Embed Size (px)
Citation preview

ISSUE 19 Winter 2002/3

1 STAR-CD Dynamics � Winter 2002/03
COMMENT
Accelerating design, reducingcost and improving your productsDidier Halbronn, Vice President, CD adapco Agency Operations
1. Reduce time to market
Comet-WorksTo enable CFD to be introduced earlier into the design process
we have developed Comet-Works, a reduced-functionality code,
integrated into SolidWorks, taking advantage of the latter’s state
of the art parametric modeling and intuitive environment. ‘What-
if’ CFD analyses have never been so easy! Comet-Works and
STAR-Works are the first of a series of codes to be developed for
all the major CAD environments.
es-toolsOur es-tools (expert systems) initiative captures rapid solution
capability for application-specific problems. Each tool provides
high quality automatic meshing, integration with the CFD solver
and special pre-/post-processing facilities. Available tools are:
es-aero (external aero-dynamics), es-uhood (underhood
thermal management with complex geometry), es-ice (moving
mesh for IC engines), es-turbo (rotating machines), es-fsi (fluid-structure
interaction), and es-4u (a more general tool for capturing your own methodology
and process). Next year, we plan to release additional tools such as es-
aftertreatment, es-pass. We will be guided by whatever you tell us will speed your
design process.
Parallel processingFinally, we help you to reduce your computing time. The parallel processing
offered by STAR-HPC applies not only to multiprocessor machines but also to
clusters of low cost boxes managed by our STAR-NET utility. For example, excellent
scalability is achieved on Linux clusters (see our last newsletter, issue 18).
2. Minimize your design costs
Easy meshing processesThanks to the native CAD readers (Catia, Unigraphics, Pro/ENGINEEER, etc.)
combined with pro-surf (the missing link between CAD and CAE/CFD), direct
geometry transfer, with repair and closed surface meshing becomes a quick and
easy automated process. pro-am (incorporating pro-surf) produces a 3D
automatic mesh for any of the CD adapco Group’s solvers, or other CAE packages.
The CD adapco Group is
committed to developing new
products and services to help
you achieve your business
goals. To help you reduce time
to market we have developed
three strategies.

STAR-CD Dynamics � Winter 2002/03 2
COMMENT
STAR-WorksAlternatively, you can use STAR-Works as a SolidWorks front-ended version of
STAR-CD, integrated as Comet-Works to take full advantage of state of the art
parametric modeling and intuitive user interface. The main difference however, is
that at any time you can move to the full STAR-CD user interface to access
unlimited CFD functionality. Once again, please let us know if you need such a
product implemented within a different CAD environment. To help you evaluate
STAR-Works, we offer a free animated demo disk, available on request.
Saving costs by accelerating designOur strategies to reduce your time-to-market (as already described) will also
reduce your design costs. So, Comet-Works, the es-tools and STAR-HPC are great
cost savers. Finally, we have modeFrontier, a uniquely powerful tool for cost-
effective multidisciplinary optimization.
3. Minimize your design costs
Parametric modelingMore what-if ‘fine tuning’ scenarios become practicable using the parametric
modeling capabilities of STAR-Works and Comet-Works.
Physical modelsYou also have access to the wide choice of physical models in STAR-CD, including
its aeroacoustics capabilities, its STAR-CD/KINETICS solver (integrated CFD with
stiff chemistry), fluid structure interaction capabilities and links with other CAE
systems: FEA, and 1D codes such as Flowmaster and GT-POWER.
Engineering ServicesFinally, on ‘the other side of the coin’, we offer the full range of benefits of the
Engineering Services provided by the worldwide offices of the CD adapco Group.
This is a summary of the main initiatives, which the CD adapco Group has
implemented to help you meet your business targets. We value your feedback very
much. So, please tell us what you need from us to help lead you to success.
On a personal note, I look forward to meeting many of you at our User Group
Meeting in London on November 25-26.
APPLICATION STORIES
AUTOMOTIVE
A cascade atomization and drop break-up model 6
CFD modeling and design optimization of a gerotor pump 7
Fuel cell analysis with STAR-CD 9
CORPORATE NEWS
SolidWorks solution partnership 3
Survey of your hardware preferences 3
New look website 3
French User Conference 3
CATIA 5 and STEP readers now available 3
CFD workshops 3
MOTORCYCLING
Cool designs at Harley-Davidson 11
TRANSPORT
Simulating silence with CFD 24
POWER GENERATION
Analysis of low NOx burner refit 19
The impact of CFD on the design of a PBMR 21
Gas flow in gas condensing towers 23
ENVIRONMENTAL
Forest fire management using STAR-CD 13
PRODUCT NEWS
News from the development department 4
The DESTINY poject 5
BUILDINGS
Microclimate study for conservation of Roman murals 15
Cigarette smoke distribution in a casino 17
NEW PUBLICATIONS 25

3 STAR-CD Dynamics � Winter 2002/03
CORPORATE NEWS
SolidWorks solutionpartnership
Following the successful integration of
STAR-CD and Comet into the 'parts and
assembly' modules SolidWorks, and the
associated release of our "STAR-Works" and
"Comet-Works" products, we are pleased to
announce that we now have 'SolidWorks
Solution Partner' status. Previously, a number
of CAD companies have released limited-
capability CFD codes, and vice versa.
However, we believe that this is the first time
a leading CFD company has collaborated so
closely with a leading CAD company. The
advantages of using two best-in-class
products together
is clear. Every
industry has its
own expertise,
and at the CD
adapco Group we focus on our core CFD
business, since advanced CAD is available
elsewhere. Our customers will benefit from
the tight working relationship we have
confirmed in or partnership with SolidWorks
and its technical staff. Moreover, with our
open environment philosophy, users of
STAR-Works and Comet-Works who want to
go more fully into CAD technology should feel
free to purchase additional licences and
training for SolidWorks. If you need additional
help, such as, for advanced stand-alone
applications of the SolidWorks CAD system,
we can put you in contact with their extensive
local support offices.
STAR-CD French UserConference
The French User Conference 2002 was held on
September 16 2002 at the 'Cité des Sciences
et de l’Industrie La Villette', in Paris.
Presentations given by the CD adapco Group
described future and recent developments
including the STAR-CD's associated Expert
System es-tools, and our more recent product
STAR-Works. The user presentations covered
a variety of applications from clients across
different industry sectors including Renault,
CERN, ENSAM PAris, GE EPE, DCN Indret and
Flowmaster.
Survey of yourhardware perferences
We have a policy always to port STAR-CD
promptly to the latest machines and improved
operating systems. Our aim is to be led in our
porting priorities by your computer
preferences. In order to help us provide you
with the best possible support for STAR-CD,
we recently sent a questionnaire to all of our
licensees, asking about current hardware
usage and future plans. Interestingly we
found that PCs are now more numerous than
Unix, although for number crunching, parallel
UNIX machines continue to provide the
computational backbone for most large
companies. In the PC area, both Linux and
Windows are strong, but your growth plans
are much higher for Linux than any other
operating system. We also asked you about
your preferred version of Linux. We found
Redhat and SuSE to be equally popular, but
with the former stronger in Europe and the
latter stronger in the USA. Concerning parallel
computing, we noted that 80% of you use (or
plan to use) STAR-HPC, and that the average
case size for all users peaks very strongly at
500,000 to 1 million cells, with this applying
equally to both Linux clusters and to
massively parallel UNIX machines. We thank-
you for your feedback and confirm our
commitment to supporting you, whatever
hardware you prefer.
New look website
You may have recently noticed that our
corporate website (www.cd-adapco.com) has
undergone a face lift. This is all part of our
programme to continuously improve its
design and make it more intutive to explore.
Our new drop-down menus enable easier
navigation and the new html news section
makes it easier for you to keep upto date with
STAR-CD. Keep visiting!
Catia 5 and STEPreaders now available
The following readers are now available,
enabling effortless importation of CAD
models into STAR-CD's pro-am automatic
mesher:
● Unigraphics
● Catia 4
● Catia 5
● STEP
● Pro/E
● SolidWorks (integrated in STAR-Works)
CFD workshops
The CD adapco Group regularly hosts
seminars, workshops and specialized training
to show how the best possible industrial
solutions can be achieved with STAR-CD and
its associated tools. Examples of upcoming
workshops include: CFD for the marine
industry, CFD for domestic appliances,
General CFD & STAR-Works, CFD for diesel
engines, CFD for the turbomachinery industry,
CFD for the chemical process industry, CFD in
pumps and compressors, Aeroacoustics and
more…..
For more information, visit:
www.cd-adapco.com/support/CDAevents.htm

STAR-CD Dynamics � Winter 2002/03 4
PRODUCT NEWS
5
ontinuing the series started in the previous
issue, we present another new feature of
our future software products which
demonstrates their extension from pure CFD to
a wider CCM (computational continuum
mechanics) scope: simulation of phase change.
This feature is now being tested as a "beta
product" and will be released in the near future.
The need to simulate processes involving
phase change is obvious: the melting of solid
materials or casting followed by solidification
are typical examples of engineering
applications. The range of problems to be
solved is vast; typically, flow of molten material
and species transport, temperature distribution
in both solid and liquid, and deformations and
stresses in solid parts are of interest. It would
be of great benefit to industry if such
phenomena can be computed.
The approach adopted for our software
development is based on the pioneering work
by professor Ismet Demirdzic (now Senior
Corporate Consultant of the CD adapco Group),
who started more than a decade ago extending
the Finite-Volume method used in CFD to
computation of deformations and stresses in
solid bodies. The technology is now so mature
that it can be incorporated into a general-
purpose commercial code using arbitrary
polyhedral control volumes (see the report in
the preceding issue) and put to practical use by
the engineering community.
The methodology used to compute phase-
change problems is based on the so-called
fixed-grid enthalpy approach. In subdomains
which remain solid all the time, only the energy
equation and the equations for displacements
are solved; the solid material is at present
assumed to be thermo-elasto-visco-plastic. In
subdomains where both liquid and solid
fractions may be present, both equations for
velocities of the liquid phase and for
displacements of the solid phase are solved and
which parts are in which state is defined by the
liquid volume fraction. Here the interface-
capturing scheme used for computing free-
surface flows is employed to trace the interface
in the case of existence of the third, gaseous
phase, while the interface between solid and
liquid is determined by as a non-linear function
of temperature. The momentum equations
contain an additional source term, representing
the so called mushy region resistance tensor.
As the liquid fraction solidifies, gaps
appear between solidified material and the
mold wall due to shrinkage. These gas gaps
affect the heat transfer substantially and are
taken into account as additional resistance.
Also, due to deformations of the solidified
material, contact problems need to be taken
into account. More details concerning the
method can be found in a recent publication.1
The method now implemented
incorporates all these features, and work is in
progress to model the formation of macroscopic
porosity and to compute residual stresses in the
solidified material. Other constitutive relations
for solid-body deformation and interaction with
electro-magnetic fields are areas for future
development. This will make our future CCM-
software applicable to simulations of such
complex multi-physics problems as welding
and casting, among others. The figures on the
right demonstrate the functionality of the new
methodology for the case of solidification of
molten tin in a rigid sand mold. Applications to
real industrial problems are now under way and
the results will be reported in the near future on
our web site.
1 A. Teskeredzic, I. Demirdzic and S. Muzaferija: Numerical
method for heat transfer, fluid flow, and stress analysis in
phase-change problems, Numerical Heat Transfer, Part B, Vol.
42, pp. 1-23 (2002)
News from the development departmentMilovan Peric, Director of product development operations, CD adapco Group
C
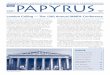
Fig. 4: Distribution of effective stresses in the solidified cast, showing
(magnified) gaps and stress concentrations near corners.
Fig. 1-3: Distribution of the liquid fraction and velocity vectors during
solidification of tin in a rigid sand mold. Note that the magnitude of
velocity reduces substantially as the solidification progresses.

ONGRATULATIONS, with STAR-CD you
have chosen the best software for
Aeroacoustics source predictions, with proven
efficiency of transient solution, accuracy of
discretization and advanced turbulence
modeling, fit for purpose. It has been validated
against experimental data, integrated within a
process tool-kit for acoustics analysis, and is
now beginning to be used widely among
STAR-CD users.
At the start of this year, recognition of the
need for industrial tools to predict flow noise
led to the formation of a CD adapco industry
sponsored strategic partnership. The project,
named DESTINY-AAC (Detached Eddy
Simulation for the Transportation INdustrY –
AeroACoustics), targets ambitious but
realizable goals. These are the provision of
robust LES-type turbulence and advanced
near-wall modeling, and their validation
against a wide variety of aeroacoustics
examples, which are currently a high priority in
the transport sector. This includes noise from
HVAC systems and air delivery, external flow
including A-pillar and wing-mirrors, fans,
cavities, pantographs and high-speed
elevators.
Complementary to the provision of
advanced turbulence modeling, noise
propagation to the near and far field is realized
through coupling to new aeroacoustics
features in LMS International’s software
SYSNOISE, which imports STAR-CD transient
data and compiles equivalent sources.
DESTINY-AAC has completed the first of
two stages. The implementation and functional
testing of Detached Eddy Simulation (DES) [1]
and hybrid-wall functions are finished. The
project now enters its testing phase,
performed by Air International, Audi, BEHR,
Bombardier, DaimlerChrysler, Denso and
Sulzer Innotec on core industrial applications.
Preliminary results have confirmed
expectations that the advanced models are
robust, efficient and strongly suited to
aeroacoustics. The DES implementation in
STAR-CD is valid for the k-ε, k-ω and Spalart-
Allmaras turbulence models and their variants.
These RANS models in unsteady mode are
active in the near-wall region and transition
smoothly to a Smagorinsky-like sub-grid scale
model away from surfaces. The hybrid wall-
function, which is valid for the full low and
high-Reynolds number y+ range, relaxes the
tedious necessity for the user to produce
appropriate near-wall mesh spacing.
Applied to high-speed cavity acoustics,
these new DES modeling techniques
demonstrate real
benefits compared with
traditional unsteady RANS or
LES turbulence modeling. RANS modeling, due
to over-prediction of eddy-viscosity
underestimates the broadband noise content
or incorrectly predicts narrowband modes. LES,
in contrast, greatly improves the broadband
prediction, but requires very fine near wall
resolution or else the low-frequency noise
content is over predicted.
For further details, please contact: [email protected]
[1] Spalart, P.R., Jou, W.H., Strelets, M. and Allmaras, S.R.,
"Comments on the Feasibility of LES for Wings, and on a
Hybrid RANS/LES Approach,", First AFOSR International
Conference on DNA/LES, Ruston, Louisiana, USA. 1997
[2] Henshaw M.J de C., "M219 Cavity case in Verification
and Validation Data for Computational Unsteady
Aerodynamics", RTO-TR-26, AC/323(AVT)TP/19, October 2000
5 STAR-CD Dynamics � Winter 2002/03
PRODUCT NEWS
Aeroacoustics DESTINY-AAC industrial projectFred Mendonça, Agents’ support and consultancy manager, CD adapco Group
C
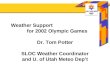
A2 side-view mirror, courtesy of Audi AG
HV
AC
blo
we
r y+
distrib
utio
n, co
urte
sy o
f De
nso
Th
erm
al S
yste
ms
HVAC box and flap, courtesy of BEHR
PSD at a point along the cavity ceiling - DES
compared with unsteady RANS and LES for high
speed cavity acoustics. Data [2] from QinetiQ

STAR-CD Dynamics � Winter 2002/03 6
AUTOMOTIVE APPLICATIONS
he breakup of liquid fuel jets in diesel
combustion engines plays a decisive role
in the evolution of the spray and its
subsequent processes; it has a direct
influence on an efficient and clean
engine operation. Recent
investigations conducted by various
researchers, utilizing different
experimental techniques, show that
transient, high-pressure-driven fuel
jets are broken into liquid fragments
of various shapes and sizes at the time
they exit the injector nozzle or shortly
thereafter. Subsequently, these liquid
fragments are subject to aerodynamic
forces, which lead to further
breakups until the droplets reach a
stable state. The fundamental
mechanisms responsible for the
aerodynamic breakup are either the
Rayleigh-Taylor or Kelvin-
Helmholtz instability on the
liquid/gas interface.
The Enhanced Taylor
Analogy Breakup (ETAB)
model simulates this liquid
jet disintegration process
as a cascade of drop
breakups. The breakup
criterion is determined by
Taylor's linear drop
deformation dynamics and
the associated drop breakup
condition. Breakup occurs
when the normalized drop
distortion exceeds a critical value. The
breakup into product droplets is
modeled after the experimentally observed bag
or stripping breakup mechanisms and the
radial velocities of the product droplets
are derived from an energy
conservation consideration.
At the nozzle exit, the liquid jet is
simulated as a sequence of large,
high velocity drops which are very
unstable. In order to avoid an
immediate breakup, they are
assigned a deformation velocity
such that their lifetime is extended
to match experimentally observed
jet breakup lengths. This
computational artifice leads to the
simulation of a fragmented liquid
core, as reported by various research
groups. An additional benefit of this
initial breakup delay is the radial
velocity of the product droplets at
first breakup, which results in an
automatic adjustment of the
spray cone angle to changes in
the gas density. On the other
hand, the model requires an
initial drop size distribution
in order to compensate for
the neglect of the surface
stripping near the nozzle
exit. This phenomenon
determines the fuel-air
mixing near the nozzle exit,
and has a strong influence on
the ignition location. The
performance of the ETAB model
has been compared with the WAVE
model, as implemented in STAR-CD,
and with measurements obtained under
controlled conditions from a constant volume
bomb. The simulations showed good overall
agreement with experimental data, especially
the drop sizes were well predicted. In addition,
the amount of model tuning for a particular
injection condition is considerably reduced due
to the automatic adjustment of the spray cone
angle to the changes in the gas density.
Ossi Kaario, Technical Research Centre of Finland, Martti LarmiHelsinki University of Technology, Finland, Franz Tanner, Michigan Technological University, USA
A cascade atomization and drop breakup model in STAR-CD
T
Spray penetrations for the ETAB and WAVE
computations compared with experimental data
Drop sizes expressed as Sauter mean diameter
(SMD) for the ETAB and WAVE computations
compared with experimental data

7 STAR-CD Dynamics � Winter 2002/03
AUTOMOTIVE APPLICATIONS
erotor pumps are widely used in
the automotive industry for fuel lift,
engine oil and transmission systems.
Volumetric efficiency and cavitation damage,
are causes for concern in gerotor pumps with
high output flow. To optimize pump
performance and reduce cavitation damage, it
is essential to understand the fluid dynamics
inside the pump.
In a gerotor pump (Fig. 1), the fluid is
sucked into the inlet port and shifted to the
outlet port. Due to the rotor clearances (Fig.
2), flow leakage occurs between the high-
pressure and low-pressure sides of the pump.
To limit pressure, excess fluid is re-circulated
to the inlet port through a pressure relief
valve. The flow through the rotor clearances
creates high fluid velocity and localized low-
pressure areas, which produce air and vapor
bubbles hence causing cavitation damage
and noise.
CFD analysis can be used as a cost-effective
design tool for the optimization of pump flow
performance and reduction of fluid borne
noise [1]. In order to optimize the design of
gerotor pumps, a realistic CFD model is
required which takes into account gear
meshing, leakage flow across clearances and
cavitation bubble formation, recompression
and collapse [2,3].
A full 3-D transient model with moving
and deforming boundaries has been
developed specifically for gerotor pumps (Fig.
3). This model can predict cavitation bubble
formation, recompression and collapse, by
realistically modeling the dynamics of gear
rotation, meshing and sliding over the inlet
and outlet ports, and flow leakage through
the rotor set clearances. The grid generation
and time dependent manipulation has been
carried out using PROSTAR, the pre-processor
of STAR-CD. The mesh motion/rotation and
deformation of the pumping chambers has
been defined using a "script". Arbitrary
sliding interfaces have been used to connect
the rotating pumping volumes with the
stationary inlet and outlet ports.
Extensive sensitivity studies on grid
density and distribution, and time stepping
have been carried out to meet the accuracy
criteria. To be able to incorporate design
improvements from the CFD analysis into the
pump design process, calculation time had to
be kept to within a few hours.
A CFD analysis of the flow inside gerotor
pumps has been conducted for the design
optimization of fuel lift pumps. Similar
analyses could be conducted for gerotor
pumps with smaller or larger rotors, and a
wide range of rotor clearances, pump speeds,
and fluid viscosities. A preliminary validation
of the CFD calculations has been carried out
in [2]. The CFD results of the average delivery
flow rate and its fluctuation (flow ripple)
were compared with the experimental
measurements at the different speeds and
pressures. In general, the CFD results of
the delivery flow rate were in good agreement
with the experimental data
and well within the
e x p e r i m e n t a l
scatter. The flow
ripple is over-
predicted due to
the assumption
that the flow was
incompressible and
because leakage was
over-predicted. CFD results for velocity vectors
and pressure distributions are shown in Figs 4
and 5 at different rotation angles in the pumping
cycle.
CFD modeling and design optimization of a gerotor pumpF. Iudicello, Pump Products Division, DANA Engine and Fluid Management Group
G
fig 1: CAD model of a diesel fuel lift gerotor pump
fig 2: Gerotor pump rotor set clearances

STAR-CD Dynamics � Winter 2002/03 8
AUTOMOTIVE APPLICATIONS
A CFD design optimization has been carried
out using a design of experiment (DOE)
method to maximize the pump volumetric
efficiency, and minimize cavitation damage
and noise [3]. The effect of porting geometry
and rotor clearances has been investigated.
The DOE analysis of the CFD results has
shown that the most important parameters for
the flow performance are the rotor clearances
and the presence of the inlet grooves. The
most important variables for the flow
fluctuations RMS are the tip-to-tip
clearance, the inlet minor sealing
angle and the outlet major sealing
angle. Experimental verification of
the CFD optimal design has shown a
reduction of cavitation damage to
an acceptable level. Further
development work will be required
to include compressible flow and
cavitation in the model.
References
[1] Iudicello, F. and Baseley S. CFD modeling of the
flow control valve in a hydraulic pump. PTMC 1999,
ed. Burrows, C.R. and Edge, K. A., University of Bath,
1999, pp.297-312.
[2] Iudicello, F. and Mitchell D. CFD modeling of the
flow in a gerotor pump. PTMC 2002, ed. Burrows, C.R.
and Edge, K. A., University of Bath, 2002, pp.53-66.
[3] Iudicello, F. CFD modeling and design optimization
of a gerotor pump. Eighth European Congress on Fluid
Machinery for the Oil, Gas & Petrochemical Industry,
The Hague, 31 Oct- 1 – 1 Nov 2002.
fig 3: CFD model of the
diesel fuel lift gerotor pump
fig 4: Velocity vectors at different rotation angles in the pumping cycle
fig 5: Pressure distributions at different rotation angles in the pumping cycle

9 STAR-CD Dynamics � Winter 2002/03
AUTOMOTIVE APPLICATIONS
A Proton Exchange Membrane Fuel Cell
(PEMFC), also known as a polymer electrolyte
membrane fuel cell, operates at lower
temperatures than other types of fuel cells
and is a strong candidate for use in future
automobiles and stationary power
generators. These uses will require many
single cells to be connected with bipolar
plates; but understanding how geometry and
operating conditions affect the performance
of single cells is the first step towards high
performance designs. Engineers at the CD
adapco Group and the University of South
Carolina have produced a module for STAR-
CD that can now be used to understand single
cell performance. This article is the first in a
series to highlight how CFD tools and this
module can be used to explain the behavior
of a PEMFC.
Fig 1 shows that components of a PEMFC
include two distinct flow channels separated
by the Membrane and Electrode Assembly
(MEA); one channel is for the anode gas
mixture and the other is for the cathode gas
mixture. In between the flow channels and
the MEA, there are diffusion layers on both
sides of the MEA. These layers are porous to
allow for distribution of the gases to
unexposed areas of the flow channel and this
distribution allows for complete utilization of
the electrode area.
The gases flow along the channels and
diffuse toward the MEA where the
electrochemical reactions occur. On the
anode side of the MEA, hydrogen is oxidized
to protons and electrons as shown in Fig. 2.
The electrons flow through the load
device and to the cathode where they react
with oxygen and protons to form water. The
critical aspect of a PEMFC is that the protons
require water in the present-day membranes
to facilitate transport to the cathode. Water
moves from the anode to cathode with the
protons through a mechanism known as
electroosmotic drag. If the membrane is thin
and the concentration of water on the
cathode is higher than on the anode, water
can move through the membrane from
cathode to anode by diffusion. Recent
advances in polymers and composite
membranes allow for very thin membranes
with maximum structural integrity to be used
in PEMFCs.
The key to optimum performance is a
membrane that is wet enough for maximum
conductivity but dry enough around the
electrodes so that the transport of gas is not
limited.
Fig 3 shows the experimentally measured
current for a laboratory scale cell operated at
a voltage of 0.6 V and a temperature of 70 oC
at 202 kPa on both the anode and cathode
sides. Currents for 10 hrs are shown for four
levels of inlet humidity. At lower humidifier
temperatures (65/55oC and 75/65oC), the
membrane is not sufficiently wet and the
current oscillated in a very unstable manner.
The amplitude of the oscillations decreased
when the humidifier temperature was
increased and the maximum current occurred
for humidifier temperatures of 85oC at the
anode and 75oC cathode (i.e., 85/75oC).
When the temperatures were raised to
95/85oC, the current was very stable but the
measured current was lower. We attribute
the lower current at the higher temperatures
to water accumulation on the cathode side of
the MEA. CFD can predict this accumulation.
Fig 4 shows the geometry and detailed
mesh created for the with the gas channel
flow-field plate used in the laboratory single
cell. This model also has a thin membrane
that is sandwiched between anode and
Using STAR-CD to explain PEM
fuel cell behaviorS. Shimpalee and J. W. Van Zee Center for Fuel Cell Research, University of South Carolina, USA
Fig 1: Schematic of single PEMFC assembly displaying different essential components of the system

STAR-CD Dynamics � Winter 2002/03 10
AUTOMOTIVE APPLICATIONS
cathode
d i f f u s i o n
layers. The
reaction area
of this single
PEMFC is 10 cm2.
There are twenty serpentine
passes in the flow path and we
used 313,400 computational cells.
Figs 5a and 5b show predictions of
local current density on the membrane
surface at conditions of 85/75oC and
95/85oC humidifier temperatures,
respectively. For 85/75oC, the current density
decreases along the flow path toward the
outlet due to the lower anode water activity
and the depletion of reacting gases. For this
condition, the current density varies from 0.80
A/cm2 to 0.34 A/cm2. There is a non-
uniformity in electrochemical reaction on the
catalyze layers of MEA and this will affect the
temperature distribution inside PEM fuel cell.
Fig 5b shows the local current density
distribution
on the membrane
surface for 95/85oC
inlet humidity condition.
Here, the local current density also decreases
from the inlet toward the outlet but the values
are lower than for the case shown in Fig 5a.
The maximum current density in Fig 5b is
about 0.68 A/cm2 and the minimum is 0.28
A/cm2. This is because higher humidity
generates membrane flooding on the cathode
side and also in the first channel of the anode.
The flooding creates higher resistance for
access of the oxygen and hydrogen to the
catalyst on the
m e m b r a n e
surface. Other
profiles are
available by
post processing
the results from the
STAR PEMFC module and
these profiles will be discussed in future parts
of this series. Documentation for the
equations can be found on our web site.
www.che.sc.edu/centers/PEMFC/index.html
Fig 2: Schematic of water transport and
electrochemical reactions in a PEMFC
Fig 4: Geometrical m
odel of complete PEM
FC shown without the
graphite current collector
Fig 3: Humidity effects on PEMFC performance at 70oC cell
temperature, P(A/C) : 202/202 kPa, flow rate (A/C): 76/319
cm3/min, and cell voltage: 0.6V
Fig 5a: Current density distribution for condition of 85/75oC
humidifier temperatures
Fig 5b: Current density distribution for condition of 95/85oC
humidifier temperatures

Cool designs at
Harley-Davidson Motor company
he Harley-Davidson Motor Company
manufactures heavyweight motorcycles
and offers a complete line of motorcycle
parts, accessories, apparel and general
merchandise. These products exemplify a
distinct look, sound and feel which is closely
tied to the company’s heritage. Harley-
Davidson is firmly committed to preserving
and enhancing its unique heritage. To
achieve this goal, remain competitive in the
market place, and meet future customer and
regulatory requirements, Harley-Davidson
powertrain engineers incorporate computer
aided engineering (CAE) tools into the
product development process.
CAE tools are the key to
shorter development
time, reduced development cost, and
improved product quality. Computational
fluid dynamics (CFD) is one of the CAE tools
Harley-Davidson powertrain engineers use to
meet these challenges. This article provides
an overview of CFD usage by Harley-Davidson
engineers.
The air-cooled V-Twin engine is the
traditional soul of a Harley-Davidson
motorcycle. The use of air-cooling is an
integral part of the vehicle’s character – "the
look". With ever increasing power density,
powertrain thermal management is a
challenging task. It is also a very important
part of the product development process.
Traditional empirical methods require testing
entire vehicles either in a wind tunnel or on a
test track. Whole vehicle testing requires
considerable expenditures to prepare and
run the experiments. The quality and quantity
of information generated by these
tests is typically limited by
instrumentation constraints.
In addition, test track
ambient conditions rarely
seem to cooperate with
product development
schedules. To reduce
costs and improve the
final product, Harley-
Davidson engineers use
CFD models to address
powertrain thermal management.
Recent publications indicate that the
automotive industry is regularly using CFD
for powertrain (under hood) thermal
management. An air-cooled motorcycle
yields unique challenges not seen by the
automotive industry. Consequently, the first
step for Harley-Davidson engineers was to
identify the modeling strategies required to
properly solve these challenges. Figure 1
illustrates the results of an early
investigation into the meshing and solver
parameters required. The particular example
shown is an extruded fin array similar to
those used as heat sinks in the electronic
industry. Figure 2 shows an excellent
correlation between measured and predicted
metal temperatures. Comparing the
predicted results to test data provided
feedback regarding the suitability of different
modeling strategies. Lessons learned from
such simple exercises were carried forward
into the analysis of more complicated
real world problems. As a result of this
methodical approach, Harley-
Davidson engineers can now analyze
engine designs before costly
prototypes are produced.
Thermal management activities are
not limited to air-cooling. The V-Rod
motorcycle represents the fusion of
traditional Harley-Davidson styling with
MOTORCYCLE APPLICATIONS
T
Paul Troxler, Harley-Davidson Motor Company
11 STAR-CD Dynamics � Winter 2002/03

liquid-cooled, contemporary
performance to create a new
family of power infused
custom motorcycles. The
Revolution engine powering
the V-Rod is Harley-Davidson’s
first mass production water-cooled
powertrain. During the development
program, CFD was used to analyze water
flow rates and heat transfer coefficients in
the Revolution engine’s water jackets. Figure 3
illustrates an example of the results generated
during this project.
The lubricating oil is another liquid flow
system Harley-Davidson engineers use CFD to
evaluate. The pipe flow portion of the lubrication
supply system is modeled using a one-
dimensional (1-D) "network" analysis program.
The 1-D program is an efficient tool for
evaluating system operating pressures and flow
distributions. Not all lubrication system
components meet the assumptions made by the
1D program. The flow characteristics of these
components are evaluated using three-
dimensional (3-D) CFD. The results are
parameterized for use by the 1-D code. Although
it is possible to couple the two codes together,
Harley-Davidson engineers have not found a
need to
use that
capability.
The present
approach allows
rapid evaluation of
proposed designs concepts
and changes.
The multi-phase nature of oil
splashing in the crankcase is treated
using three-dimensional CFD. Spray and
droplet breakup sub-models are used to track
oil particle generation. The Lagrangian/Eulerian
framework predicts the motion of a dispersed
phase (oil particles) within a continuous phase
(air). Simultaneous solution of the energy
equation allows for heat transfer between the oil
and the metal parts to be evaluated. Moving grid
capability (cell addition and deletion with vertex
motion) allows the motion of the pistons to drive
the flow within the crankcase. Incorporating CFD
gives Harley-Davidson engineer’s the capability
to separate and independently study different
aspects of the problem. This capability was not
possible with the traditional empirical
techniques.
Harley-Davidson uses CFD in the develop-
ment of the power cylinder components.
Evaluation of intake and exhaust port flow
coefficients is accomplished without the need to
manufacture costly flow boxes and run time
consuming tests. An automated mesh generator
and existing solid models make the
computation of port flow curves a nearly
automated process. Final engine performance
predictions are made by incorporating the port
flow curves into a cycle simulation code. Using
the same techniques, the flow characteristics
of induction and exhaust system components
are evaluated. After static flow
comparisons of several
designs, the best are
evaluated for engine
performance by
coupling the three-
dimensional CFD model
with a cycle simulation code.
Complete three-dimensional
CFD calculations of the entire
power cylinder are used to evaluate
engine performance. These models
combine advanced capabilities such as moving
mesh with fuel spray and combustion sub-
models. This type of analysis provides
information regarding mixture preparation,
combustion efficiency, heat transfer, and
emissions formation. Figure 4 presents a power
cylinder model sample result.
Incorporating CFD
into the product
development process
allows Harley-Davidson
Motor Company engineers to improve product
quality while simultaneously reducing
development time and cost. The resulting
products incorporate advanced technologies
while maintaining the corporate heritage.
fig 4:
Predicted
Combustion
Gas Temperature
fig 1: Predicted metal temperatures
for an extruded fin array
STAR-CD Dynamics � Winter 2002/03 12
MOTORCYCLE APPLICATIONS
fig 3: Predicted water cooling
system flow velocity
fig 2: Comparison of predicted and measured extruded fin
array metal temperatures

Forest fire management using STAR-CDDr. Stephen T. McIlwain and Kevin Jones, CD adapco Group

ENVIRONMENTAL APPLICATIONS
STAR-CD Dynamics � Winter 2002/03 14
orest fires cost the United States millions of
dollars per year in property and land loss
and were responsible for the deaths of
numerous firefighters and civilians last year. In
addition, this year, there have been highly
publicized aviation disasters that have occurred
in attempting to extinguish the infernos.
What if the likely ignition locations of these
fires could be predicted? What if the spread of
these fires could be predicted and therefore
controlled before becoming uncontrollable?
Unusually for a CFD challenge this is not about
reducing design costs, nor about meeting
production deadlines: it is, however, about
protecting the environment and saving property
and lives where the deadlines are even
more critical.
With this in mind, it is no surprise that the
use of advanced analysis tools such as STAR-CD
are being used to help provide an insight into
such a damaging and life threatening
phenomenon.
Leading the research and development of
forest fire management are the team of
engineers and scientists at the Forest Service’s
Fire Sciences Laboratory in Missoula, Montana.
They have recently acquired STAR-CD to further
advance their already comprehensive numerical
modeling techniques and gain a better
understanding of how to contain and minimize
forest fire spread. Their facility is equipped with
an instrumented wind tunnel burn-rig, capable
of burning a range of solid fuels in a controlled
environment and generating valuable data. The
study of fire growth in the wind tunnel can then
be compared to predictions performed using
STAR-CD in an effort to correlate combustion
and turbulence models required to predict this
chaotic flow domain.
On the macro-environment scale, analyses
carried out by the Forest Service using STAR-CD
have involved the study of the flow of large air
masses over topo-
graphical domains. Using
satellite-based digital elevation
map (DEM) data, the landscape
surface can be read automatically into
STAR-CD to provide an immediate shell
representation of the ground surface. The
CD adapco Group worked together with the Fire
Sciences lab to develop this automated process
to build the computational model based on the
DEM data. Once the boundary conditions have
been added, which represent actual measured
wind velocities in both 3-D spatial and temporal
reference frames, the analysis can be run and
results post-processed all within STAR-CD.
The ability of STAR-CD’s modular
framework to interact with third
party codes and in-house
software has been a
major boost to the
Scientists and Engineers
at the Fire Research Center.
Using STAR-CD as the backbone
of their computational effort, the
investment in their existing in-house codes is
protected by linking these directly to STAR-CD
to produce a dedicated framework suited to
highly specific problems. This approach is
exemplified by the creation of dedicated user-
panels to fully automate the analysis set-up,
execution and post-processing.
Future work will include the analysis of
local buoyancy effects due to fire
progression and also the impact of
solar radiation on mountain
slopes, which can act as
a catalyst in the spread
of vegetation fire.
F
PROSTAR surface representation of 7 mile square DEM
Pressure contours for 9 m/s wind speed
Velocity magnitude contours
User defined panel

ISTeC (Interdepartmental Centre of
Science and Technology for Historical and
Architectural Conservation) has investigated
thermofluid dynamics phenomena inside
Domus Aurea in Rome, to understand
the causes of decay of the ancient and
precious mural paintings (fig. 1). Domus Aurea
was Emperor Nero’s residence (first century
A.D) and is now completely below ground
level. Based on previous studies on several
historical hypogeum monuments (e.g.
Hebrew Catacombs at Torlonia Villa in Rome,
Catacombs in Tarquinia), CISTeC defined
the optimal conditions for the conservation of
paintings: air temperature: 17°C (± 2°C),
relative humidity: 92% (± 5%), air velocity <
0.4 m/s.
With STAR–CD we studied the
microclimatic changes (e.g. wind velocity, air
temperature and its relative humidity) inside
the rooms of Domus Aurea and how they
differed from the above optimal values.
These simulations have been supported
by experimental monitoring of the
environmental parameters: air temperature,
contact temperature of the walls, relative
humidity of the air, wind velocity.
Simulations were especially concerned
with the so called "Room with the Golden
Vault" (fig.1), where openings in the masonry
produced turbulent air flow.
Geometrical model of the room
The geometrical model of "Room with the
Golden Vault" is 1:1 scale, the volume of air
storage capacity is equivalent to 813.10 m3.
Environmental data andboundaries
We chose the microclimatic data for the
months of January and August 2000, because
they are the coldest and hottest periods of the
year in Rome. In figure 2a the original case is
shown with environmental average conditions
(measured parameters). Table 1 reports the
data for the case of August 2000.
Other simulations of the original case were
carried out changing only the wind velocity:
the maximum and the minimum values of
wind were chosen from the experimental
measurements.
Finally, simulations were repeated using a
modified condition where the openings in the
masonry were closed (fig. 2b). We will show
how this proposed modification brings
potential benefits.
Results – August 2000
The three values of the inlet for this month
are: average=0.09 m/s, minimum=0.03 m/s,
maximum=0.73 m/s.
There are no significant differences between
the summer and winter cases for what
concerns fluidodynamic and thermo-
hygrometric distributions. It goes without
saying that the absolute environmental
values change.
15 STAR-CD Dynamics � Winter 2002/03
BUILDING APPLICATIONS
Microclimate study helpsconserve Roman muralsSabatino Albero, Carlo Giavarini, Maria Laura Santarelli, CISTeC - Interdepartmental Centre of Science andTechnology of Historical and Architectural Conservation, University of Rome "La Sapienza", Italy
C
Eastern door 0.09 292 98 0.0135Vault openings 0.01 291.5 99.5 0.01286Southern opening 0.01 291.5 99 0.01322Noth opening 0.1 292 99.5 0.01371
Walls (*) 291 ÷ 292
Room zones Velocity (m/s) Temperature (K)Relative Humidity (%)
Specific Humidity (kg/kg)
Tab. 1 – Average conditions for a summer month in Domus Aurea (August 2000)
Fig. 1: Mural paintings inside Domus Aurea (Room with Golden Vault)
Fig. 2 : Geometrical model of the
"Room with Golden Vault" with the
(a) inlet for original case and (b)
modified case with closed openings
a
b

Fig. 3: average velocity, original case
(August 2000): (a) velocity
map, (b) inlet section of
thermal distribution
The minimum
values of air wind
velocity is 0.26 m/s and the maximum value is
0.96 m/s. In Table 2 the maximum data of air
velocity inside the room are shown:
The optimal value for the indoor air
velocity (0.4 m/s) was exceed only in the
maximum velocity case. In the other cases,
the critical zones are: vault, pillars and
western wall (fig. 3a). In summer the
temperature difference between walls and air
is lower than in winter. In summer the
difference is 0.5°C with air temperature in the
range 18.5 - 19 °C (fig. 3a), while in winter the
difference is 2.1°C with air temperature in
the range 7.6 - 9.7°C.
An isothermal profile of the inflow air is
shown in fig. 4. The hygrometrical trend
follows the winter case, but the specific
humidity value is double. The higher wet
zones are the north wall and the vault (fig.
5a). In the modified case the microclimatic
conditions are better and close to the optimal
values (fig. 5b).
Conclusion
In the original cases, the simulations led to
the following results: The inflow air damages
the masonry season in both seasons, but for
different reasons:
● In winter the optimal value is never reached
● In summer optimal temperatures are
achieved but the humidity is too high
In the modified masonry cases, simulations
show that:
● Microclimatic parameters are distributed
more homogeneously
● The room is more insulated from the
external environment
It is therefore easier to reach optimal values
for air temperature and relative humidity and
so guarantee the conditions for the
conservation of the mural paintings.
“CISTec of Rome”, says Anthony
Massobrio of CD adapco (Turin Office), “is a
leading example on how to merge art and
technology. What archaeologists discover,
CFD studies help to preserve.”
STAR-CD Dynamics � Winter 2002/03 16
BUILDING APPLICATIONSC
ase
Average Vav
inlet (m/s)
Original case(with openings)
Modified case(closed openings)
Minimum vmin Maximum vmax
vi,max = 0.39 vi,max = 0.24 vi,max = 0.84
vi,max = 0.35 vi,max = 0.23 vi,max = 0.75
Fig. 4: Isothermal
distribution of the inflow air
at18.9C (maximum velocity,
original case – August
2000)
Tab.2 – Maximum values for the air wind velocity inside the room (August 2000)
a
b
Fig. 5:
Hygrometrical
distribution
(average velocity,
August 2000): (a)
original case and
(b) modified case
with closed
openings
a
b

Analysis of cigarette smokedistribution in a casinoJan-Hendrik Grobler, CFD Centre, CSIR, South Africa

TAR-CD has recently been used by the
CSIR (Council for Scientific and Industrial
Research) to analyze the airflow on the main
floor of a casino complex to determine the
distribution of cigarette smoke particles.
Strict laws aimed at curbing smoking in
public venues have recently been
promulgated in South Africa. Many
businesses had to make significant structural
changes to their buildings in order to comply
with the new laws, which generally require
that designated smoking areas be completely
separated from non-smoking areas by means
of full height partitions.
The STAR-CD model of the main floor of
the casino complex enabled ventilation
engineers to investigate the possibility of
confining smoke to certain areas with
effective ventilation and partial partitions
instead of full height partitions which would
harm the aesthetical appeal of the venue.
The engineers were also interested in the
effectiveness of the ventilation system in
removing smoke from smoking areas in the
event that they had to be separated with full
height partitions. The STAR-CD model was
therefore adapted to accommodate such a
scenario as well.
The grid presented a modeling challenge
due to the many geometric details that had to
be captured. The ability of PROSTAR
to generate three-dimensional
cells by extruding two-
dimensional shell cells came
in very handy. A floor plan
detailing the position of the
machines was used to
generate a similar picture in
PROSTAR consisting of shell
cells, via the PATCH
command. These cells were then
extruded in the vertical direction to form
solid cells to represent four different types of
machines as well as fluid cells representing
the airspace (see figure 1).
The roof detail was also complex, but had
a repetitive pattern and the relevant
commands in PROSTAR made it
possible to generate the complete
set of shell cells from one
segment. Due to the
difference between the
roof and floor detail, the
two sections were joined by
means of an arbitrary
coupled interface, situated
approximately 4 meters from the floor level. If
the two sections could not be joined in this
way, it would have been virtually impossible
to generate the grid with hexahedral cells
alone, and grid development would have
taken far longer.
The remaining part of the grid consists of
the passage surrounding the
main floor and includes
several domes. This part
of the model was
generated using blocks
and is shown in figure 2.
Figure 2 also shows the
location of some of the
boundaries, which were
automatically applied by
running a script of
PROSTAR commands.
The final grid consisted of
approximately 800 000 fluid cells and was
used to perform several runs, each with
different boundary conditions, representing
different ventilation designs. Figure 3 shows
one of these solutions and indicates the
expected path that smoke particles will take
when released by smokers at selected
machines.
The model predicted that it would be
difficult to contain the cigarette smoke to
certain areas without significant changes to
the ventilation system. A combination of a
modified ventilation system and partitions
around the centre section of the main floor
was found that made it possible to contain
and effectively ventilate the cigarette smoke
from that area.
STAR-CD Dynamics � Winter 2002/03 18
Figure 1: Detail of the main floor of the casino
Figure 2: Dome and roof detail
indicating the position of inlet
boundaries
S
Figure 3: Particle tracks showing the movement of cigarette smoke
BUILDING APPLICATIONS

his study concerns an existing 260 million
BTU/hr tangentially fired process boiler
which was re-fitted with a low NOx natural gas
firing system. The re-fit involved changing the
burners, the windbox and the Air/FGR
ductwork, as shown, with the boiler, in figure 1.
After a year of operation, some very
unusual damage was witnessed in some of the
burners’ Fuel-Lean ports. This was
rather puzzling to the
manufacturer as this
burner design had
been tried and
tested for almost 20
years without
suffering such
problems. The
only difference
between this
particular unit
and the other
t a n g e n t i a l l y
fired boilers
where this
technology was
installed is in
boiler capacity;
all the
other boilers had capacities ranging
from 500 to 1000 million BTU/hr.
Due to the impossibility of carrying
out any kind of experimental
measurements inside the
furnace area of an operating
boiler, Cerrey S.A. de C.V., an
industrial boiler manufacturer,
requested that a CFD analysis of
this boiler’s operation be
carried out in order to determine the cause
of these unusual problems.
In order to determine if the combustion
system had any operational difficulties
when fired according to design
specifications, BMA first carried out a
detailed furnace simulation (3.6 million
cells). Details of the burner and windbox
are shown in figure 2. The burner is divided
into six zones: a lower Fuel-Lean port with
pre-mixing chamber, a lower pure re-
circulated flue gases (FGR) port, a central
Fuel-Rich port, an upper FGR port, an upper
Fuel-Lean port and an Over-Fire-Air (OFA)
port. The pre-heated combustion air is diluted
with FGR prior to entering the windbox with an
average FGR mass fraction of 13%. The first
simulation was carried out at 100% load using
boundary conditions corresponding to a
homogeneous Air/FGR mixture entering the
windbox.
The results of the simulation showed that
this firing system operates within
specifications when subject to design
conditions. Furthermore, no examples could
be found of situations likely to cause the
damage to the Fuel-Lean ports. Consequently,
it was concluded that the problem
with this unit probably lay
upstream of the firing system. To
explore this further, a second
simulation (6.2 million cells)
including all the Air and FGR
ductwork was carried out at
60% load. The partial load
operating conditions
were chosen because,
as this is a process
boiler, it spends half of its time operating in
turndown mode, which is when it is deemed
that the damage to the Fuel-Lean ports is most
likely to occur.
Figure 3 shows the FGR mass fraction
distribution in the ductwork and windbox. The
pipes shown in red contain 100% FGR and lead
either directly to the FGR ports or into the
pre-heated air stream. The figure clearly
shows that that the FGR distribution within the
19 STAR-CD Dynamics � Winter 2002/03
POWER GENERATION APPLICATIONS
Analysis of a low NOx burner re-fit of a tangentially fired boilerDr. F. McKenty*, L. Gravel*, M. Mifuji**
Figure 1: Boiler, burners, windbox & ductwork
Figure 3: Ductwork Air/FGR distribution
Figure 4: FGR mass
fraction at the face
of burners 1– 4
Figure 2: Tangentially fired burner
T

POWER GENERATION APPLICATIONS
STAR-CD Dynamics � Winter 2002/03 20
pre-heated air stream is uneven. Figure 4
shows the FGR mass fraction distribution at
the burner face. Burners 1 and 2 have FGR
concentration distributions that vary widely
from port to port. Burners 3 and 4 have near-
homogeneous FGR distributions; these are the
burners that are located on the far side of the
boiler and so there is more space for the FGR
and air streams to mix. Nevertheless, the
average FGR mass fraction at burners 3 and 4
is only 7%, which places the Fuel/Air/FGR
mixture in the pre-mixing chamber within
flammability limits. The FGR distribution
imbalance was thus demonstrated to be the
source of the damage to the Fuel-Lean ports
caused by the mixture igniting within the port.
The specified design concentration for FGR of
13% would have made this situation
impossible.
Figure 5 shows the resulting fireball. It is
asymmetrical (Figure 6) as the flame from the
Fuel-Rich port of burner 2 is severely lifted due
to the very high FGR concentrations. This
behavior was confirmed by visual inspection of
the fireball through the boiler view-ports.
Figure 7 shows flames developing inside the
upper Fuel-Lean port of burner 3; this is the
ultimate cause of the damage.
The STAR-CD simulations allowed BMA to
pinpoint the cause of the damage as being the
result of incomplete mixing of the pre-heated
air and FGR streams. This mixing problem only
presented itself on this small process boiler
because the Air/FGR ductwork is considerably
scaled down when compared to the larger
installations where this technology had
previously been installed. Consequently, the
FGR stream has much less room to thoroughly
mix with the pre-heated air stream before the
ductwork splits the flow to each side of the
boiler. This behavior would have been hard to
predict without CFD as most aerodynamic
mixing phenomenon do not scale linearly with
geometrical size and flow rates. In this case
maintaining geometrical similarity with larger
units was insufficient to ensure identical flow
patterns.
In summary, the STAR-CD simulations
showed that a problem that was first thought
to be the result a serious flaw in the burner
design was instead linked to a simple
imbalance in the FGR distribution. This was a
very important conclusion as the problem was
easily remedied once it was identified, but
failure to balance the FGR distribution would
have doomed any attempts to eliminate the
problem by modifying the burner design.
*BMA - Brais, Malouin and Associates Inc 5450 Côte-des-Neiges, suite
600, Montréal, (Québec) Canada, H3T 1Y6 www.bma.ca
**Cerrey S.A. de C.V. Av. Republica Mexicana 300, San Nicolas de Los
Garza, N.L. Mexico, C.P. 66450Figure 5: Luminous flame contour Figure 6: Luminous flame contour; Fuel-Rich port level
Fig7: Luminous flame contour – upper Fuel-Lean port – Burner #3

21 STAR-CD Dynamics � Winter 2002/03
POWER GENERATION APPLICATIONS
The impact of CFD on thedesign of the PBMRSarel Coetzee, CFD Department PBMR (PTY) Ltd., Centurion, South Africa
he Pebble Bed Modular Reactor (PBMR) is
a next generation nuclear power plant with
high thermal efficiency and inherent safety
characteristics. The extensive use of CFD in the
design of the PBMR allows the engineers to
tackle challenges during the design phases that
would have otherwise only been encountered at
high cost during the commissioning or
operation of the plant.
The PBMR utilizes a direct cycle high
temperature gas cooled Reactor Unit (RU) and
Power Conversion Unit (PCU). The plant has a
reactor of a pebble bed type and a three-shaft
helium Brayton Cycle (Fig 1). The helium gas is
heated by the reactor, passes through a high-
pressure Turbine, low-pressure Turbine and
Power Turbine, driving the generator. It passes
through a Recuperator, Pre-Cooler, low-
pressure Compressor, Inter-Cooler and high-
pressure Compressor, back through the
Recuperator to the Reactor. Helium is chosen as
the working fluid due to the particular benefits
that it brings to closed cycle high temperature
reactors. Its advantages are that it is a
chemically inert gas and thus not affected by
radiation, high specific heat and its high sonic
speed (three times higher than air), allows
higher circumferential velocities on turbo
machinery blades. The disadvantages are that
some PCU components need to be either
specifically developed for helium or adapted
from existing components.
CFD in the design process
CFD provides detailed information to System
Engineers from PBMR as well as external
suppliers and serves as input to FEM analyses
when integrated CFD-FEM results are required.
CFD provides component characteristics for
complex geometries to Flownet, a one-
dimensional thermo-hydraulic network solver.
This interaction is graphically shown in Figure 2.
Reactor Unit, RU
The RU of PBMR consists of a central column of
graphite spheres surrounded by an annular fuel
pebble bed, enclosed by graphite blocks on the
inside of the core barrel. Between the core
barrel and the reactor pressure vessel is a gap
filled with helium. Between the reactor
pressure vessel and the concrete is an array of
water pipes, protecting the concrete against
high temperatures (Fig 3). CFD is employed to
investigate local as well as global
thermal and fluidic effects.
These CFD results have led to
several design changes to satisfy
the PBMR specifications, ranging
from the design of the water pipes,
support structure of the vessel to
the design of the helium inlet and
outlet slots. It is clear
that the design of the
RU has been greatly
influenced by
the detailed
CFD results.
T
Fig 1: Layout of the PBMR
Fig 2: CFD interaction with internal and external groups
Fig 3: Model of the PBMR reactor unit
Fig 4: Meshed volumes of
the PCU

POWER GENERATION APPLICATIONS
STAR-CD Dynamics � Winter 2002/03 22
Power Conversion Unit, PCU
Cycle pressure losses and leakage flows have a
major effect on cycle efficiency. The cycle
pressure losses are primarily a function of the
individual component designs and layout.
Leakage and cooling flows are also a function of
the component design and component cooling
strategy. These pressure losses, leak flows and
cooling flows must be determined across
interfaces between components from different
suppliers and through the components
themselves. Some of these interfaces have a
high temperature and/or pressure gradient.
This calls for integrated CFD and FEM analyses.
Therefore, a complete CFD model of the PCU
was constructed, containing all the different
components and interfaces (Fig 4 and Fig 5).
All fluids and solids were solved
simultaneously to obtain temperature and
pressure fields that were mapped onto a FEM
mesh. The CFD results were also used to
calculate pressure drops across the different
components. The calculated loss coefficients
are used by Flownet to improve the accuracy of
the cycle calculations. Detailed information
could also be supplied to the component
designers regarding the thermal
environment in which their components
will operate.
Spent fuel storage tanks
The Spent Fuel Storage Tanks are used to
store spent fuel from the power plant
generated during its production lifetime
(40 years). Thereafter, the tanks must
store the spent fuel for another 40 years
before being decommissioned. Detailed
and accurate temperature distributions
throughout the complete Spent Fuel
Storage Area are needed, ensuring that
the temperature limits for the fuel, tank,
supports and concrete are not exceeded. CFD
was used to simulate this complete Spent Fuel
Storage Area. This model included the fuel,
helium in the tank, the tank itself, the air
surrounding the tank and the concrete walls of
the area (Fig 6).From the results, temperature
distributions in all of the materials could be
obtained. The temperature distribution for the
tanks is shown in fig 7 and the temperature
distribution of the fuel is shown in Figure 8. The
high heat source from the "youngest" fuel can
be clearly seen. Note also the effect this has on
the tank temperatures. CFD supplied answers
to the tank designers, the HVAC designers, the
building designers and the nuclear physicists.
Conclusion
CFD has been a major contributor to improving
PBMR design. Optimizing many design aspects
before commissioning and operating the plant
has saved time and cost.
Fig 5: Close-up of the PCU mesh
Fig 6: Geometry of the spent fuel tanks
Fig 7: Temperature contours of the
spent fuel tank walls
Fig 8: Temperature contours
of the fuel pebbles

n process plants, for example those operated
in cement works, Gas Conditioning Towers
(GCTs) are often placed upstream of
electrostatic precipitators as an important
component of after-treatment. Fig 1 shows
a GCT used to cool flue gases from
temperatures of 300 - 400˚C down to
approximately 140˚C, which is a suitable
temperature for the electrostatic
precipitator. To obtain optimum GCT
performance, wet dust build-up
on the tower wall must be avoided
which can be achieved by
introducing gas flow without wall
separation. A special swirler unit was
recently developed and optimized
with the help of a STAR-CD simulation
of the swirling type of flow. The
swirler, installed just above the
diffuser, is a totally new type, which
replaces traditional gas distribution
screens. Better control enables the
gas distribution to achieve enhanced
gas conditioning with lower pressure
drop.
Model validation
Extensive validation investigations were carried
out with various differencing schemes and
turbulence models, and the results were also
tested for mesh independency. Experimental
data included high accuracy Laser Doppler
Anemometry (LDA) measurements and full-
scale data. The LDA and full-scale
measurements showed good agreement with
the numerical results (Fig 2). It was concluded
that second order upwind difference and the
high Reynolds number form of the standard
k-epsilon turbulence model give accurate
solutions for this type of swirling flow, if the
swirl number is less than approximately 0.8.
Improvements achieved
The performance of the swirler was investigated
using a standard FLS Airtech GCT design
including a low abrupt bend inlet section with
guide vanes. A pronounced effect on the
velocity profile was found including a central
back-flow region in the diffuser section
ensuring down-streaming flow at the
tower wall with a gas distribution
tending towards uniformity further
down the tower (Fig 3). If large droplets
are in play, the design can be extended by
installation of a flow straightener in the outlet of
the diffuser. This effectively reduces the swirl
component in the tower (Fig 4) and prevents
wet dust build-up on the tower wall. The key
advantages of the new GCT design are: lower
pressure drop compared to constructions with
gas distribution screens; hot down-streaming of
gases at walls; no dust build-up on the tower
wall and gas distribution internals; and
vibration or rapping are not needed.
Conclusions
The study has demonstrated that a
STAR-CD simulation of turbulent
swirling gas flow with low swirl
numbers is an accurate and
e f f e c t i v e
investigation tool that
can partially replace model and full scale
testing, resulting in shorter delivery time from
problem formulation to result. Prospects are
promising as the new GCT design can be
applied for new units and optimization of
existing installations. From a broader
perspective, it is expected that similar swirler
designs can achieve optimal operation in many
other industrial processes.
23 STAR-CD Dynamics � Winter 2002/03
POWER GENERATION APPLICATIONS
Applied CFD research for gasflow in gas conditioning towersNiels Finderup Nielsen, Particulate Process & Development, F.L.Smidth Airtech A/S, Denmark
Fig 3:
Typical FLS
Airtech GCT inlet
and swirler
section and
calculated axial
velocity distribution
in diffuser and tower. Note
that pink to red colors indicate
back flow
Fig 2: Comparison between numerically calculated, model
scale, and full-scale measured axial velocities. Thin
vertical line indicates zero velocity
Fig 4: Swirl number versus downstream position of a typical FLS
Airtech GCT
I

STAR-CD Dynamics � Winter 2002/03 24
TRANSPORT APPLICATIONS
he basic design goal for a combustion
engine silencer is to achieve a certain
noise attenuation within a maximum
allowable pressure loss and within a defined
envelope. Silentor A/S has specialized in
excellent low frequency attenuation at low-
pressure loss in exhaust systems for the
automotive, marine and industrial market.
This is achieved by optimizing the design of
diffusers in our silencers.
CFD is well suited to calculate the
pressure loss through the silencer, and using
STAR-CD, the pressure loss can be calculated
with an accuracy of 10-20% of measurements.
At Silentor A/S, we use the same geometrical
model for both the pressure loss calculation
and the noise attenuation prediction.
The noise attenuation performance of a
silencer can be measured by sending
loudspeaker-generated noise through the
silencer, and measuring the transmitted
noise. The same thing can be done in CFD
calculations where pressure waves are set as
the input transient boundary condition, and
the signal emitted from the silencer is
calculated to predict the noise attenuation.
The secondary silencer in a two-silencer
system for a low noise diesel engine is shown
in Figure 1. The left-hand side shows the
velocity field used in the pressure loss
calculation and the right hand side shows the
local sound pressure for a 200 Hz tone.
Normally, a broad sound source is used, but
for illustration a pure tone is chosen here.
Figure 2 shows a comparison between
calculated and measured attenuation in the 0-
3000 Hz range. There are detailed
discrepancies between calculations and
measurement, but the overall shape is
accurately captured. The start of attenuation
and the first deep resonance at 600 Hz, which
originate from the inlet pipe, is well captured.
Even though not shown here, we have found
that the effect of using absorption material in
the silencer can also be calculated, thereby
enabling the amount and position of
absorbent to be optimized.
In conclusion, we found that the
calculation of pressure loss through a silencer
is accurately predictive, and that CFD is also
effective in noise attenuation prediction and
can be used for calculating the frequency
where attenuation starts where resonances
occur in the damping spectrum and the
overall level of attenuation. Thus, we have a
tool for both design optimization, as well as
for understanding silencer performance. The
calculations can also be used for more
fundamental questions such as the trade offs
between different diffuser designs, which can
be difficult to do in any other way.
For further information, please contact Mads
Røgild, [email protected]
Silence simulated
with CFDMads Røgild, Silentor A/S, Denmark
Figure 1: Axis
symmetric velocity
field through the
silencer (left) and
sound pressure
propagation of a 200
Hz tone (right)
Figure 2: Comparison between measured and calculated
noise attenuation through a Silentor low frequency
attenuation silencer
Figure 3: Port side Silentor silencer for a fast ferry
T

es-turbo
The CFD Expert System for the analysis of rotating
machinery
Guides you through the intuitive process of using es-turbo.
The entire process from geometry import to post-
processing, is clearly defined and examples of es-turbo
applications are also illustrated.
25 STAR-CD Dynamics � Winter 2002/03
NEW PUBLICATIONS
Technical publicationsTo obtain any of these publications, please send an email request to [email protected], stating your preferred brochure andcontact details. Alternatively, you can download them as pdf’s from: www.cd-adapco.com/products/brochuredownload
es-uhood
A no compromise knowledge based Expert System for all
your underhood flow and simulation needs
Provides an overview how es-uhood can accurately
simulate flow and thermal processes in the complex
engine compartment. This includes the preparation and
cleaning of CAD surfaces and geometry, generation of
appropriate CFD grids, effective choice of boundary
conditions and physical models, to controlling the CFD
solution and post processing of results.
pro-am
A universal automatic volume mesher for all your analysis
gridding needs
Illustrates how pro-am employs state of the art technology
to provide optimized 3D meshes across the entire
spectrum of industries. Based on a unique cell trimming
technique, it provides the most efficient mesh for a given
volume, whether it is for the underhood of a car or the
external aerodynamics of an aircraft.

STAR-Works video
The new STAR-Works video
demonstrates how users of STAR-
Works are able to experience the
benefits of having a CAD system
as a front end to STAR-CD. The
power of parametric optimization
is shown on a CD-ROM which talks
you through a typical CFD case,
from building the model in the
CAD system, to running CFD, to
visualizing the results, and then
simply varying geometric
parameters to look at new flow
solutions until an optimized
design is reached. Mainstream
CAD with (real) CFD is here at last!
STAR-CD Dynamics � Winter 2002/03 26
NEW PUBLICATIONS
CFD & CAE for the
turbomachinery industry
Describes how CFD can be applied to virtually every major
component of contemporary turbomachines. Applications
described include: Compressors and fans, blade cooling,
combustors, tip and casing treatments, turbines and
nozzles, cavities, ducts and nacelles.
CFD & CAE for industry
Provides a general overview of STAR-CD’s ability to provide
insight into complex fluid flow, heat transfer, chemical
processes and combustion processes.
CFD & CAE for the marine
industry
Illustrates successful applications of STAR-CD and Comet
in the Marine industry with examples from well-known
clients. Applications include interaction between ship hull,
propeller and rudder, flows around ships with breaking
waves, flow around high-speed planing boats, sloshing
and slamming, flow around surface-piercing propellers,
underwater exhausts, cavitation and more.

Europe Far East
Yokohama
CD-adapco JAPAN
Nisseki Yokohama, Building 16F
1-1-8, Sakuragi-cho, Naka-Ku
Yokohama, Kanagawa 231, JAPAN
Tel.: (+81) 45 683 1998
Fax: (+81) 45 683 1999
www.cd-adapco.co.jp
New York
adapco
60 Broadhollow Road
Melville, NY 11747, USA
Tel.: (+1) 631 549 2300
Fax: (+1) 631 549 2654
www.cd-adapco.com
London
Computational Dynamics Ltd
200 Shepherds Bush Road
London, W6 7NY, UK
Tel.: (+44) 20 7471 6200
Fax: (+44) 20 7471 6201
www.cd-adapco.com
Global offices of the CD adapco Group
Austin, TX
Cincinnati, OH
Detroit, MI
San Diego, CA
Miami, FL
Seattle, WA
Korea
CD-adapco Korea
Seoul office
China
CD-adapco Japan Co. Ltd
Beijing office
Resellers
North and South America
Australia
Veta Pty
Czech Republic
SVS FEM s.r.o
India
CSM Software Pvt Ltd
Iran
Mohandesin Moshaver Dynamic Sayallat
Malaysia
Numac Systems Technologies S/B
Russia
CAD-FEM GmbH
Singapore
CAD-IT CONSULTANTS
South Africa
CSIR
Taiwan
FLOTREND Corp.
Turkey
info(+)TRON A.S
A-Ztech Ltd
France
CD-adapco France
Paris office
CD adapco-Lyon office
Germany
CD adapco-Nuremberg office
CD adapco-Hamburg office
Italy
CD adapco-Turin office