Embed Size (px)
DESCRIPTION
Lubrication Management & Technology is THE premier publication for best practices in the management of lubricants, lubrication systems and lubrication programs. Independent in editorial and scope, it serves the critical information needs of decision-making specialists who oversee the purchase and application of advanced lubrication technology for their facilities across all industry sectors.
Citation preview


For more info, enter 61 at www.LMTfreeinfo.comFor more info, enter 61 at www.LMTfreeinfo.com

NOVEMBER/DECEMBER 2010 www.LMTinfo.com | 3
ContentsNOVEMBER/DECEMBER 2010 • VOL 11, NO. 6 • www.LMTinfo.com
ACHIEVING EFFICIENCIES THROUGH PRACTICES & PRODUCTS
MANAGEMENT SUCCESS
FEATURES
8 Developing A World-Class Lubrication Program At A Major Gulf Coast Refi nery A well-oiled team approach has made the eff orts of Valero’s Port Arthur site a model for others. Ray Thibault, CLS, OMA I & II, Contributing Editor
17 Profi les Of Leading Suppliers To Industry■ A2 Technologies■ � e Hurt Company■ Hy-Pro Filtration■ Royal Purple■ Inpro/Seal■ NSK Corporation■ Des-Case Corporation■ Scalewatcher North America, Inc.
25 Part II: How To Begin Maintenance Planning: Writing The Job Plan Eff ective maintenance is strongly linked to eff ective job plans. Pay attention to the required components. Don’t skip anything. Raymond L. Atkins, Contributing Editor
THE CORPORATE REPORT
THE FUNDAMENTALS
DEPARTMENTS 5 From Our Perspective
6 Motor Decisions Matter
28 Problem Solvers
30 Supplier Index
GI Bill Will Pay For CMRP Certifi cation ExamsThe Society for Maintenance and Reliability Professionals Certifying Organization (SMRPCO) has announced that the Certifi ed Maintenance and Reliability Professional (CMRP) certifi cation program has been approved by the Department of Veterans Aff airs, and will be added to the list of certifi cation exams for which military personnel and veterans are eligible to receive reimbursement.
For more information, visit www.smrp.org

November/December 2010 • Volume 11, No. 6
ARTHUR L. RICEPresident/CEO
BILL KIESELExecutive Vice President/Publisher
JANE ALEXANDEREditor-In-Chief
RICK CARTERExecutive Editor
KENNETH E. BANNISTERRAY THIBAULT, CLS, OMA I & II
RAYMOND L. ATKINSContributing Editors
RANDY BUTTSTADTDirector of Creative Services [email protected]
GREG PIETRASEditorial/Production Assistant
ELLEN SANDKAMDirect Mail
EDWARD KANEReprint Manager
800-382-0808, ext. [email protected]
Editorial Offi ce1300 South Grove Ave., Suite 105
Barrington, IL 60010847-382-8100 / FAX 847-304-8603 www.LMTinfo.com
Lubrication Management & Technology (ISSN 1941-4447) is published bi-monthly by Applied Technology Publications, Inc., 1300 S. Grove Avenue, Suite 105, Barrington, IL 60010. Periodical postage paid at Barrington, IL and additional o� ces. Arthur L. Rice, III, President/CEO. Circulation records are maintained at Lubrication Management & Technology, Creative Data, 440 Quadrangle Drive, Suite E, Bolingbrook, IL 60440. Lubrication Management & Technology copyright 2010. No part of this publication may be reproduced or transmitted without written permission from the publisher. Annual subscription rates for nonquali� ed people: North America, $140; all others, $280 (air). No subscription agency is authorized by us to solicit or take orders for subscriptions. Postmaster: Please send address changes to Lubrication Management & Technology, Creative Data, 440 Quadrangle Drive, Suite E, Bolingbrook, IL 60440. Please indicate position, title, company name, company address. For other circulation information call (630) 739-0900. Canadian Publications Agreement No. 40886011. Canada Post returns: IMEX, Station A, P.O. Box 54, Windsor, ON N9A 6J5, or email: [email protected]. Submissions Policy: Lubrication Management & Technology gladly welcomes submissions. By sending us your submission, unless otherwise negotiated in writing with our editor(s), you grant Applied Technology Publications, Inc., permission, by an irrevocable license, to edit, reproduce, distribute, publish and adapt your submission in any medium, including via Internet, on multiple occasions. You are, of course, free to publish your submission yourself or to allow others to republish your submission. Submissions will not be returned.
Printed in U.S.A.
SubscriptionsFOR INQUIRIES OR CHANGES CONTACT JEFFREY HEINE,
630-739-0900 EXT. 204 / FAX 630-739-7967
4 | LUBRICATION MANAGEMENT & TECHNOLOGY NOVEMBER/DECEMBER 2010
www.LMTinfo.comApply for a free, one-year subscription at
Achieving Effi ciencies Through Practices & Products
For more info, enter 62 at www.LMTfreeinfo.com
ACHIEVING EFFICIENCIES THROUGH PRACTICES & PRODUCTS
Keeping contamination under control.®
(615) 672-8800 • [email protected]
We all want to be able to count on our industrial equipment to perform as designed, yet contamination often remains an overlooked factor behind premature machinery failure and diminished lubricant life. Des-Case pDes-Case provides a wide array of highly-customizable, quality filtration units quickly delivered to you for use in your contamination control program. With over a million custom combinations, your ideal customized solution is just a few clicks away.
Visit descase.com/flVisit descase.com/flowguard to learn more.

FROM OUR PERSPECTIVE
Ken Bannister, Contributing Editor
I’ve been doing a lot of research for my upcoming “Don’t Procrastinate…Innovate!” series of columns outlining innovative, value-based maintenance approaches, tips
and tricks for this magazine’s sister publication, Maintenance Technology. The process has put me in touch, so to speak, with a number of industrial and scientific visionaries.
Albert Einstein needs no introduction: His affable, white-haired, bed-headed image epito-mizes the “mad scientist” label, and his genius in quantum physics is undisputed. Einstein’s real genius, however, was deeply rooted in his ability to communicate complex theories in simple terms and memory pictures so that every person could understand. Quoted as saying, “I rarely think in words at all,” he dared others to think in pictures and let their imaginations run wild. Many have done quite well in taking that dare.
Alcoa coined the word “imagineering” in the early 1940s, for an advertising campaign promoting its innovative use of aluminum. The ads explained the concept as one of “letting your imagination soar, and then engineering it down to earth.” Walt Disney later jumped on the idea with an “Imagineering” department to design and develop his innovative theme parks in the 1950s. Others, though, including Henry Ford, for one, had been imagineering long before Alcoa and Disney.
Ford, whether or not he knew it, must have done some real imagineering on the moving production line. More important, he capitalized on the genius of teamwork, affording workers an opportunity to contribute their own imagineered thoughts and concepts for evaluation.
Many of maintenance’s recognized best prac-tices can be found in the practice of TPM (Total Productive Maintenance) activities. TPM is a pro-ponent of effective engineered lubrication prac-tices, scrupulous cleanliness, visual factory and the collaborative development of condition-based preventive work tasks involving both operations and maintenance personnel.
Putting together a team charged with looking after an asset’s best interest from daily-care (operator) and long-term-care (maintainer) perspectives obliges both sides to understand the asset’s needs in the true context within which it is operated. Forgoing the “blame game”— by recognizing that both production and mainte-nance staffs are almost equally at fault in an asset failure—and encouraging imagineering via a brainstorming session will break down many of the failure-causing obstacles that plague and hinder the asset’s ability to perform in a sustain-able manner.
Outcomes of such sessions will produce small redesigns that facilitate easier access for preventive maintenance (PM), or the introduction of value-added PM that can be executed from the asset’s perimeter (perimeter-based maintenance) without a lockout requirement or machine shutdown. Many effective visual checks can be performed this way, including those for lubricant fluid levels, throughput or pressure. These can easily be turned into split-second visual checks by operators or maintainers (or any passerby) by permanently marking on a Hi/Lo-level visual indicator on fluid reservoirs, and by marking the gauges with a colored Safe-Operating-Window area edged by the prede-termined maximum and minimum gauge flow or pressure marking. These simple Go-NoGo visuals require almost no explanation. They simplify the preventive maintenance process, allowing the asset to be maintained by condition and maximizing its effectiveness.
The truly innovative among us recognize the power of teamwork and develop opportunities for imagineering—and the ability to visualize and simplify our approach and execution to one based on value. Einstein may have summed it up best in his memorable definition of insanity as “doing the same thing over and over and expecting different results.” Your industry needs your ideas now. Do you dare to imagineer? Good luck! LMT
Daring To Imagineer
NOVEMBER/DECEMBER 2010 www.LMTinfo.com | 5

6 | LUBRICATION MANAGEMENT & TECHNOLOGY SEPTEMBER/OCTOBER 2010
Life-Cycle Cost: The Real Purchase Price
BOOSTING YOUR BOTTOM LINE
L
The Motor Decisions Matter (MDM) campaign is managed by the Consortium for Energy Effi ciency (CEE), a North American nonprofi t organiza-tion that promotes energy-saving products, equipment and technologies. For further information, contact MDM staff at [email protected] or (617) 589-3949.
ife-cycle cost (LCC) analysis is a powerful method of evaluating the total costs over the lifetime of equipment or systems. A basic
LCC analysis will refl ect purchase, installation, operation, maintenance and disposal costs. Looking beyond the initial purchase price will help you understand where your organization spends its money.
For example, did you know that the electricity used to power a motor represents approxi-mately 95% of its total lifetime cost, including its purchase price? In many organizations, however, typically only the “initial costs”—such as purchase price and installation—are consid-ered when investing in new equipment.
Why aren’t life-cycle costs calculated more often? For one thing, these analyses require collection of additional fi nancial data beyond initial cost. While the thought of gathering this information may seem daunting, you may need less than you think to get started.
For assessing basic equipment like motors and drives, begin with the following simple formula to get a ballpark estimate of lifetime cost. You’ll need to know initial purchase and installation costs (I); expected life of the system in years (L); yearly cost of operation and maintenance (O&M)—be sure to include energy costs; expected yearly repair costs (R); and disposal costs (D) or salvage value (S). Make use of accepted industry estimates, spec sheets and your own facility’s cost data for similar equipment:
Simple LCC = I + L(O&M + R) + D - S What can be learned from this basic analysis?
In the case of motors, O&M energy costs are often signifi cant—so much so that they can over-shadow initial purchase and installation costs. Now imagine considering the operation and main-tenance costs across your entire system. Studies show that making investments to minimize energy consumption and minimize unscheduled downtime are some of the most effective ways to improve profi tability[1]. Thus, you can see how
important it is to conduct an LCC analysis before investing in new equipment or making major changes to processes.
Where can you get further help? A number of excellent resources provide LCC tools and training.For example, the U.S. Department of Energy’s Industrial Technologies Program (www1.eere.energy.gov/industry) has a wealth of assessment tools for fan, pump, steam, process heating and motor systems to help industry save energy and money and increase productivity. ASTM Inter-national (www.astm.org) documents standardindustry procedures for analyzing life-cycle costs. The Motor Decisions MatterSM Campaign (www.motorsmatter.org) has developed a suite of calculation tools and brochures to help you and your team make quick back-of-the-envelope LCC estimates.
Take advantage of these resources. LCC anal-yses will help you understand the real purchase price of your equipment and keep your opera-tion focused on the bottom line. LMT
Reference:1. “Pump Lifecycle Costs: A guide to LCC anal-ysis for pumping systems,” DOE ITP program, www1.eere.energy.gov/industry/bestpractices/pdfs/pumplcc_1001.pdf
For more info, enter 01 at www.LMTfreeinfo.com
6 | LUBRICATION MANAGEMENT & TECHNOLOGY NOVEMBER/DECEMBER 2010

For more info, enter 63 at www.LMTfreeinfo.comFor more info, enter 63 at www.LMTfreeinfo.com
Fluid Contamination Under Control with…Innovative Filtration Products, Support, and SolutionsMake Hy-Pro a part of your lube team and arm yourself with tools and industry expertise to maximize reliability from your hydraulic & lube assets. Hy-Pro will help you develop and implement strategies to achieve and maintain target fluid cleanliness levels and extend useful fluid life.
www.hyprofiltration.comMade in U.S.A., ISO 9001 Certified
Fishers, Indiana U.S.A. +1.317.849.3535
Lube Oil Contamination Solutions
Remove Water & Particulate Contamination to Extend Fluid, Component & Bearing Life
Fluid Contamination Under Control
DFE RatedFilter Element Upgrades
With Water Removal CapacityFCL Filter Cart
Conditions High Viscosity Lube &
Hydraulic Oil
Fluid contamination is the leading cause of component failure and system breakdown. Hy-Pro’s DFE rated filter elements and fluid conditioning equipment extend component and useful fluid life by removing particulate and watercontamination from your fluid.
Hy-Pro Vacuum Dehydrators rapidly remove water to < 30 ppm up to ISO VG680. Turbine Oil Coalesce Skids rapidly remove free and emulsified water to < 150 ppm. Standard units range from 1~100 gpm, larger units available. High efficiency filtration on-board to achieve world class ISO cleanliness codes.
Drum Top Filter Tote for Fluid Transfer & Side Loop Filtration
Turbine Oil Coalesce Cart
1 GPM Vacuum Dehydrator
SVR- Soluble Varnish Removal

Developing A World-Class Lubrication Program At A Major Gulf Coast Refi nery
A well-oiled team approach has made the efforts of Valero’s
Port Arthur site a model for others.
Ray Thibault, CLS, OMA I & II Contributing Editor

NOVEMBER/DECEMBER 2010 www.LMTinfo.com | 9
MANAGEMENT SUCCESS
NOVEMBER/DECEMBER 2010
The Valero Refi nery in Port Arthur, TX, is
rated at 310,000 bbl/day. It started out
as a Gulf Oil Co. refi nery (which became
Chevron), and was later purchased by
Clark/Premcor, through which the lubrication
program was originally implemented in 1999.
Valero purchased the refi nery in 2005 and has
supported continuous improvement of the
program ever since.John Gobert, a machinist, was trained and brought in as
the lubrication champion in 1999 to evaluate and improve the program. The initial step was to choose a single quality lubricant supplier. The following criteria were used in selecting the supplier:■ Product quality■ Logistics■ Technical service■ Price
Four candidate companies were carefully evaluated based on the above criteria. The decision was not based on price alone—which is a common mistake made by companies with unsophisticated lubricant programs. The Hurt Company (Hurt), a Houston-based supplier, was selected. The fi ve major objectives for the lubrication program were:■ Competency■ Consolidation■ Cleanliness■ Condition monitoring■ Cooperation
CompetencyNo lubrication program is successful without a champion. From 1999 until his retirement in 2006, John Gobert, MLA II, MLT certifi ed (fi rst for Premcor and later for Valero), was just that type of champion—the individual most responsible for implementing a successful program. Mark Kavanaugh, now a CLS and MLA II certifi ed, was brought in to work with Gobert on improving the program in 2001. Allan Thibodeaux and Jimmy Thomson, both of whom are now MLA II, MLT certifi ed, joined the team of lube champions in 2002 and 2005, respectively.
While having a champion—or champions—is critical to the success of a lubrication program, so is having competent lubricators and the backing of management. Valero has provided that backing by strongly supporting certifi cation of employees involved in lubrication. Operators and machinists who perform lubrication have been involved in training programs by the in-house lube team, lubricant supplier and outside consultants. In fact, Valero now has more certifi ed lubricators at its Port Arthur site than any other refi nery or chemical company—and more than most
Many articles have been published on the key components of world-class lubrication programs.
This one focuses on a major refi nery that, over 10 years ago, implemented the necessary steps
to establish a state-of-the-art program. These efforts, in turn, have led to major equipment
reliability improvements. The Valero Port Arthur site has built one of the fi nest refi nery/
petrochemical plant lubrication programs I have ever seen. …Ray Thibault
Jimmy Thomson, MLA II, MLT certifi ed, is a machinist with 35 years of service. Allan Thibodeaux, MLA II, MLT certifi ed, with 34 years of service, is a head operator on the refi nery’s 260,000 bbl/day crude unit.
Fig. 1. Lubrication champion Mark Kavanuugh, CLS and MLA II certifi ed, is a machinist with 40 years of experience.

MANAGEMENT SUCCESS
manufacturing facilities. Lubrication certifi cations achieved by personnel at this refi nery include:
STLE Certifi ed Lubrication Specialist — 1
ICML Machinery Lubrication Analyst — 3
ICML Machinery Lubrication Technician —17
(Editor’s Note: In 2007, Valero’s Port Arthur refi nery received the John Battle Award for the Outstanding Lubrication Program of 2006 from the International Council of Machinery Lubrication. The site is the only refi nery or petrochemical plant ever to win this prestigious award.)
ConsolidationOnce upon a time, Valero’s Port Arthur facility had several lubricant suppliers—and was using 48 different oils and 20 greases. After the selection of Hurt as its sole supplier, a lube survey was performed with regard to the refi nery’s nearly 11,000 pieces of rotating equipment. Following this survey, the site was able to consolidate down to eight oils and three greases. This led to signifi cant savings in storage costs and helped eliminate the risk of introducing the wrong lubricants into equipment. Table I summarizes the lubricating oil used by major equipment type. Table II summarizes the greases used by equipment type.
Table I. Summary of Lube Oil Now Used by Major Equipment Type at Port Arthur(After Completion of Lube Survey)
■
■
■This world-class
facility once used
48 different oils
and 20 greases.
After a lube survey,
consolidation reduced
that number to eight oils
and three greases.
10 | LUBRICATION MANAGEMENT & TEChNOLOGy NOVEMBER/DECEMBER 2010
Table II. Summary of Greases Now Used, By Major Equipment Type (After Completion of the Lube Survey)
Equipment Type Lubricant
Oil Mist System-Pumps and Motors ISO 100 Turbine Oil
Centrifugal Compressors ISO 32 Turbine Oil
Reciprocating Compressors Frame ISO 150 R&O Oil
Reciprocating Compressors Cylinders ISO 220 PAO
Process Steam Turbines ISO 68 Turbine Oil
Centrifugal Pumps ISO 68 Turbine Oil
Cooling Tower Gearboxes ISO Synthetic PAO
Equipment Type Grease
Electric Motors Polyurea
Couplings High-Speed Coupling Grease
Other Equipment Lithium Complex Multipurpose Synthetic

B A L L B E A R I N G S | R O L L E R B E A R I N G S | L I N E A R M O T I O N P R O D U C T S | T E C H N I C A L S E R V I C E S
When you think “Innovation”, you think about a better way to do the job. We think about industry-
specific solutions to your motion and control challenges, like NSK’s Molded-Oil™ bearings. This innovative
product not only delivers high performance in water and dust contaminated applications, but also
extends bearing life and eliminates the need for relubrication. When it comes to innovative
products designed to increase efficiency in food industry applications, Think NSK.
www.nskamericas.com1.800.675.9930
For more info, enter 64 at www.LMTfreeinfo.com

12 | LUBRICATION MANAGEMENT & TEChNOLOGy NOVEMBER/DECEMBER 2010
MANAGEMENT SUCCESS
CleanlinessThe key component in the success of the Valero Port Arthur program was the delivery and maintenance of clean oil. The main requirement for the new lubricant supplier was to supply the major oils—ISO 32, 68 and 100 mineral oils— at a cleanliness level of 15/13/11, along with a goal of 25 ppm and a maximum of 50 ppm of water. Higher-viscosity oils are normally allowed an ISO Cleanliness Code two levels higher. Although these goals were initially difficult to achieve, the supplier quickly and consistently began meeting them.
Lubricants are delivered to the site twice a week, in dedicated trucks. Each shipment is checked to meet the cleanliness requirement and then filtered into the storage tank through a 1 micron Beta 1000 filter. Prior to that, the lubricants had been filtered through a 3 micron filter during loading at the supplier’s plant.
Being able to maintain the desired level of cleanliness required the replacement of most metal tanks with custom-made plastic units. Seventy tanks—ranging in size from 110 to 1000 gallons—are currently in use for lubricant storage at this Port Arthur refinery. The smaller ones are used as storage for dispensing into small containers for small sumps. The larger tanks are hard-piped to the equipment with large reservoirs, where the oil is pumped from the bulk tank into the reservoir.
C e n t r i f u g a l - c o m p r e s s o r reservoir circulating systems are equipped with B3=1000 filters, while reciprocating compressor oils, which are ISO 150, are conditioned with a B6=1000 filter. Heavier oils, such as ISO 220, in other circulating systems, utilize B10=1000 filters. This difficult environment calls for additional filtering of the oil in the reservoir. The goal is to maintain a 17/15/13 cleanliness level for centrifugal compressors and 19/17/15 for the reciprocating compressors—with a maximum of 200 ppm of water. These oils are consistently under those target limits. All bulk tanks are sampled quarterly. If cleanli-ness and water-level limits are exceeded, the oil in reservoirs under 200 gallons is replaced. Large reservoirs are treated by an outside fluid-conditioning company.
Use of drums at Valero’s Port Arthur operation has been virtu-ally eliminated. Dispensing for small sumps is through sealed plastic containers or other small plastic containers such as five-
gallon pails and quart containers. This approach has led to clean oil being maintained in the equipment and, in turn, improved reliability. Fig. 2 shows a typical plastic tank used for storage.
Conditioning monitoringThe success of the Port Arthur program is directly related to its condition-monitoring program. John Gobert insti-tuted the use of on-site oil analysis through the use of a CSI 5100 Trivector Onsite Analyzer. This was later upgraded to the CSI 5200. The instrument allows Valero to measure incoming oil for viscosity, cleanliness (through a laser particle counter), presence of water (through conduc-tivity), ferrous wear and any chemistry changes in oil such as oxidation.
Kavanaugh, a machinist with 40 years of service, is responsible for all of the sample collection and analysis. He also monitors oil purifications and high-velocity flushes by FRS, a subsidiary of The Hurt Company. Thomson, a machinist with 35 years of service, works closely with vendors on all lubricants and oil-filter supplies for the refinery, and also keeps the refinery-wide lubrication and filter surveys current. Kavanaugh and Thomson work in the refinery’s Rotating Equipment Reliability group along
Fig. 2. A typical plastic tank used in storing oil

For more info, enter 65 at www.LMTfreeinfo.com
LUBRICATION SOLUTIONS• Comprehensivelubricationprograms• Guaranteedcontaminantfreedeliveries
• ChevronSignatureClassMarketer• Certifiedandexperiencedsalesstaff
FLUID RELIABILITY SERVICES• Oilpurificationanddehydration• Highvelocityflushing• Reservoirandtankdecontamination• Chemicalcleaning
TURNAROUND & MAINTENANCE FUELING SERVICES• Safeandreliablefuelingsolutions• Computercontrolledmanagementtools• Failsafeequipmentwithvariablepumpingspeeds
• Multipleplatformsforallsituations
FUEL DELIVERY SERVICES• Transportandbobtaildeliveries
• On-sitefleetfuelingandwethosing
• Comprehensiveequipmentprograms
• Fuelmanagementsolutions
(713) 747-7411 | www.hurtco.com
NowapartofRelaDynewww.reladyne.com

14 | LUBRICATION MANAGEMENT & TEChNOLOGy NOVEMBER/DECEMBER 2010
MANAGEMENT SUCCESS
with other engineers, analysts and technicians who are responsible for the site’s vibration and ultrasonic programs. Thibodeaux is a head operator on the refi n-ery’s 260,000 bbl/day crude unit, with 34 years of service under his belt. He assisted in the data collection and evaluation of lubrication and fi lter upgrades before changes were implemented refi nery-wide.
Sample collection and evaluation of the data at this site—along with the quality of the oil-analysis program—is impressive: It has prevented catastrophic failures through the early detection and resolution of equipment problems.
All major and critical machinery is sampled quarterly and oil is evaluated on-site. That includes compressors, critical pumps, gearboxes, blowers and other equipment. The oil is checked for cleanliness, water, viscosity, wear debris and oxidation. As mentioned previously, all storage tanks are sampled quarterly for viscosity and contamination. Kavanaugh also runs all “troubleshooting” samples as they occur. Total sample counts average 70 to 90 per month. An outside labo-ratory is utilized for more extensive testing—such as analytical ferrography—when required. Less than 20 samples per year are usually sent out, resulting in early detection of problems. In most cases, the outside laboratory confi rms Kavanaugh’s fi ndings.
CooperationValero has established a real partner relationship with The Hurt Company. Besides doing an outstanding job of delivering clean, quality products, this lubri-cant supplier has provided excellent service by helping resolve diffi cult technical problems in a timely manner.
Hurt’s fl uid-conditioning group, FRS, also is very responsive when it comes to keeping equipment running at the refi nery. A recent example was a seal leak in a centrifugal compressor on ISO 32 oil, causing the viscosity to go as low as 24 cSt. This was detected through on-site oil analysis. It was decided that the lubricant supplier would bring in a degasifi cation unit to keep the compressor running for three months until new seals arrived. Preventing this shutdown resulted in millions of dollars in savings.
A similar partnership was developed with Hy-Pro, a leading fi lter manufacturer. This supplier teamed with the Port Arthur facility to conduct a fi lter survey, then
A similar partnership was developed with Hy-Pro, a leading fi lter manufacturer. This supplier teamed with the Port Arthur facility to conduct a fi lter survey, then
Sample collection and data evaluation efforts at this site,
combined with the quality of the oil-analysis program,
have prevented catastrophic failures through the
early detection and resolution of problems.
Summit IndustrialProducts
Your BestChoice forSyntheticLubricants
Increase reliability andreduce down time of yourcritical rotating equipmentwith synthetic lubricantsfrom Summit Industrial
Products. Our lubricantskeep your equipment
running cooler, smoother,longer and more efficient.
A Complete Line Of FullSynthetic Lubricants:
Gear & Bearing LubricantsAir, Gas & Refrigeration
Compressor FluidsHydraulic Oils
R&O LubricantsBlower Lubricants
Turbine OilsBarrier Fluids
High Temperature Chain OilsOven Conveyor Chain Oils
Vacuum Pump OilsAir Tool Oils
NSF ISO 21469 CertifiedISO 9001 :2008 Certified
SUMMITINDUSTRIAL PRODUCTS
www.klsummit.com
800.749.5823
Free Oil Analysis when you buy Summit
synthetic lubricants
ML May June Gear.qxp 5/6/2010 2:18 PM Pa
For more info, enter 66 at www.LMTfreeinfo.com

MANAGEMENT SUCCESS
NOVEMBER/DECEMBER 2010 www.LMTinfo.com | 15
MANAGEMENT SUCCESS
developed a program to meet Valero’s stringent cleanliness requirements in a diffi cult operating environment.
The road to successAs illustrated by Valero’s Port Arthur operations, a well-designed, properly implemented lubrication programcan result in signifi cant savings. For example, the maintenance shop at this site is not constantly repairing bearing failures. Rather than running in a reactive mode, it can instead focus more on preventive and condition-based maintenance.
John Gobert succeeded in getting the Port Arthur lube program on the right track by fi rst establishing lubricant cleanliness and quality standards, then developing partnerships with the right suppliers to meet his goals. This was augmented by instituting an effective on-site oil analysis program to monitor both condition of the lubricants and condition of the equipment.
Although Gobert retired in 2006, his vision and efforts have been carried on—and expanded—by Kavanaugh, Thibodeaux and Thomson. As this account of a world-class lubrication program shows, people really can make a real difference on the road to success. LMT
Contributing Editor Ray Thibault is based in Cypress (Houston), TX. An STLE-Certi-fi ed Lubrication Specialist and Oil Monitoring Analyst, he conducts extensive training in a number of industries. Telephone: (281) 257-1526; e-mail: [email protected].
to success. LMT
For more info, enter 02 at www.LMTfreeinfo.com
ALL PHOTOS ASSOCIATED WITH THIS ARTICLE, INCLUDING THE COVER PHOTO OF THE PORT ARTHUR REFINERY, ARE USED COURTESY OF VALERO ENERGY CORP.
For more info, enter 67 at www.LMTfreeinfo.com

APRIL 26-29, 2011
The Capacity Assurance Conference!
APRIL 26-29, 2011
The Capacity Assurance
Conference!MAINTENANCE and RELIABILITY TECHNOLOGY SUMMITMAINTENANCE and RELIABILITY TECHNOLOGY SUMMIT
MAINTENANCE and RELIABILITY TECHNOLOGY SUMMITMAINTENANCE and RELIABILITY TECHNOLOGY SUMMIT
Reliability Is Gold
MARTS 2011 Attendees Will Enjoy...
www.MARTSconference.comHyatt Regency O’Hare, Rosemont (Chicago), IL
• A four-day educational experience created exclusively for reliability professionals
• 30 hour-long Conferences over two days – Wednesday, April 27 and Thursday, April 28 – kicked off by international reliability expert
and best-selling author James Reyes-Picknell
• 6 full-day Workshops on Tuesday, April 26
• 6 full-day Workshops on Friday, April 29
• Two professional certifi cation opportunities
Now entering its eighth year, MARTS is an exciting learning event in a great location that helps reliability professionals at all levels improve their skills
and excel on the job. Pricing and attendance options for every budget make it easy for individuals or groups to share the MARTS experience.
Registration is open at www.martsconference.com
Meet The Experts At
For more info, enter 68 at www.LMTfreeinfo.com

For more info, enter 83 at www.LMTfreeinfo.com
LUBRICATION MANAGEMENT & TECHNOLOGY
THECorporate Report
S p e c i a l A d v e r t i s i n g S e c t i o n 2 0 1 0
Profi les Of Leading Suppliers To Industry

18 | THE CORPORATE REPORT / NOVEMBER-DECEMBER 2010
A2 Technologies’ extensive experience in engineering Fourier transform infrared (FTIR)-based solutions for
critical-application problems can pro-vide great value to you, your company and your industry.
Over the years, the A2 scientists, engineers and owners have devel-oped and manufactured over 10,000 FTIR analyzers that are being used by customers across a wide range of industry sectors. We have also inno-vated new means to analyze a broad range of samples types, as evidenced by the thousands of sampling devices used in conjunction with laboratory FTIR spectrometers around the world.
State-of-the-Art Oil-Analysis SolutionsA2 Technologies PAL and iPAL FTIR analyzers monitor key parameters related to the quality of petroleum products. The analyzers meet speci-fi cations for ASTM and EN methods involving biodiesel mixing, lubri-cation condition monitoring and transformer oil monitoring. In addi-tion, there are several applications developed solely by A2 Technologies. The PAL and iPAL analyzers are easy-to-use, accurate, reproducible and designed for reliability.
The PAL systems are ideal for ensuring the quality of incoming lubrication, for in-service oil analysis and for determining the root cause of lubrication problems, as well as low-level biodiesel contamination of diesel fuel.
FTIR is one of the most proven techniques for the condition moni-toring of oil. Now, A2 Technologies’ breakthroughs in sampling, software and miniaturization means this powerful analytical tool is fi nally available for real-time, on-site lubri-cation analysis.
The ability to quickly identify a problem on-site and take immediate action to remediate it is a critical part of any predictive maintenance program. While waiting for detailed results from a lab may be fi ne for slow-changing parameters or for non-time-sensitive measurements, actually having the luxury of such conditions is rarely the case in most operations. The ability to monitor water in incoming oil or catch a signifi cant water leak—and then test the remediation steps—is invaluable.
Since PAL FTIR analyzers provide instantaneous measurement of degree of lubrication oxidation, depletion of additive packages and the amount of water present in lubricants, they’re ideal complements to instrumentation that provides particle count, viscosity and dielectric measurements. Other applications include fuel analysis, the
analysis of water in oil and oil in water, biodiesel, water in crude oil and raw material identifi cation.
A2 Technologies is headquartered in Danbury, CT. ISO-compliant, we offer our products and services through a direct sales force in the U.S. Our inter-national sales offi ce, located in the UK, is backed up by an extensive group of worldwide distributors.
A2 Technologies14 Commerce DriveDanbury, CT 06810 Ph: 203.312.1106 www.a2technologies.com
A2 TECHNOLOGIES
For more info, enter 280 at www.LMTfreeinfo.com

NOVEMBER-DECEMBER 2010 / THE CORPORATE REPORT | 19
For more info, enter 281 at www.LMTfreeinfo.com

20 | THE CORPORATE REPORT / NOVEMBER-DECEMBER 2010
At Hy-Pro Filtration, our objective is to optimize the reliability of hydraulic and lubrication assets to keep
plants operating at peak productivity. Our innovative fi ltration products solve a range of contamination chal-lenges that plague hydraulic and lube systems, including:
❖Particulate contamination—Hy-Pro’s DFE-rated fi lter element upgrades for all international fi lter manufac-turers and OEMs drop ISO codes and yield optimum system performance. Consolidate fi lter-element specs to Hy-Pro, the brand that delivers industry’s lowest ISO codes and best element value.
❖Removing water from lube oil— Hy-Pro Vacuum Dehydrators remove all water (including dissolved) to achieve water levels < 30 ppm in lube oil up to ISO VG600. Hy-Pro’s coalesce technology for turbine oil rapidly removes free and emulsifi ed water for water ppm level < 150. The two tech-nologies can be combined for the ulti-mate in turbine-lube-oil purifi cation.
❖Varnish removal—Lube-oil varnish continues to be a major problem for both combustion and steam turbines as Group II base stock oils replace Group I. Hy-Pro manu-factures the proven varnish pre-vention and removal solution: SVR soluble varnish removal.
❖Total phosphate-ester-fl uid main-tenance—Proper care of phosphate ester requires acid remediation, dissolved metal removal, maintaining water < 300 ppm, high-effi ciency fi lter elements and solution-driven strategies to prevent servo-valve fail-ures and premature fl uid replacement. To get it all, make the call to Hy-Pro.
❖Mobile fi lter carts for particu-late and water control
❖Dedicated off-line lube-fi ltration sys-tems (gearboxes and steel-mill lube)
❖ Preventing servo-valve failures
❖Oil-reclamation equipment and other oil-reclamation solutions
❖Extending useful phosphate-ester-fl uid life
❖Extending overall useful life of combustion-turbine-oil antioxidants
❖Explosion-proof equipment com-plying with U.S. and EU (ATEX) standards
❖Diesel-fuel conditioning for par-ticulate and water removal
Keep Your World TurningOur expertise and shoulder-to-shoulder commitment to solving your fl uid-contami-nation challenges truly setHy-Pro apart. Put us on your lube team, and we’ll help you develop a total system-cleanliness approach that leads to a more reliable plant—and keeps your world turning as required!
Get The Full Support Of Hy-Pro Nation Together with our global distribution network, our expert team of Hy-Pro technical, fi eld and sales engineers is ready to imple-ment proactive strategies that solve your hydraulic, lube-oil and diesel-fuel problems. Experienced in lubrication, fi ltration and fl uid power, they carry the
highest industry certifi cations (includ-ing CFPS and CLS). Our engineering staff is available—and eager—to support your application needs with expert product and industry knowledge to make condition-based recommenda-tions for standard or customized contamination solutions.
Hy-Pro Filtration12955 Ford DriveFishers, IN 46038Ph: 317.849.3535www.hyprofi ltration.com
HY-PRO FILTRATION
For more info, enter 282 at www.LMTfreeinfo.com

NOVEMBER-DECEMBER 2010 / THE CORPORATE REPORT | 21
As part of the reliability group, you may bethinking that the light bill is part of operations’budget; so what do energy costs have to dowith me? Energy costs are a major cost ofmanufacturing and directly impact the compa-ny’s bottom line. Because the reliability groupstrongly influences the choice of lubricant andbecause changing to Royal Purple lubricantstypically produce 3% average energy savingsacross a broad population of equipment, ener-gy costs have everything to do with you.
By upgrading to Royal Purple lubricants youalso get extended oil drain intervals, improvedequipment reliability plus significant reduc-tions in maintenance cost.
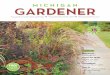
What is 3% energy savings worth? We’ve pro-vided the chart below to help you determinethat. Don’t be surprised to find the total pay-back on the higher initial cost of Royal Purplelubricants is just a few months.
A 3% energy savings on equipment driven bya 500 hp motor operating 4,000 hrs./yr. at$0.06/kw/hr. would be $2,984.04/yr.
The Value ofEnergy Savings
The Value ofEnergy Savings
Ele
ctri
cM
oto
r S
ize
1000 Hp $1,243.33 $1,740.67 $2,486.67 $2,984.00
250 Hp $310.83 $435.16 $621.66 $754.99
50 Hp $62.17 $87.03 $123.44 $149.20
5 Hp $6.22 $8.70 $12.43 $14.92
ElectricityCost Kw/hr. $.05 $.07 $.10 $.12
Value of 3% Energy Savings per 1,000operating Hours (1 year = 8,760 Hours)Value of 3% Energy Savings per 1,000operating Hours (1 year = 8,760 Hours)
www.royalpurple.com888-382-6300
www.royalpurple.com888-382-6300
Message From:
Lee Culbertson
President
Royal Purple, Ltd.
Assumptions: Motor Efficiency = 0.9
For more info, enter 283 at www.LMTfreeinfo.com

22 | THE CORPORATE REPORT / NOVEMBER-DECEMBER 2010
INPRO/SEAL
For more info, enter 284 at www.LMTfreeinfo.com
The inventor of the original bearing isolator, Inpro/Seal has been delivering innovative sealing solutions and superior
customer service for more than 30 years. Now part of Waukesha Bearings and Dover Corp., we’re stronger than ever! Our technologies increase the reliability of rotating equipment and provide real cost savings by improving mean time between repair (MTBR). Plus, we offer same- or next-day shipments, even on new designs.
The Bearing IsolatorThe Inpro/Seal Bearing Isolator is a non-contacting, non-wearing permanent bearing protection device. Its patented design consists of a unitized stator and rotor that form a compound labyrinth seal with no wearing parts—ensuring perma-nent protection. The stator is typically pressed into the bearing housing, while the rotor turns with the shaft.
Inpro/Seal Bearing Isolators protect in multiple ways. Lubricant is captured in the inner portion of the labyrinth and fl ows back to the bearing housing. Outside contamination attempting to enter the bearing housing is captured in the outer labyrinth paths and expelled through a port in the stator by centrifugal force and gravity. Their patented VBX® vapor blocking rings inhibit the free transfer of vapor contamination when rotating equipment is cycled off.
Our custom-engineered Bearing Isolators have proven to reduce main-tenance costs and increase the life of rotating equipment, including pumps, motors, gearboxes, pillow blocks, steam turbines, sleeve-bearing motors and paper-machine rolls.
Committed To InnovationCommitted to delivering innovative solutions, Inpro/Seal continues to invest in technology and product develop-ment. While we built our strong repu-tation on the superior performance
of the original Bearing Isolator, in response to customer needs, we went on to develop the Air Mizer® and Current Diverter Ring™ (CDR®).
Air Mizer The Inpro/Seal Air Mizer is a complete non-contacting shaft seal designed to use minimal amounts of air, gas or water to permanently seal against product loss, harmful emissions and contamination. The Air Mizer provides an effective shaft seal in a variety of applications, including agitators, mixers, blenders, powder conveyors, pulpers, rotary valves and other product-handling equipment.
Current Diverter Ring (CDR) & Motor Grounding Seal™ (MGS®)Inpro/Seal’s Current Diverter Ring(CDR) protects motor bearings and
coupled equipment from damaging electrical currents by safely diverting the currents to ground—maximizing equip-ment reliability and minimizing unsched-uled downtime.
Inpro/Seal’s Motor Grounding Seal (MGS) combines CDR technology with the complete protection of a Bearing Isolator to safeguard bearings against electrical currents and contamination.
Headquartered in Rock Island, IL,Inpro/Seal maintains a global sales and distribution network to provide responsive, localized support to custom-ers worldwide.
Inpro/SealA Dover Company4221-81st Avenue WestRock Island, IL, USA 61201Ph: 309.787.4971www.inpro-seal.com

NOVEMBER-DECEMBER 2010 / THE CORPORATE REPORT | 23
NSK CORPORATION
In today’s tough economy, NSK offers solutions that help cut costs, increase effi ciency and maxi-
mize uptime. Our comprehensive Asset Improvement Program (AIP) provides world-class engineering and technical support for customers looking to maximize their competi-tive edge.
AIP provides a real opportunity to unlock additional profi tability via improved machine reliability and increased working knowledge. This well-proven Asset Improvement Program combines customers’ knowl-edge of the working environments, cultures, processes and problems within their businesses with NSK’s engineering expertise and innova-tion. Through close working dialogs with our customers, we identify and address the issues that impact their businesses and their bottom lines.
NSK approaches each AIP project with three value-added objectives designed to maximize the productivity and uptime of each and every customer:
#1. Reduced Maintenance CostsNSK specialists review each applica-tion and its working conditions to provide solid recommendations for the most effective bearing option to suit each particular piece of machinery. When the most appro-priate bearings possible are used, customers benefi t from increased bearing life and lowered maintenance and repair costs. Not all bearings are created equal; whether you’re facing high temperatures, contamination issues, vibration or high speeds, the correct bearing choice can signifi -cantly impact the failure rate and maintenance commitment.
#2. Improved Machine ReliabilitySupport from NSK offers customers insight into the effi ciency and reli-ability of their in-use machinery and
processes. NSK offers a variety of review options:
■ Bearing-failure analysis to identify the cause of premature failure
■ Maintenance schedules for achieving optimum results
■ On-site inspections to ensure best-practice techniques are follow-ed in inspection, assembly and strip-down processes
■ Diagnostic and vibration analysis to review specifi c application challenges
#3. Increased Staff KnowledgeAfter providing the correct motion and control product and verifying that the machinery is working at maximum effi ciency, NSK also engages staff in the installation and maintenance procedures required to keep those machines running smoothly. Training courses cover all areas of bearing use and are available in any combination, depending on the particular needs of each customer.
NSK offers hands-on education in:
■ Bearing uses and applications
■ Bearing diagnostics
■ Best practices for the fi tting and removal of bearings
■ Segment-specifi c solutions, includ-ing machine-tool, papermaking, minerals and utilities, primary metals and more
NSK is a key driver of techno-logical advancement in the motion and control industry, investing
signifi cant R&D to create innova-tive, high-performance, products. For example, our Molded-Oil™ Bearings are designed especially for corrosive and dust-contaminated environ-ments. The K1™ Lubrication Unit provides long-term, maintenance-free operation in conditions where grease cannot easily be replenished.
These industry-leading solutions are effectively supported by NSK’s AIP program, designed to help you reduce costs, improve machine reli-ability and increase the working knowledge of your engineering and maintenance personnel. Successful participation in the program can enhance profi tability and improve operational competitiveness.
For more information on the NSK Asset Improvement Program, contact an authorized distributor or visit www.nskamericas.com/aip.
NSK Corporation4200 Goss RoadAnn Arbor, MI 48105Ph: 800.675.9930Fax: 734.913.7510www.nskamericas.com
For more info, enter 285 at www.LMTfreeinfo.com
NSK Molded-Oil™ Bearings

24 | THE CORPORATE REPORT / NOVEMBER-DECEMBER 2010
Des-Case understands the impor-tance of fl uid cleanliness and the role it plays in helping equipment
investments last longer. For more than 25 years, we’ve pioneered solutions to help maintain lubricant quality specifi c to your applications. Featuring designs unparal-leled in the marketplace, our products are used wherever lubricant life and perfor-mance are essential to daily operations.
Industry-Leading Manufacturer of BreathersDes-Case invented desiccant breathers—air fi lter and water-vapor removal systems designed to replace traditional breather caps on fl uid-containing reservoirs, storage tanks and gearboxes. Our breathers enhance the performance and longevity of hydraulic and gear-driven equipment, as well as related oils and other non-
aqueous fl uids, by eliminating contami-nants in these systems. These products are available in a wide variety of shapes and sizes, and can be easily adapted to meet your system needs.
A Full Line of Fluid-Handling Products & Adapters Des-Case fl uid-handling systems fi lter contaminants from lubricants and allow for clean transfers of fl uids. Our highly-customizable solutions incorporate smart technology to make fl uid handling a simple task, requiring less equipment and labor while reducing system contamination.
Newly Launched Equipment Reliability ServicesDes-Case now offers expanded contam-ination-control education and training, equipment/plant evaluations, lubricant-
sampling products and oil-analysis services. While each can be used indepen-dently, together they help ensure that best practices are used from the time you begin looking at a problem until the solution is deployed.
Whenever you’re in need of contami-nation control, rely on Des-Case to provide the right products to keep you up and running.
Des-Case Corporation675 N. Main StreetGoodlettsville, TN 37072Ph: 615.672.8800www.des-case.com
DES-CASE CORPORATION
Hard-water problems are caused by dissolved mineral ions in the water. These minerals adhere
to pipe surfaces and virtually any other area hard water contacts—repeatedly. Scalewatcher™ is a no-maintenance, environmentally friendly descaler that does not change water composition. Scales and stains disappear gradually and completely without further action required, guaranteed.
How It WorksScalewatcher uses magnetic and elec-tric fi elds and a continuous changing frequency to treat water. The process forces dissolved minerals such as calcium and magnesium to crystallize before mineral ions (the cause of hard scale) can settle on surfaces. This stops or
reduces new build-up of hard scale, and because the water is better able to dissolve minerals, existing hard-scale layers are softened and eventually disappear.
Scalewatcher has been used by more than 250,000 satisfi ed customers world-wide. Suitable for any industry, this product is designed to:
■ Prevent corrosion in pipework
■ Prevent settlement of zebra mussels (shellfi sh) in plants using sea or river water for cooling
■ Reduce bacterial counts in cooling systems
■ Reduce water and energy bills
■ Extend the life of water-using equip-ment, especially boilers
■ Be installed without plant shutdown
■ Be maintenance-free
■ Last 20+ years
Scalewatcher North America, Inc. 345 Lincoln StreetOxford, PA 19363Ph: [email protected]
SCALEWATCHER NORTH AMERICA, INC.
TM
For more info, enter 286 at www.LMTfreeinfo.com
For more info, enter 287 at www.LMTfreeinfo.com

NOVEMBER/dEcEMBER 2010 www.lmtinfo.com | 25
Effective maintenance is strongly linked to effective job plans. Pay attention to the
required components. Don’t skip anything.
There is no place in the modern maintenance orga-nization for job plans that rely simply upon luck and common sense. You can’t hope your way into a reliable manufacturing process, no matter how many rabbit’s feet you carry.
In the last article, we also discussed the importance of selecting the right candidate for the job of mainte-nance planner. Planning is a meticulous and detail-oriented job, and if you want your planning initiative to succeed, your planner will have to exhibit those qualities. Close enough is not good enough when writing a job plan. It has to be perfect. It is an exercise in absolutes. That said, let’s now turn our attention to the creation of a good job plan.
There are several components to a good job plan—the order in which you assemble these pieces is not nearly as important as the fact that none of them are to be skipped.We’ll get to the best way to put them into the job packet later. The various components of a complete job plan include: job steps; tool list; skills roster; bill of materials (BOM) and parts list; diagrams, photographs, illustrations; standard maintenance procedures (SMPs); and safety, including lockout and personal protective equipment (PPE).
It’s often helpful to read several job plans written by others before beginning, just to get the feel for what the end product should look like. My recommendation is to begin by writing down the actual job steps. The procedure should be written as a numbered list with each number representing one of the
Let’s re-cap: In the fi rst part of this article (pgs. 19-21,
LUBRICATION MANAGEMENT & TECHNOLOGY, July/August 2010),
the discussion focused on how critical maintenance plan-
ning is to the success of your maintenance organization.
In fact, we made the uncontestable point that your maintenance
effort will fail IF YOU DO NOT PLAN. Let me say that again:
Your maintenance effort will fail if you do not plan.
Part II. . .
How To Begin Maintenance Planning: Writing The Job Plan
Raymond L. AtkinsContributing Editor
A SPECIAL SUPPLEMENT TO LUBRICATION MANAGEMENT & TECHNOLOGY

26 | lubrication management & technology NOVEMBER/dEcEMBER 2010
finite steps of the job. This list will also serve as an outline for your planner as he/she puts together the job packet. The steps should, of course, be recorded in the order they are to occur. If the planner happens to be a former technician who has performed the task before, then this portion of the process should be pretty straightforward. If the planner has not performed the job before, he/she must consult with someone who has. If the job being planned has not been performed by any current employee, it is strongly recommended that you hire an outside contractor or a factory representative to not only help write the job plan, but assist in doing the actual job as well. When it comes to industrial maintenance, there is no substitute for knowledge and experience.
Notes on providing job-step specificity…I have been asked on several occasions about just how specific the written job steps should be, and my answer is always the same: Your job steps should be as specific as needed to successfully complete the work at hand. I’m not being a wise guy—it depends on your maintenance organization and the level to which your technicians have been trained. Keep the least skilled in mind.
If all your millwrights have been properly trained in torque specifications and know how many foot-pounds of torque a grade-eight bolt requires, then that job step can be written in general terms. If, however, they haven’t been trained in torque specifications and if you don’t want to have a rash of looseness issues over the coming months, your planner had better spell out quite plainly that the ½” bolt should be torqued to 119 foot-pounds. The same concept holds true for belt tension, sprocket alignment, bearing installation, fan balancing, motor wiring, hose construction and countless other tasks. If the planner knows that the millwrights and technicians have been recently checked-out on the task, then that task can be referred to in less-specific terms.
There is one final note about the job-steps portion of the job plan. The work-order document should be designed with adequate space for a technician to jot notes and comments on it. Doing just that should be a departmental requirement, rather than a suggestion.
The job plan is a living document, and each time the job is performed there should be valuable feedback from the field that can be incorporated back into the plan. The idea is to eventually arrive at the one safest, most effective and most efficient way to do the job. Additionally, there should be spaces for the mainte-nance professionals to sign off that they have completed the work according to the specifications laid out in the document. This step is nothing less than crucial. Accountability must be embraced in any maintenance department if it is to succeed.
Notes on constructing a tool list…Once the job steps have been written down in order and checked by a maintenance professional for errors or omissions, the next step is to analyze the job with an eye to constructing the tool list. The tools referred to here are in addition to those that we would normally expect to find in a multicraft’s tool pouch— they’re specific tools required to do the job. These items might include welders, torches, shackles, straps, cables, cranes, come-alongs, jacks, porta-powers, alignment and measurement devices, specialty tools, power tools, man lifts, forklifts and a large variety of other things not needed for every job. This is a critical step that must not be skipped by the planner. (I would venture that there is not a single reader of this article who hasn’t had at least one major job grind to a halt because the need for a specialty tool was not planned for.)
Notes on constructing a skills roster…The skills roster is, in many ways, similar to the tool list. The difference is that while your tool list specifies the exact tools that will be needed to successfully complete a job, this roster is a list of the skill sets that will be required to finish the task. Many organizations are moving (or have moved) toward multicraft status for their maintenance profes-sionals. In these cases, the assumption would be that any employee who picks up the work packet could perform all of the tasks that the job calls for. But even in a multicraft organization—and especially in a non-multicraft environ-ment—the truth is that some maintenance professionals are better at certain things than others. Thus, it’s always better to list the skill sets that will be needed to complete the project. A few of these specialties might include welding, cutting, fabrication, millwright, hydraulics specialist, elec-trician, plc programmer, pneumatics specialist, machine operator, alignment technician, reliability technician and machine-specific technician.
Notes on constructing a bill of materials and parts list… The bill of materials (BOM) and parts list is one of the most important portions of the job plan. It represents, literally, the nuts and bolts of the job. As such, it should be as specific as possible. Parts should be listed by both part number and description, and no job plan should progress to the ready stage until every part is on hand and has been verified to be the correct part. This specificity is not only important with regards to parts. Materials such as wire nuts, epoxy, twist-ties, shims, loose steel, grease, nuts, bolts, washers, rubber hose, O-rings and hundreds of other non-job-specific materials must be listed on the job plan, and when the job is scheduled, these materials must be verified as being on-hand and available for use. In addition to being a complete record of all parts and materials, your BOM and parts list should also indicate any special disposal instructions for removed or replaced parts.

NOVEMBER/dEcEMBER 2010 www.lmtinfo.com | 27
A SPECIAL SUPPLEMENT TO LUBRICATION MANAGEMENT & TECHNOLOGY
There are several
components to a good
job plan. The order
in which you assemble
these pieces is not nearly
as important as the
fact that none of them
are to be skipped.
KrytoxFluorinated Lubricants
miller-stephenson chemical company, inc.California - Illinois - Connecticut - Canada
e-mail: [email protected] www.miller-stephenson.com
Krytox® Fluorinated Greases and Oilsare: Chemically Inert. Insoluble in commonsolvents. Thermally stable. Temperaturerange (-103˚F to 800˚F). Nonflammable.Nontoxic. Oxygen Compatible - safe foroxygen service. Low Vapor Pressure. LowOutgassing. No Migration - no silicones orhydrocarbons. Krytox offers ExtremePressure, Anticorrosion and Antiwearproperties. Mil-spec, Aerospace and FoodGrades (H1 and H2) available! Useful inVacuum Systems. For technical informa-tion, call 203.743.4447 / 800.992.2424(8AM - 4 PM ET)
®
ms
Krytox Medical Ad 2008:Krytox Medical ad 2007E 7/28/08 6:27 PM Page 1
For more info, enter 69 at www.LMTfreeinfo.com
Notes on compiling diagrams, photographs and/or illustrations…Everyone has heard the old saying that a picture is worth a thousand words. That’s an understatement when it comes to a maintenance job plan. Your planner literally cannot include too much illustrative material with a job plan.
A good planner should take advantage of the fact that we live in a digital world and illustrate job plans accordingly. Even something as simple as a good color picture of the job site with a circle drawn around the part to be replaced or repaired can be a great help to a team of technicians unfamiliar with the job. Each diagram, photo and/or illustration should be numbered or lettered and referred to with that designation in the appropriate written job step—as in “See Illustration #2” or “Refer to Diagram A.” Specific materials that come with parts should be handled in the same manner, with copies of the instruction sheets being included in the job packet while the original remains with the part.
Notes on including standard maintenance procedures (SMPs)…It’s helpful to include copies of specific SMPs in the job plan if those procedures are necessary to the successful completion of the job. As discussed earlier, if you have confi-dence that your maintenance professionals are performing in practice at the same level that they are on paper, this step may not be necessary. But your planner should include the SMP if there is any doubt that any member of your staff may find himself or herself out in the field under the pressure of a deadline not knowing how to perform a task. Remember that a job plan must be written with your least-skilled technician in mind, because that is the person who might draw the work. An SMP is, in reality, a small job plan, and it is designed to impart information to those who need it.
Notes on addressing safety, lockout and PPE … After the rest of the job plan is written, the planner has all of the necessary components to be able to write the crucial safety portion of the job plan. Once the scope of the work has been determined, critical information such as which machines to lock out, what PPE will be required and which safety protocols must be observed can be determined. The planner should consult with a millwright familiar with the machine, an operator and the safety manager or safety committee when outlining the safety components of the job plan.
Notes on assembling the job packet… After all components of the job plan have been completed, it is time to put together the job packet. The order I recommend is:
n Safety (including Lockout and PPE)n Job Stepsn Tool Listn Skills Rostern Bill of Materials (BOM) and Partsn Diagrams, Photographs and/or Illustrationsn Standard Maintenance Procedures (SMPs)
Once the packet has been assembled, it should be given to a millwright or technician who should then read over the job plan with the following question in mind: If I had to complete this job using only this job plan as my guide, could I do it? The answer will determine whether or not the job plan is complete. If any part of the plan is unclear, the time to make the change is before the job begins. LMT
Ray Atkins is a retired maintenance professional (and award-winning author), based in Rome, GA. He spent his last five years in industry as a maintenance supervisor with Temple-Inland. Web: www.raymondlatkins.com; e-mail: [email protected].

28 | LUBRICATION MANAGEMENT & TECHNOLOGY NOVEMBER/DECEMBER 2010
PROBLEM SOLVERS
For more info, enter 31 at www.LMTfreeinfo.com
For more info, enter 32 at www.LMTfreeinfo.com For more info, enter 33 at www.LMTfreeinfo.com
For more info, enter 30 at www.LMTfreeinfo.com
Bearing Analysis In A Box
According to SKF, its Advanced Bearing Analysis Kit provides all the necessary equipment and consumables for oil and overall machine-vibration condition monitoring. Ready to
use in a heavy-duty aluminum case, the kit’s main feature is the SKF Machine Condition Advisor (MCA) that simultane-ously measures vibration and temperature to indicate machine health and bearing condition. Complementing the MCA is a lubrication assessment tool to provide accurate results for Water-in-Oil (lubricants) and Total Base Number (TBN) tests. The kit can also provide a simple “go/no go” result when the distillate fuel dilutions of an SAE 30 to 40 engine oil are tested and detect high insolubles from diesel-engine combustion products such as fuel ash, carbon, partially oxidized fuel, oil oxidation products and spent lubrication additive.
SKFLansdale, PA
Motor Plugs Aid In Safety Compliance
Meltric Motor Plugs simplify compliance with NFPA 70E electrical safety requirements because they maintain a standard-defi ned
hazard risk category of zero during the motor connection and disconnection processes. The UL-approved products give existing motors plug-and-play simplicity, reducing downtime up to 50%. The plugs’ dead front construc-tion elimi-nates the possibility of access to live parts, so there’s no need for personal protective equipment when changing out a motor.
MeltricFranklin, WI
Eco-Friendly Oven-Chain Oil
Bel-Ray’s No-Tox Hi-Temp Oil 220 is an NSF H1-registered food grade, biodegradable, synthesized
hindered polyolester-based product for oven-chain lubrication. Formu-lated for temperatures up to 500 F (260 C), its lower friction and residue formation reduce both oven-chain amperage and energy consumption. This ISO VG 220 synthetic is also suit-able for applications in spur, helical and planetary gear units, couplings, rolling and sliding bearings and where non-toxic biodegradability is required.
Bel-Ray Co.Farmingdale, NJ
Safer Oil-Pail Carts
Oil-pail carts built with the Creform® System provide safe storage and disposal
of oily or solvent-soaked rags. Comprised of plastic-coated steel pipe, mechanical joints and hardware accessories, this easily moved system keeps the pail approximately 24” above the fl oor. With its ESD-rated components, grounding a pail to the system structure helps dissipate static charges. A spring assists the closing feature, ensuring a barrier is in place, thereby limiting oxygen and ignition access.
Creform Corp.Greer, SC

NOVEMBER/DECEMBER 2010 www.LMTinfo.com | 29
PROBLEM SOLVERS
For more info, enter 36 at www.LMTfreeinfo.com
For more info, enter 34 at www.LMTfreeinfo.com For more info, enter 35 at www.LMTfreeinfo.com
For more info, enter 70 at www.LMTfreeinfo.com
Non-Metallic Modular Storage
Midwest Plastic Fabricators’ modular cab-
inets made from PVC or polycarbo-nate are available in sizes up to 72”. They feature single or double doors with stainless-steel lift-off hinges with a quarter-turn locking provision and viewing windows sized to meet end-user specifi cations. These rigidly structured, corrosion-resistant units have removable center posts and wall- or fl oor-mount capabilities.
Midwest Plastic Fabricators Aurora, OH
lift-off hinges with a quarter-
Oil-Skimming Literature
The second edition of the Abanaki Solutions Source-
book for oil-skim-ming contains data on 40 implementa-tions. Its 43 colorful pages of informa-tion are indexed by industry, application and skimmer model. Applications include coolant maintenance, groundwater reme-diation, DNAPL removal, oil and fuel recovery, indoor/outdoor washwater and wastewater treatment and more.
Abanaki Corp.Chagrin Falls, OH
Easy Drum Handling
Morse’s Clamp+Go™ Dolly Handle attaches to the sidewall of drum dollies with a downward push to engage a quick-coupling mechanism. It works with various-sized sidewalls,
moves them with high stability and disengages with the touch of a boot. According to the company, the handle can prevent accidents due to its low center of gravity and push-pull-rotate movements. For compact storage, the handle can be moved upright to the drum, where a magnet keeps it in place.
Morse Mfg. Co., Inc.East Syracuse, NY

IndexADVERTISER WEBSITE CIRCLE # PAGE #
Access LMTfreeinfo.com and enter the circle number of the product in which you are interested,
or you can search even deeper and link directly to the advertiser’s Website.
NOVEMBER/DECEMBER 2010 • Volume 11, No. 6
30 | LUBRICATION MANAGEMENT & TECHNOLOGY NOVEMBER/DECEMBER 2010
Submissions Policy: Lubrication Management &Technology gladly welcomes submissions. By sending us your submission, unless otherwise negoti-ated in writing with our editor(s), you grant Applied Technology Publications, Inc., permission, by an irrevocable license, to edit, reproduce, distribute, publish, and adapt your submission in any medium, including via Internet, on multiple occasions. You are, of course, free to publish your submission yourself or to allow others to republish your submission. Submissions will not be returned.
1300 South Grove Avenue, Suite 105Barrington, IL 60010
PH 847-382-8100 FX 847-304-8603
www.LMTinfo.comA2 Technologies ................................ www.a2technologies.com ....................... 61, 280 ........2,18
Des-Case Corporation ..................... www.descase.com .................................... 62 ..................... 4
Des-Case Corporation ..................... www.descase.com/fl owguard ................. 286 ................. 24
Engtech Industries Inc. ..................... www.engtechindustries.com .................. 70 ................... 29
Hy-Pro Filtration .............................. www.hyprofi ltration.com ....................... 63, 282 ........7,20
Inpro/Seal Co. .................................... www.inpro-seal.com ............................... 284, 72 .....22,BC
MARTS .............................................. www.martsconference.com .................... 68 ................... 16
Miller-Stephenson Chemical Co. .... www.miller-stephenson.com ................. 69 ................... 27
NSK Corporation ............................. www.nskamericas.com ........................... 64, 285 ......11,23
Royal Purple ...................................... www.royal-purple-industrial.com ......... 71 ................... 31
Royal Purple ...................................... www.royalpurple.com ............................ 283 ................. 21
Scalewatcher ...................................... www.scalewatcher.com ........................... 67, 287 ......15,24
Summit Industrial Products, Inc. .... www.klsummit.com ................................ 66 ................... 14
The Hurt Company Inc. ................... www.reladyne.com .................................. 65, 281 ......13,19
ACHIEVING EFFICIENCIES THROUGH PRACTICES & PRODUCTS
Statement of Ownership, Management, and Circulation(All Periodicals Publications Except Requester Publications)
1. Publication Title 2. Publication Number 3. Filing Date
4. Issue Frequency 5. Number of Issues Published Annually 6. Annual Subscription Price
8. Complete Mailing Address of Headquarters or General Business Office of Publisher (Not printer)
9. Full Names and Complete Mailing Addresses of Publisher, Editor, and Managing Editor (Do not leave blank)Publisher (Name and complete mailing address)
Editor (Name and complete mailing address)
Managing Editor (Name and complete mailing address)
10. Owner (Do not leave blank. If the publication is owned by a corporation, give the name and address of the corporation immediately followed by the names and addresses of all stockholders owning or holding 1 percent or more of the total amount of stock. If not owned by a corporation, give the names and addresses of the individual owners. If owned by a partnership or other unincorporated firm, give its name and address as well as those of each individual owner. If the publication is published by a nonprofit organization, give its name and address.)
11. Known Bondholders, Mortgagees, and Other Security Holders Owning or Holding 1 Percent or More of Total Amount of Bonds, Mortgages, or Other Securities. If none, check box
12. Tax Status (For completion by nonprofit organizations authorized to mail at nonprofit rates) (Check one)
Has Not Changed During Preceding 12 Months
PS Form 3526, September 2007 (Page 1 of 3 (Instructions Page 3)) PSN 7530-01-000-9931 PRIVACY NOTICE: See our privacy policy on www.usps.com
Has Changed During Preceding 12 Months (Publisher must submit explanation of change with this statement)
None
7. Complete Mailing Address of Known Office of Publication (Not printer) (Street, city, county, state, and ZIP+4®)
_
Contact Person
Telephone (Include area code)
The purpose, function, and nonprofit status of this organization and the exempt status for federal income tax purposes:
Full Name Complete Mailing Address
Complete Mailing AddressFull Name
LUBRICATION MANAGMENT & TECHNOLOGY
Bi-Monthly
1300 S. Grove Ave., Suite 105, Barrington, IL 60010
1300 S. Grove Ave., Suite 105, Barrington, IL 60010
Arthur L. Rice, III
None
1300 S. Grove Ave., Suite 105, Barrington, IL 60010
Bill Kiesel, 1300 S. Grove Ave., Suite 105, Barrington, IL 60010
Jane Alexander, 1300 S. Grove Ave., Suite 105, Barrington, IL 60010
Same as Editor
6 $140.00
09/30/101 9 4 1 4 4 4 7
Bill Kiesel
847-382-8100
PS Form 3526, September 2007 (Page 2 of 3)
Extent and Nature of CirculationAverage No. Copies Each IssueDuring Preceding 12 Months
No. Copies of Single IssuePublished Nearest to Filing Date
a. Total Number of Copies (Net press run)
c. Total Paid Distribution (Sum of 15b (1), (2), (3), and (4))
Mailed In-County Paid Subscriptions Stated on PSForm 3541 (Include paid distribution above nominalrate, advertiser's proof copies, and exchange copies)
d. Free or Nominal RateDistribution (By Mail and Outside the Mail)
Total Free or Nominal Rate Distribution (Sum of 15d (1), (2), (3) and (4))
Total (Sum of 15f and g)
17. Signature and Title of Editor, Publisher, Business Manager, or Owner
13. Publication Title
15.
Percent Paid (15c divided by 15f times 100)
If the publication is a general publication, publication of this statement is required. Will be printed
in the ________________________ issue of this publication.
Date
Free or Nominal Rate Distribution Outside the Mail(Carriers or other means)
Total Distribution (Sum of 15c and 15e)
14. Issue Date for Circulation Data Below
16. Publication of Statement of Ownership
b. Paid Circulation(By Mail and Outside the Mail)
Copies not Distributed (See Instructions to Publishers #4 (page #3))
Mailed Outside-County Paid Subscriptions Stated onPS Form 3541(Include paid distribution above nomi-nal rate, advertiser's proof copies, and exchangecopies)
(1)
(2)
(4) Paid Distribution by Other Classes of Mail Throughthe USPS (e.g. First-Class Mail®)
Paid Distribution Outside the Mails Including SalesThrough Dealers and Carriers, Street Vendors, CounterSales, and Other Paid Distribution Outside USPS®
(3)
(1)
(2)
(3)
Free or Nominal Rate Outside-CountyCopies included on PS Form 3541
Free or Nominal Rate Copies Mailed at OtherClasses Through the USPS (e.g. First-Class Mail)
e.
f.
g.
h.
i.
Publication not required.
I certify that all information furnished on this form is true and complete. I understand that anyone who furnishes false or misleading information on thisform or who omits material or information requested on the form may be subject to criminal sanctions (including fines and imprisonment) and/or civilsanctions (including civil penalties).
(4)
Free or Nominal Rate In-County Copies Includedon PS Form 3541
LUBRICATION MANAGEMENT & TECHNOLOGY September/October 2010
Nov/Dec 2010
09/30/10
26,320 26,136
23,984 24,553
23,984 24,5531,944 1,218
167 1002,111 1,318
26,095 25,871225 265
26,320 26,13691.91% 94.91%
SALES STAFF
IA, MT, NE, ND, SD, WY, AB, MB, SK
1300 South Grove Avenue, Suite 105Barrington, IL 60010
847-382-8100 x106; Fax 847-304-8603ARTHUR L. RICE
CLASSIFIED ADVERTISING3629 N.Sonoran Heights
Mesa, AZ 85207480-396-9585
JERRY [email protected]
AR, AZ, CA,* CO, KS, NV, NM, OK, UT3629 N.Sonoran Heights
Mesa, AZ 85207480-396-9585
JERRY [email protected]
IL, IN, KS, LA, MI, MN, MO, OR, TX, WA,WI, BC
1300 South Grove Avenue, Suite 105Barrington, IL 60010
847-382-8100 x108; Fax 847-304-8603TOM MADDING
CT, ME, MA, NH, NY, RI, VT, ON, QC P.O. Box 1059
Osterville, MA 02655508-428-3331; Fax 508-428-2545
VINCENT [email protected]
AL, SoCA,** DC, DE, FL, GA, MD, MS, NC, NJ, PA, SC, VA, WV
1750 Holmes DriveWest Chester, PA 19382
610-793-3093; Fax 610-793-3094JIM HANLEY
OH, KY, TN135 N. Rocky River Road
Berea, OH 44017440-463-0907; Fax 440-891-1254
JOHN [email protected]
* CA (from LA – North)**SoCA (from Orange County – South)
A2 Technologies ................................ www.a2technologies.com ....................... 61,280 ........2,18
Des-Case Corporation ..................... www.descase.com .................................... 62 ..................... 4
Des-Case Corporation ..................... www.descase.com/fl owguard ................. 286 ................. 24
Engtech Industries Inc. ..................... www.engtechindustries.com .................. 70 ................... 29
Hy-Pro Filtration .............................. www.hyprofi ltration.com ....................... 63,282 ........7,20
Inpro/Seal Co. .................................... www.inpro-seal.com ............................... 72,284 .....22,BC
MARTS .............................................. www.martsconference.com .................... 68 ................... 16
Miller-Stephenson Chemical Co. .... www.miller-stephenson.com ................. 69 ................... 27
NSK Corporation ............................. www.nskamericas.com ........................... 64,285 ......11,23
Royal Purple ...................................... www.royal-purple-industrial.com ......... 71 ................... 31
Royal Purple ...................................... www.royal-purple.com ........................... 283 ................. 21
Scalewatcher ...................................... www.scalewatcher.com ........................... 67,287 ......15,24
Summit Industrial Products, Inc. .... www.klsummit.com ................................ 66 ................... 14
The Hurt Company Inc. ................... www.reladyne.com .................................. 65,281 ......13,19

For more information on Royal Purple, visit royal-purple-industrial.com today.
“...we extended drain intervalsfrom every 15 days to everythree months AND reduced
engine repairs and replacements.”
Luis GarzaKingfisher Marine
Most efforts to improve operating efficiency and lowermaintenance costs are labor intensive and involve painfulcultural changes. Numerous progressive companies haveexperienced significant cost savings simply by upgradinglubricants. You can learn how by reading the special report‘Lowest Total Cost of Ownership’. This special reportincludes extensive case studies that document real-worldsavings through lubricant upgrades.
Get your FREE copy of the ‘Lowest Total Cost ofOwnership’ today by calling 866-447-5173 . . .
For more information on Royal Purple, visit royal-purple-industrial.com today.
For more info, enter 71 at www.LMTfreeinfo.com

Same-day Shipping available
For more info, enter 72 at www.LMTfreeinfo.com