Embed Size (px)
DESCRIPTION
Â
Citation preview

easy!Scegliere ed acquistareè ancora più facile suportale.arsonsisi.com
Consegna garantita in 24h
The fi rst international magazine for surface treatments
20145th YEAR
BimonthlyN°28-July/August
® ipcm digital onwww.ipcm.it
ISSN 2280-6083



Via
I° M
aggi
o, 2
0/22
– S
an Z
enon
e al
Lam
bro
– (M
ilan
) - It
aly
- Te
l: +3
9.02
9810
470
- in
fo@
ciee
ng.
com
ww
w.c
ieen
g.c
om

EDITORIAL
ANALYSIS
4 Effi ciency and IntegrationEffi cienza ed integrazione
6What is the Best Hanging Method for the Coating Process?Qual è il miglior metodo di appensione nel processo di verniciatura?
BRAND-NEW
HIGHLIGHTS OF THE MONTH
30Automotive Color Trends 2014/2015 and New Eff ect Finishes by BASFLe tendenze colore per il settore auto 2014/2015 e le nuove fi niture ad eff etto di BASF
42 Europolveri is ISO 14001 Certifi edEuropolveri è certifi cata ISO 14001
46TIGER Coatings is Austria’s Best Family-Run CompanyTIGER Coatings è la miglior azienda austriaca a conduzione famigliare
FOCUS ON TECHNOLOGY
50Painting Racing Bikes’ Frames: Handicraft Provides Added Value with Cutting Edge TechnologiesVerniciatura telai per bici da corsa: l’artigianato che dà valore con tecnologie all’avanguardia
58
Powder Coating with Quick Colour Change: Production Versatility and Speed to Address the Current Changes in the Contracting MarketVerniciatura a polveri con cambio colore rapido: versatilità e velocità di produzione per aff rontare le evoluzioni del mercato del terzismo
CONTENTS
JULY/AUGUST 2014
© photos courtesy of Wilier Triestina and Kemo
© Felix Friedmann | GIG Fassaden GmbH

T O P Q U A L I T YC H E M I S T R Y

CONTENTS
© Maurits90
JULY/AUGUST 2014
© Dürr
INNOVATIONS: PRESENT&FUTURE
66 A Water-Based Three Coat System for the Railway SectorCiclo triplo strato all’acqua nel settore ferroviario
70PSD® process: Phosphating Sludge DetoxicationProcesso PSD®: inertizzazione dei fanghi tossici di fosfatazione
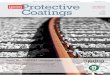
74Innovative Oven Heating Concepts from Dürr Lower Energy Costs and EmissionsI sistemi innovativi Dürr per il riscaldamento dei forni industriali per ridurre i costi energetici e le emissioni
80 Overspray: The Essence of Electrostatic ApplicationOverspray: l’essenza dell’applicazione elettrostatica
QUALITY CONTROL
86 Smoothness and Orange Peel: It is a Matter of Support!Distensione e buccia d’arancia: una questione di supporto!
TRADE FAIRS & CONFERENCES
ZOOM ON EVENTS


by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28 3
EDITORIAL
I nnovazione, qualità ed effi cienza. Questi sono i tre concetti che si rincorrono più di frequente negli articoli di giornale, che vengono declamati dai capita-ni di industria, che serpeggiano negli ambiti associativi e nelle conferenze internazionali.
Ma come è eff ettivamente possibile coniugare questi concetti all’interno dell’attuale sistema economico? E cosa davvero signifi cano queste tre parole per la piccola e media industria?Il tema dell’innovazione l’abbiamo aff rontato più volte sulle pagine di questa rivista e continuiamo a farlo anche in questo numero estivo, off rendo ai nostri lettori articoli di approfondimento tecnologico provenienti da varie parti d’Europa nonché casi reali di piccole aziende che mantenendo un tasso d’innova-zione costante sono riuscite a crescere e a rimanere competitive anche in questi anni diffi cili.Il tema dell’effi cienza è strettamente connesso a quello dell’innovazione: solo implementando nuove tecnologie e nuove metodologie di lavoro che sfrut-tano in maniera più consapevole e mirata le risorse, è possibile raggiungere un certo grado di effi cienza. Va peraltro riconosciuto che l’innovazione tecno-logica viaggia così veloce da spostare l’asticella dell’effi cienza sempre un po’ più in là, in una sorta di rincorsa senza fi ne.Ma veniamo al tema della qualità. Durante un seminario sulla verniciatura che ho moderato qualche settimana fa, è emerso il tema della qualità in modo astratto, cioè non strettamente legato alle caratteristiche di un bene bensì in termini generali, legati alla defi nizione stessa della parola qualità.La qualità è una misura delle caratteristiche di una entità (persona, prodotto, processo, progetto) rispetto a quanto ci si attende da essa per un determina-to impiego.“Per un determinato impiego”: questa è la chiave. Spesso le aziende tendono ad off rire una qualità inadeguata alla reale destinazione di un prodotto e alle richieste, o troppo scarsa o troppo elevata, con conseguente spreco di denaro. Ecco che imparare ad off rire una qualità che sia adeguata al manufatto, alla sua destinazione d’uso e ai requisiti posti dal committente/consumatore rappresenta il primo passo verso l’effi cienza dei costi. E quindi verso la possibilità di disporre di maggiori risorse da dedicare all’innovazione.Vorrei chiudere queste mie rifl essioni con un’osservazione: ho notato che una delle qualità che si richiedono oggi alle innovazioni tecnologiche è la semplici-tà: progettuale, d’utilizzo, di manutenzione. Una semplicità di pensiero, in fondo, che aiuti le aziende a lavorare in tranquillità e con la certezza del risultato.
I nnovation, quality and effi ciency. These are the three concepts that most frequently follow one another on magazine’s articles, raved by the industry’s captains, brewing within professional associations and international conferences.
How can these actually be combined inside the present economic system? And what do these three words really mean to the small and medium industries?Innovation is a theme that we have already discussed many times on the pages of this magazine and we are doing it again in this summer edition by off ering our readers technical focus articles provided by diff erent parts of Europe, real case studies concerning small fi rms that, by keeping a constant innovation rate, managed to grow and stay competitive also in the diffi cult economic climate of the last years. Effi ciency is strictly related to innovation: Implementing new technologies and working methods, that allow us to use in a more conscious and focused way resources, is the only way forward in order to achieve a certain level of effi ciency. However, it should be noted that technological innovation develops at such a fast rate that the bar is raised higher and higher in an almost endless pursuit.Now, let us move on to quality. During the painting workshop I moderated a few weeks ago, quality as an abstract theme emerged. This was not considered in strict relation with the characteristics of a product: It was analysed in general terms, in respect to the actual defi nition of the word quality. Quality is a measure of the characteristics of an entity (person, product, process, project), of its expected performance for a considered purpose.“For a considered purpose”: This is the key word. Firms often off er a quality level that is not adequate to the actual destination of the product and to the requirements. This is either too poor or too high, with consequent waste of money. Therefore, learning how to off er a quality level that is adequate to the product, to its destination and to the requests of the client/consumer, represents the fi rst step towards cost effi ciency, and therefore, towards the possibility of making available more resources to be spent on innovation.I would like to close this note with a consideration: I have noticed that one of the most requested qualities at present is clarity, in design, use and maintenance. A clarity of thinking, after all, that helps companies to work in a calm way being certain of the fi nal results.
Alessia VenturiEditor-in-chief / Direttore Responsabile

4 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
EFFICIENCY AND INTEGRATIONEffi cienza ed integrazione
Marcello Zinno, Ucif, Unione Costruttori Impianti di Finitura, Milan, Italy, [email protected]
S empre più si parla di “effi cienza” e di “integrazio-ne”, due dei tanti mantra a cui spesso non si rie-
sce a dare un signifi cato preciso. Questi due concet-ti, applicati all’industria moderna, stanno mutando il loro signifi cato nel corso degli anni: partiti come due fi losofi e a cui obbligatoriamente aderire, pena l’eti-chettatura di processi aziendali obsoleti, oggi sono di-venuti delle vere applicazioni all’interno del mondo in-dustriale che portano benefi ci concreti. Da sempre a fi anco della grande industria sono sorte realtà di pic-cole dimensioni, specializzate in una nicchia di merca-to o in un’unica fase produttiva in cui eccellevano per competenze e costi (l’esempio dei distretti industria-li, caratteristica tipica del tessuto italiano, è calzante). Oggi tra gli estremi rappresentati dalle multinazionali e dalle aziende locali si frappone una nuova concezione di azienda: quella “integrata” ed “effi ciente”.La vera integrazione non va concepita come la sempli-ce sequenza dei processi produttivi inventati quasi un secolo fa con lo Scientifi c Management di Taylor (ov-vero la nostra “catena di montaggio”). “Integrazione” signifi ca anche processi diversi, con tecnologie diff e-renti e materiali solo a prima vista lontani, che lavo-rano secondo un fattor comune, utili ad una miglioria
W e always talk about “effi ciency” and “integration”, but they are two of the many
mantras to which we are often unable to give a precise meaning. These concepts, applied to modern industry, are changing their meaning over the years: At fi rst, they were two philosophies to which one had to adhere to avoid its business processes being considered obsolete, but they have now become real applications for the industrial world able to bring concrete benefi ts. Small-size businesses have always existed along with big industries, specialising in a niche market or in a single production stage in which they excel for skills and costs (the example of the industrial districts, a typical feature of the Italian industry, is fi tting). Nowadays, however, between the extremes of multinationals and local companies, there is a new concept of business: The “integrated” and “effi cient” fi rm.The real integration should not be conceived as the simple sequence of the production processes invented almost a century ago with Taylor’s Scientifi c Management (the “assembly line”). “Integration” also involves diff erent processes, with diff erent technologies and materials, working according to a
© slp_london - Fotolia.com

info @ abl-technic.dewww.abl-technic.de
ABL-Germany | ABL-Austria
ABL-France | ABL-Italy | ABL-Turkey | ABL-Czechoslovakia
ABL-Poland | ABL-Slovakia
ABL-Hungary | ABL-Portugal
ABL-USA
Worldwideleading andinnovative technologies
guaranteethe bestsolutions for our customers around the globe.
… and always close to you
Paint stripping
worldwide
ANALYSIS
di qualche natura. Un esempio è dato dal motion control, tecnologia che permette la registrazione audio-video di quanto ripreso da un sistema di vi-deosorveglianza a partire da un movimento cap-tato dalle telecamere, fl usso informativo inviato poi ad un destinatario (PC o terminale mobile): in questo esempio c’è integrazione tra componente meccanica, elettrica, elettronica e digitale. Nel ra-mo industriale motion control ha anche un altro signifi cato, ovvero il come sfruttare a fi ni di movi-mentazione il campo magnetico generato da po-tenti superconduttori, in grado di far levitare og-getti pesanti e di farli traslare e ruotare in maniera controllata. Molto su questo tema è anche legato all’obiettivo del consumo effi ciente delle energie prodotte da un’industria: il riutilizzo del calore ge-nerato da alcuni macchinari industriali come ener-gia per riscaldare gli uffi ci della sede è un connu-bio perfetto di effi cienza e integrazione. L’utilizzo di materiali o la progettazione di un prodotto al fi -ne di essere reimmesso nel processo produttivo al termine del suo usuale ciclo di utilizzo da parte del consumatore fi nale, è un’altra via per fare dell’effi -cienza e dell’integrazione un vantaggio competiti-vo e quindi non incentrare più il valore economico dei propri prodotti su un marchio o su una tecno-logia (che restano, seppur diffi cilmente, elementi imitabili) ma su un modo di concepire quel prodot-to che può risultare davvero “moderno” rispetto al suo alter ego passato.
A conferma del fatto che non si tratta solo di una “moda” ma di una realtà che non può essere igno-rata, l’ultima edizione della Hannover Messe ha dato grande enfasi alla transizione dell’industria da visione “smart factory” alla fabbrica in rete nel mondo reale. Proprio in quella occasione si è par-lato di “Integrated Industry” come evoluzione del progetto Industrie 4.0 decollato ormai da anni in Germania e fortemente voluto anche dal Gover-no Federale Tedesco. Non vi è un solo settore a cui questo modo di intendere la produzione fa riferi-mento, non una singola tecnologia. Quello che ci auguriamo è che ciascuna azienda o settore faccia propri questi due concetti e li applichi al proprio modo di intendere “l’industria”, così da compiere reali passi avanti nell’era moderna e prendere dav-vero le distanze dalla contraff azione e dalla bieca imitazione low-cost.
common factor and aiming at an improvement of some kind. An example is the motion control, a technology that allows the audio-video recording of what is taken by a video surveillance system based on the movements detected by the cameras; the fl ow of information is then sent to a recipient (PC or mobile terminal). This is an example of integration between mechanical, electrical, electronic and digital components. In the industrial world, motion control also has another meaning, i.e. the exploitation of the magnetic fi eld generated by powerful superconductors for handling heavy objects by levitating, moving and rotating them in a controlled manner. Much of this topic is also related to the effi cient consumption of the energies produced by a plant: The reuse of the heat generated by some industrial machines as energy to heat the offi ces is a perfect combination of effi ciency and integration. The use of materials and the design of products that can be recycled into the production process at the end of their normal cycle of use by the end customer are other ways to turn effi ciency and integration into a competitive advantage. In terms of economic value of a product, the focus is not on a brand or a technology anymore (which remain, albeit with diffi culty, imitable), but on the ability to design a really “modern” product compared to its previous version.
Confi rming the fact that this is not just a “trend” but a reality that cannot be ignored, the latest edition of the Hannover Messe gave great emphasis to the transition from the “smart factory” to the networking factory in the real world. Precisely on that occasion, the “Integrated Industry” concept was presented as the evolution of the Industrie 4.0 project started many years ago in Germany and also strongly supported by the German Federal Government. This way of understanding the production processes does not refer to any sector or technology in particular. What we hope is that each business and sector will embrace these two concepts and apply them to its own ways of understanding the “industry”, so as to make a real progress in the modern era and distance itself from the counterfeiting and low-cost imitation businesses.

6 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Adriano Antonelli, Tecno Supply div. di Ibix Srl, Santa Maria in Fabriago (RA), Italy, [email protected]
WHAT IS THE BEST HANGING METHOD FOR THE COATING PROCESS?Qual è il miglior metodo di appensione nel processo di verniciatura?
L a ricerca del metodo ottimale ed effi ciente di ap-pendere i pezzi nel ciclo di verniciatura è un eser-
cizio quotidiano. L’appensione è infatti uno dei fatto-ri determinanti per ridurre i costi di tutto il processo produttivo, dato che alcuni di essi sono imprescindi-bili ed immutabili. Questa fase coinvolge da un lato la mano d’opera e dall’altro l’impianto in genere. Per quanto riguarda il primo punto, appendere i pezzi in modo più rapido ed effi cace genera dei benefi ci di breve periodo, mentre per quanto riguarda il secon-do punto ottimizzare lo spazio disponibile determina una riduzione sostanziale dei costi energetici, si evi-tano ritocchi a fi ne linea, scarti produttivi ed even-tuali contestazioni.
T he search for the optimal and most effi cient method to hang the workpieces for the
coating process is a daily challenge. Namely, this is a crucial aspect for reducing the cost of the entire production process, given that other factors are inescapable and immutable. It involves both the staff and the plant in general: on the one hand, hanging the parts more quickly and eff ectively ensures short term benefi ts, while, on the other hand, optimising the space available results in a substantial reduction in the energy costs and eliminates the need for touch-ups at the end of line, the production waste and the risk of disputes.
Opening photo: The search for the optimal and most effi cient method to hang the workpieces for the coating process is a crucial aspect for reducing the cost of the entire production process. The HangOn products, distributed in Italy by Tecno Supply, can help to achieve a higher production effi ciency.
Foto d’apertura: la ricerca del metodo ottimale ed effi ciente di appendere i pezzi nel ciclo di verniciatura è uno dei fattori determinanti per ridurre i costi di tutto il processo di produzione. I prodotti HangOn, distribuiti in Italia da Tecno Supply, possono aiutare a ottenere maggiore effi cienza produttiva.
© Tecno Supply

7
ANALYSIS
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
Qual è dunque il migliore metodo di appensione? È necessario tener conto di alcuni fattori prima di ri-spondere. È impensabile, innanzitutto, costruire un telaio per ogni tipologia di pezzo da appendere e, dunque, da verniciare. Questo vorrebbe dire avere un parco telai diffi cilmente gestibile oltre a dei costi
diffi cilmente sostenibili.Governare le pulizie tec-niche e ridurre al mi-nimo la manutenzione sono due obiettivi da te-nere in mente prima di progettare i telai di ap-pensione. Ci sono, infat-ti, dei fattori da conside-rare, quali:- il costo della svernicia-
tura pirolitica e/o chi-mica incide sul costo dell’attrezzatura. Que-sto aspetto dovrebbe essere considerato già in partenza per eff ettua-re una scelta corretta;
- la rapidità e l’immedia-tezza garantite dall’ave-re un telaio pronto all’uso. Soprattutto in questo periodo di crisi, i lotti sono sempre più ridotti e urgenti a cau-sa della riduzione delle scorte di magazzino e della volontà di lavora-re just in time.
Alcuni prodotti HangOn (rif. foto di apertura), distri-buiti in Italia da Tecno Supply, azienda di S. Maria in Fabriago (RA), possono aiutare a ottenere le effi cien-ze produttive sopra esposte.La barra HQL (fi g. 1) è stata concepita per la minu-teria. I ganci sono già saldati sulla barra con una di-stanza variabile a seconda dei modelli: 50 o 100 mm. Le lunghezze disponibili sono 600, 800 e 1.000 mm. La barra presenta i ganci in entrambi i lati e questi possono essere girati anche a 90°. I ganci da 1 mm sono in acciaio armonico, questo per poter appende-re anche pezzi di “medie-grandi” dimensioni, sempre nell’ambito della minuteria.
So what is the best hanging method? It is necessary to take into account some factors before answering. First of all, it is impossible to build a frame for each type of component to be hung (and, of course, coated). It would be hard to manage so many frames and the costs would be diffi cult to sustain.When designing one’s hanging frames, two objectives should be kept in mind: limiting the technical cleaning operations and minimising the maintenance ones. There are, in fact, many factors to be considered, such as:- the cost of the pyrolytic
and/or chemical stripping, which aff ects the cost of the equipment. This should be considered from the outset, in order to make a correct choice;
- the speed and comfort guaranteed by having a ready-for-use frame: especially in this time of crisis, the batches required are smaller and more urgent due to the reduction of inventories and to the willingness to work according to the just-in-time philosophy.
The HangOn products (See opening photo), distributed in Italy by Tecno Supply, a company based in S. Maria in Fabriago (RA), can help to achieve these production effi ciencies.The HQL level (Fig. 1) has been designed for small parts. The hooks are already welded on the bar with a diff erent distance depending on the versions: 50 or 100 mm. The available lengths are 600, 800 and 1,000 mm. The hooks are on both sides and can also be rotated 90°. They are 1 mm long and are made of spring steel to carry also medium and large-size components, always in the context of small parts.
1
The HQL level, distributed by Tecno Supply, has been designed for small parts. The 1 mm hooks, already welded on the bar with a diff erent distance depending on the versions, are made of spring steel. The available lengths are 600, 800 and 1,000 mm.
La barra HQL, distribuita da Tecno Supply, è stata concepita per la minuteria. I ganci da 1 mm, già saldati sulla barra con una distanza variabile a seconda dei modelli, sono in acciaio armonico. Le lunghezze disponibili sono 600, 800 e 1.000 mm.
1
© T
ecno
Sup
ply

8 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
What is the Best Hanging Method for the Coating Process?
La ricerca dell’azienda si è focalizzata sulla produzio-ne di una barra economica. Grazie a uno studio ap-profondito nel mondo della meccanica, è stato pos-sibile produrre una barra in modo completamente automatico, eliminando così gli eventuali costi di sal-datura da parte dell’operatore. Tutto ciò permette di evitare la sverniciatura delle barre, dato che il costo della pulizia è equivalente, se non maggiore, all’uti-lizzo di una nuova barra.La barra HQL può essere inserita e/o saldata in un fi lo o quadretto centrale o con due barre laterali. Tecno Supply ha concepito una tipologia di telaio che per-mette di appendere le barre una sotto l’altra ed ave-re una fl essibilità verticale: il telaio universale “mother frame” (fi g. 2). Il telaio in questione presenta dei por-ta barre (tiranti) per tutta l’altezza del telaio. Sui tiranti è inserito un tappo (fi g. 3) appositamente studiato per evitare che la polvere penetri tra il tirante e la barra. In questo modo è possibile garantire sempre la corret-ta carica elettrostatica, e armare e disarmare il telaio sarà un’operazione veloce. Il livello che non viene uti-
The company’s research has focused on the production of an economic hanging system. Thanks to a thorough study in the mechanics fi eld, the fi rm can now produce its bars automatically, thus eliminating any welding costs by the operator. The stripping stage is not required anymore, given that its cost is equivalent, if not greater than that of a new bar.The HQL level can be inserted and/or welded on a wire, in a central frame or with two sidebars. Tecno Supply has designed a frame that enables to hang the levels below each other and achieve a vertical fl exibility: the all-purpose “mother frame” (Fig. 2). It features tie-rods for its full height, which are equipped with a cap (Fig. 3) specially designed to prevent dust from getting between the rod and the bar. This ensures that there is always the proper electrostatic charge and makes the loading and unloading operation faster. If a level is not used, it is protected by a GAP
2
Tecno Supply has conceived an all-purpose “mother frame” that enables to hang the bars below each other, thus off ering vertical fl exibility.
Tecno Supply ha concepito una tipologia di telaio universale, “mother frame”, che permette di appendere le barre una sotto l’altra, off rendo così fl essibilità verticale.
2
© T
ecno
Sup
ply

lizzato sarà protetto da un cappuccio easy use GAP. In questo modo, pur non avendo una fl essibilità orizzontale a causa della presenza dei ganci saldati, si potrà godere di una fl essibilità ver-ticale. Inoltre, avendo a disposizione un unico telaio, si potrà utilizzare la barra HQL più adeguata (ganci a 90°, piani, con di-stanza a 50 o 100 mm, ecc.). Naturalmente, i costi da sostenere all’inizio sono sicuramente diversi rispetto a quelli di un tela-io saldato o tradizionale, tuttavia si devono considerare i costi dell’investimento alla luce dei costi aggregati di gestione e ma-nutenzione che ne derivano.
3
The “mother frame” features tie-rods for its full height. The tie-rods have a cap specially designed to prevent dust from getting between the rod and the bar.
Il telaio “mother frame” presenta dei porta barre (tiranti) per tutta l’altezza del telaio. Sui tiranti è inserito un tappo appositamente studiato per evitare che la polvere penetri tra il tirante e la barra.
easy use cap. In this way, despite not having horizontal fl exibility due to the presence of welded hooks, the vertical fl exibility is ensured. Moreover, having one frame available, the most appropriate HQL level can be chosen (90° hooks, fl at hooks, 50 or 100 mm distance, etc.). Of course, the initial costs are defi nitely diff erent from those of a welded or traditional frame, but one should also consider the investment in the light of the resulting management and maintenance aggregate costs.
3 © T
ecno
Sup
ply

10 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
What is the Best Hanging Method for the Coating Process?
La semplicità e la velocità di questo metodo di ap-pensione, considerando che l’investimento inizia-le sarà recuperato appieno nel breve periodo, sono i motivi del suo utilizzo diff uso e immediato presso
le verniciature. Il sistema evita di appendere i pez-zi uno sotto l’al-tro: in questo mo-do, oltre a ridurre i tempi di appensio-ne, si evita anche la caduta di ganci a terra e si garanti-sce una conducibi-lità costante, con una conseguente effi cienza di pro-cesso migliorata. Inoltre, i ganci già predisposti nella barra permetto-no di non perdere tempo a cercare ganci durante le
operazioni di appensione. Abbiamo verifi cato che in una barra con lunghezza 800 mm sono presenti più di 30 ganci e si riesce ad abbattere la tempistica di appensione di circa il 25% rispetto i metodi tradizio-nali.Per aumentare la fl essibilità passiamo ora a considera-re la Barra H11B, sistema di sospensione 1000 o 1100 (barra HangOn distribuita da Tecno Supply). Questa tipologia di barra off re una fl essibilità sia orizzontale che verticale: infatti presenta una punzonatura ogni 50 mm. All’interno può alloggiare qualsiasi gancio sin-golo o doppio, di qualsiasi confi gurazione. In questo modo, a seconda della tipologia dei pezzi, si può spo-stare il gancio in base allo spazio necessario. La barra, essendo chiusa, garantisce sempre la conducibilità del gancio. Una volta sporco, il gancio può essere sosti-tuito senza cambiare necessariamente l’intera barra. La fl essibilità verticale è garantita dal morsetto H1BM (fi g. 4), che permette di far scivolare in modo vertica-le la barra secondo gli interspazi necessari. Anche in questo caso, la barra è prodotta in modo automatico ed è economica al punto che, una volta sporca, po-trebbe essere più vantaggioso sostituirla con una nuo-va che sverniciarla.
The simplicity and speed of this hanging method and the fact that the initial investment will be fully amortised in a short period are the reasons for its widespread use in the coating sector. The system prevents the parts from being hung one below the other: as well as reducing the hanging times, the fall of hooks on the ground is also avoided and a constant conductivity is ensured, which results in a higher process effi ciency. Finally, the presence of hooks already in place on the bar enables not to waste time searching for them during the hanging operations. In an 800 mm bar, more than 30 hooks are present, which reduces the time needed by approx. 25% compared to the traditional methods.For an even greater fl exibility, there are the H11B suspension beams 1000/1100 (again, a HangOn product distributed by Tecno Supply). They ensure both horizontal and vertical fl exibility, with a hanging point every 50 mm. Any type of single or double hook can be used. Depending on the type of workpiece, the hook can be moved based on the space required. Since the beam is closed, the conductivity of the hooks is always ensured. Once dirty, the hooks can be replaced without necessarily changing the entire beam. The vertical fl exibility is ensured by the H1BM clamps (fi g. 4), which enable to slide the beam vertically according to the gaps needed. Also in this case, the beam is produced automatically and is so cost-eff ective that it might be more advantageous to replace it with a new one than stripping it.The most fl exible hanging method, fi nally, is the use of BHL or BH jigs (fi g. 5). In this case,
4
The H1BM clamps ensure vertical fl exibility since they enable to slide the beam vertically according to the gaps needed.
Il morsetto H1BM garantisce fl essibilità verticale facendo scivolare verticalmente la barra secondo gli interspazi necessari.
4 © Tecno Supply

Il metodo più fl essibile di appensione è l’utilizzo dei porta ganci BHL (fi g. 5) o BH. In questo caso, si utilizzano degli alloggiamenti all’interno dei quali è inserito un gancio (o una molteplicità di ac-cessori quali frecce, molle, punte, ecc.). Il porta gancio è protet-to da un cappuccio di silicone. Questo protegge la conducibilità e l’effi cienza del punto di aggancio, qualora il porta gancio non sia utilizzato. In questo modo, i vantaggi sono innumerevoli: la con-ducibilità sempre garantita; la fl essibilità che si ottiene grazie alle numerose possibili soluzioni di appensione; la riduzione del parco telai; la riduzione delle pulizie telai; la possibilità di intercambio e di mescolare pezzi diversi nello stesso telaio; la possibilità di avere un gancio sempre effi ciente e pulito anche dopo molti usi del telaio.
housings containing a hook (or a variety of accessories such as arrows, springs, inserts, etc.) are used. The jigs are protected by a silicone cap to safeguard the conductivity and effi ciency of the hanging point, if one of them is not used. The benefi ts are endless: conductivity always guaranteed; fl exibility achieved thanks to the many hanging solutions available; reduction in the number of frames; less cleaning operations on the frames; opportunity to mix diff erent components on the same frame; always effi cient and clean hooks even after many uses of the frame.
Filtrazione per impianti di verniciatura
Via Vincenzo Monti 173
Special application
5
The BHL jig is the most fl exible hanging method off ered by Tecno Supply.
Il porta ganci BHL è il metodo più fl essibile di appensione fornito da Tecno Supply.
5
© T
ecno
Sup
ply

12
BRAND-NEW
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
A rsonsisi enters the e-commerce with a new online
purchasing service reserved for a selection of industrial
coatings and born to respond to the request for greater
fl exibility and autonomy in the management of orders by
national subcontractors.
The Arsonsisi portal is a practical, quick, simple, safe
purchasing system that is easily accessible also through mobile
devices (tablets and smartphones).
A dedicated page – Portal in the www.arsonsisi.com website
gives access to the e-commerce area where you can order all
kinds of powder coatings (epoxy, epoxy-polyester, polyester
and polyurethane) from the online catalogue and available from
stock: more than 500 RAL colours with over 50 special effects
for about 450 tons of products in stock.
With just a few clicks a customer goes from checking the stock
to fi nalising the order and creating his/her own purchasing
proposal. Then he/she will receive an order confi rmation via
email which summarizes all the order details.
A rsonsisi entra nel mondo del commercio elettronico con il nuovo servizio di acquisto online, riservato ad una selezione
di vernici per l’industria e nato per rispondere alla richiesta di una maggiore fl essibilità e autonomia nella gestione degli ordini da par-te dei terzisti sul territorio nazionale.Il portale di Arsonsisi è un sistema di acquisto comodo, veloce, conveniente, sicuro, semplice e di facile accesso anche tramite i dispositivi mobili (tablet e smartphone).Attraverso la pagina dedicata al portale, nel sito web www.arsonsisi.com, si accede all’area e-commerce dove è possi-bile ordinare tutte le vernici in polvere tra le epossidiche, gli epossi-poliesteri, i poliesteri e i poliuretani, presenti nel catalogo online e disponibili a stock: più di 500 tinte RAL con oltre 50 effetti speciali per circa 450 tonnellate di prodotti a magazzino.In pochi passaggi l’acquirente passa dalla consultazione del ma-gazzino alla fi nalizzazione dell’ordine creando la sua proposta di acquisto. Successivamente riceverà la conferma d’ordine via e-mail, nella quale saranno riassunti tutti i dettagli dell’ordine.
ARSONSISI LAUNCHES ITS E-COMMERCE PORTAL FOR THE PURCHASE IN ITALY OF POWDER COATINGS THROUGH THE ARSONSISI.COM WEBSITEArsonsisi lancia il portale e-commerce per l’acquisto delle vernici in polvere attraverso il sito arsonsisi.com
© Arsonsisi

by Paola Giraldo
La navigazione è semplice e intuitiva. L’utente esamina le caratte-ristiche dei prodotti di suo interesse dalle schede tecniche che può scaricare, verifi ca la natura della vernice, struttura e brillantezza, colore e tonalità, controlla la disponibilità reale dei prodotti a ma-gazzino, sceglie il numero del lotto di produzione, la quantità e i tempi di consegna.Sempre tramite il portale, il cliente può monitorare costantemente lo stato di avanzamento di un ordine, consultare lo storico degli or-dini e personalizzare le modalità d’acquisto memorizzando gli arti-coli che ritiene più interessanti, strategici o di frequente consumo, in modo da poterli richiamare per ordinarli più agevolmente.“Il nuovo servizio di acquisto online rientra nella strategia di svi-luppo commerciale in Italia di Arsonsisi, in linea con l’evoluzio-ne del mercato. Questo strumento ci permette di assecondare le esigenze del terzista di semplifi care e velocizzare la gestione degli ordini e il rapporto con il fornitore” – spiega Ivan Fornari, Sales Director Industrial Coatings di Arsonsisi Technological Coatings.“Il portale e-commerce contribuirà sicuramente ad arricchire e velocizzare il servizio offerto da Arsonsisi. Restano comunque sempre fondamentali il contatto diretto e personale con il cliente basato su affi dabilità e fi ducia, la professionalità della rete ven-dita locale e dell’assistenza tecnica, che fungono da ponte tra azienda e cliente.” – aggiunge Cristoforo Brendas, Responsabile Commerciale Italia della divisione Vernici in Polvere Arsonsisi.Per maggiori informazioni www.arsonsisi.com
Navigation is simple and intuitive. The user checks the
features of the products he/she is interested in from the
downloadable data sheets, checks the paint, its structure
and shine, colour and shade, the current availability of the
products in stock and chooses the production lot number,
quantity and delivery times.
Always through the portal, a customer can constantly monitor
the progress of an order, customize the purchase by storing
the items he/she deems most important and strategic or most
frequently used, so that they can be recalled and ordered
more easily. Customers can also check the order history.
“The new online purchasing system falls within Arsonsisi’s
strategy of commercial development in Italy, in line
with market evolution. This tool allows us to meet the
subcontractors’ requirements for simplifi ed and quicker order
processing and improved supplier’s relationship” – explains
Ivan Fornari, Industrial Coatings Sales Director for Arsonsisi
Technological Coatings.
”The e-commerce portal shall surely contribute to enhance
and speed up Arsonsisi’s service. Always vital is the personal
and direct contact with customers based on reliability and
trust, as well as the professionalism of the local sales network
and technical service that act like a bridge between the
company and its customers.” – adds Cristoforo Brendas,
Sales Manager Italy for Arsonsisi Powder Paint division.
For further information www.arsonsisi.com

14
BRAND-NEW
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
A NEW VIBRATORY FINISHING TECHNOLOGY: RÖSLER GROUP PRESENTS “SURF FINISHING”Una nuova tecnologia di vibrofi nitura: il Gruppo Rösler presenta “Surf Finishing”
R ecentemente Rösler ha avuto richiesta di sviluppare una tecnologia capace di eseguire sbavature e fi niture superfi ciali di parti comples-
se, in tempi molto brevi, con automazione completa del carico e scarico e grande fl essibilità di impiego, soprattutto in relazione alla particolare geo-metria delle superfi ci da trattare.Queste richieste riguardano principalmente pezzi di particolare pregio e caratterizzazione, come le turbine per il settore delle costruzioni aeronau-tiche, i compressori per l’automotive, le protesi estremamente specifi che (spalla, bacino e caviglia) per l’implantologia e altre tipologie di componenti strutturali complessi e delicati con aree di fi nitura localizzate o limitate.Rösler ha sviluppato un nuovo tipo di macchina, combinando la conoscen-za dei propri abrasivi con la capacità di gestire l’automazione di robot a sei assi, impiegati non solo per il carico e scarico, ma anche per i movimenti richiesti durante la lavorazione.
La macchina è costituita da una vasca che contiene una adeguata quantità di abrasivi e che viene posta in rotazione median-
te motoriduttore dotato di inverter per la regolazione del numero di giri. Il pezzo viene immerso nel fl usso di abrasivi creato dal movimento continuo di rotazio-ne, ottenendo così un effetto di abrasione sulla su-perfi cie del pezzo. La presenza del robot permette di effettuare piccoli spostamenti del pezzo investito dal fl usso di abrasivi, così da modulare l’effetto di asportazione e seguire la geometria del pezzo, so-prattutto in presenza di profi li particolari, come ad
esempio le pale di una turbina.La macchina è costruita in modo da permettere cicli a secco, dove si richiede un intervento blando, oppure a umido con media ceramici o plastici, dove si ri-chiedono asportazioni più importanti. Quest’ultimo si rivela un altro importante elemento di vantaggio, data la varietà di forme e qualità disponibili da Rösler.Si può prevedere anche l’uso di più robot contemporaneamente e sono possibili collegamenti con altre automazioni di trasporto dei pezzi a monte e a valle del nostro processo.Rösler Oberfl ächentechnik GmbH è leader mondiale di mercato nella pro-duzione di sistemi di vibrofi nitura e granigliatura, impianti di verniciatura e linee di conservazione, così come di tecnologie di processo per la fi nitura superfi ciale razionale (sbavatura, rimozione di incrostazioni e sabbia, luci-datura, levigatura) di componenti metallici, ma non solo. Oltre agli stabili-menti tedeschi di Untermerzbach e Bad Staffelstein, il Gruppo Rösler ha fi liali produttive e commerciali in Gran Bretagna, Francia, Italia, Paesi Bassi, Belgio, Austria, Svizzera, Spagna, Romania, Russia, Cina, India, Brasile, Sudafrica e Stati Uniti.Per ulteriori informazioni www.rosler.it
richiesti durante la lavoraLa macchina è
quantitàte m
esempio le iona è costruitaLa macchina
R ecently, Rösler has been requested to develop a technology for
deburring and fi nishing complex components in a very short time,
with automatic loading and unloading and a great fl exibility of use,
especially in relation to the particular shape of the surfaces to be treated.
These requirements primarily concern special and high quality
workpieces, such as aerospace turbines, compressors for the
automotive fi eld, highly specifi c prostheses (shoulder, hip and ankle)
and other types of complex and delicate structural components with
localised or limited areas requiring fi nishing.
Rösler has developed a new type of machine combining its knowledge
of abrasives with the ability to manage six-axis robot automation, not
only for the loading and unloading operations, but also for the action
required during processing.
The system consists of a tank containing an adequate
amount of abrasives, which rotates by means of a gear
motor equipped with an inverter to adjust the number
of revolutions per minute. The workpiece is immersed
in the fl ow of abrasives created by the continuous
rotation, thus obtaining an effect of abrasion
on the surface of the whole component.
The presence of a robot enables to slightly
move the part hit by the fl ow of abrasives so
as to modulate the removal effect and
follow the geometry of the workpiece –
especially in the presence of particular
profi les, such as those of turbine blades.
The machine is constructed so as to allow dry cycles
for delicate treatments as well as wet cycles with plastic or ceramic
media for a deeper removal. This proves to be another important
element of advantage, given the variety of forms and qualities of
abrasives available from Rösler.
The simultaneous use of multiple robots is possible, too, as well as
the integration with other automated handling devices upstream and
downstream of the process.
Rösler GmbH is international market leader in the production of surface
fi nishing, shot blasting machines, painting systems and preservation
lines, as well as process technology for the rational surface fi nishing
(deburring, descaling, sand removal, polishing, grinding…) of metals
and other components. Besides the German plants in Untermerzbach
and Bad Staffelstein, the Rösler Group has branches in Great Britain,
France, Italy, The Netherlands, Belgium, Austria, Switzerland, Spain,
Romania, Russia, China, India, Brazil, South Africa and USA.
For further information: www.rosler.it
© R
ösle
r

15
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
AXALTA PARTNERS WITH HUAJIA TO EXPAND CAPACITY IN CHINA. GOAL IS TO MEET THE GROWING DEMAND FOR THERMOSETTING POWDER COATINGS IN EAST CHINACollaborazione tra Axalta e Huajia per l’espansione della capacità produttiva in Cina. L’obiettivo è riuscire a soddisfare la domanda crescente di vernici termoindurenti in polvere nella Cina orientale
A xalta Coating Systems, a leading global supplier of liquid and powder
coatings, is pleased to announce the expansion of its powder
production facility in China. New capacity will be added at the Qingpu
manufacturing center of Axalta’s powder coatings partner Huajia Chemical
Co. Ltd. and will double production to meet the rapid growth of the east
China powder coating market. Huajia is a subsidiary of Yongjia Chemical
Co. Ltd.
The plant will add a new production workshop, increase the number of
manufacturing lines, increase colour matching capability, install special
manufacturing equipment and is designed to ensure shorter delivery lead
times.
Mike Cash, Senior Vice President and President of Axalta’s global Industrial
Coatings business said: “We are excited about our growing powder
business and product offering in China and the ability of our added capacity
to fulfi ll the demands of our ever growing customer base in east China.
Through this expansion, together with our partner, Huajia, we will
continue to expand our powder
coating business, product offerings
and manufacturing capabilities
to build a leadership position in the
powder coatings market.”
“Axalta is an established global leader in liquid
and powder coatings, and we are proud of
our longstanding and successful relationship
with Axalta in China”, stated Xu Xiangming, Deputy
General Manager of Huajia Chemical Co. Ltd. “This investment is a
strong commitment to our loyal customers in East China, and our desire to
add many more customers to our Axalta Coatings family”.
In China, Axalta’s powder coatings are used in a variety of end-user
applications, including customers in the automotive, oil and gas pipeline,
transportation, architectural, information technology, furniture, and
general industrial sectors. In addition, Axalta’s powder coatings feature
environmentally sustainable technology and have earned a reputation for
corrosion resistance and durability due to superior edge coverage, thick fi lm
build, and primer-less systems.
In China, in addition to a manufacturing facility in Qingpu, Axalta and Huajia
operate powder coating manufacturing plants strategically located in
Huangshan, Guangdong, Chengdu, and Shandong. Axalta also operates
liquid manufacturing facilities in Changchun and is completing a signifi cant
waterborne coatings expansion at its waterborne coating facility in Jiading.
For further information: www.axaltacoatingsystems.com
Axalta Coating Systems, tra i maggiori fornitori a livello globale di verni-ci liquide e in polvere, è lieta di annunciare l’espansione della propria
capacità produttiva di vernici in polvere in Cina. Per raggiungere questo in-cremento del livello produttivo sarà utilizzato l’impianto di Qingpu di Huajia Chemical Co. Ltd., partner di Axalta. La produzione sarà raddoppiata per supportare la rapida crescita del mercato delle vernici in polvere nella Cina orientale. Huajia è una succursale della società Yongjia Chemical Co. Ltd. L’impianto avrà un nuovo laboratorio dedicato alla produzione e aumen-terà il numero delle linee produttive e la capacità di corrispondenza tinta e verranno anche installati macchinari speciali. In linea generale, l’impianto è stato progettato per assicurare tempi di consegna più rapidi. Mike Cash, Senior Vice President e President Global Industrial Coatings business di Axalta, ha dichiarato: “Siamo contenti della crescita del settore delle vernici in polvere, dell’offerta di prodotti in Cina e della nostra abilità di soddisfare le richieste della clientela delle regioni orientali. Grazie a que-
sta politica di espansione, insieme al nostro partner Huajia, intendiamo incrementare le attività nel settore delle vernici in polvere, la nostra offerta di prodotti e la ca-
pacità produttiva allo scopo di raggiungere una posizio-ne di leadership nel mercato delle vernici in polvere”. “Axalta è tra i più importanti produttori al mondo di verni-ci liquide e in polvere. Siamo orgogliosi del nostro lungo rapporto con questa società che ci ha portato a impor-tanti successi,” ha detto Xu Xiangming, Deputy General
Manager di Huajia Chemical Co. Ltd. “Questo investimento rappresenta un forte impegno verso la clientela della Cina orientale e il nostro desiderio è di poter raggiungere un numero sempre maggiore di clienti”. In Cina, le vernici in polvere di Axalta vengono utilizzate per una vasta gam-ma di applicazioni e settori, come il settore automobilistico, le tubazioni per il trasporto di petrolio e gas, il settore dei trasporti, edilizia, information tech-nology, produzione di mobili e in generale nel campo industriale. Le ver-nici in polvere di Axalta sono inoltre basate su una tecnologia rispettosa dell’ambiente e presentano grandi qualità di resistenza alla corrosione gra-zie all’ottima proprietà di copertura, all’alto spessore del fi lm e a sistemi che non richiedono l’applicazione del primer.In Cina, oltre all’impianto di Qingpu, Axalta e Huajia hanno impianti dedicati alla produzione di vernici in polvere strategicamente situati a Huangshan, Guangdong, Chengdu e Shandong. Axalta ha anche impianti di produzio-ne di vernici liquide a Changchun e sta completando l’ampliamento dell’im-pianto di produzione di vernici all’acqua a Jiading.Per maggiori informazioni: www.axaltacoatingsystems.com
ur partner, Huajia, we will
n liquid n lq
d of
nship
ing, Deputy
sta polit
pacne di l“Axaltci liqurappotanti s
Manager di Huajia Cdi Huajia Cr
© A
xalt
a Co
atin
g Sy
stem
s

16
BRAND-NEW
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
SOCOMORE LAUNCHES A NEW HEXAVALENT CHROME FREE PROCESS FOR CONVERSION AND SEALING AFTER ANODIZINGSOCOMORE lancia un nuovo processo privo di cromo esavalente per la conversione e la sigillatura a seguito dell’anodizzazione
P er soddisfare i bisogni delle aziende di trattamento delle su-perfi ci nel campo aerospaziale che stanno cercando di elimi-
nare il cromo esavalente dai loro processi di trattamento super-fi ciale entro settembre 2017 (secondo il programma attuale della regolamentazione REACH), Socomore propone una nuova tecno-
logia brevettata per la conversione e la sigil-latura delle superfi ci dopo l’anodizzazione che può essere utilizzata per il pretrattamen-to di pezzi verniciati e non.All’inizio del 2014, Socomore ha siglato un accordo di licenza con MECAPROTEC Industries, specializzata nel trattamento delle superfi ci per l’industria aerospazia-le. L’accordo comprende la produzione e la commercializzazione da parte di Socomore di una nuova soluzione di conversione e si-gillatura successiva all’anodizzazione, priva di cromo esavalente (Cr VI) e brevettata da MECAPROTEC.Basata su un processo a base di cromo tri-valente (TPC), questa tecnologia rappresen-ta una soluzione per le società del settore aerospaziale, come produttori, subappalta-tori e per altre industrie che stanno cercan-do da diversi anni di sostituire i bagni chimici di conversione e sigillatura a base di cromo esavalente con un processo equivalente.È molto probabile che la conformità con la normativa europea REACH abbia delle ri-percussioni anche all’esterno dei confi ni dell’Europa perché le aziende di trattamen-to delle superfi ci stanno utilizzando prodotti che sono approvati in tutto il mondo dai prin-cipali OEM di aerei o aeromobili.Gli OEM europei che approveranno un nuo-vo processo privo di cromo esavalente po-trebbero richiederne l’uso nei loro impianti e presso i partner terzisti in Europa, ma an-che in tutto il mondo. Gli OEM non europei, invece, potrebbero produrre o subappaltare la produzione dei pezzi in Europa. La produzio-ne di questi pezzi e i suoi processi associati sono soggetti alla regolamentazione REACH.
T o meet the needs of the aerospace surface
treatment companies who are trying to eliminate
hexavalent chrome from their surface treatment
processes before September 2017 (current estimated
schedule for REACH regulations), SOCOMORE is
proposing a new patented technology for
conversion and sealing of surfaces after
anodizing, that could be used for the
pretreatment of painted and unpainted
parts.
At the beginning of April 2014, Socomore
signed a license agreement with
MECAPROTEC Industries, a specialist
in surface treatment for the aerospace
industry. This agreement encompasses
the manufacturing and commercialization
by Socomore of a new conversion and
sealing solution after anodizing, free of
hexavalent chrome (Cr VI) and patented
by MECAPROTEC.
Based on a Trivalent Chrome Process
(TCP), this technology is a solution
for aerospace manufacturers,
subcontractors and other industries who
have been trying for several years now
to replace their Cr VI based chemical
conversion and sealing baths with an
equivalent process.
The compliance with the REACH
European regulation is likely to have
repercussions outside of Europe because
surface treatment companies are using
products that are globally approved by
main aircraft OEMs.
European OEMs that will approve a new
Cr VI free process could require its use
within their plants and at their partner’s/
subcontractors in Europe, but also
worldwide. Non-European OEMs may
produce or subcontract the production of
parts in Europe. The production of these
parts and its associated processes are
subject to REACH regulations.
1
Full process for SOCOSURF TCS / PACS.Processo completo per SOCOSURF TCS / PACS.
1
© S
ocom
ore

17
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
Questo potrebbe incoraggiare gli OEM ad approvare nuovi proces-si privi di cromo esavalente e l’implementazione globale per la pro-duzione dei loro pezzi.
Socomore sta ora of-frendo una tecnologia a due bagni (fi g. 1) all’in-terno della sua gamma di prodotti SOCOSURF rivolti ai trattamenti superfi ciali:- bagno di conversio-
ne: SOCOSURF TCS (fi g. 2);
- bagno di passivazione: SOCOSURF PACS.
Questi due bagni posso-no essere usati per:- operazioni di conver-
sione su leghe di allu-minio o magnesio;
- operazioni di sigilla-tura dopo l’anodiz-zazione su alluminio anodizzato, indipen-dentemente dal tipo di anodizzazione.
L’uso dello stesso pro-cesso per queste due
operazioni rappresenta il primo dei vantaggi rispetto alle soluzio-ni esistenti. Come secondo vantaggio, questo processo permet-te l’utilizzo degli stessi bagni di conversione e sigillatura dopo l’anodizzazione sia per i pezzi da verniciare che per quelli da non verniciare.Lo strato superfi ciale formato dall’operazione di conversione chi-mica e dal processo di anodizzazione offre una protezione du-revole contro l’ossidazione e rinforza l’adesione della vernice. L’operazione di sigillatura dopo l’anodizzazione consente la ridu-zione della porosità dello strato anodizzato formatosi, per rinforza-re ulteriormente la protezione anticorrosiva.Per maggiori informazioni: www.socomore.com
This could encourage OEMs to approve new Cr VI free
process and the worldwide implementation for their part
production.
Socomore is now
offering a two bath
technology (Fig. 1)
within its range
of SOCOSURF
products intended
for surface
treatment:
- A conversion bath:
SOCOSURF TCS
(Fig. 2).
- A passivation bath:
SOCOSURF PACS.
These two baths can
be used either for:
- Conversion
operations on
aluminum or
magnesium alloys.
- Sealing operations
after anodizing
on aluminum
anodizing,
regardless of the
anodizing type.
The use of the same process for these two operations
represents a fi rst advantage compared with the existing
solutions. As a second advantage, this process allows
the use of the same conversion and sealing baths after
anodizing for painted and unpainted parts.
The surface layer formed by the chemical conversion
operation and anodizing process provides a long
lasting protection against oxidation and reinforces paint
adhesion. The sealing operation after anodizing enables
the reduction of porosity of the anodized layer formed, to
further reinforce the anti-corrosive protection.
For more information: www.socomore.com
2
SOCOSURF TCS bath.Bagno SOCOSURF TCS.
2
© M
ecap
rote
c In
dust
ries

18
BRAND-NEW
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
CHANGE IN THE OLPIDÜRR SUPERVISORY BOARD – ROBERTO PIZZAMIGLIO APPOINTED HONORARY CHAIRMAN.A GENERALIST WITH AN EYE FOR THE BIG PICTURECambio nel Consiglio di Amministrazione Olpidürr – Roberto Pizzamiglio nominato Presidente Onorario. Un “generalista” con un occhio rivolto alla visione d’insieme
I l 4 aprile 2014 è un giorno da ricordare nella storia aziendale di Olpidürr, consociata italiana della tedesca Dürr: Roberto Pizzamiglio
ha ceduto il mandato di Presidente del Consiglio di Amministrazione a suo fi glio Marco ed è stato nominato Presidente Onorario. È certamente giustifi cato sostenere che questo giorno ha segnato la fi ne di un’epoca. Roberto Pizzamiglio (fi g. 1), che celebrerà quest’an-no i suoi ottant’anni, iniziò la sua carriera nel 1953, all’età di 19 anni, nell’azienda del padre. Si trasformò presto in un “generalista” con una visione d’insieme. Ha lavorato in tutte le divisioni, dalla progettazione all’installazione, fi no alle vendite.
A pril 4, 2014 was a day to be remembered in the Dürr corporate
history of the Italian subsidiary Olpidürr, when Roberto
Pizzamiglio handed over his mandate as Chairman of the Board of
Directors to his son Marco and was appointed Honorary Chairman.
It certainly is justifi able to say that this marked the end of an era.
Roberto Pizzamiglio (Fig. 1) – who will celebrate his 80th birthday
this year - began his career in 1953 at the age of 19 in his father’s
business. He soon developed into a generalist with an eye for the
big picture. He worked in all divisions, from planning and assembly
all the way through to sales.
1
The Board of Olpidürr: New board member and CFO Michele Bombarda, PFS Head Manfred Weil, Honorary Chairman Roberto Pizzamiglio, Chairman Marco Pizzamiglio, and PFS CFO Jaroslaw Baginski (from left to right).
Il Consiglio d’Amministrazione di Olpidürr. Da sinistra a destra: Michele Bombarda, nuovo membro del Consiglio e CFO, Manfred Weil, responsabile PFS, Roberto Pizzamiglio, Presidente onorario, Marco Pizzamiglio, Presidente, e Jaroslaw Baginski, CFO PSF.
1
© O
lpid
ürr

19
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
Olpi e il gruppo Dürr collaboravano nel settore dei trattamenti super-fi ciali già dalla metà degli anni Sessanta, in primo luogo con la tec-nologia di verniciatura cataforetica. Nel 1977 le due società si im-pegnarono nel loro primo importante progetto in comune, con la
costruzione di un intero re-parto di verniciatura alla Fiat di Cassino (fi g. 2). Tutto accadeva mentre Roberto Pizzamiglio suben-trava alla guida dell’azien-da di famiglia e Dürr ac-quisiva azioni della società italiana sua partner, che da allora cominciò ad operare sul mercato come Olpidürr.Olpidürr fu quindi una del-le prime imprese con cui Heinz Dürr iniziò l’espan-sione europea del Gruppo. La società fu presto impe-gnata fuori dai confi ni nazio-nali, anche in Paesi a quel tempo sconosciuti al settore come Venezuela, Argentina, Russia, Polonia e Turchia.Nel 1996, Roberto Pizzamiglio si è ritirato dall’attività lavora-tiva quotidiana e ha lasciato il ruolo di General Manager a suo fi glio Marco, che a quel tempo lavorava in Olpidürr da otto anni. Con l’assegna-zione della presidenza del Consiglio di Amministrazione, Roberto Pizzamiglio ha fat-to un ulteriore passo avanti. A titolo di riconoscimen-to dei suoi servizi, in apri-
le è stato nominato Presidente Onorario di Olpidürr e continuerà a svolgere una preziosa attività di consulenza per l’azienda. Per maggiori informazioni: www.olpidurr.it, www.durr.com
Olpi and the Dürr Group were cooperating in the fi eld of surface
technology as early as the mid-1960s, starting from electronic dip
coating technology. In 1977, the two companies embarked on their
fi rst major project with the construction of a complete paint shop
at Fiat in Cassino (Fig. 2).
This was when Roberto
Pizzamiglio took over as
head of the family-owned
business. And Dürr acquired
shares in its Italian partner
company, which was now
trading as Olpidürr.
Accordingly, Olpidürr was
one of the fi rst enterprises
with which Heinz Dürr began
the European expansion of
the Group. The Italians were
soon also engaged outside
Italy in such remote countries
at the time as Venezuela,
Argentina, Russia, Poland
and Turkey.
In 1996, Roberto Pizzamiglio
withdrew from day-today
operations and transferred
the functions of General
Manager to his son Marco,
who had already been
working at Olpidürr for eight
years at the time.
With the current assignment
of the chairmanship of the
Supervisory Board, Roberto
Pizzamiglio took a step
further.
In recognition of his services
on behalf of the company, in
April he was made honorary
chairman of Olpidürr and assists the company with advice whenever
needed.
For further information: www.olpidurr.it, www.durr.com
2
The fi rst major shared project of Olpi and Dürr at Fiat in Cassino was a milestone in the corporate history. In this historical photograph dating back to November 1974 you can see (from left to right) Heinz Dürr, Rolf Haueise, who later became Chief Technology Offi cer, and Roberto Pizzamiglio as well as other colleagues and representatives of Fiat.
Il primo importante progetto condiviso da Olpi e Dürr alla Fiat di Cassino è stato una pietra miliare della storia dell’azienda. In questa fotografi a storica risalente al novembre 1974, si possono vedere da sinistra a destra Heinz Dürr, Rolf Haueise, che divenne più tardi responsabile capo Tecnologia e Roberto Pizzamiglio, oltre a colleghi e rappresentanti della Fiat.
2

20
BRAND-NEW
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
AUTOMATIC SHOT BLASTING, COOLING AND FINISHING LINES: PANGBORN EUROPE’S KNOW-HOW AT THE SERVICE OF TWO LEADING FOUNDRIESGranigliatura automatica, linea di raffreddamento e fi nitura: le competenze di Pangborn Europe al servizio di due fonderie leader
P angborn Europe, a company based in Caronno Pertusella (VA), Italy,
founded in 1962 and specialising in turbine and compressed air shot
blasting plants, has recently designed and developed two plants dedicated
to the foundry sector for two well-established fi rms in this fi eld.
Pangborn Europe has recently developed an automatic turbine shot
blasting system featuring a manual fi nishing station with compressed air
nozzles and a gantry crane for the handling operations, for VDP Fonderia
(Fig. 1). Thanks to the synergy between VDP and Pangborn Europe’s
owners and technicians, a system that
satisfi es the objectives of productivity
and fl exibility has been defi ned,
integrated in an environment with tight
layout restrictions.
The automatic shot blasting chamber
is equipped with ten 30 kW turbines
to treat castings up to 12 m long and
4 m high. According to the specifi c
processes, the castings will be treated
both in the passage and rotation
modes. The manual shot blasting
area is provided with three fi xed
and telescopic platforms for greater
accessibility of the operators treating
large castings. The processing
parameters are completely adjustable.
The parts are moved with a gantry
crane equipped with a double hook,
of which one is rotating, leaving the
loading and unloading areas free
and void of obstacles. An abrasive
recovery and reconditioning system,
composed of a series of screw
conveyors, a vibrating sieve to
separate the fl ashes, large-capacity
elevator buckets, an overhead rotating
fi nishing drum, and a magnetic-
pneumatic separator complete the
system.
The second order was given to
Pangborn Europe by another Italian leading foundry, Fonderie di Montorso.
This time, an integrated system for sorting, cooling and fi nishing grey
cast iron castings (Fig. 2) has been designed and fi nalised, again in close
collaboration with the owners and the technicians of the foundry.
Pangborn Europe, azienda di Caronno Pertusella (VA) fondata nel 1962 specializzata in impianti di granigliatura a turbina e ad aria compressa,
ha recentemente progettato e sviluppato due impianti dedicati al settore del-le fonderie per due protagonisti di rilievo in questo campo.Per VDP Fonderia, Pangborn Europe ha recentemente sviluppato un impian-to di granigliatura automatica a turbine completo di fi nitura manuale con ugelli ad aria compressa, asservito da una gru a cavalletto per l’handling (fi g. 1). Grazie alla sinergia tra la proprietà e i tecnici VDP e Pangborn Europe, si
è giunti alla defi nizione di un impianto che soddisfa gli obiettivi di produttività e fl essibilità, integrandosi in un am-biente con stringenti vincoli di layout. La cabina di granigliatura automatica è equipaggiata con 10 turbine da 30 kW per trattare fusioni fi no a 12 m di lunghezza e 4 m di altezza. In funzio-ne degli specifi ci processi, le fusioni saranno trattate sia in modalità a pas-saggio che in rotazione. La zona di granigliatura manuale prevede piatta-forme a tre livelli fi sse e telescopiche per una maggiore accessibilità degli operatori al trattamento di grandi getti. I parametri di processo sono comple-tamente regolabili. I pezzi vengono movimentati con una gru a cavalletto munita di doppio gan-cio, di cui uno rotante, lasciando così le zone di carico e scarico libere e pri-ve di ostacoli. Completa l’impianto un sistema di recupero e ricondizionamento dell’abrasivo costituito da una serie di coclee, vaglio vibrante per la se-parazione delle bave, elevatore a tazze di grande capacità, vaglio ro-tante superiore rifi nitore, separatore magnetico-pneumatico.La seconda commessa ricevuta da
Pangborn Europe è arrivata da un’altra fonderia italiana leader, Fonderie di Montorso. Sempre in stretta collaborazione con la proprietà e con i tecnici della fonderia, è stato progettato e fi nalizzato un sistema integrato per la cer-nita, il raffreddamento e la fi nitura dei getti in ghisa grigia (fi g. 2).
© P
angb
orn
Euro
pe
1
The automatic turbine shot blasting plant featuring a manual fi nishing station with compressed air nozzles and a gantry crane for the handling operations installed by Pangborn Europe.
Impianto di granigliatura automatica a turbine completo di fi nitura manuale con ugelli ad aria compressa, asservito da una gru a cavalletto per l’handling, realizzato da Pangborn Europe.
1

21
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
The plant is composed of a recovery system for the sand residues after the
shake-out, a sorting apron, a power&free conveyor where the workpiece
carriers are managed automatically, including the cooling time, an
automatic double station shot blasting machine equipped with eight 22 kW
turbines, and dust removal fi lters.
Every workpiece carrier is equipped with a microchip to recognise the
position of the parts instantly and manage the processing parameters.
The surface fi nishing is guaranteed by the various impact angles of the
media on the parts, which are arranged on the rotating carriers inside the
shot blasting chamber.
These two examples demonstrate how complex problems can be solved
and processes can be improved by joining mutual experiences and
creating a true partnership between the supplier and the customer.
For further information: www.pangborngroup.com
Il progetto è composto da un sistema di recupero delle terre residue dopo la distaffatura, un apron di cernita, un convogliatore power&free dove vengono gestite le bilancelle porta pezzo in modo automatico, compreso il tempo di raffreddamento, una granigliatrice automatica a doppia stazione equipag-giata con otto turbine da 22 kW e dai fi ltri di depolverazione.Ogni bilancella porta pezzi è dotata di microchip per il riconoscimento istan-taneo della posizione dei pezzi e per la gestione dei parametri di processo.La fi nitura superfi ciale è garantita da angoli diversi di impatto della graniglia sui pezzi, che sono disposti sulle bilancelle in rotazione all’interno della ca-mera di granigliatura. Questi due esempi dimostrano come, unendo le reciproche esperienze e creando una vera partnership tra fornitore e cliente, si possano risolvere te-matiche complesse e ottimizzare i processi.Per maggiori informazioni: www.pangborngroup.com
© P
angb
orn
Euro
pe
2
Pangborn Europe has designed and fi nalised an integrated system for sorting, cooling and fi nishing grey cast iron castings for Fonderie di Montorso.
Per Fonderie di Montorso, Pangborn Europe ha progettato e fi nalizzato un sistema integrato per la cernita, il raff reddamento e la fi nitura dei getti in ghisa grigia.
2

22
BRAND-NEW
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
PROGRESS IN PASSIVE FIRE PROTECTION: WIWA DUOMIX 333 PFP CERTIFIED FOR THE OFFSHORE INDUSTRYProgresso nella protezione passiva dal fuoco: WIVA DUOMIX 333 PFP certifi cato per il settore offshore
E very minute counts when a structure catches fi re.
As soon as the steel reaches the critical core temperature
of around 550 °C, the structure threatens to collapse.
Passive fi re
protection has
consequently
become an absolute
must. In line with
these requirements,
WIWA has further
developed its
application systems
for fl ameproofi ng
materials further.
These tried and
tested systems
can be used even
under the toughest
conditions – and
the WIWA DUOMIX
PFP 333 Zone 1
version (Fig. 1) is
now certifi ed for the
offshore industry.
Flame proofi ng
materials are
applied directly
to the structural
elements, such
as steel girders,
pipelines or steel
containers. In case
of fi re, the material
foams to increase
the distance
between the fi re
and the structural
element, delaying the temperature increase of the steel.
This buys rescue and evacuation teams valuable time.
Strong pumps requiredIntumescent fi re protection materials with high viscosity and
a high solids content can only be processed and applied
O gni minuto conta quando una struttura prende fuoco. Non ap-pena l’acciaio raggiunge la temperatura critica di circa 550°C,
la struttura è a un passo dal collasso. La protezione passiva dal fuo-co, di conseguenza, è diventata fonda-mentale. In linea con queste necessità, WIWA ha sviluppato ulteriormente i suoi sistemi di applica-zione per i materia-li resistenti al fuoco. I sistemi, affi dabili e testati, possono essere utilizzati an-che nelle condizioni più estreme. WIWA DUOMIX PFP 333 Zone 1 (fi g. 1) è ora certifi cato per il set-tore offshore. I materiali resisten-ti al fuoco vengo-no applicati diretta-mente agli elementi strutturali, come tra-vi di acciaio, pipeline o contenitori di ac-ciaio. In caso di in-cendio, il materiale si espande per au-mentare la distanza tra il fuoco e l’ele-mento strutturale, ritardando l’aumen-to della temperatura dell’acciaio. Questo
permette alle squadre di soccorso e di evacuazione di guadagnare tempo prezioso.
La necessità di pompe potentiI materiali intumescenti con viscosità elevata e contenuto ad al-to solido possono essere processati e applicati soltanto con
1
WIWA DUOMIX 333 PFP, certifi ed for the off shore industry.
WIWA DUOMIX 333 PFP, certifi cato per il settore off shore.
1
©W
IWA
Wilh
elm
Wag
ner G
mbH
& C
o. K
G

23
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
by Paola Giraldo
effi ciently with especially powerful systems – and depending
on the place of use they may have to resist the toughest of
conditions. “Fire protection work in the offshore area or on oil
rigs is an enormous challenge through wind and water alone,”
Johannes Jacobi, Head of Marketing at WIWA, explains.
“We have therefore made crucial further developments
on our dual component application systems for passive
fi re protection in close cooperation with leading material
manufacturers.”
Lloyd’s Register EMEA has tested this system and the result
was: WIWA DUOMIX PFP 333 Zone 1 is one of the fi rst dual
component fi re protection systems to be certifi ed for the
offshore industry.
High-build coatings, high coverageWIWA DUOMIX PFP 333 Zone 1 is based on the successful
WIWA DUOMIX PFP 333, with electronic components reduced
to a minimum. All system components comply with the ATEX
guidelines. Thanks to the powerful extrusion pumps, the WIWA
DUOMIX PFP 333 allows the application of thick coats with an
output to cover up to 500 square metres per day.
WIWA have also developed a spray gun especially for fi re
protection materials, with nozzles of different sizes and
spraying angles available.
About WIWAFounded by Wilhelm Wagner in 1950 in Lahnau, Germany,
WIWA Wilhelm Wagner GmbH & Co. KG is a leader in spray
technology, fl uid handling, material extrusion and injection
systems.
WIWA products are engineered and manufactured in
Germany by 120 highly skilled employees and distributed by
WIWA affi liated distribution centers in the US, Middle East
and China.
Together with its worldwide distributors, WIWA delivers
best-in class solutions to fi t each customers requirements.
For further information: www.wiwa.de
sistemi particolarmente potenti; inoltre, a seconda del luogo in cui sono utilizzati, potrebbero dover resistere alle condizioni più estreme. “Un lavoro di protezione dal fuoco in ambiente offshore o su impian-ti di trivellazione rappresenta una sfi da enorme, anche soltanto per fattori quali la presenza di vento e acqua”, spiega Johannes Jacobi, Responsabile Marketing di WIWA. “Per questo abbiamo ulteriormen-te sviluppato i nostri sistemi di applicazione di bi-componente per la protezione passiva dal fuoco, in stretta collaborazione con i maggiori produttori di materiali”.Lloyd’s Register EMEA ha testato questo sistema e il risultato è stato il seguente: WIWA DUOMIX PFP 333 Zone 1 è uno dei primi sistemi di protezione passiva dal fuoco bi-componente a essere certifi cato per l’industria offshore.
Rivestimenti ad alto spessore, copertura elevataWIWA DUOMIX PFP 333 Zone 1 è basato sul sistema di succes-so WIWA DUOMIX PFP 333, con componentistica elettronica ridot-ta al minimo. Tutti i componenti del sistema sono conformi alle linee guida ATEX. Grazie alla potenza delle pompe di estrusione, WIWA DUOMIX PFP 333 consente l’applicazione di strati spessi con un output in grado di coprire fi no a 500 metri quadrati al giorno. WIWA ha inoltre sviluppato una pistola a spruzzo particolarmente indicata per i materiali di protezione dal fuoco, con la disponibilità di ugelli di diver-se dimensioni e diverse angolazioni di spruzzatura.
WIWAFondata da Wilhelm Wagner nel 1950 a Lahnau, in Germania, WIWA Wilhelm Wagner GmbH & Co. KG è un leader nella tecnologia di spruz-zatura, gestione dei fl uidi e nei sistemi di estrusione dei materiali e di iniezione.I prodotti WIWA sono progettati e prodotti in Germania da 120 dipen-denti altamente specializzati. Sono distribuiti dai centri di distribuzio-ne affi liati a WIWA negli Stati Uniti, nel Medio Oriente e in Cina.Insieme ai suoi distributori nel mondo, WIWA offre le soluzioni miglio-ri nella sua categoria per rispondere adeguatamente alle necessità specifi che di ogni cliente. Per maggiori informazioni: www.wiwa.de

24
BRAND-NEW
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
CONDOROIL ON THE IBERIAN MARKETCondoroil sul mercato Iberico
C ondoroil Chemical si presenta più innovativa che mai all’Eurosurfas di Barcellona (30 settembre - 3 ottobre 2014, Recinto Gran Vía),
con una nuova collaborazione siglata con UNITECME - Universal de Tecnologias Medioambientales,S.L.Condoroil - azienda italiana leader nel trattamento superfi ciale dei metal-li - è presente sul mercato con una serie completa di prodotti e tecnolo-gie per le seguenti business unit:
Segnaliamo alcune delle novità che verranno presentate alla prossima Eurosurfas presso lo stand Condoroil (n. 160- Pad. 3):- Condorcoat EC series - Pretrattamento nanotecnologico pre verniciatu-ra - valida alternativa ai tradizionali fosfosgrassanti e fosfatanti cristallini.
- Condorcoat PC series - Permanent coating colorato per coil – tubi – fi lo - anche chrome free
- Descalinox TPF FAST series - Prodotti decapanti per acciai inossidabili esenti acido nitrico con caratteristiche di alta velocità di processo e a basso contenuto di HF ( classifi cati TOX 2 con limiti di stoccaggio fi no a 50 ton).
- Pickler TI 80 - Decapante esente acido fl uoridrico e acido nitrico per tubi in titanio.
- Condorlube TF – serie di polimeri per operazioni di deformazione a freddo quali trafi latura e stampaggio.
Per ulteriori informazioni www.condoroil.it
C ondoroil Chemical will be at Eurosurfas Barcelona
(September 30 - October 3 2014, Recinto Gran Vía) - more
innovative than ever and with a new cooperation signed with
UNITECME - Universal de Tecnologías Medioambientales, S.L.
Condoroil - Italian company leader in treatment of metal surface
- Is present on the market with a complete series of products and
technologies for the following business units:
We report some novelties that will be presented at Eurosurfas at
Condoroil booth N 160- Hall 3 - Recinto Gran Via:
- Condorcoat EC series – Nanotechnological prepaiting treatment
- valid alternative to traditional phosphodegreasers and crystalline
phosphating
- Condorcoat PC series – Coloured Permanent coating for coils – tubes –
wires - also chrome-free.
- Descalinox TPF FAST series – Pickling products for stainless steel free
of nitric acid with high process speed performances and a low HF
content ( classifi ed TOX 2 with stocking limits up to 50 ton).
- Pickler TI 80 - Pickler free of hydrofl uoric and nitric acids for titanium tubes.
- Condorlube TF – series of polymers for cold operation such as drawing
and cold extrusion.
For further information www.condoroil.it
COILS TUBES LONG PRODUCTS
INDUSTRIAL PAINTING GENERAL INDUSTRY WATER TREATMENT

25
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
TECAM GROUP ANNOUNCES EQUIPMENT SUPPLY TO CABYCAL FOR VOC EMISSIONS TREATMENT FOR AUTOMOTIVE INDUSTRY IN UKTecam Group annuncia la fornitura di apparecchiature per il trattamento delle emissioni COV a Cabycal per l’industria automotive nel Regno Unito
T ecam Group, engineering, assembly and installation
company providing environmental technology solutions
for the Industry, has announced the supply of equipment for
Volatile Organic Compounds VOC emissions reduction to
painting systems producer Cabycal, as part of an integrated
project for the automotive project in the United Kingdom (UK).
Under the terms of the
agreement, Tecam Group
has supplied Cabycal
with one Regenerative
Catalytic Oxidizer RCO
equipment for the
treatment of 9,000 m3/h,
which is going to be
installed in September
2014 in a production
site in Birmingham,
UK. Once the project
has been completed,
Tecam Group RTO unit is
expected to reduce 99%
approximately of polluting emissions that otherwise would be
issued into the atmosphere.
“We are pleased to announce this new equipment supply to
our partner Cabycal” said Bernat Sala, Tecam Group Sales
Director. “This is another key environmental technology project
for the abatement of Volatile Organic Compounds emissions
in the automotive sector”. “We are happy to combine our high
quality Regenerative Catalytic Oxidizer for VOC treatment
together with our premium service to deliver cost-effective
solutions to our customers.”
“At Cabycal we are very satisfi ed to count on Tecam Group
VOC emissions abatement technology for an automotive
project once again. On this occasion, this RCO unit will
be a part of an integrated project of painting system in the
UK that includes one VOC emissions treatment unit” said
Emilio Ferrando, CEO of Cabycal. “Tecam Group’s reliable
technology, together with their industry experience in
cleantech solutions, is the perfect match that complements
our painting systems within integrated global projects”.
For more information: www.tecamgroup.com,
www.cabycal.com
T ecam Group, azienda di progettazione, assemblaggio e installa-zione di soluzioni tecnologiche ambientali per l’industria, ha an-
nunciato la fornitura di apparecchiature per la riduzione delle emis-sioni COV (Composti Organici Volatili) per il produttore di impianti di verniciatura Cabycal, come parte di un progetto integrato nel settore automotive in Gran Bretagna.
In base ai termini dell’accor-do, Tecam Group ha forni-to a Cabycal un Ossidatore Catalitico Rigenerativo RCO (Regenerative Catalytic Oxidizer) per il trattamento di 9.000 m3/h. Il dispositivo sarà installato a settembre 2014 in un sito produtti-vo di Birmingham, Regno Unito. Una volta che il pro-getto sarà completato, si prevede che l’unità RTO di Tecam Group riduca di cir-ca il 99% le emissioni in-
quinanti, che altrimenti sarebbero immesse nell’atmosfera. “Siamo lieti di annunciare la fornitura di questa nuova commessa al nostro partner Cabycal”, ha dichiarato Bernat Sala, direttore vendite di Tecam Group. “Questa rappresenta un’altra tecnologia ambienta-le chiave per l’abbattimento delle emissioni di Composti Organici Volatili nel settore automotive”. “Siamo contenti di combinare il no-stro Ossidatore Catalitico Rigenerante per il trattamento dei COV con il nostro servizio premium per offrire ai clienti soluzioni effi caci dal punto di vista dei costi”.“A Cabycal siamo molto soddisfatti di affi darci ancora una volta al-la tecnologia di Tecam Group per l’abbattimento delle emissioni COV in un progetto automotive. In questa occasione, l’unità RCO sarà parte di un progetto integrato per un impianto di verniciatura nel Regno Unito che include un’unità di trattamento delle emissioni COV”, ha affermato Emilio Ferrando, CEO di Cabycal. “L’affi dabilità della tecnologia di Tecam Group, insieme alla loro esperienza nel-le soluzioni cleantech, è l’abbinamento perfetto che fa da comple-mento ai nostri impianti di verniciatura all’interno di progetti globali integrati”.Per maggiori informazioni: www.tecamgroup.com, www.cabycal.com
© Tecam Group

26
BRAND-NEW
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
POLIEFUN SEMINAR - THE MODULATION OF INTERFACIAL PROPERTIES AS AN INNOVATION FOR THE INDUSTRY: HYDROPHOBICITY AND OLEOPHOBICITYSeminario Poliefun - Modulazione delle proprietà interfacciali come aspetto innovativo per l’industria: idrofobicità e oleofobicità
T o paraphrase what a philosopher of the nineteenth
century, Paul Tillich, said: The surface is the necessary
place to acquire knowledge. None of us perhaps is aware of
that, but our relationship
with reality occurs
through the contact
between two surfaces,
each with its properties,
and, above all, through
the many low entity
forces arising at the
contact. These are the
interfacial forces of
Keesom, Debye, London,
and, in summary, the
forces of Van der
Waals. Each interface is
therefore the ideal place
in which the relationship
between two phases
occurs and that we must
use to understand reality.
Nowadays, we have
realised the importance
of the thorough
knowledge of the
properties of surfaces
and of the targeted
management of them
in order to gain further
control on reality.
Chemistry and physics
have laid the cognitive
foundations on which
much applied research
is carried out and thanks
to which many industrial
productions in various
sectors are realised.
Let us consider,
for example, the many properties of polymers, strongly
infl uenced by the charges of the second phases: the interfacial
SEMINARI POLIEFUN_Modulazione delle proprietàinterfacciali come aspetto innovativo per l’industria: idrofobicità e oleofobicità
4 settembre - 2014 Politecnico di MilanoDipartimento di Chimica, Materiali e Ingegneria Chimica “Giulio Natta”Piazza Leonardo da Vinci 32/Aula Natta - ore 14.00/17.30
040914‘
SAVETHEDATE
P arafrasando quanto diceva un fi losofo del XIX secolo (Paul Tillich), la superfi cie è il luogo obbligato per acquisire la co-
noscenza. Nessuno di noi forse lo avverte, ma il nostro rappor-to con la realtà avviene attraverso il contatto tra due superfi ci, cia-scuna con le sue pro-prietà e, soprattutto, attraverso le molte for-ze di bassa entità che al contatto si manife-stano. Sono le forze in-terfacciali di Keesom, di Debye, di London, in sintesi le forze di Van der Waals. Ogni inter-faccia dunque è quel luogo ideale in cui si esplica la relazione tra due fasi e che noi ob-bligatoriamente usia-mo per conoscere. Oggi ci si è resi con-to dell’importanza di una conoscenza ap-profondita delle pro-prietà di superfi cie e di una gestione mira-ta delle stesse al fi ne di ottenere un control-lo ulteriore sulla real-tà. La chimica e la fi -sica hanno gettato le basi cognitive su cui molta ricerca applicata si svolge e molte pro-duzioni industriali nei settori più diversi tro-vano ragione della loro realizzazione.
Un esempio fra tutti, molte proprietà dei polimeri sono forte-mente infl uenzate dalle cariche incorporate, dalle seconde fasi.
© Poliefun

27
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
interactions between the organic phase and the charges
determine the mechanical properties. As a consequence,
the control of these properties is fundamental in many
applications. The materials themselves interact with the
environment through the London dispersion forces and the
acid-base interactions.
The industrial sectors involved that can develop new products
are numerous, for example: textiles, furnishing, appliances,
automotive, sanitary installations, chemical, pharmaceutical,
aerospace, mechanical, energy, electricity, information
technology, transportation. For each fi eld, there is always a
surface treatment system including cleaning, shot peening,
shotblasting, deburring, fi nishing and coating plants.
The fi rst meeting on this topic has been conceived precisely
based on the awareness of the importance of surface
characteristics for the development of products and
processes. We would like to give a non-exhaustive, but
effective picture of why the control of interfacial properties,
especially hydrophobicity, superhydrophobicity and surface
tension in general, is crucial to the surface treatment fi eld and
is ennobled by it.
The seminar will see the participation of experts from both the
academic and the industrial worlds.
Professor Gronchi from Politecnico di Milano will start out
with a brief theoretical introduction to the key concepts on
which hydrophobicity and oleophobicity are based and with
some examples of applications in different industries.
Professor Turri from Politecnico di Milano will present some
materials with a particular attention to their surface properties
and to how these can be modulated.
Professor Marengo from the University of Bergamo (Italy) and
the University of Brighton (UK) will then deliver a presentation
titled “Dynamic characterisation of hydrophobic surfaces and
its application against ice accretion”.
Dr. Ottoboni from Politecnico di Milano will present the additives
for cements and their infl uence on the properties of a surface.
Finally, there will be two speeches about the fl uorine
chemistry, one by Professor Navarrini from Politecnico di
Milano and one by Vita, engineer at Praxair srl.
Each report will provide a space for questions and, at the end,
there will also be room for a concluding discussion.
For further information: www.poliefun.org
Le interazioni interfacciali tra la fase organica e le cariche deter-minano le proprietà meccaniche. Così il controllo di queste pro-prietà è basilare in molte applicazioni. Gli stessi materiali interagi-scono con l’ambiente attraverso le forze di dispersione di London e le interazioni acido-base.I settori industriali coinvolti e che possono sviluppare nuovi pro-dotti vanno dal tessile all’arredo, dall’elettrodomestico all’au-to, dall’idrosanitario al sanitario, dalla chimica al farmaceutico, dall’aereonautico al meccanico, dall’energia all’elettricità, all’in-formatica, ai trasporti. In ogni settore c’è sempre un ciclo di trat-tamento superfi ciale con impianti di lavaggio, pallinatura, grani-gliatura, sbavatura, fi nitura e per fi nire con processi e impianti di verniciatura nei suoi innumerevoli aspetti.Dalla coscienza dell’importanza delle caratteristiche superfi cia-li per la realizzazione di prodotti e processi nasce questo primo incontro sull’argomento, che vuole dare un quadro, non esausti-vo ma effi cace, di come il controllo delle proprietà interfacciali, in particolare idrofobicità e superidrofobicità, ma in generale della tensione superfi ciale, sia indispensabile per il settore dei tratta-menti superfi ciali e tragga da esso nobilitazione. Il seminario si avvarrà di interventi di esperti provenienti sia dal mondo accademico sia dall’industria.Aprirà i lavori il Prof. Gronchi del Politecnico di Milano con una breve introduzione teorica sui concetti chiave su cui si basano idrofobicità e oleofobicità; a seguire alcuni esempi applicativi in diversi settori industriali.Il Prof. Turri del Politecnico di Milano illustrerà alcuni materiali con particolare attenzione alle loro proprietà superfi ciali e a come queste possano essere modulate.Sarà la volta poi del Prof. Marengo dell’Università di Bergamo e dell’University of Brighton (UK), con una presentazione dal titolo “Caratterizzazione dinamica delle superfi ci idrofobiche e sua ap-plicazione contro l’accrescimento di ghiaccio”.La Dott.ssa Ottoboni del Politecnico di Milano approfondirà il mondo degli additivi per cementi e della loro infl uenza sulle pro-prietà di superfi cie.Infi ne, due interventi basati sulla chimica del fl uoro: il primo del Prof. Navarrini del Politecnico di Milano e il secondo dell’Ing. Vita di Praxair Srl, che termineranno le presentazioni. Ogni intervento prevede uno spazio dedicato alle domande e al termine ci sarà spazio anche per una discussione conclusiva.Per maggiori informazioni: www.poliefun.org

28
BRAND-NEW
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
UCIF: A CONFERENCE ENTIRELY DEDICATED TO THE ITALIAN CAR NEXT OCTOBERUcif: a ottobre un convegno interamente dedicato all’autovettura italiana
È stato uffi cializzato il convegno che Ucif sta organizzando per il 14 ottobre 2014, un’occasione per incontrare i principali at-
tori del comparto automotive ed analizzare insieme quali passi l’in-dustria di riferimento può compiere nei prossimi anni, non solo dal punto di vista del trattamento superfi ciale ma per il prodotto auto vi-sto nel suo complesso.Hanno già conferito patrocinio all’iniziativa l’associazione Poliefun, ente di formazione universitaria del Politecnico di Milano che met-te in contatto la ricerca con il mondo aziendale, e Anfi a, l’associa-zione nazionale fi liera industria automobilistica. Tra i relatori han-no confermato la partecipazione il Responsabile Relazioni Esterne di Brembo, Roberto Vavassori, il Segretario Generale Cluster Lombardo della Mobilità, Giampiero Mastinu e l’Amministratore Delegato del Centro Ricerche Fiat, Nevio Di Giusto.
Il Presidente Ucif, Manuela Casali (fi g. 1), ha con piacere comunicato al settore questo importante appuntamento. “Il 2014 per Ucif è un nuovo an-no di enormi sfi de. L’associazione sta lavorando molto per creare occasioni di dialogo ed opportu-nità per le aziende. Ucif rappresenta e deve rap-presentare un vero volano di iniziative innanzitutto per i propri associati. Il convegno Ucif del 14 otto-bre, che tra l’altro avrà il sostegno di due partner d’eccellenza come Poliefun-Politecnico di Milano e Anfi a, sarà il momento per fare il punto del com-parto automotive in Italia, un settore che sfor-na più di 1.300.000 autovetture l’anno e che ha un valore pari a circa il 10-13% del Pil italiano. Diviene così di fondamentale importanza capire come possiamo tutti insieme dare nuovi impulsi al settore. Questo evento per Ucif sarà un primo
passo che vedrà nei prossimi anni nuove iniziative con un respiro maggiormente internazionale, perché l’Italia è sicuramente uno dei Paesi con la tradizione più forte per l’autovettura ma, al giorno d’og-gi, è essenziale avere un occhio puntato sul mondo”.
Il convegno sarà a partecipazione gratuita in quanto l’obiettivo è quel-lo di stimolare tutti i presenti, non solo i relatori, a un dialogo costrut-tivo per rafforzare il valore dell’industria automobilistica italiana e il mercato di questo prodotto che da sempre caratterizza la tradizione del nostro Paese.Per maggiori informazioni: www.ucif.net
T he conference Ucif is organizing for October 14, 2014, has been
offi cially announced. This is a perfect occasion to meet key
players in the automotive sector and analyse together which steps
the industry can accomplish in the coming years, not only from the
surface treatment point of view but also for the car as a whole.
The initiative has already received the sponsorship by the Poliefun
association - training academic organization of Politecnico di Milano
(Italy) that connects the research activity with the corporate world
- and Anfi a, the national association of the automotive industry
supply chain. Among the speakers who have already confi rmed
their participation, there are Roberto Vavassori, External Relations
Manager of Brembo; Giampiero Mastinu, Secretary-General of
the association Cluster Lombardo della Mobilità (CLM), and the
Managing Director of Centro Ricerche Fiat, Nevio Di Giusto.
Ucif President, Manuela Casali (Fig. 1), has
informed the industry about this important event.
“2014 is for Ucif a new year full of huge challenges.
The association is working hard to create
opportunities of dialogue and for the companies.
Ucif is and must be a real driving force of initiatives
primarily for its members.
The October 14 Ucif conference, which among
other things will have the support of two excellent
partners as Poliefun-Politecnico di Milano and
Anfi a, will be the occasion to review the automotive
sector in Italy, an area that produces more than
1,300,000 vehicles annually and has a share of
about 10-13% of the Italian GDP.
Thus, it is of fundamental importance to understand
how we - together – can give new impetus to this
fi eld. For Ucif, this event will be just the fi rst step.
In the next years, new initiatives with a more international attitude will
be organised: Italy is one of the countries with the strongest tradition
in the automotive sector, but nowadays it is essential to focus the
attention on a global level”.
The conference’s attendance is free of charge. The goal is to involve
all those present, not only the speakers, in a constructive dialogue in
order to strengthen the value of the Italian automotive industry and
the market of this product that has always characterized the Italian
tradition.
For further information: www.ucif.net
1
Manuela Casali, Ucif President.
Manuela Casali, Presidente Ucif.
© Ucif


30 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
AUTOMOTIVE COLOR TRENDS 2014/2015 AND NEW EFFECT FINISHES BY BASFLe tendenze colore per il settore auto 2014/2015 e le nuove fi niture ad effetto di BASF
Alessia Venturiipcm® W hether it’s for a sleek sports car, a practical
family car or a collector’s item in the garage, for most car purchasers, one aspect plays a key role: Color and eff ects (Ref. Opening picture).BASF’s Coatings division off ers comprehensive solutions for both automotive OEM coatings and refi nish products. The Münster-based company already works today on the color trends of tomorrow developing innovative coating technologies.Last July 3rd, at a media briefi ng with selected press, representatives BASF’s experts presented the new automotive color trends, the latest special-eff ect coatings, and the innovative methods for color matching in the automotive refi nish sector. In addition, they demonstrated how paints are tested in paint line conditions at the application technology center of the company.
C he si tratti di una smagliante sportiva, di una pratica famigliare o di un pezzo da collezione in garage, per
la maggior parte degli acquirenti di un’auto un aspetto è fondamentale: il colore e l’eff etto (rif. foto d’apertura).La divisione Vernici di BASF off re soluzioni complete sia per la verniciatura primo impianto che per il settore della carrozzeria. L’azienda con sede a Münster lavora già oggi sulle tendenze di domani, sviluppando tecno-logie innovative di verniciatura.Lo scorso 3 luglio, durante un incontro con i rappresen-tanti della stampa selezionata di settore, gli esperti di BASF hanno presentato le nuove tendenze colore per l’auto, le ultime vernici ad eff etto speciale, e i metodi innovativi di color matching dedicati alle carrozzerie. Inoltre, ha eff ettuato dimostrazioni pratiche di verni-ciatura in condizioni industriali presso il centro di tec-nologia applicativa dell’azienda.
Opening picture: Some of the BASF Automotive Color Trends 2014/2015. The collection is named “Under the Radar”
Foto d’apertura: Alcune delle tendenze colore BASF per Automotive 2014/2015. La collezione è denominata “Under the Radar”.
© BASF

HIGHLIGHT OF THE MONTH
31 international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
The Color Design StudioCarmakers are working and thinking globally. For this reason, BASF’s design team has a global presence, sounding out international trends without ignoring regional features or color trends.At the Color Design Studio Europe, based nearby the company premises in Münster (Germany), the design team develops the automotive colors of the future. In addition, every year a ground-breaking trend collection of paint and colors for the automotive industry is created here (Figs. 1 and 2). With 300 square meters, including a presentation space of about 180 square meters, the Color Design Studio is the largest one of its kind in Europe.The fi rst part of the media briefi ng was held here with speeches focusing on color trends, innovative eff ects and off ering a technical overview on painting technologies and its crucial parameters.The morning session was introduced by Dr. Christiane Weiser-Zimmermann and Marco Benen, Global Communications (Fig. 3).Marco Benen offered a brief overview of the automotive OEM coating process and materials, traditionally consisting of four layers: Cathodic electrodeposition (CED), which protects the car’s surfaces, edges and cavities from corrosion; primer, which levels out any irregularities of the substrate and fulfils the highest demands on appearance and stone chip resistance; basecoat, the colored coat which provides color, effect and build; clearcoat, which is essential for the car’s resistance to sunlight and weather (Fig. 4).
Il Color Design StudioI produttori di auto lavorano e pensano su scala globale. Per questa ragione, il team design di BASF ha una pre-senza globale, per sondare le tendenze internazionali senza tralasciare le caratteristiche o le tendenze colore regionali.
Presso il Color Design Studio europeo, che ha sede vicino al sito principale dell’azienda a Münster (Germania), il team design sviluppa i colori futuri per le auto. Inoltre, ogni anno presenta un’innovativa colle-zione di vernici e colori per l’in-dustria automotive (fi gg. 1 e 2). Con i suoi 300 m2, che includo-no uno spazio di 180 m per le presentazioni, il Color Design Studio è il più grande del suo genere in Europa.La prima parte del media briefi ng si è svolta qui, con alcune re-lazioni che si sono focalizzate sulle tendenze colore, gli eff et-ti innovativi e una panoramica
tecnica delle tecnologie di verniciatura e i suoi para-metri cruciali.
La sessione della mattina è stata introdotta da Christiane Weiser-Zimmermann e Marco Benen, Global Communications di BASF (fi g. 3).Marco Benen ha poi off erto una breve panoramica del proces-so e dei materiali di verniciatu-ra per gli OEM automotive, un ciclo tradizionalmente costitu-ito da quattro strati: catafore-si, che protegge la superfi cie, i bordi e le cavità dalla corrosio-ne; il primer, che livella qual-siasi irregolarità del substrato e soddisfa i requisiti più elevati legati ad aspetto e resistenza al colpo di pietra; il basecoat, lo strato pigmentato che for-
nisce il colore, l’eff etto e lo spessore; il clearcoat, ossia il trasparente, essenziale per la resistenza dell’auto alla lu-ce solare e all’invecchiamento (fi g. 4).
1 2
In the nice garden surrounding the Color Design Studio two cars were on show: The brand new BMW i3 and an AUDI A6 Avant in RED Passion color. Both cars feature BASF paints, be them the basecoats only, as for the i3 or the complete paint system, tinted clearcoat and red basecoat in combination, as for the A6.
Nel bellissimo giardino che circonda il Color Design Studio erano esposte due auto: La nuovissima BMW i3 e una AUDI A6 Avant nel colore RED Passion. Entrambe le auto utilizzano vernici BASF, che sia solo la base colorata come nel caso della i3 o il ciclo completo, con una combinazione di base rossa e trasparente pigmentato, come nel caso dell’A6.
pzdCCnpStgegLasi lazsuti
1
staWBediMbbrsoracitsbn
2
© ipcm
© ipcm

32 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Automotive Color Trends 2014/2015 and New Effect Finishes by BASF
It was then the turn of Mark Gutjahr, Head of Design BASF Europe (Fig. 5). The designers at BASF’s Coatings division have recently published their automotive color trends for 2014/2015. With their collection entitled “Under the Radar”, new color ranges are appearing on the trend radar. The development of special eff ects is setting new accents and opening up unusual color ranges. This will make automotive colors more complex and more individual in the future. This ability to stand out from the crowd caters to the consumers’ desires, since the topic of individualization is playing an increasingly important role, especially when buying a car.
È stato poi il turno di Mark Gutjahr, Head of Design BASF Europe (fi g. 5). I designer della divisione vernici di BASF hanno recentemente pubblicato la collezio-ne dei colori per auto per il biennio 2014/2015. Con
questa collezio-ne, denomina-ta “Under the Radar”, nuove gamme colore sono state indi-viduate dal ra-dar dei trend. Lo sviluppo di eff etti speciali sta determinan-do nuovi accen-ti e sta aprendo a gamme colo-
ri inusuali. In futuro ciò renderà i colori per auto più complessi e individuali. Questa capacità di distinguer-si dalla massa soddisfa i bisogni del consumatore, dal momento che il tema dell’individualità gioca un ruolo sempre più importante, soprattutto durante l’acquisto di un’auto.
3
Dr. Christiane Weiser-Zimmermann, at the podium, and Marco Benen, on the right.
Dr. Christiane Weiser-Zimmermann, sul podio, e Marco Benen, a destra.
4
With one tenth of a millimeter, the complete car coating is no thicker than a human hair.
Con un decimo di millimetro, il rivestimento completo di un’auto non supera lo spessore di un capello umano.
3
4
© ipcm
© BASF

33
HIGHLIGHT OF THE MONTH
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28www.gemapowdercoating.com
MagicCylinder EquiFlow
First choice for quick color changesMagicCylinder EquiFlow
- fastest color change without entering the booth - prevention of powder accumulation - usage of EquiFlow Technology for homogenous
airflow and strong - optimal and clean working conditions- maintenance-free booth concept- space-saving design
Special eff ects ensure dynamics and complexityThe designers have observed a social change moving from luxury to a heightened awareness of quality and values. For automotive colors, this means that what counts is not attention-grabbing, but rather the “wow” eff ect at second glance. Innovative special eff ects create these accents. For instance, the new collection contains the newly developed XSpark®
special-eff ect coating (Fig. 6). XSpark contains very fi ne glass particles that refl ect the light, thus creating a distinctive sparkle that is particularly eff ective only in light. “XSpark opens up brand new opportunities for translating new values and a new quality awareness into automotive color,” said BASF color designer Florina Trost (Fig. 7). Thanks to their targeted special eff ect, classic colors like blue or silver develop a completely individual color behavior. They visually reinforce the car bodies’ geometry and vitalize their broad surfaces with brilliant sparkle.
Gli eff etti speciali assicurano dinamismo e complessità I designer hanno osservato un cambiamento sociale che si sposta dal lusso a una maggiore consapevolezza di qualità e valori. Per i colori auto, signifi ca che ciò che conta non è più attirare l’attenzione ma piuttosto l’ef-fetto “wow” al secondo sguardo. I nuovi eff etti speciali creano questi accenti. Ad esempio, la nuova collezione contiene la vernice ad eff etto speciale recentemente sviluppata XSpark® (fi g. 6). XSpark contiene particelle di vetro molto fi ni che rifl ettono la luce, creando così uno scintillio distintivo che è particolarmente effi cace sotto la luce. “XSpark apre nuovissime opportunità per tradurre questa consapevolezza dei nuovi valori e delle nuove qualità in un colore per auto,” dice Florina Trost, color designer BASF (fi g. 7). Grazie a questo eff etto speciale mirato, i colori classi-ci come il blu o l’argento sviluppano un comportamen-to completamente individuale. Raff orzano visivamente la geometria della scocca e danno movimento alle sue ampie superfi ci con uno scintillio brillante.

34 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Automotive Color Trends 2014/2015 and New Effect Finishes by BASF
Mark Gutjahr explained the signifi cance of special-eff ect coatings: “For years, the diff erences have basically only been between solid, pearl-eff ect and metallic. Now, we are starting to see some movement in this area. The targeted interaction between color and special eff ects is making automotive colors more complex and multifaceted. This development will also continue to accompany us for a few years. We haven’t yet exhausted the potential in the special-eff ect palette.”
Strong colors demonstrate individualityThe extraordinary color positions in the new collection are also determining the trend toward more individuality. “Bold colors like red will shape our image of individual mobility,” Gutjahr said. The growing share of powerful reds can already be seen on the roads. According to Gutjahr, as red develops
Mark Gutjahr ha spiegato il signifi cato delle verni-ci ad eff etto speciale: “Per anni, la diff erenza è stata praticamente solo tra eff etto solido, perlaceo e me-tallizzato. Oggi, iniziamo a vedere dei movimenti in quest’area. L’interazione mirata tra colore ed eff etti speciali sta rendendo i colori per auto più complessi e sfaccettati. Questo sviluppo ci accompagnerà per al-cuni anni. Non abbiamo ancora esaurito il potenziale della palette di eff etti speciali.”
I colori forti dimostrano individualitàLe straordinarie gamme colore nella nuova colle-zione interpretano anche la tendenza verso una
maggior indivi-dualità. “Colori audaci come il rosso daranno forma alla no-stra immagine di mobilità indi-viduale,” affer-ma Gutjahr. Si può già vedere una quota cre-scente di ros-si potenti sulle strade. Secondo Gutjahr, con lo sviluppo dei
5
Mark Gutjahr in the show room of BASF Color Design Studio.
Mark Gutjahr nello show room del Color Design Studio BASF.
6
The XSpark eff ect.
L’eff etto XSpark.
5
6
© ipcm
© BASF

35
HIGHLIGHT OF THE MONTH
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
over the coming years, it will also continue to move in the range of strong, dark purples (Fig. 8). The potential of green (Fig. 9) will continue to be visible in a wide range of nuances, from intensive turquoise to sparkling moss green.“The trend toward individuality has therefore developed further. It’s not only about delimiting and diff erentiating yourself. Instead, it is becoming increasingly important to communicate a certain attitude, and this opens up new color spaces and lends more weight to the topic of color,” said Astrid Van der Auwera from BASF’s global design team, summarizing the trend.
rossi nei prossimi anni si andrà anche in direzione di viola forti e scuri (fig. 8). Il potenziale del verde (fig. 9) continuerà a vedersi in un’ampia gamma di tonalità, dal turchese intenso al verde muschio bril-lante.“La tendenza verso l’individualità si è quindi ulterior-mente sviluppata. Non si tratta solo di differenziarsi. Al contrario, sta diventando sempre più importante comunicare una certa attitudine, e questo apre la strada a nuovi spazi colore attribuendo al contempo un peso maggiore al tema del colore,” dichiara Astrid Van der Auwera del BASF’s global design team, riassumendo la tendenza.
7
Florina Trost,BASF Color Designer.
8
The share of red colors is growing and moves up to strong purples.
La quota di colori rossi sta crescendo e si sta spostando verso i viola forti.
9
Green is another powerful and growing color, seen here with the XSpark eff ect.
Il verde è un altro colore potente e in crescita, visto qui con l’eff etto XSpark.
7
8 9
© ipcm
© ipcm © ipcm

36 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Automotive Color Trends 2014/2015 and New Effect Finishes by BASF
Automotive color development
Impact factors - Society and technology
The automotive market responds to trends and impacts differently than the fast-paced fashion industry. Of course, color trends from this sector also play a role for the automotive industry, but a “seasonal yellow” is not automatically applied to car bodies. Complex social developments, such as the sharing economy, ecology or digital networking are central factors for the color trends.
Color cycles - From the idea to the coating
By the time a new automotive color can be seen on the roads, three to fi ve years will pass from the initial idea to OEM production. As a complex product, an automotive coating undergoes numerous rounds of decision-making, technical adaptations and tests.
Global presence − Regional preferences
BASF’s designers in North America, Asia and Europa work closely together with each other and with the carmakers to fi nd the right color. Their collaboration identifi es both similarities and regional differences. Brand recognition, market development and consumer behavior will also continue to vary in the individual regions in the coming years – which means that regional color-preference differences will continue to exist.
Aesthetic innovationsNothing has more impact on the eff ect of a car than color. They turn automobiles into emotional products. It is the color and its eff ects which defi nitively accentuate the vehicle design with all its edges, curves and lines. BASF recognized this development early on, and provides automobile manufacturers with innovative color concepts that range from coatings that gleam like liquid metal or possess extraordinary depth.Technical feasibility is given top priority in the development of new coating technologies for automotive OEM coating. The fi rst priority is process reliability. This also applies to the XColors – designed by BASF, which combines subtle sensitivity for color trends with innovative coatings development.XColors are innovative colors distinguished by unusual eff ects like a particular depth of color. This is achieved using special ingredients and innovative formulas or paint technologies. They combine modern design and application reliability in the paint line.One segment in the XColors product family consists of XFine® colors. XFine® stands for strong metallic eff ects that bring about an elegant silver (Fig. 10). Thanks to an innovative formula, very fi ne aluminum
10
The new XFine eff ect brings about elegant silver shades.
Il nuovo eff etto XFine produce tonalità argentee eleganti.
Innovazioni esteticheNulla ha più impatto sull’eff etto di un’auto del colore. Essi trasformano le automobili in prodotti emozionali.
È il colore ed i suoi eff etti che ac-centuano in maniera defi nitiva il design di un veicolo con tutte le sue spigolature, curve e linee. BASF ha capito in anticipo questa tendenza e fornisce ai costruttori di automobili concept colore inno-vativi che spaziano fi no a fi niture luccicanti come il metallo liquido o che possiedono una straordina-ria profondità.Ovviamente nello sviluppo di una nuova vernice per auto primo im-pianto la priorità va data alla fat-tibilità tecnica. L’aspetto prima-rio è l’affi dabilità del processo. Questo vale per la gamma “XColors – designed by BASF”, che combina la sensibilità per le tendenze colore con sviluppi tec-nologici innovativi.Gli XColors sono colori innova-tivi che si distinguono per gli ef-
fetti inusuali, come la particolare profondità della tinta. Questa si ottiene con l’utilizzo di ingredienti specia-li e formulazioni o tecnologie innovative. Combinano il design moderno con affi dabilità applicativa sulla linea di verniciatura.Un segmento nella famiglia XColors è quello dei colori XFine®. XFine® sta per eff etti metallizzati forti che creano eleganti tonalità argentee (fi g. 10). Grazie a una formula
10 © ipcm

HIGHLIGHT OF THE MONTH
EU
RO
MA
SK
®
ww
w.e
uro
mas
k-s
ho
p.c
om
RIS
OLV
IAM
O O
GN
I P
RO
BL
EM
A
DI
MA
SC
HE
RA
TU
RA
Azi
en
da c
on
S
iste
ma Q
ualita
’ C
ert
ifica
to
prod
otto
da
FIN
ISH
ING
GR
OU
P s
.r.l.
Via
B. C
ellin
i, 6
2002
0 So
laro
(M
I) -
Ital
ian°
verd
e 800.0
29.4
66
Tel.
+39
02
9678
0055
- 9
6910
01 -
Fax
+39
02
9678
2993
e-m
ail:
info
@eu
rom
ask-
shop
.com
particles are arranged fl at next to one other and thus produce a kind of mirror eff ect on the body. This creates extremely powerful contrasts. The color appears particularly bright on the edges of the car body, while it has a very dark eff ect when viewed from the side. XFine® uses this fl ip fl op eff ect to highlight the car body and all its contours particularly strongly (Fig. 11).
New XSpark® coating makes cars sparkleXSpark contains very fi ne glass particles that refl ect the light with greater precision, thus creating a pronounced sparkle. It glitters in an even more focused and intensive manner than any other currently known special-eff ect coating. “With XSpark, we have achieved a level of exclusive eff ect previously unknown,” explained Stephan Schwarte, Head of Basecoat Pigments/Dispersions & Color Design Lab (Fig. 12). The special feature is that the distinctive sparkle is particularly eff ective only in light and therefore looks exceptionally luxurious and elegant without being intrusive. Schwarte added: “Depending on the intensity and coloring used, the eff ect creates a very sporty and elegant impression. Dark color ranges achieve an almost mystical appearance, but shades of white can also be refi ned with the special eff ect. The intensity, and thus the eff ect, can be varied – from subdued yet elegant to intensive and crystal-like.” While developing the special-eff ect coating specifi cally for the automotive sector, the designers collaborated closely with the lab experts. “The glass particles integrated in the coating fl ash clearly in the light. The resulting pure, single-colored refl ection conveys an exceptional depth to the coating,” said Schwarte.
innovativa, particelle di alluminio molto fi ni sono di-stese una accanto all’altra; ciò produce sulla carrozze-
ria una sorta di ef-fetto specchio che crea contrasti estre-mamente potenti. Il colore appare par-ticolarmente lumi-noso sui bordi della carrozzeria, mentre presenta un eff et-to molto scuro se guardato lateral-mente. XFine® uti-lizza questo eff etto fl ip fl op per eviden-ziare in modo molto forte la carrozzeria e tutti i suoi contor-ni (fi g. 11).
Le nuove vernici XSpark® fanno scintillare le autoXSpark contiene particelle di vetro molto fi ni che ri-fl ettono la luce con maggior precisione, creando co-sì uno scintillio pronunciato. Splende in modo ancora più mirato e intenso rispetto a qualsiasi altra vernice ad eff etto attualmente conosciuta. “Con XSpark, abbiamo raggiunto un eff etto esclusivo precedentemente sconosciuto,” ha spiegato Stephan Schwarte, Head of Basecoat Pigments/Dispersions & Color Design Lab (fi g. 12). La caratteristica specia-le è che questa lucentezza distintiva è particolarmen-te effi cace solo alla luce quindi risulta eccezional-mente lussuoso ed elegante senza essere invadente. Schwarte ha aggiunto: “A seconda dell’intensità e della pigmentazione utilizzate, questo eff etto crea un’impressione molto sportiva ed elegante. Le gam-me di colori scuri raggiungono un aspetto quasi mi-stico, ma anche le tonalità del bianco possono esse-re ridefi nite con l’impiego di questo eff etto speciale. L’intensità, quindi l’eff etto, possono essere modifi cati – da tenue ma elegante a intenso e simile al cristallo.” Durante lo sviluppo di questa vernice ad eff etto spe-ciale specifi ca per il settore auto, i designer hanno collaborato strettamente con gli esperti del labora-torio. “Le particelle di vetro integrate nella vernice risplendono chiaramente alla luce. Il rifl esso puro e monocolore che ne risulta attribuisce un’eccezionale profondità alla vernice,” ha dichiarato Schwarte.
11
The XFine blue fl op area.
L’area blu fl op di XFine.
11 © BASF

38 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Automotive Color Trends 2014/2015 and New Effect Finishes by BASF
Liquid Metal - a paint that looks like metalAnother BASF paint innovation is the special-eff ect paint Liquid Metal which makes the body appear to be chrome-plated.Liquid Metal paints use aluminum fl akes as eff ect pigments, which create a color transition from light to dark, depending on the viewing angle, and strongly accentuate the curved surfaces of a car body. This so-called fl ip-fl op eff ect varies depending on the size, distribution and shape of the fl akes. Or, in other words, the thinner the fl akes are, the larger their average diameter is, and the more evenly distributed they are, the more powerful the light and shadow illusion is.For the latest generation of Liquid Metal paints, BASF uses the so-called PVDA pigments (Physical Vapor Deposited Aluminum). To produce these, aluminum is steamed onto a paint-coated foil. Afterwards, the resulting aluminum fi lm is peeled off and ground into the desired fl ake size. The thickness of these PVDA pigments can be between 30 and 50 nanometers, or approximately 10 to 20 times thinner than conventional eff ect pigments (Fig. 13).The grittiness of the paint is signifi cantly reduced;
Metallo liquido - una vernice che sembra metallo Un’altra innovazione BASF in tema di vernici è l’eff etto speciale Metallo Liquido che fa sembrare la carrozzeria come se fosse cromata.
Come pigmen-ti ad eff etto, le vernici Metal-lo Liquido uti-lizzano scaglie di alluminio, che creano una transizio-ne del colo-re da chiaro a scuro, a secon-da dell’angola-zione visiva, e accentuano in modo forte le superfi ci cur-ve dell’auto.
Questo eff etto denominato fl ip-fl op varia a secon-da di dimensione, distribuzione e forma delle scaglie. O, in altre parole, più sottili sono le scaglie, più grande è il loro diametro medio e più uniforme è la loro distri-buzione, più sarà potente il gioco di luce e ombra.Per le vernici di ultima generazione Metallo Liquido, BASF ha utilizzato i pigmenti cosiddetti PVDA (Physical Vapor Deposited Aluminum). Per produrli, l’alluminio è vaporizzato su una lamina rivestita. Dopodiché, il fi lm
di alluminio che ne risulta è pelato e maci-nato in scaglie della dimen-sione deside-rata. Lo spes-sore di questi pigmenti PVDA può essere compreso fra 30 e 50 nano-metri, appros-simativamente dalle 10 alle 20
volte più sottile rispetto ai pigmenti ad eff etto conven-zionali (fi g. 13).La granulosità della vernice è signifi cativamente ridot-ta; allo stesso tempo, le sottili scaglie di alluminio so-
12
Stephan Schwarte.
13
Standard Aluminum (left) vs. PVDA (right): The eff ect pigments lie parallel to the surface and refl ect the light more evenly.
Alluminio Standard (sinistra) vs. PVDA (destra): i pigmenti ad eff etto giacciono paralleli alla superfi cie e rifl ettono la luce in modo più uniforme.
12
13
© ipcm
© BASF

39
HIGHLIGHT OF THE MONTH
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
at the same time, the thin aluminum fl akes are more mobile in the wet fi lm and fall into a position parallel to the substrate surface more easily. The result is that the paint fi lm has a more uniform appearance and seems to stretch across the car’s body like a metallic skin. This causes the important lines and contours of the vehicle design to be emphasized more signifi cantly. The surfaces can refl ect the light with greater intensity and are given additional gloss. The metallic look created has an intensity that could not previously be achieved with conventional metallic paints.
BASF’s M-ROB application robotAfter the presentation of the 2014/2015 colour trends for automotive and the innovations in the fi eld of special eff ects, a visit to the application center lab located in the headquarter of BASF Coatings in Münster (Germany) was organized.The application lab of the company features multiple technologies and equipment for spray painting and curing in order to test the newly developed paints and colors under paintline conditions.M-ROB (Fig. 14) is a multifunction application robot which allows application that simulates conditions at
no più mobili nel fi lm liquido e ricadono più facilmente in una posizione parallela alla superfi cie del substrato. Il risultato è che il fi lm di vernice ha un aspetto più uni-forme e sembra allungarsi sulla carrozzeria dell’auto come una pelle metallica. Questo comporta una mag-gior enfasi sulle linee importanti e sui contorni del design del veicolo. Le superfi ci possono rifl ettere la luce con maggiore intensità e gli viene attribuita una brillantezza aggiuntiva. L’aspetto metallico creato pos-siede un’intensità impossibile da raggiungere con le precedenti vernici metallizzate.
Robot d’applicazione M-ROB di BASFDopo la presentazione delle tendenze colore del 2014/2015 per il settore auto e delle innovazioni in te-ma di eff etti speciali, è stata organizzata una visita al laboratorio applicativo situato presso la sede centrale BASF Coatings a Münster (Germania).Il laboratorio applicativo dell’azienda vanta diverse tec-nologie e apparecchiature per la verniciatura a spruzzo e la polimerizzazione usate per testare vernici e colori appena sviluppati in condizioni industriali.M-ROB (fi g. 14) è un robot di applicazione multifun-zione che consente un’applicazione che simula le con-
14
The M-ROB in action at BASF Application Center in Münster.
M-ROB in azione presso il BASF Application Center a Münster.
14
© B
ASF

40 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Automotive Color Trends 2014/2015 and New Effect Finishes by BASF
the paintline and as such, meets the requirements of the automotive industry. The M-ROB application unit consists of a control software developed by BASF itself, as well as a large state-of-the-art booth and oven room. M-ROB simulates nearly any situation at paintlines all over the world: It can simulate and apply the primer, basecoat and clearcoat layers. It is able to apply the coating not only vertically and horizontally, but also three-dimensionally, for instance, for mirror housings. The robot off ers users the possibility to change between various types of atomizers quickly and easily. The software specially developed for the robot also off ers particularly effi cient paint application. In this way BASF can optimize the processes and products.
Instruments of effi cient color matchingThe second part of the event focused on color competence in refi nish coatings and was held at the Refi nish Competence Center in Münster.Harald Pfl anzl, Head of Automotive Refi nish Coatings Solutions Europe (Fig. 15) explained which are the success factors and trends in the refi nish business. Ronny Raeymaekers (Refi nish Competence Center) and Michel Bodeson (Marketing) introduced the new tools for a perfect color match. Glasurit, the refi nish brand of BASF, introduced two new instruments
dizioni di una linea di verniciatura e, in quanto tale, soddisfa i requisiti dell’industria dell’auto. L’unità ap-plicativa M-ROB consiste di un software di control-lo sviluppato dalla stessa BASF, di un’ampia cabina all’avanguardia e di un forno. M-ROB simula pratica-mente qualsiasi situazione sulle linee di verniciatura in tutto il mondo: può simulare l’applicazione di primer, basecoat e clearcoat. È in grado di applicare la verni-ce non solo verticalmente e orizzontalmente, ma an-che in tre dimensioni, ad esempio, per l’alloggiamento degli specchietti. Il robot off re agli operatori la possibi-lità di cambiare in modo rapido e semplice gli atomiz-zatori, scegliendo fra varie tipologie. Il software appo-sitamente sviluppato per il robot off re un’applicazione particolarmente effi ciente. In questo modo BASF può ottimizzare processi e prodotti.
Strumenti per un effi cace color matching La seconda parte dell’evento si è focalizzata sulle compe-tenze relative al colore nelle vernici per carrozzeria e si è svolta presso il Refi nish Competence Center di Münster.Harald Pfl anzl, Head of Automotive Refi nish Coatings Solutions Europe (Fig. 15), ha spiegato quali sono i fat-tori di successo e le tendenze nel settore del refi nish. Ronny Raeymaekers (Refi nish Competence Center) and Michel Bodeson (marketing) hanno presentato i nuo-vi strumenti per un perfetto abbinamento cromatico. Glasurit, il marchio refi nish di BASF, ha appena presentato
15
Harald Pfl anzl, Head of Automotive Refi nish Coatings Solutions Europe.
15
© ip
cm

41
due nuovi strumenti che aiutano il carrozziere a trovare il giusto colore: il Color Profi System 4 e lo spettrofotometro RATIO Scan II. Nel lon-tano 1995, Glasurit stabilì lo standard per un color matching effi cace lanciando il primo Color Profi System (CPS). Grazie all’aggiornamen-to continuo, questo standard è in uso ancora oggi. CPS è costituito da migliaia di pastiglie colorate, verniciate con la vernice originale, orga-nizzate in gruppi cromatici (Fig. 16) e disposte in un box brevettato. Sulla parte frontale di ogni pastiglia vi è il colore spruzzato. Sul retro, vi è un codice a barre e un codice colore che il verniciatore può utiliz-zare per trovare sul computer la formula di miscelazione corrispon-dente per quel colore. L’evento è terminato con una presentazione di Jürgen Book, Automotive Refi nish Customer Service, su come preservare il valo-re delle auto classiche (che rappresentano un mercato in crescita in tutto il mondo) con le più recenti tecnologie di verniciatura.
helping the painter to fi nd the right color: The Color Profi System 4 and the RATIO Scan II spectrophotometer. Back in 1995, Glasurit set standards for effi cient color matching with its fi rst Color Profi System (CPS). Thanks to continuous updating, these standards still apply today. The CPS consists of thousands of color chips coated with original paint that are sorted into color groups (Fig. 16) and arranged in a patented cupboard system. The front of each chip shows the color as a spray-out. On the back, there is a bar code and a color code, which the painter can use to fi nd the corresponding mixing formula for the color on the computer. The event ended with a presentation of Jürgen Book, Automotive Refi nish Customer Service, on how to preserve the value of classic cars (which is growing market all around the world) with the latest paint technology.
16
It’s too easy to say “My car is black”! Glasurit Color Profi System helps the painter to fi nd the perfect color match.
È troppo facile dire “La mia auto è nera”! Il Glasurit Color Profi System aiuta il carrozziere a trovare la perfetta combinazione cromatica.
16
© ip
cm

42 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
By EuropolveriSandrigo (VI), [email protected]
EUROPOLVERI IS ISO 14001 CERTIFIEDEuropolveri è certifi cata ISO 14001
Qualità, ambiente ed innovazione sono in Europolveri (rif. foto d’apertura) degli imperativi che
coinvolgono tutte le fasi del processo produttivo.Il materiale prodotto viene considerato realmen-
te disponibile solo a seguito della conferma, da par-te del controllo quali-tà, della rispondenza del materiale ai requisiti ri-chiesti. La qualità del pro-dotto, il mantenimento e miglioramento dei relati-vi standard sono stretta-
mente correlati al lavoro di ricer-ca, settore che svolge un ruolo decisivo e che in Europolveri è in continua evoluzione. Per ottempe-rare a tale scelta Europolveri ha dotato gli impian-ti di sofisticati sistemi di abbattimento dei residui e provvede ad una costante ottimizzazione del lo-ro funzionamento per il contenimento dei consumi energetici e per ridurre l’impatto ambientale.
Q uality, environment and innovation are Europolveri’s (ref. opening photo) core values
that involve every manufacturing process stage. The material manufactured is considered available only after the confi rmation - by the Quality Control – of the material compliance to the requirements. Quality of the product, maintenance and improvement of the relative standards are strictly connected to the research job, a very important fi eld in continuous evolution in Europolveri. In order to comply with this choice, Europolveri equipped its plants with sophisticated systems dedicated to reduce residues, providing a constant optimization for their functioning in order to contain energy consumption and reduce the environmental impact.
© Europolveri

HIGHLIGHT OF THE MONTH
Europolveri ha attuato una irrinunciabile scel-ta aziendale a tutela della salute e sicurezza dell’ambiente di lavoro e degli utilizzatori, l’in-tera produzione è infatti priva di TGIC/piombo. Queste caratteristiche di dinamicità, di compe-tenza e di qualità, hanno permesso a tutto il si-stema aziendale Europolveri di ottenere, già da tempo, il massimo riconoscimento internazio-nale; è stato infatti certificato fin dal novembre 1993, in accordo con la norma ISO 9002, da BVQI (Bureau Veritas Quality International - fig. 1). Ad Europolveri spetta inoltre il titolo di aver ottenuto, prima in Italia nel settore specifico (15/09/1994), l’ambita certificazione ISO 9001.Quest’anno Europolveri ha ottenuto la certifi-cazione sul Sistema di Gestione Ambientale ISO 14001 (fig. 2). ISO 14001 fa parte di una serie di norme internazionali impostate sui principi di un Sistema di Gestione Ambientale che preve-de le fasi di pianificazione, esecuzione, control-lo e azioni di miglioramento e definisce i requi-siti più importanti per individuare, controllare e monitorare gli aspetti ambientali di qualsiasi Organizzazione che abbia una corretta gestio-
Europolveri has implemented an indispensable business decision to protect the health and safety of both workplace environment and users: The entire production is, in fact, TGIC/lead free. These characteristics of dynamism, competence and quality allowed Europolveri entire corporate system to obtain - for some time - the highest international level: In fact, it has been certifi ed - since November 1993 - in accordance with ISO 9002 by BVQI (Bureau Veritas Quality International - Fig. 1). Europolveri was also the fi rst company in Italy in the specifi c sector to obtain the coveted ISO 9001 certifi cation on the 15th of September 1994.This year Europolveri obtained the ISO 14001 certifi cation on the Environmental Management System (Fig. 2). ISO 14001 is part of a series of international standards based on the principles of an Environmental Management System that includes planning, execution, control phases and enhancing actions. It defi nes the most important requirements for highlighting, controlling and monitoring the environmental aspects of any organisation that has a correct management of environmental issues.

44 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Europolveri is ISO 14001 Certifi ed
ne delle problematiche ambientali. L’attenzione al-la protezione dell’ambiente migliora l’immagine di un’azienda e, al tempo stesso, la corretta gestione delle problematiche ambientali, dà un impulso di ti-po organizzativo e stimola la competitività azienda-le. Questi i principali benefici ottenuti dall’’introdu-zione in Europolveri di un sistema di gestione che permette di modulare l’organizzazione aziendale e le procedure connesse al ciclo di produzione in fun-zione del continuo miglioramento dei risultati in termini di qualità dell’ambiente esterno e della qua-lità complessiva del sistema di gestione. Alcuni tra i vantaggi immediati dell’adozione di un Sistema di Gestione Ambientale ISO 14001 sono:- maggiore fiducia da parte di clienti, investitori,
pubblico e comunità- migliore controllo dei costi e risparmio di materie
prime ed energia impiegate- chiarezza nella gestione e facilitazioni nelle richie-
ste di permessi e autorizzazioni ambientali- riduzione dei premi assicurativi relativi alla possi-
bilità di incidenti ambientali- riduzione delle garanzie finanziarie ove previste
dalla normativa vigente. La qualità in tutti i suoi aspetti è elemento fonda-mentale per Europolveri, l’attenzione rivolta al ri-spetto della normativa cogente e la propensione ad investire nel medio-lungo periodo in progetti a ri-svolto ambientale conferma la volontà al costante miglioramento nel riguardo delle politiche da adot-tare per il futuro, perchè la qualità dei prodotti non debba influire negativamente sulla qualità dell’am-biente.
The attention to the environment protection improve corporate’s image and - at the same time - the proper management of the environmental issues, giving a drive to the organization and stimulating corporate competitiveness. These represent the main benefi ts obtained by Europolveri after the introduction of a management system that allows to modulate company organization and the procedures connected to the production cycle - on the basis of the continuous improvement of the results in terms of external environment quality and overall quality of the management system. Some of the immediate benefi ts of adopting an ISO 14001 Environmental Management System are: - Increased confi dence of customers, investors, public
and the community- Better control of costs and savings in raw materials and
energy used- Clarity in the management and facilities in handling
requests for permits and environmental authorizations- Reduction of insurance premiums relating to the
possibility of environmental accidents- Reduction of fi nancial guarantees where required by
law. The quality - in all its aspects - is fundamental for Europolveri. The attention given to the compliance with the mandatory legislation and the propensity to invest in medium- and long-term projects with environmental aspects confi rms the total commitment to continuous improvement regarding the policies to be adopted for the future, because the quality of the products should not adversely aff ect the quality of the environment.

Politecnico di MilanoPiazza Leonardo da Vinci 32ore 14.00/18.00
IL MERCATODELL’AUTOVETTURAITALIANA: L’INTERA FILIERA A CONFRONTO PER VALORIZZARE L’INDUSTRIA NAZIONALE
Con il patrocinio di: In collaborazione con:
IPCM
RMO
L’IndustriaMeccanica
14/10/
2014

46 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Klaus KarnerTIGER Drylac Italia S.r.l.Bergamo, [email protected]
TIGER COATINGS IS AUSTRIA’S BEST FAMILY-RUN COMPANYTIGER Coatings è la miglior azienda austriaca a conduzione famigliare
W ith 1,200 employees, an annual turnover of 232.9 million Euros in 2013 and more than 80
years of history, the specialist in paints and eff ects from Wels, Austria, TIGER Coatings, got their nose in front and managed to win both the regional prize for Upper Austria and the national Austrian one as best family-run company.Elisabeth Berghofer (Fig. 1), the Chairperson of the Supervisory Board and fourth generation family owner says: “We are very proud that TIGER Coatings has received this award. I would like to thank all our staff members whose hard work is the foundation of our company’s success”.The prize was awarded as part of a competition sponsored by the WirtschaftsBlatt newspaper (Fig. 2) in cooperation with Bankhaus Spängler, the Austrian Notaries Federation, and BDO Austria. A distinguished jury, including Economics Minister Reinhold Mitterlehner,
C on 1.200 dipendenti, un fatturato annuo di 232,9 mi-lioni di Euro nel 2013 e più di 80 anni di storia, l’azien-
da specializzata in vernici ed eff etti TIGER Coatings (Wels, Austria) si è aggiudicata sia il premio regionale per l’Alta Austria sia il premio nazionale austriaco come migliore azienda a conduzione famigliare.Elisabeth Berghofer (fi g. 1), Presidente del Consiglio di Sorveglianza e appartenente alla quarta generazione del-la famiglia proprietaria, dichiara: “Siamo molto orgogliosi che TIGER Coatings abbia ricevuto questo riconoscimento. Desidero ringraziare tutti i membri del nostro staff , il cui duro lavora costituisce le fondamenta del successo della nostra azienda”.Il premio è stato assegnato nell’ambito di una competizio-ne sponsorizzata dal quotidiano austriaco WirtschaftsBlatt (fi g. 2), in collaborazione con Bankhaus Spängler, la Fe-derazione Austriaca dei Notai e BDO Austria. Una giuria prestigiosa, nella quale spiccava il Ministro delle Finanze
Opening photo:Window and facade elements fi nished with powder coating products from TIGER can be found on fascinating buildings all over the world, e.g. the Library and Learning Center in Vienna, designed by Zaha Hadid Architects.
Foto d’apertura:elementi di fi nestre e facciate fi niti con vernici in polvere TIGER si possono trovare in tutto il mondo su edifi ci prestigiosi, per esempio il Library and Learning Center di Vienna, progetto da Zaha Hadid Architects.
© Fe
lix Fr
iedm
ann
| G
IG Fa
ssad
en G
mbH

HIGHLIGHT OF THE MONTH
Industrial Wastewater Purifi cation and
Treatment Plants
Chemical-Physical Plants
Rain Water Treatment Plants
Quarzite and Carbon Filters
Mechanical Filtersof various kind
Osmosis Plants
Demineralization Systems
Oil Separators
Sedimentation Systems
Vacuum Concentrators
Automatic Cleaning Plants for Moulds Cooling Coils
Flotation Units
Product Dosing Unit
Treatment Control Units
Sludge Treatment Systems
Maintenance of Wastewater Treatment Plants
Design and Manufacturing of Plants for Industrial Wastewater Treatment
Study and development of custom-made systems
Technical Services and support
www.waterenergy.it
Water Energy SrlVia R. Morandi 2540018 S. Pietro in Casale BO - ItalyTel. +39 051 6630725Fax +39 051 [email protected]
assessed Austrian family-run companies on their economic development over the last few years. Additional criteria of the assessment included “sustainability”, “cultural values” and “foundations”.
Surface fi nishing solutionsSince its establishment in the early 1930s by the Berghofer family, TIGER has become an internationally operating enterprise. Today, TIGER Coatings is a leading manufacturer of surface fi nishing solutions for a wide variety of industrial applications. In the powder coatings industry, the family-run company is even the sixth-largest player worldwide. The global group of companies headquartered in Wels, Austria covers about 50 countries. Surfaces fi nished with powder coating and digital printing solutions from TIGER can be found on many everyday products such as window and façade elements (ref. opening photo), car wheels, carbon fi bre parts, solar panels, machines, furniture, refrigerators or shopfi ttings.
Hidden champion“As a management-led family-run company, we are proud to be playing in the World Series of our sector of industry“, says Clemens Steiner, CEO of TIGER Coatings. “Our ten production facilities worldwide, our three R&D centers in Europe,
austriaco, Reinhold Mitterlehner, ha valutato le azien-de austriache in base al loro sviluppo economico negli ultimi anni. Tra gli altri criteri di valutazione, “sosteni-bilità”, “valori culturali” e “fondamenta”.
Soluzioni per la fi nitura delle superfi ciA partire dalla sua fondazione, avvenu-ta nei primi anni ‘30 ad opera della fami-glia Berghofer, TIGER si è costantemente svi-luppata per diventare oggi un’impresa atti-va a livello mondiale. TIGER è uno dei pro-duttori leader di solu-zioni per la fi nitura su-perfi ciale per un’ampia gamma di applicazioni industriali. L’azienda a conduzione familiare è il sesto produttore di vernici in polvere a livello globale. La se-de principale del grup-po, operante in 50 Pa-esi, si trova a Wels, in Austria. Le superfi ci verniciate in polvere e stampate in digitale con soluzioni TIGER si trovano in molti ogget-ti e prodotti che fan-no parte della nostra quotidianità, come ad esempio elementi di
fi nestre e facciate (rif. foto d’apertura), pneumatici, componenti in fi bra di carbonio, pannelli solari, mac-chinari, mobili, frigoriferi e arredamenti per negozi.
Hidden champion“Siamo un’azienda a conduzione familiare orgoglio-sa di essere uno dei leader mondiali del nostro setto-re”, aff erma Clemens Steiner, CEO di TIGER Coatings. “I nostri dieci stabilimenti di produzione nel mondo, i tre centri di ricerca e sviluppo in Europa, nei Paesi
1
The TIGER Coatings management team: Majority owner and CEO Kurt Berghofer (2nd from left), CEO Clemens Steiner (right) and Reinhold Freiseisen, Chief Financial Offi cer and Executive Board Member (left) with Chairperson of the Supervisory Board, Elisabeth Berghofer.
La squadra dirigenziale di TIGER Coatings: il socio di maggioranza e CEO Kurt Berghofer (secondo da sinistra), il CEO Clemens Steiner (destra), Reinhold Freiseisen, Chief Financial Offi cer ed Executive Board Member (a sinistra) ed Elisabeth Berghofer, Presidente del Consiglio di Sorveglianza.
1 © TIGER Coatings GmbH & Co. KG

48 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Tiger Coatings is Austria’s Best Family-Run Company
NAFTA and China and our export quota from Austria of more than 70 percent show that we have a global partnership with our customers. Our transformation from a local paint manufacturer to a global supplier of surface fi nishing solutions makes us a ‘Hidden Champion’“. “The worldwide sales network that we have set up makes possible extremely short delivery times, which our customers greatly appreciate”, continues Mr. Steiner. Apart from this the Austrian global player’s great strengths are in niche applications: “We just keep on succeeding in fi nding innovations for untapped markets and scoring points with our fast delivery times and perfect service”.
Powder coatings pioneerOriginally producing only liquid coatings, in 1968 TIGER was one of the fi rst companies to enter the previously unknown fi eld of powder coating technology. The development and production of a wide range of powder coatings - environmentally friendly and economical to use - soon became the focus of its product line.Kurt Berghofer, majority owner of TIGER Coatings and global CEO, remembers: “A former school friend told me about this interesting new project. My team and I were very excited and in 1968 we began with a small-scale development plant. By 1971, we were already starting up our fi rst full-scale production line. With their technological advantages of eco-friendliness and easy, clean workability - not to
NAFTA e in Cina, e le percentuali di esportazione dall’Au-stria che superano il 70% dimostrano come siamo vicini ai nostri clienti in ogni angolo del mondo. Il percorso intra-
preso, che da produtto-re locale di vernici ci ha trasformati in un fornito-re mondiale di soluzioni per la fi nitura superfi cia-le, fa di noi un «Hidden Champion», un campio-ne nascosto“. “La rete di vendita mon-diale di cui disponiamo ci consente di garanti-re brevi tempi di conse-gna, molto apprezzati dai nostri clienti”, prose-gue Steiner. Gli altri pun-ti di forza dell’azienda austriaca sono le appli-cazioni di nicchia: “Con-tinuiamo a investire in innovazione per i merca-ti ancora vergini e otte-niamo la fi ducia dei no-stri clienti grazie ai brevi tempi di consegna e a un servizio perfetto”.
Pioniere nelle vernici in polvereOriginariamente ope-rante soltanto nel set-tore della vernice liqui-da, TIGER nel 1968 fu la prima azienda che spe-rimentò la tecnologia
della vernice in polvere, allora ancora sconosciuta. Lo svi-luppo e la produzione di un’ampia gamma di vernici in pol-vere, ecologiche e particolarmente effi cienti, diventarono così il cuore della linea di prodotti del gruppo.Kurt Berghofer, Global CEO e detentore della quota di maggioranza di TIGER Coatings, ricorda: “Un vecchio ami-co di scuola mi raccontò di questo nuovo progetto interes-sante. La mia squadra ed io ne fummo molto entusiasti e nel 1968 iniziammo con una produzione in piccola sca-la. Nel 1971 arrivammo già a realizzare la nostra prima li-nea completa di prodotti. Grazie ai vantaggi tecnologici, all’ecocompatibilità, al metodo di lavorazione semplice e
2
The cover page of the article about the prize awarded to TIGER in the issue of WirtschaftsBlatt.
La pagina di apertura dell’articolo pubblicato su WirtschaftsBlatt riguardante il premio assegnato a TIGER.
2
© W
irts
chaf
tsBl
att

HIGHLIGHT OF THE MONTH
pulito e, non da ultimo, al risparmio sui costi, la vernice in polvere TIGER Drylac® riuscì a sostituire velocemente le vernici convenzionali che contenevano solventi. Nel 1971 iniziammo ad esportare i nostri prodotti”.
Fornitore mondialeNegli anni ‘80 inizia la fase di espansione dell’azienda. Vengono create le reti di distribuzione prima a Los Angeles (USA) e successivamente in Canada. Inizia la commer-cializzazione di TIGER Drylac® Coating a livello globale. Insieme all’attuale CEO Clemens Steiner, Kurt Berghofer ri-volge negli anni ‘90 lo sguardo ad oriente. Nel 1982 John Naisbitt anticipava questa tendenza nel suo bestseller “Megatrends Asia”. TIGER analizza anche il resto del pia-neta alla ricerca di mercati interessanti. Clemens Steiner precisa: “L’obiettivo della nostra espansione è sempre sta-to quello di essere vicini al mercato e ai clienti. Questa è stata la strategia che ha dato vita a TIGER, una multinazio-nale gestita da privati, una realtà che opera in 50 paesi e permette ai nostri 1.200 collaboratori di lavorare per i no-stri clienti in tutto il mondo”.
mention costsavings - our TIGER Drylac® powder coatings soon managed to supplant conventional solvent-containing stoving paints. We began exporting as early as 1971”.
Global supplierIn the 1980’s, the time for expansion has come. A sales organisation was founded in Los Angeles (USA), followed by Canada. Constant expansion of worldwide sales of TIGER Drylac® Coating began. Together with today’s CEO Clemens Steiner, Kurt Berghofer looked east in the 1990’s. “Megatrends Asia” was how futurologist John Naisbitt put it in his 1982 bestseller, and TIGER analysed the rest of the globe as well in the search for attractive markets. Clemens Steiner explains: “The goal of our expansion has always been to be close to the market and close to the customer – and this is the strategy which has given rise to today’s privately-owned multinational network that covers 50 countries and enables our 1.200 TIGER employees to serve globally active clients all over the world”.
www.wiwa.com
AIRLESS 270 The next generation airless equipment
Visit us at SMM Hamburg at Hall B5, Stand B5.513

50 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Alessia Venturiipcm®
PAINTING RACING BIKES’ FRAMES: HANDICRAFT PROVIDES ADDED VALUE WITH CUTTING EDGE TECHNOLOGIESVerniciatura telai per bici da corsa: l’artigianato che dà valore con tecnologie all’avanguardia
F ra le tante eccellenze industriali che il Veneto può van-tare vi è anche quella del ciclo: molti dei marchi più ri-
nomati per gli appassionati di bici da corsa e di mountain bike hanno il proprio sito produttivo nelle province venete. Qui, producono biciclette all’avanguardia, super-leggere e con fi niture esteticamente ineccepibili, con colori ed ef-fetti spesso derivati dal settore auto (fi g. 1).La verniciatura delle biciclette è un’operazione alta-mente tecnologica ma con caratteristiche di artigiana-lità: i materiali in carbonio (fi g. 2) o leghe super legge-re devono essere trattati da specialisti dotati di grande esperienza, manualità ma anche delle ultime innova-zioni in tema di apparecchiature applicative e di pro-dotto verniciante.Per questo la fi nitura delle biciclette è spesso deman-data a terzisti specializzati. Lumar Colors di Borcoricco (PD) è uno di questi: al suo interno svolge l’intero proces-so di fi nitura, che inizia dalla progettazione della grafi ca e dei loghi personalizzati fi no alle diverse soluzioni per la verniciatura.Un processo produttivo articolato in minuziose operazio-ni rende unico il prodotto di Lumar Colors, che in vent’an-ni di attività si è dotata delle tecnologie industriali più re-centi per off rire quel livello qualitativo e quella cura che la distingue dai concorrenti e la rende l’interlocutore pri-
B ikes’ production is one of the several examples of industrial excellence that Veneto can be proud of: Many
of the most prestigious brands, known to racing bike’s and mountain bike’s fans, have their production site in Veneto’s provinces. Here they produce cutting edge and super light bikes, with aesthetically impeccable fi nishes, whose colours and eff ects are often borrowed from the cars’ sector (Fig. 1).Painting a bike is an highly technological operation but has some characteristics of the handicraft production: Carbon materials (Fig. 2) or super light alloys must be treated by very experienced specialists, with proper manual skills and up to date with the latest innovations concerning application equipment and painting products. For these reasons bikes’ fi nishing operations are often devolved upon specialist sub-contractors. Lumar Colors from Borcoricco (PD) is one of them: It carries out the whole fi nishing process that starts with the design of graphics and personalised logos and ends with the application of the diff erent paints solutions. A production process structured around meticulous operations makes Lumar Colors solutions unique in their kind. The company, during a 20-year activity, has endowed itself with the most recent industrial technologies in order to provide the quality level and attention for detail that made it diff erent from its competitors, standing out as a privileged
© photos courtesy of Wilier Triestina and Kemo
Opening photo:Two bicycles painted by Lumar Colors for Wilier Triestina (on the left) and Kemo (on the right).
Foto d’apertura:due modelli di biciclette verniciati da Lumar Colors per Wilier Triestina (a sinistra) e Kemo (a destra).

51
FOCUS ON TECHNOLOGY
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
vilegiato per i grandi marchi di biciclette da corsa, italia-ni e stranieri. Plotter per la progettazione grafi ca, sistemi di mascheratura ad hoc, atomizzatori ad alta effi cienza di trasferimento, miscelatrici per una corretta e costante applicazione del trasparente.
Storia di una passionePer la famiglia Marangon, verniciare biciclette è una mis-sione più che un lavoro. Luca Marangon ha fondato la Lumar Colors nel 1992 forte della grande esperienza ac-cumulata al fi anco del padre, anch’egli noto verniciato-re di biciclette. “La nostra è una missione più che un la-voro. Il lavoro deve piacere e appassionare: senza questi due elementi non si va molto lontano - esordisce Maran-gon nell’accoglierci presso l’offi cina di verniciatura - Ho sempre lavorato con mio padre e mio zio nell’azienda di famiglia, specializzata nella verniciatura di biciclette. Erano però gli anni ’80: al tempo non si dava ancora mol-to peso alla qualità della fi nitura estetica, sebbene l’esi-genza iniziasse a diventare palpabile. A 23 anni ho inau-gurato la mia attività introducendo nuove tecnologie, dai plotter per le personalizzazioni dei telai ai software in-novativi per progettarli e disegnarli, fi no alle pistole di verniciatura di ultima generazione e alla miscelatrice del trasparente che ci consente di monitorare perfettamen-te la catalisi per un risultato ottimale. Per la verniciatu-ra abbiamo sviluppato un rapporto molto stretto con CM Spray, che ci ha fornito sia le pistole di applicazione che la miscelatrice, poiché è un’azienda molto presente sul territorio, con prodotti affi dabili e con un servizio di assi-stenza veloce, aspetto per noi fondamentale”.Oggi Lumar Colors si estende su un capannone di 1.000 m2 e ha 15 dipendenti, tutti operatori super specializzati che si sono formati sul campo.
interlocutor for the great brands producing racing bikes, in Italy and abroad. Plotters for graphic design, costumer made masking systems, high transfer effi ciency atomisers, mixers for a correct and constant application of the clear coat.
The story of a passionFor the Marangon family painting bikes is a mission not just a job. Luca Marangon founded Lumar Colors in 1992 after the great experience achieved working beside his father, also well-known bikes’ painter. “For us this is a mission more than a job. People should enjoy what they do and be passionate about it: Other ways they will not go a long way - begins Marangon while he leads us to the paints’ workshop - I have always worked with my father and my uncle in the family company, specialised in painting bikes. This happened in the 80s: At that time quality of the aesthetic fi nish was not a great concern, although this type of need started to become palpable. When I was 23 I inaugurated my own activity introducing new technologies: Plotters for frames’ personalization, innovative pieces of software to design and draw, last generation paint guns and the clear coat’s mixer that allows us to perfectly monitor catalysis with excellent results. For the paint’s application we have developed a strong partnership with CM Spray, that provides both the application guns and the mixer. We have chosen them for their presence in the area, their reliable products and a fast technical assistance service, the latter aspect being fundamental for us”. At present Lumar Colors occupies a 1.000 m2 shed, has 15 employees, super specialised operators trained on the fi eld.
1
Some frames of racing bicycles coloured in pearl white: One of the trendy colours also in the cars’ sector.
Alcuni telai di biciclette da corsa verniciati color bianco perla, uno dei colori di tendenza anche nel settore auto.
2
Unrefi ned frames before they are painted.
Telai grezzi prima della verniciatura.
12
© ipcm © ipcm

52 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Painting Racing Bikes’ Frames: Handicraft Provides Added Value with Cutting Edge Technologies
Un processo che coniuga artigianalità e industrializzazioneLumar Colors vernicia telai di gamma alta e molto al-ta, prodotti il cui costo fi nale giustifi ca una spesa mag-giore per la verniciatura. Il processo produttivo inizia con la progettazione grafi ca (fi g. 3). Normalmente ogni azienda di biciclette ha il suo grafi co, che può essere in-terno o un’agenzia esterna. Lumar Colors collabora con questi designer per realizzare industrialmente il pro-getto grafi co.“Per questo motivo ci occupiamo di tutte le prime campiona-
ture, anche di quelle biciclette che saranno poi prodotte in Cina, come nel caso delle produzioni di un nu-mero elevato che noi non siamo in grado di sostenere, pur essen-do una delle vernicia-ture di biciclette più grandi d’Italia - spie-ga Luca Marangon - Noi, di contro, siamo molto fl essibili e pos-siamo verniciare an-che lotti piccoli o mol-to piccoli, ad esempio
10 telai con 3 colori e decorazioni diverse, mantenendo sem-pre lo stesso livello qualitativo. Lavoriamo principalmente per clienti italiani, Wilier Triestina, Kemo (rif. foto d’apertura), Kuota, Battaglin, Full-Dynamix, Dedacciai, Moser, Somec, Viner, ma stiamo realizzando progetti anche per clienti olan-desi, inglesi e per una nota azienda americana. Lavoriamo
A process that combines handicraft and industrial productionLumar Colors paints high and very high profi le frames, products whose costs justify an higher expenditure for the paint’s application. The production process starts with the graphic design (Fig. 3). Generally every bike company has its own graphics specialist that can work internally or be provided by an external agency. Lumar Colors collaborates with these designers on the industrial implementation of the graphical project.“For this reason we work on all the initial sampling, also for those bikes that will be eventually produced in China, which happens when the number of bikes to be produced is very high and we are not able to handle it (although we are one of the greatest Italian bikes’ painters) - explains Luca Marangon - Conversely, we are very fl exible and we can also take care of small and very small jobs such as 10 frames with 3 diff erent decoration colours, always keeping the same quality level. We mainly work for Italian clients, Wilier Triestina, Kemo (ref. opening photo), Kuota, Battaglin, Full-Dynamix, Dedacciai, Moser, Somec, Viner, but we are also working on projects with Dutch and English clients
3
Luca Marangon working on the graphics’ design of a Wilier Triestina frame.
Luca Marangon alle prese con la progettazione della grafi ca per un telaio Wilier Triestina.
4
Detail of a carbon frame with exposed fi bre. This type of frame arrives in Lumar already covered in its transparent resin.
Dettaglio di un telaio in carbonio con fi bra a vista. Questo tipo di telai arriva in Lumar con la resina trasparente già applicata.
5
Manual sanding of a frame.
La carteggiatura manuale di un telaio.
3 4
5
© ipcm © ipcm
© ip
cm

Sistema automatico dimiscelazione delle vernici liquide pluri-componenti
con metodo proporzionale
Sistema di verniciatura a polveri senz’aria DDFP o w d e r c o a t i n g s y s t e m A i r l e s s D D F
Partners:
A u t o m a t i c m i x i n g o f m u l t i - c o m p o n e n tl iqu id pa int s wi th a proportionate system
w w w. c m s p r a y. i t
c m s p r a y @ c m s p r a y . i t
CM SPRAY s.r.l.
anche con aziende medio-piccole che richiedono personalizzazioni estreme. All’estero il nostro marchio ‘made in Italy’ sulla fi nitura è mol-to apprezzato e ricercato e le aziende ci chiedono suggerimenti anche nel caso di telai che presentano già un loro artwork”.Nella maggior parte dei casi il telaio in carbonio (ossia il 90% della pro-duzione, mentre il restante 10% è alluminio o acciaio) arriva alla verni-ciatura già con le resine di base applicate o con un trasparente applica-to (fi g. 4). In alternativa, i telai possono arrivare già carteggiati “ready to paint”.In alcuni casi l’azienda interviene applicando una mano ulteriore di resina poliestere bi- o tri-componente per livellare le imperfezioni e una mano di trasparente. Successivamente è carteggiato (fi g. 5) per ri-muovere eventuali colature e preparato per la verniciatura con le ma-scherature adeguate (fi g. 6).
as well as with an important American fi rm. We also work for small and medium enterprises that request extreme customizations. Our ‘made in Italy’ brand is very valued and demanded abroad, where fi rms ask for our suggestions also when it comes to frames already characterised by their own artwork”.In the greatest majority of the cases carbon (that is 90% of the production whereas the remaining 10% consists in aluminium or steel) arrives to the painting workshop already covered with the base resins or with a transparent layer applied (Fig. 4). Alternatively frames can be delivered already sanded and “ready to paint”.In some cases we apply a further layer of bi or tri-component polyester resin, to level imperfections, and one layer of clear coat. Afterwards we sand the piece (Fig. 5) to remove possible spills and we prepare it for painting operations with the proper masks (Fig. 6).
6
A phase that requires an extremely high level of attention and experience: The application of the mask that covers the parts not to be painted, creating the required graphics.
Una fase che richiede altissima precisione ed esperienza: l’applicazione delle mascherature per proteggere le parti da non verniciare e creare la grafi ca richiesta.
© ipcm

54 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Painting Racing Bikes’ Frames: Handicraft Provides Added Value with Cutting Edge Technologies
“Ci sono modelli che richiedo-no una colorazione standard, da catalogo e che corrispondo-no alle campionature approva-te oppure ci sono modelli con una personalizzazione estre-ma che può essere richiesta anche dal privato - prosegue Marangon - Nel settore bi-ci si sta diff ondendo il con-fi guratore di modelli come nel settore auto: ciò consen-te all’acquirente di confi gu-rare l’estetica della propria bicicletta a suo piacimento. In questo caso a noi arriva il te-laio che lui ha ordinato con la scheda tecnica e le specifi che di verniciatura richieste”.Il ciclo di verniciatura vero e proprio prevede l’applicazio-ne elettrostatica di fondo, tin-ta e trasparente fi nale (fi g. 7).
Per raggiungere la qualità richiesta, giocano un ruolo fonda-mentale sia le vernici che le apparecchiature utilizzate.“Le pistole elettrostatiche CM Spray ci garantiscono un ven-taglio di spruzzatura ottimale e un’ottima effi cienza di tra-sferimento. Da 4 anni abbiamo installato una miscelatri-ce automatica (fi g. 8) per la catalisi del trasparente, di cui consumiamo giornalmente grosse quantità - spiega Luca
Marangon - La miscelazione automatica è stata una scelta positiva ai fi ni dell’effi cienza: sebbene il nostro personale sia specializzato e la costanza di miscelazione fosse buona anche manualmente, la mi-scelatrice automatica di CM Spray ci ha consentito di ri-durre gli sprechi quasi a zero e di rifi nire ulteriormente la qualità. Per i prodotti verni-cianti ci affi diamo al marchio Palinal, sia per le tinte di base per cui utilizziamo il tintome-tro che per il trasparente: oggi vanno molto i colori sgargian-ti e fl uorescenti come gial-lo, rosso, arancione e verde.
“Some models require standard colours, from catalogue, and corresponding to the approved sampling. Other models are extremely personalised, sometimes due to a client request - explains Marangon - In the bikes’ sector models’ confi gurators, similar to those used in the cars’ industry, are more and more frequent: They allow the buyer to confi gure the aesthetics of his bike to his own taste. In this case we receive the frame he ordered, a technical sheet and the required painting specifi cations”.The actual painting cycle consists in the electrostatic application of primer, base coat and clear coat (Fig. 7). In order to achieve the required quality level, a key role is played by paints and the equipment used.“The CM electrostatic guns ensure an excellent spraying array and an optimum transfer effi ciency. 4 years ago we installed an automated mixer (Fig. 8) for the catalysis of the clear coat, used in large quantities every day - explains Luca Marangon - Automated mixing was a good choice in relation to effi ciency: Although our employees are specialised, and also manually we could achieve a good constant mixing, the CM Spray automated mixer allowed us to reduce waste and to further refi ne quality. The painting products, both the basecoat for which we use a tintometer, and the clear coat, are provided by Palinal; at present bright and fl uorescent colours, such as yellow, red, orange and green, are very trendy. For primers, and for particular needs, we work
7
The fi nal clear coat application.
L’applicazione del trasparente a fi nire.
8
The control unit for the mixer of the bi-component clear coat.
La centralina di miscelazione automatica del trasparente bi-componente.
7
8
© ipcm
© ipcm

55
FOCUS ON TECHNOLOGY
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
Per i fondi e per esigenze particolari, invece, ci affi diamo a 4V Coatings, che ha messo a punto i fondi in base alle specifi che particolari legate ai materiali dei nostri telai. Ad esempio, per alcuni telai in alluminio hanno creato una tinta su misura per noi che evitava l’applicazione del fondo e sui cui potevamo applicare gli adesivi ad acqua e il trasparente a fi nire”.
Conclusioni“Ultimamente la concorrenza cinese ci sta dando fi lo da torcere - conclude Luca Marangon - sia per i costi in-feriori della manodopera, sia per il fatto che la qualità dei loro prodotti è decisamente migliorata negli anni. Tuttavia, la forbice di prezzo non è più elevata come una volta: adesso il divario è spesso inferiore al 50%. Nel settore delle bici di alta gamma ciò non giustifi ca più la delocalizzazione della verniciatura in Cina: è più importante avere un terzista affi dabile, fi dato e super specializzato come Lumar Colors, in grado di soddisfa-re richieste di fi niture sempre più ardite e di risolvere con creatività e fl essibilità eventuali intoppi produttivi (fi g. 9)”.
with 4V Coatings who has created specifi c primers suitable for the specifi cations related to the materials of our frames. For examples, for the aluminium frames they have produced a paint customised on our needs that allows to avoid the primer application and on which water decals and the fi nal clear coat could be directly applied”.
Conclusions“Over the last period Chinese competition is challenging us - concludes Luca Marangon - and this is due to their lower workmanship costs and to the signifi cantly increased level of quality achieved by their products over the last years. However, the price scissors are not as high as they were some time ago; at present the diff erence is below 50%. In the sector of high-profi le bikes this does no longer justify de localization to China of painting operations: It is more important to be able to rely on a trusted and super specialised sub-contractor, as Lumar Colors is, able to address more and more challenging fi nishing requirements and to resolve, in a creative and fl exible way, any production glitch (Fig. 9)”.
9
Also ipcm has its own personalised frame!
Anche ipcm ha il proprio telaio personalizzato!
9
9
© ip
cm

www.poliefun.org / [email protected]
Poliefun Dipartimento di Chimica, Materiali e Ingegneria Chimica “Giulio Natta” Dipartimento di MeccanicaPolitecnico di Milano / Piazza Leonardo da Vinci 3220133 Milano
Segreteria [email protected] / telefono 02 89054867
040914‘
L’ingresso agli associati è gratuito,la quota di partecipazione
ai non associati è di € 100,00: si consiglia di comunicare la propria adesione
all’indirizzo mail [email protected] per riservare un posto in sala.
04 settembre 2014Politecnico di Milano
Dipartimento di Chimica, Materiali e IngegneriaChimica “Giulio Natta”
Piazza Leonardo da Vinci 32/Aula Natta___14.00/14.30 Registrazione partecipanti
___14.30/17.30 Seminario
Presentazione del tema del seminario Paolo Gronchi - Politecnico di Milano
Relazioni tra struttura e proprietà in superfici idro e oleofobicheStefano Turri - Politecnico di Milano
Dynamical characterization of hydrophobic surfaces and its application for icing mitigation Marco Marengo - University of Brighton (UK)
Determination of surface tension of ceramic powders for industrial useSara Ottoboni - Politecnico di Milano
Chemical bonding of perfluoropolyether backbone to carbon-based nanomaterials results and perspective Walter Navarrini - Politecnico di Milano
Superfici idrofobiche e superfici superidrofobiche come aspetto innovativo del trattamento superficiale Giandomenico Vita - Smaltiriva-Praxair srl - Monte Marenzo (LC)
SEMINARI POLIEFUN_Modulazionedelle proprietàinterfacciali come aspetto innovativo per l’industria: idrofobicità e oleofobicitàOggi ci si è resi conto dell’importanza di una conoscenza approfondita delle
proprietà di superficie e di una loro gestione mirata a nuove produzioni. La
chimica e la fisica hanno gettato le basi cognitive su cui molta ricerca applicata
si svolge e molte applicazioni industriali nei settori più diversi trovano ragione
della loro realizzazione. Un esempio fra tutti, molte proprietà dei polimeri
sono fortemente influenzate dalle cariche incorporate, dalle seconde fasi.
Le interazioni interfacciali tra la fase organica e le cariche determinano le
proprietà meccaniche. Così il controllo di queste proprietà è basilare in molte
applicazioni. Gli stessi materiali interagiscono con l’ambiente attraverso le
forze di dispersione di London e le interazioni acido-base. Migliaia di esempi
si possono addurre a sostegno delle affermazioni precedenti per i materiali più
diversi. I settori industriali coinvolti e che possono sviluppare nuovi prodotti
vanno dal tessile all’arredo, dall’elettrodomestico all’auto, dalla chimica al
farmaceutico, dall’aereonautico al meccanico, dall’energia all’elettricità,
all’informatica, ai trasporti.

ALUMINIUM 2014
10. Salone mondiale e Congresso
7.–9.10.2014 | Fiera di Düsseldorf
www.aluminium-messe.com
Organised by Partners
4
Le visioni diventano realtà.

58 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine58858 N. 28 - 20144444 J J J J JULULULULYY/YY/AUAUAUGUGGUUUG STSTSTST - --- ii iiinternational PAINTTTT&&C&CCOAAOAATITT NGGG mmagagazazzinini ee
POWDER COATING WITH QUICK COLOUR CHANGE: PRODUCTION VERSATILITY AND SPEED TO ADDRESS THE CURRENT CHANGES IN THE CONTRACTING MARKETVerniciatura a polveri con cambio colore rapido: versatilità e velocità di produzione per affrontare le evoluzioni del mercato del terzismo
Monica Fumagalliipcm® “L e PMI, le piccole e medie aziende italiane, sono
il traino della ripresa”. Questo è quanto si sente spesso ripetere quando si aff ronta la complessa situa-zione economica europea. Nel settore della verniciatura conto terzi è quanto anche noi possiamo concludere do-po aver visitato una realtà di spicco del territorio veneto, la società Rigodanza Maurizio di Noventa Vicentina (VI), specializzata nella verniciatura a polveri di manufatti di varie dimensioni provenienti dai settori più diversi, dalla carpenteria piccola e media (rif. foto d’apertura) ai ter-mosifoni e condizionatori, dalle lampade ai casalinghi, in particolare stendibiancheria prodotti da aziende leader del settore, ai componenti di arredo per interno, come le scarpiere.“Ho iniziato la mia attività di verniciatore nel 1975 – ci spiega Maurizio Rigodanza, titolare dell’azienda omoni-ma (fi g. 1) – inizialmente come carrozziere, poi, nel 1980, ho trasferito la mia attività in un capannone di 700 m2
“I talian SMEs, small and medium-sized companies, are the pillars of the recovery”:
this is what is often heard when talking about the complex economic situation in Europe. In the contracting coating fi eld, that is what we can conclude, too, after visiting one of the leading players of the Veneto region. Rigodanza Maurizio is a company based in Noventa Vicentina (VI) and specialises in the powder coating of components of various sizes from diff erent sectors: small and medium carpentry parts (Ref. opening photo), heaters, air conditioners, lamps, household products (especially drying racks produced by industry leaders) and furniture components, such as shoe racks.“I started my coating business in 1975 as a body shop,” Maurizio Rigodanza, the owner, says (Fig. 1). “Then, in 1980, I transferred my business in a 700 m2
Opening photo – Some of the products coated by Rigodanza Maurizio. The company works for many diff erent sectors, from components for air conditioners, radiators and heaters to household products and furniture.
Foto d’apertura – alcuni dei prodotti verniciati dalla Rigodanza Maurizio. I settori di provenienza delle commesse per il terzista vicentino sono i più svariati: dai componenti per condizionatori, radiatori e stufe ai casalinghi, all’arredamento di interni.
© ipcm

59
FOCUS ON TECHNOLOGY
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
dotato di un piccolo impianto a polvere a ciclo continuo, per soddisfare le richieste delle aziende del territorio. All’inizio verniciavamo soprattutto sedie particolari per uffi cio e, dopo qualche anno, ci siamo dedicati alla ver-niciatura delle lamiere destinate ai settori più diversi”. L’azienda vicentina, negli anni di trend positivo per l’eco-nomia italiana, dal 1985 al 2000, ha saputo adeguarsi di volta in volta a quelle che erano le richieste del merca-to. “In quel periodo verniciavamo in due turni di lavoro, sei giorni su sette, e, a volte, questa produzione intensi-va non era comunque suffi ciente a soddisfare le richie-
ste dei clienti. Erano anni in cui avevamo molta voglia di cresce-re come azien-da e di miglio-rarci, cercando sempre di resta-re aggiornati sui sistemi di verni-ciatura in conti-nua evoluzione: nel 1993 siamo arrivati ad oc-cupare un nuo-vo capannone di 3.500 m2,
in cui abbiamo installato un nuovo impianto per la verni-ciatura a polveri e, nel 2001, abbiamo costruito un altro magazzino di 2.500 m2”.
Un servizio di qualità anche per piccoli lotti“Oggi i nostri clienti sono costituiti da grandi aziende – prosegue Rigodanza – ma soprattutto da realtà indu-striali più piccole appartenenti a settori diversi: quello che le accomuna è che tutti i prodotti da noi consegna-ti vengono poi esportati all’estero. Generalmente si pen-sa che lavorare con le piccole aziende sia più facile che con le grandi società: noi abbiamo invece riscontrato che senza una fl essibilità produttiva spinta diffi cilmente pos-siamo soddisfare le richieste del cliente che può ordina-re la verniciatura di un lotto la mattina con consegna la sera stessa. Essere in grado di consegnare nei brevissimi tempi richiesti anche piccoli lotti mantenendo un elevato livello qualitativo (fi g. 2) è ciò che ci permette di soprav-vivere in questo mercato così complicato e di fi delizzare il cliente. Ecco perché la fl essibilità, anche tecnologica, per noi è un aspetto fondamentale”.
wide plant equipped with a small continuous powder coating system, to meet the demands of local companies. At the beginning, we mainly treated special desk chairs but, after a few years, we started to coat plates used in the most varied sectors”. In the good years of the Italian economy, from 1985 to 2000, the company has been able to adapt from time to time to the demands of the market. “We worked in two shifts, six days a week, and, at times, this was still not enough to meet the demands of our customers. Those were years when we really wanted to grow and improve as a company, always trying to stay up to date with the evolution of coating systems: in 1993, we occupied a new building of 3,500 m2 where we set up a new powder coating plant and, in 2001, we built another warehouse of 2,500 m2.”
A quality service even for small batches“Nowadays, our clients are large companies,” Rigodanza continues, “as well as smaller fi rms belonging to diff erent sectors: what they have in common is that all the products delivered by us are then exported abroad. It is generally thought that working with small businesses is easier than with large companies: however, we have found that, without a high production fl exibility, we could hardly meet the demands of the customers, who may even order the coating of a lot in the morning for delivery in the evening. Being able to treat also small batches in a very short time while maintaining a high quality level (Fig. 2) is what allows us to survive in such a complex market and build customer loyalty. That is why fl exibility, also in terms of technology, is a vital aspect for us.”
1
Maurizio Rigodanza on the left, with his daughter Erica and his grandchildren Gianluca and Mattia Beggiato.
Maurizio Rigodanza a sinistra, con la fi glia Erica e i nipoti Gianluca e Mattia Beggiato.
1
© ip
cm

60 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Powder Coating with Quick Colour Change: Production Versatility and Speed to Address the Current Changes in the Contracting Market
Velocità e versatilità di applicazione grazie alla nuova cabinaRigodanza è dotata di una linea classica di verniciatu-ra costituita da un impianto di pretrattamento (fi g. 3),
da due cabine di verniciatura a cambio di colore rapido di ultima ge-nerazione (fi g. 4) e da un forno di polimerizzazione.“Da ormai 30 an-ni lavoriamo con Gema Europe, sia-mo arrivati ad ac-quistare la terza generazione delle cabine da loro pro-dotte. Sono state tutte progettate e tarate per produ-
zioni elevate come le nostre: arriviamo infatti a ver-niciare anche 5.000 pezzi al giorno di colori diversi – spiega Maurizio Rigodanza – Nel 2007 abbiamo in-stallato una cabina cilindrica con cambio colore rapi-
Application speed and versatility thanks to the new boothRigodanza is equipped with a conventional coating line constituted by a pre-treatment plant (Fig. 3), two last generation spray paint booths with a quick colour change system (Fig. 4) and a curing oven.“We have worked with Gema Europe for the past 30 years, and we are going to buy their third generation of booths. Their systems are all designed and calibrated for high volume productions like ours: we get to coat even 5,000 pieces per day with diff erent colours,” Maurizio Rigodanza states. “In 2007, we installed a cylindrical booth with
2
A component coated with a metallic powder: it is possible to notice the uniformity of the fi lm. Rigodanza uses Akzo Nobel polyester and epoxy powder coatings.
Un particolare verniciato con polveri metallizzate: è possibile notare la distensione e l’uniformità del fi lm. In Rigodanza si utilizzano polveri Akzo Nobel poliesteri ed epossidiche.
3
The components are carried along the pre-treatment tunnel by the conveyor.
I manufatti sono condotti dal trasportatore lungo il tunnel di pretrattamento.
4
A bird’s eye view of Rigodanza Maurizio’s paint shop: in the foreground, the new booth installed by Gema Europe and intended for the application of light colours. In the background, the second booth, in this plant since 2007, now arranged for the application of dark colours.
Panoramica del centro verniciatura della Rigodanza Maurizio: in primo piano, la nuova cabina installata da Gema Europe e destinata all’applicazione dei colori chiari. Sullo sfondo la seconda cabina, presente in azienda dal 2007, oggi predisposta per la verniciatura con polveri di colore scuro.
2 3
4
© ip
cm
© ip
cm
© ipcm

FOCUS ON TECHNOLOGY
do, proprio per adeguarci alle esigenze di fl essibilità richieste dal mercato. A gennaio di quest’anno ab-biamo installato una seconda cabina e abbiamo già in previsione l’acquisto di una terza. Oggi, grazie al loro sistema di cambio colore rapido siamo in grado di sostituire il colore da applicare anche 15 volte al giorno”.
“L’arte del sapere verniciare”Rigodanza ha installato nel 2007 una cabina cilindri-ca QCS speciale (fig. 5) e a gennaio 2014 una cabi-na Magic Compact Equiflow (fig. 6) a cambio rapido del colore e complete di lettura automatica dei pez-zi in transito.Entrambe le cabine sono dotate di reciprocatori a doppio asse (verticale e orizzontale - fig. 7), che so-stengono 4 coppie di pistole per lato, progettate per garantire un flusso ottimale della polvere senza de-terioramenti della granulometria. L’alimentazione delle polveri è gestita dai centri polveri Opticenter OC02 completi di ultrasuoni (fig. 8).
quick colour change, precisely to adapt to the higher fl exibility requirements. In January this year we installed a second booth and we have already planned the purchase of a third one. Thanks to their quick colour change system, we can replace the colour to be applied even 15 times a day.”
“The art of coating”Rigodanza installed a special QCS cylindrical booth in 2007 (Fig. 5) and a Magic Compact Equifl ow booth in January 2014 (Fig. 6), both with a quick colour change system and an automatic recognition system of the parts in transit.Both booths are equipped with dual-axis reciprocators (vertical and horizontal, Fig. 7) holding four pairs of guns per side, designed to ensure an optimum fl ow of the powder without altering the grain size. The powder feeding is handled by Opticenter OC02 coating units, complete with ultrasound (Fig. 8).

62 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Powder Coating with Quick Colour Change: Production Versatility and Speed to Address the Current Changes in the Contracting Market
“Non è scontato trovare un partner che sia in grado di capire le nostre esigenze produttive di versatilità e rapidità nelle consegne e che, allo stesso tempo, condivida il nostro motto “l’arte del sapere verni-ciare”. Con Gema siamo riusciti a trasferire il nostro know how in un processo di verniciatura completa-mente automatico, rapido e flessibile”- conferma Maurizio Rigodanza.
Il processo di verniciaturaIl processo di verniciatura eseguito alla Rigodanza è composto da un ciclo di pretrattamento, caratterizzato da due stadi di fosfosgrassaggio della durata di 3 mi-nuti ciascuno, lavaggio e risciacquo con acqua demi. L’asciugatura del pezzo avviene in forno a una tempe-ratura di 130 – 160 °C.Successivamente i manufatti, con dimensione massi-ma pari a 200 x 200 cm, sono trasportati alla cabina di verniciatura scelta per l’applicazione delle polveri.
“It is not easy to find a partner who is able to understand our production needs in terms of versatility and delivery speed and, at the same time, shares our motto “The art of coating”. With Gema, we have been able to transfer our know-how in a fully automatic, fast and flexible coating process,” Maurizio Rigodanza adds.
Coating processThe coating process carried out by Rigodanza starts with a pre-treatment stage characterised by two phospho-degreasing steps lasting 3 minutes each, washing and rinsing with demineralised water. The parts are then dried in the oven at a temperature of 130-160 °C.Subsequently, the components, with a maximum size of 200x200 cm, are transported to one of the spray paint booths for the application of powders.
5
The special QSC cylindrical booth installed in 2007 and intended for the application of dark colours.
La cabina cilindrica QSC speciale installata nel 2007 e destinata all’applicazione dei colori scuri.
6
The Magic Compact Equifl ow booth installed in January 2014 and intended for the application of light colours.
La cabina Magic Compact Equifl ow installata a gennaio 2014 e destinata all’applicazione dei colori chiari.
7
The spray stage is carried out by dual-axis reciprocators equipped with 16 automatic guns.
Dettaglio della fase di spruzzatura che avviene mediante reciprocatori a doppio asse dotati di 16 pistole automatiche.
5
7
6© ipcm © ipcm
© ipcm

FOCUS ON TECHNOLOGY
“Le due cabine presenti in stabilimento – conferma il titolare – hanno le stesse dimensioni, si diff erenzia-no solo per il tipo di polvere da applicare: una è pre-disposta per l’applicazione dei colori scuri e l’altra per quelli più chiari. In precedenza la cabina che at-
tualmente ap-plica le polveri scure, e che ri-sale al 2007, era l’unica attiva in azienda e ope-rava indistinta-mente con tut-ti i colori. Oggi abbiamo deciso di diff erenzia-re le due cabi-ne in base alla tonalità di co-lore della pol-vere da applica-re, per ottenere
una gestione più effi ciente delle operazioni di verni-ciatura, un aumento della produttività e una qualità migliore. Anche la sostituzione delle vecchie pisto-le con quelle di nuova generazione ci ha portato un aumento della qualità: il colore è applicato in mo-do omogeneo perchè garantiscono una migliore pe-netrazione della vernice sul pezzo delle precedenti. Inoltre, non riscontriamo più i problemi di contami-nazione derivanti dai micro residui di polvere am-bientale che talvolta si presentavano con le attrez-zature precedenti. Oggi abbiamo una percentuale di scarti minima”.“La cabina attualmente in fase di progettazione sarà più piccola delle due già installate e sarà destinata
“The two booths in the plant,” the owner says, “have the same size and diff er only in the type of powder to be applied: one is arranged for the application of dark colours and the other for the lighter ones. Previously, the booth that is currently used for dark coatings and that was installed in 2007 was the only one in the plant and worked with all colours. Recently, however, we have decided to diff erentiate the two booths based on the colour shade of the powder, so as to achieve a more effi cient management of the coating operations, an increase in productivity and a better quality. Also the replacement of the old guns with new generation ones has brought an increase in quality: the colour is applied more evenly because they guarantee a better penetration of the coating on the surface. Moreover, we have solved the contamination problems arising from the presence of environmental powder that sometimes was posed by the previous equipment. Now, we have a minimum percentage of waste.”“The booth currently in the planning stage will
8
The Opticenter coating unit linked to the booth applying dark colours.
Il centro polveri Opticenter che asserve la cabina di applicazione dei colori scuri.
8
© ip
cm
© ip
cm

64 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Powder Coating with Quick Colour Change: Production Versatility and Speed to Address the Current Changes in the Contracting Market
alla verniciatura di lotti minori, da 1 fi no a 50 pezzi, in modo da non dover interrompere il ciclo di ver-niciatura principale per quantità così piccole – pro-segue Rigodanza – il nostro reparto di verniciatura sarà quindi completato in modo da gestire più colori per qualsiasi tipo di prodotto da verniciare e qual-siasi quantità di pezzi: in questo modo potremo sod-disfare ancora meglio di quanto non riusciamo a fare ora i nostri clienti più esigenti”.Per off rire un servizio completo ai propri clienti lo stabilimento è inoltre dotato di una macchina di im-ballaggio fi nale del prodotto e di due automezzi pro-pri per il ritiro e la consegna direttamente presso il cliente (fi gg. 9 e 10).
Conclusioni“Devo ammettere – conclude il titolare dell’azienda vicentina – che non è mai facile cambiare un’appa-recchiatura che per anni ha dato ottime prestazio-ni e con cui sei abituato a lavorare. Noi pensiamo di aver raggiunto un buon traguardo nell’aggior-namento delle nostre apparecchiature agli ultimi standard tecnologici: siamo una piccola azienda a gestione famigliare, con 10 dipendenti; l’investi-mento per queste apparecchiature è importante ma ad oggi, alla luce dei risultati, ne siamo pienamente soddisfatti”.
be smaller than the two already installed and will be used for coating the smallest lots, from 1 to 50 pieces, so as not to interrupt the main coating process for such small quantities,” Rigodanza continues. “Our paint shop will be completed with the aim to manage multiple colours for any type of product and any amount of parts: in this way, we will be able to better satisfy even our most demanding customers.”To off er a complete service to its clients, the company is also equipped with a packaging system and owns two lorries for the pickup and delivery at the customer’s premises (Figs. 9 and 10).
Conclusions“I have to admit,” the owner concludes, “that it is never easy to replace a machine that has given excellent performance in the years and with which one is accustomed to working. We think that we have reached a good milestone in updating our equipment to the latest technology standards: we are a small family run company, with ten employees; the investment for these devices is significant, but at the moment, in the light of the results, we are fully satisfied.”
9
The packaging machine allowing this contractor to off er a complete labelling service to its customers.
La macchina per l’imballaggio che consente al terzista di off rire un servizio completo di etichettatura ai propri clienti.
10
Rigodanza Maurizio owns two 9 metre lorries to provide its customers with a complete service: the pick-up and the delivery are managed directly by the contractor.
La Rigodanza Maurizio dispone di 2 camion della lunghezza di 9 m ciascuno per off rire al cliente un servizio completo: ritiro e consegna sono gestiti direttamente dal terzista.
9 10© ipcm © ipcm


66 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
This photo is made available under the Creative Commons CC0 1.0 Universal Public Domain Dedication.The person who associated a work with this deed has dedicated the work to the public domain by waiving all of his or her rights to the work worldwide under copyright law, including all related and neighboring rights, to the extent allowed by law. You can copy, modify, distribute and perform the work, even for commercial purposes, all without asking permission.
Questa foto è resa disponibile nei termini della licenza Creative Commons CC0 1.0 Universal.La persona che ha associato un’opera con questo atto legale ha donato tale opera al pubblico dominio rinunciando a tutti i diritti sull’opera in tutto il mondo, inclusi tutti i diritti connessi o simili, per quanto permesso dalla legge. Puoi copiare, modifi care, distribuire ed utilizzare l’opera, anche a fi ni commerciali, senza chiedere alcun permesso.
di Baletti D.,Castaldi M., Gabaldo A.Laboratorio R&D Inver-Valspar, Bologna, [email protected]
A WATER-BASED THREE COAT SYSTEM FOR THE RAILWAY SECTORCiclo triplo strato all’acqua nel settore ferroviario
T he studies carried out on water-soluble coatings in recent decades have enabled Inver-Valspar’s R&D
laboratory to meet the exacting demands of the railway industry, both for the carriages of the high-speed trains and for interiors and bogies. The carriages are periodically inspected and completely repainted because of the constant stresses to which they are subjected during their service life and of the resulting surface defects.For several years, Inver has been supplying coatings for the trams of GTT-Torino, which has chosen a water-soluble two-component system composed of a basecoat and a transparent topcoat. Inver has also developed a completely water-soluble system for Trenitalia, in use for years with excellent results on the ETR500 Frecciarossa trains: it consists of an epoxy primer, a basecoat and an anti-graffi ti transparent topcoat.The latest request of this Italian company concerned the reproduction (through a water-soluble coating system) of the pearly white eff ect of the fi lms applied on the
G li studi eff ettuati negli ultimi decenni sui prodotti vernicianti idrosolubili, hanno permesso al labora-
torio Inver-Valspar di soddisfare le esigenti richieste del settore ferroviario, sia per le carrozze dei treni ad alta ve-locità, che per gli interni o per i carrelli.Le carrozze sono periodicamente revisionate e rivernicia-te completamente a causa delle continue sollecitazioni a cui sono sottoposte durante il loro periodo di esercizio e ai difetti superfi ciali che ne derivano.Da diversi anni Inver fornisce le vernici per i tram della GTT – Torino, che impiega un ciclo bicomponente idroso-lubile a doppio strato, base coat + trasparente.Per Trenitalia, Inver ha sviluppato in passato un ciclo com-pletamente idrosolubile, in uso da anni e con ottimi risultati sugli ETR500 Frecciarossa, composto da primer epossidico, basecoat e trasparente antigraffi ti.La nuova richiesta dell’azienda italiana riguardava la ri-produzione, tramite un ciclo di verniciatura idrosolubile, dell’eff etto bianco perlato presente sulle pellicole appli-cate sulle carrozze del Frecciabianca (rif. foto d’apertura).
Opening photo: The locomotive Frecciabianca coated with a three layers coating system by Inver-Valspar.
Foto d’apertura: un locomotore Frecciabianca verniciato con ciclo a triplo strato Inver-Valspar.
© Maurits90

carriages of Frecciabianca (Ref. opening photo). The main diffi culty was fi nding the right balance between the pearly and the white pigments. The solution has been to use a system developed for the automotive fi eld, composed of a white basecoat, a pearly basecoat and an anti-graffi ti transparent topcoat; the system is applied on a water soluble two-component epoxy basecoat to ensure excellent anti-corrosion performance and adhesion to the sanded substrate (Fig. 1).Before fi nding the right formulations for each layer, several laboratory tests have been carried out, especially focusing on the adhesion among the diff erent layers. The cross-cut resistance is equal to Gt0 in compliance with EN ISO 2409, (Fig. 2) while the pull-off test shows no breaks, in compliance with EN 24624. Also the weather-o-meter test, which faithfully simulates outdoor exposure, has given excellent results, confi rming that the system minimises the variations in hue and gloss caused by the sunlight. This has also been confi rmed in the fi eld, as the system described has been used for more than two years on carriages currently in circulation.
La diffi coltà principale è stata quella di trovare il giusto equi-librio tra i pigmenti bianco e perlato. La soluzione individuata è stata quella di utilizzare un ciclo proprio della carrozzeria auto, composto da un base coat bianco, sovra verniciato con un base coat perlato e infi ne protetto da un trasparente an-tigraffi ti. Il tutto applicato su un fondo bicomponente epossi-dico, anch’esso idrosolubile, per garantire un’eccellente pre-stazione anticorrosiva e di adesione al supporto carteggiato (fi g. 1).Prima di trovare le giuste formulazioni di ogni strato, sono state eff ettuate numerose prove di laboratorio, soprattutto per quel che riguarda l’aderenza tra uno strato e quello sotto-stante. La resistenza alla quadrettatura (fi g. 2), secondo UNI EN ISO 2409, è pari a Gt0, mentre la resistenza alla trazione (Pull-Off ), secondo UNI EN 24624, non presenta rotture.Anche le prove in Wheater-o-Meter, strumento che simula in maniera molto fedele l’esposizione all’esterno, hanno dato ottimi risultati, confermando che il ciclo minimizza le varia-zioni di tinta e brillantezza causate dai raggi solari. Questo aspetto è stato confermato anche nella realtà, in quanto il ciclo descritto è usato da più di due anni su carrozze attual-mente in circolazione.

68 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
A Water-Based Three Coat System for the Railway Sector
The brilliance of the transparent topcoat, measured with an angle of incidence of 60° in compliance with UNI 9389, is higher than that required, reaching average values of 90 gloss (Fig. 3). Finally, the anti-graffi ti transparent topcoat, which is water-soluble, too, meets the high standards provided for by Trenitalia’s specifi cation no. 373947, requiring 10 coating cycles and 10 stripping cycles (with a special detergent) without any changes in the surface fi lm and with a loss of gloss of less than 5%.After the development stage at the R&D laboratory of Inver-Valspar, the products have been tested and applied directly by the customer. The tests have highlighted an often overlooked aspect in the coating sector: the applications of the same paint in the laboratory and on site may not lead to the same result. Especially in the case of a complex system, such as a water-soluble three coats one, the thickness and the application mode are critical to the correct fi nal appearance.This system is also adaptable to other industrial sectors of public and private transport, such as subways, trams, buses and lorries. In the latter case, the transparent topcoat can also be a conventional high solids coating complying with the standard VOC 420, without any anti-graffi ti properties.
La brillantezza del trasparente, misurata secondo UNI 9389 con angolo di incidenza 60°, è superiore a quanto richiesto, raggiungendo valori medi di 90 gloss (fi g. 3).Infi ne il trasparente antigraffi ti, sempre di natura idrosolubile, supera il gravoso test del capitolato di Trenitalia N.373947, che prevede 10 cicli di vernicia-tura e 10 cicli di sverniciatura con apposito detergen-te, senza variazioni del fi lm superfi ciale e con perdita di brillantezza inferiore al 5% rispetto a quella iniziale.Dopo aver completato il progetto di questo ciclo pres-
so il laboratorio R&D di Inver-Valspar, i pro-dotti sono stati pro-vati ed applicati diret-tamente dal cliente. Le prove hanno messo in evidenza un aspetto spesso trascurato nel mondo delle vernici e cioè che l’applicazione della stessa vernice, pri-ma in laboratorio e poi in impianto, a volte non porta allo stesso risulta-to. Soprattutto nel caso di un ciclo complesso,
come può essere un triplo strato idrosolubile, lo spes-sore e la modalità di applicazione sono fondamentali per un corretto aspetto estetico fi nale. Questo ciclo è adattabile anche ad altri settori indu-striali del trasporto pubblico e privato, come metro-politane, tram, autobus e truck. In quest’ultimo caso il trasparente può essere un tradizionale alto solido, che rispetti la normativa VOC420, senza proprietà an-tigraffi ti.
1
The three layers coating system applied to Frecciabianca wagon lift in detail.
Specifi ca del sistema di verniciatura a triplo strato applicato sulle carrozze del Frecciabianca.
2
Results of the adhesion test.
Prova di quadrettatura per testare l’adesione del rivestimento.
3
Gloss measurements of the fi nish applied on Frecciabianca wagon lift: the average value is 90 gloss.
La misurazione della brillantezza della fi nitura della carrozza del Frecciabianca ha dato un valore medio di 90 gloss.
3
1 2© Inver-Valspar © Inver-Valspar
© Inver-Valspar

THE ALUSPECIALISTS’ MEETING
9TH ALUMINIUM TWO THOUSAND WORLD CONGRESS5TH INTERNATIONAL ICEB CONFERENCE
12 - 16 MAY 2015FLORENCE - ITALY
CONFERENCE TOPICSMARKETS & STRATEGIES, ALLOYS BILLETS & RELATED EQUIPMENT,
ROLLING TECHNOLOGY, ARCHITECTURE & SPECIAL USES, TRANSPORT & AUTOMOTIVE INDUSTRY, ANODIZING, COATING,AUTOMATION, MEASURING, TESTING & QUALITY TECHNIQUES,
ADVANCED APPLICATIONS & RESEARCH, ENVIRONMENTAL PROTECTION & RECYCLING, CASTING & DIE CASTING
ICEB & EXTRUSION SESSIONS TOPICS:PROCESS SUSTAINABILITY, PROCESS MANAGEMENT,
PROCESS MONITORING,PLANT & PROCESS, PROCESS SIMULATION,
PRODUCT QUALITY, ALLOYS, DIES, NEW PROCESSES
O cial language: ENGLISH
Palazzo Affari Downtown Congress, Workshops, Exhibition,
Plant Tours, Social Events
Event organized by:
With the support of:
TWO EVENTS IN ONE:THE STRENGTH OF SYNERGY AND THE POWER OF INNOVATION
International Aluminium Publications
INTERALL Institut fürUmformtechnikund Leichtbau
EXPO OF CUSTOMIZED TECHNOLOGYFOR THE ALUMINIUM & INNOVATIVE METALS INDUSTRY
FOR INFORMATION:Interall: Via Gino Marinuzzi- 38 - 41122 Modena- Italy
Tel. +39-059-282390 - Fax +39-059-280462 - [email protected] - www.aluminium2000.comICEB Organizing Commi ee at University of Bologna:
Viale Risorgimento 2 - 40136 Bologna- Italy - [email protected] - www.ice-b.net
International Conferenceon Extrusion and Benchmark
ICEB
Ask for Special Offer for Delegates,
mentioning the code:
Al2000 IPCM

70 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Franco FalconeCIE Srl, San Zenone al Lambro (MI), Italy [email protected]
PSD® PROCESS: PHOSPHATING SLUDGE DETOXICATIONProcesso PSD®: inertizzazione dei fanghi tossici di fosfatazione
Detossifi cazione dei fanghi di fosfatazioneLa fosfatazione allo zinco, detta anche fosfatazione cri-stallina, è un processo che si applica a metalli quali fer-ro, acciaio zinco e alluminio. Trova impiego in molti set-tori:- come ancorante per vernici liquide, cataforetiche o
polveri (scocche d’automobile, carrozzerie, elettrodo-mestici, mobili metallici, etc.) nelle fasi di pre-verni-ciatura di acciaio o zinco;
- come ancorante per oli, grassi, saponi nei processi di deformazione a freddo dei metalli per la produzione di:
- tubi- fi li o vergelle- dadi, viti e bulloni.
La caratteristica comune di questi processi è quella di impiegare fosfatanti a base Zn, ZnMn, ZnFe, Fe o Mn, che producono fanghi acidi tossici. Questi si accumu-lano in vasca e devono essere rimossi in continuo dal bagno.
Phosphating Sludge DetoxicationZinc phosphating, also called crystalline phosphating, is a process for metals as iron, steel, zinc and aluminium.It fi nds applications in many areas: - as an anchoring of liquid paints, cataphoretic
paints or powder coatings (car bodies, automotive, appliances, metal furniture, etc.) in pre-treatment processes of steel of HDG steel
- as an anchoring of oils, greases, detergents in metal cold forming processes during the production of:
- tubes - wires - nuts, screws and bolts.
The common feature of these processes is to use phosphatising agents based on Zn, ZnMn, ZnFe, Fe or Mn, which produce acidic and toxic sludge. This accumulates in the tank and must be continuously removed from the bath. All phosphating lines are
© CIE srl

71
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
Tutte le linee di fosfatazione sono solitamente attrez-zate con vasche di raccolta (ispessitori conici) seguite, molto spesso, da un fi ltro pressa per ridurre i volumi dei fanghi.Questi sono acidi e, dunque, classifi cati come tossico nocivi. Come tali, comportano una speciale gestione e costi di smaltimento nettamente superiori a quella dei fanghi classifi cati come residuo speciale come, ad esempio, sono quelli generati dalla normale depura-zione delle acque fosfatiche.
usually equipped with a collector (conical thickener) often followed by fi lter press to reduce the volumes of this sludge.It is acidic and classifi ed as “toxic waste”. As such, it requires a special management and disposal costs are signifi cantly higher than those for sludge classifi ed as “special waste” like, for example, those generated by usual purifi cation of phosphating lines.PSD® process allows to turn this “toxic
1
The layout shows how to insert a PSD® unit into an existing line for sludge treatment.
Schema di integrazione del sistema PSD® in una linea fanghi esistenti.
2
Scheme of process working: it is applied to a cataphoretic line with daily production capacity of more than 10,000 m2.
Schema di funzionamento del processo, applicato ad una linea di cataforesi con capacità produttiva giornaliera di oltre 10.000 m2.
© CIE srl
© CIE srl

&DESIGN
PUNTAIN
La Torre Europarco è un grattacielo di Roma, destinata adospitare uffici. È costituita da un prisma, rivestito in cristallo ed alto 120 m,suddivisi in 35 piani. Il rivestimento a “copertura palpebra” è in lamiera dialluminio, con elementi frangisole verticali in alluminio e cellule spandrelcon profilo decorativo esterno.(estratto da Wikipedia)
LA „PELLE“ PROTETTIVAVERNICE IN POLVERE
Tiger 68/10086 Qualicoat Classe IITiger 68/70185 Qualicoat Classe II
QUALITÀ
TIGER Drylac ITALIA s.r.l., Bergamo(BG)e-mail: [email protected] home: www.tiger-coatings.com
QUANDO DEVEESSERE PERFETTA
( Focchi S.p.A.)
EDIFICIOPIÙ ALTODI ROMA
120 m©
waste” into “special waste” easier and largely cheaper to dispose, with a simple and low cost management system (Fig. 1).
PSD® TechnologyThe process is applied by taking the sludge from the storage tank, before it is sent to the fi lter press (or at the direct disposal). It is sent in a special reactor where it is inerted with a special product based on mixed oxides of Fe, Al and Si which is able to:- neutralize the residual acidity to pH 7- bring down the existing phosphates- bring down all existing metals (Zn, Fe, Mn, Ni).The slushy and thick resulting product can be sent directly to a dedicated fi lter press (for example to the same that is used for sludge removal from the active bath) or to a chemical-physical rinsing purifi cation plant for sludge treatment.The process takes place in batches of sizes proportionate to the volumes of generated sludge per day or week. So we can obtain the precipitation of phosphates in the form of Ca, Al and Fe phosphate while metals (Zn, Ni, Mn) are precipitated as hydroxides. The result is a homogeneous and insoluble sludge with volume equivalent to that before treatment because it is much dryer and easily fi lterable. The waste water (supernatant) are neutral, practically free from phosphates and metals and they can be sent to the existing purifi cation plant without increasing of lime consumption. Such sludge has the same composition of that coming from waste water purifi cation plants and so can be sent (and mixed) directly to the sludge collection purifi cation plant, without changing the average chemical composition.The same plant will treat also the possible waste water coming from manual cleaning of phosphating bath during maintenance.
PSD® plantThe PSD® plant consists of:- tank of reagent premixing with vibrator and dosing pump - reactor for thick fl uids with rotating blades vibrator- system for reagent dissolution (dust)- reagent and neutralizing dosing pump- pH chain for automatic check of process- accumulator of treated sludge and pump to send to the sludge collection of rinsing purifi cation plant.
The resulting sludge has a volume which is 1.2 but a weight in kilos which is equal, thanks to the diff erent specifi c weight.The plant is sized depending on the m3 per week that are actually disposed.In the case of new lines, the sizing will be done after the analysis of kind of activity (coating or deforming) and depending on m2 of product that are treated per week.In Fig. 2 the scheme of a pre-cataphoresis phosphating line.

&DESIGN
PUNTAIN
La Torre Isozaki, soprannominata Il Dritto, è stata progettatadall'architetto giapponese Arata Isozaki e dall'architetto italiano AndreaMaffei. Con i suoi 202 m (207m l'altezza effettiva dal piano stradale) latorre sarà uno tra gli edifici più alti d’Italia e il più alto al tetto(estratto da Wikipedia)
LA „PELLE“ PROTETTIVAVERNICE IN POLVERE
Tiger 29/10286 Qualicoat Classe I
TIGER Drylac ITALIA s.r.l., Bergamo(BG)e-mail: [email protected] home: www.tiger-coatings.com
QUALITÀ
EDIFICIOPIÙ ALTO
DI MILANO207 m (fonte: Wikpedia)
QUANDO DEVEESSERE PERFETTA
Il processo PSD® (Phosphating Sludge Detoxication) consente di tra-sformare tali fanghi in residui speciali di facile smaltimento, con un im-pianto semplice e di basso costo gestionale (fi g. 1).
La tecnologia PSD®Il processo si applica prelevando i fanghi dal silos di stoccaggio, prima che siano inviati al fi ltro pressa (o allo smaltimento diretto). Vengono inviati in un apposito reattore dove vengono inertizzati con uno specia-le prodotto a base di ossidi misti di Fe, Al e Si e in grado di:- neutralizzare l’acidità residua fi no a pH 7- abbattere i fosfati presenti- abbattere tutti i metalli presenti (Zn, Fe, Mn, Ni).Il prodotto risultante, fangoso e denso, può essere inviato direttamente ad un apposito fi ltro pressa (per esempio allo stesso esistente per la de-fangazione bagno) oppure al trattamento fanghi del depuratore chimi-co-fi sico dei risciacqui. Il processo si svolge a batch di dimensioni propor-zionate al volume di fanghi giornaliero o settimanale generati. Si ottiene così la precipitazione dei fosfati sotto forma di Ca, Al e Fe fosfato, mentre i metalli (Zn, Ni, Mn) vengono precipitati come idrossidi. Il risultato è un fango omogeneo, insolubile e di volume equivalente a quello di prima del trattamento perché molto più asciutto e facilmente fi ltrabile. Le acque di risulta (surnatante) sono neutre, praticamente esenti da fo-sfati e da metalli e possono essere inviate all’impianto di depurazione esistente, senza aggravio di consumi di calce. La composizione chimica di tale fango è molto simile a quella del fango ottenuto nella depurazio-ne delle acque fosfatiche, tanto che può venire inviato (e miscelato) di-rettamente alla vasca di accumulo fanghi, senza alterarne la composizio-ne chimica media. Lo stesso impianto tratterà anche le eventuali acque di lavaggio ma-nuale della vasca di fosfatazione durante le manutenzioni.
L’impianto PSD®L’impianto PSD® consiste in:- serbatoio di premiscelazione del reagente, completo di agitatore e pompa dosatrice
- reattore per fl uidi densi, completo di agitatore a pale rotanti- sistema di dissoluzione del reagente (polvere)- pompa di dosaggio reagente neutralizzante- catena pH per il controllo automatico del processo- accumulatore di fanghi trattati e pompa per invio all’accumulo fanghi del depuratore risciacqui.
I fanghi ottenuti hanno un volume pari a circa 1,2 volte ma un peso in kg uguale, grazie al diverso peso specifi co.L’impianto è dimensionato in funzione dei m3 settimanali attualmente smaltiti. In caso di nuove linee, il dimensionamento sarà fatto direttamente do-po l’analisi del tipo di attività (verniciatura o deformazione) e in base al numero di m2 di superfi cie trattati settimanalmente.In fi g. 2 lo schema per una linea di fosfatazione pre-cataforesi.

74 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
INNOVATIVE OVEN HEATING CONCEPTS FROM DÜRR LOWER ENERGY COSTS AND EMISSIONSI sistemi innovativi Dürr per il riscaldamento dei forni industriali per ridurre i costi energetici e le emissioni
Oliver IglauerDürr Systems GmbH, Bietigheim-Bissingen, [email protected]
T he drying of vehicle bodies is the most energy-intensive process during automotive
coating. It uses around a third of the total energy requirements. As part of its Eco+Paintshop concept for the reduction in consumption, Dürr has developed three innovative procedures for oven heating. Ecopure TAR Suntec uses solar thermal power to preheat a TAR system, which purifi es oven exhaust air, while simultaneously generating process heat. The Eco+Energy CPS procedure for oven heating works with a micro gas turbine that produces heat and electricity. The third procedure, Eco+Energy CPS Suntec combines a micro gas turbine and solar thermal energy. All three solutions from Dürr help to signifi cantly drop operational costs and CO2 paint shop emissions (Fig. 1).
N ella verniciatura auto la polimerizzazione della verni-ce applicata alla scocca è il processo a più alto consu-
mo energetico e costituisce circa un terzo del fabbisogno energetico complessivo. Per ridurre il consumo di energia, come parte integrante degli impianti Eco+Paintshop, Dürr ha sviluppato tre sistemi innovativi per il riscaldamento dei forni. Il primo, Ecopure TAR Suntec utilizza l’energia so-lare termica per il preriscaldamento di un impianto TAR ed è in grado di garantire contemporaneamente produzione di calore di processo e depurazione dell’aria esausta pro-veniente dai forni. Il secondo sistema, Eco+Energy CPS si basa su una microturbina a gas in grado di produrre sia ca-lore che corrente elettrica. Il terzo, Eco+Energy CPS Suntec combina la microturbina a gas con l’energia solare termi-ca. Tutte e tre queste soluzioni Dürr permettono di abbat-tere in modo signifi cativo i costi operativi e le emissioni di CO2 presenti nel processo di verniciatura (fi g. 1).
Opening picture: Compact and effi cient – micro gas turbine as energy source for oven heating.
Foto d’apertura:Compatta ed effi ciente – La microturbina a gas come fonte energetica per il riscaldamento forni.
© Dürr

75
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
Ecopure TAR Suntec: Highly effi cient combination of TAR exhaust air purifi cation and solar technologyEcopure TAR Suntec is based on the established TAR (Thermal Recuperative Exhaust Air Purifi cation) technology, which is used in many paint shops for exhaust air purifi cation and oven heating. The combination of TAR technology and solar thermal energy is innovative. It is particularly suited for sunny production sites in the automotive industry, for example, in Brazil, Mexico, India or Turkey. It is here where the linear concentrating Fresnel collectors, which are used for harvesting solar energy, can be best used to full capacity (Fig. 2). With the help of the collector module of Dürr’s cooperation partner, Industrial Solar based in Freiburg, the CO2 neutral heat transfer thermal oil is heated to 340°C as a heat transfer medium. At fi rst the solar heat contributes, aided by a heat exchanger, to preheat the oven exhaust air before supplied to the TAR. The second stage sees it purifi ed through the Ecopure TAR Suntec exhaust air purifi cation unit. Here one needs to use considerably less natural gas, to attain the combustion chamber temperature of around 720°C for the purifi cation of the oven exhaust air. Further energy savings result as some sunshine is ‘captured’ because of the collector, installed on the roof of the paint shop. It reduces the heat input into the building and thus the need for cooling. An example calculation for a paint shop in India quantifi es the savings of using Ecopure TAR Suntec versus an oven powered by 100% natural gas. In a
Ecopure TAR Suntec: una combinazione altamente effi ciente tra depurazione dell’aria estratta dai forni e tecnologia solareEcopure TAR Suntec si basa sulla comprovata tecnologia TAR, utilizzata in moltissimi impianti di verniciatura per la depura-zione dell’aria e il riscaldamento dei forni. Decisamente in-novativa è la combinazione tra la tecnologia TAR e l’energia solare termica, che risulta adatta in modo particolare per si-
ti produttivi dell’industria automobilistica in aree con elevato irraggiamento sola-re, come Brasile, Messico, India e Turchia. È qui che collettori lineari compat-ti di Fresnel, utilizzati per la produzione di calore sola-re, possono essere utilizza-ti a piena capacità (fi g. 2). Grazie ai moduli di collet-tori, prodotti dal partner con cui coopera Dürr, la società Industrial Solar di Friburgo, l’olio diatermico impiegato come fl uido ter-moconduttore viene riscal-dato a una temperatura di circa 340°C con processo neutro dal punto di vista di emissioni di CO2. Il calo-re solare viene inizialmen-te utilizzato per il preriscal-damento dell’aria esausta tramite uno scambiatore di calore e, successivamente, per l’alimentazione del siste-ma di purifi cazione dell’aria Ecopure TAR Suntec. Que-
sto procedimento consente di impiegare evidentemente una minore quantità di gas naturale per il riscaldamento della ca-mera di combustione a circa 720°C, temperatura necessaria per la depurazione dell’aria esausta del forno. Ulteriori rispar-mi energetici conseguono al fatto che i moduli di collettori in-stallati sul tetto dell’impianto di verniciatura “intercettano” una parte della luce solare. Questo permette di ridurre il ri-scaldamento dell’edifi cio e quindi, di conseguenza, la necessi-tà di raff reddamento.Un esempio di calcolo per un impianto di verniciatura in India quantifi ca i risparmi che Ecopure TAR Suntec permette di ottenere, rispetto a un riscaldamento del forno 100% a gas
1
Dürr lowers business costs, as well as CO2 paint shop emissions due to its innovative oven heating concepts.
Dürr è in grado di ridurre sia i costi operativi che le emissioni di CO2 prodotti dagli impianti di verniciatura grazie a un innovativo sistema di riscaldamento forni.
1 © Dürr

76 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Innovative Oven Heating Concepts from Dürr Lower Energy Costs and Emissions
paint shop with two base coat and top coat ovens around € 330,000 are saved in energy costs. CO2 emissions drop by around 920 ton per annum. The calculation is based on a heat demand of 5,000 kW, plus the usual gas costs in India and the use of 288 Fresnel collector modules. The amortization time is between 6.5 and 8.5 years.
Eco+Energy CPS: Economic Cogeneration TechnologyThe Eco+Energy CPS procedure, as second option for energy savings in the oven heating sector generates electricity, as well as heat. Through the use of decentralized cogeneration (CHP) the plant operator gains more autonomy of his energy supply. Less emergency generators need to be stocked, for example.
naturale. In un sistema composto da due forni per basi e due forni per trasparente è possibile risparmiare oltre 330.000 € all’anno sui costi energetici oltre a una riduzione delle emis-sioni di CO2 di circa 920 tonnellate. Il calcolo si basa su un fab-bisogno di calore pari a 5.000 kW, i costi correnti in India e l’utilizzo di 288 moduli di collettori di Fresnel. Il periodo di am-mortamento in questo caso è tra 8,5 e 6,5 anni.
Eco+Energy CPS: produzione economica combinata di calore per il riscaldamento del forno ed energia elettricaIl sistema Eco+Energy CPS, la seconda variante per il ri-sparmio energetico nel campo della polimerizzazione, permette di produrre non solo calore ma anche ener-gia. Grazie alla produzione combinata di calore ed ener-gia elettrica (CHP), decentralizzata, il gestore dell’impian-
2
Fresnel collectors are particularly effi cient at concentrating sunlight in a Dürr solar fi eld based in Bietigheim, Germany.
I collettori di Fresnel, particolarmente effi cienti, concentrano la luce del sole nella stazione fotovoltaica presso la sede Dürr a Bietigheim, Germania.
2
© D
ürr

INNOVATIONS: PRESENT&FUTURE
Dürr’s Eco+Energy CPS is based on a micro gas turbine, the Dürr Compact Power System, with up to 500 kW of thermal output and 100 kW electrical power (ref. opening photo). With a combustion chamber temperature of up to 950°C, it is possible to set the recuperation degree to between 280 and 520°C as required for the drying process. A RTO exhaust air treatment system can be installed for the purifi cation of the exhaust air.The Eco+Energy CPS can heat ovens directly or indirectly. With direct heating, the turbine exhaust streams directly into the dryer. This highly effi cient use of heat energy is suitable, due to the low emissions, for instance, for the EC pre-oven. With indirect heating, a heat exchanger is switched on between the turbine and the oven. This is detrimental to the energy effi ciency, but has the benefi t of producing no emissions, due to the combustion process in the oven. This prevents any changes in the chemical cross-linking of freshly applied paint. An example calculation shows the cost saving potential, if a CHP system is set up in two UBS ovens (underbody protection system) in Germany. For a total energy requirement of 1400 kW, six Compact Power Systems are needed, which each produce 100 kWel. If one cites the standard prices for natural gas and electricity in Germany, then Eco+Energy CPS allows for yearly energy cost savings valued at over € 250,000, compared to oven heating via gas burners. The CO2 emissions drop using the same scenario by about 1,150 ton per annum. The amortization time takes less than three years in this example, if one uses the aid support of the German KWK laws. Compared to a gas burner, the micro gas turbine from Dürr generates 75% less nitrogen oxide emissions, which is a further advantage. In addition, there are lower maintenance costs.
to ottiene una maggiore indipendenza dalle fonti di approvvigionamento elettrico. Infatti, con questo si-stema, ad esempio, sono necessari meno generatori elettrici di emergenza.Eco+Energy CPS utilizza una microturbina a gas Dürr del tipo Compact Power System, che produce una potenza termica fi no a 500 kW e una potenza elettri-ca fi no a 100 kW (rif. foto d’apertura). Con una tem-peratura della camera di combustione di circa 950°C, secondo il grado di recupero, si possono ottenere per il processo di polimerizzazione temperature tra 280°C e 520°C. Per il trattamento dell’aria esausta è possibi-le collegare un sistema di depurazione dell’aria RTO.Eco+Energy CPS permette di riscaldare i forni sia di-rettamente che indirettamente. Nel caso di riscalda-mento diretto, l’aria delle turbine passa immediata-mente nel forno. Grazie alle basse emissioni, questo utilizzo altamente effi ciente dell’energia termica è adatto, per esempio, per la pre-polimerizzazione nel processo di cataforesi. Nel caso del riscaldamento in-diretto viene attivato un scambiatore di calore tra la turbina e il forno. Questo va, da una parte, a scapi-to dell’effi cienza energetica, ma dall’altra permette di prevenire possibili contaminazioni nel forno da par-te dei prodotti di combustione. In questo modo, sono escluse eventuali alterazioni durante la reticolazione della vernice appena applicata.Un esempio di calcolo mostra il potenziale di ri-sparmio con l’utilizzo di un sistema CHP in due forni per la polimerizzazione di protezioni sottoscocca in Germania. Nel caso di una domanda di calore com-plessiva di 1.400 kW sono necessari sei sistemi CPS (Compact Power System), ognuno dei quali in grado di produrre 100 kWel. Considerando come base di calcolo i costi correnti di gas ed elettricità in Germa-nia, Eco+Energy CPS consente un risparmio dei costi energetici pari a oltre 250.000 € rispetto a quanto si avrebbe con un riscaldamento del forno tramite bru-ciatori a gas. Contemporaneamente le emissioni di CO2 si riducono di circa 1.150 tonnellate per anno. Il periodo di ammortamento in questo caso è inferio-re a 3 anni, potendo usufruire degli incentivi econo-mici off erti dalla legislazione tedesca ai sistemi CHP. Ulteriori vantaggi consistono nel fatto che la micro-turbina a gas Dürr produce il 75% in meno di emis-sioni di ossido d’azoto, rispetto a un bruciatore a gas e presenta emissioni sonore eff ettivamente inferiori. Infi ne, anche i costi di manutenzione sono decisa-mente inferiori.

78 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Innovative Oven Heating Concepts from Dürr Lower Energy Costs and Emissions
Combination of Cogeneration Energy and Solar Thermal EnergyEco+Energy CPS also allows itself be combined with solar thermal energy, at sunny locations (Fig. 3). With the deployment of Fresnel collectors, the use of primary fossil fuels can be lowered by up to 40%.With Eco+Energy CPS Suntec, solar thermal energy is used to preheat the combustion air of the micro gas turbine. The fi rst step is to cool the compressed air from 220 °C to 180 °C by using an injection of water. The water injection has three benefi ts: It allows itself to be largely connected to the generated solar thermal energy, the performance of the turbine increases and the nitrogen oxide emissions lower further. After the water injection, the combustion air is preheated with solar thermal power from a thermal oil heat exchanger to 320°C and then is heated further up to 600°C in a recuperator. The thermal energy of the turbine exhaust gases is used for this.
Combinazione tra cogenerazione (CHP) ed energia solare termicaAnche Eco+Energy CPS può essere combinato con energia solare termica in luoghi ad elevata radiazione solare (fi g. 3). Grazie all’utilizzo dei collettori di Fresnel, il consumo di combustibile primario può essere ridotto fi no al 40%.Con Eco+Energy CPS Suntec si utilizza l’energia solare per il preriscaldamento dell’aria di combustione della micro-turbina a gas. In primo luogo l’aria compressa viene raf-freddata da 220°C a 180°C mediante iniezione d’acqua. L’iniezione d’acqua ha tre vantaggi: una più elevata per-centuale di energia termica solare da utilizzare, maggiori prestazioni della turbina e un’ulteriore diminuzione del-le emissioni di ossido di azoto. Dopo il processo d’inie-zione d’acqua, l’aria di combustione viene prima riscal-data a 320°C, tramite uno scambiatore di calore ad olio diatermico, e poi ulteriormente riscaldata a 600°C in un recuperatore di calore per mezzo della turbina a gas.
3
The intelligent combination of solar thermal energy and micro gas turbine improves the effi ciency of oven heating.
La combinazione intelligente tra energia solare e microturbina a gas aumenta l’effi cienza dei sistemi di riscaldamento forni.
3 © Dürr

79
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
After being discharged into the combustion chamber, the air is further heated up to 950°C by fossil or biogenic fuels. Afterwards, the hot combustion exhaust gas is expanded, via a turbine that drives the compressor and the electrical generator. Subsequently, the thermal energy from the exhaust gas is transferred to the bodywork oven and the remaining waste heat exploitation process.Dürr embarks on a new direction with Eco+Energy CPS Suntec. All previous approaches for the use of solar energy for the operation of micro gas turbines, aimed to replace gas and other fossil fuels completely. This requires an extremely complicated solar technology and pushes the economic effi ciency of such 100% solar concepts in the industrial market, very quickly to its limits. The Dürr approach to combine solar thermal energy and fossil fuels and to use thermal solar energy just for preheating, enables an economic use of solar energy, even in energy intensive processes, such as automotive painting.
Dopo essere stata introdotta nella camera di combustio-ne, l’aria viene ulteriormente riscaldata, con combustibili fossili o biomasse, fi no a 950°C. Successivamente, il gas esausto di combustione caldo viene rilasciato in una tur-bina, che aziona il compressore e il generatore elettrico. Infi ne, l’energia termica del gas esausto viene trasmessa al forno per la polimerizzazione delle scocche e all’altro processo di recupero del calore.Eco+Energy CPS Suntec di Dürr rappresenta un approc-cio completamente innovativo. Tutti i precedenti approc-ci relativi all’uso dell’energia solare per il funzionamento di microturbine a gas hanno lo scopo di sostituire com-pletamente il gas e gli altri combustibili fossili. Questo ri-chiede una tecnologia solare estremamente complessa. Pertanto, la convenienza economica di questi sistemi basati al 100% sull’energia solare si riduce molto velo-cemente. L’innovativo approccio di Dürr, dove l’energia solare è combinata ai combustibili fossili, al contrario, permette un conveniente utilizzo dell’energia solare an-che nei processi ad alto consumo energetico, come quel-lo della verniciatura auto.

80 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
OVERSPRAY: THE ESSENCE OF ELECTROSTATIC APPLICATIONOverspray: l’essenza dell’applicazione elettrostatica
Oscar GarcíaSpray S.A.,Barcelona (España)[email protected]
W riting an article about high speed electrostatic systems, that reports on already explored and
divulged procedures and methods, may initially seem pretentious. However developing a new analysis is fundamental when these systems represent one of the means by which resources can be organised in a company that holds, or aims to have, a liquid paint application plant for fi nishing their products. Many articles have been written on the economy of the product when using electrostatic systems in comparison with conventional methods, but only a few of them resulted fundamental in considering the overspray created during the spraying process as a phenomenon not to be underestimated.Overspray could be defi ned, in relation to the transfer effi ciency, as the percentage of material that will not deposit on the object to be painted.For any company, time is a limited resource, as much as fi nancial resources, personnel and so on. All these resources should be integrated in a synergistic way in order to develop what we call productivity, which should not be confused with production. From an objective point of view, time is the resource to which we should pay most attention. The majority of the other resources will mostly depend on it and therefore time optimization is essential for a correct productivity.Product’s economy, so much discussed so far, relies on the use of overspray, considered as a very important concept that, coordinated with the electrostatic process for liquid application, helps to optimise time and therefore directly aff ects productivity.A comparison between these electrostatic processes and the other application systems shows some diversion from a few basic parameters of the whole liquid paint application system.The following comparison table (Table 1) between diff erent application methods shows that a correct use of overspray is fundamental in an electrostatic application aimed to achieve a correct wrapping eff ect. The latter however also depends on the confi guration and on the shape of the object to be painted.
P uò inizialmente sembrare pretenzioso scrivere un articolo su sistemi elettrostatici ad alta velocità
che documenti processi e metodi già esplorati e divul-gati, ma quando tali sistemi rappresentano uno degli strumenti per organizzare le risorse di una società che possiede o che desideri disporre di un impianto per l’applicazione di vernice liquida per la fi nitura dei suoi prodotti, è fondamentale svilupparne una nuova ana-lisi.Sono stati scritti numerosi articoli sull’economia di prodotto utilizzando sistemi elettrostatici rispetto ai metodi convenzionali ma solo pochi sono stati fon-damentali nel considerare l’overspray creato durante il processo di spruzzatura come un fenomeno da non sottovalutare.Attraverso il grado di effi cienza di trasferimento, potre-mo defi nire l’overspray come la percentuale di vernice spruzzata che non si deposita sull’oggetto da verniciare.Per qualsiasi azienda, il tempo è una risorsa limitata co-sì come lo sono le fi nanze, il personale e così via. Ognu-na di queste risorse dovrebbe integrarsi sinergicamente per sviluppare quella che noi chiamiamo produttività, che non deve essere confusa con la produzione. Da un punto di vista oggettivo, il tempo è la risorsa a cui do-vremmo prestare maggior attenzione, perché di esso si nutrono la maggior parte delle altre risorse e la sua ot-timizzazione è essenziale per una corretta produttività.L’economia di prodotto, della quale tanto si è parlato, consiste nello sfruttare l’overspray, considerandolo un concetto molto importante che, correlato ai processi elettrostatici dell’applicazione liquida, aiuta a ottimiz-zare il tempo e direttamente la produttività.La comparazione tra questi processi elettrostatici e gli altri sistemi d’applicazione mostra qualche divergenza con alcuni parametri basici di tutto il sistema d’appli-cazione di vernice liquida.La seguente tabella comparativa (tabella 1) tra meto-di d’applicazione ci dimostra che il corretto sfruttamento dell’overspray è fondamentale in un’applicazione elettro-statica per ottenere un eff etto avvolgente corretto, sebbe-ne questo dipenda anche dalla confi gurazione o dal dise-gno dell’oggetto da verniciare.

81
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
Electrostatic systems use overspray, created by conventional systems, to produce a wrapping eff ect by means of the fi eld lines generated by the diff erence in potential between an electrode, subject to high potential, and an object connected to earth.Also in this case, using such defi nitions may seem pretentious after so many papers published on this subject. However in order to provide proper and realistic background for the use of overspray in the electrostatic methods, its physical theory must be introduced in a basic way. We will do this in relation to the space around us, the air we breathe, where electrons, or free ions, can move freely. We will than create an electric fi eld in this space. We will do this by using a needle head electrode and a metallic object positioned in front of it at a few centimetres distance. The electrode will be charged with high tension potential whereas the object will be connected to earth. Field lines will be immediately created, starting from the electrode and ending on the metallic object (Fig. 1).
I sistemi elettrostatici utilizzano l’overspray, creato dai sistemi convenzionali, per produrre l’eff etto avvolgen-te grazie alle linee di forza generate dalla diff erenza di potenziale tra un elettrodo sottoposto a un potenziale elevato e un oggetto connesso a terra.Anche in questo caso, può sembrare pretenzioso uti-lizzare tali defi nizioni, dopo i numerosi scritti su que-sto argomento, ma per dare senso e realismo al fatto di sfruttare l’overspray nei metodi elettrostatici è neces-sario introdurre in forma basica la sua teoria fi sica.Per questo penseremo all’ambiente che ci circonda, all’aria che respiriamo, in cui gli elettroni o ioni liberi si muovono liberamente. All’interno di questo ambiente creeremo un campo elettrico. Per fare questo, useremo
un elettrodo a punta d’ago e un oggetto me-tallico posizionato po-chi centimetri davanti a lui. All’elettrodo appli-cheremo un potenziale di alta tensione mentre collegheremo l’ogget-to a massa. Immedia-tamente si creerà una serie di linee di forza provenienti dall’elettro-do che termineranno sull’oggetto metallico (fi g. 1).
Airless AirlessElectrostatic
ElectrostaticMixedAL4
HighSpeed
HighSpeed
“SpeedDisc” “SpeedBell”
Finishing
Atomizationcapacity
Wrap aroundefficiency
Penetration
Productivity
Investmentcost
Compatible or good Medium or acceptable Incompatible or poor
Application Systems Comparative Table
ConventionalSpray Gun
© Spray S.A.
Tabella 1: tabella comparativa dei sistemi di applicazione
Table 1: Application Systems Comparative Table.
Air Molecule
Object
H.S.
Electrode
Field Line
Electron (Free ion)
FIG. 1 Electric Field 1 © Spray S.A.
1
Physical theory for the use of overspray in the electrostatic methods.
Teoria fi sica per sfruttare l’overspray nei metodi elettrostatici.

82 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Overspray: The Essence of Electrostatic Application
The fi eld will catch these electrons (free ions), that could freely move before. The electrons will move along these lines and they will achieve a speed that depends on the intensity of the generated fi eld. The accelerated free ions will collide air molecules and, if the impact is strong enough, will transform them into two free ions and one positive ion, as shown in fi gure 2.
These newly generated electrons will also be accelerated by the fi eld lines and will collide new air molecules in a constant ionization process. The positive ions, given their nature, will now move towards the electrode having negative charge. Conversely, the electrons will move towards the object and will help the ionization process colliding the air molecules during their path towards the electrode. Figure 3 shows the ionization process.
However, what will happen to a paint particle if positioned inside a ionization zone?The inserted particle will modify the distribution of the field lines. In this new configuration some field lines will cross the particle creating a perfect path along which the free ions, moving in relation to each other, can be caught by the particle (Fig.4)
Il campo creato catture-rà questi elettroni (ioni liberi) che si spostava-no liberamente e questi si muoveranno lungo le linee di forza prenden-do velocità a seconda della forza del campo creato.Gli ioni liberi accelera-ti si scontreranno con le molecole d’aria e, se l’impatto sarà suffi cien-temente forte, le trasfor-
meranno in due ioni liberi e in uno ione positivo, come mostrato nella fi gura 2.
Questi nuovi elettroni ge-nerati saranno similmen-te accelerati dalla forza del campo e impatteran-no con nuove molecole in un processo costante di ionizzazione. Ora, gli io-ni positivi per loro natura tenderanno a muoversi verso l’elettrodo con cari-ca negativa, contrariamen-te agli elettroni che si diri-geranno verso l’oggetto e aiuteranno il processo di
ionizzazione scontrandosi con le molecole d’aria durante il tragitto fi no all’elettrodo. La fi gura 3 mostra il processo di ionizzazione.
Però, come si comportereb-be una particella di vernice se la posizionassimo all’interno di una zona di ionizzazione?Inserendo la particella, que-sta modificherà la distribu-zione delle linee di forza. In questa nuova configurazio-ne alcune linee di forza attra-verseranno la particella cre-ando un percorso perfetto perchè gli ioni liberi si muo-vano tra loro e vengano cat-turati dalla particella (fig. 4).
Electron (free ion) Object
H.S.
Field line
Paint particle
Electric field
Free ion (negative)
Positive ion
Air molecule
2
Result of a free ion colliding with air molecules.
Risultato dell’impatto di uno ione libero con le molecole d’aria.
4
Charging process of a particle paint.
Processo di carica di una particella di vernice.
© Spray S.A.
© Spray S.A.
2
Positive ion
Negative ion
3
3
Ionization process.
Processo di ionizzazione.©
Spr
ay S
.A.
3
4

83
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
Electron (free ion) Object
H.S.
Field line
Charged coating particle
The number of caught ions will increase, and the charge of the particle will proportionally increase up to a point where it will generate its own electric fi eld. This own fi eld will repulse the other free ions: for this reason the particle will not increase its charge which will stay constant (Fig. 5).
The charge achieved by the particle will depend upon the fi eld intensity, the size and the form of the particle, the time spent in the ionization zone. The higher the number of ions caught by the particle, the higher the charge of the particle; for this reason it must stay in the electric fi eld, or in the ionization zone, for as long as possible. Although we think that the electrostatic technology is the most effi cient way to use overspray, we should refl ect on the main parameters that infl uence the charge of a paint particle and, starting from these, we will be able to assess the most recommended variable of this technology.By using a conventional technology and creating in it a fi eld with its own lines, we will canalize through them most of the overspray. The lines will direct the paint particles towards diff erent areas of the object to be covered and, such as its back, and will not let the paint particles create an usable overspray.The above described method is available at present in many diff erent versions. However the diff erent projects have not considered the three base parameters that infl uence the charge of a particle.Although the strength of the electric fi eld should be considered the most infl uential, size and, above all, the time spent by particles in the ionization zone, also called “relaxation time”, are essential for the particles to acquire a suitable charge so that, once the fi eld lines have directed them, they can adhere to the object. Projects that have not considered this parameter show undoubtedly a high level of overspray: this happens because conventional methods require a high air quantity for pulverizing particles and this is
Il numero di ioni cat-turati aumenterà e co-sì, in proporzione, la carica della particella di vernice, fi no a che quest’ultima generi il proprio campo elettri-co. Questo campo pro-prio respingerà gli altri ioni liberi: per questo motivo la particella non aumenterà la sua carica ma la manterrà costan-te (fi g. 5).
La carica che otterrà la particella dipenderà dall’intensità del campo, dalla dimensione e forma della particella e dal tempo di permanenza nella zona di ionizzazione. Quanti più ioni liberi aggancerà la particella, più carica avrà; per questo motivo essa deve rimanere all’interno del campo elettrico o zona di ionizzazione il più a lungo possibile. Anche se riteniamo la tecnologia elettrostatica come la più valida per sfruttare l’overspray, dobbiamo rifl ette-re sui tre parametri principali che infl uenzano la carica di una particella di vernice e, a partire da questi, conclude-remo qual è la variante più raccomandabile di questa tec-nologia.Utilizzando una tecnologia convenzionale e creando in essa un campo di linee di forza, canalizzeremo gran par-te dell’overspray attraverso esse, le quali dirigeranno le particelle di vernice in diverse zone dell’oggetto da rico-prire, come nella sua parte posteriore, senza permettere che queste particelle di vernice formino un overspray inu-tilizzabile.Questo metodo appena descritto, attualmente esiste in numerose versioni però diversi progetti non hanno con-siderato i tre parametri di base che infl uenzano la carica di una particella.Anche se al primo posto si potrebbe mettere l’intensità del campo di forza, le dimensioni e soprattutto il tempo di permanenza delle particelle nella zona di ionizzazione, o “tempo di rilassamento”, sono essenziali affi nché le parti-celle acquisiscano la carica adeguata e, dopo che le linee di forza avranno svolto il proprio compito “direzionale”, aderiscano all’oggetto da verniciare.I progetti che non hanno considerato questo parametro, mostrano senza dubbio un elevato grado di overspray, in quanto i metodi convenzionali richiedono un’elevata quantità d’aria per la polverizzazione delle particelle che
© Spray S.A.
5
Charged particle.
Particella caricata.
5

84 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Overspray: The Essence of Electrostatic Application
much stronger than the electrostatic attraction force between the particles and the object to be painted; therefore the particles’ relaxation time is lower because of the speed of the pulverization air.However, we can highlight the advantages shown by the electrostatic application of paints aimed to the use of overspray.
è molto superiore alla forza d’attrazione elettrostatica tra la particella e l’oggetto da verniciare; di conseguenza, il tempo di rilassamento delle particelle è inferiore a causa della velocità dell’aria di polverizzazione.Tuttavia, arriviamo a individuare i vantaggi che mostra l’applicazione elettrostatica della vernice al fi ne dello sfruttamento dell’overspray.
Electrostaticfield generation
Use of Overspray
Enveloping effect
Better paintdistribution
Safety measures
Electrostatic applicationadvantages
Enhancedproductivity
Enhanced Efficiency
Savings of paint
Production Savings
Environmentalimprovment
Pollution prevention
Reduction of costs,painting
Electrostatic Application AdvantagesSPRAY S.A.
The advantages of an electrostatic application are tangible but if we analyse the comparison table (Table 2) between the diff erent systems and we consider the base parameters of the charge, we will notice that the high speed electrostatic systems represent the application technique that uses overspray in the highest percentage.Due to the rotation kinematics generated by the high-speed systems, comprised between 40.000 and 50.000 rounds per minute, and to atomization air, the paint particles are atomized and their initial size changes. They are caught by the fi eld generated by the high potential applied to the application system (high speed bell or disc). Variation in particles size is one of the essential parameters in order to acquire a high charge. This implies a longer time spent in the ionization zone. Even if under no circumstances the generated fi eld is proportional to the fl ow rate of the atomization air, this is essential to determine the relaxation time of the particle inside that fi eld.
I vantaggi dell’applicazione elettrostatica sono tan-gibili ma se osserviamo la tabella comparativa (tabella 2) dei sistemi e consideriamo i parametri di base della carica, i sistemi elettrostatici ad alta veloci-tà rappresentano la tecnologia applicativa che sfrutta l’overspray in percentuale maggiore.Grazie alla cinematica di rotazione che generano i si-stemi ad alta velocità, compresi tra i 40.000 e i 50.000 giri al minuto e all’aria di atomizzazione, le particelle di vernice sono atomizzate modifi cando le loro dimen-sioni iniziali e sono catturate all’interno del campo di forza che genera l’elevato potenziale applicato al si-stema d’applicazione (coppa o disco ad alta velocità).La variazione nella dimensione delle particelle è uno dei parametri essenziali per acquisire una carica eleva-ta e questo implica una maggiore permanenza all’in-terno della zona di ionizzazione e, anche se in nessun caso il campo di forza generato è proporzionale alla portata di aria di atomizzazione, questo è essenziale per determinare il tempo di rilassamento della parti-cella all’interno di tale campo di forza.
Tabella 2: vantaggi dell’applicazione elettrostaticaTable 2: Electrostatic Application Advanteges
© S
pray
S.A
.

85
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
A correct distribution and control of these parameters is fundamental in order to obtain proper “overspray” results.The physical conditions required to use overspray, and to obtain a 98% transfer effi ciency, can be summarised as follows: the application of a high potential for the creation of a ionization zone where the fi eld lines defi ne a perfect wrapping eff ect around the object to be painted; the creation of a proper rotational dynamics by which paint particles are expelled and changed in their size; provision of constant particles atomization, by means of a precise control of the pulverization air, that ensures particles long relaxation times. When providing a large water fl ow, a small container will fi ll up before a large one. The latter will also fi ll up if exposed to the fl ux for a longer time. In both containers we would have water.By following these schemes, any painting plant that uses electrostatic application systems translates into high increase in effi ciency for the company. However, even when diff erent electrostatic technologies are available, the high speed systems are the most suitable means in order to generate such productivity.
La corretta distribuzione e il controllo di questi para-metri sono basilari per ottenere un adeguato risulta-to di “overspray”.Applicare un potenziale elevato per creare una zo-na di ionizzazione le cui linee di forza disegnino un perfetto eff etto di avvolgimento sull’oggetto da rive-stire, disporre dell’adeguata dinamica di rotazione affi nché le particelle di vernice siano espulse e mo-difi cate nelle loro dimensioni, e sottoporle ad un’ato-mizzazione costante mediante un controllo preciso dell’aria di polverizzazione affi nché dispongano di un esteso tempo di rilassamento, sono le basi fi siche per sfruttare l’overspray e ottenere un livello di effi -cienza di trasferimento del 98%.Con un fl usso abbondante di acqua, un contenito-re piccolo si riempirà prima di uno grande e anche questo si riempirà restando sotto il fl usso d’acqua per più tempo. Avremo ottenuto acqua in entrambi i contenitori.Seguendo questo schema, qualsiasi impianto di ver-niciatura con sistemi di applicazione elettrostatica si converte in un incremento elevato della produttivi-tà di un’azienda, tuttavia anche se disponessimo di diverse tecnologie elettrostatiche, i sistemi ad alta velocità sono lo strumento più idoneo per generare questa produttività.
SpeedBell - Rotation speed curve SpeedDisc - Rotation speed curve
Turbine speed (V x mn x 1000) Turbine speed (V x mn x 1000)
Turbine pression Turbine pression
Pressure and speed Pressure and speed
Disk 300 mm Disk 250 mm Disk 200 mmBell 50 mm
6
SpeedBell - Rotation speed curve.
SpeedBell - curva della velocità di rotazione.
7
SpeedDisc - Rotation speed curve.
SpeedDisc - curva della velocità di rotazione.
6 7
© S
pray
S.A
.
© S
pray
S.A
.
Bell 50 mm

86 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Ivano PastorelliCierrepi, Milan, Italy [email protected]
SMOOTHNESS AND ORANGE PEEL: IT IS A MATTER OF SUPPORT!Distensione e buccia d’arancia: una questione di supporto!
N ei corsi di formazione e anche nelle consulenze, uno dei problemi che assilla i produttori di manufatti che
richiedono una verniciatura “premium”, quindi prodotti ad alto valore aggiunto come autovetture di alto livello, compo-nenti di arredamento, pianoforti o yacht, è la distensione su-perfi ciale della fi nitura, che deve essere assolutamente priva di buccia d’arancia e così liscia da risultare quasi a specchio. Sovente questa richiesta è giustamente “girata” al fornitore dei prodotti vernicianti sebbene il prodotto verniciante rap-presenti solo una parte del problema, in quanto una disten-sione ottimale è il risultato di un processo corretto nella sua globalità, a partire da qualità e tipologia dei materiali da ver-niciare. La bucciatura della fi nitura superfi ciale, infatti, dipen-de nel 50% dei casi dalla qualità del substrato - metallico, pla-stico, legnoso, composito o altro.
Una corretta laminazione – la chiave per una fi nitura superfi ciale premiumPrendiamo in considerazione i lamierati metallici. In linea ge-nerale, per gli acciai di normale produzione i lingotti sono ri-scaldati a circa 1.300°C prima di essere immessi nel lamina-toio, composto da cilindri che pressano il lingotto per ridurlo agli spessori voluti. All’ingresso dei cilindri di laminazione, il materiale è investito da potenti getti d’acqua per eliminare le scaglie di laminazione che si formano durante il processo. Al termine della lavorazione avviene il primo controllo qua-lità secondo le tolleranze UNI per i capitolati dei vari Enti col-
B oth in training courses and consultancy works, proper smoothness of the surface fi nish is one of the
problems that mostly concerns manufacturers of products requiring “premium” paint . These are high added-value products such as high profi le cars, pieces of furniture, pianos, yachts. In these cases the surface should have no orange peel eff ect and should be as smooth as a mirror. Paint suppliers are often asked to satisfy this requirement, despite the fact that the painting product represents only part of the problem. An eff ective smoothness is indeed the result of a globally correct process that starts from the quality and type of the products to be painted. The orange peel eff ect of the surface fi nish depends indeed, in 50% of the cases, on the quality of the substrate - metallic, plastics, timber, composite or other.
A correct lamination - the key to a premium surface fi nishWe will now discuss metal laminated products. Generally, for the production of ordinary steel, ingots are heated up to about 1.300°C before they are sent to the laminating line, consisting of rollers pressing the ingot in order to reduce it to the required thickness. When entering the lamination line the material is sprayed with strong water jets, required in order to eliminate the lamination fl akes formed during the process. At the end of this phase the fi rst quality control takes place, in accordance with UNI tolerances for the specifi cations of
© Angelika Smile - Fotolia.com

87
QUALITY CONTROL
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
laudatori, come il RINA, l’ANCC e così via. Questi controlli so-no sia visivi che per mezzo di sistemi automatici a ultrasuoni, in grado di rilevare anche alcuni difetti interni della lamiera.I difetti maggiormente ricercati sono:- soffi ature con rigonfi amenti per lamiere sdoppiate;- sfogliature dovute a difetti di colata;- vaiolature per mancata asportazione delle scaglie;- bruciature avvenute in forno a causa dello sporco superfi -ciale;
- cricche di varia natura;- sovrametalli per difetti nei cilindri di laminazione.In questa fase di controllo si prelevano anche campioni che saranno analizzati in laboratorio per determinare la resisten-za meccanica, lo snervamento, la fl essione e altre caratteri-stiche fi siche della lamiera.
Alcuni Enti, per lavorazioni industriali particolari, richiedono la normalizzazione delle lamiere, una richiesta comprensibi-le se si pensa all’utilizzo fi nale di questi lamierati che, nei vari spessori, servono per costruire tubi ad alta pressione, calda-ie o recipienti a pressione in ambienti a rischio. Non ultimo, la normalizzazione consente di ottenere superfi ci estrema-mente compatte e di ottimo aspetto. Le lamiere normalizza-te sono sottoposte a trattamento termico che riporta il me-tallo a una temperatura di circa 900°C per un tempo variabile a seconda del tipo di acciaio e al loro spessore, mentre il raf-freddamento deve avvenire in aria calma, priva di turbolen-ze che potrebbero provocare delle porosità sulla superfi cie metallica. Questo trattamento migliora la qualità dell’acciaio, anche se ne aumenta il costo, in quanto si ottiene un affi na-mento del grano acciaioso e stabilizza la struttura stessa del lamierato, conferendogli caratteristiche di resistenza migliori.Per certi spessori e per certe destinazioni d’uso bisogna la-minare a freddo: questa ulteriore laminazione avviene a temperature comprese fra 120>170°C, sempre prestando attenzione alla formazione di scaglie (ossido). Questo ulte-riore trattamento permette la produzione di nastri di ottimo aspetto che presentano una superfi cie omogenea e brillan-te, tanto da essere utilizzata di frequente per spessori ben superiori a 1,4 mm; inoltre, questa tecnica è utilizzata per produrre lamiere per scocche auto, serrande, mobili metal-lici, elettrodomestici, ecc. Di conseguenza, bisogna prestare molta attenzione alla prima fase del processo produttivo di questi manufatti, ossia la laminazione, poiché tutto quello che sarà successivamente depositato sopra la lamiera trasfe-rirà in superfi cie la struttura sottostante, inclusi i suoi difetti.È per questo motivo che alcune case produttrici di veicoli di alta gamma hanno scelto di utilizzare lamierati di tipo DIN 1624 e non lamierati in LASERTEX o ST 1405. Infatti, l’acciaio
the various testing Bodies such as RINA, ANCC and so on. Both visual and automatic controls are carried out. These rely on ultrasonic devices, also able to detect some internal defects within the sheet.- The most searched defects are:- blowing and swelling on split sheets;- peeling due to casting defects;- pitting caused by unmoved fl akes;- burn marks occurred in the oven and caused by superficial dirt;- various crack types;- excess metal due to defects of the lamination rollers;During this control phase samples are also taken. These will be analysed in a laboratory where the mechanical, yielding and bending resistances, as well as other physical characteristics of the sheet, will be determined.
Some Bodies, for particular industrial applications, require the sheets to be normalised. This request is understandable in relation to the fi nal destination of the sheets that, based in their thickness, will be used for the construction of pressurised piping, boilers or pressurised tanks in risky environments. Last but not least, normalization allows the production of extremely compact surfaces with excellent visual quality. Normalised sheets undergo a thermal treatment whereby the metal is brought back to a temperature of 900°C for a length of time that depends on the steel type and on its thickness. Cooling must take place in calm air, without turbulences that may cause superfi cial porosity of the metal. This treatment improves the steel quality, although it increases its costs. The improvement is caused by the reduction of the steel grain size and by the stabilization of the laminated product structure, characterised by higher resistance.For certain values of the thickness and for some destinations, cold lamination must be carried out. This takes place at a temperature from 120 to 170°C, and maximum attention is paid in order to avoid fl ake formation (oxide). This additional treatment allows the production of coils with high visual quality, an homogeneous and shiny fi nish, so much that it is often used when the thickness is well above 1.4 mm; furthermore this technology is used for the production of sheets destined to car bodies, shutters, metal furniture, electrical appliances etc. Hence, maximum attention must be paid during lamination that represents the fi rst phase of the production process. In eff ect, any product that will be laid on the sheet after this phase, will transfer towards the surface the underlying structure, including its defects.

88 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Smoothness and Orange Peel: It is a Matter of Support!
DIN 1624 è una lamiera super normalizzata molto liscia che, al controllo superfi ciale, presenta delle lunghezze d’onda corta (SW) e lunga (LW) molto basse rispetto ad altre tipo-logie di acciaio. Questo consente di “trasferire” sulla fi nitura superfi ciale una buccia d’arancia quasi inesistente, come ve-dremo più avanti.
Il concetto si ripete an-che su altri materia-li come sui substrati di legno, ad esempio i pianoforti, o su mate-riali compositi rinfor-zati con vetro, come per il settore dell’arre-damento e dello yach-ting. In questi ultimi casi si usa la carteggia-tura, in genere dopo la prima mano di pro-
dotto verniciante, onde portare il supporto il più possi-bile ‘liscio’ per non trasferire in superfi cie le ‘ondulazioni’ provenienti dal substrato, che sfocerebbero in una buc-ciatura più o meno evidente della verniciatura.
Il carbonio: un substrato criticoUn ulteriore substrato critico è il carbonio, sempre più utiliz-zato per certi manufatti ad alto valore aggiunto.Qui ovviamente diventa importante innanzitutto la trama del carbonio utilizzato, lo spessore del carbonio stesso e il numero degli strati intermedi delle sovrapposizioni di resi-na, e, in ultima analisi, la “deposizione cataforetica” (che per il carbonio è verniciatura conduttiva direttamente in stam-po). Anche in questo caso si usa la carteggiatura combinata con cicli particolari di verniciatura. Tuttavia, bisogna prestare massima attenzione durante la carteggiatura per non mette-re a nudo lo strato intermedio imbevuto di resina e per pre-venire il sollevamento della ‘peluria’ che infi cerebbe una sua copertura uniforme. Con una carteggiatura sbagliata, infatti, il carbonio si presenta come una superfi cie spugnosa, crean-do ulteriori problemi di fi nitura.Questa è solo la prima delle possibili precauzioni per ottimiz-zare la distensione e prevenire le bucciature. Un altro esem-pio di ciclo applicativo per strutture in carbonio è il seguente:1. sgrassare con pulitore antisilicone per plastiche;2. carteggiare con carta P320 o superiore;3. sgrassare con pulitore antisilicone per plastiche;4. applicare due mani leggere di fondo epossidico;5. applicare eventualmente, dopo opportuna carteggiatura
del fondo epossidico, una o due mani di fondo acrilico;
This is the reason why some suppliers of high profile vehicles decided to use DIN 1624 metal sheets instead of LASERTEX or ST 1405 metal sheets. DIN 1324 steel is a super normalised sheet. This is extremely smooth and the surface controls show for it short wave lengths (SW) and long wave lengths (LW) that are very low if compared to other steel types. This allows “transferring” to the top surface an almost absent orange peel, as discussed later on in this article.The same concept applies to other materials such as timber substrata, used for example for pianos, or composite materials strengthened with glass, used in the furniture or yachting sectors. In these cases, sanding is carried out, generally after the application of the first layer of paint. This makes the support as smooth as possible avoiding the transfer to the surface of the waves present on the substratum: this would cause, to different extents, orange peel effect on the paint.
Carbon: a critical substratumCarbon, increasingly used for the production of high added-value products, is also a critical substratum.In this case the used carbon net becomes obviously important, as well as the thickness of the carbon, the number of overlapped intermediate resin layers and, ultimately, the “cataphoretic deposition” (for carbon this is conductive paint directly applied on the mould). Also in this case sanding is carried out along with particular painting cycles. However, maximum attention must paid during the sanding process in order to avoid the exposure of the intermediate layer, soaked in resin, and the formation of “down” that would jeopardise a uniform covering. If the sanding process is not correct, carbon will become a spongy surface causing further fi nishing problems.This is just one of the possible precautions aimed to optimise the covering process and to prevent orange peel eff ect. Another example of application cycle for carbon structures is described below:1. degrease with anti-silicone cleaner for plastics;2. sand with P320 paper or higher;3. degrease with anti-silicone cleaner for plastics;4. apply two light layers of epoxy primer;5. after proper sanding of the epoxy primer, apply one
or two layers of acrylic primer;
© BYK Additives & Instruments

89 international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
QUALITY CONTROL
www.durr-cleantechnology.com
NUOVE STRADE DA INTRAPRENDERE
Con le tecnologie Dürr il calore residuo dei processi industriali può essere utilizzato in modo efficiente. Produzione o conservazione di energia, raffreddamento o scambio termico: Dürr è in grado di proporre l’idonea tecnologia.
6. essiccare per 1 ora alla temperatura di 60°C;7. carteggiare quasi tutto lo strato di fondo con P320, la-
sciando del prodotto solo dove sono presenti i fori della fi bra al carbonio;
8. pulire con antisiliconico;9. ripetere più volte il procedimento dal punto 4, fi no a
quanto i fori della fi bra di carbonio non sono stati riempi-ti e la superfi cie non si presenta completamente liscia;
10. applicare il prodotto verniciante di base previsto, con il suo catalizzatore;
11. applicare il trasparente usando lo stesso catalizzatore usato per la base;
12. essiccare per 1 ora alla temperatura di 60°C.
I parametri di processo di verniciatura da tenere sotto controlloA parte la massima attenzione da prestare nella prepara-zione dei prodotti vernicianti e dei suoi catalizzatori, no-to che pochissimi operatori prestano attenzione alle tem-perature delle superfi ci da verniciare o peggio ancora del prodotto verniciante, compreso il diluente o l’acqua, che
6. dry for 1 hour at the temperature of 60°C;7. sand the majority of the primer layer with P320
paper, leaving the products only in the areas where holes of the carbon fi bre are present;
8. clean with anti-silicone product;9. the process from point 4 must be repeated a
few times until the holes of the carbon fi bre are fi lled and the surface results completely smooth;
10. apply the required basecoat with its catalyser;11. apply the clearcoat product using the same
catalyser used for the basecoat;12. dry for 1 hour at the temperature of 60°C.
The parameters of the painting process to keep under controlLet’s not discuss the attention required for the preparation of the paint and its catalysers , although we know that very few operators pay attention to the temperature of the surfaces to be painted and even worse, of the paint itself (including the diluent

90 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Smoothness and Orange Peel: It is a Matter of Support!
ormai è di largo utilizzo. Diamo qui per scontata la mes-sa a punto ottimale della formulazione con i distendenti appropriati. Sorvoliamo anche sui sistemi di applicazione – si raccomanda, tuttavia, specie nelle applicazioni ma-nuali, una cura estrema dell’atomizzazione del prodotto verniciante – per concentrarci sull’ultimo punto critico del processo che merita attenzione prima del controllo quali-tà, ossia l’appassimento.In modo particolare con l’utilizzo di prodotti all’acqua, è importantissimo che il tempo di appassimento sia il più lungo possibile ed in ambiente chiuso, sia per manufat-ti verniciati in orizzontale che in verticale. Il prodotto ver-niciante deve assestarsi e depositarsi sulla superfi ce in modo omogeneo, con i tempi corretti (evitare quindi le distanze troppo brevi tra un manufatto e l’altro in appas-simento), senza forzare l’evaporazione degli alcoli, del di-luente e dei solventi che accelerano la reticolazione all’in-gresso del forno.Anche il forno di appassimento ha la sua infl uenza sul ri-sultato della distensione. La temperatura prevista deve salire in modo graduale e costante in tutti i punti del forno o della cabina-forno: si favorisce così l’uniformità nella di-stensione della vernice.Il risultato del processo può essere infi ne controllato visi-vamente, mentre la distensione superfi ciale e/o la buc-cia d’arancia sono da rilevare con lo strumento “wave-scan dual” per verifi care la distensione superfi ciale.
Ottenere lo spet-tro della strut-tura del fi lm di vernice, tramite lunghezze d’onda che vanno dai 10 mm (Wd) sino al sotto di 0,1 mm (du), permette così di monitora-re tutto il proces-so e stabilire l’as-senza della buccia
d’arancia o, se presente, il tipo di bucciatura. Non dimenti-chiamo, infatti, che per alcuni manufatti una certa quantità di bucciatura è richiesta come eff etto superfi ciale. È anche da sottolineare che l’estremizzazione della distensione può ren-dere evidente anche il difetto che non c’è, sia in una fi nitura opaca sia in una super brillante. Per questo ultimo tipo di fi -niture, inoltre, si può anche quantifi care il D.O.I. (Distinctness of Image) ossia la rifl essione dell’immagine nelle fi niture più brillanti.
or water, widely used nowadays). We also give for granted optimum preparation of the mix with the appropriate smoothing products. Also, let us pass over the application systems (still reminding that in manual applications extreme care should be dedicated to the atomization of the paint product) and let us focus on the last critical point of the process that deserves attention before the quality control is carried out: the drying phase.Especially when water-based products are used, drying should take place within an enclosed environment and should last for as long possible. This is extremely important both for products painted in the horizontal position and for those painted in the vertical position. The paint should settle and deposit homogeneously on the surface, within a correct length of time (excessively short distances between one drying product and the other should be avoided), without forcing the evaporation of alcohols, of the diluent and of the solvents that accelerate bonding when entering the oven. The drying oven has its own infl uence on the fi nal smoothness. The planned temperature should raise gradually and constantly all over the oven or the oven cabin: this favours a uniform smoothness of the paint.The process result can fi nally be visually controlled, whereas the superfi cial covering and/or the orange peel eff ect should be observed by means of the “wave-scan dual”, an instrument for the superfi cial smoothness check.Monitoring of the whole process is possible by tracing the spectrum of the paint fi lm structure, provided by wave lengths comprised between 10 mm (Wd) and 0,1 mm (du). This allows establishing whether orange peel eff ect is absent. When this is present, its characteristics can be defi ned. We should not forget that for specifi c products, orange peel eff ect is necessary to a certain extent in order to provide the required surface fi nish. It should be noted that a radical smoothness can highlight also non existing defects both on an opaque fi nish and on an extremely shiny ones. Furthermore, for the latter type of fi nish, the refl ected D.O.I (Distinctness of Image) on the most shiny surfaces can also be measured.
© B
YK A
ddit
ives
& In
stru
men
ts

ConclusioniCome già detto in precedenza, il completo processo di vernicia-tura presenta tanti parametri da tenere monitorati, dal suppor-to di partenza alla sua preparazione, dal prodotto verniciante alla sua preparazione, dalle varie tecniche di applicazione agli appassimenti fi no al forno di reticolazione. Tutte queste ope-razioni possono infl uire sulla nostra fi nitura e determinarne la qualità.Sono oltremodo convinto che nell’analisi delle schede di lavora-zione, su cui insisto sempre, potremmo già trovare risposte ad alcune problematiche o indicazioni sulle migliorie da apportare al nostro processo di fi nitura. Comunque, da tecnici, è nostro compito tendere a obiettivi sempre più confacenti ai nostri reali traguardi.Gli argomenti esposti in questo articolo sono da molti già ben conosciuti ma per i più svariati motivi alcuni passaggi si danno per scontati, complice la tirannia di tempistiche di lavorazione sempre più brevi.
ConclusionsAs discussed before, the complete painting process is characterised by several parameters that should be monitored. These include the support and its preparation, the painting product and its production, the application techniques, the drying methods and, ultimately, the bonding oven. All these aspects can infl uence the fi nish and its quality.I am fully convinced of the fact that by simply analysing the operative sheets (one of my strongest concerns), answers to some of the problems could already be found along with indications on the possible improvements for our fi nishing process. However, as professionals working in the technical fi eld, we are asked to seek objectives more and more in line with our real aims.The issues discussed in this article are well known to many operators. However, for many diff erent reasons some aspects are given for granted, above all when time schedules for work deliveries become tighter and tighter.
VVia per Ospitaletto, 60 25046 CAZZAGO S.MARTINO (BS) ITALIA
www.costechsrl.com [email protected] TEL. +39 030.77.01.349 FAX. +39 030.20.70.642
Lavaggio a spruzzo e immersione Spray and immersion washing
Cabine di verniciatura a polvere o liquido Powder and liquid paint booth
Parti di ricambio Spare parts
Trasportatori aerei Aerial conveyor
Manutenzioni e assistenza Maintenance and assistance
Integrazioni di impianti esistenti Integration of existing lines
Forni di cottura in linea, statici o a campana In line, static and bell oven
CoSTech s.r.l. Coating surfaces technologies

TRADE FAIRS & CONFERENCESFiere e Convegni
92 N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
TRADE FAIRS & CONFERENCESFiere e Convegni
NOVEMBER 2014MIDESTParis, FranceNovember 4-7, 2014www.midest.com
EICMAMilan, ItalyNovember 4-9, 2014www.eicma.it
ECOMONDORimini, ItalyNovember 5-8, 2014 www.ecomondo.com
EIMA INTERNATIONALBologna, ItalyNovember 12-16, 2014www.eima.it
SWISS TECHBasel, Switzerland November 18-21, 2014www.swisstech-messe.ch
EMAFOporto, PortugalNovember 19-22, 2014www.emaf.exponor.pt
OCTOBER 2014RAMSPECModena, ItalyOctober 2-4, 2014www.ramspec.eu
ALUMINIUMDüsseldorf, GermanyOctober 7-9, 2014www.aluminium-messe.com
NORTH AFRICAN COATING CONGRESSCasablanca, MoroccoOctober 15-16, 2014www.coatings-group.com/congress/nacc/
PAINT ISTANBUL Istanbul, TurkeyOctober 23-25, 2014http://en.paintistanbul.com/default.aspx
SEPTEMBER 2014ETCCGürzenich, Cologne, GermanySeptember 3-5, 2014www.etcc2014.org
ASIA PACIFIC COATING SHOWJakarta, IndonesiaSeptember 3-5, 2014www.coatings-group.com/show/apcs/
THE POWDER COATING SHOWIndianapolis, IN, USASeptember 16-18, 2014www.powdercoatingshow.com
AUTOMECHANICAFrankfurt, GermanySeptember 16-20, 2014automechanika.messefrankfurt.com
EUROCOATParis, FranceSeptember 23-25, 2014www.eurocoat-expo.com
IAA COMMERCIAL VEHICLEHannover, GermanySeptember 25-October 2, 2014www.iaa.de
PROFINTECHBrno, Czeck RepublikSeptember 29-October 3, 2014 www.bvv.cz/en/profintech/
EUROSURFASBarcelona, SpainSeptember 30-October 3, 2014www.eurosurfas.com/
BI-MUMilan, ItalySeptember 30-october 4, 2014www.bimu.it

93
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
DECEMBER 2014CHINACOATGuangzhou, ChinaDecember 3-5, 2014www.chinacoat.net/2014/exh_en.htm
SURFACE TECHNOLOGY INDIA New Delhi, IndiaDecember 10-13, 2014www.win-india.com/?page=home
JANUARY 2015BAUMunich, GermanyJanuary 19-24, 2015www.bau-muenchen.com
ASTECTokyo, JapanJanuary 26-30, 2015www.astecexpo.jp/en/
FEBRUARY 2015EXPO COATINGMoscow, RussiaFebruary 17-19, 2015www.expocoating.primexpo.ru/en/
ISRACHEMTel Aviv, IsraelFebruary 24-26, 2015www.stier.co.il/ISRACHEM/index_en.asp
MARCH 2015INTERLAKOKRASKAMoscow, RussiaMarch 3-6, 2015www.interlak-expo.ru/en/
MIDDLE EAST COATING SHOWDubai, UAEmarch 9-11, 2015www.coatings-group.com/show/mecs/
MADExpoMilan, italyMarch 18-21, 2015www.madexpo.it
MECSPE/TFParma, ItalyMarch 26-28, 2015www.senaf.it/Trattamenti-Finiture/99
APRIL 2015INDUSTRIELyon, FranceApril 7-10, 2015www.industrie-expo.com
HANNOVER MESSEHannover, GermanyApril 13-17, 2015www.hannovermesse.de
SALONE DEL MOBILEMilan, ItalyApril 14-19, 2015www.cosmit.it
EUROPEAN COATING SHOWNuremberg, GermanyApril 21-23, 2015www.european-coatings-show.com

94
ZOOM on events
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
1ST BYK-GARDNER USER MEETING IN ITALY: “COLOUR AND APPEARANCE UNIFORMITY”1° BYK-Gardner User Meeting Italia: “Uniformità del Colore e dell’Aspetto”
I n seguito al successo dell’iniziativa in Germania e negli Stati Uniti, BYK-Gardner ha portato per la prima volta in Italia il “BYK-Gardner
User Meeting” (rif. foto d’apertura). Per questo evento, l’azienda, facen-te parte del Gruppo Altana e partner mondiale dell’industria automotive, delle vernici e della plastica per il controllo qualità di colore, aspetto e proprietà fi siche, ha invitato i suoi clienti italiani per parlare delle loro esperienze nel controllo e nell’ottimizzazione dell’uniformità del colore e dell’aspetto estetico delle fi niture, con esposizioni condivise con tutti i par-tecipanti. L’incontro (fi g. 1), svoltosi lo scorso 5 giugno a Parma, presso l’Hotel Parma & Congressi, ha avuto tra i suoi temi principali:
- trouble shooting con la fami-glia “wave-scan” per ottimizzare l’apparenza;
- controllo del colore e dell’apparenza online per un controllo del processo stabile;
- nuovo “BYK-mac i” per descrivere oggettivamente la percezione to-tale del colore e delle fi niture con effetti;
- come quantifi care le macchie;- nuovi pigmenti con effetti speciali;- nuovi additivi per migliorare il pro-cesso di verniciatura;
- metodi DIN/ASTM attuali e sfi de fu-ture sui pigmenti speciali e ad effet-to per il settore dei trasporti.
F ollowing the success of the event in Germany and the United
States, BYK-Gardner has organised its “BYK-Gardner User
Meeting” in Italy for the fi rst time (see opening photo).
The company, part of the Altana Group and a global partner for the
automotive, coating and plastic industries for what concerns the QC of
colour, appearance and physical properties of fi nishes, invited its Italian
customers to talk about their experiences in the control and optimisation
of the colour and appearance uniformity, with reports shared with all
participants. The meeting (Fig. 1), held on June, the 5th in Parma at the
Parma & Congressi Hotel, focused the following topics:
- trouble shooting with the wave-
scan product range to optimise the
appearance of fi nishes;
- online inspection of the colour and
appearance for a stable process
control;
- new BYK-mac i to describe
objectively the total perception of
colours and special effect fi nishes;
- quantitative assessment of stains;
- new pigments with special effects;
- new additives to improve the
coating process;
- current DIN/ASTM methods and
future challenges for the special
effect pigments for the transport
sector.
Opening photo: Speakers and participants of the fi rst BYK-Gardner User Meeting in Italy.
Foto d’apertura: foto di gruppo dei relatori e dei partecipanti del 1° BYK-Gardner User Meeting in Italia.
1
The meeting was held on June 5 in Parma, at the Parma & Congressi Hotel, with the title: “Colour and appearance uniformity”.
L’incontro si è svolto lo scorso 5 giugno a Parma, presso l’Hotel Parma & Congressi, con il titolo: “Uniformità del Colore e dell’Aspetto”.
1
© ip
cm
© ipcm

95 international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
Francesco Stucchiipcm®
Il meeting è stato aperto dall’ing. Pasquale Roberti (fi g. 2), Sales Manager Italia BYK-Gardner, che ha dato il benvenuto ai par-tecipanti e introdotto lo scopo e i temi dell’incontro, presentando poi la sua relazione, “Misurazione dell’Orange Peel e del DOI”. L’aspetto di una vernice viene de-scritto mediante la sua brillantez-za e la distensione, spesso de-nominate DOI (Distinctness of Image, nitidezza dell’immagine) e buccia d’arancia. I misuratori di buccia d’arancia e di DOI di BYK-Gardner sono già utilizzati da an-
ni presso tutte le case automobilistiche e i loro fornitori, essendo lo standard mondiale per controllare in modo oggettivo e ottimizzare l’aspetto. Roberti ha quindi illustrato le qualità della linea “wave-scan” di BYK-Gardner, che offre so-luzioni di misurazione dell’aspetto personalizzate per ogni attività, da strumen-ti portatili per le carrozzerie a sensori robotizzati per la misurazione automati-ca dell’aspetto. Questa linea di prodotto è stata anche utilizzata da tutti i relatori che hanno presentato dei dati sulla misurazione di buccia d’arancia e DOI.
Paolo Quaglia (fi g. 3), Technical Manager Decorative Coatings presso PPG, con la sua relazione “Ciclo di ver-niciatura automotive: parametri che infl uenzano l’aspetto fi nale”, ha analizzato i fattori citati nel titolo dell’intervento suddividendoli in quattro categorie (substrato, materiale, processo e percezione), approfondendo le caratteristi-che fondamentali che devono possedere le vernici, i con-cetti formulativi di base e le tipologie di trasparenti, oltre ai sistemi di applicazione.
La dott.ssa Barbara Marchetti (fig. 4), Centro Ricerche Fiat, ha rivolto l’attenzione dei partecipanti sul tema “Sviluppo di una nuova scala per la misura della distensione”, mostran-do i risultati della ricerca condotta da Fiat, Centro Ricerche Fiat e BYK Additives & Instruments (in collaborazione con Chrysler) e sottolineando quanto sia complesso trovare dei modelli matematici per la regolazione degli strumenti di misurazione della distensione che abbiano una maggiore corrispondenza con la percezione visiva dell’uomo.
The meeting was opened by
Pasquale Roberti (Fig. 2), BYK-
Gardner’s Sales Manager Italia,
who welcomed the participants
and introduced the purpose
and themes of the meeting
presenting his report, “Orange
peel and DOI measurement”.
The appearance of a coating
is described though its gloss
and smoothness, often referred
to as DOI (Distinctness of
Image) and orange peel.
BYK-Gardner’s orange peel
and DOI gauges have already
been used for years by all car
manufacturers and their suppliers, being the world standard for the
objective control and optimisation of the appearance a fi nish. Roberti
illustrated the qualities of the wave-scan range by BYK-Gardner, which
offers customised solutions for assessing the appearance of a fi nish,
from portable instruments for car bodies to robotic sensors for automatic
measurements. This product line has also been used by all the speakers
who presented data on the measurement of orange peel and DOI.
With his report “Automotive coating systems:
parameters infl uencing the fi nal appearance”, Paolo
Quaglia (Fig. 3), Technical Manager Decorative
Coatings at PPG, analysed the factors mentioned in
the title dividing them into four categories (substrate,
material, process and perception). He illustrated
the fundamental characteristics of a coating, the
basic formulation concepts, the types of transparent
topcoats and the application systems available.
Barbara Marchetti (Fig. 4) from the Centro Ricerche
Fiat turned the participants’ attention on the topic of
“Development of a new scale for measuring the orange
peel”, showing the results of research conducted by Fiat,
Centro Ricerche Fiat and BYK Additives & Instruments
(in collaboration with Chrysler) and emphasising the
difficulty of finding mathematical models for the calibration
of the orange peel measuring instruments characterised by
a greater consistency with the human visual perception.
2
Pasquale Roberti, BYK-Gardner’s Sales Manager Italia, speaker.
Ing. Pasquale Roberti, Sales Manager Italia BYK-Gardner, relatore.
3
Paolo Quaglia, PPG’s Technical Manager Decorative Coatings, speaker.
Paolo Quaglia, Technical Manager Decorative Coatings, PPG, relatore.
2 3
4
Barbara Marchetti, Centro Ricerche Fiat, speaker.
Dott.ssa Barbara Marchetti, Centro Ricerche Fiat, relatrice.
4
© ip
cm
© ip
cm
© ip
cm

96
ZOOM on events
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Giorgio Barbagelata (fi g. 5), ispettore di verniciatura (FROSIO Livello III) freelance e ispettore navale, con la relazione “Controllo qualitativo fi niture Mega Yachts – Bucce d’arancia, colore e gloss”, ha introdotto in-vece il tema dell’aspet-to fi nale di una fi nitu-ra nel campo navale, spiegando le fi niture tipiche, il ciclo di pittu-razione, come viene preparata la superfi cie, come viene controllata e con quali normative di riferimento.
Amedeo Navarretta (fig. 6), BYK-Chemie, nel suo intervento “Additivi che influenzano le proprietà superficiali dei prodotti ver-nicianti” ha mostrato invece come gli additivi di BYK possono in-
tervenire per compensare i difetti dei prodotti vernicianti, come un’insufficiente bagnabi-lità del substrato e una scarsa distensione. Tra gli additivi analizzati, gli additivi silico-nici, polisilossanici e acrilici della gamma BYK-Chemie.
L’intervento di Gabi Kigle-Boeckler (fi g. 7), Global Business Manager Automotive BYK-Gardner, dal titolo “BYK-mac i: impressione totale del colore delle fi niture a effetto e misu-ra della fl uorescenza”, ha illustrato le vernici a effetto, che rappresentano ormai circa l’80% delle fi niture per automobili, come queste inte-ragiscano con la luce e come la percezione del colore muti in base all’angolo di osservazio-ne. Per analizzare questi fattori, come spiega-to da Gabi Kigle-Boeckler, BYK annovera nel-la sua gamma di prodotti lo spettrofotometro
5
Giorgio Barbagelata, a freelance coating inspector (FROSIO Level III) and naval inspector, speaker.
Giorgio Barbagelata, ispettore di verniciatura (FROSIO Livello III) freelance e ispettore navale, relatore.
5
6
Amedeo Navarretta, BYK-Chemie, speaker.
Amedeo Navarretta, BYK-Chemie, relatore.
6
Giorgio Barbagelata
(Fig. 5), a freelance
coating inspector
(FROSIO Level III) and
naval inspector, with
his report “Quality
control of the fi nishes
on mega yachts –
Orange peel, colour
and gloss”, dealt with
the fi nal appearance
of the fi nishes applied
in the naval fi eld,
illustrating the typical
products, the coating
systems, the surface
preparation process,
the controls carried
out and the reference
standards.
Amedeo Navarretta (Fig. 6), BYK-Chemie, delivered a speech
titled “Additives affecting the surface properties of coating
products”. He showed that the additives produced by BYK can
be used to compensate for the defects in
the coatings, such as insuffi cient wettability
of the substrate and poor smoothness.
The products tested included silicone,
polysiloxane and acrylic additives from the
BYK-Chemie range.
The report of Gabi Kigle-Boeckler (Fig. 7),
BYK-Gardner’s Global Business Manager
Automotive, was titled “BYK-mac i: the
colour impression of special effect fi nishes
and the fl uorescence measurement” and
dealt with the special effect coatings, which
now account for approximately 80% of the
automotive fi nishes, explaining how they
interact with the light and why the perception
of a colour changes based on the angle of
observation. To analyse these factors, as
explained by Gabi Kigle-Boeckler, BYK has
© ip
cm
© ip
cm

97 international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
Francesco Stucchiipcm®
BYK-mac i, il quale misura il colore multi-angolo, oltre a sparkle e grana, per un controllo totale del colore in uno strumento portatile. Inoltre, lo strumento di BYK permette di misurare la fl uorescenza. Il secondo argomento trattato da Kigle-Boeckler ha riguardato l’ef-fetto mottling, l’apparizione di macchie su vernici metallizzate, un difetto di variazione di luminosità delle vernici visibile specialmen-te su grandi aree e su fi niture chiare. Le cause tipiche possono essere il disorientamento delle lamelle metalliche o le variazioni
dello spessore del fi lm della base colorata. La visibilità di questo fenomeno è inoltre infl uenzata dalla rifl essione degli oggetti circostanti, dalla curvatura e dal rapporto tra illuminazione diretta e diffusa. Il misu-ratore delle macchie di BYK, “cloud-run-ner”, presentato da Kigle-Boeckler, deter-mina oggettivamente il mottling così come lo si vede e caratterizza le macchie per di-mensione e visibilità. In seguito si posso-no facilmente distinguere le differenze e si possono specifi care dei valori target per l’approvazione del batch e il controllo del processo.
Alfredo Oleati (fi g. 8), PPG, ha approfon-dito un altro tema fondamentale: il color matching tra la scocca e i diversi com-ponenti di un automobile. Durante la sua esposizione, “Metodo per la defi nizione delle tolleranze colorimetriche e ottimizza-zione del color matching nell’automotive”, dopo aver defi nito in dettaglio il signifi ca-
to di tolleranza e color matching, ha analizzato le fasi di analisi di quest’ultimo, dallo studio di stile fi no all’emissione delle tolleran-ze colorimetriche. La dott.ssa Marchetti, Centro Ricerche Fiat, è nuovamente intervenuta per completare il discorso, mostrando in dettaglio le zone di controllo di un automobile, come sono analiz-zati i dati e come questi possano aiutare a intervenire in caso di difformità.
Maurizio Bazzoni (fi g. 9), Lechler, durante l’intervento “CME, Color Match Explorer: l’evoluzione nel Car Refi nish”, ha presentato Color Match, il nuovo sistema di ricettazione di Lechler basato su spettro-fotometro a lettura multi-angolo e software dedicato, che rendono
7
Gabi Kigle-Boeckler, BYK-Gardner, speaker.
Gabi Kigle-Boeckler, BYK-Gardner, relatrice.
7
developed its BYK-mac i spectrophotometer, which gauges
multi-angle colour, sparkle and grain, ensuring a total colour
control with a portable instrument that also enables to
measure the fl uorescence.
The second topic covered by Kigle-Boeckler was the
mottling effect, i.e. the appearance of spots on metallic
paints caused by the gloss variation and especially visible
on large areas and clear fi nishes. Typical causes can be
the disorientation of metal particles or
any variation in the fi lm thickness of
the coloured base. The visibility of this
phenomenon is also infl uenced by the
refl ection of the surrounding objects,
the curvature, and the relation between
direct and diffuse lighting. BYK’s cloud-
runner mottling meter, presented by
Kigle-Boeckler, objectively assesses the
mottling effect as one can see it and
classifi es the spots for size and visibility.
Afterwards, the differences are easily
distinguishable and target values can be
set for the batch approval and process
control stages.
Alfredo Oleati (Fig. 8), PPG, dealt with
another key issue: the colour match
between the body and the various
components of a car. With his report,
“A method for the setting of colour
tolerances and the optimisation of the
colour match in the automotive field”,
he defined the concepts of tolerance and colour matching
and illustrated the analysis stages of the latter, from the
style study to the setting of colour tolerances.
Marchetti from Centro Ricerche Fiat completed the
report by showing in detail the control areas of a car and
explaining how the data are analysed and how they can
help in the event of any discrepancy.
Maurizio Bazzoni (Fig. 9), Lechler, gave a speech titled “CME,
Color Match Explorer: the evolution of car refi nishing” and
presented Color Match, the new colour search system by
Lechler composed of a multi-angle spectrophotometer and
© ip
cm

98
ZOOM on events
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
a dedicated software, making the colour
identifi cation more effective even for the
most diffi cult colours. Once the device is
positioned on the surface, it automatically
detects the colour, enabling to instantly fi nd
the best formulation available in the database
and correct the tint applied for a precise
colour match with the reference surface.
Demis Paraventi (Fig. 10), Eckart (a company
of the Altana Group producing special effect
pigments), presented the product Metalure®
Liquid Black, the darkest PVD pigment
available worldwide. It is chemically inert,
hexavalent chromium free and suitable for all
coating systems (solvent, water and UV). It is
intended for the automotive sector, several
outdoor and industrial applications and the
decoration fi eld and is characterised by high
chemical resistance.
In conclusion,
from pigments and
additives to measuring
instruments, the meeting
covered all the aspects
and elements affecting
the uniformity of the
colour and appearance
of an object, especially
in the automotive sector.
Thanks to the reports
of many experts from
well-known companies,
it was possible to
discuss not only how
the problems of the past
have been addressed,
but also the solutions
currently available
and the steps that the
industry is taking to make continuous and new
improvements.
l’identifi cazione della tinta sicura ed effi ca-ce, anche per le tonalità più diffi cili. È suffi -ciente posizionare lo strumento sul suppor-to per rilevare automaticamente il colore, identifi care istantaneamente la migliore for-mula disponibile nel database e correggere la tinta applicata per un puntuale matching cromatico al riferimento da riprodurre.
Demis Paraventi (fi g. 10), Eckart (azienda del Gruppo Altana produttrice di pigmenti a effetto), ha presentato il prodotto “Metalure® Liquid Black”, il pigmento PVD più scuro di-sponibile a livello mondiale. Questo pigmen-to è chimicamente inerte, privo di cromo esavalente e adatto a tutti i sistemi di verni-ciatura (solvente, acqua e UV). È dedicato al settore automotive, applicazioni per esterno e industriali, decorazione ed è caratterizzato da un’elevata resistenza chimica.
In conclusione, da pig-menti e additivi fino agli strumenti di misurazio-ne, il meeting ha coper-to tutti gli aspetti e gli elementi in campo che riguardano l’uniformità del colore e dell’aspetto di un manufatto, in par-ticolar modo nel setto-re automotive. Grazie agli interventi di esperti del settore riconosciuti e provenienti da aziende rinomate, è stato possi-bile osservare non solo come sono stati affronta-ti i problemi del passato e le soluzioni disponibili attualmente, ma anche
quali passi sta muovendo l’industria per apportare nuovi e conti-nui miglioramenti.
8
Alfredo Oleati, PPG, speaker.
Alfredo Oleati, PPG, relatore.
8
9
Maurizio Bazzoni, Lechler, speaker.
Maurizio Bazzoni, Lechler, relatore.
10
Demis Paraventi, Eckart, speaker.
Demis Paraventi, Eckart, relatore.
9 10
© ip
cm
© ipcm
© ip
cm

99
Francesco Stucchiipcm®
STUD
IOB
UTTA
FAVA
Superficie disponibile per la manifestazione
29.BI-MU
1315
18
24 22
14
11 9EST STAZIONE RHO-FIERA
METROPOLITANA LINEA 1
SUD
OVEST
MILANO
A8 CASELLOFIERA MILANO
TANG. OVESTCASELLOFIERA MILANO
BI-MU/SFORTEC concentra sui suoi espositori l’attenzione di tutti i settori utilizzatori, tra cui automotive, aeronautica, aerospaziale,energia, elettronica, biomedicale, imballaggio, trasporti. Con l’85% dei visitatori direttamente coinvolti nelle decisioni di acquisto,BI-MU/SFORTEC vanta un pubblico qualificato e competente, la cui partecipazione accresce ulteriormente il valore della mostrache, nel 2012, con 1.160 imprese protagoniste e 3.000 macchine esposte su 90.000 metri quadrati, ha registrato 58.875 visite.
AvanguardiA tecnologicA per manifatturA di qualità
C
ER T I F I E
D
ISO 9001:2008 N. 4548
IL MONDODELLA FINITURADELLE SUPERFICI
30/9 - 4/10/2014SUBFORNITURA TECNICA
ROBOT, AUTOMAZIONE
MACC
HINE
UTE
NSILI
A DEFO
RMAZ
IONE E
ASPO
RTAZIO
NE
SERVIZI PER L’INDUSTRIATECNOLOGIE AUSILIARIE
Ente organizzatore: EFIM-ENTE FIERE ITALIANE MACCHINE SPAPromossa da: UCIMU-SISTEMI PER PRODURREPer informazioni: 29.BI-MU/SFORTEC c/o CEU-CENTRO ESPOSIZIONI UCIMU SPAviale Fulvio Testi 128, 20092 Cinisello Balsamo MI (Italy)tel. +39 0226 255 225/227, fax +39 0226 255 890, [email protected]
Sede: . Ingresso dalle porte Est, Ovest e SudPeriodo di svolgimento: da martedì 30 settembre a sabato 4 ottobre 2014Orario: dalle 9.30 alle 18.00.Ingresso: biglietto giornaliero € 12; gratuito con registrazione onlineCatalogo 29.BI-MU/SFORTEC: € 20, disponibile nell’ambito della manifestazione
BI-M
U
SFO
RTEC
bimu-sfortec.combimu.itsfortec.it

100
ZOOM on events
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
48TH ECCA GENERAL MEETING: TRENDS IN COLORS AND AESTHETICS FOR PREPAINTED METAL48° ECCA General Meeting: colori ed estetica di tendenza per il metallo preverniciato
IntroduzioneIl 48° “ECCA General Meeting”, tenutosi presso il Royal Carlton Hotel, a Bologna, il 19 e 20 maggio scorsi, è stato una grande occasione per affrontare diversi temi riguardanti l’industrial de-sign, l’home design e l’architettura legati ai trend di oggi (rif. foto d’apertura).ECCA - European Coil Coating Association è stata fondata nel 1967, con sede a Bruxelles, e conta circa 122 aziende associa-te. La particolarità di ECCA consiste nell’avere tra i propri mem-bri aziende che si posizionano sul mercato sia come fornitori che come clienti, provenienti da diversi settori (acciaio, alluminio, ver-nici, prodotti chimici, impianti e macchinari di applicazione di ver-nici e fi lm, ecc.). La mission di ECCA é la promozione del metallo preverniciato come soluzione di alta qualità, effi ciente in termini di
IntroductionThe 48th “ECCA General Meeting” took place in Bologna, at Royal Carlton
Hotel, last May 19 and 20. This event represented a great opportunity to
discuss several themes related to current trends and concerning industrial
design, home design and architecture. (ref. opening photo)
ECCA – the European Coil Coating Association - was founded in 1967,
its headquarters are in Bruxelles and has about 122 companies among
its members. ECCA’s peculiarity consists in the variety of its members,
including companies present on the market as suppliers as well as
clients and working in different sectors (steel, aluminium, paints,
chemical products, plants and mechanical devices for paints and fi lm
application, etc.). ECCA’s mission is the promotion of prepainted metal
as a high quality solution, cost-effective and safe for the environment,
able to address the needs of several industries and in particular:
Opening photo: the Royal Carlton Hotel in Bologna hosted the 48th “ECCA General Meeting”. The meeting was dedicated to several themes concerning industrial design, home design and architecture, related to current trends, prepainted metal sheets and coil coating.
Foto d’apertura: il Royal Carlton Hotel di Bologna ha ospitato il 48° “ECCA General Meeting”, incontro durante il quale sono stati aff rontati temi riguardanti l’industrial design, l’home design e l’architettura legati ai trend di oggi, ai laminati metallici preverniciati e al coil coating.
© ECCA

101
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
costo e sicura per l’ambiente per molte industrie, in particolare per le industrie delle costruzioni, dell’auto, dell’elettrodomestico e dei trasporti.Il titolo dell’evento di quest’anno era già una dichiarazione d’intenti: “Colori ed estetica di tendenza per il metallo preverniciato”. Il colo-re, infatti, oggi è visto dai consumatori, e ancora prima dai proget-tisti, come un modo per defi nire un lifestyle, motivo per cui deside-rano poter scegliere tra un’ampia gamma di fi niture ed effetti senza rinunciare a durabilità, prestazioni e rivestimenti di alta qualità.Per questi motivi, i protagonisti dell’industria del metallo preverni-ciato cercano continuamente nuove soluzioni per differenziarsi dal-la concorrenza: realizzare una fi nitura superfi ciale di alta qualità e alto livello estetico, infatti, rappresenta un importante elemento per rimanere competitivi. I consumatori, oggi, possono così scegliere tra diverse fi niture speciali, incluse vernici anti-impronte, resistenti alle sostanze chimiche, anti-graffi ti, anti-sporco, autopulenti e molti effetti speciali, all’interno di una vastissima gamma di colori, a di-mostrazione dell’evoluzione del settore.
“48° ECCA General Meeting”L’evento, nella sua prima giornata, è stato aperto da Julius Lang (U. S. Steel Kosice), Presidente uscente di ECCA (fi g. 1), che ha par-lato dello stato del mercato e spiegato gli obiettivi dell’incontro. “Il me-tallo preverniciato offre grandi vantaggi a designer, architetti e produt-tori e consente di reinventare manufatti di qualsiasi tipo, non solo in
construction sector, cars’ manufacturing, electrical appliances
production and transports.
This year’s title was in itself a declaration of intent: “Trends in Colors
and Aesthetics for Prepainted Metal”. Nowadays colour is considered
by consumers and, even before by designers, as a means to defi ne a
lifestyle. This is the reason why they want to be able to choose from a
wide range of fi nishes and effects, still relying on durability, high quality
performance and excellent coverings.
For these reasons the key players in the prepainted metal industry
strive to propose on a continuous basis new solutions that can make
the difference between them and their competitors: being able to
offer a high quality surface fi nish, that has also high aesthetic value,
represents indeed a good strategy to maintain competitiveness.
As a result of the evolution of this sector, consumers can now choose
between different special fi nishes including paints with the following
characteristics: anti-fi nger prints, resistant to chemical attacks,
anti-graffi ti, dirt-resistant, self-cleaning. They can also choose amongst
several special effects within an extremely wide range of colours.
“48th ECCA General Meeting”The event, on the fi rst day, was opened by Julius Lang (U.S. Steel Kosice),
exiting ECCA President (Fig.1), who discussed the state of the market
and explained the aims of the meeting. “Prepainted metal offers great
advantages to designers, architects and suppliers. It allows reinterpreting
any type of product, also outside the architectural fi eld. Prepainted metal
1
Speakers table with ECCA’s exiting President, Julius Lang (on the left), Chantal Bretton, ECCA’s new President (second from left), and Yvonne Barcelona, ECCA Managing Director (third from left).
Tavolo dei relatori con il Presidente uscente di ECCA, Julius Lang (a sinistra), Chantal Bretton, nuovo Presidente di ECCA (seconda da sinistra) e Yvonne Barcelona, Managing Director di ECCA (terza da sinistra).
1
2
The magnifi cent Palazzo Albergati hosted a gala dinner at the end of the fi rst meeting day. The dinner was preceded by a performance, inspired by the local folk tradition, organised in the wonderful gardens of the palace.
Lo splendido Palazzo Albergati ha ospitato la cena di gala a termine della prima giornata del meeting, preceduta da uno spettacolo d’intrattenimento della tradizione popolare locale negli splendidi giardini del luogo.
2
© E
CCA
© ECCA

102
ZOOM on events
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
campo architettonico. Il metallo pre-verniciato avvalla lo studio di forme, colori, pattern e texture sempre nuo-vi ed è inoltre economico, effi ciente ed ecologico, fattori che – insieme a molti altri, come lo snellimento della catena produttiva e la libertà di de-sign che combina forma e funzione – hanno fatto sì che venisse utilizza-to come un fattore di differenziazio-ne in tutto il mondo”, ha dichiarato Lang. “L’industria del metallo prever-niciato ha fatto molta strada dal tra-dizionale bianco al colorato mondo moderno. Oggi è possibile applicare praticamente qualsiasi colore, dise-gno o struttura a una vasta gamma di substrati metallici”.
Antonio Bonoli (Marcegaglia), Presidente di ECCA Italia, ha dato il via al meeting con il suo intervento dal titolo “Coil Coating in Italy - Past, Present, Future” che ha tratteggiato la storia e lo sviluppo del coil coating in Italia, presentando anche la grande iniziativa che la sede italiana di ECCA ha portato a compimento nel 2013: la riedizione aggiornata del manuale tec-nico “I Laminati Metallici Preverniciati”, un valido aiuto per architetti, designer e trasformatori per approfondire tutti gli aspetti legati al coil coating e agli impie-ghi di alluminio e acciaio preverniciati.
Key note speaker dell’evento 2014 è stato Frank Bekaert della società di consulenza McKinsey & Company, il quale ha tratteggiato il presente e il futuro dell’industria globale dell’ac-ciaio con la relazione “Global steel industry perspective - Where are we and what’s next?”.
allows the study of new forms, colours,
patterns and textures on a continuous
basis. It is inexpensive, effective and
ecological. Thanks to these factors,
along with others (such as the
possibility to simplify the production
chain and the design freedom in
combining form and function), this
product has been used to make the
difference all over the world” said Lang.
“The prepainted metal industry has
gone a long way from the traditional
white to the colourful modern world.
At present, virtually any colour, image
or structure can be applied to a wide
range of metallic substrates”.
Antonio Bonoli (Marcegaglia), ECCA’s
President of the Italian group, started
off the meeting with his note titled
“Coil Coating in Italy - Past, Present,
Future”. He described the historical
development and the evolution of coil
coating in Italy. He also introduced
the important initiative concluded in
2013 by ECCA’s Italian branch: the
publication of an updated version of
the technical manual titled “Prepainted
Metal Laminated Products”, a useful
support for architects, designers and
installers wishing to gain an in depth
knowledge on all aspects related to
coil coating as well as on the uses of
prepainted steel and aluminium.
Frank Bekaert, from the McKinsey
& Company fi rm, was the Key note
speaker of the 2014 event. In his note
titled “Global steel industry perspective
- Where are we and what’s next?”
he highlighted the present and future
developments of the global steel
industry.
3
The dome of Palazzo Albergati’s hall, where the gala dinner was held.
Il soffi tto a cupola della sala di Palazzo Albergati dove si è svolta la cena di gala.
4
The hall in Palazzo Albergati, where the gala dinner was held.
La sala di Palazzo Albergati che ha ospitato la cena di gala.
3
4
© E
CCA
© ECCA

103
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
In seguito si è aperta la Sessione Uno, intitolata “Voice of the customer”, che ha presentato il punto di vista dell’utilizzatore, attuale o potenziale, di metallo preverniciato. In questa sessione sono intervenuti Martin Crosbie (Kingspan Holdings), “Voice of the customer”, Filippo Regoli (Lattonedil), “New Challenges in Prepainted Steel” e Luca Bordin (Permasteelisa), “Use of Metal Panels for Architectural Façade in Permasteelisa Vision”. I tre re-latori, appartenenti ad aziende che producono pannelli isolanti per l’edilizia (Kingspan), pannelli architettonici (Lattonedil), involucri edilizi e lamiere d’alluminio (Permasteelisa), hanno discusso dei punti di forza del metallo preverniciato e dei migliori contesti di utiliz-zo, focalizzandosi sulle nuove esigenze del settore dell’architettura e sui possibili miglioramenti del coil coating nell’ottica di uno svilup-po dell’architettura a secco.
Session One, titled “Voice of the customer”, followed.
This introduced the point of view of current and potential users of
prepainted metal. In this session three speakers stepped-in:
Martin Crosbie (Kingspan Holdings), “Voice of the customer”,
Filippo Regoli (Lattonedil), “New Challenges in Prepainted
Steel” and Luca Bordin (Permasteelisa), “Use of Metal Panels for
Architectural Façade in Permasteelisa Vision”. The three speakers,
representing fi rms engaged in the production of insulating panels in
construction (Kingspan), architectural panels (Lattonedil), building
enclosures and aluminium sheets (Permasteelisa), discussed the
strong points of prepainted metal as well as their best fi elds of
application. They focused on the new needs of the architectural
sector and on the possible improvements for coil coating in the
development of drywall architecture.

104
ZOOM on events
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
Il pomeriggio si è aper-to con la Sessione Due, “Colours”, dedicata a co-lori e fi niture. Nel primo intervento, Per Nimer (AkzoNobel) con la re-lazione “Global Colour Trends”, ha mostra-to le tendenze elabora-te dall’Aesthetic Center di AkzoNobel in fatto di design, architettura e li-festyle e come queste infl uenzino le tendenze colore. Peggy Schouller-Guinet (ArcelorMittal Construction), con la re-
lazione “Innovative Façade: Welcome to a New World of Colours and Images”, ha proseguito sul tema delle tendenze nel colore in particolare nell’utilizzo dell’acciaio per le facciate, mostrando le nuove fi niture pro-poste dalla sua azienda (colori e texture).
La Sessione Tre, dal titolo “Latest Developments in Coil Coating”, ha in-vece trattato gli ultimi sviluppi tecnologici e le tendenze in questo settore. Sergio Bianchi (Novelis), con la relazione “CC5 and Alu-Trends”, ha pre-sentato il nuovo processo di colata continua (CC, Continuous Casting) di Novelis, denominato CC5, che offre la possibilità di lavorare gli scarti di coil coating, sia verniciati sia pellicolati, ottimizzando ulteriormente il loro utilizzo attraverso un forno di riciclaggio integrato nella linea CC.
Peter Barker (Tata Steel), con l’intervento “Linking Architectural Colour Dreams to the Science of Innovation and Performance”, si è invece addentrato nel mondo dell’acciaio verniciato e preverniciato, trattando sia le caratteristiche funzionali di cui esso deve essere do-tato - come durabilità, prestazioni anticorrosive e resistenza ai raggi UV a seconda del contesto ambientale - sia le tendenze attuali nei colori richiesti per gli involucri edilizi, caratterizzate dall’aumento del-la domanda di nuovi colori e valore estetico della superfi cie senza rinunciare alle prestazioni.
La prima giornata del meeting si è conclusa con una cena di gala pres-so Palazzo Albergati (fi gg. 2-7), preceduta da uno spettacolo d’intrat-tenimento della tradizione popolare locale negli splendidi giardini del
During the afternoon
Session Two, titled
“Colours” , was
dedicated to colours
and fi nishes. The fi rst
speaker, Per Nimer
(AkzoNobel), in his note
titled “Global Colour
Trends”, discussed
the trends studied by
AkzoNobel Aesthetic
Center and related to
design, architecture and
lifestyle, highlighting the
way they infl uence colour
trends. Peggy Schouller-
Guinet (ArcelorMittal
Construction), in her note “Innovative Façade: Welcome to a New
World of Colours and Images”, continued on the theme concerning
colour trends, focusing on the use of steel in façades and presenting
the new fi nishes proposed by her company (colours and texture).
During Session Three, titled “Latest Developments in Coil Coating”,
new developments and trends in this sector were covered. Sergio
Bianchi (Novelis), in his note “CC5 and Alu-Trends”, presented the
new Novelis continuous casting system (CC, Continuous Casting)
called CC5. This offers the possibility to reuse waste coil coating,
covered with paints or fi lms, ensuring further optimization in the use
of this product thanks to recycling oven integrated in the CC line.
Peter Barker (Tata Steel), in his note titled “Linking Architectural
Colour Dreams to the Science of Innovation and Performance”,
explored the world of painted and prepainted steel.
He discussed the required functional characteristics in relation
to the environmental conditions (durability, corrosion resistance,
UV resistance) as well as current colour trends for building
enclosures. These are characterised by an increasing demand of
new colours and aesthetically valuable fi nishes, with equally effi cient
performance.
The first meeting day ended with a gala dinner at Palazzo Albergati (Figs. 2-7).
The dinner was preceded by a performance, inspired by the local folk
tradition, organised in the wonderful gardens of the palace (Figs. 8-11).
5
The President’s table during the gala dinner: starting from left, Yvonne Barcelona, ECCA’s Managing Director; Filippo Regoli, Lattonedil; Luca Bordin, Permasteelisa.
Il Tavolo presidenziale alla cena di Gala: da sinistra, Yvonne Barcelona, Managing Director ECCA; Filippo Regoli, Lattonedil; Luca Bordin, Permasteelisa.
5
© E
CCA

105
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
luogo (fi gg. 8-11). Il comitato organizzatore di ECCA ha scelto que-sta maestosa residenza di campagna della famiglia Albergati, un pa-lazzo d’età barocca costruito nei pressi di Zola Predosa (BO) nonché una delle più importanti ed originali opere architettoniche di tutto il Seicento europeo, per favorire il networking fra i presenti e conclude-re convivialmente la prima giornata del meeting.
La seconda giornata è iniziata con la Quarta Sessione intitolata “Latest Developments in Coil Coating (II)”, che ha ripreso le fi la del discorso inizia-
to nella seconda parte della pri-ma giornata. Alain Flacon (Alcoa Architectural Products) con la re-lazione “Reynobond®| Reynolux® With Ecoclean™, the First Self- and Air- Cleaning Aluminium Cladding Panel Innovative Solutions”, ha pre-sentato le soluzioni Alcoa dedicate agli edifi ci con una tecnologia inno-vativa che reagisce alla luce del sole decomponendo lo smog nell’aria e le sostanze che contaminano la superfi -cie, trasformandole in composti inno-cui che vengono facilmente rimossi dall’acqua piovana.Pascal Cambos (Novacel) nella sua relazione “Protective Film: Constraint, Necessity or Added Value Provider?”
The venue chosen by ECCA’s organising committee, was the prestigious
countryside residence of the Albergati family, built during the baroque
period near Zola Predosa (BO)and considered one of the most important
and original architectural works in the Seventeenth-Century Europe. This
choice favoured networking amongst those present, ensuring a friendly
environment for the conclusion of the fi rst meeting day.
The second day started with the Fourth Session titled “Latest
Developments in Coil Coating (II)”, follow-up of the discussions started
during the second part of the
fi rst day. Alain Flacon (Alcoa
Architectural Products) in his note
titled “Reynobond®| Reynolux® With
Ecoclean™, the First Self- and
Air- Cleaning Aluminium Cladding
Panel Innovative Solutions”,
presented Alcoa solutions dedicated
to buildings with an innovative
technology that reacts to sun light
decomposing smog in the air as
well as the other substances that
contaminate surfaces, transforming
them in harmless products, easily
washed away by rain.
Pascal Cambos (Novacel) in his note
titled “Protective Film: Constraint,
Necessity or Added Value
6
Sebastiano Brenni (centre) and Maurizio Biguzzi (left), both from Salchi Metalcoat, during the gala dinner at Palazzo Albergati.
Sebastiano Brenni (al centro) e Maurizio Biguzzi (a sinistra), entrambi di Salchi Metalcoat, durante la cena di gala a Palazzo Albergati.
7
Alessia Venturi, Editor-in-Chief of ipcm®, with Marco Zavattoni, Condoroil (right) and Francesco Tamburrino, Novaresine (left).
Alessia Venturi, Direttore Responsabile di ipcm®, con Marco Zavattoni, Condoroil (destra) e Francesco Tamburrino, Novaresine (sinistra).
6 7
8
Before the gala dinner, guests watched a performance inspired to the local folk tradition in the wonderful gardens of Palazzo Albergati.
Prima della cena di gala, negli splendidi giardini di Palazzo Albergati gli ospiti hanno assistito a uno spettacolo d’intrattenimento della tradizione popolare locale.
8
© E
CCA
© E
CCA
© E
CCA

106
ZOOM on events
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
ha parlato di un altro aspetto molto importan-te nella catena produttiva dei preverniciati: i fi lm protettivi. Per mantenere lo stesso livello di qualità di un pannello di metallo preverniciato dal-la produzione fi no all’installazione è fondamenta-le proteggerlo con una pellicola protettiva da di-versi fattori, fra cui gli agenti atmosferici e il graffi o.L’ultima sessione intitolata “ECCA developments” ha chiuso il meeting presentando le statistiche elaborate dall’associazione relativamente all’in-dustria del coil coating, e dando alcune informa-zioni di carattere generale sull’organizzazione, la presidenza e le future attività associative, fra cui il “48° ECCA Autumn Congress” (17-18 novembre) che si svolgerà presso il prestigioso Radisson Blu Hotel, al cui interno si trova il ristorante tre stel-le Michelin “Sea Grill”, nel cuore di Bruxelles, in Belgio.
Il programma dell’evento è proseguito, dopo un business lunch a conclusione della par-te convegnistica, con la visita allo stabilimento Marcegaglia a Ravenna, seguito da un ricevi-mento pomeridiano organizzato da Marcegaglia presso il suo impianto e con un networking cocktail presso il Royal Hotel Carlton.Per maggiori informazioni su ECCA: www.prepaintedmetal.eu
Provider?” dealt with a further important aspect
in the prepainted products production chain:
protective fi lm. In order to maintain the same quality
level of prepainted metal panels, from production
to installation, proper protection is fundamental.
This is achieved by means of a protective layer
able to protect the material against several factors,
including atmospheric agents and scratches.
The last session, titled “ECCA developments”
closed the meeting. This was dedicated to the
statistics produced by the association concerning
the coil coating industry. General information was
provided on the organization, the President and the
future activities of the association, including the
“48th ECCA Autumn Congress” (November 17-18)
which will take place at the prestigious Radisson Blu
Hotel, hosting the 3 stars Michelin restaurant
“Sea Grill” in the heart of Brussels, Belgium.
After a business lunch closing the
conference, the event’s programme
continued with a visit in the Marcegaglia
factory in Ravenna, followed by a cocktail
party organised by Marcegaglia at its facility
and by a networking cocktail at the Royal
Carlton Hotel.
For further information concerning ECCA:
www.prepaintedmetal.eu
11
ECCA’s organising committee has chosen this venue in order to favour networking amongst those present ensuring a friendly environment for the conclusion of the fi rst meeting day.
Il comitato organizzatore di ECCA ha scelto questa sede per favorire il networking fra i presenti e concludere convivialmente la prima giornata del meeting.
11 © ECCA
9
Julius Lang, exiting ECCA’s President (second from left) and Paola Zavattoni, Condoroil (second from right), representative of ECCA Italy in Bruxelles, and two other guests in the gardens of Palazzo Albergati.
Julius Lang, Presidente uscente ECCA (secondo da sinistra) e Paola Zavattoni, Condoroil (seconda da destra), delegata per ECCA Italia a Bruxelles con altri due ospiti dell’evento nei giardini di Palazzo Albergati.
9
10
Giovanni Scocco and Ambrogina Ceriani, Benasedo.
Giovanni Scocco e Ambrogina Ceriani, Benasedo.
1099 10© ECCA
© E
CCA
9

107
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
ALUMINIUM WORLD TRADE FAIR CONTINUES ON GROWTH COURSE IN 2014La fi era mondiale ALUMINIUM continua il suo percorso di crescita nel 2014
One of the highlights of 2014 is set to be the ALUMINIUM 2014 - to be
held in Düsseldorf, Germany, from 7 to 9 October - where aluminium
producers and converters meet with suppliers of technologies and equipment
for production, further processing and fi nishing.
The exhibition just keeps growing and growing. More than 950 exhibitors are
expected for the 10th edition of ALUMINIUM – two years ago, that number was
907 companies from 51 countries (Fig. 1).
Already, Halls 9 to 12 of the Düsseldorf
Exhibition Centre are almost fully booked. Hall
13 will have a higher stand density and house
both the “Surface” and the “Metalworking and
Processing” segments under a single roof.
ALUMINIUM also creates focal points and
provides special points of interest for visitors
with its theme pavilions.
The central point of contact on the topic of
surface treatment will be the Competence
Centre Surface Technology in Hall 13. Twenty-
fi ve exhibitors will show their technologies
for coating, polishing, varnishing, anodising
of aluminium, corrosion protection,
measurement, testing and analysing.
“Everything from the same mould” is the
motto for the Foundry Pavilion in Hall 10
where exhibitors from the fi elds of sand,
gravity and pressure die casting are presented.
Hall 9 is where the aluminium-producing industry is presented: The Primary
Pavilion here particularly focuses on technologies for alumina and aluminium
manufacturing.
The joint stand in Hall 14, Welding and Joining Pavilion, is dedicated to metal
working and processing as well as the welding and joining of aluminium.
Sustainability, climate protection and resource effi ciency are at the focus of the
new Recycling Pavilion. This joint stand in Hall 9 targets providers and players
in the aluminium-recycling industry.
As the institutional patron of the trade fair, the GDA will once again organise the
ALUMINIUM 2014 Conference that accompanies the trade fair.
The programme features a total of five sessions, on a range of subjects including,
among others, automotive and markets. The conference language is English.
COMPOSITES EUROPE will again be held at the Düsseldorf Exhibition Centre
at the same dates as ALUMINIUM: More than 400 exhibitors will present
trends in the fi eld of reinforced plastics.
For further information: www.aluminium-messe.com,
www.composites-europe.com
Uno dei momenti salienti dell’anno 2014 per il settore dell’alluminio sarà la 10a edizione di ALUMINIUM, la fiera mondiale che si terrà dal 7 al 9 otto-
bre 2014 a Düsseldorf (Germania). A tre mesi circa dalla partenza della manife-stazione, il 90% della superficie espositiva è già prenotato. Sono attesi circa 950 espositori, provenienti da oltre 50 paesi, e 25.000 esperti dell’alluminio (fig. 1).In fiera sarà possibile osservare la gamma di prodotti e servizi di tutta la filie-
ra: dalla produzione del materiale alla lavorazio-ne, fino al prodotto finale. L’ultima edizione della fiera raggiunse 907 espositori e 21.508 visitatori. Il paese espositore più forte, dopo la Germania, è l’Italia: quest’anno si attendono circa 100 espo-sitori, che evidenzieranno l’importanza dell’indu-stria italiana dell’alluminio e dei subfornitori. ALUMINIUM offre ai propri visitatori, con i padi-glioni a tema, una visuale completa di tutte le aree di questo settore. Il centro del trattamento del-le superfici sarà il Competence Centre Surface Technology (padiglione 13), dove 25 espositori presenteranno le proprie tecnologie nell’ambito di rivestimenti, verniciature e processi di anodizza-zione, oltre alla protezione contro la corrosione e i metodi per i controlli e la misurazione. “Tutto in un unico stampo” è il motto del Padiglione Fonderie (padiglione 10), dove esporranno azien-de del settore delle colate in sabbia, gravità, della
pressofusione e del colaggio in lingottiera. Il Padiglione Primario (padiglione 9) è riservato all’industria produttrice dell’allu-minio e riguarderà soprattutto la produzione di allumina e alluminio. Il Padiglione della Saldatura e della Giunzione (padiglione 14) è dedicato ai processi di lavorazione del metallo, come la saldatura e la giunzione. Sostenibilità, salvaguardia del clima e uso efficiente delle risorse sono gli argo-menti principali del nuovo Padiglione del Riciclo (padiglione 9). Lo stand comune si rivolge a fornitori e protagonisti dell’industria del riciclo dell’alluminio. In contemporanea con ALUMINIUM 2014, l’associazione tedesca del setto-re alluminio, GDA, organizza, insieme a Reed Exhibitions, ALUMINIUM 2014 Conference. Sul tema “Alluminio – Il materiale del futuro”, sono previste relazioni su impianti e apparecchiature, automotive, superfici, tecnologie di riciclaggio e mercati. Inoltre, in contemporanea con ALUMINIUM si terrà, sempre al Düsseldorf Exhibition Centre, COMPOSITES EUROPE, la fi era europea per i materiali compositi. Oltre 400 espositori presenteranno le tendenze del settore dei ma-teriali rinforzati con fi bre a matrice polimerica. Per maggiori informazioni: www.aluminium-messe.com, www.composites-europe.com
1 ALUMINIUM will host the Competence Centre Surface Technology (hall 13), where 25 exhibitors will show their technologies for coating, polishing, varnishing or anodising of aluminium.
ALUMINIUM ospiterà il Competence Centre Surface Technology (padiglione 13), dove 25 espositori presenteranno le proprie tecnologie nell’ambito di rivestimenti, verniciature e processi di anodizzazione.
© R
eed
Exhi
biti
ons
Deu
tsch
land
Gm
bH
1

108
ZOOM on events
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
THE NEW REVOLUTION IN THE SKIING WORLD WITH PLASMA TECHNOLOGY Tecnologia al plasma: la nuova rivoluzione nel mondo dello sci
I l settore Plasma Nano-Tech di Environment Park (Torino) ha sviluppato e brevettato un processo innovativo in grado di modifi care le proprietà fun-
zionali della superfi cie delle solette degli sci, costituite da polietilene ad altis-simo peso molecolare, con l’obiettivo di aumentare la quantità massima di sciolina adsorbibile.
Environment Park è una Spa ad azio-nariato pubblico che opera in regime di libera concorrenza come un accele-ratore di innovazione per imprese che puntano a utilizzare soluzioni eco-effi -cienti per espandere i propri mercati.Con l’utilizzo delle tecnologie del getto di plasma atmosferico, ossia i processi Openair® e PlasmaPlus® sviluppati e brevettati dall’azienda te-desca Plasmatreat GmbH (fi g. 1), per Environment Park è stato possibile brevettare il processo “Plasma Ski”.Il brevetto, realizzato in collaborazione con l’associazione Skiman, contiene risulta-ti sorprendenti: l’assorbimento di grandi quantità di sciolina, fino a 6 volte maggio-re, a parità di metodologia di impregnazio-ne. Le analisi al microscopio ottico della struttura finale del polietilene rivelano cavi-tà più ampie e pulite, mentre il test di scivo-lamento dopo l’applicazione della sciolina
ha mostrato un considerevole aumento delle proprietà di scorrevolezza, il miglio-ramento della resistenza all’abrasione e un importante aumento della durata della sciolina sulle solette della superficie, ritardandone così il collasso.Il brevetto è stato presentato per la prima volta lo scorso 6 giugno 2014 durante una conferenza stampa (fig. 2) presso gli uffici dell’Environment Park.“Siamo orgogliosi – ha commentato l’Ing. Fabio Massimo Grimaldi, AD di Environment Park – di poter presentare un altro importante risultato raggiunto dalla nostra azienda. Environment Park, fin dalla sua fondazione, si è contraddi-stinto come polo d’eccellenza negli ambiti della tecnologia e dell’innovazione e il brevetto di Plasma Ski, in linea con la nostra filosofia, potrebbe segnare un pun-to di svolta nella storia internazionale dello sci”.“In soli 9 mesi – ha proseguito l’AD Grimaldi – siamo riusciti a ottenere risul-tati tali da permetterci di registrare il brevetto per questa innovativa tecnolo-gia. Dall’inizio della sperimentazione, avviata a settembre 2013, sono state effettuate 40 prove di laboratorio ottenendo l’approvazione defi nitiva per il deposito nello scorso mese di maggio”.
An innovative process able to modify the functional properties of the
surface of ski bases made of ultra high molecular weight polyethylene
with the goal of increasing the maximum amount of absorbable wax was
developed and patented by the Plasma Nano-Tech sector of Environment
Park in Turin, Italy.
Environment Park is a public joint-stock
company that operates under a system
of free competition as a innovation
accelerator for businesses looking to use
eco-effi cient solutions to expand their
markets.
Through the use of atmospheric plasma
jet technologies, namely the Openair®
and PlasmaPlus® processes developed
and patented by the German company
Plasmatreat GmbH (Fig. 1), Environment
Park was able to patent the Plasma Ski
process.
The patent, realized in collaboration with
the Skiman Association, contains surprising
results: an absorption of large quantities of
wax up to 6 times higher considering the
same impregnation methodology. Optical
microscopy analysis of the final structure
of polyethylene revealed wider and cleaner
cavities, while the sliding test after waxing
showed a considerable increasing of
flowing properties, improved abrasion resistance and a considerable increase
in the lasting time of the wax on the base surface that cause the delay of the
collapse.
The patent was introduced for the first time last June 6th, 2014 during a press
conference (Fig. 2) at Environment Park premises.
“We are proud – commented Engineer Fabio Massimo Grimaldi, Environment
Park CEO – to present another important result developed by our company.
Environment Park, since its foundation, has been characterized as a center of
excellence in the fi elds of technology and innovation and the Plasma Ski is a
patent which, consistent with our philosophy, could mark a turning point in the
international history of skiing.”
“In only 9 months - says the CEO Grimaldi - we were able to obtain results
such as to allow registering the patent for this innovative technology. Since
the beginning of the experimentation, which began in September 2013, 40
laboratory tests were carried out and the defi nitive approval was obtained in
the last month.”
1
Inès Melamies, PR & Communication manager at Plasmatreat, with on the left Fabio Massimo Grimaldi, CEO of Environment Park, and Mauro Chianale, President of Environment Park. They are holding a pair of competition skies treated with the Plasma Ski process.
Inès Melamies, PR e Communication Manager di Plasmatreat, con Fabio Massimo Grimaldi (a sinistra), AD di Environment Park, e Mauro Chianale, Presidente di Environment Park. Nelle loro mani, un paio di sci da competizione trattati con il processo Plasma Ski.
© ip
cm

109
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
La tecnologiaAttualmente, le solette degli sci da gara e da elevate prestazioni sono rea-lizzate in polietilene ad altissimo peso molecolare ottenuto da un processo di sinterizzazione che consiste nel fondere polvere di polietilene miscelata ad additivi in uno stampo - dalla forma cilindrica - tra i 250°C e i 350°C, con una pressione che può variare dai 5 ai 10 bar a seconda della densità fi na-le che si desidera ottenere. La struttura che ne risulta è altamente porosa e ricettiva alla sciolina.Una buona preparazione della superfi cie è, per questo motivo, necessa-
ria, come per esempio il lavaggio ultra fi ne, l’attivazione e il rivestimento preli-minare della superfi cie dei materiali, al fi ne di migliorarne la sua bagnabilità e le proprietà adesive.Nell’industria, il pretrattamento delle superfi ci è ancora basato prevalente-mente su tecniche chimiche a base li-quida che utilizzano primer contenenti solventi, fattore che rappresenta una problema signifi cativo sia per le perso-ne sia per l’ambiente a causa dell’alto contenuto di COV.La tecnologia del plasma atmosferico è l’alternativa, poiché è un processo a secco che non richiede né solventi né sostanze chimiche dannose per l’am-biente e, soprattutto, non ha bisogno di grandi quantità di acqua.Plasma Ski è un processo di trattamen-to della superfi cie che utilizza il plasma a pressione atmosferica per rimuovere
dalle solette degli sci, costituite da polietilene ad altissimo peso molecolare, tutti i contaminanti che normalmente occludono le micro cavità della struttu-ra porosa; inoltre, crea una superfi cie funzionale in grado di migliorare l’as-sorbimento della sciolina.Environment Park ha sviluppato e brevettato la sua peculiare applicazione di lavaggio, composizione e processo del rivestimento attraverso le tecnologie Plasmatreat. Il processo consiste in due fasi:1. lavaggio microfi ne delle cavità con il plasma Openair® (fi g. 3): le cavità di-
ventano più ampie e più pulite, affi nchè possa penetrare più sciolina;2. nano-rivestimento con il processo PlasmaPlus® (Polimerizzazione Plasma
– fi g. 4): la deposizione di un rivestimento nanometrico (in condizioni norma-li d’aria) per diminuire il coeffi ciente di frizione della soletta con l’obiettivo di
The technologyThe bases of high performance and competition skies are currently
made of ultra high molecular weight polyethylene obtained by sintering
polyethylene powders and additives in a cylindrical mould at a
temperature between 250°C an 350°C and with 5 to 10 bar pressure,
depending on the fi nal density required. This process origins a highly
porous structure which is highly receptive to waxing. Due to the
contamination brought about by the sintering process, the ski bases
loose most part of its available volume for waxing.
Good surface preparation is, thus,
required, i.e. ultra-fi ne cleaning,
activation and pre-coating of the
materials surface in order to enhance
its wetting and adhesion properties.
Within the industry, surface
pretreatment is still based largely on
wet chemical techniques employing
solvent-containing primers, which
pose signifi cant problems for humans
and the environment alike because
of their high VOC (Volatile Organic
Compounds) content.
Atmospheric plasma jet technology
is the alternative, as it is a dry process
that requires neither solvents nor
chemicals which threaten the
environment and, above all, it does
not require mass quantities of water.
Plasma Ski is a surface treatment
using atmospheric pressure plasma
to remove from ultra high molecular
weight polyethylene ski bases any contaminants which normally clog the
micro-cavities of the porous structure and to create a functional surface
able to improve the chemical absorption of wax.
Environment Park developed and patented its individual cleaning
application, coating composition and coating process by means of the
Plasmatreat technologies. The process consists of two steps:
1. Microfi ne Cleaning of the cavities with Openair® Plasma (Fig. 3): the
cavities become wider and cleaner, thus more wax can penetrate;
2. Nanocoating with PlasmaPlus® (Plasma Polymerization – Fig. 4)
process: The deposition of a nanometer coating (under normal air
conditions) to decrease the friction coeffi cient of the base with the aim
to delay the collapse. To produce a layer the atmospheric-pressure
2
The speakers’ table with, from the left, Simone Origone, the Italian world champion of speed skiing, Dr. Domenico D’Angelo, who developed the Plasma Ski process, Dino Palmi, President of the Italian Skiman Association, and Fabio Massimo Grimaldi, CEO of Environment Park.
Il tavolo dei relatori con (da sinistra): Simone Origone, campione del mondo di sci di velocità; Dott. Domenico D’Angelo, sviluppatore del processo Plasma Ski; Dino Palmi, Presidente dell’associazione italiana Skiman; Fabio Grimaldi, AD di Environment Park.
© ip
cm

110
ZOOM on events
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
ritardare il collasso. Per produrre uno strato, il plasma a pressione atmosferica viene mi-scelato con un precur-sore. A causa dell’ele-vata eccitazione dello stato del plasma, que-sto composto è fram-mentato e depositato su una superfi cie nella forma di un fi lm vitreo. La composizione chi-mica del precursore e tutti i parametri posso-
no essere modifi cati singolarmente a seconda dell’applicazione, al fi ne di ottenere i migliori risultati per i diversi materiali coinvolti.
Plasma Openair® e PlasmaPlus®
Quasi vent’anni fa, nel 1995, Plasmatreat, sviluppatore tedesco di sistemi al plasma di Steinhagen, ha inventato una nuova tecnologia al getto di plasma atmosferico, un processo secco denominato Plasma Openair®. Con lo svi-luppo e l’utilizzo degli ugelli del plasma - al contrario del processo con plasma a bassa pressione in una camera sottovuoto - è stato possibile, per la prima volta, rendere il plasma utilizzabile per il pretrattamento su larga scala delle superfi ci dei materiali in condizioni d’aria normali, oltra a integrare questo pla-sma atmosferico in linea nei processi di produzione industriali. Era stata così realizzata una tecnica sicura per l’ambiente, il cui uso richiede soltanto aria compressa come gas di processo e l’energia elettrica.Negli anni successivi, la tecnologia al plasma Openair® è stata ulteriormente sviluppata in stretta collaborazione con il Fraunhofer Institute IFAM di Brema, e con altri istituti e università. La tecnologia Openair® sarebbe così divenuta la base per il primo processo al mondo di polimerizzazione al plasma a pressio-ne atmosferica, denominato PlasmaPlus®. Questa nuova tecnologia di nano-rivestimento (brevettata insieme da Plasmatreat e Fraunhofer Institute IFAM di Brema) è stata insignita del Premio dell’Industria Tedesca nel 2012.Il processo PlasmaPlus® consente di depositare in profondità nelle nano-strutture della superfi cie del materiale le sostanze adeguate in base alle spe-cifi che applicazioni. Questo produce un rivestimento funzionale altamente effi cace e conferisce ai materiali delle caratteristiche superfi ciali completa-mente nuove. La capacità di creare prodotti con superfi ci funzionalizzate in modo selettivo ha aggiunto una dimensione completamente nuova alle pos-sibilità di innovazione.
plasma is
admixed with a
precursor. Due to
the high-energy
excitation of
the plasma this
compound is
fragmented and
is deposited on
a surface in the
form of a vitreous
fi lm. The chemical
composition of
the precursor
as well as all
parameters can be varied individually according to the application in
order to achieve the best results for the different materials involved.
Openair®-Plasma and PlasmaPlus®
Almost 20 years ago, in 1995, the German plasma systems developer
Plasmatreat, Steinhagen invented a new atmospheric plasma-jet
technology, a dry process by the name of Openair®-Plasma. By
developing and using plasma nozzles - contrary to the low pressure
plasma process in a vacuum chamber - it became possible for the fi rst
time to make plasma usable for large scale pretreatment of material
surfaces in normal air conditions and to integrate this atmospheric
plasma “inline” into industrial production processes. An environmentally
safe technique was realized, the use of which only requires compressed
air as the process gas and electrical energy.
In the years to come the Openair®-Plasma technology was further
developed in close cooperation with the Fraunhofer Institute IFAM,
Bremen and other leading institutes and universities. The Openair®
technology was to become the base of the world’s fi rst plasma
polymerization process under atmospheric pressure, named
PlasmaPlus®. This new nano-coating technology (patented by
Plasmatreat and the Fraunhofer Institute IFAM, Bremen mutually) was
awarded with the German Industry Award in 2012.
The PlasmaPlus process allows for substances tailored to specifi c
applications to be deposited deep into the nanostructures of the material
surface. This produces a highly effective functional coating and gives
the materials completely new surface characteristics. The ability to
manufacture products with selectively functionalised surfaces has added
an entirely new dimension to innovation capability.
3
The Openair®-Plasma technology used for the microfi ne cleaning of ski bases.
La tecnologia al plasma Openair®, utilizzata per il lavaggio microfi ne delle solette degli sci.
4
The PlasmaPlus® technology used for the deposition of the nanocoating of ski bases.
La tecnologia PlasmaPlus® utilizzata per la deposizione dei nano-rivestimenti delle solette degli sci.
© Plasmatreat
© P
lasm
atre
at

111
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
EUROSURFAS OPENS UP TO NEW SECTORS IN ORDER TO REACH ALL VALUE SEGMENTSEurosurfas si apre a nuovi settori per coinvolgere tutti i segmenti della fi liera
T he 25th Eurosurfas, Fira de Barcelona’s International Paint and Surface
Treatment Show, has opted to offer exhibitors the possibility of
accessing a greater number of business opportunities.
Eurosurfas is including new industrial sectors in order to reach all segments
that make up the value chain of paints and surface treatments. Moreover,
under the new WICAP (World, Investment, Cooperation, Application,
Project) formula, various technological projects being developed in some of
the emerging markets in the future, which need a large number of products
and materials, will be presented in Eurosurfas exclusively for exhibitors.
Eurosurfas, which will be held
in pavilion 3 of the Gran Via
Exhibition Centre, aims to serve
as a useful tool to help the sector
start the road to recovery. To this
end, the show has increased its
scope to include other related
industrial sectors with the aim of
providing exhibitors with more and
better opportunities and will reveal
the technical requirements of
some of the infrastructure projects
in countries such as Brazil, Chile
and Peru, for example.
Eurosurfas is also reinforcing
the congress aspect with an
interesting programme of activities,
organised by the sector’s leading
organisations, in which the most
relevant topical issues for sector
professionals will be debated.
The list includes a new
congress, which is currently being designed: An initiative of the Grup de
Profesionales de Pinturas de la Asociación de Químicos e Ingenieros del
Instituto Químico de Sarrià (AIQS) in collaboration with the Asociación
Española de Técnicos de Pinturas y Afi nes (AETEPA), the eighth edition of
the Eurocar Congress and the 8th Technical Seminars on the Environment.
Eurosurfas will again be held jointly with Expoquimia and Equiplast, from
September 30th to October 3rd 2014 in the Fira de Barcelona Gran Via
Exhibition Centre. This year’s edition is the fi rst step in the evolution to
become the future World Chemical Summit, a new global benchmark
event in the chemical, plastics and surface treatment sectors.
Visit Eurosurfas for free using the code UNYTUNU8:
www.eurosurfas.com
Eurosurfas, il Salone Internazionale delle Vernici e Trattamento Superfi ci della Fiera di Barcellona, punta sulla 25ª edizione per offrire alle azien-
de presenti la possibilità di usufruire di un maggior numero di opportunità di business. Il Salone includerà nuovi settori industriali per poter raggiungere tutti i seg-menti che compongono la fi liera dell’industria vernici e trattamento superfi ci. Inoltre, sotto la formula WICAP (World, Investment, Cooperation, Application, Project) saranno presentati a Eurosurfas, in esclusiva per gli espositori, diversi progetti tecnologici in fase di sviluppo in alcuni mercati
emergenti e che necessitano di un numero elevato di prodotti e materiali.Eurosurfas, che si svolgerà nel Padiglione 3 del quartiere fi eristico Gran Vía, vuole esse-re uno strumento utile per il settore e la sua ripresa: per questo ha ampliato la sua offer-ta commerciale, includendo settori industria-li affi ni, con l’obiettivo di mettere a disposi-zione delle aziende espositrici migliori e più ampie opportunità d’affari e far conoscere le competenze tecniche necessarie per porta-re a termine specifi ci progetti infrastrutturali, in Paesi come Brasile, Cile e Perù.Inoltre, Eurosurfas ha potenziato la parte con-gressuale. Il Salone presenta, infatti, un’inte-
ressante programma di giornate tecniche, or-ganizzate dalle principali associazioni di settore, nelle quali si affronteranno le più importanti que-stioni d’attualità per i professionisti del settore.Tra queste, segnaliamo la celebrazione di un nuovo congresso, che si sta attualmen-te delineando per iniziativa del Grupo de
Profesionales de Pinturas de la Asociación de Químicos e Ingenieros del Instituto Químico de Sarrià (AIQS) ed in collaborazione con l’Asociación Española de Técnicos de Pinturas y Afi nes (AETEPA), l’ottava edizione del Congreso Eurocar e le VII Jornadas Técnicas de Medio Ambiente.Eurosurfas, ancora una volta in contemporanea con Expoquimia ed Equiplast, si terrà dal 30 Settembre al 3 Ottobre 2014 presso il quartiere fi eristico Gran Via della Fiera di Barcellona. L’edizione di quest’anno dei tre Saloni è il primo passo di un’evoluzione che porterà le tre manifestazioni a confl uire nel futuro World Chemical Summit, un evento di riferimento mon-diale per il settore chimico della plastica e delle superfi ci.Per visitare gratuitamente Eurosurfas, inserire il codice UNYTUNU8 sul sito: www.eurosurfas.com
© E
uros
urfa
s
1
Eurosurfas will be held from September 30th to October 3rd 2014, jointly with Expoquimia and Equiplast, in the Fira de Barcelona Gran Via Exhibition Centre.
Eurosurfas si terrà dal 30 Settembre al 3 Ottobre 2014 in contemporanea con Expoquimia ed Equiplast, presso il quartiere fi eristico Gran Via della Fiera di Barcellona.
1

112
ZOOM on events
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
“POWDER COATING”: A SUCCESS FOR THE WORKSHOP ORGANISED BY EUROIMPIANTI, GEMA, PULVERIT AND REYS“La verniciatura a polvere”: successo per il workshop fi rmato Euroimpianti, Gema, Pulverit e Reys
L o scorso 29 maggio presso il Klass Hotel di Castelfi dardo (AN), si è svolto con successo il quarto workshop “La verniciatura a polvere”,
organizzato da Euroimpianti Srl, Gema Europe Srl, Pulverit Spa e Reys Spa con la moderazione di ipcm® (fi g. 1). Una caratteristica speciale di questa iniziativa è il suo essere “itinerante”: con gli appuntamenti di Milano, Padova e Modena, svoltisi a cavallo fra il 2012 e il 2013, e con quest’ultimo di Castelfi dardo le aziende organizzatrici hanno raggiunto gli utilizzatori nelle loro aree di attività, portando informazioni tecniche e dimostrando in modo concreto la vicinanza ai clienti. Contemporaneamente al seminario, i tecnici delle aziende hanno offerto, in una sala adiacente, consulenze sui processi e approfondimenti tecnologici (fi g. 2).Il workshop di Castelfi dardo è stato aperto da Fausto Restelli, Responsabile R&D di Pulverit, che ha trattato due temi chiave per chi utilizza vernici in polvere: i nuovi requisiti previsti dalla certifi cazione Qualicoat 2 di resistenza in esterno e i criteri di qualità da applicare per scegliere in modo corretto il prodotto in polvere adeguato alla fi nitura ri-chiesta e al contesto d’uso del manufatto da verniciare.Mario Ferro, General Manager, e Gianluigi Baroni, System Manager, di Gema Europe, hanno presentato lo stato dell’arte delle tecnologie appli-cative dell’azienda.
Last May 29, at the Klass Hotel in Castelfi dardo (AN), the fourth
workshop titled “Powder coatings” was held. The event was organised
by Euroimpianti Srl, Gema Europe Srl, Pulverit Spa and Reys Spa, with the
moderation of ipcm® (Fig. 1). The special feature of this initiative consists in
its “itinerant” nature: during the events organised in Milan, Padua, Modena,
held between the end of 2012 and the beginning of 2013, and with the
last workshop in Castelfi dardo, the organising fi rms reached users in the
areas where they work, providing technical information and demonstrating
in actual facts how close they are to their clients. During the seminar,
technical staff located in an adjacent room, offered consultancy services
on the processes as well as technological in-depth information (Fig. 2).
The workshop in Castelfi dardo was opened by Fausto Restelli, Head of
R&D from Pulverit. He discussed two key themes of interest to powder
coatings users: the new requirements established by the external
certifi cation Qualicoat 2 and the quality criteria to be applied in order to
correctly choose the powder products suitable to the requested fi nish and
to the context in which the product to be coated operates.
Mario Ferro, General Manager, and Gianluigi Baroni, System Manager,
from Gema Europe, presented the state of the art on the application
technologies offered by their company.
1
The itinerant workshop “Powder coatings” has been proposed for some time in diff erent venues and the one organised in Castelfi dardo (AN) is just the most recent event. The next seminar will be held in Cuneo on September 26, 2014.
Il workshop itinerante “La verniciatura a polvere” si svolge con successo da diverso tempo e in diversi luoghi, e quello di Castelfi dardo (AN) è soltanto il più recente. Il prossimo si terrà a Cuneo, il 26 settembre 2014.
1
© ip
cm

113
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
Dopo il pranzo (fi g. 3), il seminario è ripreso con Emmanuele Zito, R&D Dtm di Reys, che ha introdotto il tema del pretrattamento presentando i trattamenti a bassa temperatura e i nuovi prodotti nanotecnologici specifi ci per l’alluminio.In chiusura, Flavio Dal Sasso, Technical Manager di Euroimpianti ha presen-tato un approfondimento sugli impianti di verniciatura standard e su misura.Durante il convegno sono emersi molti temi interessanti, alcuni dei quali hanno rappresentato il minimo comune denominatore di tutti gli interventi. Uno degli argomenti centrali è stata la qualità, e in modo particolare come questa debba essere adeguata alla tipologia di manufatto, al suo utilizzo e al risultato richiesto. Effi cienza dei costi, infatti, signifi ca an-che non offrire “troppa qualità” laddove non serve. Anche le caratteri-stiche che determinano il successo di un’innovazione tecnologica sono state argomento di discussione. Tra queste, oltre a un giusto prezzo, è emersa la necessità di avere vantaggi dimostrabili, con ricadute sia sull’aspetto ambientale che sui costi. Un circuito polveri completamen-te sigillato, per esempio, permette di mantenere la polvere in cabina, evitandone la dispersione e la contaminazione dell’ambiente esterno, e avvallando una maggiore effi cienza applicativa con una conseguente diminuzione dei costi.Tutto questo si è tradotto nella ricerca della semplicità: d’uso e di manu-tenzione. In questo modo, gli utilizzatori possono operare con maggiore tranquillità ed effi cienza, oltre ad avere la certezza del risultato qualitativo.Il prossimo appuntamento con il workshop itinerante “La verniciatura a polvere” di Euroimpianti, Gema Europe, Pulverit e Reys è a Cuneo, il 26 settembre 2014.Per maggiori informazioni: www.euroimpianti.com, www.gemapowdercoating.com, www.pulverit.it, www.reys.it
After a lunch break (Fig. 3), the seminar continued with Emmanuele
Zito, R&D Dtm from Reys. He introduced the pre-treatment theme,
focusing on low-temperature treatments and the new nanotechnology
products, specifi cally conceived for aluminium.
Flavio Dal Sasso, Technical Manager from Euroimpianti, closed the
seminar providing an in-depth presentation of standard and custom-
made painting installations.
During the conference several interesting themes were touched
and some of them where actually discussed in all the presentations.
Quality was one of the main subjects, and in particular the need for
it to be suitable to the product type, its use and the requested result.
Cost effi ciency implies, indeed, not “exceeding in quality” when this
is not necessary. Furthermore, the characteristics that infl uence the
success of technological innovation were discussed. Amongst those,
in addition to correct price, the need to have demonstrable advantages
with an impact on environmental aspects and costs, was highlighted.
A completely sealed powders line, for example, allows keeping the
powder in the cabin, avoiding dispersion towards, and contamination
of, the external environment. It also allows higher application effi ciency
with consequent costs reductions.
All this translates into seeking simplicity in use and maintenance.
This way users can operate more comfortably and effi ciently and are
certain of the fi nal results
The next date of the itinerant workshop “Powder coatings” organised
by Euroimpianti, Gema Europe, Pulverit and Reys has been arranged in
Cuneo on September 26, 2014.
For additional information: www.euroimpianti.com,
www.gemapowdercoating.com, www.pulverit.it, www.reys.it
2
Area in the Klass Hotel where the organising companies provided consultancy services and information to the attendees.
Area del Klass Hotel nella quale le aziende organizzatrici hanno dato informazioni e consulenze ai partecipanti.
3
The event represented a perfect networking opportunity with more convivial moments.
L’evento ha rappresentato una perfetta occasione per il networking, anche in momenti di maggiore convivialità.
2 3
© ip
cm
© ip
cm

114
ZOOM on events
T he Aluminium Two Thousand World Congress at its
9th Edition will be held in Florence, Italy, in May 2015,
following the great successful participation of the past edition
in Milano 2013 and the previous ones. 120 speakers and a total
of 600 participants from 55 countries are expected.
Aluminium Two Thousand Congress is an international
conference about aluminum world. After eight editions, it has
become a very important meeting point for all the operators
working in the Aluminum industry.
Highly qualifi ed
“Aluspecialist”
from companies,
universities and
associations
come from all
over the world
to present to a
specialized and
international
audience the
most innovative
technologies and
applications in
the aluminium
fi eld.
One of the major
novelty that will
make the 2015
edition wider
and with high
technological
appeal is that
the Aluminium
Two Thousand
congress will be
held together with
ICEB, the International Conference on Extrusion and Benchmark
(ICEB) which has become the biggest event in Europe related to
the recent developments on Extrusion Technology and its analysis
by FEM simulation. The aim of the conference is to join technical
and scientifi c experts, to widespread their knowledge and to
form an international community for the discussion of state of the
N. 28 - 2014 JULY/AUGUST - international PAINT&COATING magazine
9TH ALUMINIUM TWO THOUSAND CONGRESS AND 5TH INTERNATIONAL ICEB CONFERENCE ON EXTRUSION AND BENCHMARK9° Congresso Aluminium Two Thousand e 5a Conferenza Internazionale ICEB di Estrusione e Benchmark
I l Congresso Internazionale ALUMINIUM TWO THOUSAND è giunto alla sua 9° edizione, che si svolgerà a Firenze nel maggio
del 2015, dopo il grande successo ottenuto nella precedente edizio-ne del 2013 a Milano, e nelle precedenti. Sono attesi 120 relatori e un totale di 600 partecipanti da 55 paesi.Il Congresso Aluminium Two Thousand è una conferenza internazio-nale sul mondo dell’alluminio. Dopo otto edizioni, è diventato un punto d’incontro molto importante e anche insostituibile per tutti coloro che lavorano nel settore dell’Alluminio. “AluSpecialisti” altamente qualifi -
cati provenienti da aziende, universi-tà e associazioni vengono da tutto il mondo per pre-sentare le tecno-logie e le applica-zioni più innovative nel settore dell’allu-minio a un pubbli-co specializzato e internazionale.
Una delle novità principali che ren-deranno l’edizio-ne del 2015 anco-ra più ampia e di maggior interes-se tecnologico, è che il Congresso Aluminium Two Thousand si svol-gerà insieme con ICEB, la Conferenza Internazionale ri-guardo l’Estrusio-ne e il Benchmark
(International Conference on Extrusion and Benchmark), diventa-ta l’evento più grande in Europa per quanto riguarda i recenti svilup-pi in merito alla Tecnologia per l’Estrusione e la sua analisi median-te simulazione FEM. L’obiettivo della conferenza è di riunire esperti tecnici e scientifi ci per diffondere la loro conoscenza e formare così una comunità internazionale per la discussione dello stato dell’arte,
1
The 2015 edition of Aluminium Two Thousand congress will be held together with ICEB (International Conference on Extrusion and Benchmark), bringing wider and higher technological appeal.
l’edizione 2015 del congresso il Congresso Aluminium Two Thousand sarà ancora più ampia e di maggior interesse tecnologico grazie allo svolgimento in contemporanea con ICEB, Conferenza Internazionale riguardo l’Estrusione e il Benchmark.
1 © Interall

115
by Paola Giraldo
international PAINT&COATING magazine - JULY/AUGUST 2014 - N. 28
nonché futuri svi luppi nel campo dell’estrusione e in merito al suo strumento più potente: la simulazione numerica. Anche per quest’edi-zione del 2015 la conferenza ICEB manterrà tutte le sue caratteristi-che principali, fondendo le sessioni tecnologiche riguardanti gli “Ultimi Progressi nell’estrusione di leghe leggere” con il contesto “Extrusion Benchmark” di codici di simulazione.
Questi due eventi avranno luogo pres-so il Palazzo degli Affari, Firenze Fiera, dal 12 al 16 Maggio 2015.Grazie a questi, si riuniranno gli spe-cialisti dell’alluminio e delle leghe leg-gere in un unico congresso, creando un’opportunità unica e imperdibile per manager, specialisti del settore, ricer-catori e altri relatori qualifi cati per pre-sentare e comprendere le ricerche più recenti, le scoperte e le tendenze del futuro. Quattro sessioni parallele, per tre gior-ni di conferenze faranno in modo che tutte le tematiche saranno trattate in dettaglio. Le relazioni saranno esami-nate dal comitato scientifi co del con-gresso, al fi ne di selezionare le ricer-che e gli studi più innovativi, nuove applicazioni industriali e interessanti casi di studio.Inoltre: - seminari di Estrusione, Software e
Finitura;- visite ad aziende leader nel settore
dell’alluminio;- programmi sociali (ogni giorno per ac-
compagnatori, ogni sera per tutti i dele-gati e gli accompagnatori, cena di gala e tour fi nale per tutti i partecipanti).
Questo evento è organizzato dalla Casa Editrice Interall Srl e dall’Università di Bologna insieme con TU Dortmund. L’evento è promosso dalle più importanti Associazioni Europee, Industrie e Università del Settore dell’Alluminio.Per maggiori informazioni: www.aluminium2000.com
art, as well as future developments, in the fi eld of extrusion
and in its most powerful tool, the numerical simulation. Also
for this 2015 edition the ICEB conference will keep all its
main features, by merging technical sessions on the “Latest
advances in the extrusion of light alloys” with the contest
“Extrusion Benchmark” of simulation codes.
The two-in-one events will take
place at Palazzo degli Affari,
Firenze Fiera, Florence - Italy,
from 12 to 16 May 2015.
The two events will bring together
“aluminium and light alloys”
specialists in a single venue,
creating a very attractive and unique
opportunity for industry managers,
technicians, researchers, technology
suppliers and other qualifi ed speakers
for meeting and understanding the
latest researches, discoveries and the
trends for the future.
Four parallel sessions, for three full
days will ensure that all subjects
will be covered in detail. Papers
will be reviewed by the scientifi c
committee of the conference in
order to select the most innovative
studies and researches, new industrial
applications and interesting case
studies.
In addition:
- Special focus of the session Market
and Strategies
- Extrusion, software and fi nishing
Workshops
- Visit to leading companies in the
aluminium industry.
This event is organized by Interall Srl (Aluminium
Publications) and the University of Bologna together with TU
Dortmund. The event is promoted by important European
Aluminium Associations and Aluminium Industries.
For further information: www.aluminium2000.com
2
Dr. Walter Dalla Barba, Congress Chairman.
il Dott. Walter Dalla Barba, Chairman del congresso.
2
© In
tera
ll

It is forbidden to reproduce articles and illustrations of “ipcm®” without authorization and without mentioning the source. The ideas expressed by the authors do not commit nor magazine nor eos Mktg&Communication S.r.l and responsibility for what is published is the authors themselves.
È vietata la riproduzione di articoli e illustrazioni di “ipcm®” senza autorizzazione e senza citarne la fon-te. Le idee espresse dagli autori non impegnano nè la rivista nè eos Mktg&Communication S.r.l e la responsabilità di quanto viene pubblicato rimane degli autori stessi.
Gli abbonamenti possono essere sottoscritti versando il relativo importo a mezzo b/b IBAN IT97F0844033270000000084801 intestato a eos Mktg&Communication Srl.
L’Iva sugli abbonamenti, nonchè sulla vendita di singole copie è assolta ai sensi dell’art.74 comma 1 lett. C DPR 633/72, DM 29/12/1989.
Subscriptions can be made by bank transfer to the following account: Eos Mktg&Communication SrlIBAN IT97F0844033270000000084801.
SWIFT CODE CRCBIT22.The VAT on subscriptions and sale of single copies is over
Adolfo Acquati:Enamelling lines
Attilio Bernasconi:Paint stripping technologies and cryogenic processes
Ernesto Caldana:Coil coating pretreatment
Michele Cattarin:Electrostatic application of powder coatings
Enzo Colapinto:UV systems and technologies
Ivano Pastorelli:Measurement and quality control
Dott. Fabrizio Pitacco:PVD coatings
Dr. Ezio Pedroni:Coil coating
Loris Rossi:Surface treatment on aluminium
Dr. Thomas Schmidt:Powder coatings and inks
Gianfranco Verona:Water treatment
Dario Zucchetti:Coating lines
Lauro Gatti:Air treatment
Dr. Felice Ambrosino:Marketing
Prof. Massimiliano Bestetti:Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan – Section of Applied Chemistry and Physics
Dr. Franco Busato:European environmental legislation and new technologies
Prof. Paolo Gronchi:Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan – Chemical Engineering Section
Kevin BillerThe Powder Coating Research Group
Prof. Fabrizio Pirri:Department of Material Sciences and Chemical Engineering, Politecnico of Turin, Micro and Nanosystems, Nanomaterials and Surfaces
Prof. Stefano Rossi:Material Engineering and IndustrialTechnologies, University of Trento - Product Design
Dr. Antonio Tolotto:Marine and industrial anticorrosive coating cycles
Dr. Fulvio Zocco:Environmental and quality
EDITOR IN CHIEF/ DIRETTORE RESPONSABILEALESSIA VENTURI [email protected]
EDITORIAL DIRECTOR / DIRETTORE EDITORIALEFRANCESCO [email protected]
EDITORIAL OFFICE / REDAZIONEPAOLA [email protected] [email protected] [email protected]
MEDIA SALES FRANCESCO [email protected]
NICOLE [email protected]
Eos Mktg&Communication [email protected]
Redazione - Sede Legale:Via Giacomo Matteotti, 1620811 - Cesano Maderno (MB) - Italy
TECHNICAL ADVISORY BOARD
EDITORIAL BOARD
The first international magazine for surface treatments
La prima rivista internazionale sui trattamenti superficiali
easy!Scegliere ed acquistareè ancora più facile suportale.arsonsisi.com
Consegna garantita in 24h
The fi rst international magazine for surface treatments
20145th YEAR
BimonthlyN°28-July/August
® ipcm digital onwww.ipcm.it
ISSN 2280-6083
Registrazione al Tribunale di Monza N° 1970 del 10 Dicembre 2009Eos Mktg&Communication srl è iscritta nel Registro degli Operatori di Comunicazione con il numero 19244
POSTE ITALIANE SPA – SPED. IN A.P. 70% LO/MILANO
LAYOUT/ IMPAGINAZIONELASER GRAFICA 90www.lasergrafica.it
PRINT/ STAMPAA.G. PRINTING SRLwww.agprinting.it
LAYOUT/ IMPAGILASER GRAFICA www.lasergrafica
PRINT/ STAMPAA.G. PRINTING SRwww.agprinting.i
Questo periodico è associatoall’Unione Stampa Periodica Italiana
®
SERVICE SUBSCRIPTION - SERVIZIO ABBONAMENTI:
Sale only on subscription - Vendita solo su abbonamentoE.mail [email protected] copy - Fascicolo singolo: 10,00 euroBack issues - Arretrati: 20,00 euroSubscription Rates 2014 - Tariffe Abbonamento 2014:Italy/Abroad 70,00 € - Italia/Estero 70,00 €Subscription Rates 2014 digital version - Abbonamento 2014 versione digitale:50,00 € + iva

S C E N I C E F F E C T
ZanioloCdA-01.14
Un’innovativa serie di vernici in polvere che
rappresenta, per tecnologia, applicabilità, specificità e varietà di prodotti, un punto di riferimento nel
trattamento delle superfici di oggetti e manufatti metallici.
Europolveri oltre che con i prodotti innovativi, vi sorprenderà con la vasta gamma “Effettti Speciali”, con
gli oltre 800 prodotti disponibili a stock, per la capillare organizzazione logistica e per la disponibilità e
competenza nel formulare prodotti specifici “su misura” finalizzati alle esigenze della clientela.
An innovative series of powder coatings that represents, thanks to its technology, applicability, specific
characteristics and variety, a point of reference for the surface treatment of metal items.
Europolveri as well as with its innovative products, will amaze you with its vast "Special Effects" range, with
over 800 products available in stock, for its widespread logistics organisation and for its availability and com-
petence in devising specific “made-to-measure” products aimed at satisfying the customers’ requirements.
Europolveri: Esperienza, Efficienza ed Evoluzione / Experience, Efficiency and Evolution.
N E W S P E C I A L E F F E C T S

inver.com · valsparglobal.com