-
8/3/2019 Manganese Friend or Ennemy
1/7
MANGANESE: FRIEND OR ENNEMYGRAY IRON
Ir G.D HENDERIECKX GIETECH BV MARCH 2009 1
Manganese is one of the most popular alloying elements in gray
iron, even that muchthat it is mostly not considered as an alloy.
But it is because it does increase thepearlite content and as a
consequence the tensile strength of gray iron.
How did it become so popular?First it is a cheap element with a
high availability. It is mostly added as a ferro-alloywith about 5
to 7 % of carbon. This alloy has a low melting point and this is
anadvantage when it was used in the cupola melting in earlier
days.It also did show a tensile and hardness increase and additions
even up to 1,00 %became common, especially when surface hardening
(flame hardening) was locallyrequired (slides of a tool bed
casting).
Let s systematically examine all influence of these element.
-
8/3/2019 Manganese Friend or Ennemy
2/7
MANGANESE: FRIEND OR ENNEMYGRAY IRON
Ir G.D HENDERIECKX GIETECH BV MARCH 2009 2
1. Segregation
It is known that manganese has a fairly high segregation
behaviour, which meansthat the real manganese content at the
surface layer is less than the content of the
core of a section.
The segregation tendency is ranked as follows (segregation
factor), stating that afigure < 1,00 indicates an element that
stays maximum in the first freezing liquidand a figure > 1,00
indicates an element that segregates to the last freezing
liquid.
Element Mo Ti V Cr Mn PFactor 25,3 25,0 13,2 11,6 1,7 3,5
2,0
Element Si Co Ni CuFactor 0,7 0,4 0,3 0,1
The higher the factor, the more important the cooling time. A
slow cooling (up to
solidification), will increase the segregation.
The segregation effect isshown in next figure.
If the casting has small thickness (less than 25 mm), the
segregation cannot cause anoticeable difference but if the sections
are large or there is a hot spot (sectionthickness over 75 mm), the
difference is measurable.
So the foundries, pouring large castings did start getting
porosity problems due to thefact that higher manganese content does
increase the volume shrinkage duringsolidification.
-
8/3/2019 Manganese Friend or Ennemy
3/7
MANGANESE: FRIEND OR ENNEMYGRAY IRON
Ir G.D HENDERIECKX GIETECH BV MARCH 2009 3
2. Increase pearlite content and strengthThe second influence is
the increase of the pearlite content.
The ranking for the pearlite promoting effect is as follows:
Element Sn Mo P Cu Ti Mn Ni CrEffectiveness 39 7,9 5,6 4,9 4,4
0,44 0,37 0,37
Increasing the pearlite content has the consequence that tensile
strength andhardness should increase. This was not always achieved,
unless the content wasvery high. What is the reason?
In the absence of manganese, sulfur in iron forms iron sulfide
which has a lowmelting point of 1193 C and thus will segregate to
the eutectic ceIl boundaries,where the last areas to solidify are
located.
Manganese reacts with sulfur to form manganese sulfides. The
ratio is 1,7 as shownin next formula.
% Mn = 1,7 x % S
So this amount of manganese is bounded and cannot increase the
pearlite. On thecontrary, it also removes sulfur from the matrix,
which also is a pearlite promoter.So the real effect is, as shown
in next figure, that first the tensile strength andhardness are
decreasing and increasing with higher contents. The bottom point
isobtained with about:
% Mn = 1,7 x %S + 0,3
The effect of manganese is largely dependent on the sulfur
content and it is clear thatcupola iron will require much higher
manganese content than electrical melted iron,due to its higher
sulfur content (introduced by the cokes).
This leads to the following formula and picture for calculating
the expected tensilestrength and hardness.
Rm = 1120 MPa + 2865 / D 150 (% C) 422 (% Si) 73 (% Mn 1,7 % S)
- 181 (% Cu)2164 (% Mo)2 + 95 (% Cr) + 14 (% Ni) + 211 (% Cu) + 275
(% Mo) + 98 (% Si)2
D is the diameter of the test coupon in mm
It is clear that the effect of manganese on tensile is not very
high.
-
8/3/2019 Manganese Friend or Ennemy
4/7
MANGANESE: FRIEND OR ENNEMYGRAY IRON
Ir G.D HENDERIECKX GIETECH BV MARCH 2009 4
For the hardness, there is the following formula and graph.
HB = 444 71,2 (% C) 13,9 (% Si) + 170 (% S) - 61 {(% Mn) 1,7 (%
S) -0,3}+ 58 {(% Mn) 1,7 (% S) -0,3}
2
HB = 444 71,2 (% C) 13,9 (% Si) + 170 (% S) - 61 {(% Mn) 1,7 (%
S) -0,3}+58 {(% Mn) 1,7 (% S) -0,3}
2+ 20,5 (% Cr + % Cu) + 7 (% Ni) + 22 (% Mo)
The effect of manganese on the hardness is complex and first
decrease strongly,after it will increase.
To use this formula the following limitations are valid (in plus
to the above limitationsfor C, Si, Mn, P and S):
% C 2,90 4,00 % % P 0,05 1,00 %% Si 1,00 3,30 % % S 0,03 0,18 %%
Mn 0,25 1,00 %% Cr 0,20 0,60 % % Cu 0,50 1,50 %% Mo 0,20 1,00 % % V
0,10 0,20 %% Ni 0,60 1,00 % % Sn 0,04 0,08 %
-
8/3/2019 Manganese Friend or Ennemy
5/7
MANGANESE: FRIEND OR ENNEMYGRAY IRON
Ir G.D HENDERIECKX GIETECH BV MARCH 2009 5
3. Lining wear and slag
Another problem occurred, especially with electrical melting,
that the manganese wasreacting heavily with the silicon of the
ladle lining, causing a lot of slag and quickwearing of the lining.
The slag consists of manganese-silicide compounds with a
highmelting point and is difficult to remove. This caused that,
electrical melted iron that issupposed to be clean, was not the
clean at all and more slag inclusions appeared inthe castings. The
slag also appeared in cupola melted iron but the foundries
wereaware of it and had mostly a much better slag removing
procedure.
4. Blowholes
The last problem that occurred was an increase in blowhole
presence and frequency.This was surprising because blowholes are
mostly caused by entrapped air or by COinclusions.
The formation can be explained as follows:
Manganese sulfide freezes at 1620 C, highest of any constituent
in the melt.Manganese sulfide (has a specific gravity of 4,0), will
segregate by flotation duringsolidification. The quantity of
manganese sulfide in commercial irons has no influenceon either
casting or use properties, but cope surface blowholes (mainly
sub-surface)may be encountered when a critical value of the product
of the manganese timessulfur content is exceeded, particularly in
combination with low pouring temperatures.
-
8/3/2019 Manganese Friend or Ennemy
6/7
MANGANESE: FRIEND OR ENNEMYGRAY IRON
Ir G.D HENDERIECKX GIETECH BV MARCH 2009 6
These blowholes occur as a result of the reaction of a fluid
oxide-rich surface slagand graphite precipitated during
solidification of the iron to yield carbon monoxidegas. Manganese
sulfide serves to aggravate this situation as it floats to the
surfaceand dissolves in the iron silicate/ manganese silicate
oxidation slag, and lowers its
melting point, creating a very fluid slag even at the eutectic
temperature. Only a veryfluid slag can be brought into intimate
contact with graphite at eutectic temperatures.
Evolution of steam from improperly dried refractory can also
produce a very fluid andoxide-rich surface slag. Ladle surface slag
produced by oxidation and chemicalaction is very important gas hole
producing agents.This type of gas defect can occur in all types of
moulds and is aggravated by thepresence of high sand moisture
contents. However, researchers showed that thechief contributing
factor is low pouring temperature associated with high sulfur
andmanganese contents of metal (Figure above).
In the reaction Mn + FeS =MnS + Fe an increase in concentration
of either
manganese or sulphur will cause manganese sulfide to be
precipitated. The reactionproceeds to the right with falling
temperature.
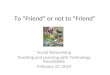
It is also recognized that the following maximum is blowhole
free:
% Mn = 1,7 x %S + 0,6
BLOWHOLES IN GRAY IRON
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0 0,2 0,4 0,6 0,8 1 1,2 1,4
Mn (%)
S(%)
NO BLOWHOLES
BLOWHOLES
DUE TO MnS
-
8/3/2019 Manganese Friend or Ennemy
7/7
MANGANESE: FRIEND OR ENNEMYGRAY IRON
Ir G.D HENDERIECKX GIETECH BV MARCH 2009 7
Conclusion
The addition of manganese must be done very carefully and after
evaluation of theeffects due to the chemical composition, melting
furnace lining and casting section.
If carefully calculated and controlled, there will be a benefit
at low cost. If just added,it can cost a lot of disappointments and
extra scrap.
Sometimes it will be much more cost effective to add copper in
stat of manganesedue to the low segregation tendency, high pearlite
promoting effect and no interactionwith the ladle lining.