Embed Size (px)
Citation preview
Local water treatment in developing countries
Providing hygienically safe drinking water to remote and eco-nomically less developed regions on earth is still one of the largestchallenges in water management. The Swiss water research insti-tute Eawag, Dübendorf, proved that membranes can also performtheir task in simply constructed local units without sophisticatedplant construction, trained personnel, external energy supply andequipment for chemical cleaning by means of gravity-driven mem-brane disinfection (GDMD) as shown in fig. 3. Similar to the waterbackpack PAUL developed at the University of Kassel for applica-tion in disaster areas (F&S reported several times), raw water ispoured from above into the filtration container. An ultrafiltrationmembrane is located on its bottom. Prior to application for domes-tic water treatment in Kenya, the system was tested in the labora-tory, where it was operated for two years without backwashing andcleaning. Amongst other things, the effects of the membrane cut-offs and the developing fouling layer on the flow and the retentionof MS2 phages were measured. According to these tests, a mem-brane cut-off in the range of 100 kDa to 0.2 μm hardly has anyinfluence on the flux that can be measured during operation forseveral weeks due to the fouling layer. However, the fouling layerresults in increased retention of the MS2 phages with an ultrafil-tration membrane compared to the non-fouled membrane, whilethe retention of the microfiltration membrane (0.2μm) even deteri-orates. Ultrafiltration membranes are recommended to ensure suf-ficient water disinfection.
Literature: /1/ Pinnekamp, J.; Wessling, M.; Melin, T.: 6th IWA Specialist Conference on MembraneTechnology for Water and Wastewater Treatment – Aachen 2011/2/ McCutcheon, J.L.; McGinnis, R.L.; Elimenech, M.: The Ammonia-Carbon Dioxide ForwardOsmosis Desalination Process; Water Conditioning & Purification, October, 2006/3/ Yin Yip, N.; Tiraferri, A.; Phillip, W.A.; Schiffman, J.D.; Elimelech, M.: High PerformanceThin-Film Composite Forward Osmosis Membrane; Environmental Science & Technology2010, 44 (10), S. 3812 -3818
1. Introduction
Increasing competition for limitedwater resources and continual pressure toreduce costs are huge challenges for thewater treatment industry. The same factorsare relevant for both municipal and indus-trial markets and for water and wastewatertreatment. While water reuse is the obvi-ous way of addressing the resource issue,it places increased focus on producingwater of the appropriate quality for reuseusing an economically viable process.
Reverse osmosis (RO) has been used bymany plants as part of a water reuse scheme.
RO will remove most dissolved solids sothat water can be recycled into manyindustrial processes or for secondary uses,or even as part of an indirect potable reusescheme. However, there are some majorchallenges for RO systems operating onbiologically treated wastewater. Many ROsystems today use membrane filtration aspre-treatment to remove suspended solids.The membrane system does an excellentjob of providing water with low suspendedsolids to feed an RO. However, the mem-brane system requires additional space anddoes not effectively reduce the amount ofdissolved contaminants such as organicsthat are fed to an RO system. To removedissolved organics a biological wastewater treatment is required. Instead of sep-arating the biological treatment process
and the ultrafiltration (UF) step, it hasbecome state of the art to combine bothprocesses in a membrane bioreactor(MBR). The membranes are integratedinto the biological process. Advantages ofthis process are that clarifiers are no longerrequired, and the effluent quality is con-siderably better, which improves RO per-formance. Additionally, the MBR processreduces footprint significantly comparedto the combination of wastewater treat-ment followed by membrane filtration.
This article will describe the benefits ofusing an integrated system that uses MBRas pre-treatment for RO. Data from sys-tems in operation will be used to showhow the pre-treatment needs of RO are metand how the MBR/RO system assists inmeeting the overall project goals.
40 F & S International Edition No. 12/2012
Highlights 2011
Fig. 3: Ultrafiltration in a plastic box: gravity-powered water disinfectionwith an ultrafiltration membrane (Microdyn-Nadir GmbH) for local drink-ing water treatment (Photo: EAWAG, Switzerland)
* Jan Hadler, Christoph KullmannKoch Membrane Systems, Aachen / [email protected] +49 (0) 241 41326 0
Integrated membrane bioreactors (MBR) and reverse osmosis (RO) for water reuse J. Hadler, Christoph Kullmann*
03_highlights_2011_RZ__ 29.05.12 21:08 Seite 40

2. Membrane selection
The membrane industry has been work-ing hard to develop products and process-es for membrane bioreactors and RO sys-tems that achieve the required technicalperformance at an acceptable price forboth industrial users and municipalities.Some aspects that should be consideredwhen selecting the right MBR membraneand RO elements supplier will bedescribed later. Experience has shown thatselecting both parts from one membranesupplier has a positive effect on the long-term and stable operation of the overallsystem. It ensures the best fine-tuning ofboth parts and thus avoids strenuous dis-cussions and the typical finger-pointingwhen the system is down or performanceis poor.
As the MBR market is rapidly growingseveral submerged modules for this appli-cation have been established. There are ahandful of manufacturers that can demon-strate large scale experience, KochMembrane Systems with the PURONproduct being one of them, see fig. 1.
Each MBR module from the varioussuppliers has its advantages but also disad-vantages, and it is not the purpose of thisarticle to discuss these. The requirements
for an MBR module and the integratedsystem are very specific for industrialapplications because waste water treat-ment or water reuse is never the primarytask of an industry but a needed evil.Therefore it is prerequisite for the mem-brane module and the system to be reliableand easy to operate. In this context it isimportant to notice that costs of such asystem are not only capital costs, influ-enced by membrane price, but mainlyoperational costs in form of powerdemand, chemical consumption, mem-brane replacement and last but not leastmaintenance and daily operation. Key fea-tures that are important for the acceptanceof an MBR system for water reuse withsubsequent RO are:- Provide a permeate of a quality that is
suitable for RO treatment- Low life cycle costs - Reliability, and to a large extend auto-
mated operation including fully automat-ed maintenance cleaning.
- Support by experienced technical serviceteam. Key to the successful operation is asupport team that quickly supports theoperator and if requested helps with sys-tem supervision (not operation), operatortraining and performance evaluation.
3. Design considerations forMBR/RO integration
The following chapter summarizessome of the key aspects that should beconsidered when designing integratedMBR/RO systems. The information isbased on operating experiences over more
F & S International Edition No. 12/2012 41
Highlights 2011
���������� ����������������������������� � ����������������������������
����� ����������������� ��������������������� !"# !" ���� �!�� $$$ !" ��
• Only one apparatus necessary for process steps filtration and drying – no additional dryer
• Saving of energy costs and reduction of thermal losses because of plastic plates with low thermal conductivity
• Treatment of different batch sizes
• Increased heating value for the cake
�������������������� ������������������������������� ������������������� ��� �� ��� ���� ��!� �������������� ���� �� "����#������� ����� �������������������#��� �����#��!���������������������������������$�����%��������&
Advantages
• Maximum reduction in weight and volume of cake
• Reduction of deposit costs
• Retrofitting of existing filter presses to cake drying system easily possible
TEMPERATURE – CONTROLLED
CHAMBER FILTER PLATE
» for more information visit www.jvk.de/special/tcc.pdf
> for efficient cake-drying
Figure 1: The PURON® MBR Module fromKoch Membrane Systems
Visit us at ACHEMA: hall 5.0, stand C65
03_highlights_2011_RZ__ 29.05.12 21:08 Seite 41
than four years. As the technology contin-ues to be widely adopted further learningswill undoubtedly occur and the systemswill further evolve.
3.1 Prevention of fouling
In the combination of MBR and RO forwater reuse, the protection of the ROagainst components that can cause foulingis most critical. There are four categoriesof fouling that need to be considered:1. Particles that might block the brine
spacers of the RO2. Fouling of the RO by adsorption of
residual soluble organics in the RO feed3. Biofouling caused by bacteria growing
downstream of the permeate side of theUF
4. Inorganic fouling (scaling) by exceed-ing the solubility level of salts
Ad 1) The rejection of particles is thebiggest advantage of using a combinationof biological treatment and Ultrafiltration,either in form of conventional wastewatertreatment plus tertiary treatment by UF, orin form of MBR, (in comparison to bio-logical treatment with sedimentation andsand filtration). Using Ultrafiltration onbiologically treated water generates a per-meate where suspended solids are lessthan 1 mg/l and a particle size < 0.1μm.
Ad 2) Reducing the amount of solubleorganics in the waste water before enteringthe RO is the second major advantage ofan MBR. In comparison to applying UF astertiary filtration, the combination of bio-logical treatment and UF in the integratedprocess of an MBR, increases the efficien-cy of biodegradation significantly. It hasbeen proven in the past that MBRs canreduce COD and nutrient levels far belowthat achieved by conventional biological
treatment only. To achieve high removal ofCOD and nutrients, a proper design of thebiology is essential. The design considera-tions should include plug flow reactors,multiple recirculation flows, pre-Denitrification, selectors, anaerobic zones,de-oxygenation tanks etc.
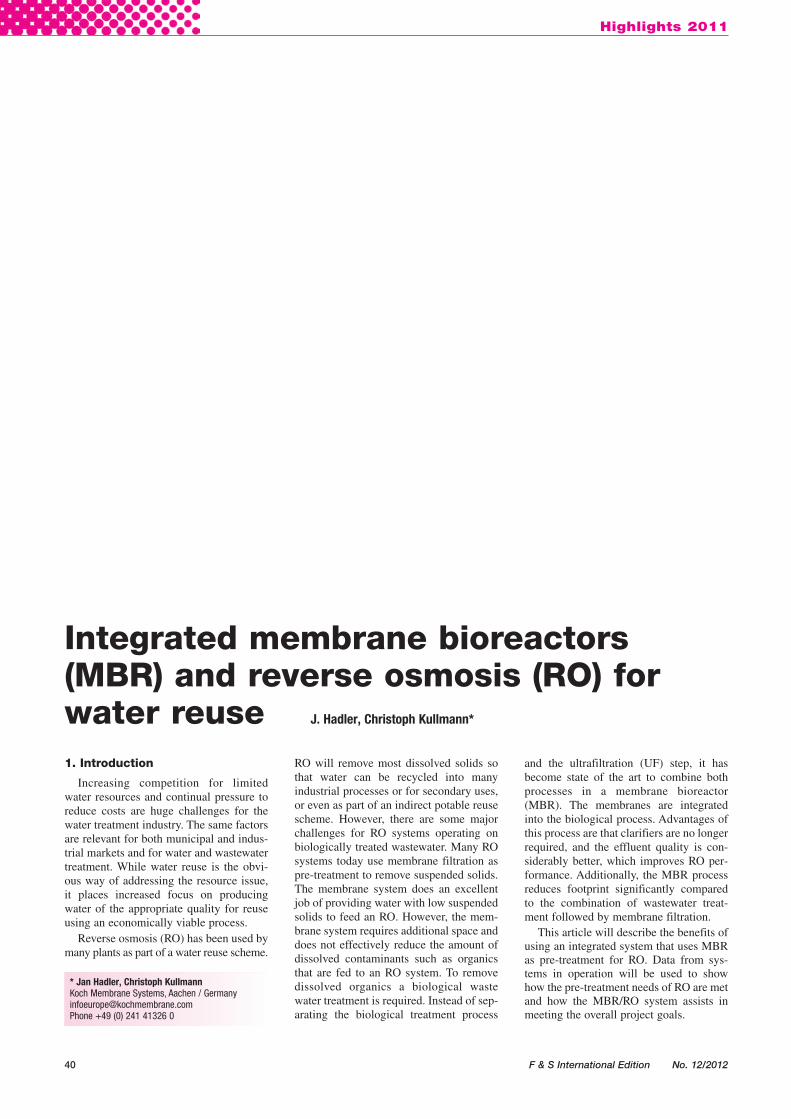
Ad 3) Biofouling is the most criticalissue for the RO and how to reduce it.Several parameters on system design andplant operation have been proven to beeffective. Biofouling requires both thepresence of microorganisms and a nutrientsource. Even though both have been sig-nificantly reduced by the biological treat-ment in the MBR process, small amountsof bacteria and soluble nutrients are stillpresent in the permeate of the UF. In com-bination with factors like residence time,elevated temperatures and sometimeslight, ideal conditions have been created topromote bio-growth. To reduce bio-growththe following measures have proven to beeffective:- Piping between MBR and buffer tank
should be as short as possible withoutany dead zones. Unnecessary long pipingincreases residence times and gives timeand area for bio-films to grow. If thesebio-films detach from the pipe, eithernaturally or by chemical cleaning, theymight block the brine spacers of the RO.Safety filters on the RO inlet can protectthe RO but must be frequentlychanged/cleaned.
- The MBR buffer tank should be largeenough to feed the RO system, but smallenough to keep retention time below 30minutes. The requirements of an ROmight be in opposition to this, but longresidence times and high temperatureswill lead to bio-growth. It is also impor-tant to choose a tank material that doesnot allow light penetration. Otherwisealgae will grow.
- Chemical cleaning of the MBR mem-branes should be carried out frequently.Experience shows that a more frequentdosing of low concentration chlorine pre-vents biogrowth in the permeate systemof the MBR.
- Another measure to reduce biogrowth isthe use of chloramines to disinfect thewater downstream the MBR. Experiencehas shown that the best place of dosing isupstream of the feed tank to the RO, seefigure 2.
Ad 4) Inorganic fouling is a well knownproblem for RO applications. Thereforethe use of antiscalants is normal to thesesystems and will not be the focus of thispaper. Where it makes sense to take a sec-ond look is inorganic fouling of the MBRmodules. Due to the fact that often indus-trial water with a high amount of dissolvedcomponents shall be treated, it is impor-tant to take a look at the pH changes in the
42 F & S International Edition No. 12/2012
Highlights 2011
Figure 2: Chemical cleaning
Table 1: Operating data
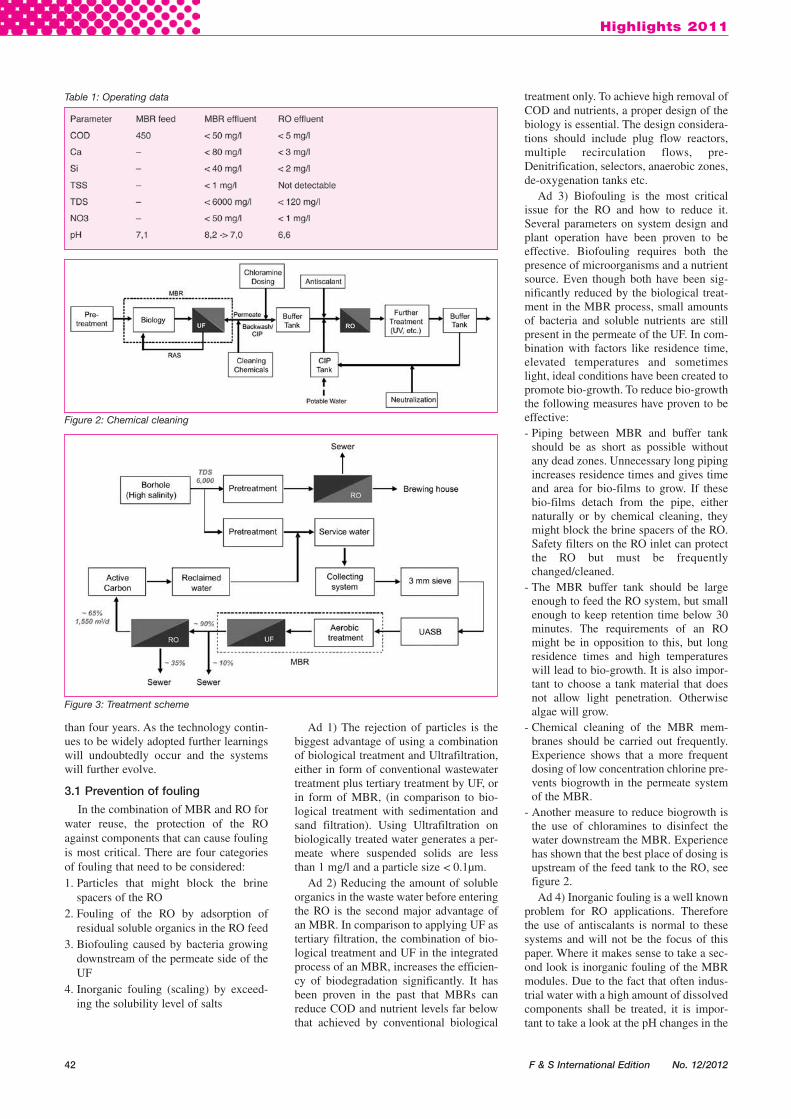
Figure 3: Treatment scheme
03_highlights_2011_RZ__ 29.05.12 21:08 Seite 42

MBR. Increasing pH promotes precipita-tion of salts like e.g. calcium phosphate orcalcium sulphate. Also the denitrificationprocess and the module aeration increasethe pH of the water. The latter one occursby stripping out CO2. In this respect it isbeneficial to choose a membrane modulethat requires very little aeration for airscouring.
4 Case study: Brewing industry
One example of integrated MBR/RO isa brewery in Africa. The problem of thebrewery was the quality of water thatcould be taken from a borehole. The bore-hole suffered from infiltration of seawaterand thus increasing salinity. The goal ofthe water reuse system is to reduce theamount of water taken from the boreholeand by this to improve the water quality.The effluent of the brewery was originallytreated through an anaerobic digester fol-lowed by a conventional activated sludgetreatment process. The existing activatedsludge step was converted to an MBR with
UF membranes, thereby producing a treat-ed stream sufficiently advanced that it canbe treated directly by RO. The RO perme-ate is utilized in the service water systemand as an alternative class of water for spe-cific points of use within the brewery. Thestream is polished further by activated car-bon adsorption prior to being disinfectedand stored for reuse, see figure 3.
The system uses four PURON moduleswith a membrane area 1,500 m2 each, andwas commissioned in February 2009. Dueto the fact that all postulations of chapter 3were incorporated into the system itdemonstrates an excellent performance.Table 1 gives an overview about key per-formance data of the system.
F & S International Edition No. 12/2012 43
Highlights 2011
SEEBACH GMBH | NECKARWEG 3-5 | D - 34246 VELLMAR
TEL. +49 561 98 29 7 - 0 | FAX +49 561 98 29 7 - 33 | WWW.SEEBACH.COM
PHARMACEUTICALS :: CHEMICALS :: GAS & HOTGAS :: FIBRES :: POLYMERS
SEEBACH GMBH LEADING IN FILTRATION TECHNOLOGY
We are one of the leading producers of high quality
fi ltration solutions. We provide individual solutions for specifi c
customers‘ requirements „one stop“.
High vertical range of manufacture, fl exibility and
outstanding quality are our trademarks.
Please visit us at the ACHEMA 2012 in Frankfurt / Main Hall 5.0, Booth D70
Pore Size MeterPSM 165
Determination of:
Pore Size Distribution
Mean Flow Pore Size
Air Permeability
Bubble Point
Testing of
Differential PressureCharacteristics
Cleanable FilterMedia according to
and
Dust HoldingCapacity
Filtration Efficiency
ISO 11057:2011VDI 3926:
Filter Media Test RigAFC 133
Topas GmbH
Oskar-Röder-Str. 12D-01237 Dresden
Tel. ail [email protected] +49 (351) 21 66 43 55 Internet www.topas-gmbh.de
+49 (351) 21 66 43 - 0 E-M
InnovativeTesting of Filter Media
Figure 4: Membrane bioreactor with submerged PURON membrane modules
03_highlights_2011_RZ__ 29.05.12 21:08 Seite 43

![MLSS mg/l pH - ssu.ac.ir · [2] Simon Judd, (2006), The MBR Book Principals and Applications of Membrane Bioreactors in Water and Wastewater Treatment, Oxford: Elsevier [3]Cicek,](https://img.pdfslide.net/doc/110x75/5e9dcb5a3452f336fe52d046/mlss-mgl-ph-ssuacir-2-simon-judd-2006-the-mbr-book-principals-and-applications.jpg)