Embed Size (px)
Citation preview

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 1/35
Bab 2
Landasan Teori
2.1 Pengertian Kualitas
Pemahaman konsep kualitas sangat penting dalam pengembangan aktivitas
perusahaan sebab pertumbuhan suatu perusahaan sangat ditentukan oleh kualitas
produk atau jasa yang dihasilkannya. Ketidakpedulian terhadap kualitas akan
menyebabkan terjadinya kehilangan peluang menjual produk dan pangsa pasar,
yang pada akhirnya berakibat pada penurunan aktivitas dan pertumbuhan perusahaan.
Dalam upaya memahami konsep kualitas suatu produk, maka berikut ini
dikemukakan definisi kualitas yang umum digunakan :
1. Kualitas adalah keseluruhan ciri dan karakteristik produk atau jasa yang
kemampuannya dapat memuaskan kebutuhan, baik yang dinyatakan secara
tegas maupun tersamar. Istilah kebutuhan diartikan sebagai spesifikasi yang
tercantum dalam kontrak maupun kriteria-kriteria yang harus didefinisikan
terlebih dahulu (ISO 8402 dan SNI 19-8402-1991).
2. Kualitas adalah suatu strategi bisnis mendasar yang mengupayakan
menghasilkan aneka barang dan jasa yang memuaskan para pelanggan baik
internal maupun eksternal secara lengkap dengan berusaha memenuhi harapan-
harapan mereka baik yang implisit maupun eksplisit (Ternner & Toro, 1992).
3. Kualitas adalah kemampuan produk dalam melakukan fungsinya selama jangka
waktu penggunaan tertentu yang telah ditetapkan (Hoyle, 1994).
4. Kualitas adalah karakteristik total suatu entitas yang sesuai dengan kebutuhan
dan keinginan konsumen (Wilton, 1994).
Secara umum dapat dikatakan bahwa kualitas produk atau jasa itu akan dapat
diwujudkan bila orientasi seluruh kegiatan perusahaan atau organisasi tersebut
berorientasi pada kepuasan pelanggan (customer satisfaction). Apabila diutarakan
secara rinci, kualitas memiliki dua perspektif, yaitu perspektif produsen dan
7

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 2/35
8
perspektif konsumen, dimana bila kedua hal tersebut disatukan maka akan dapat
tercapai kesesuaian antara kedua sisi tersebut yang dikenal sebagai kesesuaian
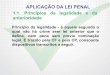
untuk digunakan oleh konsumen. Menurut Russel (1996), hal ini dapat digambarkan
seperti dalam Gambar 2.1
Arti Kualitas
Pandangan Produsen Pandangan Konsumen
Kualitas Kesesuaian
• Sesuai denganStandar
• Biaya
Kualitas Desain
• Karakteristik Kualitas• Harga
Produksi Pemasaran
Fitnes for Costumer Uses
Gambar 2.1 Dua Perspektif Kualitas
2.1.1 Karakteristik Kualitas
David Garvin (1987) mendefinisikan delapan dimensi yang dapat digunakan untuk
menganalisis karakteristik kualitas produk, sebagai berikut :
1. Performansi (performance) berkaitan dengan aspek fungsional dari produkitu dan merupakan karakteristik utama yang dipertimbangkan pelanggan ketika
ingin membeli suatu produk.
2. Features merupakan aspek kedua dari performansi yang menambah fungsi
dasar, berkaitan dengan pilihan-pilihan dan pengembangannya.
3. Keandalan (reliability) berkaitan dengan kemungkinan (probabilitas) suatu
produk melaksanakan fungsinya secara berhasil dalam periode waktu tertentu di
bawah kondisi tertentu.4. Konformasi (conformance) berkaitan dengan tingkat kesesuaian produk
terhadap spesifikasi yang telah ditetapkan sebelumnya berdasarkan keinginan
pelanggan.
5. Durability merupakan ukuran masa pakai suatu produk.
6. Kemampuan pelayanan (serviceability) merupakan karakteristik yang
berkaitan dengan kecepatan, keramahan, kompetensi, dll.

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 3/35
9
7. Estetika merupakan karakteristik yang bersifat subyektif sehingga berkaitan
dengan pertimbangan pribadi dan refleksi dari referensi atau pilihan individual.
8. Kualitas yang dirasakan, berkaitan dengan perasaan pelanggan dalam
mengkonsumsi produk itu sendiri.
2.2 Pengendalian Kualitas
Pengendalian kualitas adalah aktivitas untuk memperbaiki, mempertahankan, dan
mencapai kualitas suatu produk atau jasa. Sedangkan yang dimaksud dengan
Pengendalian Kualitas Statistik (Statistical Quality Control ) adalah salah satu
teknik dalam TQM (Total Quality Management ) yang digunakan untuk
mengendalikan dan mengelola proses, baik manufaktur maupun jasa melalui
penggunaan metode statistik (Besterfield, 1998). Pengendalian kualitas statistik
secara garis besar digolongkan menjadi dua, hal ini dapat dilihat pada gambar 2.2
P e n g e n d a l ia n K u a l ita s
S t a t i s t i k
P e n g e n d a l ia n K u a l it a s P ro s e sS t a t i s t i k
(C o n t ro l C h a r t )
R e n c a n a P e n e rim a a n S a m p eP r o d u k
( A c c e p t a n c e S a m p l in g )
D a t a V a r ia b e l D a t a V a r i a b e l D a t a A t r i b u tD a t a A t r ib u t
Gambar 2.2 Pengendalian Kualitas Statistik
2.2.1 Roda Demming
Roda Demming telah dikembangkan menjadi siklus yang berkesinambungan yaitu
siklus P-D-C-A ( Plan, Do, Check, Action), yang kaitannya dengan Roda Demming
dapat dilihat sebagai berikut :

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 4/35
10
Gambar 2.3 Siklus PDCA
Siklus PDCA didefinisikan sebagai : “Suatu rangkaian dari kegiatan-kegiatan yang
ditujukan untuk perbaikan dan penyempurnaan”. Sebagian besar dari model
tersebut, didasarkan pada langkah-langkah yang diperkenalkan oleh W. Edwards
Demming ( Plan, Do, Check, Action), atau P-D-C-A menggambarkan logika dasar
dari perbaikan proses.
2.2.2 Delapan Langkah Perbaikan
Dalam pelaksanaan kegiatan pengendalian kualitas, GKM (Gugus Kendali Kualitas)
memutar roda Deming (PDCA) dan melakukan 8 langkah dengan menggunakan 7
alat pengendalian kualitas secara berkesinambungan. Delapan langkah perbaikan
tersebut adalah :
Langkah 1 : Menentukan Prioritas Masalah
Dalam proses pengambilan keputusan, kita selalu berfikir untuk menentukan
kegiatan apa yang pertama-tama harus dilakukan, dan selanjutnya kegiatan apa
kembali yang perlu diambil, sehingga masalah yang dihadapi akan dapat
dipecahkan. Dalam hal ini, akan dipelajari terlebih dahulu karakteristik produk :
a. Mengenal karakteristik produk.
b. Menentukan karakteristik kualitas kritis.
c. Prosedur kerja produk.
d. Pemilihan peta kendali dan tahapan perancangannya.
e. Penentuan sistem inspeksi (Peta Kendali Atribut).
Langkah 2: Mencari Sebab-Sebab Masalah
Diuraikan berbagai kemungkinan yang diduga menjadi penyebab besarnya variasi
pada dimensi produk. Variasi yang besar tidak hanya menyebabkan data menjadi

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 5/35
11
out of control , melainkan juga mengakibatkan rendahnya kapabilitas proses. Untuk
itu akan dimanfaatkan salah satu alat bantu dari seven tools yaitu Cause And-Efect
Diagram ( Fishbone). Fungsi alat ini adalah mengeksplorasi semua komponen
sistem sebagai basis pencarian akar masalah. Dalam pembuatan Fishbone, kita juga
dapat memanfaatkan hasil wawancara dengan Staf Bagian Daltas (pengendalian
kualitas).
Langkah 3: Meneliti Sebab-Sebab Paling Berpengaruh
Pada tahapan ini dilakukan wawancara dan pengamatan ke lokasi kerja secara
intensif. Untuk bisa mendapatkan sebab-sebab yang paling berpengaruh kita bisa
memanfaatkan salah satu alat yaitu Scattered Diagram (diagram tebar).
Keterbatasan memperoleh data untuk meneliti sebab-sebab yang paling
berpengaruh menyebabkan penggunaan Scattered Diagram (diagram tebar) tidak
dapat dimanfaatkan.
Langkah 4: Menyusun Langkah Perbaikan
Dalam penyusunan langkah perbaikan berdasarkan nilai identifikasi masalah, salah
satunya dapat memanfaatkan penggunaan metode FMEA ( Failure Mode and
Effects Analysis). Dimana terdapat dua tipe FMEA yaitu Design FMEA dan
Process FMEA, untuk usulan perbaikan dalam proses pembuatan produk kain, tipe
FMEA yang digunakan adalah Process FMEA karena usulan perbaikan difokuskan
pada usulan perbaikan dalam proses pengerjaan produk.
Langkah 5: Melaksanakan Langkah Perbaikan
Rancangan perbaikan yang telah disusun segera dijalankan sesuai dengan waktu,tempat, metode maupun personel yang bertanggung jawab. Perlu disusun suatu
perbaikan berkelanjutan yang memuat seluruh komponen sistem. Untuk bisa
melakukan perbaikan yang berkelanjutan tersebut salah satunya kita bisa
menggunakan budaya kerja 5-S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) atau
penggunaan HOQ.

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 6/35
12
Langkah 6: Meneliti Hasil Perbaikan
Suatu prosedur evaluasi perlu dijalankan untuk terus memonitor perbaikan yang
dilakukan. Aspek apa saja yang masih perlu mendapat perhatian. Demikian juga
bagaimanakah antisipasi terhadap munculnya masalah baru pada saat perbaikan
terhadap suatu masalah tengah dibedakan.
Langkah 7: Mencegah Terulangnya Masalah
Dalam hal ini, apakah langkah - langkah perbaikan ternyata memberikan dampak
positif terhadap proses produksi, maka langkah tersebut sebaiknya segera
dirumuskan sebagai ketetapan atau kebijakan perusahaan. Dengan demikian di
masa mendatang permasalahan yang berkaitan dengan kegagalan variasi proses
dapat dicegah.
Langkah 8: Menyelesaikan Masalah Berikutnya
Akhir dari delapan langkah adalah menyelesaikan masalah selanjutnya yang belum
terpecahkan sesuai dengan kategori berikutnya yaitu dengan melihat skala prioritas
selanjutnya. Demikianlah sesungguhnya kajian ini baru terbatas kepada
pengidentifikasian masalah dan penyebabnya serta rancangan tindakan perbaikannya. Kedelapan langkah tersebut bila dihubungkan dengan fungsi Roda
Demming dapat diuraikan dalam tabel di bawah ini :
Tabel 2.1 Persamaan Roda Demming dengan Delapan Langkah Proses Perbaikan
Fungsi Organisasi Proses Pengambilan Keputusan Delapan Langkah Pemecahan Masalah
Plan1. Identifikasi Masalah
2. Pengambilan Alternatif
1. Menentukan Prioritas Masalah
2. Mencari Sebab-Sebab yang
Mengakibatkan Masalah
3. Meneliti Sebab-Sebab yang
Berpengaruh
4. Susun Langkah Perbaikan
Do1. Pemilihan Alternatif
2. Implementasi
5. Melaksanakan Langkah Perbaikan
Check 1. Evaluasi 5. Periksa Hasil Perbaikan
Action6. Mencegah Terulangnya Masalah
7. Menerapkan
2.3 Seven Quality Control Tools

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 7/35
13
Dalam upaya untuk menciptakan perbaikan kualitas yang berkelanjutan diperlukan
tools yang bisa merealisasikan hal tersebut. Terdapat tujuh teknik dasar yang biasa
disebut seven quality control tools yang berguna untuk menganalisa masalah yang
sedang dihadapi.
Adapun seven tools tersebut adalah :
1. Lembar Periksa (Check Sheet);
2. Pemisahan Masalah (Stratifikasi);
3. Histrogram;
4. Diagram Pareto;
5. Peta Kendali;
6. Diagram Pencar;
7. Diagram Sebab Akibat;
Fungsi dari tujuh alat tersebut adalah :
• Untuk mengumpulkan data dengan mudah.
• Untuk menemukan persoalan.
• Untuk menduga faktor-faktor penyebab.
• Untuk memastikan apakah faktor-faktor tersebut betul-betul sebagai
penyebab.
• Untuk memastikan bahwa perbaikan telah terwujud.
• Untuk mencegah terjadinya kesalahan akibat kelalaian.
Untuk memahami perubahan dinamis yang terjadi dan memastikan bahwa
standar telah diikuti dengan cermat.
2.3.1 Lembar Periksa (Check Sheet)

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 8/35
14
Lembar periksa (Check Sheet ) mempunyai banyak tujuan, tetapi yang terutama
adalah mempermudah proses pengumpulan data dan dalam bentuk yang dapat
dengan mudah digunakan dan dianalisis secara otomatis. Contoh untuk lembar
periksa dapat dilihat pada tabel 2.2 Fungsi lembar periksa adalah sebagai berikut :
1. Pemeriksaan distribusi proses produksi.
2. Pemeriksaan item cacat .
3. Pemeriksaan lokasi cacat .
4. Pemeriksaan penyebab cacat .
5. Pemeriksaan konfirmasi pemeriksaan dan lain-lain.
Tabel 2.2 Contoh Lembar Periksa (Check Sheet)
LEMBAR CATATAN UNTUK BAGAN P
Nama Produk ……………………………………………….. No. Sk. Cad……………............Karakter yang Diukur ……………………………………...
Stasiun pemeriksaan ……………………………………... Dicatat….….......................................... ……..
No.
Lot
Tgl Jumlah
Yang Diperiksa
Jumlah
yang ditolak
Persen
yang ditolak
Batas Kendali
Atas Bawah Cat
2.3.2 Pemisahan Masalah ( Stratifikasi )
Stratifikasi adalah menguraikan atau mengklasifikasikan persoalan menjadi
kelompok atau golongan yang lebih kecil atau menjadi unsur-unsur dari persoalan
yang mempunyai karakteristik sama. Kegunaannya adalah untuk melihat masalah
dan mempersempit ruang lingkup masalah, sehingga dapat ditinjau dari satu segi
saja, misalnya dari segi penyebab, waktu, lokasi bahan baku, orang dan sebagainya.
Dasar pengelompokkan stratifikasi sangat tergantung pada tujuan pengelompokkan,sehingga dasar pengelompokkan dapat berbeda-beda tergantung kepada
permasalahannya. Contoh stratifikasi masalah dapat dilihat pada tabel 2.3.
Di dalam pengendalian kualitas stratifikasi terutama ditujukan untuk :
1. Mencari faktor-faktor penyebab utama kualitas secara mudah.
2. Membantu pembuatan Diagram Pencar.

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 9/35
15
3. Mempermudah pengambilan kesimpulan di dalam penggunaan peta kontrol.
4. Mempelajari secara menyeluruh masalah yang dihadapi.
Tabel 2.3 Contoh Stratifikasi Masalah Produk Topi
Kode Cacat Kondisi Jumlah
A Bagian belakang kotor 3B Bagian belakang tidak rapih 4C Bagian depan ada geratan 3D Bagian depan kotor 4E Bagian depan sobek 2F Bagian lidah keluar 1G Bagian Lidah sobek/bolong/rusak 9H Busa tidak rapih 1I Jahitan jaring tidak rapih 2J Jahitan Lidah tidak rapih/rusak 21
K Jahitan Strof lepas 1L Jahitan strof tidak rapih 3M Jaring kotor 1 N Rel macet 3O Rel rusak 1P Sablon rusak 4Q Strof kotor 7
TOTAL 69
2.3.3 Histogram
Histrogram merupakan data yang dinyatakan dalam bentuk gambar. Tujuan
pembuatan histrogram adalah memberikan kemudahan dalam pembacaan dan
menjelaskan data lebih cepat. Hubungan dengan data yang lalu dapat dipaparkan
sekaligus sebagai perbandingan dengan data lain yang berhubungan dapat dilihat
secara jelas. Grafik dapat dibagi menjadi bermacam-macam sesuai dengan bentuk
dan keperluannya.
Bentuk grafik yang sering digunakan adalah :
1. Grafik garis (grafik putus, grafik garis kurva)
2. Grafik balok (peta yang menunjukkan kolom)
3. Grafik lingkaran (diagram pie)
Contoh untuk grafik- grafik tersebut, dapat dilihat pada gambar 2.4, gambar 2.5,
dan gambar 2.6.
Cara mengunakan dan membaca grafik diuraikan dibawah ini :
1. Kedua tabel dan grafik (kecuali grafik lingkaran) dikomposisikan dari
sumbu vertical dan horisontal.

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 10/35
16
2. Grafik balok menunjukkan kualitas yang sangat jelas dan keterkaitan
diantaranya.
3. Grafik garis adalah baik untuk menemukan bermacam-macam nilai numeric
dalam hubungannya dengan ukuran, perubahan dan sebagainya.
Grafik Gari
0
10
20
30
3 0 . 5
4 0 . 5
5 0 . 5
6 0 . 5
7 0 . 5
8 0 . 5
Kela s Boundari
F r e
k u e n s i
Series1
Gambar 2.4 Contoh Grafik Garis
Grafik Balok
0
10
20
30
30.5 40.5 50.5 60.5 70.5 80.5
Kelas Boundaries
F r e k u e n s i
Gambar 2.5 Contoh Grafik Balok

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 11/35
17
Diagram Pie
30.5
40.5
50.5
60.5
70.5
80.5
Gambar 2.6 Contoh Diagram Pie
2.3.4 Diagram Pareto
Diagram pareto adalah diagram yang dipergunakan untuk mengidentifikasikan
karakteristik Kualitas yang perlu mendapat prioritas perbaikan dan pengendalian
dikenalkan oleh seorang ekonom Italia bernama V. Pareto (Grant, Eugene,
Leavenworth, R.S., Pengendalian Kualitas Statis).
Diagram pareto bertujuan untuk menemukan atau mengetahui prioritas utama dari
masalah yang dihadapi dan merupakan kunci dalam penyelesaian masalah yangdihadapi dan perbandingan terhadap keseluruhan. Kegunaan diagram pareto antara
lain :
1. Menunjukkan masalah utama dengan menunjukkan urutan prioritas dari
beberapa masalah.
2. Menyatakan perbandingan masing-masing masalah terhadap keseluruhan.
3. Menunjukkan tingkat perbaikan setelah tindakan perbaikan pada daerah
terbatas.
4. Menunjukkan perbandingan masing-masing masalah sebelum dan sesudah
perbaikan.
Sebuah diagram pareto menunjukkan masalah apa yang pertama harus kita
pecahkan untuk menghilangkan kerusakan dan memperbaiki operasi. Item cacat
yang paling sering muncul ditangani terlebih dahulu kemudian dilanjutkan dengan
item cacat tertinggi kedua dan seterusnya. Contoh untuk diagram pareto dapat
dilihat pada gambar 2.12.

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 12/35
18
DiagramPareto
0
100
200
300
C A B D E J enis Cacat
J u m l a h C a
c a t
0.00
20.00
40.00
60.00
80.00
100.00
J umlah Cacat Kum% Cacat
Gambar 2.7 Contoh Diagram Pareto
Langkah-Langkah Pembuatan Diagram Pareto, yaitu :
1. Tentukan klasifikasi jenis cacat yang akan digunakan dalam grafik.
2. Tetapkan periode waktu untuk digambarkan pada grafik. Hal yang
penting untuk diingat adalah mencoba menetapkan periode waktu yang sama
untuk semua grafik berkaitan sehingga mudah untuk membandingkannya.
3. Tentukan jumlah total setiap jenis cacat untuk periode yang telah
ditetapkan. Jumlah untuk setiap jenis cacat akan ditunjukkan dengan panjang balok, selain menggunakan jumlah dapat juga dengan menggunakan persentase.
4. Gambar sumbu horisontal dan vertikal yang membatasi sumbu vertical
dengan unit yang tepat.
5. Dibawah sumbu horisontal, pertama-tama ditulis cacat yang paling
penting, kemudian yang paling penting selanjutnya dan seterusnya, sehingga
item cacat utama ditunjukkan paling kiri.
6. Gambarkan balok. Tinggi balok akan menggambarkan nilai pada sumbu
vertikal, sumbu vertikal dapat berupa jumlah atau persentase.
7. Gambarlah besarnya persentase komulatif jenis cacat, yang digambarkan
dengan titik, lalu dihubungkan dengan garis. Jumlah kumulatif ditunjukkan
pada sumbu vertikal sebelah kanan.
8. Berilah judul pada grafik dan tulis dengan singkat sumber data grafik
tersebut.

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 13/35
19
2.3.5 Peta Kendali
Peta kendali adalah merupakan grafik dengan mencantumkan batas maksimum dan
batas minimum yang merupakan batas daerah pengendalian (Grant, Eugene,
Leavenworth, R.S., Pengendalian Kualitas Statis). Tujuan menggambarkan peta
kendali adalah untuk menetapkan apakah setiap titik pada grafik normal atau tidak
normal dan dapat mengetahui perubahan dalam proses dari mana data dikumpulkan,
sehingga setiap titik pada grafik harus mengindikasikan dengan cepat dari proses
mana data diambil.
Sebuah Peta kendali terdiri dari garis pusat (Central Line), sepasang batas kendali
masing-masing diletakkan di atas (Upper Control Limit ) dan di bawah ( Lower
Control Limit ) dan nilai karakteristik. Bila semua nilai digambarkan didalam batas
kendali tanpa kecenderungan khusus, maka proses dipandang sebagai keadaan
terkendali. Sedangkan bila mereka jatuh di luar batas kendali atau menunjukkan
bentuk lain, maka proses ditetapkan berada di luar kendali.
Peta kendali dapat digunakan untuk :
1. Membedakan variasi yang bersifat acak (random) terhadap variasi yang
timbul akibat sebab-sebab tertentu.2. Memonitor terjadinya perubahan proses .
3 Membantu menentukan sebab-sebab terjadinya suatu variasi.
a. Peta Kendali Variabel
Peta kendali variabel yaitu peta kendali untuk mengukur data yang bersifat variabel.
Data yang bersifat variabel diperoleh dari hasil pengukuran dimensi seperti berat,
panjang, lebar, tebal, dan temperatur. Terdapat tiga jenis peta kendali yang bisadigunakan untuk mengendalikan karakteristik kualitas variabel yaitu peta kendali
X , peta kendali R dan peta kendali S. Ketika peta X dan R digunakan secara luas,
kadang-kadang diperlukan penetapan standar deviasi proses secara langsung
daripada menggunakan jarak R, hal ini akan membawa kita untuk menggunakan
peta kendali untuk X dan S, dimana S adalah standar deviasi sampel. Alasan
lainnya mengapa kita memilih peta X dan S daripada peta X dan R adalah :
(Montgomery, Douglas C, Introduction To Statistical Quality Control )

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 14/35
20
1. Ukuran sampel n cukup banyak, n > 10 atau 12.
2. Ukuran sampel n adalah variabel.
Peta kendali yang sesuai dengan keadaan yang dihadapi dalam pembuatan
kain adalah peta X dan R.
Peta kendali X
Peta kendali X menunjukkan nilai rata-rata sampel.
Peta kendali R
Peta kendali R menggambarkan kisaran sampel.
Langkah-Langkah Pembuatan Peta Kendali Variabel adalah sebagai berikut :
Langkah 1 : Tentukan karakteristik yang akan dikendalikan.
Langkah 2 : Tentukan perangkat sistem inspeksi yang akan digunakan.
Langkah 3 : Kumpulkan data (x) dan kelompokan dalam sampel berukuran n.
Langkah 4 : Untuk setiap sampel lakukan perhitungan :
Harga rata-rata sampel:n
X X X X X n++++
=...321
............................. (3-1) Harga range : R = terkecil terbesar X X − ......................................................... (3-2)
Langkah 5 :
Hitung rata-rata keseluruhan :k
X X X X X k
++++=
...321 ..................... (3-3)
Hitung rata-rata rentang :k
R R R R R
k ++++
=...
321 .................................. (3-4)
Langkah 6 :
Hitung garis-garis kendali sebagai berikut :
Untuk peta R, hitung :
Garis sentral (central line) : CL = R ............................. (3-5)
Batas kendali atas (Upper Control Limit ) : UCL = R + 3 Rσ = D4 R ........ (3-6)
Batas kendali bawah ( Lower Control Limit ) : LCL = R + 3 Rσ = D3 R .. (3-7)

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 15/35
21
Untuk peta X , hitung :
Garis sentral (central line) : CL = x .............................. (3-8)
Batas kendali atas (Upper Control Limit ) : UCL = x + 3 xσ = x + A2 R (3-9)
Batas kendali bawah ( Lower Control Limit ) : LCL = x - 3 xσ = x - A2 R . (3-10)
Langkah 7 : Plot data rata-rata dan range pada peta kendali yang sesuai.
Langkah 8 : Menentukan revisi CL dan batas kendali (jika diperlukan).
Langkah 9 : Menginterpretasikan peta dan melakukan analisis.
b. Peta Kendali Atribut
Atribut, seperti didefinisikan dalam kualitas merujuk kepada karakteristik kualitas
yang sesuai dengan spesifikasi atau tidak sesuai dengan spesifikasi. Peta kendali
atribut yaitu peta kendali untuk mengukur data yang bersifat atribut (Besterfield.
Dale. H, dkk, Total Quality Management ). Pengendalian data yang bersifat atribut
dilakukan apabila pengukuran tidak mungkin dilakukan, contohnya inspeksi secara
visual seperti penentuan cacat warna, goresan, dan sebagainya atau bila pengukuran
tidak dilakukan karena keterbatasan waktu, biaya, atau keperluan lainnya.
1) Peta Kendali p
Peta kendali p ialah bagan untuk proporsi unit yang ditolak dalam suatu sampel
karena tidak sesuai terhadap spesifikasi (Mc Graw Hill, Human Resource
Management ). Dalam hal ini tidak diperlukan ukuran lot yang konstan.
Langkah-Langkah Pembuatan Peta Kendali p :
1. Lakukan pemeriksaan terhadap n buah item yang cacat ( p).Ulangi pemeriksaan untuk sampel lain yang diambil dari lot produksi atau
waktu produksi yang lain.
2. Untuk setiap pemeriksaan (sampel i), hitung fraksi cacat dengan
rumus :
diperiksa yang jumlah
ditolak yang jumlah pi = ....................................................................(3-11)

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 16/35
22
3. Hitung rata-rata fraksi cacat dari seluruh item yang diperiksa
dengan rumus :
p = diperiksa yang jumlahtotal
ditolak yang jumlahtotal
..............................................................(3-12)
Dimana k = jumlah sampel yang diperiksa
4. Hitung standar deviasi fraksi cacat dengan rumus :
( )i
in
p p s
−=
1...........................................................................................(3-13)
5. Buat peta p dengan batas-batas kendali sebagai berikut :
a. Garis sentral (central limit ) : CL = p
b. Batas kendali atas (Upper Control Limit ) : UCL = p + 3( )
in
p p −1
c. Batas kendali bawah ( Lower Control Limit ) : LCL = p - 3( )
in
p p −1
6. Plot fraksi cacat p untuk setiap pemeriksaan (sampel) pada peta
kendali yang dibuat pada langkah 5. Pada tahap konstruksi peta ini jika terdapat
data-data yang keluar dari kontrol dan diketahui penyebabnya, buang data danlakukan perhitungan ulang untuk mendapatkan CL, UCL, dan LCL revisi
sampai semua data berada dalam batas kendali.
7. Interpretasikan peta kendali yang terbentuk dan lakukan analisis
terhadapnya.
Peta Kend ali
0
0. 5
1
1. 5
2
1 2 3 4 5 6 7 8 9 10
S a m p e
P r o p o r s i
CL
p
UCL
LCL
Gambar 2.8 Contoh Peta Kendali p

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 17/35
23
2) Peta Kendali np
Peta kendali np menyatakan bagan untuk banyaknya unit yang tak sesuai dalam
suatu sampel (Besterfield. Dale. H, dkk, Total Quality Management ) dengan nilai p
sama dengan nilai p pada peta kendali p. Untuk lebih jelasnya dapat dilihat pada
gambar 2.8.
Langkah-Langkah Pembuatan Peta Kendali np :
1. Catat jumlah cacat setiap lot yang diperiksa.
2. Hitung rata-rata jumlah cacat dengan rumus :
∑
∑
=
==k
i
k
iii
n
pn p
11
1 ..............................................................................................(3-14)
3. Hitung garis sentral dari peta np :
∑
∑
=
==k
i
k
i
ii
grup sub
pn
pn
1
1 .....................................................................................(3-15)
4. Hitung standar deviasi jumlah cacat dengan rumus :
( ) p pn si −= 1 ......................................................................................(3-16)
5. Buat peta np dengan batas-batas kendali sebagai berikut :
a. Garis sentral (central limit ) : C L = n p
b. Batas kendali atas (Upper Control Limit ) : UCL = p + 3si
c. Batas kendali bawah ( Lower Control Limit ) : LCL = p - 3si
6. Plot titik-titik np pada peta yang terbentuk. Pada tahap konstruksi peta ini
jika terdapat data-data yang keluar dari kontrol dan diketahui penyebabnya,
buang data dan lakukan perhitungan ulang untuk mendapatkan CL, UCL,
dan LCL revisi sampai semua data berada dalam batas kendali.
7. Interpretasikan peta dan lakukan analisis.
3) Peta Kendali c

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 18/35
24
Peta kendali c menunjukkan bagan kendali untuk banyaknya ketidaksesuaian per
satuan (Besterfield. Dale. H, dkk, Total Quality Management ). Peta ini digunakan
untuk ukuran sampel yang konstan. Untuk lebih jelasnya dapat dilihat pada gambar
2.9.
Langkah-Langkah Pembuatan Peta Kendali c :
1. Kumpulkan data jumlah cacat c dari suatu unit item.
2. Hitung rata-rata jumlah cacat dengan rumus :
∑
∑
=
==k
i
k
i
i
sampel
c
c
1
1 ..........................................................................................(3-17)
3. Buat peta dengan garis-garis kendali sebagai berikut :
a. Garis sentral (central limit ) : CL = c
b. Batas kendali atas (Upper Control Limit ) : UCL L = c 3 c
c. Batas kendali bawah ( Lower Control Limit ) : LCL = c 3 c
4. Plot data c yang diamati ke dalam peta. Pada tahap
konstruksi peta ini jika terdapat data-data yang keluar dari kontrol dan diketahui
penyebabnya, buang data dan lakukan perhitungan ulang untuk mendapatkanCL, UCL, dan LCL revisi sampai semua data berada dalam batas kendali.
5. Interpretasikan peta dan lakukan analisis
Peta Ke nd ali n
0
2
46
8
10
1 2 3 4 5 6 7 8 9 10
S a m p e
J u m l a
h C a c a t
np
CLUC L
LC L
Gambar 2.9 Contoh Peta Kendali np

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 19/35
25
Pe ta K e n d a
0
5
1 0
1 5
2 0
1 2 3 4 5 6 7 8 9 10
S a m p
J u m l a h
K e t a k s e s u a i a n
c
U C L
LC L
C L
Gambar 2.10 Contoh Peta Kendali C
4) Peta Kendali u
Peta kendali u menunjukkan bagan kendali untuk banyaknya ketaksesuaian per
satuan (per unit) ( Besterfield. Dale. H, dkk, Total Quality Management ). Peta ini
digunakan untuk ukuran sampel yang bervariasi.
diperiksa yang pengukuranunit jumlah
diperoleh yang ianketaksesua jumlahu = =
∑∑
i
i
n
c......................... (3-18)
Langkah-Langkah Pembuatan Peta Kendali u :
1. Lakukan pemeriksaan terhadap satu unit item n dan catat jumlah
cacat yang ada u.
2. Kelompokan data berdasarkan lot, produk, sampel, dll.
3. Hitung jumlah cacat per unit untuk setiap kelompok data. u adalah
jumlah cacat per kelompok dibagi dengan jumlah unit kelompok tersebut.
n
uu = .........................................................................................................(3-19)
4. Hitung juga rata-rata u sebagai berikut :
∑
∑
=
==k
i
i
k
i
i
u
u
u
1
1 ..................................................................................................(3-20)
5. Hitung garis-garis kendali sebagai berikut :
a. Garis sentral (central limit )

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 20/35
26
b. Batas kendali atas (Upper Control Limit )
c. Batas kendali bawah ( Lower Control Limit )
6. Plot data u ke dalam peta. Pada tahap konstruksi peta ini jika
terdapat data-data yang keluar dari kontrol dan diketahui penyebabnya, buang
data dan lakukan perhitungan ulang untuk mendapatkan CL, UCL, dan LCL
revisi sampai semua data berada dalam batas kendali.
7. Interpretasikan peta dan lakukan analisis. Data karakteristik Kualitas
yang diambil dari tempat kerja menentukan jenis peta kontrolnya.
Peta kendali u menunjukkan bagan kendali untuk banyaknya ketaksesuaian per
satuan (per unit) ( Besterfield. Dale. H, dkk, Total Quality Management ). Peta ini
digunakan untuk ukuran sampel yang bervariasi. Untuk lebih jelasnya dapat dilihat
pada gambar 2.11.
Formula yang digunakan dalam penentuan batas-batas peta kendali dapat dilihat
pada tabel 2.4.
Peta Kendali U
0
0.5
1
1.5
2
2.5
1 2 3 4 5 6 7 8 9 10
Sampel
J u m l a h C a c a t
u
CL
UCL
LCL

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 21/35
27
Gambar 2.11 Contoh Peta Kendali U
Tabel 2.4 Rekap Formulasi Peta Kendali Atribut
p pn c u
CL p pn c u
UCL p +
n
p p )1(3
−
pn + )1(3 p pn − cc 3+
n
uu 3+
LCL p -
n
p p )1(3
− pn - )1(3 p pn − cc 3−
n
uu 3−
Notes Jika n bervariasi, maka
gunakan n atau ni masing-
masing.
n harus konstan n harus konstan Jika n bervariasi, maka
gunakan n atau ni masing-
masing.
2.3.6. Diagram Pencar
Diagram pencar menunjukan hubungan antara dua variabel. Diagram pencar sering
digunakan sebagai analisis tindak lanjut untuk menentukan apakah penyebab yang
ada benar-benar memberikan dampak kepada karakteristik kualitas. Contoh untuk
diagram pencar dapat dilihat pada gambar 2.11 yang menggambarkan plot
pengeluaran untuk iklan dengan penjualan perusahaan yang mengindikasikan
hubungan kuat positif diantara dua variabel. Jika pengeluaran untuk iklan
meningkat, penjualan cenderung meningkat.

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 22/35
28
P e n j u a
l a n
PengeluaranUntukIklan
Gambar 2.12 Contoh Diagram Pencar
Pada umumnya, bila kita berbicara tentang hubungan antara dua macam data, kita
sesungguhnya membicarakan tentang :
1. Hubungan penyebab dan akibatnya.
2. Hubungan antara satu penyebab dengan
penyebab lainnya.
3. Hubungan antara satu penyebab dengan dua
penyebab.
Jika kita menggambarkan pada sumbu vertikal akibatnya dan pada sumbuhorisontal penyebabnya, maka kita akan mendapatkan sebuah peta yang disebut
dengan diagram pencar.
Cara untuk membuat diagram pencar adalah sebagai berikut :
1. Kumpulkan
pasangan data (x,y) yang akan dipelajari hubungannya serta susunlah data itu
dalam tabel. Diperlukan untuk mempunyai paling sedikit 30 pasangan data.
2. Tentukan nilai-nilai maksimum dan minimum untuk kedua variabel x dan y. Buatlah skala pada
sumbu horizontal dan vertikal dengan ukuran yang sesuai agar diagram akan
menjadi lebih mudah untuk dibaca. Apabila kedua variabel yang akan dipelajari
itu adalah karakteristik kualitas dan faktor yang mempengaruhinya, gunakan
sumbu horizontal, x, untuk faktor yang mempengaruhi karakteristik kualitas dan
sumbu vertikal, y, untuk karakteristik kualitas.

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 23/35
29
3. Tebarkan
( plot ) data pada selembar kertas. Apabila dijumpai data bernilai sama dari
pengamatan yang berbeda, gambarkan titik-titik itu seperti lingkaran konsentris
(.), atau plot titik kedua yang bernilai sama itu disekitar titik pertama.
4. Berikan
informasi secukupnya agar orang lain dapat memahami diagram tebar itu.
Informasi yang biasa diberikan adalah :
• Interval waktu
• Banyaknya pasangan data (n).
• Judul dan unit pengukuran dari setiap
variabel pada garis horizontal dan vertikal.
• Judul dari grafik itu.
• Apabila dipandang perlu dapat
mencantumkan nama dari orang yang membuat diagram tebar itu.
Pembacaan diagram pencar yang benar harus mengarah kepada tindakan yang
tepat. Untuk mempelajari kemampuan membaca yang benar dapat diuraikan secara
umum seperti dibawah ini :
Keterangan :

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 24/35
30
1. Pertambahan dalam y tergantung pada pertambahan
dalam x. Bila x dikendalikan, y terkendali pula.
2. Bila x bertambah, y akan bertambah beberapa, tetapi y
seolah–olah mempunyai penyebab selain dari x.
3. Tidak terdapat korelasi.
4. Pertambahan dalam x menyebabkan kecenderungan
untuk penurunan y.
5. Pertambahan dalam x akan menyebabkan penurunan
Y. Oleh sebab itu, apabila x dikendalikan maka y terkendali pula.
2.3.7 Diagram Sebab Akibat
Diagram Sebab Akibat adalah sebuah diagram yang menunjukkan hubungan antara
karakteristik Kualitas dan faktor (Grant, Eugene, Leavenworth, R.S., Pengendalian
Kualitas Statis). Diagram ini lebih dikenal dengan istilah fish bone diagram atau
diagram tulang ikan dikenalkan oleh Kaoru Ishikawa. Kegunaan utama diagram ini
adalah untuk menganalisis timbulnya akibat, yaitu dengan mencari atau
menemukan dan menggambarkan faktor-faktor yang menjadi penyebab dari suatu
masalah.
Kualitas yang ingin kita perbaiki dan kendalikan disebut “karakteristik Kualitas”.
Yang dapat menyebabkan penyebaran disebut faktor. Untuk mengilustrasikan pada
sebuah diagram hubungan antara sebab dan akibat kita ingin mengetahui sebab dan
akibat dalam bentuk yang nyata. Untuk lebih jelasnya dapat dilihat pada gambar
2.13.
Faktor-faktor yang berpengaruh, biasanya terdapat 5 (lima) faktor utama, yaitu :
manusia (man), bahan (material ), metode (method ), mesin (machine), dan
lingkungan (environment ). Biasanya disingkat dengan 4M dan 1E. Sebab-sebab
yang mungkin dapat dikumpulkan, tidak selamanya meliputi kelima kelompok
faktor diatas. Dalam diagram sebab akibat, faktor merupakan penyebab terjadinya
cacat, sementara karakteristik Kualitas merupakan akibat. Pada umumnya, faktor
harus ditulis lebih rinci untuk membuat diagram menjadi bermanfaat.

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 25/35
31
Manusia Mesin
Metode Bahan Lingkungan
Mutu
Cause Effect
Gambar 2.13 Diagram Sebab Akibat
Diagram di tersebut menunjukkan hubungan antara :
• Akibat (effect ) : Berupa Kualitas (Quality)
• Sebab (cause) : Berupa faktor-faktor yang berpengaruh
Pembuatan diagram sebab akibat dapat diuraikan sebagai berikut :
1. Tentukan karakteristik Kualitas. Seperti telah diuraikan diatas karakteristik
Kualitas adalah suatu akibat yang terjadi yang perlu diperbaiki dan
dikendalikan. Untuk melakukan hal tersebut, maka perlu diketahui
penyebabnya.
2. Tulislah karakteristik Kualitas pada sisi kanan. Gambarlah panah besar dari
sisi kiri ke sisi kanan.
3. Tulislah faktor utama yang mungkin menyebabkan cacat, dengan
mengarahkan panah cabang ke panah utama. Faktor penyebab yang mempunyai
kemungkinan besar terhadap dispersi sebaliknya dikelompokkan kedalam item-
item seperti bahan, peralatan (mesin)

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 26/35
32
4. Selanjutnya pada setiap cabang, tulislah kedalamnya faktor rinci yang dapat
dianggap sebagai penyebab, yang menyerupai ranting. Dan pada setiap ranting
tulislah faktor yang lebih rinci, membuat cabang yang lebih kecil.
5. Akhirnya, periksalah apakah semua item yang menjadi penyebar disperse
telah masuk kedalam diagram. Bila semuanya telah tercantum dan hubungan
sebab akibat telah digambarkan dengan tepat, maka diagram tersebut telah
lengkap.
Penggunaan 8 langkah dan 7 Quality Control Tools dapat dilihat pada tabel 2.5
Tabel 2.5 Penggunaan 8 Langkah dan 7 Alat
No. Langkah Kegiatan Tujuan Uraian Kegiatan Alat yang Dipakai
1Menentukan Pokok
Permasalahan
Untuk menentukan tema
yang akan dibahas
•Buat check sheet ,
kumpulan data
• Stratifikasi data
• Buat Pareto
Diagram
• Menentukan
pokok masalah
• Chech Sheet
• Stratifikasi
• Pareto
Diagram
• Grafik
• Histogram
2Membahas
Penyebab
Mencari penyebab dari
problem yang sedangdibahas
• Sumbang saran
untuk menganalisis
sebab akibat
• Buat diagram
tulang ikan
• Diagram
tulang ikan ( fish
bone diagram)
No. Langkah Kegiatan Tujuan Uraian Kegiatan Alat yang Dipakai
3 Menguji SebabMenguji kebenaran
penyebab dengan data
• Buat check sheet ,
kumpulan data untuk
uji sebab
• Buat pareto
diagram
• Check Sheet
• Pareto
Diagram
4 Rencana PerbaikanMembuat rencana guna
mengatasi penyebab
• Buat rencana
perbaikan
• Metode
FMEA
5 PenanggulanganMelaksanakan apa yang
telah direncanakan
• Melakukan
perbaikan sesuai
dengan rencana
• Gambarkan
caranya / dengan uraian
• Penjelasan
dengan gambar /
uraian tindakan
yang dilaksanakan

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 27/35
33
6 Evaluasi Hasil
Mengkonfirmasi hasil
antara sebelum dan setelah
langkah perbaikan
• Buat check sheet ,
kumpulan data
• Buat pareto
diagram sebelum dansesudah perbaikan
• Check Sheet
• Pareto
diagram
7 StandarisasiMembakukan prosedur
sesuai langkah 5
• Membuat standar
kerja / flow process /
Bakayoke (Anti Salah)
• Kalimat
perintah cerminan
langkah 4
8 Masalah BerikutMerencanakan kegiatan
selanjutnya
• Membuat jadwal
rencana kegiatan dan
pilih pokok
permasalahanselanjutnya
2.4 Failure Mode and Effects Analysis (FMEA)
Selain Seven Quality Control Tools yang digunakan dalam delapan langkah
perbaikan digunakan pula suatu metode yang bisa digunakan untuk menganalisis
modus kegagalan yang dialami oleh suatu produk dalam rangka melaksanakan
fungsinya serta akibat yang bisa ditimbulkannya, metode tersebut ialah Failure
Mode and Effects Analysis (FMEA).
FMEA adalah suatu metode analisa untuk mengetahui potensi kegagalan suatu
kompunen dan pengaruhnya terhadap kinerja suatu sistem yang didukung oleh
komponen tersebut.
FMEA merupakan metodologi proactive maintenance untuk menghilangkan atau
mengurangi kegagalan yang sama terjadi kembali dengan analisis untuk mencariapa saja penyebabnya, bagaimana efeknya, tentunya bagaimana cara mencegahnya
(hal ini yang nantinya menghasilkan maintenance task-nya/tugas pemeliharaan).
FMEA Tujuannya adalah untuk mengidentifikasi desain di area mana yang masih
memerlukan perbaikan agar persyaratan keandalan dapat dipenuhi/bertujuan untuk
mengidentifikasi berbagai modus dan mekanisme kegagalan yang mungkin terjadi.

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 28/35
34
Hasil dari FMEA adalah rencana-rencana produk dan tindakan proses untuk
mengeliminasi modus-modus kegagalan.
Secara umum tujuan dari penyusunan FMEA adalah sebagai berikut.
1. Membatu dalam pemilihan desain alternatif yang memiliki keandalan dan
keselamatan potensial yang tinggi selama fase desain.
2. Untuk menjamin bahwa semua bentuk mode kegagalan yang dapat
diperkirakan berikut dampak yang ditimbulkannya terhadap kesuksesan
operasional sistem telah dipertimbangkan.
3. Membuat daftar kegagalan potensial , serta meng identifikasi seberapa besar
dampak yang ditimbulkannya.
4. Men-develop kriteria awal untuk rencana dan desain pengujian serta untuk
membuat daftar pemeriksaaan sistem.
5. Sebagai basis analisa kualitatif keandalan dan ketersediaan.
6. Sebagai dokumentasi untuk referensi pada masa yang akan datang untuk
membantu menganalisa kegagalan yang terjadi di lapangan serta membantu bila
sewaktu – waktu terjadi perubahan desain.
7. Sebagai data input untuk studi banding.
8. Sebagai basis untuk menentukan prioritas perawatan korektif.
Desain (produk) atau proses FMEA dapat menyediakan beberapa fungsi, seperti
yang terurai dibawah ini :
1. Suatu cara tinjauan sistematik dari komponen kegagalan untuk meyakinkan
bahwa kegagalan yang lain menghasilkan kerusakan yang minimal kepada
produk atau proses.
2. Menentukan efek dari kegagalan apa saja yang ada dalam item lain didalam
produk atau proses dan fungsinya.
3. Menentukan part dari produk atau proses dimana kegagalan mempunyai
efek kritis dalam produk atau proses operasi, hingga menghasilkan kerusakan
yang besar, dan modus kegagalan mana yang akan membangkitkan efek
kerusakan.

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 29/35
35
4. Mengkalkulasikan peluang kegagalan dalam perakitan, sub-perakitan,
produk, dan proses dari peluang kegagalan individual dari tiap komponennya
dan perencanaan dari tiap bagian tersebut. Sejak komponen memiliki lebih dari
satu modus kegagalan, peluang merupakan satu hal yang pasti didalam seluruh
jumlah dari total peluang modus kegagalan.
5. Menetapkan program pengujian yang dibutuhkan untuk menentukan modus
kegagalan dan tingkat data yang tidak tersedia dari sumber lain.
6. Menetapkan program pengujian yang dibutuhkan untuk verifikasi keandalan
prediksi secara empirik.
7. Menyediakan data masukan untuk menjual studi, menetapkan perubahan
yang efektif dalam usulan produk atau proses atau untuk menentukan efek
modifikasi yang mungkin terhadap produk atau proses yang sedang
berlangsung.
8. Menentukan bagaimana tingkat kegagalan komponen yang tinggi dari suatu
produk atau proses dapat diadaptasi untuk komponen yang memiliki keandalan
tinggi, redundansi atau keduanya.
9. Menghilangkan atau meminimasi efek yang kurang baik .
10. Membantu membongkar kelalaian, kesalahan pertimbangan, dan error yangmungkin dibuat.
11. Membantu mengurangi peningkatan waktu dan biaya dari proses
manufaktur dengan cara menghilangkan modus kegagalan sebelum operasi atau
proses dan dengan cara melakukan tes yang tepat untuk membuktikan desain
produk.
12. Menyediakan pelatihan untuk pekerja baru.
13. Membuat jalur kemajuan proyek.14. Berkomunikasi dengan profesional lainnya yang mempunyai permasalahan
yang sama.
Terdapat dua tipe FMEA yaitu :
1. Design FMEA
FMEA membantu dalam proses perancangan dengan mengidentifikasi modus
kegagalan yang diketahui dan dapat diduga dari sekarang, dan kemudian

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 30/35
36
merangking kegagalan tersebut berdasarkan dampak relatifnya terhadap produk.
Tabel Design FMEA dapat dilihat pada tabel 2.6.
2. Process FMEA
Process FMEA merupakan teknik analisis yang dimanfaatkan oleh engineering
team yang bertanggung jawab dalam proses manufaktur yang akan meyakinkan
peluang modus kegagalan dan hubungannya dengan penyebab/mekanisme yang
dipertimbangkan. Tabel Process FMEA dapat dilihat pada tabel 2.7.
Tabel 2.6 Design FMEA
FAILURE MODE AND EFFECT ANALYSIS
( DESIGN FMEA)
FMEA NUMBER :
ITEM : DESIGN RESPONBILITY : PAGE 1 OF 1 :
MODE NUMBER / YEAR: KEY DATE : PREPARED BY :
CORE ITEM : FMEA DATE (ORIG) (REV) ...
ITEM /
FUNCTION
POTENTIA
AL
FAILURE
MODES
POTENTIAL
EFFECT (S)
OF
FAILURES
S C
L
A
S
S
POTENTIAL
CAUSE (S) /
MECHANISM
(S) OF
FAILURE
O CURREN
T DESIGN
CONTRO
L
D R
P
N
RECOMMENDE
D ACTIONS
RESPONBILITY AND
TARGET
COMPLETION
DATES
Tabel 2.7 Process FMEA
FAILURE MODE AND EFFECT ANALYSIS
( PROCESS FMEA)
FMEA NUMBER :
ITEM : DESIGN RESPONBILITY : PAGE 1 OF 1 :
MODE NUMBER / YEAR: KEY DATE : PREPARED BY :CORE ITEM : FMEA DATE (ORIG) (REV) ...
ITEM /
FUNCTION
POTENTI
AL
FAILURE
MODES
POTENTIAL
EFFECT (S)
OF
FAILURES
S C
L
A
S
S
POTENTIAL
CAUSE (S) /
MECHANIS
M (S) OF
FAILURE
O CURREN
T
DESIGN
CONTRO
L
D R
P
N
RECOMMENDE
D ACTIONS
RESPONBILITY AND
TARGET COMPLETION
DATES
Langkah-langkah dalam pembuatan FMEA adalah :
1. Spesifikasi kemungkinan

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 31/35
37
Fungsi
Kemungkinan Modus kegagalan
Akar penyebab
Akibat
Deteksi/pencegahan.
2. Mengukur resiko
Peluang dari penyebab
Tingkat (kehebatan) efek yang ditimbulkan
Keefektifan dalam kontrol untuk mencegah penyebab
Urutan prioritas resiko3. Mengoreksi resiko penyebab yang tinggi
Prioritas pengerjaan
Tindakan detail
Memberikan tanggung jawab untuk bertindak
Memeriksa poin dalam penyelesaian.
4. Meng-evaluasi ulang resiko
Menghitung ulang urutan prioritas resiko.
Severity (Fatal)
Severity adalah sebuah penilaian pada tingkat keseriusan suatu efek atau akibat dari
potensi kegagalan pada suatu komponen yang berpengaruh pada suatu hasil kerja
mesin yang dianalisa/diperiksa.
Tabel 2.8 Rangking Severity dari Akibat yang Ditimbulkan
AKIBATKRITERIA : TINGKAT SEVERITY AKIBAT YANG
DITIMBULKANRANGKING
Berbahaya tanpa
peringatan
• Mungkin berbahaya bagi mesin atau operator perakitan.
• Memiliki RANGKING kehebatan tinggi ketika modus
kegagalan potensial yang mempengaruhi operasi yang aman
dan/atau melibatkan tidak terpenuhinya regulasi yang ada.
Kegagalan akan terjadi tanpa ada peringatan sebelumnya.
10

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 32/35
38
Berbahaya dengan
peringatan
• Mungkin berbahaya bagi mesin atau operator perakitan
• Memiliki RANGKING kehebatan tinggi ketika modus
kegagalan potensial yang mempengaruhi operasi yang aman
dan/atau melibatkan tidak terpenuhinya regulasi yang ada.
• Kegagalan akan terjadi tanpa ada peringatan sebelumnya.
9
Sangat tinggi
• Gangguan utama terhadap garis produksi. 100 % produk
mungkin memiliki goresan.
• Item tidak dioperasikan, kehilangan fungsi utama.
Pelanggan sangat kecewa.
8
Tinggi
• Gangguan minor terhadap garis produksi. Porsi dari
produk mungkin harus dipilih dan mewakili goresan.
• Item bisa beroperasi tapi dengan level pengoperasian yang
berkurang. Pelanggan kecewa.
7
Moderate
• Gangguan minor terhadap garis produksi. Porsi dari
produk mungkin mewakili goresan (tanpa penyortiran).
• Item bisa beroperasi tapi beberapa item yang nyaman tidak
bisa dioperasikan.
• Pelanggan memiliki pengalaman ketidaknyamanan.
6
Rendah
• Gangguan minor terhadap garis produksi. 100 % produk
mungkin harus di re-work.
• Item dapat beroperasi, akan tetapi beberapa item dapat
dioperasikan dengan nyaman dalam level performansi yang
berkurang. Pengalaman pelanggan berupa ketidakpuasan.
5
Sangat rendah
• Gangguan minor terhadap garis produksi. Produk mungkinharus disortir dan porsi untuk di re-work.
• Penyesuaian yang kecil tidak sesuai. Kecacatan diketahuioleh pelanggan.
4
Minor
• Gangguan minor terhadap garis produksi. Porsi dari produk mungkin harus di re-work secara on-line, tapi diluar stasiunkerja. Penyesuaian kecil yang tidak sesuai.
• Kecacatan diketahui oleh pelanggan.
3
AKIBATKRITERIA : TINGKAT SEVERITY AKIBAT YANG
DITIMBULKANRANGKING
Sangat minor
• Gangguan minor terhadap garis produksi. Porsi dari
produk mungkin harus di re-work secara on-line, tapi diluar stasiun
kerja. Penyesuaian kecil yang tidak sesuai.
• Kecacatan diketahui oleh pelanggan tertentu.
2
Tidak ada • Tidak ada efek 1 Reprinted from the FMEA manual (Chrysler, Ford, General Motors Supplier Quality
Recruitments Task Force). (Besterfield. Dale. H, dkk, Total Quality Management ).
Occurrence (Kejadian)
Occurrence adalah sebuah penilaian dengan tingkatan tertentu dimana adanya
sebuah sebab kerusakan secara mekanis yang terjadi pada mesin tersebut. Dari
angka/tingkatan occurrence ini dapat diketahui kemungkinan terdapatnya kerusakan
dan tingkat keseringan terjadinya kerusakan mesin.

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 33/35
39
Tabel 2.9 Rangking Kemungkinan Tingkat Kegagalan (Occurances) Untuk Process
FMEA
PROBABILITY OF FAILURE POSIBLE FAILURE RATES RANGKING
Sangat tinggi : Kegagalan hampir tidak dapat
dihindari > 1 dalam 2 101 dalam 3 9
Tinggi : Secara general berasosiasi dengan
proses sebelumnya yang sering gagal
1 dalam 8 8
1 dalam 20 7
Moderat : Secara general berasosiasi dengan
proses sebelumnya yang memiliki kegagalan
yang kadang-kadang terjadi
1 dalam 80 61 dalam 400 5
1 dalam 2000 4
Rendah : Kegagalan yang kecil berasosiasi
dengan proses yang sama 1 dalam 15000 3
Sangat rendah : Hanya kegagalan yang kecil
berassosiasi dengan proses yang hampir identik1 dalam 150000 2
PROBABILITY OF FAILURE POSIBLE FAILURE RATES RANGKING
Remote : Kegagalan tidak boleh terjadi Tidak
ada kegagalan yang pernah berasosiasi dengan
proses yang hampir identik
1 dalam 1500000 1
Reprinted from the FMEA manual (Chrysler, Ford, General Motors Supplier Quality
Recruitments Task Force). (Besterfield. Dale. H, dkk, Total Quality Management ).
Current Control (Bentuk Pengendalian Saat Ini)
Adalah bagaimana cara penanggulangan dalam menyelesaikan permasalahan yang
ada dengan cara mendesain atau merencanakan suatu perubahan atau tindakan
perbaikan menuju hasil kerja yang lebih baik, sehingga kegagalan pada mesin tidak
lagi timbul atau setidak-tidaknya mengurangi angka kejadian terjadinya kerusakan.
Ada tiga jenis dari bentuk pengendalian yang dapat dipertimbangkan:
• Mencegah mekanisme penyebab atau sebab akibat kegagalan dari
suatu kejadian kerusakan serta menurunkan angka kejadian kegagalan.
• Menemukan penyebab mekanis yang menimbulkan kerusakan dan
ditindak lanjuti ketindakan perbaikan
• Menemukan sebab kegagalan

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 34/35
40
Detection (Temuan)
Detection adalah sebuah penilaian yang juga memiliki tingkatan seperti halnya
severity dan occurrence. Penilaian tingkat detection sangat penting dalam
menemukan potensi penyebab mekanis yang menimbulkan kerusakan serta
tindakan perbaikannya.
Tabel 2.10 Rangking Kemungkinan Deteksi Oleh Process Control Untuk Process FMEA
DETEKSIKRITERIA : KEMUNGKINAN DETEKSI OLEH
PROCESS CONTROLRANGKING
Absolut tidak mungkinTidak tersedia kontrol yang diketahui untuk mendeteksi
modus kegagalan10
Sangat tipisSangat tipis kemungkinan kontrol sekarang mampu
mendeteksi modus kegagalan9
TipisTipis kemungkinan kontrol sekarang mampu mendeteksi
modus kegagalan8
Sangat rendah Sangat rendah kemungkinan kontrol sekarang mampumendeteksi modus kegagalan
7
RendahRendah kemungkinan kontrol sekarang mampu mendeteksi
modus kegagalan6
CukupCukup kemungkinan kontrol sekarang mampu mendeteksi
modus kegagalan5
SedangSedang kemungkinan kontrol sekarang mampu mendeteksi
modus kegagalan4
TinggiTinggi kemungkinan kontrol sekarang mampu mendeteksi
modus kegagalan
3
Sangat tinggi Sangat tinggi kemungkinan kontrol sekarang mampumendeteksi modus kegagalan
2
Hampir pasti
Kontrol saat ini hampir pasti untuk mendeteksi modus
kegagalan. Keandalan kontrol deteksi diketahui dengan proses
yang sama
1
Reprinted from the FMEA manual (Chrysler, Ford, General Motors Supplier Quality
Recruitments Task Force). (Besterfield. Dale. H, dkk, Total Quality Management ).

5/14/2018 Jbptunikompp Gdl Muhammadar 19545 6 Bab2 - slidepdf.com
http://slidepdf.com/reader/full/jbptunikompp-gdl-muhammadar-19545-6-bab2 35/35
41
Risk Priority Number (RPN)
RPN ( Risk Priority Number ) adalah merupakan hasil dari angka : Severity (S),
Occurrence (O), dan Detection (D)
RPN = S x O x D
RPN adalah produk dari S x O x D dimana akan terdapat angka RPN yang berlainan
pada tiap alat yang telah melalui proses analisa sebab akibat kesalahan, pada alat
yang memiliki angka RPN tertinggi, tim harus memberikan prioritas pada faktor
tersebut untuk melakukan tindakan atau upaya untuk mengurangi angka resiko
melalui tindakan perawatan korektif.