Embed Size (px)
Citation preview

International Union of Operating Engineers National Hazmat Program
International Environmental Technology & Training Center
HUMAN FACTORS ASSESSMENT
REPORT FEBRUARY 2001
General Lasertronics Corporation Customized Laser-Based
Coatings Removal Systems

Research supported by the U.S. Department of Energy’s
National Energy Technology Laboratory under cooperative agreement DE-FC21-95MC32260 with the
Operating Engineers National Hazmat Program, 1293 Airport Road, Beaver, WV 25813,
Phone: 304-253-8674 , Fax (304) 253-7758. Email: [email protected]
Frank Hanley, General President This report was prepared with the support of the U.S. Department of Energy. However, any opinions, findings, conclusions, or recommendations expressed herein are those of the author(s) and do not necessarily reflect the views of the DOE.

i
General Lasertronics Corporation Table of Contents
ACKNOWLEDGMENTS ...................................................................................... ii EXECUTIVE SUMMARY.................................................................................... iii SECTION 1 - SUMMARY ....................................................................................1 Technology Description ..................................................................................1 Key Results ....................................................................................................1 SECTION 2 - SYSTEM OPERATION..................................................................2 SECTION 3 - SAFETY AND HEALTH EVALUATION .........................................3 General Safety and Health Concerns .............................................................3 Industrial Hygiene Monitoring .........................................................................5 Methods......................................................................................................5 Results.......................................................................................................5 Human Factors Interface ................................................................................8 Technology Applicability .................................................................................9 SECTION 4- JOB SAFETY ANALYSIS (JSA) ...................................................11 SECTION 5 - FAILURE MODE AND EFFECTS ANALYSIS (FMEA) ................14 SECTION 6 - TECHNOLOGY SAFETY DATA SHEET (TSDS) ........................15 SECTION 7 - EMERGENCY RESPONSE/PREPAREDNESS ..........................23 SECTION 8 - REGULATORY POLICY ISSUES................................................23 SECTION 9 - OPERATIONAL CONSIDERATIONS AND RECOMMENDATIONS ................................................................................25 APPENDIX A - REFERENCES .........................................................................27 APPENDIX B - LASER LABEL EXAMPLES......................................................28 APPENDIX C - NOISE SAMPLING ...................................................................30 APPENDIX D - ACRONYMS .............................................................................33

ii
ACKNOWLEDGEMENTS
The human factors assessment of the Customized Laser-Based Coatings Removal System was conducted under support of the U.S. Department of Energy’s Federal Energy Technology Center, under cooperative agreement DE-FC21-95MC32260 with the Operating Engineers National Hazmat Program. The Operating Engineers National Hazmat Program would like to thank the following people for their participation on the "research action team" and the professional expertise they provided for this assessment: Chip Booth Operating Engineers National Hazmat Program Pat Bell Operating Engineers National Hazmat Program Jim Leslie Operating Engineers Local Union 12

iii
EXECUTIVE SUMMARY The General Lasertronics Corporation Customized Laser-Based Coatings Removal System was tested and is being evaluated at Florida International University (FIU). In conjunction with FIU’s evaluation of efficiency and cost, this report covers the hazard analysis and safety evaluation. General Lasertronics Corporation (GLC) has developed a laser-based coating removal and decontamination system to the point that a fully portable system in now available. Using high-powered laser technology, this system is ready for field deployment for the purpose of removing coatings, decontamination, and cleaning surfaces and components. Modular design concepts allow systems to be customized in order to meet specific customer requirements. Some customization features include specialty waste management subsystem designs to ensure compliance for specific applications, portable or on-site systems, integration of a full range of laser power capabilities, adaptability to on-site power, hand-held or machine-placement workheads, variable distances of the workhead from the laser system platform, and several programmable operational functions. Some of these functions include stripping by color. By geometric shape, adjustable strip area (frame) size, and aggressiveness level of the decontamination system. During the assessment sampling was conducted for dust, noise and general observational techniques were conducted for ergonomics. General observational techniques for ergonomics showed the potential for some ergonomic problems during surface coating removal using the Customized Laser-Based Coatings and Removal System. There is potential for muscle/back stress and/or injuries due to bending, twisting, and lifting associated with setup, operation, maintenance, and decontamination. The main ergonomic concern is the static posture the arms (of the operator) must be in while holding the weight of the work head. This has the potential to cause sprain/strain/fatigue to the arms, shoulders, and upper and lower back. The Interface module is separate from the workhead and can be worn as a belt pack, which will serve to reduce the weight of the static load. Dust concentrations: The Customized Laser-Based Coatings Removal System used an eight trigger seal and a light sensor that were interlocked to prevent accidental use. Due to the presence of this seal and the vacuum system within the seal that carried away the removed material, low dust generation resulted. The seal and vacuum process are helpful in reducing the amount of airborne particulate. Since there is a light sensor as part of the seal it is unlikely that the seal will be allowed to wear thus changing the effective capture of the vacuuming system. The surface upon which the Customized Laser-Based Coatings Removal System is being used must also be taken into consideration. During evaluation, the Customized Laser-Based Coatings Removal System was used to remove enamel paint applied to steal and samples were taken for nuisance dust. If used on other metal surfaces or surfaces with coatings such as lead paint, concentrations of other contaminants measured would be of concern. Vapors

iv
that may escape from the trigger seal or from the vacuum system are also of concern. The filtering media used to remove the particulate may not remove the vapors created from the paint removal process. The user should therefore be aware of the type of material that the Customized Laser-Based Coatings Removal System is being used on and the use of the proper filter media for the vacuum system. Samples 101696-FIU-A and 101699-FIU-C were taken while the Customized Laser-Based Coatings Removal System was in full operation, but not a continuous eight-hour shift. The two sample concentrations were averaged over eight hours to arrive at a times weighed average (TWA). The measurable concentration of the two samples was sample 101699-FIU-C with a concentration of 0.063 mg/m3 TWA8 and sample 101696-FIU-A and the two sample blanks taken contained less than quantifiable concentrations. This does not exceed the Occupational and Safety Health Administration (OSHA) permissible exposure limit (PEL) of 15 mg/m³ or the ACGIH threshold limit value (TLV) of the 15 mg/m3 and 10 mg/m3, respectively for total dust. The nuisance dust concentrations measured were well below applicable government standards. As previously mentioned the type of material that the Customized Laser-Based Coatings Removal System is removing should be taken into consideration since, allowable exposure concentrations differ according to the airborne particulate produced. Overall the Customized Laser-Based Coatings Removal System produces at most, according to the samples taken, only 1/150th of the allowable nuisance dust concentration. Area and personal noise monitoring was conducted during the paint removal process. The OSHA PEL for noise is a 100% dose or an 8-hour TWA of 90 dBA. The area sample taken in the work area and the personal sample taken for the operator showed relatively low levels of noise. The one sample taken next to the generator did show levels in the range of 88 dB to 92 dB, which would be expected. The generator itself is not a part of this technology but this technology is dependent upon it. The sample was taken due to the fact that in the future a similar scenario may be present, one in which there should be steps taken against an associated hazard and not one that is inherent to the particular technology. With regard to the immediate work area, a Hearing Conservation Program is not likely to be needed. Recommendations for improved worker safety and health during use of the Customized Laser Based Removal System include:

v
• Awareness of tripping hazards training in ergonomics. • Standard operating procedures (SOPs) to profit over riding the interlock system. • Adequate step configurations for the trailer. • Training on laser hazards. • Proper electrical grounding and training. • Proper personal protective equipment (PPE) when working with lasers. The following recommendations are made to the technology developer: t Workers must be aware of the tripping hazards
associated with hoses and cords that are necessary to operate the equipment. Keeping these as orderly as possible in compliance with good housekeeping regulations will help avoid injury due to tripping.
t The operators need to have training in
ergonomics to assure proper techniques in lifting, bending, stooping, twisting, etc. during equipment setup, operation, maintenance, and contamination. The static posture the arms (of the operator) must be in while holding the weight of the work head has the potential to cause sprain/strain/fatigue to the arms, shoulders, and upper and lower back.
Reducing the weight of the head, mounting it on an adjustable frame so it can be moved where needed, or roboticizing it would help to reduce and/or alleviate these ergonomic stressors. The interface that houses the controls for the system have been separated from the work-head and are located in the interface module that is worn at the waist, this has greatly reduced the weight of the work-head and reduced the strain on the operator.
t The enclosure at the work head has an interlock system whereby the laser will
not operate if all eight triggers of the enclosure are not flat with the surface. This is a good safety feature but SOP’S need to be written to keep operators from getting around this interlock. For example, the operator should not be allowed to place something else at the edge of the piece being ablated in order to get closer to the edges.
Laser work head bottom with
rubber seal exposed.
Depending on the type of surface and it's location, operators may encounter
awkward positions.

vi
t The distance from the ground to the floor of trailer was large enough that the operators were forced to pull themselves up. An additional step would alleviate this problem. Also an exterior grab handle at the edge of the door to assist the worker when climbing into the control room of trailer.
t The system requires a 480 VAC, 3 Phase, 75kW electrical supply. This has the
potential to cause electrical shock to the operators. It needs to be assured that all electrical cords are inspected before use, ground fault circuit interrupters are used, and grounding is accomplished.
t Monitoring showed dust and noise to be negligible during the testing
demonstration. One other exposure hazard that needs to be considered is exposure to thermal hazards. The most common cause of laser-induced tissue damage is thermal in nature, where the tissue proteins are denatured due to the temperature rise following absorption of laser energy. The operator needs to be aware of this and consideration needs to be given to labeling the work head as such.
The environment where the metal stripping is taking place and the contaminants being ablated have the potential to affect dust levels, organic vapor levels, and the noise levels generated. Therefore, the need for an air sampling and noise-monitoring program needs to be assessed on a site-by-site job-by-job basis.
t There are a number of unique hazards associated with lasers. As with most hazards, the intensity and length of exposure as well as the area being exposed will determine the severity of the exposure. Thermal injury is the most common hazard and is the result of the rise in temperature of the skin after exposure. Eye injury is the most dangerous hazard associated with lasers, if the eyes are exposed to a powerful enough device under the right circumstances permanent blindness may result. Because hazards of this nature exist, the importance of interlocking safety devices and proper labeling necessary for a Class I laser device cannot be stressed enough. If engineering controls in the form of interlocking safety devices are not possible or if maintenance is being performed with the interlocking safety devices disengaged, the class of the laser device must be determined in order to apply the necessary precautions.
t During laser training, operators should be taught to recognize laser labels and to
take the necessary precautions when they encounter them. Classification of laser devices is a required specification provided by the laser manufacturer and the label that specifies the class is found in only one location on the laser product. The class of laser will be specified only on the lower left hand corner of the warning label. Examples of laser warning labels are located in Appendix B. Class I lasers have no required labeling indicating Class I status.

1
GENERAL LASERTRONICS CORPORATION CUSTOMIZED LASER-BASED COATINGS REMOVAL
SYSTEM HUMAN FACTORS ASSESSMENT
SECTION 1 - SUMMARY TECHNOLOGY DESCRIPTION The General Lasertronics Corporation Customized Laser-Based Coatings Removal System was tested and is being evaluated at Florida International University (FIU). In conjunction with FIU’s hazard analysis and safety evaluation of efficiency and cost, this report covers the hazard analysis and safety evaluation. General Lasertronics Corporation (GLC) has developed a laser-based coating removal and decontamination system to the point that a fully portable system in now available. Using high-powered laser technology, this system is ready for field deployment for the purpose of removing coatings, decontamination, and cleaning surfaces and components. Modular design concepts allow systems to be customized in order to meet specific customer requirements. Some customization features include specialty waste management subsystem designs to ensure compliance for specific applications, portable or on-site systems, integration of a full range of laser power capabilities, adaptability to on-site power, hand-held or machine-placement work heads, variable distances of the work head from the laser system platform, and several programmable operational functions. Some of these functions include stripping by color, geometric shape, adjustable strip area (frame) size, and aggressiveness level of the decontamination system: KEY RESULTS The safety and health evaluation during the testing demonstration focused on two main areas of exposure: dust and noise. There was no visible dust seen during operation of the laser and air sampling results showed negligible results. This will be discussed in greater detail in the Industrial Hygiene section of this report. Noise exposure was negligible and will be discussed in greater detail in the Industrial Hygiene section of this report. Further testing for each of these exposures is recommended because the environment where the technology is used may cause the results to be different. It is feasible that the dust and noise levels will be higher in certain types of environments. Other safety and health hazards found were ergonomics, heat stress, tripping hazards, electrical hazards, and lockout/tagout.

2
SECTION 2 - SYSTEM OPERATION GLC has developed a laser-based coating removal and decontamination system to the point that a fully portable system in now available. Using high-powered laser technology, this system is ready for field deployment for the purpose of removing coatings, decontamination, and cleaning surfaces and components. Modular design concepts allow systems to be customized in order to meet specific customer requirements. Some customization features include specialty waste management subsystem designs to ensure compliance for specific applications, portable or on-site systems, integration of a full range of laser power capabilities, adaptability to on-site power, hand-held or machine-placement work heads, variable distances of the work head from the laser system platform, and several programmable operational functions. Some of these functions include stripping by color, geometric shape, adjustable strip area (frame) size, and aggressiveness level of the removal/decontamination system. Components of the system include: Laser Power Unit (LPU): The Laser Power Unit is a trailer-mounted suite of equipment that includes the lasers, laser power supplies, laser control modules, laser cooling subsystem, waste management subsystems, and diesel powered electrical generator. The LPU is specified as a completely self-contained unit, intended to work in field environments in which facility power and/or cooling may not be readily available. The LPU is the energy source for the system work head and transmits this energy to the work head via fiber optical cables which may be provided in variable lengths. Work head: The work head contains the delivery end of the laser optics path. This includes the focussing objective lens and scanners. The work head also includes the RGB (red, green, and blue) camera for color sensing and a laser safe view of the work surface. It includes the seal and interlocks for a Class I laser safety device and the effluent capture surface adapter. This surface adapter comes in a variety of shapes and can be easily interchanged so that the work head can provide a light seal as well as airtight seal against a large range of surface configurations. Interface Module: The interface module provides the major user interface controls for the coating removal or decontamination functions available on the system. This module contains most of the electronics used for operation and safety functions. It is designed to be worn by the operator, in a belt-pack, and serves to reduce the weight of the hand-held work head while keeping the controls easily accessible to the operator. Umbilical Hoses: There are two separate umbilical hoses from the LPU to the work head assembly. The larger of the two is the vacuum-powered effluent collection hose that is connected to the waste collector located in the LPU. The smaller of the two contains the laser fibers and the electronic control between the LPU and work head.

3
Performance Specifications: 600 Watt Nd: YAG Laser System – The manufacturer states the system is a Class I laser due to the seals and interlocks necessary to be considered a Class I laser device. This is consistent with the OSHA Technical manual which states that most Class I lasers will consist of a high power laser enclosed in a properly interlocked and labeled protective enclosure. The strip rate is 1/10th square foot per minute based on a projected twelve (12) mils deposition thickness. This equates to approximately six (6) square feet per hour. Strip field (frame size): 100mm X 50mm Selective stripping: The proposed system includes hardware required for selective removal of coatings based upon their color properties. Resolution of this feature is approximately 1mm X 1mm. The software module needed to activate this function was not available at the time of demonstration but is scheduled for late 1999.
SECTION 3 - HEALTH AND SAFETY EVALUATION GENERAL SAFETY AND HEALTH CONCERNS The OENHP assessment team used materials from the developer as a foundation for the safety and health assessment which produced a Job Safety Analysis (JSA), a Failure Modes and Affects Analysis (FMEA), and a Technology Safety Data Sheet (TSDS). The TSDS, building on the familiar format of the Material Safety Data Sheet (MSDS), is a unique effort of the OENHP to incorporate all of the important safety and health information about the Customized Laser-Based Coatings Removal System technology into one source that can be used to train operators and maintenance personnel. The following safety and health issues were identified during the evaluation of the Customized Laser-Based Coatings Removal System: t Tripping hazards – There are two separate umbilical hoses from the LPU to the
work head assembly. The larger of the two is the vacuum powered effluent collection hose that is connected to the waste collector located in the LPU. The smaller of the two contains the laser fibers and the electronic control harness between the LPU and the work head. Stringent housekeeping must be assessed.
t Lockout/Tagout - The user of the technology will need to develop a
lockout/tagout program to assure there is not an accidental release of energy during maintenance/repair activities.

4
t Heat stress - The operator may be subjected to an increase in heat stress due to the need to utilize personal protective equipment (PPE) when working in certain types of environments. The user will need to develop a heat stress program for the environment in which the technology is being used, taking into consideration any necessary PPE, ambient temperatures, etc.
t Ergonomics - The user was subjected to some ergonomic stressors that need to
be taken into consideration, such as stooping, bending, twisting, kneeling, lifting and static posturing with the arms. The operators need to have training in ergonomics to assure proper techniques in lifting, bending, stooping, twisting, etc. during equipment setup, operation, maintenance, and decontamination. The static posture the arms (of the operator) must be in while holding the weight of the work head has the potential to cause sprain/strain/fatigue to the arms, shoulders, and upper and lower back. Reducing the weight of the head by placing the interface module in a belt pack has helped to alleviate some of the ergonomic concerns. Mounting it on an adjustable frame so it can be moved where needed, or roboticizing it would also help to reduce and/or alleviate ergonomic stressors.
t Laser hazards – There are a number of unique hazards associated with lasers.
Like most hazards, the intensity and length of exposure as well as the area being exposed will determine the severity of the exposure. Thermal injury is the most common hazard and is the result of the rise in temperature of the skin after exposure. Eye injury is the most dangerous hazard associated with lasers, if the eyes are exposed to a powerful enough device under the right circumstances permanent blindness may result. Because hazards of this nature exist, the importance of interlocking safety devices and proper labeling necessary for a Class I laser device cannot be stressed enough. If engineering controls in the form of interlocking safety devices are not possible or if maintenance is being performed with the interlocking safety devices disengaged, the class of the laser device must be determined in order to apply the necessary precautions.
t During laser training, operators should be taught to recognize laser labels and to
take the necessary precautions when they encounter them. Classification of laser devices is a required specification provided by the laser manufacturer and the label that specifies the classes is found in only one location on the laser product. The class of laser will be specified only on the lower left hand corner of the warning label. Examples of laser warning labels are located in Appendix B. Class I lasers have no required labeling indicating Class I status.

5
INDUSTRIAL HYGIENE MONITORING Methods During this testing demonstration of the Customized Laser-Based Coatings and Removal System, sampling was conducted for dust, and noise. In addition, the wet-bulb globe temperature was monitored to evaluate heat stress. Observational evaluation was conducted for ergonomics. Noise Personal noise monitoring was conducted using Metrosonics db-3100 data logging dosimeters. Calibration was conducted pre- and post-monitoring using a Metrosonic CL-304 acoustical calibrator. Dust Dust monitoring was conducted by drawing air with a MSA Escort Elf air-sampling pump through a PVC filter. Pre- and post-sampling calibration was accomplished using a BIOS International DryCal DC1 primary calibration system. Sampling was conducted in accordance with NIOSH method 0500. Heat Stress Heat stress parameters were monitored using a Quest QuestTemp°15 Heat Stress Monitor. The wet-bulb globe temperature was used to determine the work/rest regimen in accordance with the American Conference of Governmental Industrial Hygienists (ACGIH) recommendations. The wet-bulb globe temperature was adjusted, in accordance with ACGIH guidelines, for the type of clothing, including PPE that the worker was wearing. Results Noise Area and personal noise monitoring was conducted due to the operators changing every 15-20 minutes. Noise monitoring was conducted using Metrosonics db-3100 data logging noise dosimeters. Calibration was conducted pre- and post-monitoring using a Metrosonic CL304 acoustical calibrator. The area sample taken of the work area and the personal sample taken from the operator showed relatively low levels of noise. The one sample taken next to the generator did show levels in the range of 88 dB to 92 dB, which would be expected. The generator itself is not a part of this technology but this technology is dependent upon it. The sample was taken due to the fact that in the future a similar scenario may be present, one in which there should be steps taken

6
against an associated hazard and not one that is inherent to the particular piece of technology.
Customized Laser Based Coatings Removal System Noise Sampling Data Date 10-25-1999 10-25-1999 10-26-1999 Data File 31002 31003 31004 Sample Type Area Area Personal Location Inside building,
immediate work area
Outside building, next to generator
Operator routinely moved between work area to generator
Sampling Period 4:46:40 4:51:11 3:38:06 Average Exposure (dBA)
64.1 dBA 89.4 dBA 75.0 dBA
Time Weighted Average
60.4 dBA 85.8 dBA 69.3 dBA
Percent Dose 1.65% 56.30% 5.69% 8 Hour Projected Dose
2.76% 92.80% 12.52%
Table 1 Dust Two operators were changing out of the work area every 15-20 minutes. One operator was responsible for the work head the other routinely assisted with the umbilical cables and adjustments in the LPU, therefore, area and personal dust sampling was conducted to assure the sampling periods were of adequate length and encompassed the entire operation. Area samples were taken at the location where the operator was removing coating from the metal plates and I-beams. Dust concentrations: The Customized Laser-Based Coatings Removal System used an eight trigger seal and a light sensor that were interlocked to prevent accidental use. Due to the presence of this seal and the vacuum system within the seal that was used to carry away the removed material low dust exposure resulted. The seal and vacuum process are helpful in reducing the amount of airborne particulate. Since there is a light sensor as part of the seal it is unlikely that the seal will be allowed to wear thus changing the effective capture of the vacuuming system. The surface upon which the Customized Laser-Based Coatings Removal System is being used is also of concern. During evaluation the Customized Laser-Based Coatings Removal System was used to remove enamel paint applied to steal and samples were taken for nuisance dust. If used on other metal surfaces or surfaces with coatings such as lead paint, concentrations of other contaminants measured would be of concern. Vapors that may escape from the trigger seal or from the vacuum system are also of concern. The

7
filtering media used to remove the particulate may not remove the vapors created from the paint removal process. The user should therefore be aware of the type of material that Customized Laser-Based Coatings Removal System is being used on and the proper filter media for the vacuum system. The threshold limit value (TLV) set by the American Conference of Governmental Hygienists (ACGIH) for nuisance particulate (dust) is 10 mg/m3. The TLV of 10 mg/m3 is based upon an eight-hour workday and is referred to as a time weighted average (TWA). The OSHA PEL for total dust is 15 mg/m3. Samples 101696-FIU-A and 101699-FIU-C were taken while the Customized Laser-Based Coatings Removal System was in full operation, but not a continuous eight-hour shift. The two sample concentrations were averaged over eight hours to arrive at a TWA. The measurable concentration of the two samples was sample 101699-FIU-C with a concentration of 0.063 mg/m3 TWA8 and sample 101696-FIU-A and the two sample blanks taken contained less than quantifiable concentrations so no adjustments were made to the sample concentrations. The nuisance dust concentrations measured were well below applicable government standards. As previously mentioned the type of material that the Customized Laser-Based Coatings Removal System is removing should be taken into consideration since, allowable exposure concentrations differ according to the airborne particulate produced. Overall the Customized Laser-Based Coatings Removal System produces at most, according to the samples taken, only 1/150th of the nuisance dust concentration.
Customized Laser Based Coatings Removal System Dust Sampling Data
Date 10-25-1999 10-25-1999 10-26-1999 10-26-1999 Sample Number
101696 101677 101699 101682
Analyte Total Dust Area
Blank Total Dust Personal
Blank
Results 0.000 0.128 Table 2 Heat Stress While heat stress will be increased when wearing PPE, the overall heat stress response will vary from worker to worker. Each situation in which the technology is used will need to be evaluated for the heat stress potential, taking into consideration the wet-bulb globe temperature, PPE in use, physical condition of the worker, and worker acclimatization.

8
Ergonomics Through general observational techniques the potential for ergonomic problems was evaluated during the testing demonstration. There is potential for muscle/back stress and/or injuries due to bending, twisting, and lifting associated with setup, operation, maintenance and decontamination. The main ergonomic concern is the static posture the arms (of the operator) must be in while holding the weight of the work head. This has the potential to cause sprain/strain/fatigue to the arms, shoulders, and upper and lower back. Reducing the weight of the head, mounting it on an adjustable frame so it can be moved where needed, or roboticizing it would help to reduce and/or alleviate these ergonomic stressors. It should be noted that the weight of the work head is considerably reduced by the addition of a separate interface module which houses the major user interface controls. HUMAN FACTORS INTERFACE The first and most obvious advantage of the Customized Laser Based Coatings and Removal System is the absence of the airborne particles traditionally associated with the removal of paint and surface contamination. This is a major improvement over standard abrasive blasting operations. It should be stressed that because there was no one particular contaminant present total dust sampling was conducted. In the event the Customized Laser Based Coatings and Removal System is used in a hazardous waste environment a site characterization should be performed to identify the particular contaminants that are present at that site. This will determine not only the level of protection necessary, Levels A, B, C or D, but also the appropriate industrial hygiene monitoring that should be conducted for the contaminants present, an example being monitoring for lead exposure when dealing with lead based paint. Ergonomically, the Customized Laser Based Coatings and Removal System may cause chronic problems to operators depending on the environment that it is being used in. The static position of holding the work-head to the surface has the potential to cause problems over a period of time. The position of the operator is based entirely on the surface being worked on; this may result in an overhead lift, bending at the waist, crouching, reaching or any other conceivable position to accommodate the environment. Lasers are classified to describe the capabilities of the laser system to produce injury to personnel. This classification rates lasers from Class I lasers (no harm) to Class IV lasers (most potential for harm). The Customized Laser-Based Coatings and Removal System is a Class I system due to it being enclosed in a properly interlocked and labeled protective enclosure. The work head is equipped with an eight trigger seal; when the trigger is activated on the work head the unit checks each of the eight triggers, if one of these fails the device will not operate. In addition to the eight trigger seal the

9
device also checks for vacuum and darkness, the principle being if anything can get in, the laser can escape. If any of the tests fail the device will not operate. Direct viewing, as well as diffuse reflections of the laser is hazardous to the eye, in particular to the retina. The laser should never be viewed directly or with any type of telescopic device. Persons working in an area where there is the potential to be in direct or reflected view of the laser beam need to use goggles developed specifically for laser use. In addition, all persons working with or performing any type of maintenance activities on the laser must be trained in laser safety. TECHNOLOGY APPLICABILITY The Customized Laser Based Coatings and Removal System offers the distinct advantage of reducing the hazards associated with airborne particles traditionally associated with this type of work. There was not any visible dust seen during operation of the Customized Laser Based Coatings and Removal System and the air sampling results did not show any dust being produced during operation. Removal of paint and surface contamination by blasting also creates very high levels of noise exposure. Noise was also well below the OSHA Hearing Conservation Level during the operation of the Customized Laser Based Coatings and Removal System. The type of task needed to perform hazardous waste clean up is dependent on many variables, a few of which being the immediate environment, the surface being worked on, and the type of contaminant. A technology that offers variability in its components and physical make up would be applicable in different environments. Performance on different substances with different coatings is also a marked advantage. The Customized Laser Based Coatings Removal Systems offer all of this. General Lasertronics Corporation offers many system types, examples being:
t Handheld t Tube and Pipe Systems t Robotic t Class I Systems t Class IV Systems t Mobile t Fixed Facility t Control Strip by Color, Size and/or Depth

10
The Customized Laser Based Coatings and Removal Systems may be used on a number of different surfaces having been coated with a number of different coatings. Some examples of the surfaces the system may be applied to are:
t Concrete and Brick t Wood and Paper t Metal t Glass and Plastic t Composites t Ceramics t Aluminum
Examples of coatings the Customized Laser Based Coatings and Removal Systems may be applied to:
t Paint t Asphalt t Greases and Oils t Corrosion t Adhesives t Chemical Deposits t Nuclear Coatings

11
SECTION 4 - JOB SAFETY ANALYSIS
JOB SAFETY ANALYSIS
General Lasertronics Corporation Customized Laser-Based Coatings Removal System
HAZARD CORRECTIVE ACTION
UNLOADING EQUIPMENT/SETUP LOADING EQUIPMENT/TEARDOWN
Û Slips, trips or muscle strains while climbing in and out of control room (Distance from ground to floor of trailer was large enough that operators were forced to pull themselves up into the trailer).
Û Additional step would alleviate this problem.
Û Exterior grab handle at edge of the door to assist worker in climbing into the control room of the trailer.
Û Muscle strains, slips, trips and fall (while setting up laser work head and umbilical hose at work area).
Û Use proper lifting, walking, climbing techniques when carrying a load.
Û Awareness of existing hazards in work area.
Û Removing side panels for inspection and start-up. The latches for these panels were approximately 6-7 feet off of the ground, for a short person this could pose a problem/hazard with overhead lifts or being struck by the door from above when removing panels for inspection.
Û The operator may need to step on something to reach the panels which may result in a falling hazard or a slip/trip/fall hazard.
Û The panel may fall on the operator. Û The panel will be above the operator
which will result in an overhead lift, this will be an ergonomic hazard.
Û A platform or ladder to assist the worker in obtaining a position to perform the pre-op check or refill of the cooling system. Install smaller swing doors at the positions of inspection. (Oil dipstick, gauges, start-up switch)

12
HAZARD CORRECTIVE ACTION
UNLOADING EQUIPMENT/SETUP LOADING EQUIPMENT/TEAR DOWN (CONTINUED)
♦ Slips, trips, or falls may result from climbing into waste retrieval system area of trailer unit which had a fabricated step mounted over the trailer tire. The distance from the step to the door opening was 24" and there was not a platform to step on before entering into this area (just the vertical edge of the door opening then a step down). There was not a hand hold for entering this doorway.
Û Fabricate a stairway with additional steps and platforms to assist in climbing into area.
Û Also a hand hold to be used when entering this area.
STRIPPING PROCESS
Û Exposure to laser while using work head.
* Proper PPE during task. * Operators should be trained in the recognition of hazards and the proper use of PPE to abate those hazards.
Û Holding the work head in stationary position during operation may result in ergonomically related injuries.
Û Proper ergonomic work positions. Û Use Kneepads, chairs
brackets/braces, balanced arm, or suspend from winch/cable to ease worker fatigue.
Û Working with laser may result in laser burns.
Û Train workers in safe operation of laser system, prohibit workers from looking into laser or placing work head on any part of body.
Û Noise level from portable generator may be in excess of allowable level.
* Hearing protection required when working in vicinity of portable generator. * Engineering controls for portable generator.
GENERAL MAINTENANCE
Û While working on waste retrieval system operators may be exposed to system air pressure (50-55 psi).
Û Awareness training on compressed air components and associated hazards.
Û Eye protection. Û Lockout/Tagout.

13
HAZARD CORRECTIVE ACTION
GENERAL MAINTENANCE (CONTINUED)
Û When working on laser cooling system operators may be exposed to coolant pressure 50 psi, coolant temperature at discharge, 50 degrees F and coolant temperature at return, 58 degrees F.
Û Eye protection for sprays, mists. Û Lesser skin hazard from sprays, mists
by requiring proper PPE. Û Training in Lock-out/Tag-out
requirements.
Û Contamination on exterior of unit may result when working in contaminated environments.
Û Place unit in stand away from contamination, wrap head in disposable material.
Û Compressed air was used to clean camera lens located in interior of work head. Compressed air is stored energy and may be accidentally released.
Û Use eye protection when using compressed air.
Û Air diffuser to keep lens clean. (GLC is working on a design for air diffuser, had a temporary one installed).
Û Operators will be exposed to hot exhaust components and heated engine components when performing maintenance on portable generator.
Û Wear PPE to prevent burns. Û Let components cool before
performing maintenance.
Û Removing side panels for inspection and startup. The latches for these panels were approximately 6-7 feet off of the ground, for a short person this could pose a problem/hazard with overhead lifts or being struck by the door from above when removing panels for inspection.
Û The operator may need to step on something to reach the panels which may result in a falling hazard or a slip/trip/fall hazard.
Û The panel may fall on the operator. Û The panel will be above the operator
which will result in an overhead lift, this will be an ergonomic hazard.
Û A platform or ladder to assist the worker in obtaining a position to perform the pre-op check or refill of the cooling system. Install smaller swing doors at the positions of inspection (Oil dipstick, gauges, start-up switch).
Û Electrocution hazard, and hazards associated with pressurized systems will be present when operators are required to perform maintenance in operations/control room of trailer.
Û Disconnect /or shut down portable generator.
Û Training in Lockout/tagout requirements.

14
HAZARD CORRECTIVE ACTION
GENERAL MAINTENANCE (CONTINUED)
Û Operators must replace and properly dispose of contaminated filters, dispose of retrieved waste, and replace waste collection pan which may result in exposure to contaminants.
Û Wear hazard specific PPE when changing filters or cleaning collection pan. Training on proper procedures for these operations.
Û Operators must decontaminate waste retrieval system, specifically the contaminated waste collection hose which may result in exposure to contaminants.
Û Training on contamination control concerning waste return hose.
Û Proper use and training on the necessary PPE.
Û Operators may need to make corrections to sensor problems inside the work head, contamination may be present inside seal of work head and around sensors.
Û Wear PPE when working around seal and sensors.

15
SECTION 5 - FAILURE MODE AND EFFECTS ANALYSIS
FAILURE MODE AND EFFECTS ANALYSIS General Lasertronics Corporation
Customized Laser-Based Coatings Removal System
FAILURE MODE EFFECT Û Improper grounding Û Potential electrocution, shocks
Û Total Interlock failure Û With three safety interlock systems, complete failure unlikely to allow laser beam hazard
Û Single Interlock failure Û Causes investigation and troubleshooting inside stripping head.
Û Non-use of PPE could result in exposure to stripped agent/residue
Û Engine failure (Portable generator)
Û Fire, or explosion from hot diesel fuel, engine oil, or mechanical breakdown
Û Fuel system leakage Û Fire, or explosion from diesel fuel
Û Portable generator failure (electric output)
Û Possible contamination left in hose, laser-head, or filtration unit, due to lack of vacuum necessary to purge system
Û Portable generator coolant system failure
Û Possible burns from hot engine coolant if worker is close to generator during failure
Û Vacuum system failure Û Contamination could remain in hose if vacuum system shut-down before hose was purged

16
SECTION 6 - TECHNOLOGY SAFETY DATA SHEET
TECHNOLOGY SAFETY DATA SHEET
General Lasertronics Corporation Customized Laser-Based Coatings Removal System
SECTION 1: TECHNOLOGY IDENTITY
Emergency Contact: (408)-262-6060
Information Contact: (408)-262-6060 (912)-987-4925
Manufacturer’s Name and Address: General LASERTRONICS Corp. 374 S. Milpitas Blvd. Milpitas, CA 95035 Additional Contact: Field Office PO Box 6653 Warner Robins, GA 31095 [email protected]
Date Prepared: February 2001
Other Names: None
Signature of Preparer: Operating Engineers National Hazmat Program 1293 Airport Road, Beaver, WV 25813 phone 304-253-8674, fax 304-253-7758 Under cooperative agreement DE-FC21-95 MC 32260

17
SECTION 2: PROCESS DESCRIPTION
General Lasertronics Corporation (GLC) has developed a laser-based coating removal and decontamination system to the point that a fully portable system in now available. Using high-powered laser technology, this system is ready for field deployment for the purpose of removing coatings, decontamination, and cleaning surfaces and components. Modular design concepts allow systems to be customized in order to meet specific customer requirements. Some customization features include specialty waste management subsystem designs to ensure compliance for specific applications, portable or on-site systems, integration of a full range of laser power capabilities, adaptability to on-site power, hand-held or machine-placement work heads, variable distances of the work head from the laser system platform, and several programmable operational functions. Some of these functions include stripping by color, geometric shape, adjustable strip area (frame) size, and aggressiveness levels of the decontamination system. Components of the system include: Laser Power Unit (LPU): The Laser Power Unit is a trailer-mounted suite of equipment which includes the lasers, laser power supplies, laser control modules, laser cooling subsystem, waste management subsystems, and diesel powered electrical generator. The LPU is specified as a completely self-contained unit, intended to work in field environments in which facility power and/or cooling may not be readily available. The LPU is the energy source for the system work head and transmits this energy to the work head via fiber optical cables which may be provided in variable lengths. Work head: The work head contains the delivery end of the laser optics path. This includes the focusing objective lens and scanners. The work head also includes the RGB camera for color sensing and a laser safe view of the work surface. It includes the seal and interlocks for a Class I laser safety device and the effluent capture surface adapter. This surface adapter comes in a variety of shapes and can be easily interchanged so that the work head can provide a light seal as well as air tight seal against a large range of surface configurations. Interface Module: The interface module provides the major user interface controls for the coating removal or decontamination functions available on the system. This module contains most of the electronics used for operation and safety functions. It is designed to be worn by the operator, in a belt-pack, and serves to reduce the weight of the hand-held work head while keeping the controls easily accessible to the operator. Umbilical Hoses: There are two separate umbilical hoses from the LPU to the work head assembly. The larger of the two is the vacuum-powered effluent collection hose that is connected to the waste collector located in the LPU. The smaller of the two contains the laser fibers and the electronic control between the LPU and work head.

18
SECTION 2: PROCESS DESCRIPTION (CONTINUED)
Performance Specifications: 600 Watt Nd: YAG Laser System - The manufacturer states the system is a Class I laser due to the seals and interlocks necessary to be considered a Class I laser device. This is consistent with the OSHA Technical manual which states that most Class I lasers will consist of a high power laser enclosed in a properly interlocked and labeled protective enclosure. The strip rate is 1/10th square foot per minute based on a projected twelve (12) mils deposition thickness. This equates to approximately six (6) square feet per hour. Strip field (frame size): 100mm X 50mm Selective stripping: The proposed system includes hardware required for selective removal of coatings based upon their color properties. Resolution of this feature is approximately 1mm X 1mm. The software module needed to activate this function was not available at the time of demonstration but is scheduled for late 1999.

19
SECTION 3: TECHNOLOGY PHOTOS
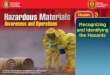
Laser Power Unit - Contains lasers, laser power supplies, laser control modules, laser cooling subsystem, waste management subsystem and
diesel powered electrical generator.
The work head contains the delivery end of the laser optics path. This includes the focusing objective lens and scanners. The work head also includes the RGB camera for color sensing
and a laser safe view of the work surface. It includes the seal and interlocks for a Class I laser safety device, and the effluent capture surface adapter.
Interface Module: Provides the major user interface controls for the coating removal or decontamination function available on the system.

20
SECTION 4: CONTAMINANTS AND MEDIA
The technology has the potential to cause paint and primer dust and associated contaminants to become airborne. Specific contaminants need to be evaluated on a site-by-site, job-by-job basis to determine the potential for exposure.
SECTION 5: ASSOCIATED SAFETY HAZARDS
Probability of Occurrence of Hazard: 1. Hazard may be present but not expected over background level 2. Some level of hazard above background level known to be present 3. High hazard potential 4. Potential for imminent danger to life and health
A. ELECTRICAL (LOCKOUT/TAGOUT) RISK RATING: 2
The Customized Laser-Based Coatings Removal System requires electricity for operation. Appropriate precautions, such as ground-fault circuit interrupters, proper grounding, etc., need to be used. Proper lockout/tagout procedures need to be used when appropriate, i.e. during maintenance activities.
B. FIRE AND EXPLOSION RISK RATING: 1
Enclosures of Class IV laser beams can result in potential fire hazards if the enclosure materials are exposed to irradiants exceeding 10 W/cm2. Plastic materials are not precluded as an enclosure material but their use and potential for flammability and toxic fume release following direct exposure should be considered. Flame-resistant materials and commercially available products specifically designed for laser enclosures need to be used.
C. CONFINED SPACE ENTRY RISK RATING: 1
Not part of this technology unless the specific location where Customized Laser-Based Coatings Removal System is being used is a confined space. In this case, confined space procedures would need to be followed.
D. MECHANICAL HAZARDS RISK RATING: 2
Use of large equipment and hand tools may pose the following: pinch points, struck by, and caught between hazards and fall from above.
E. PRESSURE HAZARDS RISK RATING: 2
The waste retrieval system operates under pressure of 50-55psi. Operators should have awareness training on compressed air components and hazards, lockout/tagout and eye protection.
F. TRIPPING AND FALLING RISK RATING: 3
Electric lines and vacuum hoses are tripping hazards.
G. LADDERS AND PLATFORMS RISK RATING: N/A
Not part of this technology.

21
SECTION 5: ASSOCIATED SAFETY HAZARDS (CONTINUED)
H. MOVING VEHICLE RISK RATING: 1
The Laser Power Unit is housed in a mobile trailer. Once on site the trailer is unhooked and parked. The wheels should be choked even though the brakes will automatically close once the brake lines are unhooked.
I. BURIED UTILITIES, DRUMS, AND TANKS RISK RATING: N/A
Not part of this technology.
J. PROTRUDING OBJECTS RISK RATING: N/A
Not part of this technology.
K. GAS CYLINDERS RISK RATING: N/A
Not part of this technology.
L. TRENCHING AND EXCAVATIONS RISK RATING: N/A
Not part of this technology.
M. OVERHEAD LIFTS RISK RATING: N/A
Not part of this technology.
N. OVERHEAD HAZARDS RISK RATING: 1
Would only be present if a crane were required to unload or load equipment.
SECTION 6: ASSOCIATED HEALTH HAZARDS
Probability of Occurrence of Hazard: 1. Hazard may be present but not expected over background level 2. Some level of hazard above background level known to be present 3. High hazard potential 4. Potential for imminent danger to life and health
A. INHALATION HAZARD RISK RATING: 3
Technology may produce dust from the paint, primer, or metal and its contaminants. Specific hazards will be identified from the site characterization. At a minimum, evaluation of total dust and/or respirable dust generated should be conducted. The heat from the laser may volatize components of the paint and must be considered in the air-monitoring plan. The laser coolant, if released, would also create an inhalation hazard.
B. SKIN ABSORPTION RISK RATING: 2
This would be dependent on the contaminants at the site and would be identified by the site characterization. Lesser skin hazards are present from the laser coolant.
C. HEAT STRESS RISK RATING: 4
Ambient conditions correlated with PPE levels must be considered.

22
SECTION 6: ASSOCIATED HEALTH HAZARDS (CONTINUED)
D. NOISE RISK RATING: 2
The technology does not present a noise hazard but monitoring needs to be conducted as appropriate. The portable generator needed for operation is a noise hazard though and should be monitored and controlled.
E. NON-IONIZING RADIATION RISK RATING: 4
There are a number of unique hazards associated with lasers. As with most hazards, the intensity and length of exposure as well as the area being exposed will determine the severity of the exposure. Thermal injury is the most common hazard and is the result of the rise in temperature of the skin after exposure. Eye injury is the most dangerous hazard associated with lasers, if the eyes are exposed to a powerful enough device under the right circumstances permanent blindness may result. Because hazards of this nature exist, the importance of interlocking safety devices and proper labeling necessary for a Class I laser device cannot be stressed enough. If engineering controls in the form of interlocking safety devices are not possible or if maintenance is being performed with the interlocking safety devices disengaged, the class of the laser device must be determined in order to apply the necessary precautions.
F. IONIZING RADIATION RISK RATING: N/A
Not part of this technology.
G. COLD STRESS RISK RATING: 2
While working on the laser cooling system the operator may come in contact with coolant that it 50 to 58 degrees Fahrenheit, depending on where the coolant is in the process. Eye protection from sprays and mists are necessary as well as precautions from skin hazards associated with sprays and mists.
H. ERGONOMIC HAZARDS RISK RATING: 3
The technology poses ergonomic hazards associated with lifting, bending, twisting, stooping and kneeling. These may cause injury/strain to the back, knees, hips and/or legs. Additionally, the static posture the arms must be in during operation has the potential to cause stress/strain on the shoulders and arms.
I. OTHER RISK RATING: N/A
None noted.
SECTION 7: PHASE ANALYSIS
A. CONSTRUCTION/START-UP
The set-up/start-up phase presents several hazards including pinch points, slips/trips/falls, struck by/caught between, falling from above and muscular/back injury. There are pressurized hazards to a certain degree during the pre-op check with regard to pressurized coolant, engine oil and diesel fuel (portable generator).

23
SECTION 7: PHASE ANALYSIS (CONTINUED)
B. OPERATION
The operational phase presents several hazards including potential exposure to contaminant; exposure to the laser; muscular/back, shoulder, and arm strain/sprain/ injury; and electrical hazards. While noise levels around the technology itself were low the portable generator was an area of concern. Pressurized hazards are present during operation of the waste retrieval system and the laser cooling system.
C. MAINTENANCE
The maintenance phase presents several hazards including pinch points, slips/trips/falls, muscular/back injury, electrical hazards, exposure to contaminants, and accidental activation of energy sources.
D. DECOMMISSIONING
The decommissioning phase presents several hazards, including exposure to the contaminant, pinch points, slips/trips/falls and muscular/back injury.
SECTION 8: HEALTH AND SAFETY PLAN REQUIRED ELEMENTS
A. AIR MONITORING
When coatings on metal are ablated, total dust and respirable dust need to be monitored. Monitoring will be determined by the site characterization, this will identify all contaminants that require monitoring. In addition, noise monitoring should be conducted if operators are being exposed from sources which may exist in the environment.
B. WORKER TRAINING
Training that would apply in this case may include but not be limited to: • HAZWOPER • HAZCOM • Training for specific contaminants such as lead, if applicable • Respiratory Protection • Personal Protective Equipment • Lockout/Tagout • Electrical Safety • Job specific training for equipment operation • Ergonomics (proper lifting, bending, stooping, kneeling, etc.) • Laser Safety • Hearing conservation • Heat stress (learning to recognize signs and symptoms) • CPR/First Aid/Emergency Response/Blood-borne Pathogens • Construction Safety (OSHA 500) and/or General Industry Safety (OSHA 501)

24
SECTION 8: HEALTH AND SAFETY PLAN REQUIRED ELEMENTS (CONTINUED)
C. EMERGENCY RESPONSE
Emergency response planning for a site needs to assure adequate coverage for hazards described in the TSDS. Having at least one worker per shift trained in CPR and first aid is recommended.
D. MEDICAL SURVEILLANCE
Evaluation of personnel’s general health with emphasis on the cardiovascular and respiratory system, back and peripheral nervous system. Medical surveillance in accordance with the OSHA standards will need to be conducted.
E. INFORMATIONAL PROGRAM
Workers must be trained in specific operation of equipment before use.
SECTION 9: COMMENTS AND SPECIAL CONSIDERATIONS
All personnel operating or working with the Customized Laser Based Coatings and Removal System need to have laser safety training.

25
SECTION 7 - EMERGENCY RESPONSE/PREPAREDNESS Emergency response/preparedness must be part of every hazardous waste site safety and health plan. In addition to credible site emergencies, site personnel must plan for credible emergencies in connection with the Customized Laser-Based Coatings Removal System. All precautions used when responding to an emergency situation at the site will apply. Before entering an area where the Customized Laser-Based Coatings Removal System is being used, the equipment needs to be completely shut down (de-energized). Personnel responding to an emergency involving the Customized Laser-Based Coatings Removal System or to the area where it is being used will need to be aware of the hazards associated with the laser. This technology does present conditions for out-of-the-ordinary emergencies. These are in relation to thermal burns and eye injuries associated with the laser.
SECTION 8 - REGULATORY/POLICY ISSUES The site safety and health personnel where the Customized Laser Based Coatings Removal System is being used need to be concerned with safety and health regulations applicable to the issues discussed above. The following OSHA regulations may apply to the operation of the Customized Laser Based Coatings Removal Systems and should be reviewed. t OSHA 29 CFR 1926.25 Housekeeping t OSHA 29 CFR 1910.141 Sanitation (1910.141(a)(3) covers
housekeeping) t OSHA 29 CFR 1926 Subpart Z Toxic and Hazardous Substances t OSHA 29 CFR 1910 Subpart Z Toxic and Hazardous Substances t OSHA 29 CFR 1926.59 Hazard Communication t OSHA 29 CFR 1910.1200 Hazard Communication t OSHA 29 CFR 1926.64 Process Safety Management of Highly Hazardous
Chemicals t OSHA 29 CFR 1910.119 Process Safety Management of Highly
Hazardous Chemicals t OSHA 29 CFR 1926.65 Hazardous Waste Operations and Emergency
Response t OSHA 29 CFR 1910.120 Hazardous Waste Operations and Emergency
Response t Occupational Safety and Health Act 1970(5)(a)(1) General Duty Clause t OSHA 29 CFR 1926.54 Non-ionizing Radiation t OSHA 29 CFR 1910.97 Non-ionizing Radiation t OSHA 29 CFR 1926 Subpart K Electrical t OSHA 29 CFR 1910 Subpart S Electrical t OSHA 29 CFR 1910.147 Lockout/tagout of Hazardous Energy t OSHA 29 CFR 1926.103 Respiratory Protection t OSHA 29 CFR 1910.134 Respiratory Protection t OSHA 29 CFR 1926.102 Eye and Face Protection

26
t OSHA 29 CFR 1910.133 Eye and Face Protection t OSHA 29 CFR 1926.28 Personal Protective Equipment t OSHA 29 CFR 1910.132 General Requirements (Personal Protective
Equipment) t OSHA 29 CFR 1926.23 First Aid and Medical Attention t OSHA 29 CFR 1910.151 Medical Services and First Aid Worker training is essential to safe operation. The following training may be required and, if not required, should be considered to ensure the protection of workers. t HAZWOPER t HAZCOM t Training for specific contaminants such as lead, if applicable t Respiratory Protection t Personal Protective Equipment t Lockout/Tagout t Electrical Safety t Job specific training for equipment operation t Ergonomics (proper lifting, bending, stooping, kneeling, etc.) t Laser Safety t Hearing conservation t Heat stress (learning to recognize signs and symptoms) t CPR/First Aid/Emergency Response/Blood-borne Pathogens t Construction Safety (OSHA 500) and/or General Industry Safety (OSHA
501)
SECTION 9 - OPERATIONAL CONSIDERATIONS & RECOMMENDATIONS Recommendations made here for improved worker safety and health take into consideration the operation of the Customized Laser Based Coatings Removal System. Specific recommendations include: t Workers must be aware of the tripping hazards
associated with hoses and cords that are necessary to operate the equipment. Keeping these as orderly as possible in compliance with good housekeeping regulations will help avoid injury due to tripping.
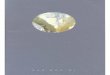
Figure 1. Depending on the type of surface and it's location, operators may encounter
awkward positions.

27
t The operators need to have training in ergonomics to assure proper techniques in lifting, bending, stooping, twisting, etc. during equipment setup, operation, maintenance, and contamination. The static posture the arms (of the operator) must be in while holding the weight of the work head has the potential to cause sprain/strain/fatigue to the arms, shoulders, and upper and lower back. See Figure 1. Reducing the weight of the head, mounting it on an adjustable frame so it can be moved where needed, or roboticizing it would help to reduce and/or alleviate these ergonomic stressors. The interface that houses the controls for the system have been separated from the work-head and are located in the
interface module that is worn at the waist, this has greatly reduced the weight of the work-head and reduced the strain on the operator.
t The enclosure at the work head
has an interlock system whereby the laser will not operate if all eight triggers of the enclosure are not flat with the surface. See Figure 2. This is a good safety
feature but SOP’S need to be written to keep operators from getting around this interlock. For example, the operator should not be allowed to place something else at the edge of the piece being ablated in order to get closer to the edges.
t The distance from the ground to the floor of trailer was large enough that
the operators were forced to pull themselves up. An additional step would alleviate this problem. Also an exterior grab handle at the edge of the door to assist the worker when climbing into the control room of trailer.
t The system requires a 480 VAC, 3 Phase, 75kW electrical supply. This
has the potential to cause electrical shock to the operators. It needs to be assured that all electrical cords are inspected before use, ground fault circuit interrupters are used, and grounding is accomplished.
t Monitoring showed dust and noise to be negligible during the testing
demonstration. One other exposure hazard that needs to be considered is exposure to thermal hazards. The most common cause of laser-induced tissue damage is thermal in nature, where the tissue proteins are denatured due to the temperature rise following absorption of laser energy. The operator needs to be aware of this and consideration needs to be given to labeling the work head as such.
The environment where the metal stripping is taking place and the contaminants being ablated have the potential to affect dust levels, organic vapor levels, and the noise levels generated. Therefore, the need for an air sampling and noise-monitoring program needs to be assessed on a site-by-site job-by-job basis
Figure 2. Laser work head bottom with rubber seal exposed.

28
t There are a number of unique hazards associated with lasers. As with
most hazards, the intensity and length of exposure as well as the area being exposed will determine the severity of the exposure. Thermal injury is the most common hazard and is the result of the rise in temperature of the skin after exposure. Eye injury is the most dangerous hazard associated with lasers, if the eyes are exposed to a powerful enough device under the right circumstances permanent blindness may result. Because hazards of this nature exist, the importance of interlocking safety devices and proper labeling necessary for a Class I laser device cannot be stressed enough. If engineering controls in the form of interlocking safety devices are not possible or if maintenance is being performed with the interlocking safety devices disengaged, the class of the laser device must be determined in order to apply the necessary precautions.
t During laser training, operators should be taught to recognize laser labels
and to take the necessary precautions when they encounter them. Classification of laser devices is a required specification provided by the laser manufacturer and the label that specifies the class is found in only one location on the laser product. The class of laser will be specified only on the lower left hand corner of the warning label. Examples of laser warning labels are located in Appendix B. Class I lasers have no required labeling indicating Class I status.

29
APPENDIX A References
Occupational Safety and Health Administration, OSHA Technical Manual, Section III: Chapter 6, Laser Hazards Occupational Safety and Health Standards for General Industry, 29 CFR Part 1910, Occupational Safety and Health Administration United States Department of Labor Occupational Safety and Health Standards for the Construction Industry, 29 CFR Part 1926, Occupational Safety and Health Administration United States Department of Labor Threshold Limit Values (TLV) for Chemical Substances and Physical Agents and Biological Exposure Indices (BEI), American Conference of Governmental Industrial Hygienists, 1995-1996 U.S. Department of Health and Human Services, Manual for the Revised NIOSH Lifting Equation, January 1994 American National Standards Institute, American Standard for the Safe Use of Lasers: ANSI Z136.1 (1993), Laser Institute of America, New York, NY (1993)

30
APPENDIX B
Laser Label Examples

31
APPENDIX B Laser Label Examples

32
APPENDIX C Noise Sampling
31002
The percentage of time spent at each decibel level can be obtained from the graph. As shown, 99.345% of the time the noise exposure was less than 85 dBA which means only 0.655% of the time was spent at sound levels above 85 dBA. OSHA requires that a hearing conservation program be initiated if the 8-hour TWA is 85 dBA. This area sample was taken of the work area where the laser work-head was being operated. There was some noise overflow from the generator outside but still the noise level was well below the allowable level.

33
Noise Sampling 31003
The percentage of time spent at each decibel level can be obtained from the graph. As shown, 0.040% of the time the noise exposure was less than 85 dBA which means 99.96% of the time was spent at sound levels above 85 dBA. OSHA requires that a hearing conservation program be initiated if the 8-hour TWA is 85 dBA. This area sample was taken next to the generator. Although this is not a part of the technology the technology was dependent on the generator in this case. It was sample only to identify possible associated hazards in the future. If the work area is in close proximity to the generator a Hearing Conservation Program may be necessary. Engineering controls in addition to PPE would abate the hazard.

34
Noise Sampling 31004
The percentage of time spent at each decibel level can be obtained from the graph. As shown, 93.200% of the time the noise exposure was less than 85 dBA, which means only 6.8% of the time, was spent at sound levels above 85 dBA. OSHA requires that a hearing conservation program be initiated if the 8-hour TWA is 85 dBA. This is a personal sample taken in which the operator performed multiple tasks associated with operation of the technology. This includes operation of the laser work-head, adjustments in the trailer that housed the LPU, assisted the other operator during work-head operation and adjustment to and around the generator.

35
APPENDIX D Acronym Sheet
ANSI - American National Standards Institute ACGIH - American Conference of Governmental Industrial Hygienists CFR - Code of Federal Regulations DOE - U.S. Department of Energy FIU - Florida International University FMEA - Failure Modes and Effects Analysis GLC - General Lasertronics Corporation HAZCOM - Hazard communication HAZWOPER - Hazardous Waste Operations and Emergency Response JSA - Job Safety Analysis LPU - Laser power unit MSDS - Material Safety Data Sheet OENHP - Operating Engineers National HAZMAT Program OSHA - Occupational Safety and Health Administration PEL - Permissible exposure limit PPE - Personal protective equipment PPM - Part per million PSI - Pounds per square inch RGB - Red, green and blue camera SOP’s - Standard Operating Procedures TLV - Threshold limit value TSDS - Technology Safety Data Sheet TWA - Time-weighted average