Embed Size (px)
Citation preview

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
PROJECT SELECTION
There is great awareness among Indian middle class & upper class for comfortable life style considering the requirements of modernlife style where plastics play & important role , we have selected this technique name “Injection molding ˝ which is use widely world wide.
By the help of this technique, we can manufacture component of different design while choosing this product and technique we have considered some special feature lie design, durability, cart etc.
We have selected this technique because there is no such as technique available in industrial market, so it will be a great technique in industrial market & will have considerable expert potential.
This technique is known as injection molding .This technique is much cheaper than other .
1

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
INTRODUCTION OF INJECTION MOULDING
Injection molding is a manufacturing technique for making
part from plastic material. Molten plastic is injected at
higher pressure into a mould which is inverse of the
desired shape. The mould is made by mould maker from
metal, usually either steel or aluminum, and precision
machined to from the features of the desired part. Injection
molding is very widely used for manufacturing a variety of
parts, like cosmetic,food & medicine packaging etc.
Considerable thought is put into the design of
molded parts & there moulds , the ensure that the parts
will not be trapped in the mould , that the moulds can be
completely filled before the molten resin solidities , & to
minimize imperfection in the parts which can occur due to
peculiarities of the process.
2

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
Moulds separate in to at least two halves called the
core & the cavity to permit the part to be extracted ; in
general the shape of a part to be extracted; in general the
shape of a part must be such that is will not be locked in to
the mould . For example, sides of objects typically can not
be parallel with the direction of draw the direction in which
the core & cavity separate from each other. They are
angled slightly; examination of must house hold objects
made from plastic will show this accept of design, known
as draft. Parts that are ˝ bucket – like ˝ tend to shrink on to
the core while cooling & after the cavity is pulled away are
typically ejected using pins. More complex parts are
formed using more complex moulds , which may require
moveable sections which are inserted in to the mould to
form particular features that can not be formed using only
3

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
a core & a cavity , but are than with drawn to allow the part
to be released.
The resin, or raw material for injection molding, is usually
in pellet from, and is electrically melted shortly before
being injected in to the mould . The channels through
which the plastic flow towards the chamber will also
solidify, forming & attached frame. This frame is
composed of the sprue , which is the main channel from
the reservoir of molten resin, parallel with the direction of
draw , & runners , which are perpendicular to the direction
of drawn , & the used to convey molten resin to the gates,
or points of injection. The sprue & runner system can be
cut off & recycled . Some moulds are design such that it is
automatically stripped from the part through action of the
mould .
4

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
The quality of the moulded part depend on the quality of
mould , the care taken during the moulding process, and
upon details of the design of the parts it self . It is essential
that the molten resin be at just the right pressure and
temp. , so that it flow easily to all part of the mould . The
part of the mould must also come together extremely
precisely , otherwise small leakages of molten plastic can
from a phenomenon known as flash . When filling a new or
unfamiliar mould for the first time , where shot size for that
particular mould is unknown , a technician should reduce
the nozzle pressure so that the mould fills , but dose not
flash . Then , using that now - known shot volume
pressure can be raised with out fear of damaging the
mould .
5

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
Injection molding process
Injection moulding is the process of forcing melted plastic
in to a mould cavity. One injection moulding often used in
mass production & prototyping injection mould. The first
injection moulding m/cs were built in the 1930 s.
There are six major steps in the injection moulding
process:
1. Clamping: - In an injection moulding machine
clamping is the important part. Its main function to
closing the mould adds the time of the injection.
2. Injection :- During the injection phase ,
plastic material , usually in the from of pallets , are
low pallets feed in to the cylinder where they are
heated until they reach molten form the heating
cylinder there is a motorized screw that mixes the
molten pallets and material has accumulated in front
of the screw , the injection process being . The
6

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
sprue, while the pressure and speed are controlled
by the screw.
3. Dwelling: - The dwelling phase consists of a
pause in the injection process. The molten plastic is
applied to make sure all of the mould cavities are
filled.
4. Cooling: - The plastic is allowed to cool to its
solid form with in the mould.
5. Mould opening: - The clamping unit is
opened, which separates the two halves of the
mould.
6. Ejection: - An ejecting rod and plate eject the
finished piece of the mould. The unused space
future mould.
7

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
ADVANTAGES OF INJECTION MOULDING
High production rates
Low Power Consumption
Good Accuracy
Low Maintenance Charge
High tolerances are repeatable
Wide range of materials can be used
Low labour costs
Minimal scrap losses
Little need to finish parts after moulding
DISADVANTAGES OF INJECTION MOULDING
Expensive equipments investment
Running cost may be high
8

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
Parts must be designed with moulding consideration
INJECTION MOULDING
The process is used to produce large quantities of
identical plastic items. One of the most common types of
thermoplastics used in injection moulding is
polypropylene.
Injection moulding is the most important plastics
manufacturing process. It produces such small products
as bottle top; sink plugs, cosmetic products,&
pharamaseutical products. It is also used to manufacturer
larger items such as buckets & milk crates. Familiar
products manufactured by injection moulding include
cosmatic products ( like fair & lovely cap, gulabri container
9

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
cap & base, veet spatulla, himamiwashar cap & food
packazing products like bornvita cap, horlicks cap,
Jemsball top & bottom etc.
The process can be even mould such large
items as 1Kg Cap of Bouranvita & medicines box.
Injection moulding used to be operated by
people on the factory floor but these days it is a form of
highly automated from of production. The whole process is
controlled by a central processing unit.
Stage 1:-
Granulated or powdered thermoplastic is fed
from a hopper in to the injection moulding machine.
10

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
Stage 2:-
The injection moulding machine consists of a
hollow steel barrel, containing a rotating screw. The screw
carries the plastic along the barrel to the mould. Heaters
surround the barrel melt the plastic as it travels along the
barrel.
Stage 3:-
The screw is forced back as the melted plastic
collects at the end of the barrel .once enough plastic has
collected a hydraulic ram pushes the screw forward
injecting the plastic through a sprue in to a mould cavity .
The mould is warmed before injecting and the plastic is
11

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
injected quickly to prevent it from hardening before the
mould is full.
Stage 4:-
Pressure is maintained for a short time (dwell
time) to prevent the material creeping back during setting.
This prevent shrinkage and hollows, therefore giving a
better quality product. The moulding is left to cool before
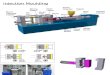
removing (ejected) from the mould. The moulding is takes
on the shape of the mould cavity. The image below shows
an injection moulding machine.
A mould used for injection moulding may cost
thousands of moulding can be produced from a single
mould. This results in the low cost of each moulding.
12

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
It used to be the case that when a new type of
casting was needed a brand new die heads to be made.
Modern dies and moulds are made from a number of inter
changeable parts. This allows the shape of the mould to
be altered.
The dies or moulds used in the process are made
from ally stainless steel. These special alloy steel moulds
are made in a number of parts to allow the moldings to be
easily removed. Plastics that are used in injection
moulding include low density polyethylene (LDPE), high
density polyethylene, Polypropylene (PP).
13

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
Key suppliers of raw material
Reliance India ltd. PP Haldia petro chemical HDPE Helene HDPE IPCL PP Indian Oil LDPE
Grades of material :-
Material Grades
PP H110MAPP B120MAPP R120MKHDPE 5818-5201LDPE SRM100NCPE PE060,CMC PNT
14

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
SPECIFICATION OF MACHINE
1) Ferromatic Omega 550
2) Ferromatic Omega 660
3) Polo 250
4) Windser 50/180
15

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
Conclusion
Injection moulding machine has been available as a
processing method for big plastic products for about 40
years.
With in last 10 to 15 years there has been
dramatic change.
Engineers and designers are taking a fresh interest in the
process because of the scope it offers for the production
of relatively inexpensive, complex shape with low levels of
molded in stress. Material suppliers are continually
developing new grades of plastics as well as a wider
selection of material suited to the process. In addition,
machinery suppliers are producing more sophisticated
16

INJECTION MOULDINGSurjit Singh, Satnam Singh, Sanjeev Kumar, Paramjeet Kaur
moulding equipment so that the molder now has control
over the process that was thought impossible.
The article of bigger size is to be moulded the
heating , cooling time will be rised significantly. Heating
little but more time will be while cooling time will be around
6-8 sec. The total time for full cycle will be nearly 18 sec.
17