Embed Size (px)
Citation preview

Korea-Australia Rheology Journal December 2010 Vol. 22, No. 4 259
Korea-Australia Rheology JournalVol. 22, No. 4, December 2010 pp. 259-264
Interphase control of boron nitride/epoxy composites for high thermal conductivity
Jung-Pyo Hong1, Sung-Woon Yoon
1, Tae-Sun Hwang
1, Young-kwan Lee
2, Sung-Ho Won
3 and Jae-Do Nam
4,*1Department of Polymer Science and Engineering, Sungkyunkwan University, 300 Chunchun-dong,
Jangan-gu, Suwon 440-746, South Korea2Department of Applied Chemistry, Sungkyunkwan University, 300 Chunchun-dong,
Jangan-gu, Suwon 440-746, South Korea3Department of Applied Chemistry, Dongyang Technical college 62-160 Kochuk-dong, Seoul 152-714, Korea
4Department of Energy Science, Sungkyunkwan University, 300 Chunchun-dong, Jangan-gu, Suwon 440-746, South Korea
(Received April 8, 2010; final revision received July 26, 2010; accepted July 29, 2010)
Abstract
The effects of the surface treatment of boron nitride (BN) particles on the thermal conductivity of BN/epoxycomposite systems was investigated. By coating an amino silane compatibilizer on the BN surface, theinterfacial space could be decreased so as to minimize the phonon scattering and thermal-interface resis-tance. When an excessive amount of silane compatibilizer was present at the BN/epoxy interphase bound-ary, it acted as a thermal insulation layer, resulting in the reduction of the thermal conductivity. Accordingly,the thermal conductivity was maximized when the optimal amount of silane compatibilizer was used, whichwas associated with the specific surface area or the size of the incorporated BN particles. In the case of theBN particles, whose specific surface areas were 14.3 m2/g and 11 m2/g (average particle size: 1 µm and5 µm, respectively), the highest thermal conductivity was observed at 3.0 wt% and 2.5 wt% of the silanecompatibilizer, respectively. By converting the particle size and specific surface area into the shape factor,the optimal amount of amino silane required to maximize the thermal conductivity was discussed in relationwith the interphase structure and thermal resistance.
Keywords : thermal conductivity, silane treatment, boron nitride
1. Introduction
Boron nitride (BN) has a similar plate structure to graphite
and thus superior thermal conductivity, but it is a noncon-
ductor of electricity(Yung and Liem, 2007). BN has been stud-
ied extensively as a filler to improve the thermal conductivity
of a variety of polymer-based composite systems, most often
in epoxy composite systems, which are applied to the pack-
aging of electronic parts such as PCBs and EMCs(Lee et al.,
2006; Nagai and Lai, 1997; Yung et al., 2006).
On the other hand, heat transfer is restricted by phonon-
scattering at the matrix-filler interface(Berman,1973). As
the loading content of the filler is increased, the polymer-
filler interfacial area increases, which subsequently
increases the phonon-scattering. It was found that, in most
cases, phonon scattering reduces the amount of heat trans-
fer in composite material systems(Ishida and Rimdusit,
1998). Consequently, if the interfacial adhesion is not good
and, thus, the extent of phonon scattering is significant in
composites, the highly-conductive fillers may decrease the
thermal conductivity with increasing filler-loading content.
In addition, when the particles have different sizes, the
numbers of interfaces along the path through which heat is
transferred varies; therefore, composite materials with the
same filler content have different values of the thermal
conductivity(Nagai and Lai, 1997; Yung et al., 2007; Hsieh
and Chung, 2006). In short, composite materials have dif-
ferent thermal conductivities depending on the size or load-
ing content of the particles, characteristics of the interfaces,
or relative thermal conductivities of the particles and resin.
The surface treatment of fillers is widely known to be an
important factor for reducing the thermal resistance of the
interfaces between the polymer and filler. Surface modi-
fication using silane in particular is the most widely known
method. Based on the results of research on the surface
treatment of particles using silanes, it is known that surface
treatment can indeed play an important role in reducing the
thermal resistance between the filler and polymer depend-
ing on the amount of silane; note, however, that the thermal
conductivity may be reduced when an excessive amount of
silane is used (Hsieh and Chung, 2006; Xu and Chung,
2000; Xie et al., 2004). In other words, using silane may
initially increase the thermal conductivity, since it lowers*Corresponding author: [email protected]© 2010 by The Korean Society of Rheology
Jung-Pyo Hong, Sung-Woon Yoon, Tae-Sun Hwang, Young-kwan Lee, Sung-Ho Won and Jae-Do Nam
260 Korea-Australia Rheology Journal
the interface resistance, but an excessive amount may actu-
ally reduce the thermal conductivity. This suggests that
there must be an optimum amount of silane to be used.
Estimating and fully understanding this optimum amount
of silane to secure the maximum thermal conductivity are
very important in designing composite materials with guar-
anteed high thermal conductivity.
In this research, the change of the thermal conductivity
depending on the amount of amino silane was studied
using an epoxy composite material and BN fillers with a
certain specific surface area; the optimum amount of
amino silane for obtaining the maximum thermal conduc-
tivity was then monitored for each filler system. Further-
more, the relation between the amount of silane coating
and the specific surface area and size of the particles was
analyzed using the shape factor.
2. Experiment
2.1. MaterialsIn this research, BN with an average size of 5 µm pur-
chased from DENKA (Japan) and BN with an average size
of 1 µm purchased from SINTEC (England) were used.
The detailed characteristics of the filler are shown in Table 1.
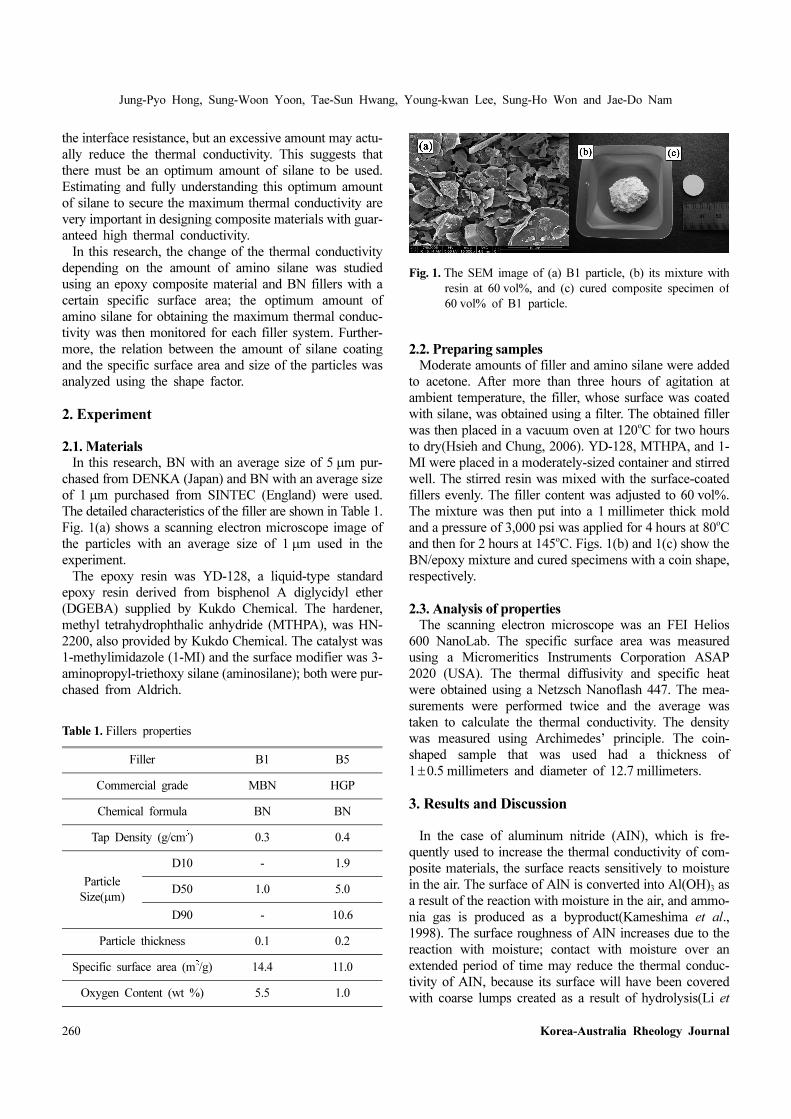
Fig. 1(a) shows a scanning electron microscope image of
the particles with an average size of 1 µm used in the
experiment.
The epoxy resin was YD-128, a liquid-type standard
epoxy resin derived from bisphenol A diglycidyl ether
(DGEBA) supplied by Kukdo Chemical. The hardener,
methyl tetrahydrophthalic anhydride (MTHPA), was HN-
2200, also provided by Kukdo Chemical. The catalyst was
1-methylimidazole (1-MI) and the surface modifier was 3-
aminopropyl-triethoxy silane (aminosilane); both were pur-
chased from Aldrich.
2.2. Preparing samples Moderate amounts of filler and amino silane were added
to acetone. After more than three hours of agitation at
ambient temperature, the filler, whose surface was coated
with silane, was obtained using a filter. The obtained filler
was then placed in a vacuum oven at 120oC for two hours
to dry(Hsieh and Chung, 2006). YD-128, MTHPA, and 1-
MI were placed in a moderately-sized container and stirred
well. The stirred resin was mixed with the surface-coated
fillers evenly. The filler content was adjusted to 60 vol%.
The mixture was then put into a 1 millimeter thick mold
and a pressure of 3,000 psi was applied for 4 hours at 80oC
and then for 2 hours at 145oC. Figs. 1(b) and 1(c) show the
BN/epoxy mixture and cured specimens with a coin shape,
respectively.
2.3. Analysis of properties The scanning electron microscope was an FEI Helios
600 NanoLab. The specific surface area was measured
using a Micromeritics Instruments Corporation ASAP
2020 (USA). The thermal diffusivity and specific heat
were obtained using a Netzsch Nanoflash 447. The mea-
surements were performed twice and the average was
taken to calculate the thermal conductivity. The density
was measured using Archimedes’ principle. The coin-
shaped sample that was used had a thickness of
1±0.5 millimeters and diameter of 12.7 millimeters.
3. Results and Discussion
In the case of aluminum nitride (AIN), which is fre-
quently used to increase the thermal conductivity of com-
posite materials, the surface reacts sensitively to moisture
in the air. The surface of AlN is converted into Al(OH)3 as
a result of the reaction with moisture in the air, and ammo-
nia gas is produced as a byproduct(Kameshima et al.,
1998). The surface roughness of AlN increases due to the
reaction with moisture; contact with moisture over an
extended period of time may reduce the thermal conduc-
tivity of AIN, because its surface will have been covered
with coarse lumps created as a result of hydrolysis(Li et
Table 1. Fillers properties
Filler B1 B5
Commercial grade MBN HGP
Chemical formula BN BN
Tap Density (g/cm3) 0.3 0.4
Particle
Size(µm)
D10 - 1.9
D50 1.0 5.0
D90 - 10.6
Particle thickness 0.1 0.2
Specific surface area (m2/g) 14.4 11.0
Oxygen Content (wt %) 5.5 1.0
Fig. 1. The SEM image of (a) B1 particle, (b) its mixture with
resin at 60 vol%, and (c) cured composite specimen of
60 vol% of B1 particle.
Interphase control of boron nitride/epoxy composites for high thermal conductivity
Korea-Australia Rheology Journal December 2010 Vol. 22, No. 4 261
al., 2005). As with AIN, BN also reacts with moisture sen-
sitively to form –OH groups on the surface. Therefore, in
order to ensure its high thermal conductivity, BN should
not come into contact with moisture for an extended period
of time.
According to a research report, surface treatment using
silane is very effective in protecting inorganic particles
against moisture. Furthermore, surface treatment using
silane in the case of a composite material is highly rec-
ommended to maximize the thermal conductivity, because
the coupling agent allows the the matrix to be connected
with the filler through the various functional groups of
silane, which can minimize the interfacial gap or space(Xu
and Chung, 2000). Among the various silane chemicals,
amino silane gives higher thermal conductivity than gly-
cidyl silane in epoxy and amino systems(Xu et al., 2001).
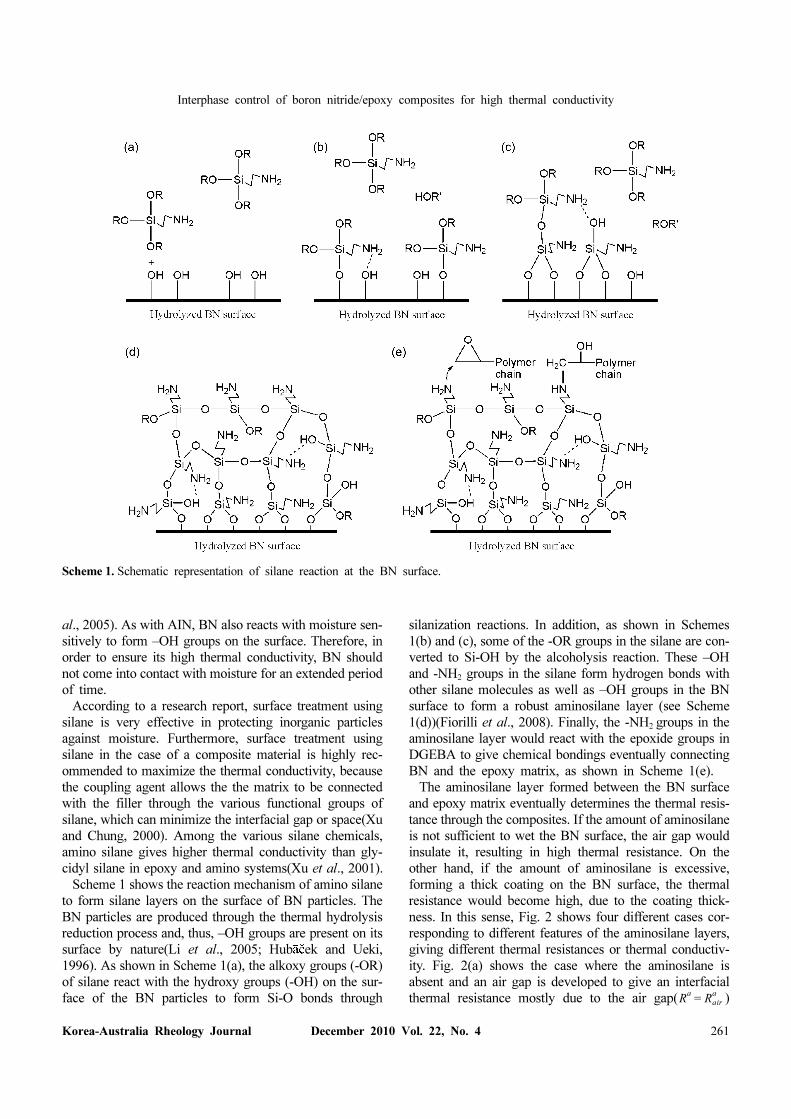
Scheme 1 shows the reaction mechanism of amino silane
to form silane layers on the surface of BN particles. The
BN particles are produced through the thermal hydrolysis
reduction process and, thus, –OH groups are present on its
surface by nature(Li et al., 2005; Hub ek and Ueki,
1996). As shown in Scheme 1(a), the alkoxy groups (-OR)
of silane react with the hydroxy groups (-OH) on the sur-
face of the BN particles to form Si-O bonds through
silanization reactions. In addition, as shown in Schemes
1(b) and (c), some of the -OR groups in the silane are con-
verted to Si-OH by the alcoholysis reaction. These –OH
and -NH2 groups in the silane form hydrogen bonds with
other silane molecules as well as –OH groups in the BN
surface to form a robust aminosilane layer (see Scheme
1(d))(Fiorilli et al., 2008). Finally, the -NH2 groups in the
aminosilane layer would react with the epoxide groups in
DGEBA to give chemical bondings eventually connecting
BN and the epoxy matrix, as shown in Scheme 1(e).
The aminosilane layer formed between the BN surface
and epoxy matrix eventually determines the thermal resis-
tance through the composites. If the amount of aminosilane
is not sufficient to wet the BN surface, the air gap would
insulate it, resulting in high thermal resistance. On the
other hand, if the amount of aminosilane is excessive,
forming a thick coating on the BN surface, the thermal
resistance would become high, due to the coating thick-
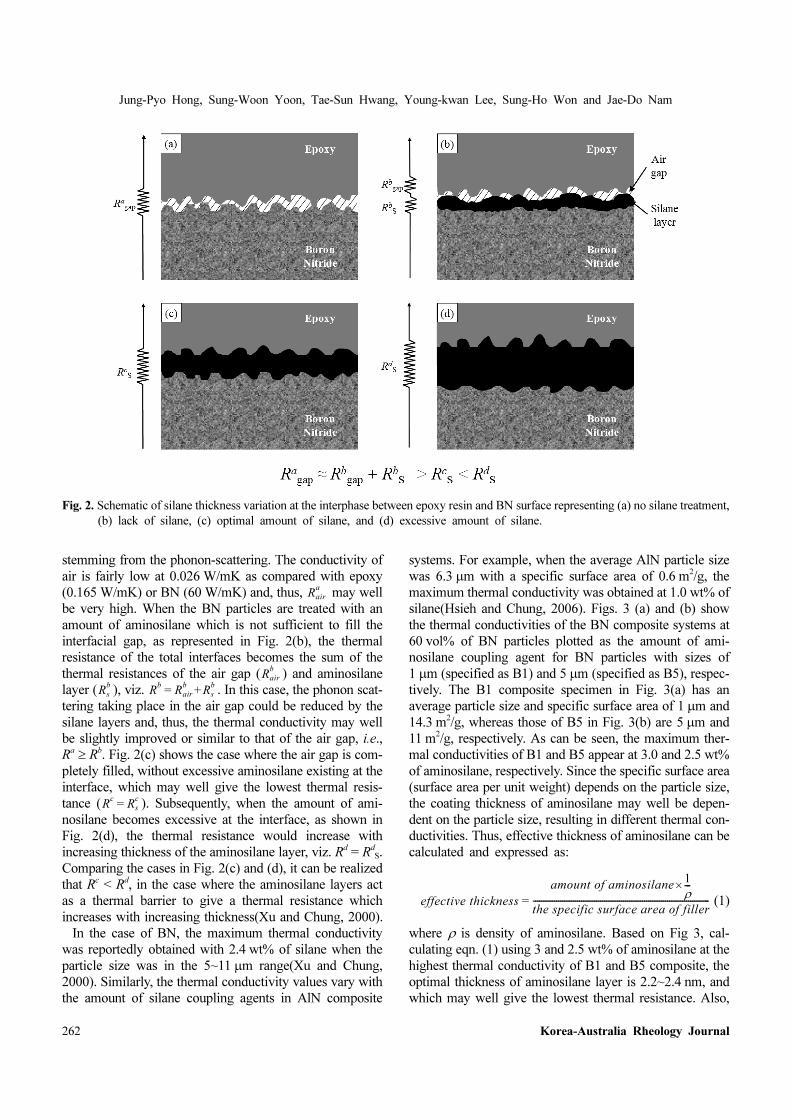
ness. In this sense, Fig. 2 shows four different cases cor-
responding to different features of the aminosilane layers,
giving different thermal resistances or thermal conductiv-
ity. Fig. 2(a) shows the case where the aminosilane is
absent and an air gap is developed to give an interfacial
thermal resistance mostly due to the air gap( )Ra
Rair
a=
Scheme 1. Schematic representation of silane reaction at the BN surface.
Jung-Pyo Hong, Sung-Woon Yoon, Tae-Sun Hwang, Young-kwan Lee, Sung-Ho Won and Jae-Do Nam
262 Korea-Australia Rheology Journal
stemming from the phonon-scattering. The conductivity of
air is fairly low at 0.026 W/mK as compared with epoxy
(0.165 W/mK) or BN (60 W/mK) and, thus, may well
be very high. When the BN particles are treated with an
amount of aminosilane which is not sufficient to fill the
interfacial gap, as represented in Fig. 2(b), the thermal
resistance of the total interfaces becomes the sum of the
thermal resistances of the air gap ( ) and aminosilane
layer ( ), viz. . In this case, the phonon scat-
tering taking place in the air gap could be reduced by the
silane layers and, thus, the thermal conductivity may well
be slightly improved or similar to that of the air gap, i.e.,
Ra ≥ Rb. Fig. 2(c) shows the case where the air gap is com-
pletely filled, without excessive aminosilane existing at the
interface, which may well give the lowest thermal resis-
tance ( ). Subsequently, when the amount of ami-
nosilane becomes excessive at the interface, as shown in
Fig. 2(d), the thermal resistance would increase with
increasing thickness of the aminosilane layer, viz. Rd = Rd
S.
Comparing the cases in Fig. 2(c) and (d), it can be realized
that Rc < Rd, in the case where the aminosilane layers act
as a thermal barrier to give a thermal resistance which
increases with increasing thickness(Xu and Chung, 2000).
In the case of BN, the maximum thermal conductivity
was reportedly obtained with 2.4 wt% of silane when the
particle size was in the 5~11 µm range(Xu and Chung,
2000). Similarly, the thermal conductivity values vary with
the amount of silane coupling agents in AlN composite
systems. For example, when the average AlN particle size
was 6.3 µm with a specific surface area of 0.6 m2/g, the
maximum thermal conductivity was obtained at 1.0 wt% of
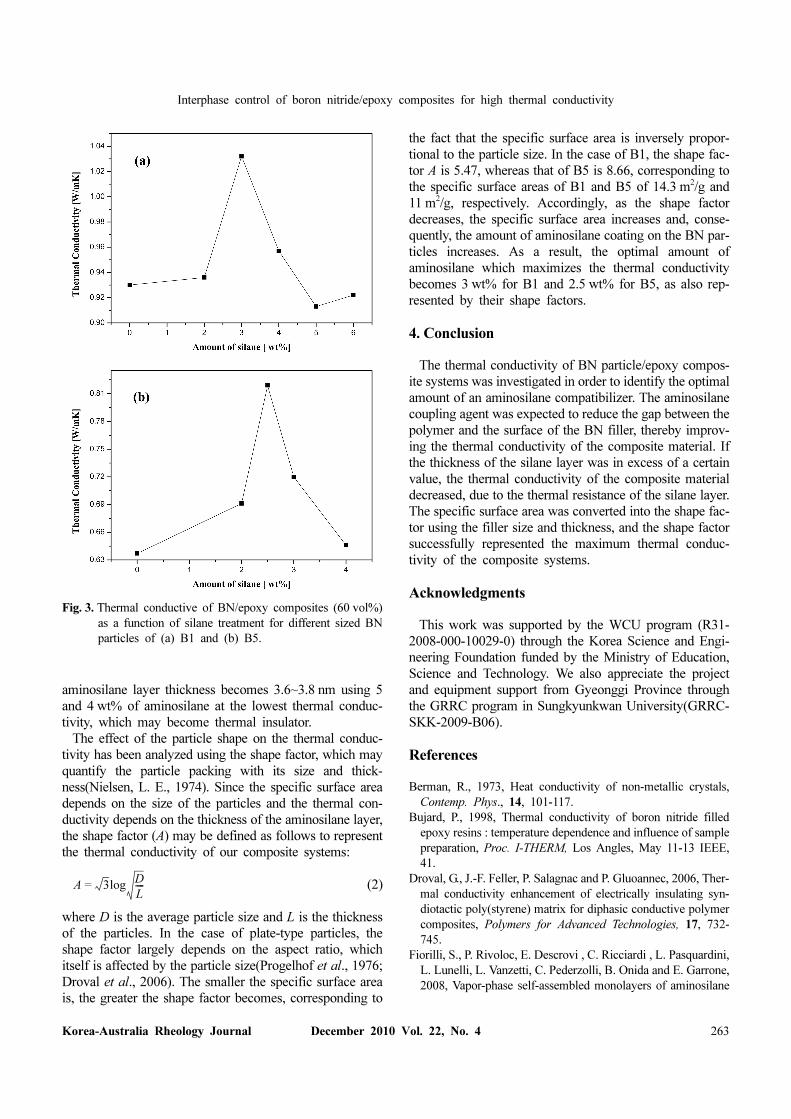
silane(Hsieh and Chung, 2006). Figs. 3 (a) and (b) show
the thermal conductivities of the BN composite systems at
60 vol% of BN particles plotted as the amount of ami-
nosilane coupling agent for BN particles with sizes of
1 µm (specified as B1) and 5 µm (specified as B5), respec-
tively. The B1 composite specimen in Fig. 3(a) has an
average particle size and specific surface area of 1 µm and
14.3 m2/g, whereas those of B5 in Fig. 3(b) are 5 µm and
11 m2/g, respectively. As can be seen, the maximum ther-
mal conductivities of B1 and B5 appear at 3.0 and 2.5 wt%
of aminosilane, respectively. Since the specific surface area
(surface area per unit weight) depends on the particle size,
the coating thickness of aminosilane may well be depen-
dent on the particle size, resulting in different thermal con-
ductivities. Thus, effective thickness of aminosilane can be
calculated and expressed as:
(1)
where ρ is density of aminosilane. Based on Fig 3, cal-
culating eqn. (1) using 3 and 2.5 wt% of aminosilane at the
highest thermal conductivity of B1 and B5 composite, the
optimal thickness of aminosilane layer is 2.2~2.4 nm, and
which may well give the lowest thermal resistance. Also,
Rair
a
Rair
b
Rs
bRb
Rair
bRs
b+=
Rc
Rs
c=
effective thickness
amount of aminosilane1
ρ---×
the specific surface area of filler------------------------------------------------------------------------------------=
Fig. 2. Schematic of silane thickness variation at the interphase between epoxy resin and BN surface representing (a) no silane treatment,
(b) lack of silane, (c) optimal amount of silane, and (d) excessive amount of silane.
Interphase control of boron nitride/epoxy composites for high thermal conductivity
Korea-Australia Rheology Journal December 2010 Vol. 22, No. 4 263
aminosilane layer thickness becomes 3.6~3.8 nm using 5
and 4 wt% of aminosilane at the lowest thermal conduc-
tivity, which may become thermal insulator.
The effect of the particle shape on the thermal conduc-
tivity has been analyzed using the shape factor, which may
quantify the particle packing with its size and thick-
ness(Nielsen, L. E., 1974). Since the specific surface area
depends on the size of the particles and the thermal con-
ductivity depends on the thickness of the aminosilane layer,
the shape factor (A) may be defined as follows to represent
the thermal conductivity of our composite systems:
(2)
where D is the average particle size and L is the thickness
of the particles. In the case of plate-type particles, the
shape factor largely depends on the aspect ratio, which
itself is affected by the particle size(Progelhof et al., 1976;
Droval et al., 2006). The smaller the specific surface area
is, the greater the shape factor becomes, corresponding to
the fact that the specific surface area is inversely propor-
tional to the particle size. In the case of B1, the shape fac-
tor A is 5.47, whereas that of B5 is 8.66, corresponding to
the specific surface areas of B1 and B5 of 14.3 m2/g and
11 m2/g, respectively. Accordingly, as the shape factor
decreases, the specific surface area increases and, conse-
quently, the amount of aminosilane coating on the BN par-
ticles increases. As a result, the optimal amount of
aminosilane which maximizes the thermal conductivity
becomes 3 wt% for B1 and 2.5 wt% for B5, as also rep-
resented by their shape factors.
4. Conclusion
The thermal conductivity of BN particle/epoxy compos-
ite systems was investigated in order to identify the optimal
amount of an aminosilane compatibilizer. The aminosilane
coupling agent was expected to reduce the gap between the
polymer and the surface of the BN filler, thereby improv-
ing the thermal conductivity of the composite material. If
the thickness of the silane layer was in excess of a certain
value, the thermal conductivity of the composite material
decreased, due to the thermal resistance of the silane layer.
The specific surface area was converted into the shape fac-
tor using the filler size and thickness, and the shape factor
successfully represented the maximum thermal conduc-
tivity of the composite systems.
Acknowledgments
This work was supported by the WCU program (R31-
2008-000-10029-0) through the Korea Science and Engi-
neering Foundation funded by the Ministry of Education,
Science and Technology. We also appreciate the project
and equipment support from Gyeonggi Province through
the GRRC program in Sungkyunkwan University(GRRC-
SKK-2009-B06).
References
Berman, R., 1973, Heat conductivity of non-metallic crystals,
Contemp. Phys., 14, 101-117.
Bujard, P., 1998, Thermal conductivity of boron nitride filled
epoxy resins : temperature dependence and influence of sample
preparation, Proc. I-THERM, Los Angles, May 11-13 IEEE,
41.
Droval, G., J.-F. Feller, P. Salagnac and P. Gluoannec, 2006, Ther-
mal conductivity enhancement of electrically insulating syn-
diotactic poly(styrene) matrix for diphasic conductive polymer
composites, Polymers for Advanced Technologies, 17, 732-
745.
Fiorilli, S., P. Rivoloc, E. Descrovi , C. Ricciardi , L. Pasquardini,
L. Lunelli, L. Vanzetti, C. Pederzolli, B. Onida and E. Garrone,
2008, Vapor-phase self-assembled monolayers of aminosilane
A 3D
L----log=
Fig. 3. Thermal conductive of BN/epoxy composites (60 vol%)
as a function of silane treatment for different sized BN
particles of (a) B1 and (b) B5.

Jung-Pyo Hong, Sung-Woon Yoon, Tae-Sun Hwang, Young-kwan Lee, Sung-Ho Won and Jae-Do Nam
264 Korea-Australia Rheology Journal
on plasma-activated silicon substrates, Journal of Colloid and
Interface Science, 321, 235-241.
Hsieh, C. Y. and S. L. Chung, 2006, High thermal conductivity
epoxy molding compound filled with a combustion synthe-
sized AlN powder, Journal of Applied Polymer Science, 102,
4734-4740.
Hub ek, M. and M. Ueki, 1996, Chemical reactions in hex-
agonal boron nitride system, Journal of Solid State Chemistry,
123, 215-222.
Ishida, H. and S. Rimdusit, 1998, Very high theramal conduc-
tivity obtained by boron nitride-filled polybenzoxazine, Ther-
mochimica Acta, 320, 177-186.
Kameshima, Y., S. Kuramochi, A. Yasumori and K. Okada, 1998,
Analysis of surface state and stability during storage of AlN
powders by X-ray photoelectron spectroscopy, Journal of the
Ceramic Society of Japan, 106(8), 749-753.
Lee, G. W., M. Park, J. Kim, J. I. Lee and H. G. Yoon, 2006,
Enhanced thermal conductivity of polymer composites filled
with hybrid filler, Composites: Part A, 37, 727-734.
Li, J., M. Nakamura, T. Shirai, K. Matsumaru, C. Ishizaki and K.
Ishizaki, 2005, Hydrolysis of Aluminum nitride powders in
moist air, Advances in Technology of Materials and Materials
Processing, 7(1), 37-42.
Nagai, Y. and G. Lai, 1997, Thermal conductivity of epoxy resin
filled with particulate aluminum nitride powder, Journal of the
Ceramic Society of Japan, 105(3), 197-200.
Nielsen, L. E., 1974, The thermal and electrical conductivity of
two-phase systems, Ind. Eng. Chem. Fund., 13(1), 17-20.
Progelhof, R. C., J. L. Throne and R.R. Ruetsch, 1976, Methods
for predicting the thermal conductivity of composites systems:
A review, Polymer Engineering and Science, 19(9), 615-625.
Yung, K. C., B. L. Zhu, J. Wu, T. M. Yue and C. S. Xie, 2007,
Effect of AlN Content on the Performance of Brominated
Epoxy Resin for Printed Circuit Board Substrate, Journal of
Polymer Science: Part B: Polymer Physics, 45, 1662-1674.
Yung, K. C. and H. Liem, 2007, Enhanced thermal conductivity
of boron nitride epoxy-matrix composite through multi-modal
particle size mixing, Journal of Applied Polymer Science, 106,
3587-3591.
Yung, K. C., J. Wu, T. M. Yue and C. S. Xie, 2007, Effect of AlN
content on the performance of brominated epoxy resin for
printed circuit board substrate, Journal of Composite Mate-
rials, 40(7), 567-581.
Xie, S. H., B. K. Zhu, J. B. Li, X. Z. Wei and Z. K. Xu, 2004,
Preparation and properties of polyimide/aluminum nitride
composites, Polymer Testing, 23, 797-801.
Xu, Y. and D. D. L. Chung, 2000, Increasing the thermal con-
ductivity of boron nitride and aluminum nitride particle epoxy-
matrix composites by particle surface treatments, Composite
Interfaces, 7(4), 243-256.
Xu, Y., D. D. L. Chung and C. Mroz, 2001, Thermally con-
ducting aluminum nitride polymer-matrix composites, Com-
posites Part A, 32, 1749-1757.





























