Embed Size (px)
Citation preview

Microelectronics Reliability 51 (2011) 2290–2297
Contents lists available at ScienceDirect
Microelectronics Reliability
journal homepage: www.elsevier .com/locate /microrel
Influence of crystallographic orientation of Sn–Ag–Cu on electromigrationin flip-chip joint
Kiju Lee a,⇑, Keun-Soo Kim b, Yutaka Tsukada c, Katsuaki Suganuma c, Kimihiro Yamanaka d, Soichi Kuritani e,Minoru Ueshima f
a Graduate School of Engineering, Osaka University, Mihogaoka 8-1, Ibaraki, Osaka 567-0047, Japanb Fusion Technology Lab., Hoseo University, Asan 336-795, Republic of Koreac Institute of Science and Industrial Research, Osaka University, Mihogaoka 8-1, Ibaraki, Osaka 567-0047, Japand KYOCERA SLC Technologies Corporation, Advanced Packaging Laboratory, Ichimiyake 656, Yasu, Shiga 520-2362, Japane ESPEC.CORP, Electronic Device System Sales Engineering Department, Tehjinbasi 3-5-6, Kita Ward, Osaka 530-8550, Japanf Senju Metal Industry Co., Ltd., Adachi Ward 23, Senjuhasidocho, Tokyo 270-0021, Japan
a r t i c l e i n f o
Article history:Received 12 January 2011Received in revised form 11 May 2011Accepted 11 May 2011Available online 2 June 2011
0026-2714/$ - see front matter � 2011 Elsevier Ltd. Adoi:10.1016/j.microrel.2011.05.003
⇑ Corresponding author. Tel.: +81 6 6879 8521.E-mail address: [email protected] (K.
a b s t r a c t
The influence of the crystallographic orientation of Sn–3.0 wt%Ag–0.5 wt%Cu flip-chip joints and underfillon electromigration was investigated. The current density applied in our tests was 15 kA/cm2 at 160 �C.Various times to failure of the test samples show a clear dependence of the electromigration behavior onthe Sn grain orientations. Different microstructural evolutions were observed in all solder bumps in cor-relation with the crystallographic orientations of the Sn grains after an electromigration test. The primaryfailure of the solder joints was caused by dissolution of the Cu electrode at the cathode interface. Rapiddissolution of the Cu electrode occurred when the c-axis of the Sn grains was parallel to the direction ofelectron flow. On the other hand, slight dissolution of the Cu electrode was observed when the c-axis ofthe Sn grains was perpendicular to the direction of electron flow. Some grain boundaries interrupt themigration of Cu and the trapped Cu atoms form new grains of intermetallic compounds at the grainboundaries. In addition, underfill inhibits serious deformation of solder bumps during current stressing.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction
The recent trend of miniaturization and the necessity of high-performance electronic devices have demanded electronic packag-ing with small feature size, better performance, and a higher input/output interconnection density. Flip-chip packages are a promisingsolution for these demands and have been proven to provide goodelectrical and thermal performance [1,2]. However, the trend to-ward package miniaturization means that the current density ofindividual solder bumps will rapidly increase with decreasing ofsolder joint interface [3]. In addition, differences between the elec-trical resistance and the feature size of a solder bump and an adja-cent trace can cause drastic increase in the current density; thisleads to serious electromigration (EM) damage in the joint inter-face between the metal trace and the solder bump owing to thecurrent crowding effect [4]. The actual current density throughthe solder joint will approach almost 104 A/cm2 or more with de-crease in the bump size. In addition, the temperature of these sol-der bumps often reaches 100 �C or more because of Joule heating
ll rights reserved.
Lee).
during device operation. Diffusion of atoms can easily occur undersuch high-current density and high-temperature conditions.Hence, EM poses a serious reliability issue for the applications ofhigh-performance electronic devices [3–6].
EM is diffusion-controlled mass transportation driven by direc-tional electron flow. Typical failures induced by EM in flip-chipsolder joints are under-bump metallization (UBM) consumption[4,7–10] and formation of voids and propagation of cracks at thesolder/intermetallic compounds (IMCs) interfaces [11,12]. Mostresearchers report that dissolution of UBMs at the cathode inter-face leads to rapid failure of solder bumps under high currentstressing [4,13]. However, during EM tests, the damage process oc-curred much faster in some joints than that in neighboring jointsand all individual bumps showed different microstructuralchanges and different times to failure, although the bumps weretested under the same experimental conditions. Black’s equationand Weibull analysis have been adopted to predict the EM lifetime;however, the predicted EM lifetimes do not match well with themeasured ones [5]. Various possible reasons such as stress gradi-ent, thermomigration, and different current directions have beenreported for this abnormal behavior [3]. However, the cause re-mains unclear and further investigations are necessary to clarifythe abnormal behavior of individual solder joints.

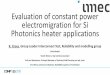
Fig. 1. Schematic of the test vehicle and an optical microscope image of theunderfill.
K. Lee et al. / Microelectronics Reliability 51 (2011) 2290–2297 2291
At present, most lead-free solder alloys are mainly based on Sn,which has highly anisotropic characteristics [14–17]. The aniso-tropic behavior of Sn resulting from its crystallographic orientationhas been previously reported [18,19]. In particular, the interstitialdiffusion of noble and near-noble atoms along the c-axis of Sngrains is much faster than that along the a-axis. For example, thediffusion coefficient of Cu atoms, which are mostly used as aUBM layer, along the c-axis of the Sn grains is about 500 and 40times faster than that along the a-axis at room temperature and160 �C, respectively [15]. In addition, Sn–Ag–Cu (SAC) solderbumps, which are commonly used in flip-chip solder joints owingto their good thermal and mechanical properties [20], often solidifyinto a few large Sn grains, with sizes of approximately 100–600 lm, after the reflow process [21,22]. These anisotropic charac-teristics of Sn could seriously effect the reliability of Sn-rich solderjoints. Lu. et al. reported a strong correlation between the crystal-lographic orientation of the Sn grains and the electromigrationdegradation mechanism in Sn–Ag and Sn–Cu solder joints [13]. Inour previous studies [23–25], we observed these anisotropic char-acteristics in Sn–Ag–Cu solder ball joints during current stressing.However, only a few samples were investigated and the failuremechanism has not been clarified yet. Thus, to enhance the reli-ability of Pb-free solder joints, a systematic investigation on therelation between the crystallographic orientation of Sn and thedegradation mechanism during EM is needed.
Another factor that has an important effect on EM reliability isthe presence of underfill [26–28]. Underfill has been widely used inflip-chip packaging to protect the interconnections from environ-mental hazards and to provide good adhesion between a chipand a substrate. Indeed, flip-chip packages with underfill have bet-ter reliability properties than those without underfill. In a previousstudy, the EM behavior of Cu/Sn–3.0 wt%Ag–0.5 wt%Cu/Cu (SAC)solder flip-chip solder joints without underfill was clarified [25].The rapid electrical failure and the times to failure of the test sam-ples observed within 100 h were dependent on the c-axis directionof the Sn grains. However, severe deformation of the solder bumpswas observed; this could lead to reorientation and rotation of Sngrains [29,30]. Thus, minimizing the bump deformation is veryimportant for clarifying the effect of the crystallographic orienta-tion of the Sn grains. Therefore, in this study, the anisotropic deg-radation mechanism in a SAC solder joint and the effect of underfillon a solder joint during EM were investigated.
2. Experiment
Fig. 1 shows a schematic of the test sample and a cross-sectionalimage after encapsulating the sample with underfill. The size of thedummy chip component was 5 mm � 5 mm � 0.8 mm and that ofthe substrate was 35 mm � 35 mm � 0.8 mm. The dummy chipcomponent and the substrate were fabricated from the sameprinted circuit board (PCB, FR4) to minimize the stress caused bythermal expansion coefficients mismatch between the chip andthe substrate [31,32]. The diameter of the Cu electrode was300 lm with a thickness of 18 lm, the width of the Cu line onthe substrate and the chip was 200 lm, and the contact area was120 lm in diameter. The chip and the substrate were jointed using40 solder bumps, but current was applied only to the four solderjoints at the corners of the dummy chip on the daisy chain. Thepath of electron flow was from the right bottom corner bump(bump D) to the left bottom corner bump (bump A) through theupper right corner bump (bump C) and the upper left corner bump(bump B), as shown by the dashed line. Sn–3.0 wt%Ag–0.5 wt%Cu(Senju Metal Industry Co.) solder balls having a diameter of130 lm were used and the peak reflow temperature was 250 �C.After the reflow process, the height of the solder bumps was
approximately 80 lm. All test samples were underfilled to mini-mize deformation of the solder bumps [27] and rotation of theSn grains [29,30] during the EM test.
A direct current of 1.69 A was applied and the current density,found by dividing the applied current by the area of the solder jointinterface, was 15 kA/cm2. In situ observations of the total resis-tance change were conducted to evaluate the times to failure ofthe test samples [33]. All tests were performed at 160 �C. To ob-serve the microstructural changes, the four bumps that were sub-jected to current stressing in each test sample were cross-sectioned and polished by an argon ion beam using a cross-sectionpolisher (SM-09010, JEOL). Backscattered scanning electronmicroscopy (BS-SEM, JEOL-5510S, JEOL), an electron backscattereddiffraction system (TSL crystallography, EDAX), and an electronprobe micro analyzer (EPMA, XM-Z70391, JEOL) were used toexamine the microstructural changes and the crystallographicorientation.

Fig. 3. BS-SEM images of solder bumps before the EM test with and withoutunderfill.
2292 K. Lee et al. / Microelectronics Reliability 51 (2011) 2290–2297
3. Results and discussion
3.1. Electrical resistance changes
Changes in electrical resistance of the test samples during theEM test are shown in Fig. 2. The unique numbers of the test sam-ples are marked in each graph. For comparison, electrical resis-tance changes of samples without underfill are also cited fromour previous studies [25]. During initial current stressing, the elec-trical resistance of all test samples slowly decreased for a veryshort time period because of reduction in the contact resistanceof the entire test circuit [11], and then increased until electricalfailure occurred. The first electrical failure was observed in testsample 5 with rapid increase in electrical resistance, which gradu-ally increased from 0.113 X (0%) at zero time to 0.115 X (5%) at95 h. Subsequently, the electrical resistance sharply increased toapproximately 0.144 X (20%) at 98 h. Shrinkage of the solder jointarea due to formation of voids and propagation of cracks inducedgradual increase in the electrical resistance during current stress-ing [31]. Abrupt increase in electrical resistance after 95 h is re-garded as an open-circuit and corresponds to the EM failure oftest sample 5. In the case of test sample 2, abrupt increase in thetotal resistance was observed after 270 h and electrical failure oc-curred at around 300 h. However, in the case of test sample 4, elec-trical resistance did not change much compared to the other testsamples and an open-circuit did not occur until 400 h.
These results indicate that all test samples show identical pat-terns of electrical resistance changes, but different times to failure.The underfilled test sample 5 shows an extremely rapid failuretime; however, the failure times of the other four samples are atleast two times longer than that of the samples without underfill,and they clearly have different times to failure even under thesame experimental conditions. The multiple failure time distribu-tion seems to have been caused by the different crystallographicorientations of the Sn grains in the solder bumps [13,24,25]. Noobvious difference between the samples with underfill and thosewithout underfill was observed because the number of test sam-ples was small. To clarify the distribution of failure time, micro-structural changes in all solder bumps in test samples 5, 2, and 4were observed and compared.
3.2. Microstructural changes and crystallographic orientation of Sn
The microstructures of the solder bumps before the EM testwith and without underfill are shown in Fig. 3. In both the bumps,a scallop-type Cu6Sn5 IMC was formed after reflow at the Cu elec-
Fig. 2. In situ observations of changes in the total electrical resistance during theEM test.
trode/solder interface. The thicknesses of the IMC were approxi-mately 3.0 lm and 2.6 lm on each substrate side and chip side,respectively, and they are not related to underfill. However, a slightdeformation was observed in the bump without underfill, whereasthe bump with underfill showed a good shape. It is possible thatthe deformation occurred during the grinding and polishing pro-cess; however, we know that the bump with the underfill can bedeformed more easily compared with that without the underfill.
Fig. 4 shows the microstructural changes in bumps 5A–5D intest sample 5, which failed at the initial stage of the EM test(98 h). Two types of Cu–Sn IMCs were formed at the joint interfaceand the Cu electrode/solder side and were ascertained to be Cu3Snand Cu6Sn5, respectively, by EPMA analysis. The arrows on theright side of each image indicate the electron flow direction. Inbump 5A, no significant microstructural changes such as dissolu-tion of the Cu electrode and growth of the Cu–Sn IMC at the anodeinterface were observed. The thicknesses of the Cu–Sn IMC on thecathode and anode sides were 3.6 lm and 8.0 lm, respectively.During the EM test, the growth rate of the Cu–Sn IMC on the anodeside was faster than that on the cathode side because the Cu atomsmigrate from the cathode side to the anode side through electronflow. In bump 5C, partial dissolution of the Cu electrode was ob-served at the center of the cathode side. Furthermore, althoughthe Cu atoms migrated to the anode side, a Cu–Sn IMC was formedon the left side of the cathode interface. Extensive Cu dissolutionon the cathode side and the formation of large amounts of Cu6Sn5
on the anode side can be observed in bumps 5B and 5D. In testsample 5, electrical failure (open-circuit) occurred on the left and

Fig. 4. Microstructural changes in solder bumps after EM test for 98 h (test sample 5).
K. Lee et al. / Microelectronics Reliability 51 (2011) 2290–2297 2293
right corner of the cathode side in bump 5D, and Cu was com-pletely diminished at the cathode interface.
Microstructural changes in the bumps in test sample 2, in whichfailure occurred after 300 h, are shown in Fig. 5. Electrical failureoccurred in bump 2C because of the dissolution of the Cu electrodeon the cathode side, similar to that in bump 5D in test sample 5.(Fig. 4) In bump 2B, extensive dissolution of the Cu electrode canbe observed on the cathode side; however, electrical failure hasnot occurred yet. Bumps 2A and 2D show slight microstructuralchanges compared with bumps 2B and 2C. The thicknesses of theCu–Sn IMCs on the anode side of bumps 2A and 2D were14.6 lm and 13.7 lm, respectively, and were greater than that of
Fig. 5. Microstructural changes in solder bump
bump 5A because of the longer test time. Without current stressing[23], the average thickness of the Cu–Sn IMC was about 5.5 lm at160 �C for 300 h, although the Sn grains have a different crystallo-graphic orientation in the two bumps. In addition, dissolution of Cuwas not observed. Fig. 6 shows the microstructural changes in thebumps in test sample 4, in which electrical resistance changeswere low until 400 h compared with those in the other test sam-ples. Cu dissolution was observed on the cathode side of bumps4A, 4B, and 4C; however, electrical failure did not occur. We foundthat the massive formation of IMCs in bumps 4A and 4B scarcelyaffects the change in the total resistance and the formation of voids[34]. In bump 4D, slight microstructural changes were observed,
s after EM test for 300 h (test sample 2).

Fig. 6. Microstructural changes in solder bumps after EM test for 400 h (test sample 4).
Fig. 7. Sn inverse pole figure orientation maps of the bumps in test samples: (a–d) test sample 5; (e–h) test sample 2; (i–l) test sample 4.
2294 K. Lee et al. / Microelectronics Reliability 51 (2011) 2290–2297
and although bump 4D in test sample 4 was tested for 400 h, Cudissolution found on the cathode side was low compared with thatfor the other bumps.
Fig. 7 shows the Sn inverse pole figure orientation image maps(OIM) of all bumps in test samples 5, 2, and 4. The arrows on theleft side of each map indicate the electron flow, and the Sn unitcells at the location of each grain show the crystallographic orien-tation of the Sn grains. The c-axis of each Sn unit cell is indicatedby an arrow. Cu–Sn IMCs are encompassed by dotted lines to pre-vent confusing them with the Sn grains. In Fig. 7d, bump 5D, inwhich extensive Cu dissolution was observed, consists of two Sngrains; and the c-axis of the Sn grain, which is located at the cath-
ode interface, is almost parallel with the electron flow direction.The angle between the c-axis and the electron flow direction isonly 3.5� in the clockwise direction and is the smallest angleamong the angles for all bumps. The c-axis of bump 5B (Fig. 6b),which exhibited severe Cu dissolution on the cathode interface,was almost parallel to the electron flow direction. In this case,the open structure of Sn along the c-axis facilitates faster intersti-tial diffusion of Cu atoms than that along the other two axes. Thus,the rapid interstitial diffusion of Cu through a Sn matrix causes ra-pid Cu dissolution on the cathode side, which leads to rapid elec-trical failure.

K. Lee et al. / Microelectronics Reliability 51 (2011) 2290–2297 2295
On the other hand, bump 4D (Fig. 7l), which exhibits slightmicrostructural changes in the solder joint, shows a differentcrystallographic orientation of the Sn grains compared with thatfor bump 5D. Bump 4D is primarily composed of two large Sngrains and the c-axis angles of each grain are 82.5� (left grain)and 87.4� (right grain) in the counterclockwise direction, i.e.,along the electron flow. These angles indicate that the c-axiswas almost perpendicular to the electron flow direction. Thus,slight migration of Cu atoms on the cathode side occurred be-cause of the slower Cu diffusion rate along the a and b axescompared with that along the c-axis; this leads to slight micro-structural changes during EM. In addition, a slower dissolutionrate of Cu was observed in the other bumps, namely, 5A(Fig. 7a), 2A (Fig. 7e), and 2D (Fig. 7h), which have a similar Sncrystallographic orientation.
Another important finding was observed in bump 5C (Figs. 4and 7c) and is already mentioned in Section 3.2. Bump 5C iscomposed of smaller Sn grains with a different crystallographicorientation compared with the other bumps. The dissolution ofthe Cu electrode on the cathode side is generally attributed tothe current crowding effect in the flip-chip solder joints becausethe current density in the current crowding area is about 10times higher than the average current density [4,35]. These cur-rent crowding areas are the corners of the solder joint interfaces,where the electrons flow in and out [31]. Thus, Cu dissolutionmight originate in the current crowding area. However, dissolu-tion of the Cu atoms mainly occurred in the Sn grain havingthe smallest angle with the electron flow direction near the cath-ode interface. This is because Cu atoms have a very rapid inter-stitial diffusion rate in the orthogonal plane along the c-axis ofthe Sn grains [14,15]. In addition, the diffusivity of the Cu atomsis about 9.6 � 10�6 cm2/s, which is about 40 times faster thanthat along the a-axis of the Sn grains at 160 �C [15]. Therefore,the Cu dissolution rate depends on the axial direction of the Sngrains rather than the current crowding area. Electromigrationof Cu atoms primarily occurs by lattice diffusion because thetemperature of EM in the solder is relatively high with respectto the solder’s melting point [36]. Some grain boundaries canlimit the interstitial diffusion of Cu atoms during EM. Hence,Cu atoms dissolved out from the Cu–Sn IMCs laterally migratealong the grain boundaries and react with Sn at the interfacesof the other IMCs and grow along the Sn grain boundary (seebump 4A in Fig. 6). However, when the grain boundaries areperpendicular to the electron flow, the Cu atoms are trapped inthe grain boundaries, and they form new grains of IMC at theaccumulation spot in the grain boundary (see bump 5C inFig. 4 and bump 2C in Fig. 5).
Fig. 8. Cu atomic concentration in the solder matrix after EM for 98 h.
3.3. Effects of the underfill
The microstructural analysis of the solder joints after the EMtest revealed that electrical failure of the test samples occurred be-cause of the rapid and massive Cu dissolution on the cathode side[25], similar to that in the samples without underfill. However, noserious deformation of the solder bumps after current stressingwas observed because the test samples were filled with the under-fill [27]. During current stressing, grain growth and rotation of theSn grains occurred to reduce the surface energy of the grain bound-ary [22] and the electrical resistance [37]. This means that thegrain boundary which suppresses the rapid interstitial diffusionof the Cu atoms are weakened. As a result, deformation acceleratesCu migration and induces rapid electrical failure. However, all suchdeformations were only found on the free surfaces such as the sol-der strip model [29,30] and the cross-section solder bumps [38].Accordingly, filling underfill between a chip and a substrate could
prevent the deformation of bumps during current stressing andmight help improving EM reliability.
3.4. Schematic of electrical failure during EM with respect to thecrystallographic orientation of the Sn grains
Fig. 8 shows the results of an average quantitative analysis of theCu atoms at five different positions near the cathode, center, and an-ode areas of the solder bumps in sample 5. The analysis points areshown in the BS-SEM images. Generally, in a solder bump, Cu atomsmigrate from the cathode side to the anode side through the electronflow during EM. The Cu–Sn IMC dissolution at the cathode side ismainly dependent on the solubility of Cu in Sn [39]. Cu atoms diffusefrom the Cu–Sn IMC at the cathode side by electrical and chemicalforces. They immediately migrate to the anode side because the Cuflux caused by EM in the Sn matrix is greater than the Cu dissolutionflux at the cathode interface [9,39,40]. As a result, the concentrationof Cu near the cathode interface in the Sn matrix decreased, and dur-ing EM, the Cu–Sn IMCs dissolved into the Sn matrix until electricalfailure occurred. After the Cu atoms migrated to the anode side, theyaccumulated at the interface and became part of the Cu–Sn IMC.These facts fit well with the results obtained when the c-axis ofthe Sn grains is parallel to electron flow direction. In bumps 5Band 5D, serious dissolution of Cu was observed at the cathode side,and thus, a large Cu–Sn IMC was formed at the anode side. The aver-age Cu concentration in the Sn matrix was 0.16 wt%, 0.20 wt%, and0.37 wt% at the cathode, center, and anode areas, respectively. Whenthe c-axis of the Sn grains was parallel to the electron flow direction,the Cu atoms in the solder migrated at a very rapid rate along theinterstitial site of the Sn grains. In addition, the dissolution rate ofCu at the cathode IMC accelerated because the Cu concentration gra-dient increased. On the other hand, another phenomenon occurredin bumps 5A and 5C. When the c-axis was perpendicular to the elec-tron flow direction, the number of Cu atoms that migrated to the an-ode side was low. The average Cu concentration in the Sn matrix was0.78 wt%, 0.15 wt%, and 0.38 wt% at the cathode, center, and anodeareas, respectively. In this case, the Cu concentration gradient atthe cathode side and the Cu dissolution rate were lower than thatin the previous case.

2296 K. Lee et al. / Microelectronics Reliability 51 (2011) 2290–2297
Fig. 9 shows a schematic of the electrical failure of a solderbump owing to Cu dissolution at the cathode side during currentstressing. The dissolution of Cu atoms in the electrode typically oc-curred at the initial soldering process. The Cu dissolution processceases when the dissolved Cu atoms are saturated in the moltensolder. Subsequently, thermodynamic equilibrium is maintainednear the Cu–Sn IMC/solder interface and the interior of the solderbump, and no Cu dissolution occurs (Fig. 9a). However, as dis-cussed earlier, because the Cu atoms in the Sn migrate from thecathode side to the anode side, Cu solubility near the IMCs/solderinterface decreases during current stressing, and a Cu concentra-
Fig. 9. Schematic of electrical failure in the solder bump during the EM test.
tion gradient appears (Fig. 9b). Then, the Cu atoms in the Cu–SnIMCs will again start dissolving into the solder owing to the Cuconcentration gradient (Fig. 9c). The dissolved Cu atoms from thecathode side immediately migrate to the anode side and the disso-lution of the Cu atoms continues. This continuous Cu migration anddissolution leads to the formation of voids and cracks at the cath-ode interface of the Cu–Sn IMC and solder. Finally, an electrical fail-ure occurs in the bump because of the dissolution of the Cu and thepropagation of cracks at the cathode side (Fig. 9d). Consequently,when the c-axis of the Sn grains is parallel to the electron flowdirection, rapid dissolution of Cu at the cathode interface occursas a larger Cu concentration gradient appears because of the rapidCu flux during EM. However, slower Cu dissolution is observedwhen the c-axis of the Sn grains is perpendicular to the electronflow direction.
4. Conclusion
The anisotropic behavior of Sn grains in SAC solder joints andthe effect of underfill during an EM test were investigated. AnOIM analysis of the damaged solder joints showed that all solderbumps exhibit different microstructural changes with respect tothe crystallographic orientation of the Sn grains. Electrical failuresin the bumps were mainly caused by the dissolution of the Cu elec-trode at the cathode interface regardless of the presence of theunderfill. The different Cu dissolution rates in each solder bumpwere due to the different Cu diffusion rates, which depend onthe Sn axis and result in the EM failure time distribution. RapidCu dissolution at the cathode side was induced by the fast intersti-tial diffusion of Cu along the c-axis, which was parallel to the elec-tron flow, and by the corresponding larger Cu concentrationgradient. On the other hand, lower dissolution of the Cu electrodewas observed when the c-axis of the Sn grains was perpendicularto the electron flow direction. No obvious difference between thesamples with underfill and without underfill was observed; how-ever, underfill had an inhibitory effect on the serious deformationof bumps during the EM test.
Acknowledgment
The authors would like to thank the Comprehensive AnalysisCenter of Osaka University for supporting the EPMA analysis in thisstudy.
References
[1] Ho PS, Wang G, Ding M, Zhao JH, Dai X. Reliability issues for flip-chip packages.Microelectron Reliab 2004;44:719–37.
[2] Kandasamy R, Mujumdar A. Interface thermal characteristics of flip chippackages – a numerical study. Appl Therm Eng 2009;29:822–9.
[3] Tu KN. Recent advances on electromigration in very-large-scale-integration ofinterconnects. J Appl Phys 2003;94:5451–73.
[4] Yeh ECC, Choi WJ, Tu KN, Elenius P, Balkan H. Current-crowding-inducedelectromigration failure in flip chip solder joints. Appl Phys Lett2002;80:580–2.
[5] Chan Y, Yang D. Failure mechanisms of solder interconnects under currentstressing in advanced electronic packages. Prog Mater Sci 2010;55:428–75.
[6] Tu KN, Gusak A, Li M. Physics and materials challenges for lead-free solders. JAppl Phys 2003;93:1335.
[7] Jen M, Liu L, Lai Y. Electromigration on void formation of Sn3Ag1. 5Cu FCBGAsolder joints. Microelectron Reliab 2009;49:734–45.
[8] Nah J, Suh J, Tu K, Yoon S, Rao V, Kripesh V, et al. Electromigration in flip chipsolder joints having a thick Cu column bump and a shallow solderinterconnect. J Appl Phys 2006;100:123513.
[9] Tseng HW, Lu CT, Hsiao YH, Liao PL, Chuang YC, Chung TY, et al.Electromigration-induced failures at Cu/Sn/Cu flip-chip joint interfaces.Microelectron Reliab 2010;50:1159–62.
[10] Nah J, Kim J, Lee H, Paik K. Electromigration in flip chip solder bump of 97Pb–3Sn/37Pb–63Sn combination structure. Acta Mater 2004;52:129–36.
[11] Chang YW, Liang SW, Chen C. Study of void formation due to electromigrationin flip-chip solder joints using Kelvin bump probes. Appl Phys Lett2006;89:032103.

K. Lee et al. / Microelectronics Reliability 51 (2011) 2290–2297 2297
[12] Chiu S, Chen C. Investigation of void nucleation and propagation duringelectromigration of flip-chip solder joints using X-ray microscopy. Appl PhysLett 2006;89:262106.
[13] Lu M, Shih D, Lauro P, Goldsmith C, Henderson D. Effect of Sn grain orientationon electromigration degradation mechanism in high Sn-based Pb-free solders.Appl Phys Lett 2008;92:211909.
[14] Dyson BF. Diffusion of gold and silver in tin single crystals. J Appl Phys1966;37:2375–7.
[15] Dyson BF, Anthony TR, Turnbull D. Interstitial diffusion of copper in tin. J ApplPhys 1967;38:3408.
[16] Huang F, Huntington H. Diffusion of Sb124, Cd109, Sn113, and Zn65 in tin. PhysRev B 1974;9:1479–88.
[17] Yeh D, Huntington H. Extreme fast-diffusion system: nickel in single-crystaltin. Phys Rev Lett 1984;53:1469–72.
[18] Laurila T, Mattila T, Vuorinen V, Karppinen J, Li J, Sippola M, et al. Evolution ofmicrostructure and failure mechanism of lead-free solder interconnections inpower cycling and thermal shock tests. Microelectron Reliab2007;47:1135–44.
[19] Bieler T, Jiang H, Lehman L, Kirkpatrick T, Cotts E, Nandagopal B. Influence ofSn grain size and orientation on the thermomechanical response andreliability of Pb-free solder joints. IEEE Trans Compo Pack Technol2008;31:370–81.
[20] Kim KS, Huh SH, Suganuma K. Effects of intermetallic compounds onproperties of Sn–Ag–Cu lead-free soldered joints. J Alloys Compd2003;352:226–36.
[21] Lehman L, Athavale S, Fullem T, Giamis A, Kinyanjui R, Lowenstein M, et al.Growth of Sn and intermetallic compounds in Sn–Ag–Cu solder. J ElectronMater 2004;33:1429–39.
[22] Telang A, Bieler T, Lucas J, Subramanian K, Lehman L, Xing Y, et al. Grain-boundary character and grain growth in bulk tin and bulk lead-free solderalloys. J Electron Mater 2004;33:1412–23.
[23] Lee K, Kim KS, Yamanaka K, Tsukada Y, Kuritani S, Ueshima M, Suganuma K.Effects of crystallographic orientation of Sn on electromigration behaviorIMAPS. In: 43rd international symposium on microelectronics; 2010. p. 792.
[24] Lee K, Kim KS, Yamanaka K, Tsukada Y, Kuritani S, Ueshima M, Suganuma K.Effects of the crystallographic orientation of Sn grain during electromigrationtest. In: IEEE CPMT workshop in Japan; 2010. p. 65.
[25] Lee K, Kim KS, Yamanaka K, Tsukada Y, Kuritani S, Ueshima M, et al. Effects ofthe crystallographic orientation of Sn on the electromigration of Cu/Sn–Ag–Cu/Cu ball joints. J Mater Res 2011.
[26] Lau J, Lee S. Effects of underfill delamination and chip size on the reliability ofsolder bumped flip chip on board. The Int J Microcirc Electron Pack2000;23:33–9.
[27] Yamanaka K, Ooyoshi T, Nejime T. Effect of underfill on electromigrationlifetime in flip chip joints. J Alloys Compd 2009;481:659–63.
[28] Chuang C, Yang T, Juang J, Hung Y, Zhan C, Lin Y, et al. Influence of underfillmaterials on the reliability of coreless flip chip package. Microelectron Reliab2008;48:1875–81.
[29] Wu AT, Hsieh YC. Direct observation and kinetic analysis of grain rotation inanisotropic tin under electromigration. Appl Phys Lett 2008;92:121921.
[30] Wu AT, Gusak AM, Tu KN, Kao CR. Electromigration-induced grain rotation inanisotropic conducting beta tin. Appl Phys Lett 2005;86:241902.
[31] Yamanaka K, Tsukada Y, Suganuma K. Studies on solder bumpelectromigration in Cu/Sn–3Ag–0.5Cu/Cu system. Microelectron Reliab2007;47:1280–7.
[32] Ebersberger B, Bauer R, Alexa L. Reliability of lead-free SnAg solder bumps:influence of electromigration and temperature. In: 55th electroniccomponents and technology conference; 2005. p. 1407–15.
[33] JEDEC. Guideline for characterizing solder bump electromigration underconstant current and temperature stress. JEP154; 2008.
[34] Choi WJ, Yeh ECC, Tu KN. Mean-time-to-failure study of flip chip solder jointson Cu/Ni(V)/Al thin-film under-bump-metallization. J Appl Phys2003;94:5665–71.
[35] Nah JW, Paik KW, Suh JO, Tu KN. Mechanism of electromigration-inducedfailure in the 97Pb–3Sn and 37Pb–63Sn composite solder joints. J Appl Phys2003;94:7560–6.
[36] Lee TY, Tu KN, Frear DR. Electromigration of eutectic SnPb and SnAg3.8Cu0.7 flipchip solder bumps and under-bump metallization. J Appl Phys2001;90:4502–8.
[37] Lloyd J. Electromigration induced resistance decrease in Sn conductors. J ApplPhys 2009;94:6483–6.
[38] Chiu Y, Lin K, Lai Y. Orientation transformation of Pb grains in 5Sn–95Pb/63Sn–37Pb composite flip-chip solder joints during electromigration test. J MaterRes 2008;23:1877–81.
[39] Liu C, Ke L, Chuang Y, Wang S. Study of electromigration-induced Cuconsumption in the flip-chip Sn/Cu solder bumps. J Appl Phys2006;100:083702.
[40] Gan H, Tu KN. Polarity effect of electromigration on kinetics of intermetalliccompound formation in Pb-free solder V-groove samples. J Appl Phys2005;97:063514.