Embed Size (px)
Citation preview
November 2013
INTERNAL FLOW COATING FOR GAS
PROJECT: ETHYLENE DISTRIBUTION
PIPELINE REFURBISHMENT IN IRAN
MARKET UPDATE: GLOBAL ENERGY
ISSN 2053-7204
When you control every detail of the coating system, you control your pipeline’slongevity. And only one company makes it possible – Bredero Shaw. We offerComplete Coating Assurance, a new model that combines line pipe and field joint coating into a system of integrated services that ensures long-term performance.
Up front, our experts design a fully integrated interface between the pipe and fieldjoint coatings. We pre-validate the solution in our state-of-the-art simulated service vessel. Then we handle every step of coating application, supply logistics and field joint installation, no matter how complex or remote the project. Plus, we take real responsibility for our work with a robust warranty.
Complete Coating Assurance. It’s the only way to know that when your pipeline is lowered beneath the waves, your risk is being lowered with it. Let’s talk.
Introducing the new model foroffshore success.
How do you know your offshore pipelinecoatings will perform long term?
Here’s one indication.
Engineering Services
Pipe and JointCoating Design
Coating SystemValidation
Logistics Management
Pipe CoatingApplication
Field Joint Coating
© 2012 - 2013 ShawCor Ltd. All rights reserved.
© Copyright Applied Market Information. No part may be reproduced without the prior written permission of the publisher.
Coming next issue – February 2014� Monitoring technologies � Materials innovation
� Click here to make sure you get your copy
Applied Market Information LtdAMI House, 45-47 Stokes Croft, Bristol, BS1 3QP, United KingdomTel:+44 (0)117 924 9442Fax:+44 (0)117 989 2128www.amiplastics.com
04 News
10 The future for global energy The steel pipe coating industry is intrinsically linked to developments in global energy
markets and sourcing. AMI’s Noru Tsalic looks at developments in the sector and the
implications for pipeline activity.
17 Internal coating of gas pipelines Cover story: Today’s epoxy-based fl ow coatings improve protection and operational
performance of gas distribution pipelines. Pascal Collet and Bernard Chizet from
Axson’s Coating Division explain how.
27 EPS ethylene link starts up The 370km long Ethylene Pipeline South was fi nally put into service earlier this year,
fi ve years behind schedule. John Osborne reports on the project and its signifi cance
for Europe’s chemical industry.
30 Ceramic Polymer’s hot solution for Iran German coatings specialist Ceramic Polymer is supplying its Proguard epoxy for hot
refurbishment of a leaking 90km oil pipeline in Iran – its largest pipe coating project to
date.
33 Protective action of asmol oligomer Bitumen resinous oligomer (asmol) has been developed and is being used in pipe
coatings in Russia. This technical article discusses its protective properties and
anti-corrosion mechanism.
39 New materials and equipment
43 Conference: Pipeline Coating 2014
contents
PAG
E 4
PAG
E 10
PAG
E 17
PAG
E 30
PAG
E 33
contact usHead of business publishing: Andy Beevers E-mail: [email protected]: Chris Smith E-mail: [email protected] editor: Noru Tsalic E-mail: [email protected]: Nicola CraneAdvertisement manager: Claire Bishop E-mail: [email protected] Direct tel: +44 (0)20 8686 8139
November 2013 | PIPELINE COATING 3

PIPELINE COATING | November 2013 4
news
Enbridge investing in oil sandsin 2017, subject to Suncor
board and regulatory approval,
and is covered by an initial
transportation agreement of
25 years.
The project will include a
450km 30-inch pipeline
together with associated
terminal upgrades and will be
capable of transporting up to
490,000 barrels/day of diluted
bitumen from the Fort Hills
Partners oil sands scheme in
north-eastern Alberta and
Suncor’s growing oil sands
production in the Athabasca
region.
❙ www.enbridge.com
Canada’s Enbridge said it has
been selected by the Fort Hills
Partners (Suncor Energy, Total
E&P Canada and Teck Resourc-
es) and the Suncor Energy Oil
Sands Limited Partnership to
develop and operate a $1.6bn
pipeline to transport oil sands
crude production to its mainline
Energy Transfer Equity, Energy
Transfer Partners and BG
Group have initiated a project
Trunkline LNG import terminal
in Lake Charles, Louisiana, US
(pictured left).The proposed project will
include construction of three
liquefaction trains and will use
the site’s existing LNG storage
and marine berthing facilities
owned by Energy Transfer
subsidiary Trunkline LNG
Company. The announcement
follows the US Department of
Energy’s conditional grant
authorization allowing Energy
Transfer and BG Group to
export up to 15 million tonnes
per annum of LNG to non-free
trade agreement nations from
the terminal.
Under the terms of the
PDA, Energy Transfer will own
and finance the proposed new
liquefaction facility; BG Group
will have a long-term tolling
agreement with Energy
Transfer for the offtake. A front
end engineering study is being
performed by Technip.
Construction is expected to
start in 2015, with first LNG
exports anticipated in 2019,
subject to final investment and
regulatory approvals.
❙ www.energytransfer.com
LNG export plan for Lake Charles facility
Nord Stream sets internal inspection recordNord Stream claimed a new
record for the comprehensive
inspection of the internal
condition of its two pipelines
this summer, sending an
automated high resolution
pipeline inspection gauge (PIG)
(pictured right) along the full
1,224km route as part of its
long-term safety and pipeline
integrity management strategy.
The seven metre long
measurement tool, which
weighed more than seven
tonnes, was sent through the
pipeline from Russia to Lubmin
in Germany at a speed of
1.5m/s, propelled solely by the
pipeline of this length and
wall-thickness (up to 41mm)
has been analysed in this way.
The PIG tool carried a
number of electronic sensors,
including a magnetic field
device developed by Rosen of
Germany, and collected more
than one Terrabyte of data
during its 10-day journey. This
data will be combined with
earlier external inspection
data to enable any change in
condition and placement of the
pipelines to be detected.
❙ www.nord-stream.com
hub at Hardisty in Alberta.
The proposed scheme will
be an extension to the recently
commissioned Wood Buffalo
pipeline and will be construct-
ed from Enbridge’s Cheecham
Terminal to its Battle River
Terminal at Hardisty. It is
expected to go into operation
gas pressure. According to Nord
Stream, this is the first time a
development agreement (PDA)
covering the liquefied natural
gas (LNG) export project at the
news
Alliance completes Tioga gas projectNorth America’s Alliance
Pipeline has completed its
latest natural gas pipeline in
North Dakota in the US. The
130km 12-inch diameter
pipeline connects a Hess
Corporation gas processing
facility near Tioga to the
existing Alliance mainline near
Sherwood.
The Tioga Lateral pipeline
is capable of transporting up to
126 million cubic feet of rich
natural gas a day (rich natural
gas includes natural gas
liquids such as ethane,
propane, butane and pentane).
Construction began in October
2012 and the project cost
around $170m.
The Tioga Lateral pipeline
transports gas produced in
association with oil production
in the Williston Basin, which
would otherwise be flared.
Alliance Pipeline operates a
3,650km integrated natural
gas transmission pipeline
system in Canada and the US,
delivering gas from the
Western Canadian Sedimen-
tary Basin and Williston Basin
to the Chicago market hub. It
carries some 1.6bn cubic feet
of gas each day.
❙ www.alliancepipeline.com
Bluegrass Pipeline venture opens upBluegrass Pipeline, a joint venture between US companies
Williams and Boardwalk Pipeline Partners, has commenced
open season to determine industry commitments to natural
gas liquids (NGL) transportation capacity from the Marcellus
and Utica shale fields to the US Gulf Coast.
The proposed project provides an initial phase one takeaway
of 200,000 barrels/day of mixed NGL, increasing to a phase two
level of 400,000 barrels/day.
❙ www.williams.com❙ www.bwpmlp.com
Welding one of the Tioga
Lateral pipe joints

PIPELINE COATING | November 2013 6
news
Myanmar-China gas flow begins
Aegion reported a 17%
increase in third quarter
revenues to $308m from
$263m. Revenues for the first
nine months of the year were
up by 4% from $745m to $75m.
However, while its North
American Water and Wastewa-
ter business performed well in
income terms during the third
quarter, the company’s Energy
and Mining and Commercial
and Structural businesses
performed below expectations,
according to Aegion president
and CEO J Joseph Burgess.
Factors contributing to the
weaker than expected Q3
performance in the non-water
operations included a further
delay in the offshore laying
schedule for the Saudi Arabia
Wasit gas field project, which
meant the company’s CRTS
division was unable to initiate
its pipe weld coating contract.
In addition, a lull in pipe
coating activity for projects in
the Gulf of Mexico saw
revenues slip by almost $11m
at Bayou Coatings.
As a result, Burgess said
the company has revised its
full year non-GAAP diluted
earnings per share guidance to
$1.45 from $1.50. However, he
said he remained confident
that its current order backlog
gives it a sound base for 2014.
Aegion suffers energy delays
The 2,520km Myanmar-
China natural gas trunk
pipeline went into full
operation last month,
according to China National
Petroleum Corporation
(CNPC).
The trunk line project
connects Kyaukryu in
Myanmar to Guigan in the
Guanxi Zhuang region of
China, entering China at
Ruili in Yunnan province
(some 793 km from its start
point).
The Myanmar-China
pipeline is expected to
transport some 12bn cubic
metres of natural gas each
year, according to CNPC.
Myanmar’s Vice
President U Nyan Tun said
the Myanmar-China
pipeline project is of great
significance to the long-
term economic develop-
ment and industrialisation
of Myanmar.
❙ www.cnpc.com.cn
Canada’s Shawcor announced
the appointment of Stephen
Orr to the role of president. He
takes over the role from
William P Buckley, who
continues as CEO of the
company.
Orr will be based in Toronto,
South Stream underway in Bulgaria
“The demand for energy
remains favorable as does the
outlook for commercial and
industrial structural rehabili-
tation,” said Burgess. “Al-
though we have not completed
our 2014 budget planning
process, our existing backlog
for 2014 together with 2013
opportunities that have
recently shifted into 2014 form
a solid foundation for growth.”
❙ www.aegion.com
Change at the top for Shawcor
The first joint in the Bulgarian section of the
South Stream gas pipeline project was welded
last month as part of a special ceremony at
Rasovo in the country’s Montana Province
(shown in the picture above).
Gazprom chairman Alexey Miller described
the event as a landmark in the South Stream
project, which aims to transport 63bn cubic
metres of natural gas annually 900km from
Russia to Bulgaria and western Europe under
the Black Sea to avoid transit countries.
❙ www.south-stream.info
in Canada, and will take on
responsibility for the Bredero
Shaw, Canusa-CPS, Guardian,
DSG-Cansua and Shawflex
divisions. He joins the
company from Schlumberger.
Shawcor reported a 40%
increase in revenues for the
first nine months of 2013, up
from CAD$1.029bn to
CAD$1.438bn (US$1.375bn). A
large part of this was attrib-
uted to the CAD$400m Inpex
Ichthys gas project, its largest
ever.
❙ www.shawcor.com
lifeguardsLet’s extend pipeline lifetime
Seal For Life Offi ce: Gasselterstraat 20, 9503 JB, Stadskanaal, the NetherlandsManufacturing sites: Houston - USA, Tijuana - Mexico, Westerlo - Belgium, Baroda - India, Stadskanaal - the Netherlands, Dammam - Saudi Arabia
WE130224_ADV_LIFEGUARDS_WORLD_PIPELINES_210x297.indd 1 24-04-13 14:49

PIPELINE COATING | November 2013 8
news
Technip reported revenues of
E2.411bn for the third quarter
of the year, up by 15.6% on the
2012 result of E2.085bn.
The performance takes
revenues for the first nine
months of the year to E6.851bn,
up by more than 16% on the
first nine months of 2012. The
company said it expects the full
year result to come in at
between E9.3bn and E9.4bn.
Technip chairman and CEO
Thierry Pilenko (pictured) said
onshore/offshore business
performed very well over the
past quarter with revenues up
30% and margins – at 6.6% – in
the middle of the company’s
target range. Subsea revenues
were up only 2% although
margins – at 14.4% – were
Technip Q3 sales up by 16% to reach E2.4bn
ahead of expectations.
Pilenko said the company’s
subsea business had been
impacted by a push-out of
projects in the Gulf of Mexico,
in particular the longer than
expected commissioning of its
new Deep Energy vessel.
Order intake was strong at
more than E3bn and included
major project wins in the Middle
East and Brazil as well as the
securing of two major contracts
for the TEN project in Ghana.
The latter includes nine flexible
risers, three flexible flowlines
and 12 flexible spools totalling
48km, water and gas injection
flowlines totalling 33km, and
more than 60km of static and
dynamic umbilicals. It repre-
sents a value of around $730m.
Pilenko said the company
now expected full year
revenues of around E5.2bn for
the onshore/offshore business
and E4.1bn for subsea. He said
the company’s order book
positioned it to drive revenue
growth going in to 2014.
❙ www.technip.com
❙ Singapore is considering
lifting its moratorium on
natural gas imports by
pipeline, according to a
report by Reuters. Singapore
authorities have been
blocking its four pipeline gas
importers from signing new
contracts until 2018 or when
liquefied gas imports to the
BG Group terminal exceed
3m tonnes/year, a figure now
within sight.
http://reut.rs/HDQHRT
❙ US-based Pennant
Midstream’s plans to build a
38-mile pipeline natural gas
liquids pipeline connecting
the Utica shale field in Ohio
to the Hickory Bend process-
ing plant have been ap-
proved, according to a report
in the Columbus Dispatch.
The pipeline represents a
$60m investment and will
provide a capacity of 90,000
barrels/day.
http://bit.ly/1dKchPs
❙ Russian Pipe Metallurgical
Company has supplied more
than 100,000 tonnes of
longitudinal welded 3LPE
coated pipes for the third
branch of the Central
Asia-China international
pipeline project, according to
a report by the Trend News
Agency. The pipes were
produced at Volga Pipe Plant.
http://bit.ly/1efaJj0
❙ Wah Seong‘s pipe coating
business has won a
RM232.1m (E54m) contract
for internal, external and
concrete weight coating of
the 250km Petronas ENGDS
project.
www.wahseong.com
news in brief
Quest claims in-place lining firstUS-based Quest Inspar claims
to have completed the first
in-place robotic structural
polyurea lining of a large
diameter drinking water
pipeline, providing utilities with
a new in-place repair option
for ageing pipe systems.
The company robotically
applied its PipeArmor liner to
a 660m section of a 58-inch
transmission line operated by
the Tacoma Water Company
that had originally been
installed in 1939. The coating
was applied in a single pass at
a thickness of 9mm.
“We have been utilising this
technology for nearly twelve
years to rehabilitate much
more complex industrial and
chemical plant pipelines. It was
time to bring it to benefit the
critical challenges municipal
water departments and our
communities face,” said Kent
Weisenberg, founder and CTO
of Quest Inspar.
Tacoma Water has already
identified the next transmis-
sion pipe section to be lined
with PipeArmor and work is
planned to commence in
November 2014.
www.questInspar.com
Quest’s robot
application system
Canusa-CPS is the industry leader in fi eld-applied coatings for corrosion, mechanical and thermal protection of both onshore and offshore pipelines. Our advanced technology heat-shrinkable sleeves, high-build liquid epoxy coatings and adhesive-based products provide excellent functionality through a broad range of applications and temperatures.
Canusa’s advanced technology GTS-PP and GTS-PE heat-shrinkable sleeves coupled with IntelliCOAT™, state-of-the-art equipment for automated fi eld installation, provide fi eld-joint coating systems that not only far exceed the requirements of the ISO 21809-3 standard for 3LPE and 3LPP joint coatings, but that also provide equivalent performance to the 3LPE and 3LPP mainline coatings as per the requirements of the ISO 21809-1 standard for these coating types.
ShawCor – when you need to be sure
Advanced, fi eld-applied pipeline protection coatings
shawcor.comcanusa.com

PIPELINE COATING | November 2013 10
analysis | Energy markets
Steel pipelines are used in a variety of applications,
ranging from oil and gas to potable water, sewage and
even food ingredients and drinks. But, as AMI’s study
‘Steel Pipe Coating – the Global Market 2013’ has
established, oil and gas represents by far the largest
application. In effect, this makes the steel pipe coating
industry an intrinsic part of the global energy sector. This
article will focus on developments in energy markets
worldwide. Taking a long-term view, it will endeavour to
identify the broad and persistent trends – and their
implications in terms of pipeline-related activity.
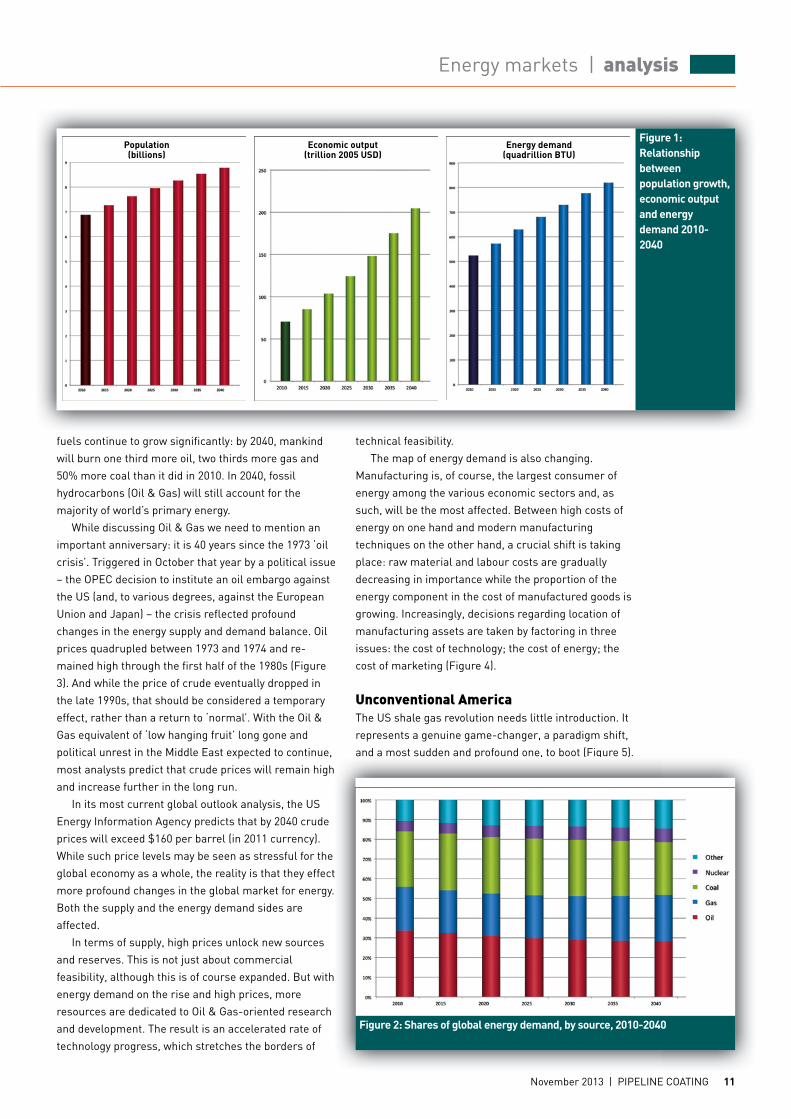
Such an analysis needs to start by making clear a
fundamental fact: as both population and global
economic output increase, the world’s demand for
energy grows, as well (Figure 1). It is energy that
ultimately sustains life and drives economic activity.
Between 2010 and 2040, global demand for primary
energy is expected to grow at an average rate of around
1.5%, which means that by 2040 the world will consume
around 56% more energy than it did in 2010.
In the developed world (and increasingly also in
developing countries), the ‘buzz’ is about renewable,
sustainable sources of energy. Indeed, between 2010
and 2040 the demand for ‘sustainable’ energy (which
includes hydro-electric energy, as well as solar, wind
power, biomass, etc) is set to grow at around 2.5% per
annum on average, which is almost twice as fast as the
demand for fossil fuels (1.3% per annum on average
over the same period). But let us not mistake ‘buzz’ for
substance: despite that relatively fast growth, by 2040
sustainable sources are predicted to account for just
15% of the global energy bill (Figure 2). Fossil fuels, on
the other hand, are forecast to account for around 78%.
The world is still very far from weaning itself off
fossil energy. And while shares of consumption may
shrink somewhat, in absolute volume terms all fossil
The future for global energy
The steel pipe coating industry is intrinsically linked to developments in global energy markets and sourcing. AMI’s Noru Tsalic looks at developments in the sector and the implications for pipeline activity
Main image: oil
and gas will be
the key driver
for pipeline
investment for
the future
November 2013 | PIPELINE COATING 11
Energy markets | analysis
fuels continue to grow signifi cantly: by 2040, mankind
will burn one third more oil, two thirds more gas and
50% more coal than it did in 2010. In 2040, fossil
hydrocarbons (Oil & Gas) will still account for the
majority of world’s primary energy.
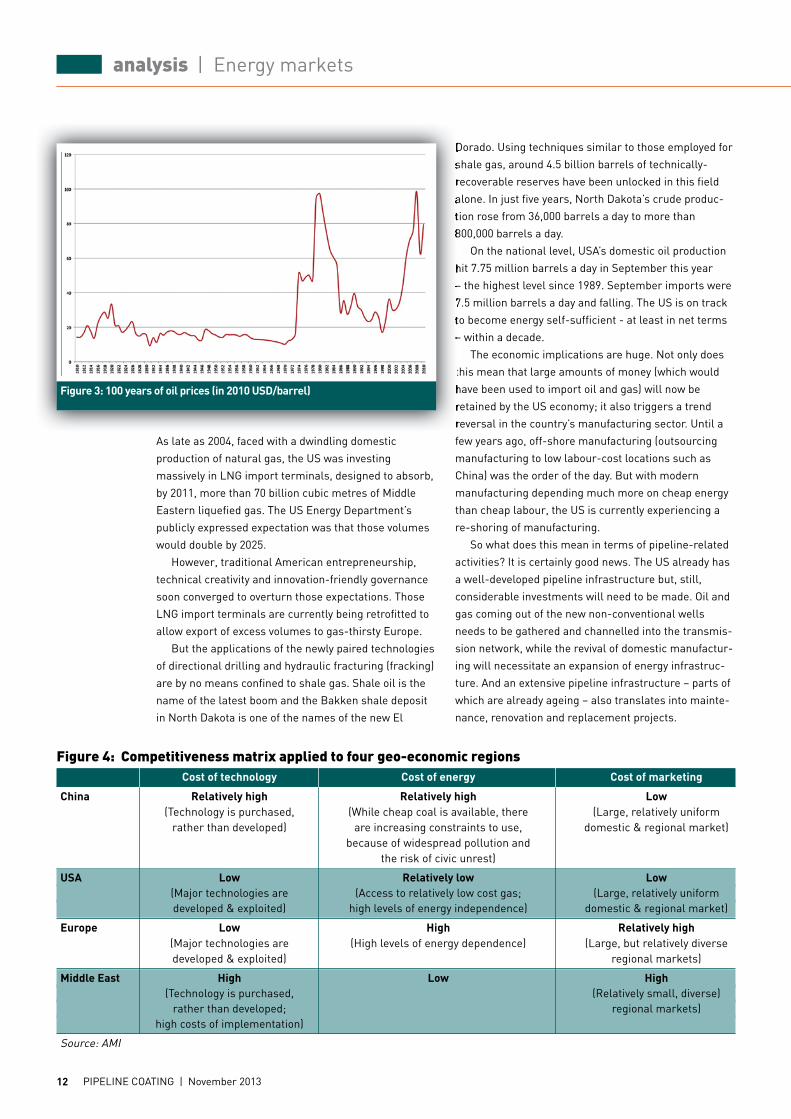
While discussing Oil & Gas we need to mention an
important anniversary: it is 40 years since the 1973 ‘oil
crisis’. Triggered in October that year by a political issue
– the OPEC decision to institute an oil embargo against
the US (and, to various degrees, against the European
Union and Japan) – the crisis refl ected profound
changes in the energy supply and demand balance. Oil
prices quadrupled between 1973 and 1974 and re-
mained high through the fi rst half of the 1980s (Figure
3). And while the price of crude eventually dropped in
the late 1990s, that should be considered a temporary
effect, rather than a return to ‘normal’. With the Oil &
Gas equivalent of ‘low hanging fruit’ long gone and
political unrest in the Middle East expected to continue,
most analysts predict that crude prices will remain high
and increase further in the long run.
In its most current global outlook analysis, the US
Energy Information Agency predicts that by 2040 crude
prices will exceed $160 per barrel (in 2011 currency).
While such price levels may be seen as stressful for the
global economy as a whole, the reality is that they effect
more profound changes in the global market for energy.
Both the supply and the energy demand sides are
affected.
In terms of supply, high prices unlock new sources
and reserves. This is not just about commercial
feasibility, although this is of course expanded. But with
energy demand on the rise and high prices, more
resources are dedicated to Oil & Gas-oriented research
and development. The result is an accelerated rate of
technology progress, which stretches the borders of
technical feasibility.
The map of energy demand is also changing.
Manufacturing is, of course, the largest consumer of
energy among the various economic sectors and, as
such, will be the most affected. Between high costs of
energy on one hand and modern manufacturing
techniques on the other hand, a crucial shift is taking
place: raw material and labour costs are gradually
decreasing in importance while the proportion of the
energy component in the cost of manufactured goods is
growing. Increasingly, decisions regarding location of
manufacturing assets are taken by factoring in three
issues: the cost of technology; the cost of energy; the
cost of marketing (Figure 4).
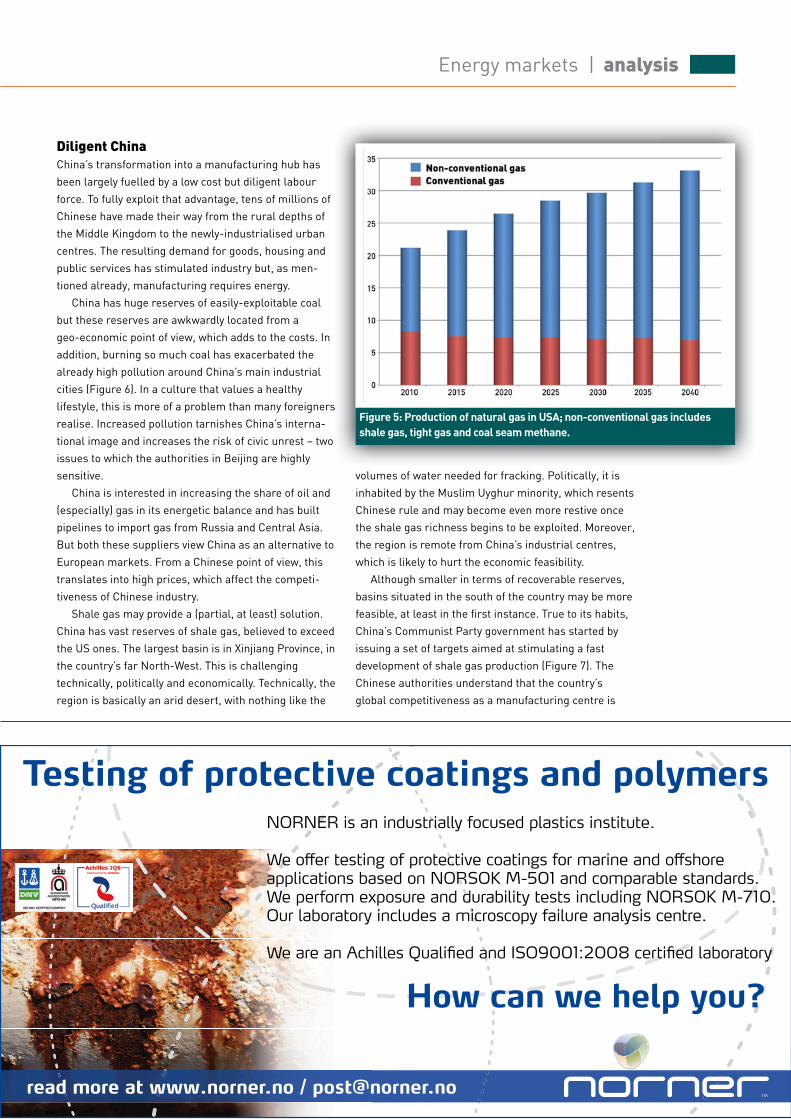
Unconventional AmericaThe US shale gas revolution needs little introduction. It
represents a genuine game-changer, a paradigm shift,
and a most sudden and profound one, to boot (Figure 5).
Figure 1: Relationship between population growth, economic output and energy demand 2010-2040
most analysts predict that crude prices will remain high
global economy as a whole, the reality is that they effect
more profound changes in the global market for energy.
and a most sudden and profound one, to boot (Figure 5).
Figure 2: Shares of global energy demand, by source, 2010-2040
Population(billions)
Economic output(trillion 2005 USD)
Energy demand(quadrillion BTU)
PIPELINE COATING | November 2013 12
analysis | Energy markets
As late as 2004, faced with a dwindling domestic
production of natural gas, the US was investing
massively in LNG import terminals, designed to absorb,
by 2011, more than 70 billion cubic metres of Middle
Eastern liquefi ed gas. The US Energy Department’s
publicly expressed expectation was that those volumes
would double by 2025.
However, traditional American entrepreneurship,
technical creativity and innovation-friendly governance
soon converged to overturn those expectations. Those
LNG import terminals are currently being retrofi tted to
allow export of excess volumes to gas-thirsty Europe.
But the applications of the newly paired technologies
of directional drilling and hydraulic fracturing (fracking)
are by no means confi ned to shale gas. Shale oil is the
name of the latest boom and the Bakken shale deposit
in North Dakota is one of the names of the new El
Dorado. Using techniques similar to those employed for
shale gas, around 4.5 billion barrels of technically-
recoverable reserves have been unlocked in this fi eld
alone. In just fi ve years, North Dakota’s crude produc-
tion rose from 36,000 barrels a day to more than
800,000 barrels a day.
On the national level, USA’s domestic oil production
hit 7.75 million barrels a day in September this year
– the highest level since 1989. September imports were
7.5 million barrels a day and falling. The US is on track
to become energy self-suffi cient - at least in net terms
– within a decade.
The economic implications are huge. Not only does
this mean that large amounts of money (which would
have been used to import oil and gas) will now be
retained by the US economy; it also triggers a trend
reversal in the country’s manufacturing sector. Until a
few years ago, off-shore manufacturing (outsourcing
manufacturing to low labour-cost locations such as
China) was the order of the day. But with modern
manufacturing depending much more on cheap energy
than cheap labour, the US is currently experiencing a
re-shoring of manufacturing.
So what does this mean in terms of pipeline-related
activities? It is certainly good news. The US already has
a well-developed pipeline infrastructure but, still,
considerable investments will need to be made. Oil and
gas coming out of the new non-conventional wells
needs to be gathered and channelled into the transmis-
sion network, while the revival of domestic manufactur-
ing will necessitate an expansion of energy infrastruc-
ture. And an extensive pipeline infrastructure – parts of
which are already ageing – also translates into mainte-
nance, renovation and replacement projects.
Dorado. Using techniques similar to those employed for
shale gas, around 4.5 billion barrels of technically-
recoverable reserves have been unlocked in this fi eld
alone. In just fi ve years, North Dakota’s crude produc-
tion rose from 36,000 barrels a day to more than
800,000 barrels a day.
hit 7.75 million barrels a day in September this year
– the highest level since 1989. September imports were
7.5 million barrels a day and falling. The US is on track
to become energy self-suffi cient - at least in net terms
– within a decade.
this mean that large amounts of money (which would
have been used to import oil and gas) will now be
retained by the US economy; it also triggers a trend
reversal in the country’s manufacturing sector. Until a
Figure 3: 100 years of oil prices (in 2010 USD/barrel)
Figure 4: Competitiveness matrix applied to four geo-economic regions Cost of technology Cost of energy Cost of marketing
China Relatively high Relatively high Low (Technology is purchased, (While cheap coal is available, there (Large, relatively uniform rather than developed) are increasing constraints to use, domestic & regional market) because of widespread pollution and the risk of civic unrest)
USA Low Relatively low Low (Major technologies are (Access to relatively low cost gas; (Large, relatively uniform developed & exploited) high levels of energy independence) domestic & regional market)
Europe Low High Relatively high (Major technologies are (High levels of energy dependence) (Large, but relatively diverse developed & exploited) regional markets)
Middle East High Low High (Technology is purchased, (Relatively small, diverse) rather than developed; regional markets) high costs of implementation)
Source: AMI
Energy markets | analysis
Diligent ChinaChina’s transformation into a manufacturing hub has
been largely fuelled by a low cost but diligent labour
force. To fully exploit that advantage, tens of millions of
Chinese have made their way from the rural depths of
the Middle Kingdom to the newly-industrialised urban
centres. The resulting demand for goods, housing and
public services has stimulated industry but, as men-
tioned already, manufacturing requires energy.
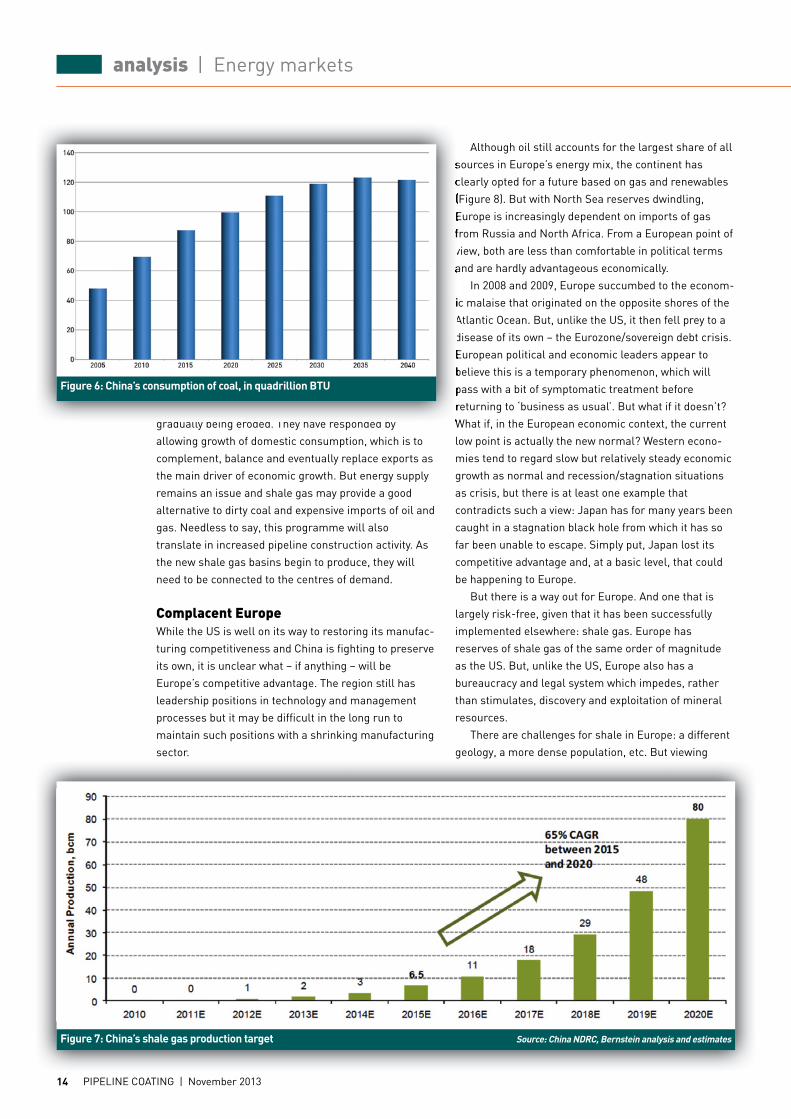
China has huge reserves of easily-exploitable coal
but these reserves are awkwardly located from a
geo-economic point of view, which adds to the costs. In
addition, burning so much coal has exacerbated the
already high pollution around China’s main industrial
cities (Figure 6). In a culture that values a healthy
lifestyle, this is more of a problem than many foreigners
realise. Increased pollution tarnishes China’s interna-
tional image and increases the risk of civic unrest – two
issues to which the authorities in Beijing are highly
sensitive.
China is interested in increasing the share of oil and
(especially) gas in its energetic balance and has built
pipelines to import gas from Russia and Central Asia.
But both these suppliers view China as an alternative to
European markets. From a Chinese point of view, this
translates into high prices, which affect the competi-
tiveness of Chinese industry.
Shale gas may provide a (partial, at least) solution.
China has vast reserves of shale gas, believed to exceed
the US ones. The largest basin is in Xinjiang Province, in
the country’s far North-West. This is challenging
technically, politically and economically. Technically, the
region is basically an arid desert, with nothing like the
volumes of water needed for fracking. Politically, it is
inhabited by the Muslim Uyghur minority, which resents
Chinese rule and may become even more restive once
the shale gas richness begins to be exploited. Moreover,
the region is remote from China’s industrial centres,
which is likely to hurt the economic feasibility.
Although smaller in terms of recoverable reserves,
basins situated in the south of the country may be more
feasible, at least in the fi rst instance. True to its habits,
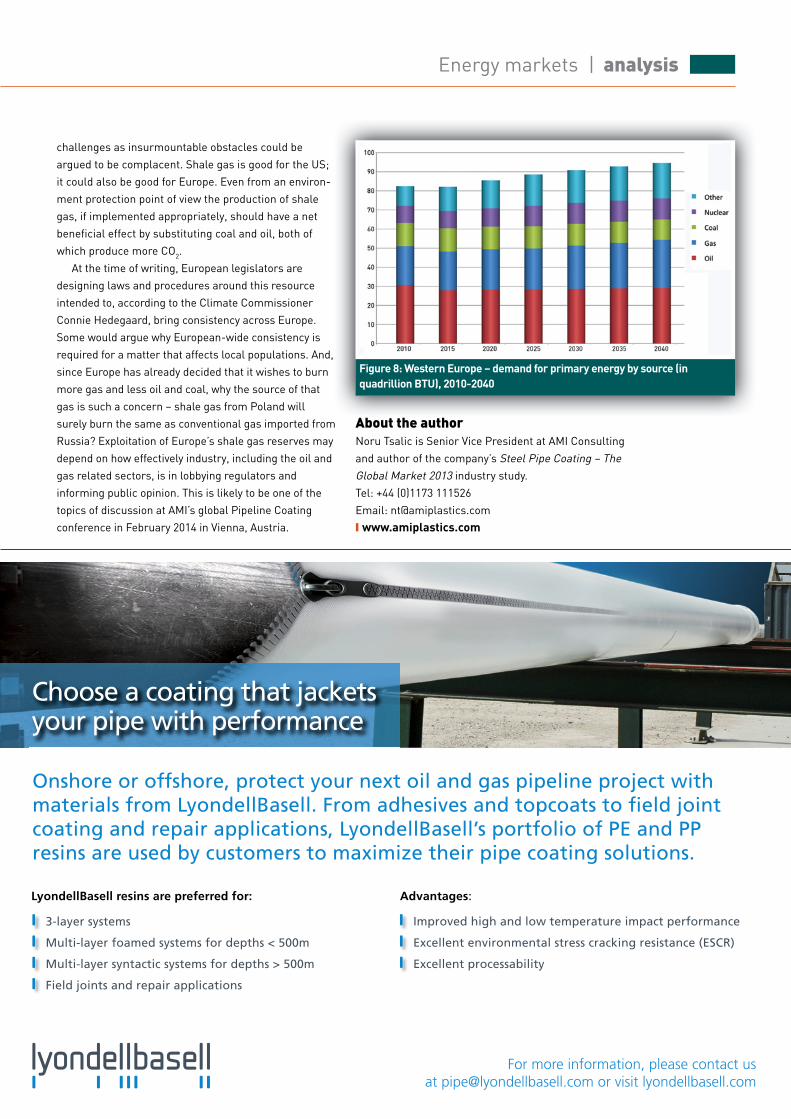
China’s Communist Party government has started by
issuing a set of targets aimed at stimulating a fast
development of shale gas production (Figure 7). The
Chinese authorities understand that the country’s
global competitiveness as a manufacturing centre is
lifestyle, this is more of a problem than many foreigners Figure 5: Production of natural gas in USA; non-conventional gas includes shale gas, tight gas and coal seam methane.
read more at www.norner.no / [email protected]
Testing of protective coatings and polymers
How can we help you?
NORNER is an industrially focused plastics institute.
We offer testing of protective coatings for marine and offshore applications based on NORSOK M-501 and comparable standards. We perform exposure and durability tests including NORSOK M-710. Our laboratory includes a microscopy failure analysis centre.
We are an Achilles Qualifi ed and ISO9001:2008 certifi ed laboratory
PIPELINE COATING | November 2013 14
analysis | Energy markets
gradually being eroded. They have responded by
allowing growth of domestic consumption, which is to
complement, balance and eventually replace exports as
the main driver of economic growth. But energy supply
remains an issue and shale gas may provide a good
alternative to dirty coal and expensive imports of oil and
gas. Needless to say, this programme will also
translate in increased pipeline construction activity. As
the new shale gas basins begin to produce, they will
need to be connected to the centres of demand.
Complacent EuropeWhile the US is well on its way to restoring its manufac-
turing competitiveness and China is fi ghting to preserve
its own, it is unclear what – if anything – will be
Europe’s competitive advantage. The region still has
leadership positions in technology and management
processes but it may be diffi cult in the long run to
maintain such positions with a shrinking manufacturing
sector.
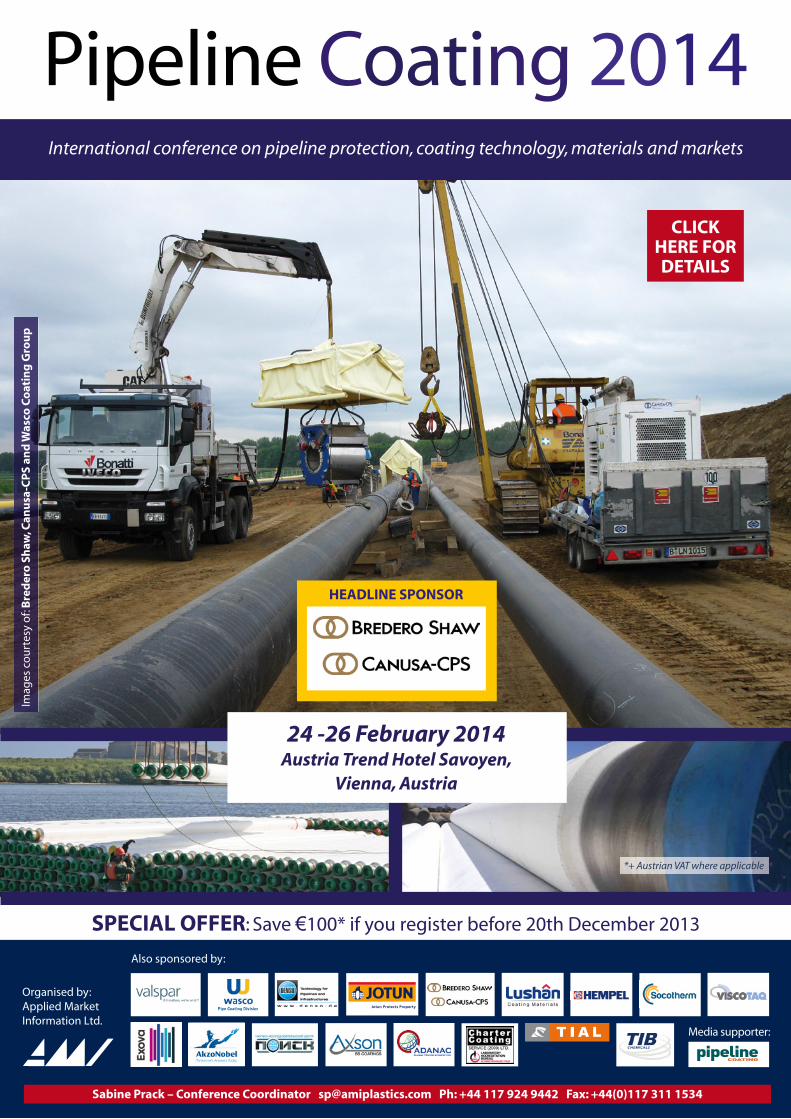
Although oil still accounts for the largest share of all
sources in Europe’s energy mix, the continent has
clearly opted for a future based on gas and renewables
(Figure 8). But with North Sea reserves dwindling,
Europe is increasingly dependent on imports of gas
from Russia and North Africa. From a European point of
view, both are less than comfortable in political terms
and are hardly advantageous economically.
In 2008 and 2009, Europe succumbed to the econom-
ic malaise that originated on the opposite shores of the
Atlantic Ocean. But, unlike the US, it then fell prey to a
disease of its own – the Eurozone/sovereign debt crisis.
European political and economic leaders appear to
believe this is a temporary phenomenon, which will
pass with a bit of symptomatic treatment before
returning to ‘business as usual’. But what if it doesn’t?
What if, in the European economic context, the current
low point is actually the new normal? Western econo-
mies tend to regard slow but relatively steady economic
growth as normal and recession/stagnation situations
as crisis, but there is at least one example that
contradicts such a view: Japan has for many years been
caught in a stagnation black hole from which it has so
far been unable to escape. Simply put, Japan lost its
competitive advantage and, at a basic level, that could
be happening to Europe.
But there is a way out for Europe. And one that is
largely risk-free, given that it has been successfully
implemented elsewhere: shale gas. Europe has
reserves of shale gas of the same order of magnitude
as the US. But, unlike the US, Europe also has a
bureaucracy and legal system which impedes, rather
than stimulates, discovery and exploitation of mineral
resources.
There are challenges for shale in Europe: a different
geology, a more dense population, etc. But viewing
gradually being eroded. They have responded by
sources in Europe’s energy mix, the continent has
clearly opted for a future based on gas and renewables
(Figure 8). But with North Sea reserves dwindling,
Europe is increasingly dependent on imports of gas
from Russia and North Africa. From a European point of
view, both are less than comfortable in political terms
and are hardly advantageous economically.
ic malaise that originated on the opposite shores of the
Atlantic Ocean. But, unlike the US, it then fell prey to a
disease of its own – the Eurozone/sovereign debt crisis.
European political and economic leaders appear to
believe this is a temporary phenomenon, which will
pass with a bit of symptomatic treatment before
returning to ‘business as usual’. But what if it doesn’t?
What if, in the European economic context, the current
Figure 6: China’s consumption of coal, in quadrillion BTU
Figure 7: China’s shale gas production target Source: China NDRC, Bernstein analysis and estimates
Cables2014
The international conference andexhibition for the plastic cable industry
SPECIAL OFFER: Save €150* if you register before 7th February 2014
11-13 March 2014Maritim Hotel, Cologne, Germany
HEADLINE SPONSOR
Organised by:Applied Market Information Ltd.
Media supporters:Also sponsored by:
Rebecca Utteridge – Conference Coordinator [email protected] Ph: +44 117 924 9442 Fax: +44(0)117 311 1534
CLICK HERE FOR DETAILS
Imag
es c
ou
rtes
y o
f: Ex
xon
Mo
bil
and
Pry
smia
n G
rou
p U
K
* + 19% German VAT
Energy markets | analysis
challenges as insurmountable obstacles could be
argued to be complacent. Shale gas is good for the US;
it could also be good for Europe. Even from an environ-
ment protection point of view the production of shale
gas, if implemented appropriately, should have a net
benefi cial effect by substituting coal and oil, both of
which produce more CO2.
At the time of writing, European legislators are
designing laws and procedures around this resource
intended to, according to the Climate Commissioner
Connie Hedegaard, bring consistency across Europe.
Some would argue why European-wide consistency is
required for a matter that affects local populations. And,
since Europe has already decided that it wishes to burn
more gas and less oil and coal, why the source of that
gas is such a concern – shale gas from Poland will
surely burn the same as conventional gas imported from
Russia? Exploitation of Europe’s shale gas reserves may
depend on how effectively industry, including the oil and
gas related sectors, is in lobbying regulators and
informing public opinion. This is likely to be one of the
topics of discussion at AMI’s global Pipeline Coating
conference in February 2014 in Vienna, Austria.
About the authorNoru Tsalic is Senior Vice President at AMI Consulting
and author of the company’s Steel Pipe Coating – The Global Market 2013 industry study.
Tel: +44 (0)1173 111526
Email: [email protected]
� www.amiplastics.com
Figure 8: Western Europe – demand for primary energy by source (in quadrillion BTU), 2010-2040
Choose a coating that jackets your pipe with performance
Onshore or offshore, protect your next oil and gas pipeline project with materials from LyondellBasell. From adhesives and topcoats to field joint coating and repair applications, LyondellBasell’s portfolio of PE and PP resins are used by customers to maximize their pipe coating solutions.
LyondellBasell resins are preferred for:
For more information, please contact us at [email protected] or visit lyondellbasell.com
3-layer systems
Multi-layer foamed systems for depths < 500m
Multi-layer syntactic systems for depths > 500m
Field joints and repair applications
Advantages:
Improved high and low temperature impact performance
Excellent environmental stress cracking resistance (ESCR)
Excellent processability
Pipeline Coating 2014International conference on pipeline protection, coating technology, materials and markets
Organised by:Applied Market Information Ltd.
Also sponsored by:
Media supporter:
HEADLINE SPONSOR
24 -26 February 2014Austria Trend Hotel Savoyen,
Vienna, Austria
SPECIAL OFFER: Save €100* if you register before 20th December 2013
Imag
es c
ou
rtes
y o
f: B
red
ero
Sh
aw, C
anu
sa-C
PS
and
Was
co C
oat
ing
Gro
up
*+ Austrian VAT where applicable
Sabine Prack – Conference Coordinator [email protected] Ph: +44 117 924 9442 Fax: +44(0)117 311 1534
CLICKHERE FORDETAILS
November 2013 | PIPELINE COATING 17
Internal coating | technical update
Today’s epoxy-based fl ow coatings improve protection and operational
performance of gas distribution pipelines. Pascal Collet and
Bernard Chizet from Axson’s Coatings Division explain how
The concept of internally lining gas pipelines –internal
fl ow coating – was fi rst developed in the 1950s to
counter the adverse effects on pipeline capacity,
operation and pumping costs caused by the rough
internal surface of steel pipes and the build-up of
deposits and corrosion products.
This article reviews the benefi ts of considering an
internal lining for gas transmission pipelines and the
relationship between the internal surface roughness,
the pressure drop across the pipeline and the maximum
fl ow rate of gas through the pipeline. It also outlines the
benefi ts of internal fl ow coatings and the developments
that have been made over recent decades in terms of
coating materials, taking into account new challenges
associated with gas production and transmission, and
how they meet the current requirements of interna-
tional standards and specifi cations.
Friction and fl uid fl owA fl uid in motion in a pipeline is subjected to various
frictional resistances. Friction occurs between the fl uid
and the pipe wall, but it also occurs within the fl uid
itself. Some of the main factors affecting fl uid fl ow in
pipes include:
� The length, internal diameter and internal roughness
of the pipe;
� The viscosity, density and velocity of the fl uid;
� Changes in fl uid temperature, which will affect the
viscosity and density of the fl uid;
� The geometry of the pipeline, including bends, risers,
Internal coating of gas pipelines
Main image:
An applied
internal fl ow
coating on a
steel gas pipe
PIPELINE COATING | November 2013 18
technical update | Internal coating
valves and other fittings.
Fluid flow in a pipeline can be either laminar or
turbulent. Transportation of natural gas in pipelines at
high flow rates exhibits turbulent flow and in such
conditions a laminar film can be formed at the pipe
wall/fluid interface. This will reduce the friction
between the fluid and pipe wall with a subsequent
reduction in the pressure drop through the pipeline and
an increase in flow capacity. The creation of this laminar
film is dependent upon the surface roughness at the
pipe wall/fluid interface and, to a lesser degree, the
extent of the turbulent flow and the fluid velocity.
However, the laminar film created at the pipe wall is
very thin and the maximum peak height of the profile of
the pipe wall surface may be sufficient to protrude
through it. This protrusion results in a disruption of the
flow pattern of the laminar film, effectively creating a
turbulent flow pattern adjacent to the wall and increas-
ing the pressure drop across the pipeline and reducing
its flow capacity, as reported by Fogg and al (2005).
Benefits of flow coatingsThere are a number of benefits in using a flow efficiency
coating for a natural gas pipeline. Below are some of the
different ways in which these benefits can be recognized:
l A reduction in the pressure drop in the pipeline and
thus an increase in the flow rate of natural gas
through it;
l A decrease in the pipeline outer diameter in the
design phase of the project in order to achieve the
same flow capacity, as reported by Tobin and al
(2005);
l A reduction in power consumption for compression of
the gas to achieve the same flow capacity, with a
subsequent reduction in greenhouse gas emissions
for the transportation of natural gas, as reported by
Westcoat Energy (2003).
Operation and installationOther benefits that can be achieved during installation
and operation of the pipeline include:
l Preventing corrosion from reforming, eliminating the
need for additional pre-commissioning work;
l Easier and faster commissioning of the pipeline due
to faster drying compared to an uncoated pipe after
hydrostatic testing;
l Simplification of testing and robotic inspection
procedures due to the improved mobility of the
equipment travelling down an internally coated pipe;
l The inhibition of Black Powder (see Figure 1)
formation within the gas pipeline, which can lead to
erosion failures and damage pipeline operating
valves, as well as clogging instruments and filters,
lowering the efficiency of compressors, and contami-
nating the supplied product to customers. This is a
world-wide problem that affects most gas pipeline
operators;
l Short term corrosion protection during transport and
storage.
Black Powder developmentBlack Powder can develop within gas pipelines due to
the reaction of iron with condensed moisture, contain-
ing O2, H2S & CO2). Black Powder could come from the
following sources:
l Mill scale (iron oxides – Fe3O4), from the pipe
manufacturing process through high temperature
oxidation of steel;
l Flash rust (Fe2O33, FeOOH) from hydrostatic testing
water corrosion;
l Internal pipeline corrosion (Microbiological Influ-
enced Corrosion – MIC) or H2S reaction with steel;
l Carry-over from gas gathering systems.
Black Powder may be mechanically mixed or
chemically combined with any number of contaminants,
such as water, liquid hydrocarbons, salts, chlorides,
sand, or dirt. Chemical analyses of the material have
revealed that it consists mainly of a mixture of iron
oxides and iron sulphides. Table 1 provides an example
of the chemical composition of a Black Powder.
In 2012, the Abu Dhabi Gas Industries Company,
Gasco, took the decision to apply an internal epoxy
coating for all new gas transmission pipelines (DGS1470-
Figure 1: Black
Powder is a
colour descrip-
tive term used
to describe a
blackish
material
comprised of
very small,
jagged and hard
particles. It may
be wet and have
a tar-like
appearance as
shown here
Table 1: Black Powder composition using the XRD techniqueMain compound Approximate avg. weight, %
Magnetite Fe3O4 60
Gamma- FeOOH < 2
Alpha-FeOOH 25
Iron sulphides Not detected
Siderite – FeCO3 10
Elemental Sulfur 5
November 2013 | PIPELINE COATING 19
Internal coating | technical update
008). The application of an internal fl ow coating system
favours two primary functions: Reduced gas friction by
provision of a smooth surface profi le; Inhibition of Black
Powder formation within the gas pipeline. This is being
implemented for the HMT (Habshan – Maqta – Taweelah)
pipeline, which is currently under construction in the
UAE and comprises two 300km pipelines supplying the
Taweelah industrial hub.
Economical analysisSteel pipe delivered to the coating yard has a relative
roughness of the order of 20 µm. However, once in
production, this relative roughness may exceed 50 µm
depending upon the corrosion products formed on the
surface. This formation may be due to the period of time
and the conditions the pipe was stored in prior to
installation, due to hydrostatic testing, and the corrosive
nature of the fl uid being transported. Using hydraulic
pipe fl ow software, the pipe roughness versus maximum
achievable fl ow rate can be plotted for a constant
discharge and arrival pressure.
Since the late 1950s, US companies such as
Tennessee Gas Pipeline Company and Transco conduct-
ed tests demonstrating the benefi ts of internal linings
to increase the fl ow effi ciency in gas pipelines by 5 to
10% with medium size diameters (24’’, 30’’, 36’’).
Several other studies confi rmed the magnitude of fl ow
increase in the 1960s.
In 1998, a Norwegian university and the state-owned
Norwegion oil company Statoil confi rmed the benefi t of
the internal fl ow coat by demonstrating a capacity
increase of 21%. In 2005, Statoil reported that it had
made the decision to apply an internal epoxy coating to
the Langeled gas pipeline in the North Sea in order to
increase transport capacity and reduce pig wear.
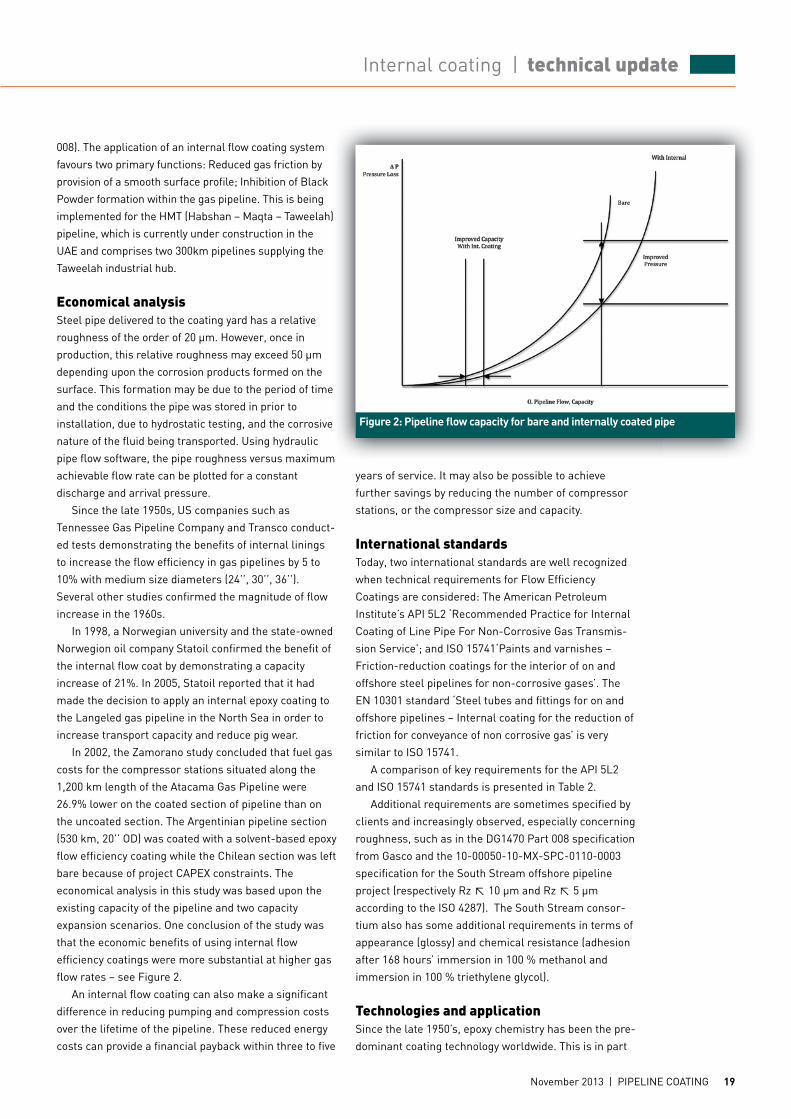
In 2002, the Zamorano study concluded that fuel gas
costs for the compressor stations situated along the
1,200 km length of the Atacama Gas Pipeline were
26.9% lower on the coated section of pipeline than on
the uncoated section. The Argentinian pipeline section
(530 km, 20’’ OD) was coated with a solvent-based epoxy
fl ow effi ciency coating while the Chilean section was left
bare because of project CAPEX constraints. The
economical analysis in this study was based upon the
existing capacity of the pipeline and two capacity
expansion scenarios. One conclusion of the study was
that the economic benefi ts of using internal fl ow
effi ciency coatings were more substantial at higher gas
fl ow rates – see Figure 2.
An internal fl ow coating can also make a signifi cant
difference in reducing pumping and compression costs
over the lifetime of the pipeline. These reduced energy
costs can provide a fi nancial payback within three to fi ve
years of service. It may also be possible to achieve
further savings by reducing the number of compressor
stations, or the compressor size and capacity.
International standards Today, two international standards are well recognized
when technical requirements for Flow Effi ciency
Coatings are considered: The American Petroleum
Institute’s API 5L2 ‘Recommended Practice for Internal
Coating of Line Pipe For Non-Corrosive Gas Transmis-
sion Service’; and ISO 15741‘Paints and varnishes –
Friction-reduction coatings for the interior of on and
offshore steel pipelines for non-corrosive gases’. The
EN 10301 standard ‘Steel tubes and fi ttings for on and
offshore pipelines – Internal coating for the reduction of
friction for conveyance of non corrosive gas’ is very
similar to ISO 15741.
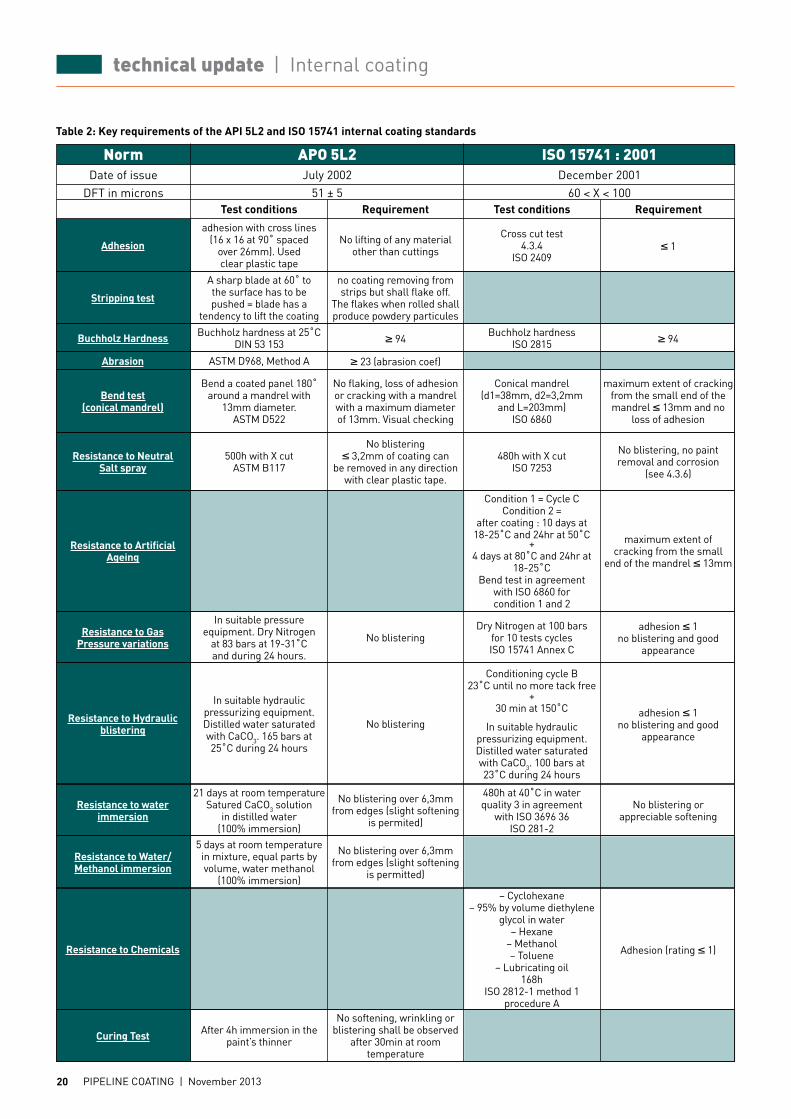
A comparison of key requirements for the API 5L2
and ISO 15741 standards is presented in Table 2.
Additional requirements are sometimes specifi ed by
clients and increasingly observed, especially concerning
roughness, such as in the DG1470 Part 008 specifi cation
from Gasco and the 10-00050-10-MX-SPC-0110-0003
specifi cation for the South Stream offshore pipeline
project (respectively Rz ≤ 10 µm and Rz ≤ 5 µm
according to the ISO 4287). The South Stream consor-
tium also has some additional requirements in terms of
appearance (glossy) and chemical resistance (adhesion
after 168 hours’ immersion in 100 % methanol and
immersion in 100 % triethylene glycol).
Technologies and applicationSince the late 1950’s, epoxy chemistry has been the pre-
dominant coating technology worldwide. This is in part
pipe fl ow software, the pipe roughness versus maximum
Figure 2: Pipeline fl ow capacity for bare and internally coated pipe
PIPELINE COATING | November 2013 20
technical update | Internal coating
NormDate of issue
DFT in micronsTest conditions Requirement Test conditions Requirement
Adhesion
adhesion with cross lines(16 x 16 at 90˚ spaced
over 26mm). Usedclear plastic tape
No lifting of any materialother than cuttings
Cross cut test4.3.4
ISO 2409≤ 1
Stripping test
A sharp blade at 60˚ tothe surface has to bepushed = blade has a
tendency to lift the coating
no coating removing from strips but shall flake off.
The flakes when rolled shall produce powdery particules
Bend test(conical mandrel)
Bend a coated panel 180˚ around a mandrel with
13mm diameter.ASTM D522
No flaking, loss of adhesion or cracking with a mandrel with a maximum diameterof 13mm. Visual checking
Conical mandrel(d1=38mm, d2=3,2mm
and L=203mm)ISO 6860
maximum extent of cracking from the small end of the mandrel ≤ 13mm and no
loss of adhesion
Resistance to NeutralSalt spray
500h with X cutASTM B117
No blistering≤ 3,2mm of coating can
be removed in any direction with clear plastic tape.
480h with X cutISO 7253
No blistering, no paintremoval and corrosion
(see 4.3.6)
Resistance to GasPressure variations
In suitable pressureequipment. Dry Nitrogen
at 83 bars at 19-31˚Cand during 24 hours.
No blisteringDry Nitrogen at 100 bars
for 10 tests cyclesISO 15741 Annex C
adhesion ≤ 1no blistering and good
appearance
Resistance to waterimmersion
21 days at room temperatureSatured CaCO3 solution
in distilled water(100% immersion)
No blistering over 6,3mm from edges (slight softening
is permited)
480h at 40˚C in waterquality 3 in agreement
with ISO 3696 36ISO 281-2
No blistering orappreciable softening
Resistance to Water/Methanol immersion
5 days at room temperature in mixture, equal parts by volume, water methanol
(100% immersion)
No blistering over 6,3mm from edges (slight softening
is permitted)
Curing Test After 4h immersion in thepaint’s thinner
No softening, wrinkling or blistering shall be observed
after 30min at room temperature
Resistance to ArtificialAgeing
Condition 1 = Cycle CCondition 2 =
after coating : 10 days at18-25˚C and 24hr at 50˚C
+4 days at 80˚C and 24hr at
18-25˚CBend test in agreement
with ISO 6860 forcondition 1 and 2
maximum extent ofcracking from the small
end of the mandrel ≤ 13mm
Resistance to Hydraulicblistering
In suitable hydraulic pressurizing equipment.Distilled water saturated with CaCO3. 165 bars at25˚C during 24 hours
No blistering
Conditioning cycle B23˚C until no more tack free
+30 min at 150˚C
In suitable hydraulic pressurizing equipment.Distilled water saturated with CaCO3. 100 bars at23˚C during 24 hours
adhesion ≤ 1no blistering and good
appearance
Resistance to Chemicals
– Cyclohexane– 95% by volume diethylene
glycol in water– Hexane
– Methanol– Toluene
– Lubricating oil168h
ISO 2812-1 method 1procedure A
Adhesion (rating ≤ 1)
Buchholz Hardness Buchholz hardness at 25˚CDIN 53 153 ≥ 94
Buchholz hardnessISO 2815 ≥ 94
Abrasion ASTM D968, Method A ≥ 23 (abrasion coef)
APO 5L2July 2002
51 ± 5
ISO 15741 : 2001December 2001
60 < X < 100
Table 2: Key requirements of the API 5L2 and ISO 15741 internal coating standards

PIPELINE COATING | November 2013 22
technical update | Internal coating
due to its commercial availability in North America,
where the flow coats were first used. Epoxy chemistry
offers a very good performance balance in terms of
mechanical properties, corrosion protection and
chemical resistance. Novolac epoxy coatings are the
prefered choice of a few operators, such as Petrobras in
Brazil.
The challenge, over the intervening years, has been
to develop formulations with reduced solvent content,
even though API 5L2 is not very demanding in this
respect. API 5L2 is intended for low solids coating
materials, so the material specification requirements
did not directly apply to the solvent-free epoxy formula-
tions. The challenge over the past several years has
been to develop low VOC or VOC-free formulations to
cope with stringent HSE requirements and the
compliance with the API 5L2 and ISO 15741 interna-
tional standards. Furthermore, low VOC or VOC-free
formulations have been developed to comply with the
application conditions in terms of:
l Application equipment: multi component
l Spray characteristics: consistent
l Pot life: more than 1 hour at 20°C
l Applied film thickness: 50 – 100 µm
l Curing time: hard dry in less than 18 hours at 20°C
l Coating roughness: < 10 µm with a smooth even
appearance
l Air entrapment: none
Roughness testingAt the laboratory scale level,two versions of Flow
Efficiency Coatings were tested by Axson Coatings: a
medium solids (66 % by volume) HES version; and a
solvent-free (100 % volume solids) SF version. Both are
currently commercialized under the Eurokote 436.20
trademark.
The main objective of the tests was to evaluate the
roughness profile of both versions once applied in a
conventional manner and to compare the roughness
profile between solvent-based coating and a solvent-
free coatings. The HES version is designed to be applied
with a single component airless spray system, while the
SF version is designed to be applied by twin feed hot
airless spray equipment.
Firstly, steel plates (dimension: 150mm by 100mm
by 1mm) were shot-blasted and de-dusted in order to
achieve an Sa 2.5 level of cleanliness (according to ISO
8501-1) and a surface roughness profile Rz of about 45
µm profile. The surface roughness was measured with a
Marsurf PS1 device and measurements taken. Table 3
shows an example of the measured data.
The steel plates were coated in the Axson Coatings
laboratory using airless spray equipment in the
following conditions as per the instructions for using
Eurokote 436.20:
l Temperature of the substrate: Minimum +10°C
(+20°C for the SF version) and maintained at least 3°C
above the dew point / Maximum +40°C;
l Air temperature / RH: Min. +10°C / Min RH 5% - Max.
+40°C / Max RH 85%;
l Temperature of the product: Min +10°C / Max +30°C
in the case of the solvent based HES version. In the case
of the solvent free SF version, the resin part should be
pre-heated to around 50°C and the hardener part to
around 30°C.
As an example, the SF version of the Eurokote 436.20
coating was applied after preheating of part R and part D
to respectively 55°C and 35°C (metering unit, hoses) and
applied by airless spray (nozzle 17 to 24/1000 inches)
with a 160 bar minimum pressure. Figure 3 shows a
coated plate with marks illustrating the different
locations used for the roughness measurements.
Some 26 locations were selected to conduct
measurements on a representative surface of each
coated panel for both the HES and SF versions. The
measurements were taken 15 days after curing at room
temperature (20°C). The test results of the Ra, Rz
roughnesses on coated plates applied with around 100
µm DFT, the values being obtained from measurements
of the 26 locations are shown in Tables 4,1 and 4,2.
It can be noted that a very similar roughness profile
is observed between the HES and SF versions, respec-
tively 2.30 and 2.33 in Rz, which is a non-significant
difference considering the standard deviation. A low
roughness profile is also observed, complying with
stringent specifications such as Gasco DGS1470-008 or
Table 3: Example of the surface roughness of the shot-blasted steel platesRz Min Rz Average Rz Max standard Number of deviation measurements
33.6 39.79 55.2 4.58 26
Measurement conditions: Marsurf PS1 device with a PHT 6-350 sensor, Cut-off 2.5 mm, Gaussian filter
Figure 3: A
coated test
plate with
markings
showing
locations for
roughness
measurements
Internal coating | technical update
the South Stream specifications.
Based on the different application conditions found
between the laboratory conditions and industrial
applications - such as the pipe rotating when the
material is applied, the curved surface of the internal
pipe, and the heat inertia of the pipe due to its pipe wall
thickness - differences in coating roughness profile
could be observed.
Industrial scale testingA number of industrial tests have been conducted by
pipe testers on both the medium solids (HES) and
solvent-free (SF) versions for product qualification and/
or project purposes. Industrial scale pipe mill tests with
the SF version of Eurokote 436.20 are presented here.
At an industrial level, coating characteristics were
compared on test pieces that were coated during the
application process of internally coated pipe production.
Test pieces (160mm by 80mm by 1mm metal panels)
were manufactured from low-carbon steel and shot-
blasted in a shot blasting unit Schlick 151 from Airblast
using steel grit reference WGP050 manufactured by W
Abrasives (France). Once shot blasted, the test pieces
had a roughness between 43 and 47 µm. Before coating,
the panels were acid and acetone washed in accordance
with the requirements of API 5L2.
The metal test panels were fixed on pipes before
coating in order to coat the panels together with the
pipes. After coating, the panels were removed from the
pipe and cured according to the following programme:
15 minutes in the air with a 40 % relative humidity and
then 30 minutes in the oven with air circulation at a
Table 4-1: Test results for Eurokote 436.20 HESZone Maxi Average Min Standarddeviation
Ra 0.65 0.41 0.27 0.10
Rz 3.53 2.30 1.41 0.58
DFT 88 100 116
Table 4-2: Test results for Eurokote 436.20 SFZone Maxi Average Min Standarddeviation
Ra 0.64 0.47 0.33 0.08
Rz 3.37 2.33 1.53 0.38
DFT 98 107 125
PIPELINE COATING | November 2013 24
technical update | Internal coating
temperature of 150°C.
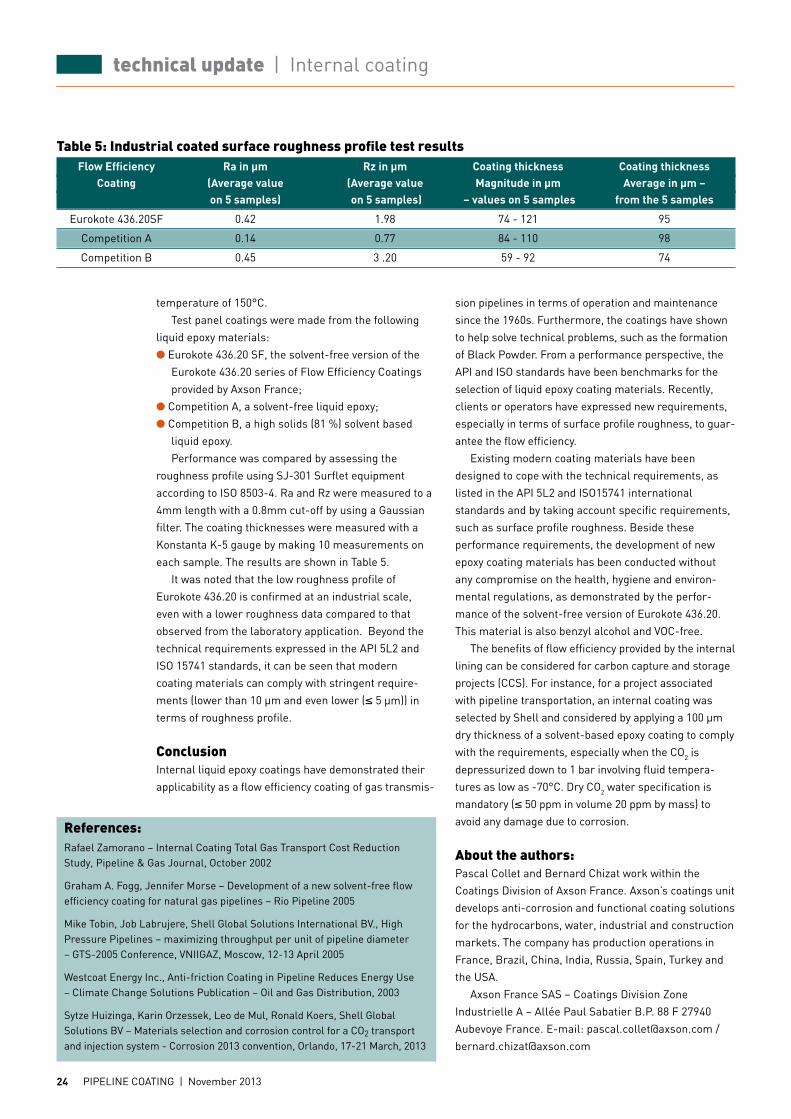
Test panel coatings were made from the following
liquid epoxy materials:
l Eurokote 436.20 SF, the solvent-free version of the
Eurokote 436.20 series of Flow Efficiency Coatings
provided by Axson France;
l Competition A, a solvent-free liquid epoxy;
l Competition B, a high solids (81 %) solvent based
liquid epoxy.
Performance was compared by assessing the
roughness profile using SJ-301 Surflet equipment
according to ISO 8503-4. Ra and Rz were measured to a
4mm length with a 0.8mm cut-off by using a Gaussian
filter. The coating thicknesses were measured with a
Konstanta K-5 gauge by making 10 measurements on
each sample. The results are shown in Table 5.
It was noted that the low roughness profile of
Eurokote 436.20 is confirmed at an industrial scale,
even with a lower roughness data compared to that
observed from the laboratory application. Beyond the
technical requirements expressed in the API 5L2 and
ISO 15741 standards, it can be seen that modern
coating materials can comply with stringent require-
ments (lower than 10 µm and even lower (≤ 5 µm)) in
terms of roughness profile.
ConclusionInternal liquid epoxy coatings have demonstrated their
applicability as a flow efficiency coating of gas transmis-
sion pipelines in terms of operation and maintenance
since the 1960s. Furthermore, the coatings have shown
to help solve technical problems, such as the formation
of Black Powder. From a performance perspective, the
API and ISO standards have been benchmarks for the
selection of liquid epoxy coating materials. Recently,
clients or operators have expressed new requirements,
especially in terms of surface profile roughness, to guar-
antee the flow efficiency.
Existing modern coating materials have been
designed to cope with the technical requirements, as
listed in the API 5L2 and ISO15741 international
standards and by taking account specific requirements,
such as surface profile roughness. Beside these
performance requirements, the development of new
epoxy coating materials has been conducted without
any compromise on the health, hygiene and environ-
mental regulations, as demonstrated by the perfor-
mance of the solvent-free version of Eurokote 436.20.
This material is also benzyl alcohol and VOC-free.
The benefits of flow efficiency provided by the internal
lining can be considered for carbon capture and storage
projects (CCS). For instance, for a project associated
with pipeline transportation, an internal coating was
selected by Shell and considered by applying a 100 µm
dry thickness of a solvent-based epoxy coating to comply
with the requirements, especially when the CO2 is
depressurized down to 1 bar involving fluid tempera-
tures as low as -70°C. Dry CO2 water specification is
mandatory (≤ 50 ppm in volume 20 ppm by mass) to
avoid any damage due to corrosion.
About the authors:Pascal Collet and Bernard Chizat work within the
Coatings Division of Axson France. Axson’s coatings unit
develops anti-corrosion and functional coating solutions
for the hydrocarbons, water, industrial and construction
markets. The company has production operations in
France, Brazil, China, India, Russia, Spain, Turkey and
the USA.
Axson France SAS – Coatings Division Zone
Industrielle A – Allée Paul Sabatier B.P. 88 F 27940
Aubevoye France. E-mail: [email protected] /
References:Rafael Zamorano – Internal Coating Total Gas Transport Cost Reduction Study, Pipeline & Gas Journal, October 2002
Graham A. Fogg, Jennifer Morse – Development of a new solvent-free flow efficiency coating for natural gas pipelines – Rio Pipeline 2005
Mike Tobin, Job Labrujere, Shell Global Solutions International BV., High Pressure Pipelines – maximizing throughput per unit of pipeline diameter – GTS-2005 Conference, VNIIGAZ, Moscow, 12-13 April 2005
Westcoat Energy Inc., Anti-friction Coating in Pipeline Reduces Energy Use – Climate Change Solutions Publication – Oil and Gas Distribution, 2003
Sytze Huizinga, Karin Orzessek, Leo de Mul, Ronald Koers, Shell Global Solutions BV – Materials selection and corrosion control for a CO2 transport and injection system - Corrosion 2013 convention, Orlando, 17-21 March, 2013
Table 5: Industrial coated surface roughness profile test results FlowEfficiency Rainµm Rzinµm Coatingthickness Coatingthickness Coating (Averagevalue (Averagevalue Magnitudeinµm Averageinµm– on5samples) on5samples) –valueson5samples fromthe5samples
Eurokote 436.20SF 0.42 1.98 74 - 121 95
Competition A 0.14 0.77 84 - 110 98
Competition B 0.45 3 .20 59 - 92 74

Pipe blasting and coating systemsPipe handling equipment
Selmers Biesland 3 1948 RJ Beverwijk The Netherlands
telephone (+31) 251 211 999 fax (+31) 251 220 777 email [email protected]
www.selmers.nl
Design Engineering Manufacturing Installation Training Commissioning After Sales
Selmers_A4_2013.indd 1 25-07-13 12:06
The 3rd edition of AMI Consulting’s study “Steel Pipe Coating – the Global Market” is is now complete and available for immediate subscription.
This 234-page study comprises a detailed quantitative and qualitative analysis of the world market for steel pipe coating. It considers demand, supply, raw materials, etc, and includes forecasts through to 2016.
These are very interesting times in energy and energy-related industries. While oil remains important in the global energy balance, markets are moving increasingly towards gas not just in Europe and North America, but in Asia as well. Natural gas is becoming a hugely important resource, to be traded globally.
Pipelines are playing a crucial role in this development. Pipelines are needed not just to gather, transport and distribute the gas, but also to connect LNG import and export terminals, which are mushrooming around the globe. Pipeline-related industries are, therefore, likely to benefit from this process. Steel pipe coating is likely to be among the top beneficiaries: as new pipelines tend to operate under harsher conditions in terms of temperature, pressure and external environment, coating is becoming more demanding, more sophisticated and hence more valuable.
There are additional drivers of growth appearing on the horizon: the scarcity of potable water in many regions of the globe will increasingly have to be tackled through either desalination or long-range water
transportation – with pipelines playing an important role in both; power-plant produced carbon dioxide will increasingly be captured, transported through pipelines and stored.
Changes are also taking place on the supply side of the steel pipe coating market. The previous editions of this report have correctly forecast a consolidation trend. This trend – which has meanwhile become apparent to everybody – is set to continue with new twists and turns, as is the competitive “battle” between the two major business models: integrated pipe mills-coating yards versus independent coaters.
The 2013 edition of the report analyses all of these trends and their likely trajectory into the future. The 234-page report contains 88 data tables, 8 charts and 95 exhibits. Subscribers receive two printed hardcopies of the report and a CD containing a read only pdf version, as well as a set of spreadsheets with the underlying data. To receive a detailed proposal, contact Mr Noru Tsalic at [email protected] or +44 117 924 9442.
JUST PUBLISHEDSteel Pipe Coating –The Global Market
(Third Edition)
For more details about this report or to request a detailed proposal, contact:Noru Tsalic, Senior vice president AMI Consulting.
Email: [email protected]. Phone: +44 (0)117 924 9442Mail: Applied Market Information, AMI House,
45-47 Stokes Croft, Bristol BS1 3QP, United KingdomAMI CONSULTING
STEEL PIPE COATING
– THE GLOBAL MArKET
Third Edition
2013
STEEL PIPE COATING– THE GLOBAL MArKET
Third Edition
2013
STEEL PIPE COATING– THE GLOBAL MArKET
Third Edition
2013
www.amiplastics.com
November 2013 | PIPELINE COATING 27
EPS | project report
The 370km long Ethylene Pipeline South was put into service earlier this
year, fi ve years behind schedule.John Osborne reports on the project
and its signifi cance for Europe’s chemical industry
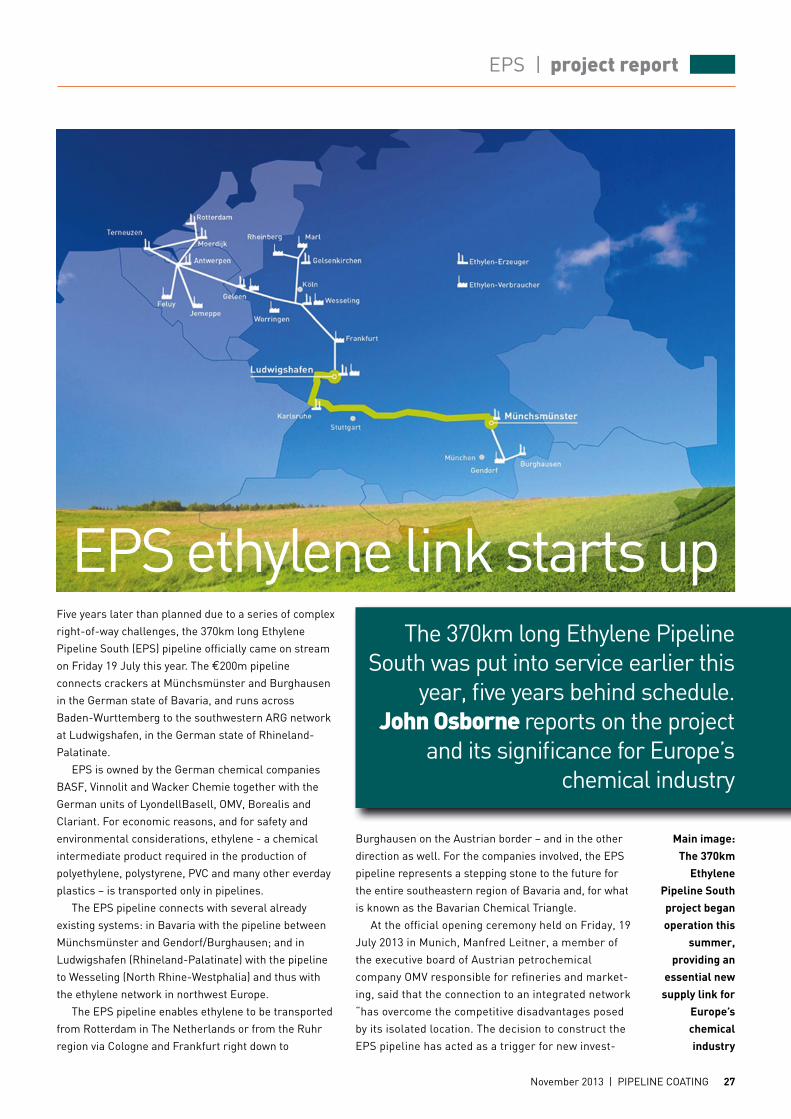
Five years later than planned due to a series of complex
right-of-way challenges, the 370km long Ethylene
Pipeline South (EPS) pipeline offi cially came on stream
on Friday 19 July this year. The €200m pipeline
connects crackers at Münchsmünster and Burghausen
in the German state of Bavaria, and runs across
Baden-Wurttemberg to the southwestern ARG network
at Ludwigshafen, in the German state of Rhineland-
Palatinate.
EPS is owned by the German chemical companies
BASF, Vinnolit and Wacker Chemie together with the
German units of LyondellBasell, OMV, Borealis and
Clariant. For economic reasons, and for safety and
environmental considerations, ethylene - a chemical
intermediate product required in the production of
polyethylene, polystyrene, PVC and many other everday
plastics – is transported only in pipelines.
The EPS pipeline connects with several already
existing systems: in Bavaria with the pipeline between
Münchsmünster and Gendorf/Burghausen; and in
Ludwigshafen (Rhineland-Palatinate) with the pipeline
to Wesseling (North Rhine-Westphalia) and thus with
the ethylene network in northwest Europe.
The EPS pipeline enables ethylene to be transported
from Rotterdam in The Netherlands or from the Ruhr
region via Cologne and Frankfurt right down to
Burghausen on the Austrian border – and in the other
direction as well. For the companies involved, the EPS
pipeline represents a stepping stone to the future for
the entire southeastern region of Bavaria and, for what
is known as the Bavarian Chemical Triangle.
At the offi cial opening ceremony held on Friday, 19
July 2013 in Munich, Manfred Leitner, a member of
the executive board of Austrian petrochemical
company OMV responsible for refi neries and market-
ing, said that the connection to an integrated network
“has overcome the competitive disadvantages posed
by its isolated location. The decision to construct the
EPS pipeline has acted as a trigger for new invest-
EPS ethylene link starts up
Main image:
The 370km
Ethylene
Pipeline South
project began
operation this
summer,
providing an
essential new
supply link for
Europe’s
chemical
industry

PIPELINE COATING | November 2013 28
project report | EPS
ments and the creation of jobs.”
In the Bavarian Chemical Triangle ethylene is
produced by OMV and Ruhr Oel in Burghausen and
Münchsmünster and processed by five industrial
companies in Burghausen, Gendorf and Münchsmün-
ster. Although these companies are all connected with
one another via ethylene pipelines, there was no link to
the large western European pipeline network to the
north.
According to the pipeline’s owners, the Bavarian
ethylene network is currently quite stable (with a total
capacity of approximately 650,000 tonnes a year) but
was highly inflexible because of its isolated location.
The ethylene produced in Bavaria had to be consumed
within this network of companies – there was no
opportunity to import additional or export excess
ethylene in or out of the system.
Polymer production facilities are extremely capital-
intensive, which makes it important to operate them
continuously at full capacity. Should just one of the
companies in the ethylene network encounter difficul-
ties, regardless of whether it’s a producer or a consum-
er, this could lead to a type of domino effect and have
seriously adverse effects on the entire industrial
network.
This situation also put considerable limitations on
the companies’ opportunities for growth, making them
largely dependent on one another. It was very difficult to
adapt the capacities to changing market conditions.
For OMV, for example, to remain competitive in the
long term the company only had two options for the
crackers in its refinery in Burghausen. These were either
to expand the ethylene capacity from 340,000 tonnes to at
least 450 – 500,000 tonnes a year, or in the medium or
longer term to close down. Its existing facilities were
struggling to compete on the global market because of
their small size and high costs (naphtha crackers with a
capacity of about 800,000 tonnes a year are already being
built in other locations around the world).
OMV said that, since its local customers would have
only been able to absorb part of this additional capacity,
such investments would have been unlikely unless it
was possible to export excess quantities via the western
European pipeline network.
Planning the pipelineThe first ideas and discussions over the pipeline date
back to 2001. Together with VCI (the German chemical
industry association), the Bavarian State Ministry of
Economy and the companies BASF, Borealis, Clariant,
OMV, BP/ROG, Vinnolit and Wacker, feasibility studies
were conducted between 2002 and 2004.
For all partners, the connection of the Bavarian
chemical triangle to the ethylene complex in northwest
Europe was of prime importance. Germany informed
the EU Commission of its decision in December 2003
and submitted a grant application in January 2005.
Following the usual assessment process, approval was
given by the EU Commission on October 12, 2006. Given
this approval, Bavaria provided a subsidy of about
E45m. The total costs of the project were then expected
to be about E180m. The Bavarian grant decision
provided the seven shareholders of EPS with the
planning security needed, and they gave the starting
signal for the project in October 2006 with their approval
of the final financing.
Pipeline operator EPS also constructed the pipeline,
which comprises some 20,000 250mm diameter
(DN250) pipes with a 7.1mm wall thickness supplied by
Salzgitter Mannesmann Line Pipe of Germany. The
L360B steel pipes are finished with, appropriately, a
polyethylene anti-corrosion coating.
Salzgitter Mannesmann also supplied 75km of a very
similar pipe for BASF’s LUKA pipeline, which runs
parallel with the EPS pipeline for part of the route
between Ludwigshafen and Karlsruhe.
The EPS pipeline is capable of carrying up to 400,000
tonnes of ethylene a year and is buried at a depth of one
meter along most of its length. It operates at a pressure
of between 60 and 90bar and is equipped with a full
safety monitoring system; shut-off stations are provided
at intervals of between 12 and 18km.
The route of the pipeline was determined to account
for population structure, city planning and environmen-
tal and landscape conservation. It runs parallel to
Officials at the startup of the EPS pipeline. From left: Dr. Rudolf Staudigl,
Wacker Chemie; Martin Zeil, Baviarian government; Günther Oettinger,
European Commission; Thomas Schmid, EPS; Manfred Leitner, OMV;
Werner Döhler, EPS; Günter von Au, Bavarian Chemical Association; Dirk
Dronia, EPS.

EPS | project report
previously existing pipelines for 320 of its total of 360
kilometres, including the underwater crossings of the
Danube, Neckar and Rhine rivers.
Water pressure testing was carried out at 200bar
late last year, after which a temporary operating permit
was issued. Early this year, the pipeline was filled with
ethylene in readiness for a full evaluation of the leak
monitoring system, which continuously measures the
quantities, pressures and temperatures in the pipeline
and compares them to predicted values. Trials carried
out by TüV Süd showed the system responded to a test
leak within minutes, according to EPS.
Looking ahead, the EPS pipeline will be operated on
the “common carrier” principle and offer open access,
non-discriminatory fees and low profits. As a result, all
producers, consumers and prospective customers of
ethylene will be able to use the pipeline at the same
terms and conditions.
Further expansions of the European ethylene
network are also now possible, including connections to
the east (Litvinov, Czech Republic), to Italy and Croatia
(Burghausen – Porto Marghera), Austria (Schwechat)
and further options via Slovakia to Hungary as well as
toward France (Carling).
According to EPS’ owners the pipeline will play a key
part in helping to compensate for the competitive
disadvantages of the European petrochemical industry
in comparison to that of the USA and the Middle East
and to enhance the competitive strength of the Euro-
pean industry in the global market.
❙ www.eps-pipeline.de
Above: Laying
of the 250mm
PE coated steel
pipe for the
EPS project
DENSO is the inventor of the PETROLATUM-Tape in the 1920‘s. Original DENSOLEN® Tapes and
Tape-Systems, DENSOLID®-Polyurethane Coatings and DEKOTEC® Innovative Hotmelt and Mastic
Shrink-Sleeve Technology. Leader in Innovation since more than 90 years. Made in Germany.
Member of: Certifi ed by:
denso.deDENSO GmbH Felderstraße 2451371 Leverkusen | Germany +49 214 2602-0 +49 214 2602-217 [email protected]
Find out more:
A Member of DENSO Group
Germanydekotec.net
CertifiedDIN EN ISO 9001
®
MEMBER OF
DENSO Group Germany - The Inventor of Passive Corrosion Prevention
CO-EXTRUDED 3-PLY TAPE SYSTEMS CO-EXTRUDED NEW
DENSOLEN® AS30-20/R20MP DENSOLEN® AS50/R20HT
STRONG & FLEXIBLE
PAY ECONOMY GET FIRST CLASS
■ Real co-extruded 3-ply tape system.
■ No risk of spiral corrosion compared to 2-ply tapes.
■ Passes class B 50 according to EN 12068.
■ Compatible with mill coatings from PE, PP, FBE, PU, CTE and Bitumen.
■ Designed for max. temperatures up to 85°C (185°F).
■ Outstanding tape fl exibility – Elongation at break.
■ Very cost effi cient and easy application with excellent mechanical and corrosion protection.
■ Tape system total thickness 2,0mm.
■ Tape system
product
DIN B 50
■ Real co-extruded 3-ply tape system.
■ No risk of spiral corrosion compared to 2-ply tapes.
■ Exceeds the requirements of class C 50 accroding to EN 12068.
■ Compatible with mill coatings from PE, PP, FBE, PU, CTE and Bitumen.
■ Designed for max. temperatures up to 85°C (185°F).
■ Maximum mechanical protection combined with outstanding tape fl exibility.
■ Tape system total thickness 3,2mm.
■ Tape system
product
DIN C 50

German coatings specialist Ceramic
Polymer is supplying its
Proguard epoxy coating for hot
refurbishment of a leaking 90km
oil pipeline in Iran – its largest
pipe coating project to date
PIPELINE COATING | November 2013 30
case study | Refurbishment
Germany-based Ceramic Polymer secured a contract to
supply its Proguard CN100iso epoxy coating for a major
refurbishment of the 90km steel pipeline that links the
Abadan oil refi nery in Iran with the port of Bandar
Mahshar. It is the company’s largest ever pipeline
coating contract and was secured, says Ceramic
Polymer director Matthias N Roehl, because of the
resin’s suitability for application to substrates at
operating temperatures of up to 90˚C.
Owned by the National Iranian Oil and Refi ning
Distribution Company (NIORDC), the Abadan refi nery is
one of the largest in the world with a claimed capacity of
around 430,000 barrels/day of crude oil. The pipeline
linking it to the Gulf port of Bandar Mahshar was
installed around seven years ago. However, the extreme
operating conditions – the oil temperature at the inlet is
around 90˚C cooling to 60˚C at the outlet while ambient
daytime temperatures are frequently in the 50-60˚C
range – had caused substantial shrinkage of the original
polypropylene (PP) corrosion protection wrapping.
This shrinkage exposed large areas of steel in the
buried pipeline to the highly corrosive damp sabkha soil,
with the result that many leaks had developed along its
length. Repair was essential but with no wish to shut
down the pipeline, owner and operator Iranian Oil
Pipelines and Telecommunications Company (IOPTC), a
subsidiary of NIORDC, required a repair system that
could be implemented at operational temperatures.
Ceramic Polymer’s Proguard CN100iso system is a
high performance two-part epoxy originally developed
for application to pressure vessels operating at
pressures of up to 100bar and temperatures of up to
150˚C. It is a solvent-free system based on unplasti-
cized Novolac hybrid resins offering a Tg value of
greater than 120˚C – allowing it crosslink even when
applied to high temperature substrates.
The coating is capable of withstanding continuous
dry operating temperatures up to 170˚C and intermit-
tent operation to 190˚C, while the incorporation of
micro-sized ceramic particles in the coating enhances
Main image:
Application of
Proguard
CN100iso epoxy
coating to the
Abadan/Bandar
Mahshar
pipeline while
still operation-
al in Iran. The
steel pipeline
surface
exceeds 60˚C
Ceramic Polymer provides hotsolution for Iranian pipeline
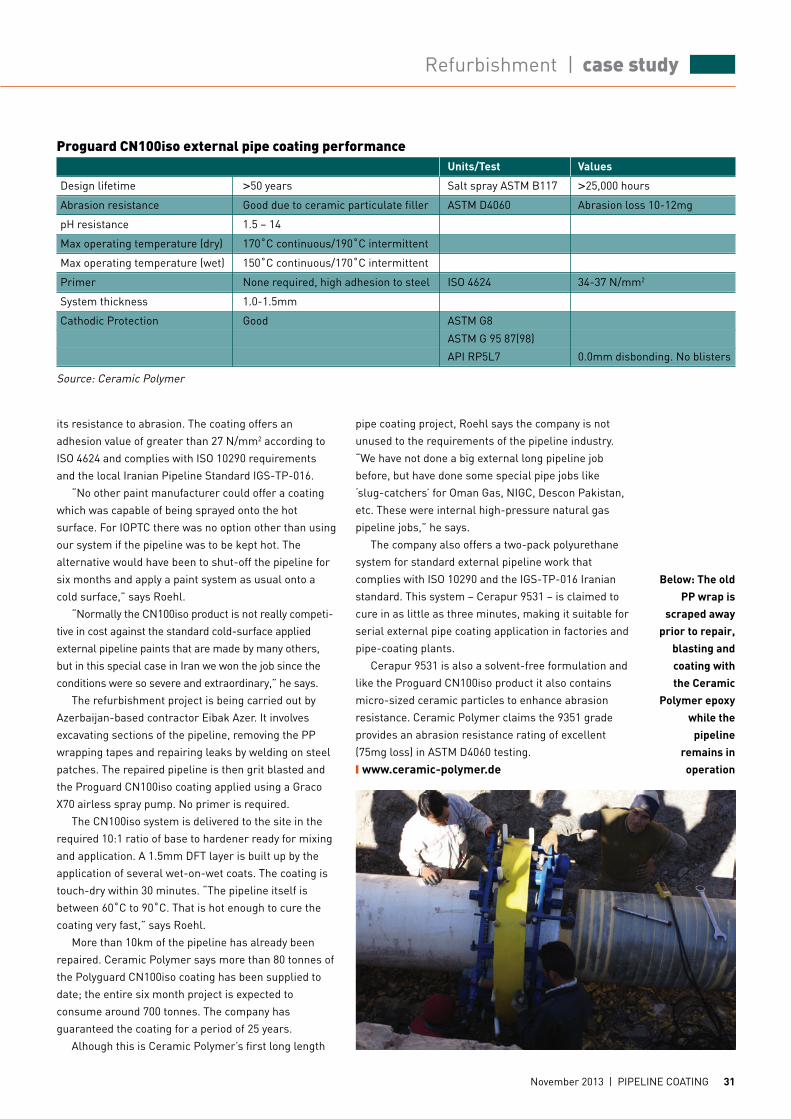
November 2013 | PIPELINE COATING 31
Refurbishment | case study
its resistance to abrasion. The coating offers an
adhesion value of greater than 27 N/mm2 according to
ISO 4624 and complies with ISO 10290 requirements
and the local Iranian Pipeline Standard IGS-TP-016.
“No other paint manufacturer could offer a coating
which was capable of being sprayed onto the hot
surface. For IOPTC there was no option other than using
our system if the pipeline was to be kept hot. The
alternative would have been to shut-off the pipeline for
six months and apply a paint system as usual onto a
cold surface,” says Roehl.
“Normally the CN100iso product is not really competi-
tive in cost against the standard cold-surface applied
external pipeline paints that are made by many others,
but in this special case in Iran we won the job since the
conditions were so severe and extraordinary,” he says.
The refurbishment project is being carried out by
Azerbaijan-based contractor Eibak Azer. It involves
excavating sections of the pipeline, removing the PP
wrapping tapes and repairing leaks by welding on steel
patches. The repaired pipeline is then grit blasted and
the Proguard CN100iso coating applied using a Graco
X70 airless spray pump. No primer is required.
The CN100iso system is delivered to the site in the
required 10:1 ratio of base to hardener ready for mixing
and application. A 1.5mm DFT layer is built up by the
application of several wet-on-wet coats. The coating is
touch-dry within 30 minutes. “The pipeline itself is
between 60˚C to 90˚C. That is hot enough to cure the
coating very fast,” says Roehl.
More than 10km of the pipeline has already been
repaired. Ceramic Polymer says more than 80 tonnes of
the Polyguard CN100iso coating has been supplied to
date; the entire six month project is expected to
consume around 700 tonnes. The company has
guaranteed the coating for a period of 25 years.
Alhough this is Ceramic Polymer’s fi rst long length
pipe coating project, Roehl says the company is not
unused to the requirements of the pipeline industry.
“We have not done a big external long pipeline job
before, but have done some special pipe jobs like
‘slug-catchers’ for Oman Gas, NIGC, Descon Pakistan,
etc. These were internal high-pressure natural gas
pipeline jobs,” he says.
The company also offers a two-pack polyurethane
system for standard external pipeline work that
complies with ISO 10290 and the IGS-TP-016 Iranian
standard. This system – Cerapur 9531 – is claimed to
cure in as little as three minutes, making it suitable for
serial external pipe coating application in factories and
pipe-coating plants.
Cerapur 9531 is also a solvent-free formulation and
like the Proguard CN100iso product it also contains
micro-sized ceramic particles to enhance abrasion
resistance. Ceramic Polymer claims the 9351 grade
provides an abrasion resistance rating of excellent
(75mg loss) in ASTM D4060 testing.
� www.ceramic-polymer.de
Below: The old
PP wrap is
scraped away
prior to repair,
blasting and
coating with
the Ceramic
Polymer epoxy
while the
pipeline
remains in
operation
Proguard CN100iso external pipe coating performance Units/Test Values
Design lifetime >50 years Salt spray ASTM B117 >25,000 hours
Abrasion resistance Good due to ceramic particulate fi ller ASTM D4060 Abrasion loss 10-12mg
pH resistance 1.5 – 14
Max operating temperature (dry) 170˚C continuous/190˚C intermittent
Max operating temperature (wet) 150˚C continuous/170˚C intermittent
Primer None required, high adhesion to steel ISO 4624 34-37 N/mm2
System thickness 1.0-1.5mm
Cathodic Protection Good ASTM G8
ASTM G 95 87(98)
API RP5L7 0.0mm disbonding. No blisters
Source: Ceramic Polymer

SPECIAL OFFER: Save $200 if you register before November 1, 2013
Organized by: Applied Market Information LLC & Compounding World
December 10-11, 2013Hilton Philadelphia City Avenue,Philadelphia, Pennsylvania, USA
Sponsored by:
Images courtesy of: Coperion, Foster Corporation, PolyOne, Renault, and Teknor Apex
The international conference on business strategies and new technologies for compounders
Kelly Cressman, Conference Coordinator [email protected] Ph: +1 610 478 0800 Fax: +1 610 478 0900
CLICK HERE FOR DETAILS

November 2013 | PIPELINE COATING 33
External coating | technical update
Developed in Russia, bitumen resinous oligomer
(asmol) is an anti-corrosion material that is being used
to protect some of the country’s pipelines against
underground corrosion. The asmol material is being
applied both to new pipes and to existing pipelines
following repairs. It offers an advantage over alternative
materials in the ability to stop corrosion processes
taking place on the metal pipeline surface. At the
annual Pipeline Coating 2013 conference in Vienna,
Austria, the methods of producing asmol were present-
ed, together with a discussion of its basic physical,
mechanical and anti-corrosion properties. This article
examines further research into its protective action
mechanism.
Asmol petroleum polymer is produced by the
reaction and step-growth polymerisation of bitumen
(the softening point is 35-40°C) or tar propane deas-
phalted asphalt with oligoisoprenes in the presence of
sulphuric acid, which serves as a catalyst and a
Protective action of asmol oligomersulphonating agent at the same time. The presence of
highly active functional groups in the resulting polymer
ensures high adhesion of the coating both to metal and
to polymers, low rate of metal corrosion under the
coating, high resistance to cathodic disbondment, and
the maintenance of all of these properties in long-term
operation. In addition, asmol materials can modify and
transport corrosion products deep into the coating,
which prevents fl aking-off from the protected surface.
Service life of the coatings is more than 35 years. Asmol
coatings have been used for more than 10 years [1].
Asmol coatings can be used with hot application
technology by means of extruding hot-melt asmol onto
the pipeline surface under plant conditions or on site.
And there is no need to prepare the pipeline surface to a
very high standard, it is suffi cient to remove rust
mechanically. Hot application technology presupposes
the use of asmol tapes produced under plant conditions
by the application of a hot-melt asmol mastic onto a
Bitumen resinous oligomer (asmol) has been developed and is being used in pipe coatings in Russia. This article by Nikolaj Cherkasov, Irina Gladkikh and Valerij A Filimonov at SRC Poisk discusses its
protective properties and anti-corrosion mechanisms
Main image:
asmol coating
tapes being
applied during
refurbishment
of a steel
pipeline in
Russia
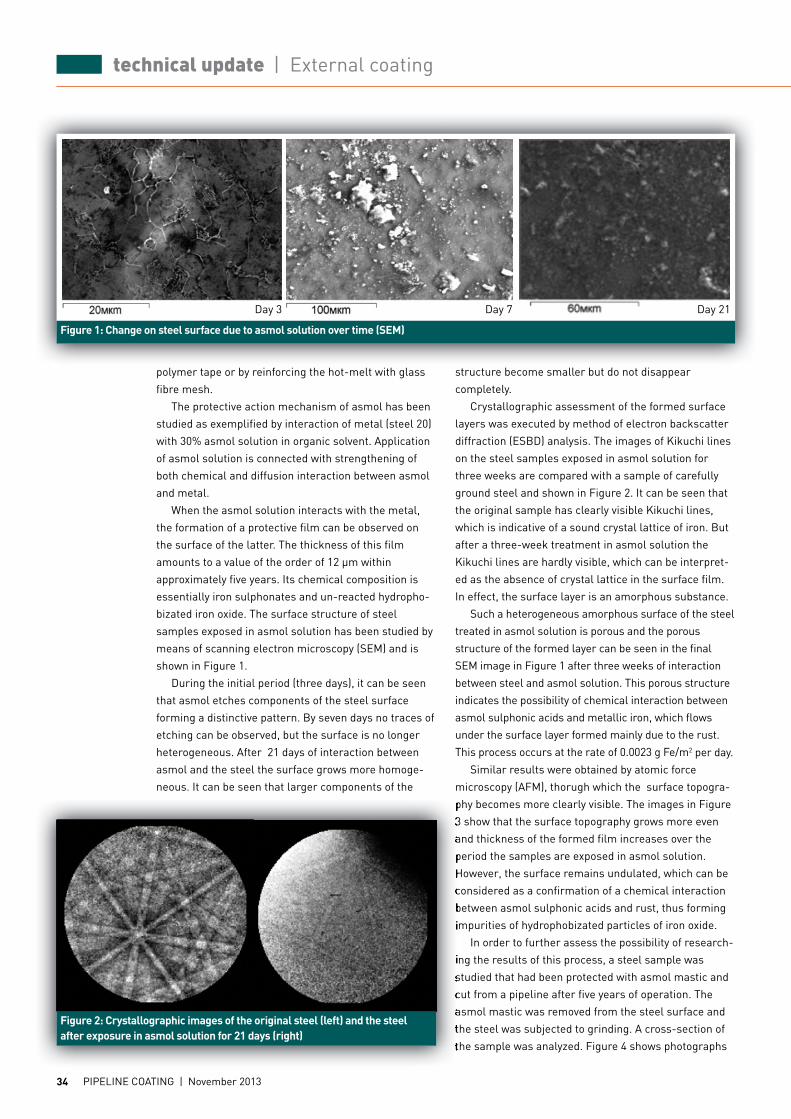
PIPELINE COATING | November 2013 34
technical update | External coating
Figure 1: Change on steel surface due to asmol solution over time (SEM)
polymer tape or by reinforcing the hot-melt with glass
fi bre mesh.
The protective action mechanism of asmol has been
studied as exemplifi ed by interaction of metal (steel 20)
with 30% asmol solution in organic solvent. Application
of asmol solution is connected with strengthening of
both chemical and diffusion interaction between asmol
and metal.
When the asmol solution interacts with the metal,
the formation of a protective fi lm can be observed on
the surface of the latter. The thickness of this fi lm
amounts to a value of the order of 12 µm within
approximately fi ve years. Its chemical composition is
essentially iron sulphonates and un-reacted hydropho-
bizated iron oxide. The surface structure of steel
samples exposed in asmol solution has been studied by
means of scanning electron microscopy (SEM) and is
shown in Figure 1.
During the initial period (three days), it can be seen
that asmol etches components of the steel surface
forming a distinctive pattern. By seven days no traces of
etching can be observed, but the surface is no longer
heterogeneous. After 21 days of interaction between
asmol and the steel the surface grows more homoge-
neous. It can be seen that larger components of the
structure become smaller but do not disappear
completely.
Crystallographic assessment of the formed surface
layers was executed by method of electron backscatter
diffraction (ESBD) analysis. The images of Kikuchi lines
on the steel samples exposed in asmol solution for
three weeks are compared with a sample of carefully
ground steel and shown in Figure 2. It can be seen that
the original sample has clearly visible Kikuchi lines,
which is indicative of a sound crystal lattice of iron. But
after a three-week treatment in asmol solution the
Kikuchi lines are hardly visible, which can be interpret-
ed as the absence of crystal lattice in the surface fi lm.
In effect, the surface layer is an amorphous substance.
Such a heterogeneous amorphous surface of the steel
treated in asmol solution is porous and the porous
structure of the formed layer can be seen in the fi nal
SEM image in Figure 1 after three weeks of interaction
between steel and asmol solution. This porous structure
indicates the possibility of chemical interaction between
asmol sulphonic acids and metallic iron, which fl ows
under the surface layer formed mainly due to the rust.
This process occurs at the rate of 0.0023 g Fe/m2 per day.
Similar results were obtained by atomic force
microscopy (AFM), thorugh which the surface topogra-
phy becomes more clearly visible. The images in Figure
3 show that the surface topography grows more even
and thickness of the formed fi lm increases over the
period the samples are exposed in asmol solution.
However, the surface remains undulated, which can be
considered as a confi rmation of a chemical interaction
between asmol sulphonic acids and rust, thus forming
impurities of hydrophobizated particles of iron oxide.
In order to further assess the possibility of research-
ing the results of this process, a steel sample was
studied that had been protected with asmol mastic and
cut from a pipeline after fi ve years of operation. The
asmol mastic was removed from the steel surface and
the steel was subjected to grinding. A cross-section of
the sample was analyzed. Figure 4 shows photographs
phy becomes more clearly visible. The images in Figure
3 show that the surface topography grows more even
and thickness of the formed fi lm increases over the
period the samples are exposed in asmol solution.
However, the surface remains undulated, which can be
considered as a confi rmation of a chemical interaction
between asmol sulphonic acids and rust, thus forming
impurities of hydrophobizated particles of iron oxide.
ing the results of this process, a steel sample was
studied that had been protected with asmol mastic and
cut from a pipeline after fi ve years of operation. The
asmol mastic was removed from the steel surface and
the steel was subjected to grinding. A cross-section of
the sample was analyzed. Figure 4 shows photographs
Figure 2: Crystallographic images of the original steel (left) and the steel after exposure in asmol solution for 21 days (right)
Day 3 Day 7 Day 21
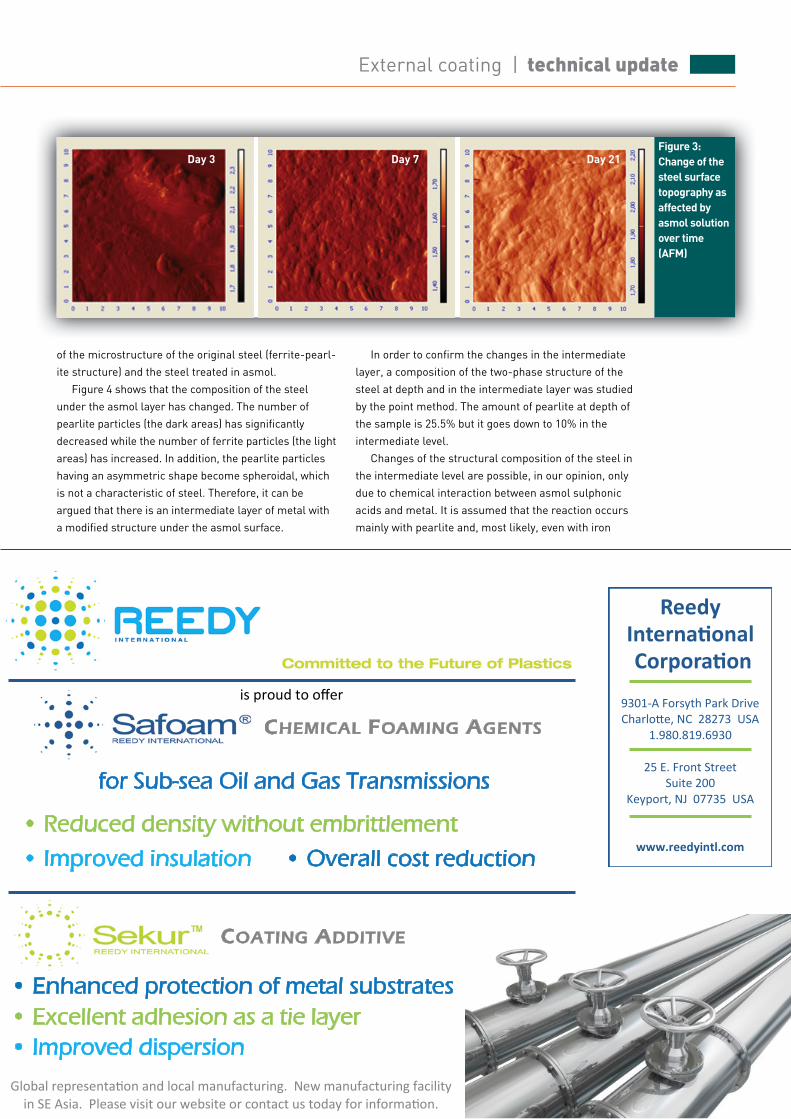
External coating | technical update
Figure 3: Change of the steel surface topography as affected by asmol solution over time (AFM)
of the microstructure of the original steel (ferrite-pearl-
ite structure) and the steel treated in asmol.
Figure 4 shows that the composition of the steel
under the asmol layer has changed. The number of
pearlite particles (the dark areas) has signifi cantly
decreased while the number of ferrite particles (the light
areas) has increased. In addition, the pearlite particles
having an asymmetric shape become spheroidal, which
is not a characteristic of steel. Therefore, it can be
argued that there is an intermediate layer of metal with
a modifi ed structure under the asmol surface.
In order to confi rm the changes in the intermediate
layer, a composition of the two-phase structure of the
steel at depth and in the intermediate layer was studied
by the point method. The amount of pearlite at depth of
the sample is 25.5% but it goes down to 10% in the
intermediate level.
Changes of the structural composition of the steel in
the intermediate level are possible, in our opinion, only
due to chemical interaction between asmol sulphonic
acids and metal. It is assumed that the reaction occurs
mainly with pearlite and, most likely, even with iron
Day 3 Day 7 Day 21
Reedy International Corporation
9301-A Forsyth Park Drive Charlotte, NC 28273 USA
1.980.819.6930
25 E. Front Street Suite 200
Keyport, NJ 07735 USA
www.reedyintl.com
CHEMICAL FOAMING AGENTS
for Sub-sea Oil and Gas Transmissions
• Reduced density without embrittlement
• Improved insulation
Global representation and local manufacturing. New manufacturing facility in SE Asia. Please visit our website or contact us today for information.
is proud to offer
• Overall cost reduction
COATING ADDITIVE
• Excellent adhesion as a tie layer • Improved dispersion
• Enhanced protection of metal substrates
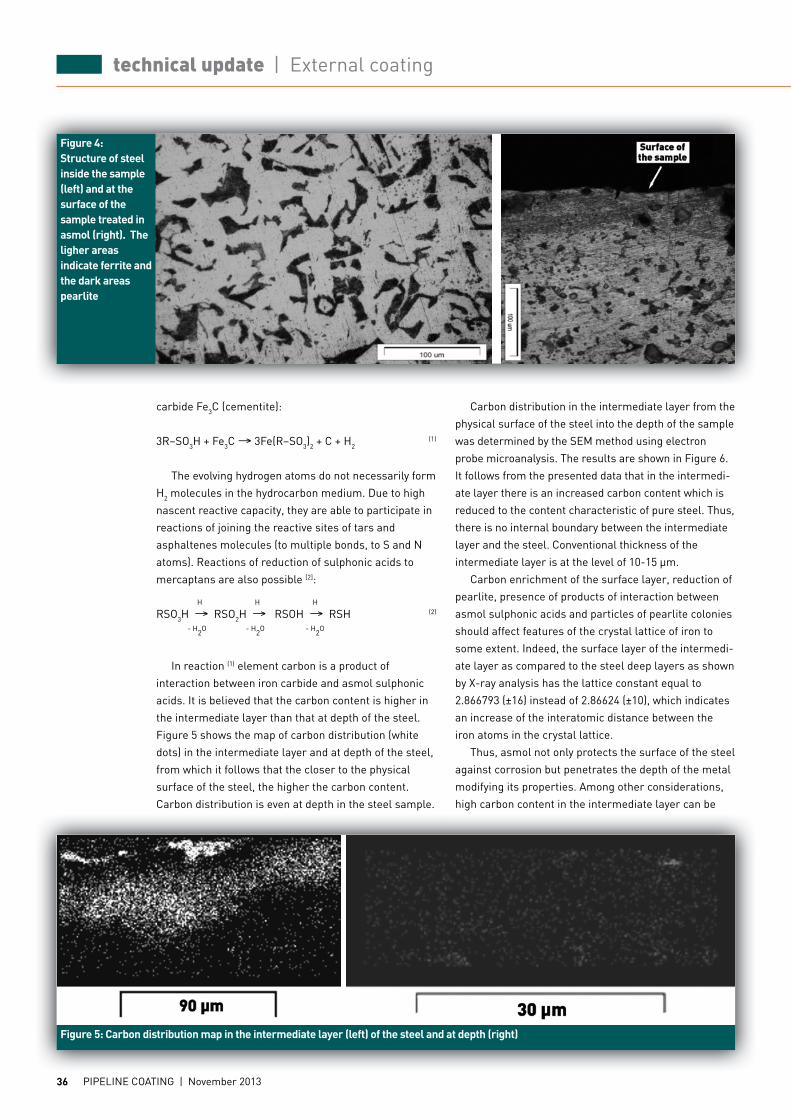
PIPELINE COATING | November 2013 36
technical update | External coating
Figure 4:Structure of steel inside the sample (left) and at the surface of the sample treated in asmol (right). The ligher areas indicate ferrite and the dark areas pearlite
Figure 5: Carbon distribution map in the intermediate layer (left) of the steel and at depth (right)
carbide Fe3C (cementite):
3R–SO3H + Fe3C → 3Fe(R–SO3)2 + C + H2 (1)
The evolving hydrogen atoms do not necessarily form
H2 molecules in the hydrocarbon medium. Due to high
nascent reactive capacity, they are able to participate in
reactions of joining the reactive sites of tars and
asphaltenes molecules (to multiple bonds, to S and N
atoms). Reactions of reduction of sulphonic acids to
mercaptans are also possible [2]:
H H HRSO3H → RSO2H → RSOH → RSH (2)
- H2O - H2O - H2O
In reaction (1) element carbon is a product of
interaction between iron carbide and asmol sulphonic
acids. It is believed that the carbon content is higher in
the intermediate layer than that at depth of the steel.
Figure 5 shows the map of carbon distribution (white
dots) in the intermediate layer and at depth of the steel,
from which it follows that the closer to the physical
surface of the steel, the higher the carbon content.
Carbon distribution is even at depth in the steel sample.
Carbon distribution in the intermediate layer from the
physical surface of the steel into the depth of the sample
was determined by the SEM method using electron
probe microanalysis. The results are shown in Figure 6.
It follows from the presented data that in the intermedi-
ate layer there is an increased carbon content which is
reduced to the content characteristic of pure steel. Thus,
there is no internal boundary between the intermediate
layer and the steel. Conventional thickness of the
intermediate layer is at the level of 10-15 µm.
Carbon enrichment of the surface layer, reduction of
pearlite, presence of products of interaction between
asmol sulphonic acids and particles of pearlite colonies
should affect features of the crystal lattice of iron to
some extent. Indeed, the surface layer of the intermedi-
ate layer as compared to the steel deep layers as shown
by X-ray analysis has the lattice constant equal to
2.866793 (±16) instead of 2.86624 (±10), which indicates
an increase of the interatomic distance between the
iron atoms in the crystal lattice.
Thus, asmol not only protects the surface of the steel
against corrosion but penetrates the depth of the metal
modifying its properties. Among other considerations,
high carbon content in the intermediate layer can be
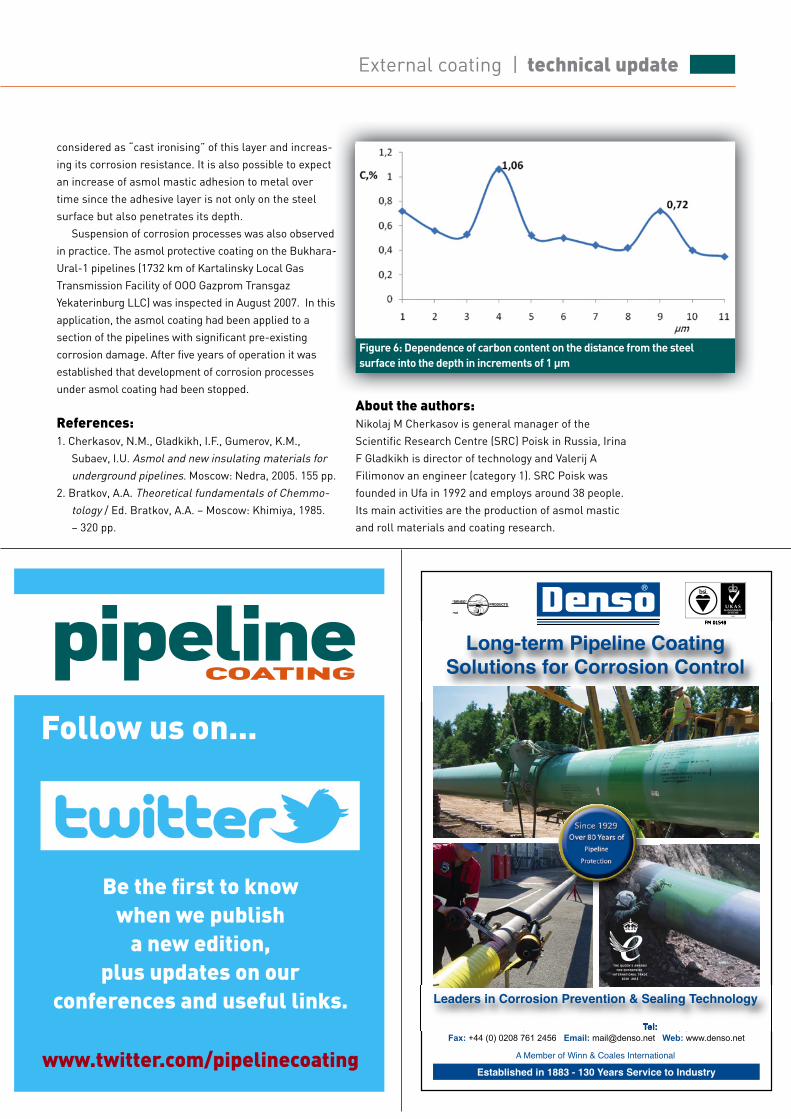
External coating | technical update
considered as “cast ironising” of this layer and increas-
ing its corrosion resistance. It is also possible to expect
an increase of asmol mastic adhesion to metal over
time since the adhesive layer is not only on the steel
surface but also penetrates its depth.
Suspension of corrosion processes was also observed
in practice. The asmol protective coating on the Bukhara-
Ural-1 pipelines (1732 km of Kartalinsky Local Gas
Transmission Facility of OOO Gazprom Transgaz
Yekaterinburg LLC) was inspected in August 2007. In this
application, the asmol coating had been applied to a
section of the pipelines with signifi cant pre-existing
corrosion damage. After fi ve years of operation it was
established that development of corrosion processes
under asmol coating had been stopped.
References:1. Cherkasov, N.M., Gladkikh, I.F., Gumerov, K.M.,
Subaev, I.U. Asmol and new insulating materials for underground pipelines. Moscow: Nedra, 2005. 155 pp.
2. Bratkov, A.A. Theoretical fundamentals of Chemmo-tology / Ed. Bratkov, A.A. – Moscow: Khimiya, 1985.
– 320 pp.
About the authors:Nikolaj M Cherkasov is general manager of the
Scientifi c Research Centre (SRC) Poisk in Russia, Irina
F Gladkikh is director of technology and Valerij A
Filimonov an engineer (category 1). SRC Poisk was
founded in Ufa in 1992 and employs around 38 people.
Its main activities are the production of asmol mastic
and roll materials and coating research.
in practice. The asmol protective coating on the Bukhara-
Yekaterinburg LLC) was inspected in August 2007. In this
Figure 6: Dependence of carbon content on the distance from the steel surface into the depth in increments of 1 µm
Follow us on...
Be the fi rst to knowwhen we publish
a new edition,plus updates on our
conferences and useful links.
www.twitter.com/pipelinecoating
Winn & Coales (Denso) Ltd Denso House, Chapel Road, London SE27 OTR Tel: +44 (0) 208 670 7511Fax: +44 (0) 0208 761 2456 Email: [email protected] Web: www.denso.net
FM 01548EMS 583748
Established in 1883 - 130 Years Service to Industry
Leaders in Corrosion Prevention & Sealing Technology
Long-term Pipeline CoatingSolutions for Corrosion Control
A Member of Winn & Coales International
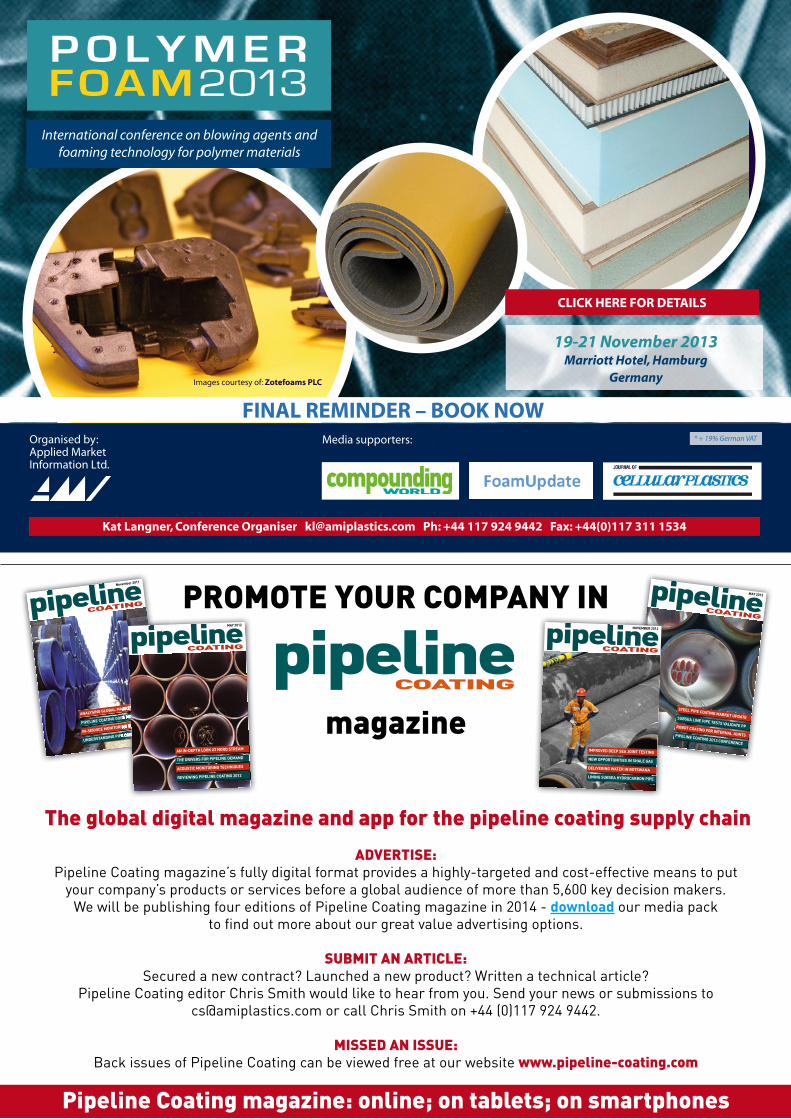
Images courtesy of: Zotefoams PLC
Media supporters: Organised by:Applied Market Information Ltd.
FINAL REMINDER – BOOK NOW
P O L Y M E R FOAM2013
19-21 November 2013Marriott Hotel, Hamburg
Germany
International conference on blowing agents and foaming technology for polymer materials
Kat Langner, Conference Organiser [email protected] Ph: +44 117 924 9442 Fax: +44(0)117 311 1534
CLICK HERE FOR DETAILS
* + 19% German VAT
PROMOTE YOUR COMPANY IN
magazine
The global digital magazine and app for the pipeline coating supply chain
ADVERTISE:Pipeline Coating magazine’s fully digital format provides a highly-targeted and cost-effective means to put
your company’s products or services before a global audience of more than 5,600 key decision makers.We will be publishing four editions of Pipeline Coating magazine in 2014 - download our media pack
to fi nd out more about our great value advertising options.
SUBMIT AN ARTICLE:Secured a new contract? Launched a new product? Written a technical article?
Pipeline Coating editor Chris Smith would like to hear from you. Send your news or submissions [email protected] or call Chris Smith on +44 (0)117 924 9442.
MISSED AN ISSUE:
Back issues of Pipeline Coating can be viewed free at our website www.pipeline-coating.com
MAY 2013
SUBSEA LINE PIPE TESTS VALIDATE PPROBOT COATING FOR INTERNAL JOINTSPIPELINE COATING 2013 CONFERENCE
STEEL PIPE COATING MARKET UPDATE
NOVEMBER 2012
NEW OPPORTUNITIES IN SHALE GAS
DELIVERING WATER IN BOTSWANA
LINING SUBSEA HYDROCARBON PIPE
IMPROVED DEEP SEA JOINT TESTING
November 2011
PiPeliNe coatiNg goes mobile
iN-service moNitoriNg oPtioNs
UNderstaNdiNg PiPe corrosioN
aNalysiNg global market treNds
Pipeline Coating magazine: online; on tablets; on smartphones
g goes mobileg goes mobile
NNg og oPP
e corrosioe corrosio
g global market treg global market tre
MAY 2012
The drivers for pipeline deMAnd
AcousTic MoniToring Techniques
reviewing pipeline coATing 2012
An in-depTh look AT nord sTreAM

November 2013 | PIPELINE COATING 39
Update | products
Tolcide 4Frac helps controlcorrosion
addiTives
Carboline targets abrasionwith latest aRO coating
victrex performs in NORsOK tests
abRasiON COaTiNg
pOlymeRs
Solvay has announced the
introduction of Tolcide
4Frac, the latest addition to
its family of biocides for the
management of microbially
influenced internal
corrosion in pipelines and
equipment used in oil and
gas stimulation applica-
tions.
The new product,
developed by the company’s
Novecare division, is
claimed to provide en-
hanced compatibility with
polymer-based stimulation
fluids and offers enhanced
efficacy against acid
producing bacteria even at
low pH.
Designed for use in both
batch mix and on on-the-fly
pump applications, it is said
to offer improved compat-
ibility with polyacrylamide-
based friction reducer
additives, guar-based
gelling agents, and fully or
partially cross-linked
borate, zirconate and
titanate gelled fluids.
“Tolcide 4Frac will be the
new reference for the
pumping service and
production companies
looking for safe and secure
supply of biocides with a
wide span of compatibility
in fracturing fluids,” says
Bruno Langlois, Global
Business Development
Director of Solvay’s Oil &
Gas Market.
❙ www.solvay.com
St Louis, US-headquartered Carboline
Company has launched Polyclad ARO, which it
describes as an advanced high performance
coating formulated to protect Fusion Bonded
Epoxy (FBE) coated buried steel pipe from
damage during horizontal directional drilling.
Polyclad ARO (abrasion resistant overlay) is
said to be designed to protect the FBE or epoxy
coated pipeline from gouges and mechanical
damage during directional drilling or slip bore
installations. The coating is intended to be
applied directly over coated pipe as an abrasion
resistant overlay (ARO) and is said to provide
superior protection in rocky, rough and
mountainous environments by absorbing
destructive energy and minimising coating
damage.
“Polyclad ARO provides excellent adhesion
and superior gouge resistance to prepared FBE
and other coatings”, says Dallas Finch, VP of
Global Research and Development at Carboline
Company. “This allows for the coated pipe to be
used in the most severe conditions and extend
the life cycle of the pipeline.”
The new coating is touch-dry in 10 minutes
and fully cures in 20 minutes, allowing
applicator shops to greatly increase production
by speeding up output rates, according to
Carboline VP of Sales – North America Randy
Roth.
The company says the purpose of the ARO
coating is to protect the FBE from damage
while the pipe is being pulled through a drilled
hole. It says the test that best simulates such
damage is the gouge resistance test currently
under development by NACE International and
claims Polyclad ARO provides the best gouge
resistance of all abrasion resistant overlay
(ARO) coatings on the market.
Carboline is a global manufacturer and
supplier of innovative high performance
coating, linings and fire-proofing products with
manufacturing locations around the world.
❙ www.carboline.com
UK-headquartered high
performance polymer
company Victrex has success-
fully completed NORSOK
standard testing of its Victrex
PEEK 450G grade.
The resin was tested to
NORSOK standard M-710 Rev.2
(October 2011) and, in
particular, covering ageing in
a multiphase sour fluid. The
NORSOK standard is normally
used as a component test
where operating temperatures
are specified, the method was
applied to the PEEK 450G
grade at temperatures
between 175°C and 210°C for
over 800 hours.
Further testing in higher
volume fractions of
hydrogen sulphide
gas has confirmed
the outstanding
resistance of
VICTREX PEEK to
chemical aging in sour
environments, says the
company.
❙ www.victrex.com

products | Update
Dräger simplifi es gas calibrationINSTRUMENTATION
Remote monitoring option
DATA CAPTURE
PRT secures ePIPE patentsINTERNAL COATING
The X-Dock from Dräger is a
new calibration and manage-
ment system allowing
automation of bump testing
and calibration of portable
gas sensing devices.
The new system is said to
offer time and cost saving
benefi ts to users. Features
include robust documenta-
tion and reporting functions,
and much reduced opportu-
nity for error. Three models
AutoLog GSM WirelessProbe
is a new compact and robust
device from Finland-based
FF-Automation designed to
remotely capture cathodic
protection system data from
the fi eld.
GSM WirelessProbe is
able to send measurement
data over GSM/GPRS
networks and Internet/
Intranet. Simply install the
IP67/IP68 device, connect the
inputs from the CP rectifi er
and optional controls and
data can be immediately
transferred to a web-browser
using the company’s
cloud-base ControlMan
server.
The company says the
ControlMan system offers
users a low cost remote
monitoring option that
employs standard communi-
cation networks to allow
simple set-up of global
networks. The system is said
to offer a long life cycle and
is both highly fl exible and
scalable.
� www.ff-automation.com
US-based Pipe Restoration Technologies says it
has been awarded US and European patents
covering the application of its ePIPE in-place
lining technology for water supply pipes.
The company has been awarded a US patent
(8,524,320) covering the process for coating the
internal surface of water service lines and a
European patent (EP 2099581) covering
methods and systems for relining and sealing
piping systems in-place.
The company says some 25% of domestic
dwellings in the EU use lead piping either to
connect to the water main or as part of the
internal plumbing, which puts some 120 million
people at potential risk from lead in drinking
water. It says an estimated 38 million proper-
ties in the US are also affected by lead leaching
into the water supply.
Using the ePIPE product and process, water
supply pipes can be restored in-place in a
matter of a few hours per property, according to
the company. “We have already completed lead
reduction programs with several proactive
Water Utilities and Housing Councils in the UK,
and with the US Department of Defense in the
United States. In all cases, after the ePIPE
process, a fi rst draw of standing water, tested
at the kitchen tap for lead, was found to be in
compliance with new WHO/EU guidelines”, says
Larry Gillanders, Pipe Restoration Technologies
CEO.
� www.epipeinfo.com
Pipeline Coating is a new digital magazine from Applied Market Information (AMI), the company behind the hugely successful Pipeline Coating
conference and the highly regarded Pipe and Profi le Extrusion magazine.
Subscribe to...
CLICK HERE TO SUBSCRIBE
CLICK HERE TO VIEW PREVIOUS EDITIONS
are available in the X-Dock
range, providing one, three or
six base ga connections.
� www.draeger.com
Take out your own FREE subscriptions to any of the magazines.Click on the logos below to simply register on-line.
Catch up on our recent issues for FREE
Simply click on the cover to see the full magazine
Pipeline Coating – Nov 2012The November 2012 edition of Pipeline Coating looked at what growing shale gas production may mean for steel pipe coaters and pipeline installers. It also considered the use of 3LPE coatings in water distribution, cured-in-place lining of concrete power station cooling pipes, and discussed deepsea joint testing.
� Click here to view
Pipe and Profi le – OctThe October edition of Pipe and Profi le Extrusion looks at the latest innovations in optical fi bre ducting, trenchless pipe technologies and downstream automation. Plus, a preview of the materials and equipment on show for extrusion processors at K 2013.
� Click here to view
Film and Sheet – Oct The October edition of Film and
Sheet Extrusion looked at the latest applications for polycarbonate sheet,
developments in BOPP production, and technology to
simplify recycling of agricultural fi lms. Plus, full
coverage of the K plastics fair in Germany.
� Click here to view
Pipeline Coating – Nov 2012The November 2012 edition of Pipeline Coating looked at what growing shale gas production may mean for steel pipe coaters and pipeline installers. It also considered the use of 3LPE coatings in water distribution, cured-in-place lining of concrete power station cooling pipes, and discussed deepsea joint testing.
�
Compounding World – OctThe biggest ever issue of
Compounding World is fi lled with features on the latest
reinforcing fi bres, developments in titanium
dioxide and opportunities in India’s plastics market. It also
has an 18-page guide to the highlights of the K 2013
exhibition.
� Click here to view
Pipeline Coating – MayThe new edition of Pipeline
Coating looks at the outlook for the steel pipe coating industry and asks how the recession in
Europe is likely to impact on plans for new mega-pipelines across the continent. We also
investigate PP foam ageing and robotic internal weld coating.
� Click here to view
Injection World – OctThe biggest ever edition of Injection World is packed full of features on electronic applications, conformal cooling, 3D printing, hot runners, PET performs and thermoplastic composites. Plus there’s a huge guide to K 2013 for moulders.
� Click here to view

THERMOSETS: STRUCTURE, PROPERTIESAND APPLICATIONS
PIPELINE COATING 2013 - CONFERENCE PROCEEDINGS
THE EFFECT OF UV LIGHT AND WEATHER ON PLASTICS AND ELASTOMERS, 3RD EDITION
HANDBOOK OF MATERIAL WEATHERING,5TH EDITION
REACTIVE POLYMERS FUNDAMENTALSAND APPLICATIONS
2013, by Pavlou, €205.00 or £170.00 or $270.00
New. Design, analysis and optimization of subsea and onshore FRP pipelines.
� More info/Buy here
2013, By Fink,€235.00 or £195.00 or $305.00
New. 576 pages covering industrial processes, performance, fabrication and uses.
� More info/Buy here
2013, by Wypych,€220.00 or £185.00 or $300.00
New. Comprehensive and thoroughly updated edition of a bestseller.
� More info/Buy here
2013, by McKeen,€395.00 or £330.00 or $525.00
New. Principles, essential performance data and practical examples.
� More info/Buy here
2013, 20 papers and CD,335.00 or £280.00 or $420.00
Market overviews, technological advances, fi eld joining and external and internal coatings.
� More info/Buy here
2012, by Guo,€165.00 or £135.00 or $215.00
Performance and uses of materials including epoxies and urethanes.
� More info/Buy here
NEWNEW
Visit www.pidbooks.com for hundreds of recent titles, easy online ordering,
special offers and clearance bargains!Order online or by telephone, fax or email. Contact Matt Wherlock,
Tel: +44 (0)117 924 9442 Fax: +44 (0)117 9892128 email: [email protected] prices are correct at the time of publication but may be subject to change.
Please check the Plastics Information Direct website for current prices and shipping charges.
COMPOSITE MATERIALS INPIPING APPLICATIONS
NEWNEW
Our selection of the latest titles and essential reference works for the pipeline coating industry
bookshelfBROUGHT TO YOU BY
Plastics Information Direct Online
Bookshop
RECOMMENDED READING

Pipeline Coating 2014International conference on pipeline protection, coating technology, materials and markets
Organised by:Applied Market Information Ltd.
Also sponsored by:
Media supporter:
HEADLINE SPONSOR
24 -26 February 2014Austria Trend Hotel Savoyen,
Vienna, Austria
SPECIAL OFFER: Save €100* if you register before 20th December 2013
Imag
es c
ou
rtes
y o
f: B
red
ero
Sh
aw, C
anu
sa-C
PS
and
Was
co C
oat
ing
Gro
up
*+ Austrian VAT where applicable

HEADLINE SPONSOR
Monday 24th February 2014
17.00-19.30 Registration 18.00-19.30 Welcome Cocktail Reception sponsored by: There are no conference sessions on this day
Tuesday 25th February 2014
08.00 Registration and welcome coffee sponsored by: 09.00 Opening announcements
MARKET OVERVIEW
09.10 Trends and developments in the market for steel pipe coating Mr. Noru Tsalic, Senior Vice President, AMI CONSULTING, United Kingdom
09.40 A review of long-distance pipeline coating applications in China and the challenges Mr. Wuxi Bi, Senior Pipeline Corrosion Engineer and Mr. Ai Muyang, Senior Engineer and Dean of Petrochina Pipeline R&D Center, PETROCHINA PIPELINE COMPANY, China
10.10 External coatings for oil and gas pipelines in Russia: overview Mr. Andrew Chalov, Deputy General Manager - Foreign Trade, TIAL, Russia
10.40-11.10 Morning coffee sponsored by:
SESSION 1 - CASE STUDIES
11.10 Various pipeline coatings Mr. Vipul Kumar, General Manager-Projects, CAIRN INDIA LIMITED, India
11.40 Methodology for the assessment of coating behaviour in CO2 pipeline transportation by real fi eld conditions simulator Eng. Andrea Bergo, Researcher, CENTRO SVILUPPO MATERIALI S.p.A., Italy
12.10 Case study: use of high density polyethylene (HDPE) liners for high pressure effl uent water injection pipeline Mr. Hadyan Fahad Alajmi, Senior Major Project Engineer, KUWAIT OIL COMPANY, Kuwait
12.40-14.10 Lunch sponsored by:
14.10 Tales of the unexpected: internal pipe coatings in the Canadian oil patch Dr. Mike O’Donoghue, Director of Engineering & Technical Services, INTERNATIONAL PAINT LLC, A DIVISION OF AKZONOBEL, Canada
14.40 A high mechanical properties adhesive powder Mr. Fangcheng Tang, Vice President, GUANGZHOU LUSHAN NEW MATERIALS Co., Ltd., China
15.10 The rehabilitation of sub-sea pipelines using a new form of fl exible kevlar reinforced plastic liners Mr. Robert Walters, Chairman, ANTICORROSION PROTECTIVE SYSTEMS, United Arab Emirates
15.40-16.10 Afternoon coffee sponsored by:
SESSION 2 - RESEARCH AND TESTING
16.10 Testing of subsea wet insulation materials for deep water applications Mrs. Heléne Vrålstad, Principal Engineer, Polymeric Materials, STATOIL ASA, Norway
C O N F E R E N C E P R O G R A M M E
Pipeline Coating 201424-26 February 2014
Austria Trend Hotel Savoyen, Vienna, Austria
AMI is pleased to invite you to attend the 6th international conference on pipeline protection, Pipeline Coating 2014, which will take place from 24-26 February at the Austria Trend Hotel Savoyen in the city of Vienna in Austria. The event starts on 24th February with an evening welcome drinks reception and exhibition followed by a 2-day programme. There will be reviews of the pipe coating industry worldwide including focused papers on Russia and China.
The conference sessions will be held in English and simultaneously translated into Russian.
With new fi elds of production opening up for oil and gas across the world and with innovative collection of shale gas, plus carbon capture and storage in the form of CO2 gas, the pipeline network is continuing to expand. It is critical to select the best coatings for both the inside and outside of the line pipe to ensure trouble-free transmission, this includes protecting the steel from the external environment of harsh weather or deep sea conditions, hostile soil and rocks, moisture, and the contents of the pipe, which can be highly corrosive. There are developments in coatings to improve the performance of established materials in extreme environments.
This year’s conference brings together operators, top pipeline coating experts worldwide, test institutes and the supply industry to review the application and use of coatings in different conditions. There are case studies from oil and gas operators and contractors across the world and new test methods to try to predict service life and to enhance quality control. The factory coating process can be fl awless, but this needs to be matched by the fi eld joint coating and there are several new technologies in this area.
Pipeline Coating 2014 is the global leading event studying protection methods and markets for the pipeline industry and brings together delegates from across the industry. Why not join the debate and develop your network of contacts while reviewing the latest hot topics.
EARLY BIRD REGISTRATION OFFERRegister before 20th December 2013 and pay €1090* saving €100* on the full price of €1190*. There are additional discounts for group bookings. The registration fee includes attendance at all conference sessions, the Welcome Cocktail Reception, lunch and refreshment breaks on both days and a set of conference proceedings.
SPONSOR THIS EVENT A variety of sponsorship opportunities are available at this conference to help to promote and enhance your company’s products and services to this highly targeted international audience. Contact the conference hotline for further information.
EXHIBITION SPACEMake it easy for the delegates to fi nd you at this busy event with your own table top exhibition space. Bring your own display stand or just use the space to have literature and samples available and ensure that you make an impact. Registration includes 1 delegate place! Space is limited so to avoid disappointment please register for this service as soon as possible.
HOTEL ACCOMMODATIONDelegates are responsible for booking their own accommodation. AMI has negotiated a room rate of €120 for a single room and €140 for a double room (breakfast and internet included) at the Austria Trend Hotel Savoyen in Vienna, Austria. Please note the cut off date for the bedroom booking at the special room rate is the 23rd December 2013. To reserve a room, please vist our AMI Conferences website or use the link on the registration form in this brochure.
*+ Austrian VAT where applicable
CONFERENCE HOTLINE
Contact: Sabine Prack, Senior Conference OrganiserTel: +44 (0) 117 924 9442Fax: +44 (0) 117 311 1534Email: [email protected]

FIVE GOOD REASONS WHY YOU SHOULD ATTEND:
1. Study pipeline market trends
2. Learn about innovative coatings
3. Review new opportunities
4. Hear about challenging pipeline operating conditions
5. Network with other professionals in the pipeline industry
HEADLINE SPONSOR
Save €100*Register before 20th December 2013
*+ Austrian VAT applicable
C O N F E R E N C E P R O G R A M M E
Conference lanyard sponsored by:
Conference bag sponsored by:
Conference hotel key card sponsored by:
Conference gift sponsored by:
Conference iPad prize draw sponsored by:
Conference CD sponsored by:
Conference gift sponsored by:
16.40 The proactive approach on quality control and integrity management applied for pipeline coating Mr. Mohamed Daoud, Projects Quality Manager, ADCO, United Arab Emirates
17.10 Trends in pipeline coatings qualification testing - an independent test house perspective Mrs. Lynda Barron, Group Technical Leader - Coatings, EXOVA UK Ltd., United Kingdom
20.00 Conference Dinner sponsored by:
Wednesday 26th February 2014
08.30 Registration and welcome coffee sponsored by: 09.00 Opening announcements
SESSION 3 - EXTERNAL COATING
09.10 Evolving market needs shape the next generation anti- corrosion coating - application to three layer polyethylene Mr. Cedric Oudinot, Global Product Line Manager - Anticorrosion and Internal Coatings, BREDERO SHAW, United States
09.40 Improved topcoat for high temperatures and demanding conditions Mr. Mohamed Ali Jaber, Application Marketing Manager, BOROUGE Pte Ltd., United Arab Emirates
10.10 Advances in hydrogen sulfide resistant coatings for exploration and production pipe application Dr. Jeffrey David Rogozinski, Global Technical Director, THE VALSPAR CORPORATION, United States
10.40-11.10 Morning coffee sponsored by:
11.10 External solutions for transmission pipelines operating at high temperatures in barren territories Mr. Klaas van der Mije, Marketing Manager Oil & Gas EMEA, PPG COATINGS EUROPE B.V., Netherlands
11.40 Coatings from asphalt-tar oligomers to protect steel pipelines against corrosion Mr. Nikolaj M. Cherkasov, General Director, SRC “POISK” Ltd., Russia
SESSION 4 - FIELD JOINT COATING
12.10 Factory grade joint coating systems for 3LPE/PP coated pipelines Mr. Pascal Laferriere, Global Manager - Product Management, CANUSA-CPS, Canada
12.40-14.10 Lunch sponsored by:
14.10 Is it possible to have a 3 layer system on joints, bends and fittings? Mr. Mick Gribby, Market Manager, Oil and Gas, PLASCOAT SYSTEMS Ltd., United Kingdom
14.40 Transforming field joint processing technology Mr. Wayne Hine, Director of Sales, INDUCTOTHERM HEATING & WELDING Ltd., United Kingdom
15.10 NDT inspection of field joint coating Mr. Colin Bird, NDT Development Manager, DOOSAN BABCOCK, United Kingdom
15.40 Afternoon coffee sponsored by:
16.10 Conference ends
HEADLINE SPONSOR
Bredero Shaw, Canusa-CPS and Socotherm are individual operating businesses of ShawCor LLC, an established company with market leadership in the energy industry. ShawCor is the world’s largest provider of plant and field-applied pipeline coatings for corrosion protection, flow assurance, insulation, weight coatings, as well as filed joint protection and manufacturing of fiber reinforced plastic pipe and automated weld inspection services. A global network of more than 70 modern manufacturing and service facilities are located in the world’s primary energy producing regions and growth frontiers. ShawCor’s pipeline corrosion and thermal protection businesses combine unique products and services that are unmatched in our industry.
PIPELINE COATING 2014CONFERENCE INFORMATION
Date and location24-26 February 2014 Austria Trend Hotel SavoyenRennweg 161030 ViennaAustriaTel: +43 1 206 33 0Fax: +43 1 206 33 9210
Registration feeThe registration fee includes attendance at all conference sessions, the Welcome Cocktail Reception, lunch and refreshment breaks on both days and a set of conference proceedings.
• Early bird registration: Register before 20th December 2013 for only €1090*. Thereafter the cost is €1190*.
• Group rates: For companies wishing to register two or more delegates, group discounts are available. Please contact the Conference Organiser for more details. (Please note to qualify for the group discount delegates must be booked at the same time, otherwise additional delegates may be charged at full price.)
Pipeline Coating 2014 table top exhibitionA limited number of table top exhibition spaces are available in the spacious lobby next to the main meeting room. The table top exhibition fee is excellent value for money and includes 1 delegate place. Exhibitors may either use tables provided by the hotel or bring their own stand or display.
Sponsor this event and promote your companyA variety of sponsorship opportunities are available at this event that can help to promote and enhance your company’s products and services to this highly targeted international audience. For further information, please contact the Conference Organiser on: +44 (0) 117 924 9442.
Social eventsThe social events organised for Pipeline Coating 2014 will provide an ideal setting for delegates and speakers to mix business with pleasure.
• Welcome Cocktail Reception: A welcoming cocktail reception will be held on the first evening. All delegates are invited to attend and it will offer an excellent opportunity to meet speakers and other colleagues. The Welcome Cocktail Reception will run approximately from 18:00 to 19:30 and is included in the delegate fee.
• Conference Dinner: All delegates are warmly invited to attend the Conference Dinner, which will take place at a local restaurant on the evening of 25th February 2014. The additional cost is €79*.
Hotel accommodationDelegates are responsible for booking their own accommodation. AMI has negotiated a room rate of €120 for a single room and €140 for a double room (breakfast and internet included) at the Austria Trend Hotel Savoyen in Vienna, Austria. Please note the cut-off date for the bedroom booking at the special room rate is the 23rd December 2013. Therefore please book your room as soon as possible.
To reserve a room, please use the link below to the hotel’s Pipeline Coating 2014 reservation webpage:https://bookings.ihotelier.com/bookings.jsp?groupID=1013412&hotelID=75044
Tel: +43 1 206 330 Fax: +43 1 20633 9110 Email: [email protected]
CancellationsFull refunds, less a cancellation charge of €200 will only be made on cancellations received prior to 24th January 2014. Thereafter we regret that no refunds can be made. Delegates may be substituted at any time. Please note that refunds will not be given on table top bookings or dinner places.
*+ Austrian VAT where applicable
CONFERENCE HOTLINE
SABINE PRACK, SENIOR CONFERENCE ORGANISERApplied Market Information Ltd.6 Pritchard Street, Bristol, BS2 8RH, United KingdomTel: +44 (0) 117 924 9442 Fax: +44 (0) 117 311 1534Email: [email protected]
The latest programme, including any new speakers or changes to the schedule can be viewed on our website: www.amiconferences.com
PLEASE PRINT OUT FORM AND COMPLETE IN BLOCK CAPITALS
REGISTRATION FORMCompany: _____________________________________________________
Address: _______________________________________________________
______________________________________________________________
Country: _______________________________________________________
Tel: ____________________________ Fax: ____________________________
Email: ________________________________________________________
VAT No.: __________________________________________________(Must be completed by all EU Companies)
Company activity: _______________________________________________
Purchase order No. (if applicable): _______________________________________
Invoice address (if different from above): ____________________________
________________________________________________________
________________________________________________________
DELEGATE DETAILS If more than one delegate please photocopy form
Title: _______________ First name: _________________________________
Surname: ______________________________________________________
Position: _______________________________________________________
Special dietry requirments: _________________________________________
Signature: ________________________ Date: ________________________
PAYMENT DETAILS All payments to be made in Euros
Please tick box and write amount: qEarly bird admission fee: €1090* _________ (Until 20th December 2013)
qAdmission fee thereafter: €1190* _________
q Table top exhibition package: €2250* _________ (Includes 1 delegate place)
qConference Dinner: €79* _________
Total: _________
*+ Austrian VAT where applicable
METHOD OF PAYMENT On receipt of this registration form your credit card will be debited. You will be sent an invoice in 7-14 working days.
q Bank transfer quoting: ‘Applied Market Information Ltd. - Pipeline Coating 2014’ to: Commerzbank, Filiale Düsseldorf, Breite Straße 25, 40213 Düsseldorf, Germany Account number: 1024710 Bank No. 300 400 00 IBAN: DE93 3004 0000 0102 4710 00 SWIFT: COBADEFFXXX
q Visa / Mastercard / Eurocard / JCB
- - -
If paying by card the following information must be given
Name of cardholder: _____________________________________________
Expiry date: ________________________ 3-digit security code: __________
Cardholder’s signature: ___________________________________________
Card billing address: _____________________________________________
Post / zip code: __________________________________________________
Country: _______________________________________________________
Tel: ____________________________ Fax: ____________________________
Email: ________________________________________________________
Fax back to: +44 (0) 117 311 1534 or Email: [email protected]
HOTEL PICTURE HERE





























