-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
1/163
STPA: A New HazardAnalysis Technique
(System-Theoretic Process Analysis)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
2/163
Summary: Accident Causality in STAMP
Accidents occur when
Control structure or control actions do not enforce
safetyconstraints
Unhandled environmental disturbances or conditions Unhandled or
uncontrolled component failures Dysfunctional (unsafe) interactions
among components
Control structure degrades over time (asynchronousevolution)
Control actions inadequately coordinated among
multiplecontrollers
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
3/163
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
4/163
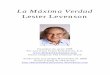
A Third Source of Risk
Control actions inadequately coordinated among
multiplecontrollers
Controller 1 Process 1
Boundary areas
Copyright Nancy Leveson, Aug. 2006
Controller 2 Process 2
Controller 1
Controller 2Process
Overlap areas (side effects of decisions and control
actions)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
5/163
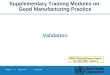
Uncoordinated Control Agents
SAFE STATEATC provides coordinated instructions to both
planes
SAFE STATETCAS provides coordinated instructions to both
planes
Control Agent(TCAS)
InstructionsInstructions
UNSAFE STATEBOTH TCAS and ATC provide uncoordinated &
independent instructions
Control Agent(ATC)
InstructionsInstructions
Control Agent(ATC)
InstructionsInstructions
No Coordination
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
6/163
Hazard Analysis
Investigating an accident before it occurs.
Goal: Identify potential causes of accidents (scenarios that can
lead to
losses)
So can be eliminated or controlled in design or operations
before .
Used for: Developing requirements and design constraints
Validating requirements and design for safety Preparing
operational procedures and instructions Test planning and
evaluation Management planning
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
7/163
System-Theoretic Process Analysis(STPA)
Supports a safety-driven design process where
Hazard analysis influences and shapes early design decisions
Hazard analysis iterated and refined as design evolves
Also supports accident analysis and risk analysis/hazard
analysis
Goals (same as any hazard analysis)
Identify safety constraints/requirements necessary to ensure
acceptable risk Accumulate information about how hazards can be
violated
(scenarios), which is used to eliminate, reduce and
controlhazards in system design, development, manufacturing,
andoperations
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
8/163
STPA
Used to assist in defining scenarios in which the
safetyconstraints could be violated.
The same goal as fault trees or any other hazard
analysisapproach) but Looks at more than component failures More
support provided in the analysis Finds more types of accident
scenarios
Starts from basic control structure and assignedresponsibilities
for safety-critical actions.
Copyright Nancy Leveson, Aug. 2006
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
9/163
STPA on Social Systems
We have applied STPA to social (organizational)systems
NASA Shuttle operations management structure
Effect of policy changes following the Vioxx events
Accident analysis and system redesign for food safety
But will concentrate in the following on the physical system
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
10/163
Steps in STPA
Establish fundamentals
Define accident for your system Define hazards
Rewrite hazards as constraints on system design Draw preliminary
(high-level) safety control structure
Identify potentially unsafe control actions (safetyrequirements
and constraints)
Determine how each potentially hazardous control actioncould
occur
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
11/163
Steps in STPA
Define accidents
Define system hazards associated with accidents
Translate system hazards into high-level safety
requirements (constraints) Construct high-level control
structure including
Responsibilities of components Preliminary process model
Refine high-level safety constraints into detailed
safetyrequirements on components and scenarios for losses
Use results to create or improve system design
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
12/163
Defining Accidents
Accident : An undesired and unplanned (but notnecessarily
unexpected) event that results in (at least) aspecified level of
loss.
Incident : An event that involves no loss (or only minor
circumstances.
Loss can include human injury, property damage,
environmental pollution (damage), mission loss, etc.
Could prioritize or assign varying levels of severity
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
13/163
Accidents or UnacceptableLosses for Explorer Spacecraft
ACC1. Humans and/or human assets on earth arekilled/damaged.
(PC1), (H5)
ACC2. Humans and/or human assets off of the earth arekilled/dama
ed. PC1 H6
ACC3. Organisms on any of the moons of the outer planet (if
theyexist) are killed or mutated by biological agents of Earth
Origin.(H4)
ACC4. The scientific data corresponding to the mission goals
arenot collected. (G1, G2, G3, G4, G5, G6, G7), (H1)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
14/163
Accidents (cont)
ACC5. The scientific data is rendered unusable (e.g.,
deleted,corrupted, not returned at required time) before it can be
fullyinvestigated . (G1, G2, G3, G4, G5, G6, G7), (H2,H3)
ACC6 Organisms of Earth origin are mistaken for organisms
missions to study the outer planet's moon. (H4 )
ACC7. An incident during this mission directly causes
anothermission to fail to collect, return, and/or use the
scientific datacorresponding to its mission goals. (PC1)(H7)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
15/163
Exercise
Select an application from your industry or company
Define accidents in this system.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
16/163
Defining Hazards
Hazard : A state or set of conditions that, together with other
(worstcase) conditions in the environment, will lead to an accident
(lossevent).
Note that a hazard is NOT equal to a failure. s ngu s ng azar s
rom a ures s mp cin understanding the difference between safetyand
reliability engineering. (C.O. Miller)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
17/163
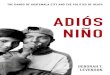
Hazard Level : A combination of severity (worst potentialdamage
in case of an accident) and likelihood of occurrenceof the
hazard.
Risk : The hazard level combined with the likelihood of
thehazard leading to an accident plus exposure (or duration) ofthe
hazard.
RISK
HAZARD LEVEL
Hazardseverity
Likelihood of hazard occurring
HazardExposure
Likelihood of hazardLeading to an accident
Safety : Freedom from accidents or losses.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
18/163
Identifying Hazards
Must be within system but that depends on where drawsystem
boundaries
Choose hazards within design space
Example: release of chemicals from plant
Each part of socio-technical system responsible fordifferent
parts of accident process and perhaps differenthazards
Define small set of high-level hazards first
Then can translate hazards into safety constraints
andrequirements and refine them.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
19/163
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
20/163
Hazards for Explorer Spacecraft
H1. Inability of Mission to collect data. (ACC4)H2. Inability of
Mission to return collected data. (ACC5)
H3. Inability of Mission scientific investigators to use
returned data.(ACC5)
H4. Contamination of Outer Planet Moon with biological agents
of.
H5. Exposure of Earth life or human assets on Earth to
toxic,radioactive, or energetic elements of mission hardware.
(ACC1)
H6. Exposure of Earth life or human assets off Earth to
toxic,radioactive, or energetic elements of mission hardware.
(ACC2)
H7. Inability of other space exploration missions to use shared
spaceexploration infrastructure to collect, return, or use data.
(ACC5)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
21/163
Hazards for TCAS II
TCAS Hazards:1. Near mid-air collision (NMAC): Two controlled
aircraft
violate minimum separation standards)
2. Controlled maneuver into ground
3. Pilot loses control of aircraft
4. Interference with other safety-related aircraft systems
5. Interference with the ground-based ATC system
6. Interference with ATC safety-related advisory
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
22/163
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
23/163
Defining the High-Level Control Structure
Need the control structure not the physical structure
Engineers more used to defining physical connectionsthan logical
connections
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
24/163
Defining the Safety Control Structure
High-level preliminary control structure is defined first
Then refine as design process continues
Need the control structure not the physical structure Not the
same as the physical structure
Basically the functional structure of the system
Often useful to define levels or different views
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
25/163
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
26/163
TCAS II Control Structure
ICAO
Copyright Nancy Leveson, Aug. 2006
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
27/163
Component ResponsibilitiesTCAS:
Receive and update information about its own and other aircraft
Analyze information received and provide pilot with
Information about where other aircraft in the vicinity are
located An escape maneuver to avoid potential NMAC threats
Pilot
scanning
Monitor TCAS displays and implement TCAS escape maneuvers
Follow ATC advisories
Air Traffic Controller
Maintain separation between aircraft in controlled airspace
byproviding advisories (control action) for pilot to follow
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
28/163
Aircraft components (e.g., transponders, antennas)
Execute control maneuvers
Receive and send messages to/from aircraft
Etc.
Airline Operations Management
Provide procedures for using TCAS and following TCAS
advisories
Train ilots
Audit pilot performance
Air Traffic Control Operations Management
Provide procedures
Train controllers,
Audit performance of controllers
Audit performance of overall collision avoidance system
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
29/163
Control Structure Diagram Level 0
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
30/163
Control Structure Diagram ISS Level 1
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
31/163
ACC Control Structure Development
31
:
5/18/2011
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
32/163
325/18/2011
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
33/163
Exercise
Draw the functional control structure for your application
Start with a VERY simple, very high-level model
Identify responsibilities, commands, feedback
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
34/163
Accident with No Component Failures
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
35/163
Exercise
Draw the high-level control structure for this system.
Start with a simple control structure with three boxes
Operator
Automated controller
Specify Component responsibilities Control actions Process model
for each of the two controllers
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
36/163
Computer
Operator
Plant
Start ProcessStop Process
Status Info
Plant State:OK, Not OK, Unknown
Reactor State:Operating, Not Operating,Unknown
Water Valve:
Catal st Valve:
Open, ClosedUnknown
O en, Closed
Valves
Plant stateinformation
Open Water Close Water Open CatalystClose Catalyst ???
Plant State:OK, Not OK, Unknown
Unknown
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
37/163
Documentation
Remember to document all this as go along As part of engineering
specifications (not separate) but
identified as safety-related
In hazard log
Include cc en s, azar s, g - eve sa e y requ remen s, con ro
structure
Refined safety requirements and allocation to components
Analysis results
Design decisions
Design rationale
Tracing between design decisions and safety requirements
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
38/163
STPA Step 1: Identifying Unsafe ControlActions
We have now established the fundamental information tostart the
analysis
Next step (Step 1) is to identify the unsafe controlactions that
each component can produce. Helps in refining safety requirements
and constraints
Step 2 will determine the causes of these unsafe controlactions.
Causes will be used to guide design to eliminate
or control them.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
39/163
Identifying Unsafe Control Actions
Four ways a controller can provide unsafe control:
1. A control action required for safety is not provided
2. An unsafe control action is provided
.early (at the wrong time) or in the wrong sequence
4. A control action required for safety is stopped too soon
orapplied too long.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
40/163
Identifying Unsafe Control Actions
Four ways a controller can provide unsafe control:
1. A control action required for safety is not providedThe
aircraft are on a near collision course and TCAS does notprovide an
RA
The pilot does not follow the resolution advisory provided
byTCAS (does not respond to the RA)
2. An unsafe control action is providedThe aircraft are in close
proximity and TCAS provides an RA
that degrades vertical separation.The pilot incorrectly executes
the TCAS resolution advisory.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
41/163
Identifying Unsafe Control Actions
3. A potentially safe control action is provided too late ortoo
early (at the wrong time) or in the wrong sequence
The aircraft are on a near collision course and TCAS providesan
RA too late to avoid an NMAC
The pilot applies the RA but too late to avoid the NMAC
4. A control action required for safety is stopped too soonor
applied too long.
TCAS removes an RA too soon
The pilot stops the RA maneuver too soon.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
42/163
Defining System-Level Safety
Constraints (Requirements)TCAS
When two aircraft are on a collision course, TCAS must
alwaysprovide an RA to avoid the collision
TCAS must always provide an RA in time to prevent an NMAC
Pilot The pilot must always follow the RA provided by TCAS
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
43/163
Refinement of High-Level SafetyConstraints and Requirements
(Done in Step 2)
[HA-237]
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
44/163
STPA Automated Train Door Example
Define accident (death or injury of passenger oremployee)
Identify hazards and translate into high-level safety design
constraints Door Control System hazards:
Doors open while train is in motion or not aligned withstation
platform
Door closes on a person Passengers cannot evacuate in case of an
emergency
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
45/163
Define control structure and basic componentsafety-related
responsibilities
Door Controller
Door position
Door clear?
Controlcommands
Close doors
Reverse direction
Train motion and position
Open doors
Train motion and positionEmergency notification
Door Actuator
DoorSensors
Train Doors
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
46/163
Door Controller
Door position
Door clear?
Controlcommands
Train motion and positionEmergency notification
Open doorsClose doors
Reverse Direction
Door position
Train motion
Doorway obstructed?
Fully openFully closedOpeningClosing
Train position
Emergency?
Add ProcessModel
Door Actuator
DoorSensors
Train Doors
Disturbances
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
47/163
Using a Table Helps to Organize Step 1
Start from each high level hazard.
Create a table with a row for each control action and acolumn
for the four types of unsafe control.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
48/163
ControlAction
1) Not providingcauses hazard
2) Providingcauses hazard
3) Wrong Timingor Order
4) Stoppedtoo soon
Providesdoor close
command
Doors not commandedclosed or re-closed
before moving
Doorscommanded
closed whileperson or objectis in the doorway
Doorscommandedclosed during an
emergencyevacuation
Doors commandedclosed too early,
before passengersfinish entering/exiting
Doors commandedclosed too late, aftertrain starts moving
Door closecommand
stopped toosoon, notcompletelyclosed
Providesdoor opencommand
Doors not commandedopen for emergencyevacuation
Doors not commandedopen after closing whilea person or obstacle
isin the doorway
Doorscommandedopen while trainis in motion
Doorscommandedopen while trainis not aligned at aplatform
Doors commandedopen before trainhas stopped or afterit started
moving(covered by whiletrain is in motion)
Doors commandedopen late afteremergency
Door opencommandstopped toosoon duringemergencystop
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
49/163
Generating Safety Requirements
Rewrite entries in table as high-level requirements
orconstraints on controller.
Doors must not be opened until train is stopped and aligned
withplatform
Doors must not be closed if someone is in the doorway.
If a person is detected in doorway during door closing,
doorclosing must be stopped and reversed
Train must not move with doors open
etc. Use Step 2 to refine constraints by identifying causes
of
unsafe control actions.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
50/163
Class Exercise
Take the batch chemical reactor example.
Using the control diagram and process models you drew
STEP 1: Create a table of unsafe control actions for the
hazard: Catalyst in reactor without reflux condenseropera ng wa
er ow ng roug
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
51/163
Providingcauses hazard
Not providingcauses hazard
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
52/163
Providingcauses hazard
Not providingcauses hazard
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
53/163
Resulting High-Level Constraints
Translate the entries in the table into constraints
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
54/163
Determine how each potentially hazardous control
actionidentified in Step 1 could occur
a) For each unsafe control action, examine the parts of control
loop
to see if they could cause it.
STPA Step 2: Identifying Causes andDesigning Controls
b) Design mitigation measures if they do not already exist
orevaluate existing measures if analysis being performed on
anexisting design.
c) Determine if new hazards created by design changes
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
55/163
Potential ControlFlaws
A
( , ,
)
ProcessModel
(inconsistent,incomplete, or
incorrect)
Inadequate
,,
Inadequate
55
operation operation
Component failures
Changes over time
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
56/163
Problems can occur when there is shared control or at
theboundary areas of separately controlled processes.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
57/163
Exercise Continued
STEP 2: Identify some causes of the hazardouscondition: Open
catalyst valve when water valve notopen
HINT: Consider how controllers process model coulden y a wa er
va ve s open w en s no .
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
58/163
Results
My first guess, without STPA, of the software
safetyrequirement:
Always open water valve before catalyst valve
turned out to be incomplete
Need more than this as well as additional design controls(e.g.,
flow monitor)
Can potentially provide automated support
A simple example, but more complex examples havebeen done and
compared with standard safety analysis
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
59/163
Step 3: Operations and PerformanceMonitoring
Need to consider how designed controls could degradeover time
and build in protection, including
a) Planned performance audits where assumptionsunderlying the
hazard analysis are the preconditions forthe operational audits and
controls
b) Management of change procedures
c) Incident analysis
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
60/163
HTV: H-II Transfer Vehicle
Items Specifications
Length 9.8 m (includingthrusters)
Diameter 4.4 m
Mass 10,500 kg
Pro ellant Fuel: MMH
Oxidizer: MON3(Tetroxide)
Cargocapacity
(suppliesandequipment)
6,000 kg- Pressurized cargo:
4,500 kg- Unpressurized cargo:1,500 kg
Cargocapacity(waste)
Max. 6,000 kg
Target orbit Altitude: 350-460 km
1 ( 10 2) B
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
61/163
HTV Operations
1. 2. 3. B 4. 5. / /
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
62/163
PROX Operations
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
63/163
/
( )
t , x / t
, x
t , x / / / /
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
64/163
Non-advocate Safety Assessmentof the Ballistic Missile
Defense
System using STPA
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
65/163
Ballistic Missile Defense System (BMDS)Non-Advocate Safety
Assessment using STPA
A layered defense to defeat all ranges of threats in allphases
of flight (boost, mid-course, and terminal)
Uses a hit-to-kill interceptor that destroys incomingballistic
missiles through force of impact
Made up of many existing systems (BMDS Element) Early warning
radars Aegis Ground-Based Midcourse Defense (GMD) Command and
Control Battle Management and Communications
(C2BMC) Others
MDA used STPA to evaluate the residual safety risk ofinadvertent
launch prior to deployment and test
f f
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
66/163
Safety Control Structure Diagram for FMIS
8/2/2006 66
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
67/163
Example Causes Identified
1. Providing Fire Enable causes hazard The fire control computer
is intended to send the fire enable
command to the launch station upon receiving a weapons
freecommand from an FMIS operator and while the fire controlsystem
has at least one active track
The specification requires an active track
e so ware suppor s ec ar ng rac s nac ve a er a cer a nperiod
with no radar input, after the total predicted impact timefor the
track, and/or after a confirmed intercept
One case was not well considered: if an operator de-selects
allof these options
The inadvertent or intentional entry of a weapons free
commandwould send the fire enable command to the launch station
evenif there were no threats to engage currently tracked by
thesystem
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
68/163
FMIS Inadequate Controls (contd)
2. Providing Fire Enable causes hazard System undergoes periodic
system operability testing using an
interceptor simulator that mimics the interceptor flight
computer
Hazard analysis of the system identified the possibility
thatcommands intended for test activities could be sent to
theoperational system
the LS is connected only to missile simulators or to any
liveinterceptors
If the fire control computer detects a change in this state, it
willwarn the operator and offer to reset into a matching state
There is a small window of time before the LS notifies the
firecontrol component of the change during which the fire
controlsoftware might send a fire enable command intended for test
tothe live LS
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
69/163
Results of Real BMDS Analysis
Deployment and testing held up for 6 months because somany
scenarios identified for inadvertent launch. In many ofthese
scenarios: All components were operating exactly as intended
Complexity of component interactions led to unanticipated
system behavior
STPA also identified component failures that could
causeinadequate control (most analysis techniques consider
onlythese failure events)
As changes are made to the system, the differences areassessed
by updating the control structure diagrams andassessment analysis
templates .
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
70/163
Evaluation
STPA worked on this enormously complex system. Why? Top-down
analysis
Considers hazards and causes due to complex systeminteractions
(more than just failure events)
Provides guidance in conducting the analysis Comprehensively
addresses the whole of the system,
including hardware, software, operators, procedure,maintenance,
and continuing development activities
Focuses resources on the areas of the system with thegreatest
impact on safety risk
Provides a clear description of problem to decision makers(not
just a probability number)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
71/163
Assurance of Flight Critical Systems(NASA Aviation Safety
Program)
Goal: Development of safe, rapid, and cost effectiveNextGen
systems using a unified safety assuranceprocess for ground based
and airborne systems.
Demonstrate a new safety assurance approach ona NextGen
component
Evaluate and compare it with the current approach
Create enhanced safety risk managementtechniques
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
72/163
Problem Statement (2)
Attempts to re-engineer the NAS in the past have been not
beenterribly successful and have been very slow, partly due
toinability to assure safety of the changes.
Question: How can NAS be re-engineered incrementally without
negatively impacting safety? Hypothesis:
Rethinking of how to do safety assurance required to
successfullyintroduce NextGen concepts
Applying systems thinking and systems theory can improve
ourability to assure safety in these complex systems
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
73/163
Assurance of Flight-Critical Systems(NASA Aviation Safety
Program)
Current ATC systems remarkably safe due to Conservative adoption
of new technologies
Careful introduction of automation to augment human
capabilities
Reliance on experience and learning from the past
Extensive decoupling of system components NextGen violates these
assumptions:
Increased coupling and inter-connectivity among airborne,
ground,and satellite systems
Control shifting from ground to aircraft and shared
responsibilities Use of new technologies with little prior
experience in this
environment
Need to be careful that in trying to fix old problems do
notintroduce new hazards or new causes of current hazards
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
74/163
InIn--Trail Procedure (ITP)Trail Procedure (ITP)
.
Designed for oceanic and remote airspaces not covered by
radar.
Permits climb and descent using new reduced longitudinal
separationstandards .
Potential Benefits Reduced fuel burn and CO2 emissions via more
opportunities to reach the
optimum FL or FL with more favorable winds. Increased safety via
more opportunities to leave turbulent FL.
But standard separation requirements not met during maneuver
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
75/163
ITP ProcedureITP Procedure Step by StepStep by Step
1. Check that ITP criteria are met.
2. If ITP is possible, request ATCclearance via CPDLC using
ITPphraseology.
3. Check that there are no blockingaircraft other than
Reference
Aircraft in the ITP request.
4. Check that ITP request isapplicable (i.e. standard
request
not sufficient) and compliant with
A
.
5. Check that ITP criteria are met.
6. If all checks are positive, issue ITPclearance via CPDLC.8.
,
.
9. , .
10. .11.
.
,,
( , ) ,
ATSA ITP ConceptATSA ITP Concept ITP SeparationITP
Separation
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
76/163
ATSA ITP ConceptATSA ITP Concept ITP SeparationITP
SeparationStandardsStandards
<
>=
Before the ITP maneuver, ITP criteria must be met (i.e. stage 1)
During an ITP maneuver, the ITP longitudinal separation between
aircraft is applied (i.e. stage 2).
At final FL, procedural separation must exist with aircraft that
arealready at that final FL (i.e. stage 3).
A A
1. 2. 3.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
77/163
NextGen Hazards
H-1: A pair of controlled aircraft violates minimum
separationstandards.
H-2: Aircraft enters an unsafe atmospheric region.
H-3: Aircraft enters uncontrolled state.
-pitch/roll/yaw that causes passenger injury but not
necessarilyaircraft loss).
H-5: Aircraft enters a prohibited area .
Because ATSA-ITP will be used first in oceanic airspace, only
H-1 was
considered in the STPA analysis. But later, if it is used
elsewhere, the
other hazards will need to be considered.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
78/163
HighHigh--Level ControlLevel ControlStructure for ITPStructure
for ITP
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
79/163
Execute ITP Abnormally Terminate ITP
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
80/163
Approve request
Deny Request Abnormal Termination Request ITP
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
81/163
Potentially Hazardous Control Actionsby the Flight Crew
Control ActionNot ProvidingCauses Hazard Providing Causes
Hazard
Wrong Timing/Order Causes Hazard
Stopped TooSoon/Applied TooLong
Execute ITP
ITP executed when notapprovedITP executed when ITPcriteria are
not satisfied
ITP executed too soonbefore approval
ITP aircraft levels offabove requested FL
ITP executed with incorrectclimb rate, final altitude, etc
after reassessment
below requested FL
AbnormalTermination of ITP
FC continues withmaneuver in
dangerous situation
FC aborts unnecessarily
FC does not follow regional
contingency procedureswhile aborting
(Not complete, does not include FC requesting ITP when not safe,
considered later)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
82/163
High Level Constraints on Flight Crew
The flight crew must not execute the ITP when it has not
beenapproved by ATC.
The flight crew must not execute an ITP when the ITP criteria
arenot satisfied.
The flight crew must execute the ITP with correct climb rate,
flightlevels, Mach number, and other associated performance
criteria.
The flight crew must not continue the ITP maneuver when it
wouldbe dan erous to do so. The flight crew must not abort the ITP
unnecessarily. (Rationale:
An abort may violate separation minimums) When performing an
abort, the flight crew must follow regional
contingency procedures.
The flight crew must not execute the ITP before approval by ATC.
The flight crew must execute the ITP immediately when approved
unless it would be dangerous to do so. The crew shall be given
positive notification of arrival at the
requested FL
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
83/163
Potentially Hazardous Control Actionsfor ATC
Control ActionNot Providing CausesHazard Providing Causes
Hazard
Wrong Timing/OrderCauses Hazard
Stopped Too Soon orApplied Too Long
Approve ITPrequest
Approval given when criteriaare not met
Approval given to incorrectaircraft
Approval given too early
Approval given too late
Deny ITP request
AbnormalTerminationInstruction
Aircraft should abort butinstructionnot given
Abort instruction given whenabort is not necessary
Abort instruction giventoo late
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
84/163
High-Level Constraints on ATC
Approval of an ITP request must be given only when the
ITPcriteria are met.
Approval must be given to the requesting aircraft only.
Approval must not be given too early or too late [needs to
be
clarified as to the actual time limits] An abnormal termination
instruction must be given when
continuing the ITP would be unsafe.
An abnormal termination instruction must not be given when
it
is not required to maintain safety and would result in a loss
ofseparation.
An abnormal termination instruction must be givenimmediately if
an abort is required.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
85/163
ExampleSTPA
Results
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
86/163
Limitations of Current SafetyAssurance Approach
Barriers and Effects
Identify Operational Effects (OEs) that could result
fromoccurrence of an OH
Identify barriers that could prevent the OH from leading to.
Barriers modeled and probability that an OE occurs giventhat the
corresponding OH has occurred is estimated.
Safety targets assigned to events (based on severity)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
87/163
(It looks like they took a mishmash of techniques from the
nuclear powercommunity)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
88/163
Limitations of Safety AssuranceApproach
Human Error analysis
Held workshops with pilots and controllers to assess likelihood
ofeach human error.
Not sure how generated list of human errors but
seemsincomplete
Then created fault trees to determine probabilities
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
89/163
DODO--312 Hazard Analysis for FC312 Hazard Analysis for FC
DO-312 begins withOperational Hazards (whichare actually basic
causes) Then identify chains-of-
events (fault trees) thatcould lead to basic causes
Each set of events isass gne a quant tat vesafety objective
Human factors Assign probability of error Provides little
accounting for
why errors may occur
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
90/163
Assumes that ATC &FC failing to detectdistance
non-compliance areindependent
communicationerrors are due only tocorruption of HF data
DO-312 STPA
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
91/163
DO 312Execution of an ITP Clearance notCompliant with ITP
Criteria
Assumption AS.40 The probability that ATC does notreceive ITP
Distance (as part of the ITPclimb/descent request) but approves
ITPprocedure or fails to detect that ITPDistance received in the
request is not
compliant, is assumed to occur no more
Unsafe Control Action: ITP Flight Crewincorrectly executes
ITPRequirement
[1.2.1.1] Once ITP request has been made, allcommunication
between ATC and the FC mustoccur on the same communication
channel
[1.2.1.2] All communication protocols mustinclude definitions of
when a communication iscomplete
[1.10] [1.17]
STPA
requen y an ery are.
AS.12 The corruption of informationbecause of HF occurs no more
than Often.
[1.18] ATC must have access to current*knowledge of the
velocity, heading, and locationof all aircraft involved in ITP
request
Assumption : ATC will have this knowledge as partof their
overall ability to maintain separation,
regardless of ITP clearances.[1.1.2] ITP shall provide the
flight crews of aircraftoperating in procedural airspace the
ability todetermine a clear procedure for communicatingdata about
the desired flight level change andnecessary state data to the
local air trafficcontroller
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
92/163
How Can Performance Requirements beVerified?
Example:
The likelihood that the ITP equipment providesundetected
erroneous information about accuracy andintegrity levels of own
data shall be less than 1E-3 perflight hour.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
93/163
Comparison
We found many missing requirements Example:
DO-312 assumes that the reference aircraft will not deviatefrom
its flight plan during ITP execution.
There should be a contingency or protocol in the event thatt e
re erence a rcra t oes not ma nta n ts expecte speeand trajectory,
for example, because of an emergencyrequiring immediate action
(e.g., TCAS alert)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
94/163
Heuristics to Help with Step 1
We are creating additional procedures to assist with thisstep
(and others)
Thomas has defined some guidewords and a procedureto go through
this process more rigorously
Starts with identifying environmental or system stateconditions
affecting behavior of component
Then consider for each possible state the result of
Providing the control action
Not providing it
Much of this can potentially be automated
Control T i i d i i
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
95/163
Door Controller
Door position
Door clear?
Controlcommands
Train motion and positionEmergency notification
Open doorsClose doors
Reverse Direction
Door position
Train motion
Doorway obstructed?
Fully openFully closedOpeningUnknown
Train position
Emergency?
Train Door Controller
Door Actuator
DoorSensors
Train Doors
Disturbances
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
96/163
1) Control actions provided in state thatmakes them
hazardous
Define context conditions (from process model and
fromhazards)
Train motion: Train is stopped, train is in motion
Hazard: Doors are o ened while train in motion Emergency: No
emergency, emergency situation requiringevacuation(Hazard: Doors do
not open for emergency evacuation)
Train position: Train is aligned with platform, train is
notaligned with platform
(Hazard: doors open when train not aligned with platform)
Control actions provided in state where action is hazardous
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
97/163
ControlAction
Condition
1: TrainMotion
Condition 2:Emergency
Condition
3: TrainPosition
Hazardous control action?
Providedany timein thiscontext?
Providedtoo earlyin thiscontext?
Providedtoo late inthiscontext?
Door opencommandprovided
Train ismoving
Noemergency
(doesntmatter) Yes Yes Yes
Control actions provided in state where action is hazardous
moving
exists
matter) Yes* Yes* Yes*
Train isstopped
Emergencyexists
(doesntmatter) No No Yes
Train isstopped
Noemergency
Not alignedwithplatform
Yes Yes Yes
Train isstopped
Noemergency
Aligned withplatform No No No
Control actions provided in state where inaction is
hazardous
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
98/163
Control actions provided in state where inaction is
hazardous
Control ActionTrain
Motion EmergencyTrain
Position Door StateHazardous if
not provided in this
context?Door opencommand notprovided
Train isstopped
Noemergency
Alignedwith
platform
Person notin doorway No
[1]
Train isstopped
Noemergency
Alignedwith
platform
Person indoorway Yes
Train isstopped
Noemergency
oaligned
withplatform
(doesntmatter) No
Train isstopped
Emergencyexists
(doesntmatter)
(doesntmatter) Yes
Train ismoving
(doesntmatter)
(doesntmatter)
(doesntmatter) No
1 This is not hazardous because it does not lead to any of the
identifiedhazards but clearly not desirable
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
99/163
Safety-Guided Design
Safety analysis and design should be integrated intosystem
engineering process
Most important decisions related to design made in earlyconcept
development stage.
Once made ver difficult or im ossible to chan e
So kludges made to try to fix the problems (usuallyexpensive and
not very effective)
Cheapest and most effective if design safety in from
thebeginning
Can save money and time doing this (less rework)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
100/163
Steps in Safety-Guided Design
1. Identify system hazards
2. Translate hazards into system-level safety constraintsand
requirements.
3. Try to eliminate hazards from system conceptual level.4. If
cannot eliminate, then identify potential for control at
system.
5. Create system control structure and assignresponsibilities
for enforcing safety constraints.
S i S f G id d D i (2)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
101/163
Steps in Safety-Guided Design (2)
6. Refine system safety constraints and design in parallel.
a. STPA step 1: identify potentially hazardous controlactions.
Restate as component safety design constraintsand requirements.
b. STPA step 2: determine factors that could lead to
violation of safety constraintsc. Augment basic design to
eliminate, mitigate, or control
potentially unsafe control actions and behaviors.
d. Iterate over the process, i.e. perform STPA on the
newaugmented design and continue to refine the design until
all hazardous scenarios are eliminated, mitigated,
orcontrolled.
7. Document design rationale and trace requirements
andconstraints to the related design decisions
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
102/163
1. Identify high-level functional requirements andenvironmental
constraints.
e.g. size of physical space, crowded area
2. Identify high-level hazardsa. Violation of minimum separation
between mobile base and
Thermal Tile Robot Example
b. Mobile robot becomes unstable (e.g., could fall over)
c. Manipulator arm hits something
d. Fire or explosion
e. Contact of human with DMESf. Inadequate thermal control
(e.g., damaged tiles not detected,
DMES not applied correctly)g. Damage to robot
Define preliminary control structure and refine constraints
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
103/163
Define preliminary control structure and refine constraintsand
design in parallel.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
104/163
3. Try to eliminate hazards from system conceptualdesign. If not
possible, then identify controls andnew design constraints.
For unstable base hazard
ys em a e y ons ra n :
Mobile base must not be capable of falling over under
worst case operational conditions
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
105/163
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
106/163
Id tif t ti ll h d t l ti b h f
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
107/163
Identify potentially hazardous control actions by each ofsystem
components
1. A required control action is not provided or not followed2.
An incorrect or unsafe control action is provided3. A potentially
correct or inadequate control action is provided
too late or too early (at the wrong time)4. A correct control
action is stopped too soon.
azar ous con ro o s a zer egs: Legs not deployed before arm
movement enabled
Legs retracted when manipulator arm extended
Legs retracted after arm movements are enabled or retracted
before manipulator arm fully stowed Leg extension stopped before
they are fully extended
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
108/163
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
109/163
Restate as safety design constraints on components
1. Controller must ensure stabilizer legs are extendedwhenever
arm movement is enabled
2. Controller must not command a retraction of stabilizer
legswhen manipulator arm extended
. on ro er mus no comman ep oymen o s a zer egsbefore arm
movements are enabled. Controller must notcommand retraction of
legs before manipulator arm fullystowed
4. Controller must not stop leg deployment before they are
fullyextended
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
110/163
Do same for all hazardous commands:
e.g., Arm controller must not enable manipulator armmovement
before stabilizer legs are completely extended.
,controller in same component
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
111/163
To produce detailed scenarios for violation of
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
112/163
To produce detailed scenarios for violation ofsafety
constraints, augment control structure with
process models
Arm MovementEnabledDisabled
Stabilizer LegsExtendedRetracted
Manipulator ArmStowed
Extended
How could become inconsistent with real state?
e.g. issue command to extend stabilizer legs but externalobject
could block extension or extension motor couldfail
f
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
113/163
Problems often in startup or shutdown:
e.g., Emergency shutdown while servicing tiles. Stability
legs
manually retracted to move robot out of way. When restart,assume
stabilizer legs still extended and arm movement could becommanded.
So use unknown state when starting up
Do not need to know all causes, only safety constraints: May
decide to turn off arm motors when legs extended or when
arm extended. Could use interlock or tell computer to power it
off.
Must not move when legs extended? Power down wheel motorswhile
legs extended.
Check for coordination problems
General Design for Safety Principles
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
114/163
General Design for Safety Principles
In addition to identified application-specific
designconstraints
Result from: General STAMP principles of accident causation
General engineering design principles
(requirements completeness criteria in Safeware )
Divided into General principles for any controller Special
system design principles to reduce human errors
Details in Chapter 9 of Engineering a Safer World
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
115/163
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
116/163
CAST: Accident/IncidentCausal Analysis
Goals for an Accident Analysis
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
117/163
Goa s o a cc de t a ys sTechnique
Minimize hindsight bias
Provide a framework or process to assist inunderstanding entire
accident process and identifyingsystemic factors
Get away from blame (who) and shift focus to whyand how to
prevent in the future
Goal is to determine Why people behaved the way they did
Weaknesses in the safety control structure that allowedthe loss
to occur
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
118/163
Hindsight Bias
After an incident
Easy to see where people went wrong, what they shouldhave done
or avoided
Easy to judge about missing a piece of information thatturned
out to be critical
Easy to see what people should have seen or avoided
shoulda, coulda, woulda
Hindsight Bias
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
119/163
Hindsight Bias
Almost impossible to go back and understand how worldlooked to
somebody not having knowledge of outcome
Oversimplify causality because can start from outcome andreason
backward to presumed or plausible causes
Overestimate likelihood of the outcome and peoples ability
to
foresee it because already know outcome Overrate rule or
procedure violations
Misjudge prominence or relevance of data presented to peopleat
the time
Match outcomes with actions that went before it: if outcome
bad,actions leading to it must have been bad too
(missedopportunities, bad assessments, wrong decisions,
andmisperceptions)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
120/163
Sidney Dekker, 2009
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
121/163
Hindsight Bias Examples
Data availability vs. data observability The available evidence
should have been sufficient to give
the Board Operator a clear indication that Tank 731 wasindeed
filling and required immediate attention.
Operators could have trended the data on the control board
Board Control Valve Position: closed Flow Meter: shows no flow
Flow: none
Bypass Valve: closed SO 2 alarm: off Level in tank: 7.2 feet
High level alarm: off
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
122/163
Hindsight Bias Examples
Another example
Interviews with operations personnel did not produce a
clearreason why the response to the SO 2 alarm took 31 minutes.The
only explanation was that there was not a sense ofurgency since, in
their experience, previous SO
2alarms
were a r u e o m nor re eases a no requ re a unevacuation.
Overcoming Hindsight Bias
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
123/163
Overcoming Hindsight Bias
Assume nobody comes to work to do a bad job. Assume were doing
reasonable things given the complexities,
dilemmas, tradeoffs, and uncertainty surrounding them.
Simply finding and highlighting peoples mistakes
explainsnothing.
Sa in what did not do or what should have done does notexplain
why they did what they did.
Investigation reports should explain Why it made sense for
people to do what they did rather than
judging them for what they allegedly did wrong and
What changes will reduce likelihood of happening again
Avoiding Hindsight Bias
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
124/163
Avoiding Hindsight Bias
Need to consider: Goals person pursuing at time and whether
reasonable given
circumstances
Whether and how goals conflicted with each other (e.g.,
safetyvs. efficiency, production vs. protection)
Unwritten rules and norms that may have played a role
inbehavior
Available vs. observable information
Attentional demands Organizational context
Cali American Airlines Crash
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
125/163
Cali American Airlines Crash
Cited probable causes : Flight crews failure to adequately plan
and execute the approach to
runway 10 at Cali and their inadequate use of automation
Failure of flight crew to discontinue the approach into Cali,
despitenumerous cues alerting them of the inadvisability of
continuing the
approach Lack of situational awareness of the flight crew
regarding vertical
navigation, proximity to terrain, and the relative location of
criticalradio aids.
Failure of the flight crew to revert to basic radio navigation
at the
time when the FMS-assisted navigation became confusing
anddemanded an excessive workload in a critical phase of
flight.
CAST (Causal Analysis using
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
126/163
System Theory)
Identify system hazard violated and the system safetydesign
constraints
Construct the safety control structure as it was designedto
work
Control actions and feedback loops
For each component, determine if it fulfilled
itsresponsibilities or provided inadequate control.
If inadequate control, why? (including changes over time)
Context Process Model Flaws
( )
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
127/163
CAST (2)
Examine coordination and communication
Consider dynamics and migration to higher risk
Determine the changes that could eliminate the
constraints) in the future.
Generate recommendations
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
128/163
Titan IV/Milstar Loss
Physical Control Structure Involvedand Component
Responsibilities
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
129/163
and Component Responsibilities
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
130/163
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
131/163
Copyright Nancy Leveson, Aug. 2006
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
132/163
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
133/163
Copyright Nancy Leveson, Aug. 2006
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
134/163
Id tif i g C t t I l d
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
135/163
Identifying Components to Include
Start with physical process
What inadequate controls allowed the physical events?
Physical
Direct controller Indirect controllers
Add controls and control components as required toexplain the
inadequate controls already identified.
Federal Aviation Administration
Flight release, Charts etc.NOTAMs except L
IOR, ASAP
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
136/163
Comair: DeltaConnection
Airport Safety &
Standards District
LEX ATCFacility
5191
FlightCrew
Certification, Regulation,Monitoring & Inspection
Procedures, Staffing, Budget Aircraft Clearance and
Monitoring
Read backs, RequestsLocal
NOTAMs
ATIS & L NOTAMsOperational Reports
ALPA
Optional constructionsignage
Certification, Inspection,Federal Grants
ATO:TerminalServices
Pilot perspectiveinformation
Blue Grass Airport
Procedures &Standards
Reports
Certification & Regulation
ce
National
Flight DataCenter Jeppesen
Charts, NOTAM Data(except L) to Customer
Reports, Project Plans
NOTAM Data
Chart Discrepancies
a e y
AirportDiagram
AirportDiagram
Verification
= missing feedback lines
Composite Flight Data, except L NOTAM
Graphical Airport Data
Construction information
Authority
Communications
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
137/163
Why Our Efforts are Often NotWhy Our Efforts are Often Not
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
138/163
yyCostCost- -EffectiveEffective
Efforts superficial, isolated, or misdirected
Often isolated from engineering design
Spend too much time and effort on assurance not
desi nin for safet Focusing on making arguments that systems are
safe rather
than making them safe
Safety cases: Subject to confirmation bias
Should be trying to prove the system is unsafe, not that it
issafe
Safety must be built in, it cannot be assured in
Safety Cases
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
139/163
y
An argument that system design is safe is not enough Have been
criticized as a causal factor in accidents
Subject to confirmation bias
their preconceptions or hypotheses regardless of whetherthe
information is true.
Value of system safety is doing what engineers do not
do. A different viewpoint.
Confirmation Bias
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
140/163
Confirmation Bias
People will focus on and interpret evidence in a way
thatconfirms the goal they have set for themselves
If the goal is to prove the system is safe, they will focus
onthe evidence that shows it is safe and create an argument
. If the goal is to show the system is unsafe, the evidence
used and the interpretation of available evidence will bequite
different.
People also tend to interpret ambiguous evidence assupporting
their existing position.
Confirmation Bias (2)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
141/163
Confirmation Bias (2)
Experiments show people tend to test hypotheses in aone-sided
way, by searching for evidence consistent withthe hypothesis they
hold at a given time.
Rather than searching through all the relevant evidence,
answer supports their hypothesis.
A related aspect is the tendency for people to focus on
onepossibility and ignore alternatives.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
142/163
Why our Efforts are Often NotWhy our Efforts are Often Not
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
143/163
CostCost- -Effective (2)Effective (2)
Safety efforts start too late
80-90% of safety-critical decisions made in early systemconcept
formation
Cannot add safet to an unsafe desi n
Why our Efforts are Often NotWhy our Efforts are Often
NotCostCost- -Effective (3)Effective (3)
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
144/163
CostCost Effective (3)Effective (3)
Using inappropriate techniques for systems built today Mostly
used hazard analysis techniques created 40-50 years
ago Developed for relatively simple electromechanical systems
New technology increasing complexity of system designs and
introducing new accident causes Complexity is creating new
causes of accidents
Should build simplest systems possible, but usually unwillingto
make the compromises necessary
1. Complexity related to the problem itself
2. Complexity introduced in the design of solution of problem
Need new, more powerful safety engineering approaches to
dealing with complexity and new causes of accidents
Why our Efforts are Often NotWhy our Efforts are Often Not
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
145/163
CostCost- -Effective (4)Effective (4)
Focus efforts only on technical components of systems
Ignore or only superficially handle
Management decision making
Safety culture
Focus on development and often ignore operations
Inadequate risk communication (inaccurate perceptionsof
risk)
Limited learning from events
Safety culture,
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
146/163
management,
and thesinking of thelargestoffshore oilp a orm
March 2001
For those of you who maybe involved in managing
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
147/163
g gsafety-critical projects
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
148/163
Read this quote from aPetrobras executive,
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
149/163
,
on the project thatsunk into the Atlantic
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
150/163
Ocean off the coast of
Brazil in March 2001.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
151/163
"Petrobras has established new global benchmarksfor the
generation of exceptional shareholder wealth
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
152/163
through an aggressive and innovative programmeof cost cutting on
its P36 production facility.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
153/163
Conventional constraints have been successfully challenged
and replaced with new paradigms appropriate to the
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
154/163
p p g pp pglobalised corporate market place.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
155/163
Through an integrated network offacilitated workshops,
the project successfully rejected the established constricting
andnegative influences of prescriptive engineering,
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
156/163
onerous quality requirements, andoutdated concepts of inspection
andl l
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
157/163
client control.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
158/163
Elimination of these unnecessary straitjackets has empowered the
project'ssuppliers and contractors to propose highly economical
solutions,
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
159/163
with the win-win bonus of enhancedprofitability margins for
themselves.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
160/163
The P36 platform shows the shape of things to come
in the unregulated global market economy of the 21st
Century.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
161/163
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
162/163
And now you have seen the final result ofthis proud achievement
by Petrobras.
-
8/10/2019 Levenson - 1-2-Beginners-Tutorial-part2.pdf
163/163
A life without adventure is likely to be unsatisfying, but a
lifein which adventure is allowed to take whatever form it will,is
likely to be short.
Bertrand Russell