance. New York: McGraw-Hill Professional.
Bowles, D. E. & Gardiner, L. R. (2018). Supporting process improvements with process
mapping and system dynamics. International Journal of Productivity and Performance
Management. 67(8) pp. 1255-1270.
Brassard, M. (1996). The memory jogger plus+: featuring the seven management and
planning tools. Salem, N.H.: GOAL/QPC.
Brice, C. A. (2011). Unintended Consequences: How Qualification Constrains Innovation. In
Proceedings of the 1st World Congress on Integrated Computational Materials Engineering
(ICME) (eds J. Allison, P. Collins and G. Spanos).
Brook, Q. (2017). Lean Six Sigma and Minitab. 5th edition. OPEX Resources.
Bryman, A. (2012). Social research methods. 4th edition. New York: Oxford University Press.
Canales, R. (2014). Weaving Straw into Gold: Managing Organizational Tensions Between
Standardization and Flexibility in Microfinance. Organization Science. 25(1), pp. 1-28.
83
CEN. (2018). Quality Management Systems – Requirements for Aviation, Space and Defence
Organizations. 3rd edition. European Committee for Standardization.
Cole, B. (2011). Lean-Six Sigma for the Public Sector: Leveraging Continuous Process
Improvement to Build Better Governments. ASQ Quality Press.
Damij, N. & Damij, T. (2013). Process management: a multi-disciplinary guide to theory,
modeling, and methodology. Progress in IS, Berlin: Springer, 2013.
Deming W. E. (1994). The new economics for industry, government, education. 2nd Edition.
MIT, Center for Advanced Educational Services, Cambridge, Massachusetts.
Denscombe, M. (2010). The Good Research Guide: for small-scale social research projects.
4th edition. Maidenhead: Open University Press.
Doggett M. A. (2005). Root cause analysis: A framework for tool selection. Quality
management journal. 12(4), pp. 34-35.
Dolan, T. (2003). Best practices in process improvements. Quality Progress. 36(8), pp. 23-28.
ECSS. (2019). European Cooperation for Space Standardization. Available at:
https://ecss.nl/. [Accessed on 2019-02-19].
Enrici Vaion, R., Medda, M., Mancaleoni, A., Mura, G., Pintus, A. & De Tomasi, M. (2017).
Qualification extension of automotive smart power and digital ICs to harsh aerospace mission
profiles: Gaps and opportunities. Microelectronics Reliability, Volumes 76–77, pp. 438-443.
Fin, J., Vidor, G., Cecconello, I. & Machado, V. (2017). Improvement based on standardized
work: an implementation case study. Brazilian Journal of Operations & Production
Management. 14(3), pp. 388-395.
Frazier, W.E., Polakovics, D. & Koegel, W. (2001). Qualifying of metallic materials and
structures for aerospace applications. Journal of the Minerals, Metals & Materials Society
(TMS). 53(3), pp 16-18.
Gray, D. E. (2014). Doing research in the real world. Third Edition. SAGE publications Ltd.
84
Heylighen, F. (1992). Evolution, Selfishness and Cooperation. Journal of Ideas. 2(4), pp. 70-76.
Holweg, M., Staats, B. & Upton, D. M. (2018). Making Process Improvements Stick. Harvard
Business Review. 96(6), pp. 16-19.
ISO. (2015). Quality management systems – Requirements (ISO 9001:2015). 4th edition.
Swedish standard institute.
Jacka, J. M. & Keller, P. J. (2002). Business Process Mapping: Improving Customer
Satisfaction. New York: Wiley, 2002.
Jesson, J., Matheson, L. & Lacey, F. (2011). Doing Your Literature Review: Traditional and
Systematic Techniques. London. SAGE Publications.
Johansson, P. E. C., Lezama, T., Malmsköld, L., Sjögren, B. & Ahlström, L. M. (2013). Current
State of Standardized Work in Automotive Industry in Sweden. Procedia CIRP. Volume 7,
2013, pp. 151-156.
Kmetz, J. L. (2012). Mapping Workflows and Managing Knowledge: Capturing Formal and
Tacit Knowledge to Improve Performance. ProQuest Ebook Central.
Lantz, A., Hansen, N. & Antoni, C. (2015). Participative work design in lean production: A
strategy for dissolving the paradox between standardized work and team proactivity by
stimulating team learning?. Journal of Workplace Learning. 27(1), pp. 19-33.
Lee, H. S. & No, K. (2016). Materials and manufacturing technology for aerospace application.
Key Engineering Materials. Vol. 707, pp. 148-153. Trans Tech Publications.
Liker, J. K. & Franz J. K. (2011). The Toyota Way to Continuous Improvement: Linking
Strategy and Operational Excellence to Achieve Superior Performance. The McGraw-Hill
Companies, Inc.
Liker, J. K. & Meier, D. (2006). The Toyota Way Fieldbook: A practical guide for
implementing Toyota’s 4Ps. The McGraw-Hill Companies, Inc.
Mauch, P. D. (2009). Quality management: Theory and application. CRC Press.
85
Merriam, S. B. (2016). Qualitative Research - A guide to design and Implementation. 3rd
edition. San Francisco: Jossey-Bass.
Montgomery D. C. (2013). Statistical quality control - A modern introduction. 7th edition.
John Wiley and Sons Singapore.
Ornat, N. & Moorefield, R. (2018). Process mapping as an academic library tool: Five steps to
improve your workflow. College and Research Libraries News. 79(6), pp. 302–305.
Patchong, A. (2014). Implementing standardized work process improvement. Boca Raton,
FL : CRC Press, 2014.
Portolés, L., Jordá, O., Jordá, L., Uriondo, A., Esperon-Miguez, M. & Perinpanayagam, S.
(2016). A qualification procedure to manufacture and repair aerospace parts with electron
beam melting. Journal of Manufacturing Systems. Volume 41, pp. 65–75.
Process improvements [Electronic resource]. (2002). Human Resource Development Press.
Pyzdek, T. & Keller, P. (2018). Six Sigma Handbook, 5th Edition. McGraw-Hill Professional.
Schlickman, J. J. (2003). ISO 9001: 2000 Quality Management System Design. Boston:
Artech House.
Seifi, M., Salem, A., Beuth, J., Harrysson, O. & Lewandowski, J. J. (2016). Overview of
Materials Qualification Needs for Metal Additive Manufacturing. Journal of the Minerals,
Metals & Materials Society (TMS). March 2016, 68(3), pp 747-764.
Siha, S. M. & Saad, G. H. (2008). Business process improvement: empirical assessment and
extensions. Business Process Management Journal. 14(6), pp. 778-802.
Silverman, D. (2013). Doing qualitative research. 4th edition. Los Angeles: SAGE
Publications.
Sreedharan, R. V., Sunder, V. M., Raju R. (2018). Critical success factors of TQM, Six Sigma,
Lean and Lean Six Sigma: A literature review and key findings, Benchmarking: An
International Journal. 25(9), pp. 3479-3504.
86
Swedish Armed Forces. (2016). Rules of Military Aviation - Operators and Providers Part 5
– Design, Certification and Production. Available at:
https://www.forsvarsmakten.se/siteassets/4-om-myndigheten/dokumentfiler/regler-for-
militar-luftfart/05-rml-v/rml-v-5-utgava-5-2016-10-21.pdf. [Accessed on: 2019-03-04].
Swedish Armed Forces. (2019). Rules for military aviation. Available at:
https://www.forsvarsmakten.se/en/about/documents2/rules-for-military-aviation/.
[Accessed on: 2019-03-04].
Voss, C., Tsikriktsis, N. & Frohlich, M. (2002). Case research in operations management.
International Journal of Operations & Production Management. 22(2), pp. 195-219.
West, M.A. (2002). Sparkling fountains or stagnant ponds: an integrative model of creativity
and innovation implementation in work groups. Applied Psychology: An international
Review. 51(3), pp. 355-387.
Williamson, K. (2002). Research Methods for Students, Academics and Professionals:
Information Management and Systems. 2nd edition. Elsevier Science & Technology, Witney.
Yildirim, U. & Abanteriba, S. (2012). Manufacture, Qualification and Approval of New
Aviation Turbine Fuels and Additives. Procedia Engineering. Volume 49, pp. 310–315.
Yilmaz, K. (2013). Comparison of Quantitative and Qualitative Research Traditions:
epistemological, theoretical, and methodological differences. European Journal of Education.
48(2), pp. 311-325.
Yin, R. K. (2014). Case study research - Design and methods. 5th edition: Los Angeles. SAGE
Publications.
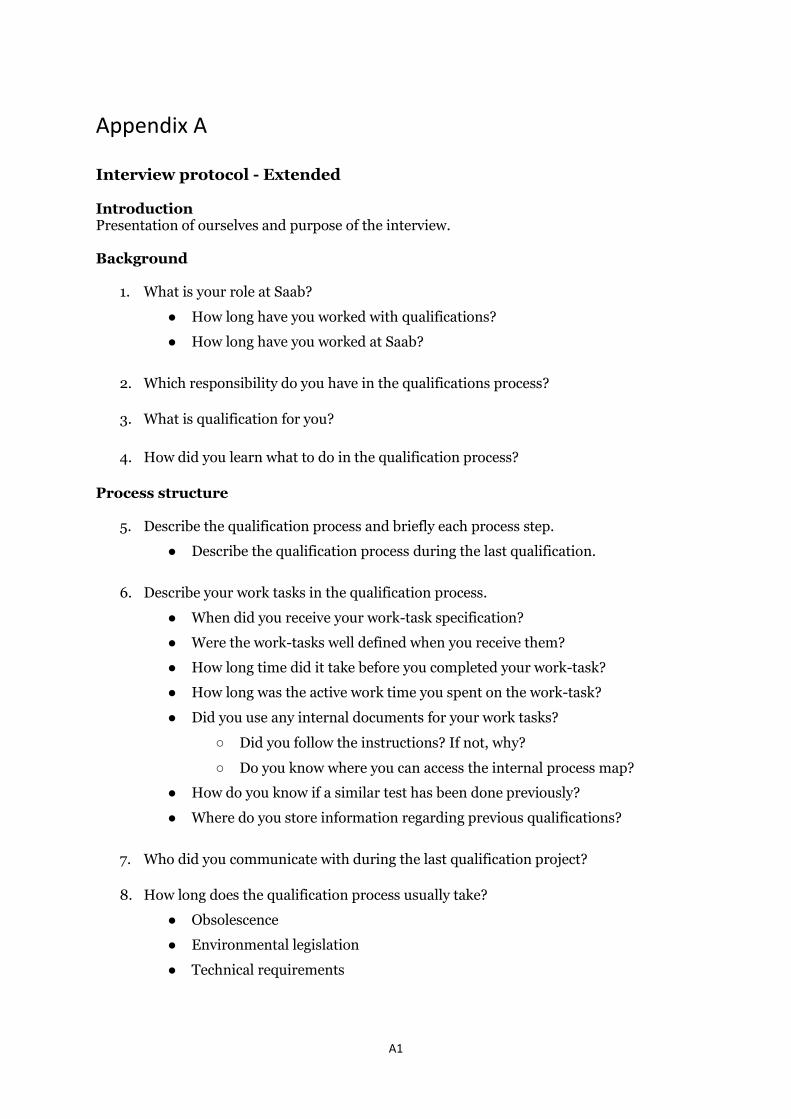
A1
Appendix A Interview protocol - Extended Introduction Presentation of ourselves and purpose of the interview. Background
1. What is your role at Saab?
● How long have you worked with qualifications?
● How long have you worked at Saab?
2. Which responsibility do you have in the qualifications process?
3. What is qualification for you?
4. How did you learn what to do in the qualification process?
Process structure
5. Describe the qualification process and briefly each process step.
● Describe the qualification process during the last qualification.
6. Describe your work tasks in the qualification process.
● When did you receive your work-task specification?
● Were the work-tasks well defined when you receive them?
● How long time did it take before you completed your work-task?
● How long was the active work time you spent on the work-task?
● Did you use any internal documents for your work tasks?
○ Did you follow the instructions? If not, why?
○ Do you know where you can access the internal process map?
● How do you know if a similar test has been done previously?
● Where do you store information regarding previous qualifications?
7. Who did you communicate with during the last qualification project?
8. How long does the qualification process usually take?
● Obsolescence
● Environmental legislation
● Technical requirements
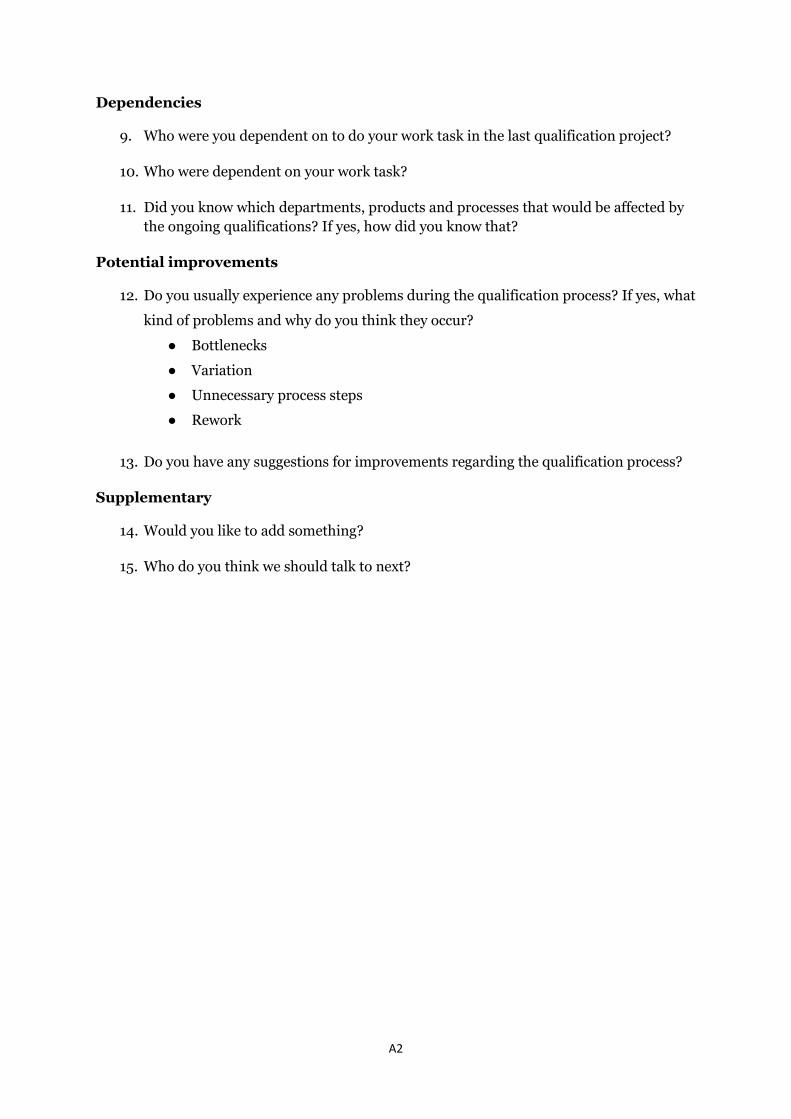
A2
Dependencies
9. Who were you dependent on to do your work task in the last qualification project?
10. Who were dependent on your work task?
11. Did you know which departments, products and processes that would be affected by
the ongoing qualifications? If yes, how did you know that?
Potential improvements
12. Do you usually experience any problems during the qualification process? If yes, what
kind of problems and why do you think they occur?
● Bottlenecks
● Variation
● Unnecessary process steps
● Rework
13. Do you have any suggestions for improvements regarding the qualification process?
Supplementary
14. Would you like to add something?
15. Who do you think we should talk to next?
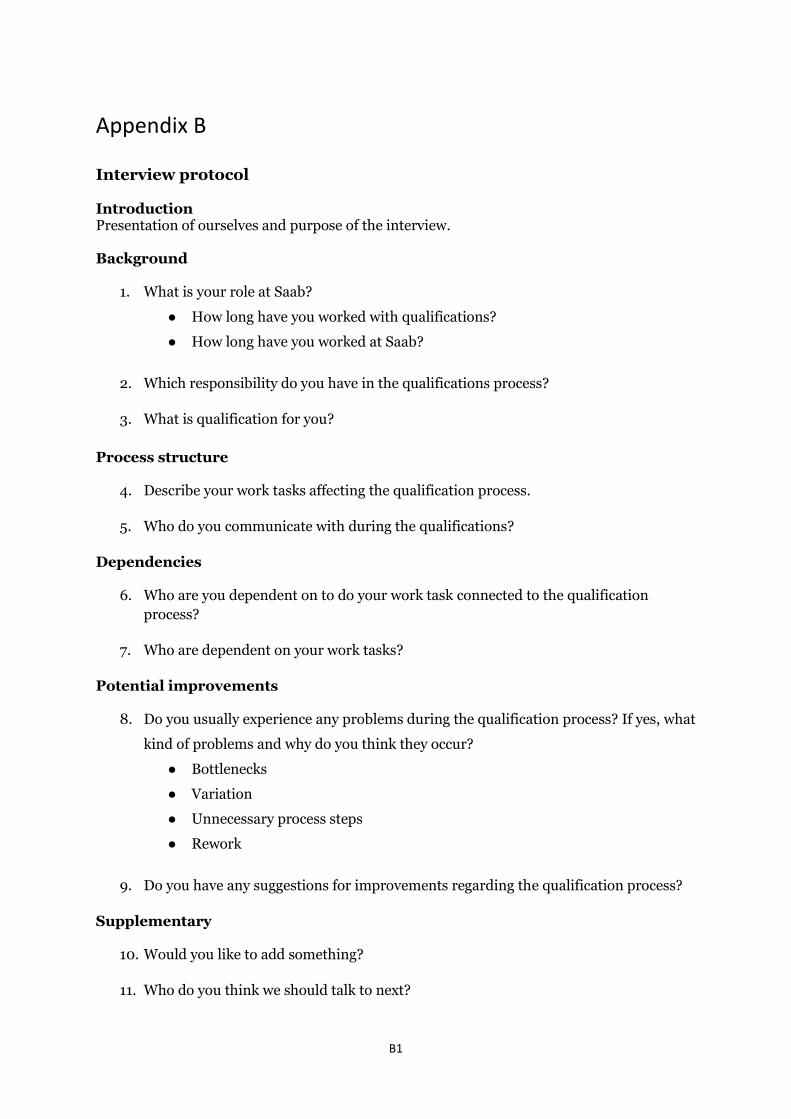
B1
Appendix B Interview protocol Introduction Presentation of ourselves and purpose of the interview. Background
1. What is your role at Saab?
● How long have you worked with qualifications?
● How long have you worked at Saab?
2. Which responsibility do you have in the qualifications process?
3. What is qualification for you?
Process structure
4. Describe your work tasks affecting the qualification process.
5. Who do you communicate with during the qualifications?
Dependencies
6. Who are you dependent on to do your work task connected to the qualification
process?
7. Who are dependent on your work tasks?
Potential improvements
8. Do you usually experience any problems during the qualification process? If yes, what
kind of problems and why do you think they occur?
● Bottlenecks
● Variation
● Unnecessary process steps
● Rework
9. Do you have any suggestions for improvements regarding the qualification process?
Supplementary
10. Would you like to add something?
11. Who do you think we should talk to next?





























