Embed Size (px)
Citation preview

IF
Development, Design, and Preliminary Operation of a Resin-Feed Processing Facility for Resin-Based HTGR Fuels
MASTER P. A. Haas J. P. Drago D. L. Million R. D. Spence
OAK RIDGE NATIONAL LABORATORY OPERATED BY UNION CARBIDE CORPORATION FOR THE DEPARTMENT OF ENERG'

DISCLAIMER
This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency Thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.

DISCLAIMER
Portions of this document may be illegible in electronic image products. Images are produced from the best available original document.

Printed in the United States of America. Available from National Technical Information Service
U.S. Department of Commerce 5285 Port Royal Road, Springfield, Virginia 22161
Price: Printed Copy $5.25; Microfiche $3.00
This report was prepared as an account of work sponsored by an agency of the United StatesGovernment. Neitherthe United States Government norany qpncy thereof, nor any of their empl~yees, contractors, subcontractors, or their employees, makes any warranty, express or implied, nor assumes any legal liability or responsibility for any third party's use or the results of such use of any information. apparatus, product or process disclosed in this report, nor represents that its use by such third party would notbinfringe privately owned rights.

0~NL/TM-6061 Dis t . Category UC-77
Contract No. W-7405-eng-26
CHEMICAL TECHNOLOGY DIVISION
HTGR FUEL RECYCLE PROGRAM (189a OH045)
Refabrication Development - Task 500
DEVELOPMENT, DESIGN, AND PRELIMINARY OPERATION OF A RESIN-FEED PROCESSING FACILITY FOR RESIN-BASED HTGR FUELS
P. A. Haas J. P. Drago D. L. Million R. D. Spence
Date Published - January 1978
N U l l C t
sponsored by the United Staler Covemmnt. Neither the Unitcd Slntcs nor lhr, llnitrd Strt.. r*pzrtr!ynt ~f Enera, nor any of thcir employees, nor any of thcir contractors, subcontractors, or their employees, makes any warranty, express or implied, or anumcs any legal lhbillly or responsibility for the accuracy, completeness or usefulness of any information, apparatus, product or process dkloocd. or represents that its uoc would not
OAK RIDGE NATIONAL LABORATORY Oak Ridge, Tennessee 37830
operated by UNION CARBIDE CORPORATION
for the DEPARTMENT OF ENERGY
DETRIBUTION Ok THIS 0OCU.MENT iS UNUMLTEQ
Y\!

THIS PAGE
WAS INTENTIONALLY
LEFT BLANK

iii
CONTENTS
Page
. . . . . . . . A b s t r a c t . . . . . . . . . . . . . . . . . . . . : 1
. . 1 . I n t r o d u c t i o n . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.1 Acknowledgments . . . . . . . . . . . . . . . . . . . . . 2
2 . P r o c e s s Requirements and D e s c r i p t i o n . . . . . . . . . . . . . 3
2 . 1 Res in S p e c i f i c a t i o n . . . . . . . . . . . . . . . . . . . 3
2 . 1 . 1 Chemical compos i t ion and i m p u r i t i e s . . . . . . . 5
2 .1 .2 Uranium l o a d i n g c a p a c i t y . . . . . . . . . . . . . . . 5
2 . 1 . 3 S i z e . . . . . . . . . . . . . . . . . . . . . . . . 5
2.1.4 Shape . . . . . . . . . . . . . . . . . . . . . . 6
2 .1 .5 S t r u c t u r e . u n i f o r m i t y . and d e n s i t y a f t e r c a r b o n i z a t i o n . . . . . . . . . . . . . . . . . . 6
2.2 Commercial C a t i o n Exchange R e s i n s . . . . . . . . . . . . 7
2 . 3 P r o c e s s C a p a c i t y . . . . . . . . . . . . . . . . . . . . 9
2.4 O t h e r R e q u i r e m e n t s . . . . . . . . . . . . . . . . . . . 10
2.5 O v e r a l l P r o c e s s Flowsheet . . . . . . . . . . . . . . . . . 11
3 . Wet-Size C l a s s i f i c a t i o n . . . . . . . . . . . . . . . . . . . 11 /
3 . 1 . D e s c r i p t i o n o f Equipment . . . . . . . . . . . . . . . . 1 3
3.2 P rocedures f o r Wet-Size C l a s s i f i e r . . . . . . . . . . . 1 7
3 . 3 Wet-Size C l a s s i f i e r R e s u l t s . . . . . . . . . . . . . . 1 7
4 . Res in Drying and Dry S c r e e n i n g . . . . . . . . . . . . . . . . 1 8
4 . 1 Fluid ized-Bed Dryer Equipment and P r o c e d u r e s . . . . . . 22
4 .2 Fluid ized-Bed Dryer R e s u l t s . . . . . . . . . . . . . . . 24
4 . 3 Dry S c r e e n i n g . . . . . . . . . . . . . . . . . . . . . . 27
5 . S e p a r a t i o n of N o n s p h e r i c a l P a r t i c l e s from Spheres . . . . . . 29

CONTENTS ( con t ' d)
5 . 1 Equipment Desc r ip t ion . . . . . . . . . . 5.2 Part ic le-Shape Sepa ra t ion Procedures . . 5.3 Resul t s . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . 6 . Resin Conversion
6 . 1 Batch Conversion Equipment and Procedures
. . . . 6.2 Continuous (Higgins) Column Resul t s
. . . . . . . . . . . . 6 .3 Qual i ty Assurance
7 . Summary and Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 . References
9 . Appendixes . . . . . . . . . . . . . . . . . . .
rage
. . . . . . . . ' 29
. . . . . . . . 31
. . . . . . . . 35
. . . . . . . . 39
. . . . . . . . 43
. . . . . . . . 46
. . . : . . . . 50
. . . . . . . . 50
. . . . . . . . 52
. . . . . . . . 53

DEVELOPMENT, DESIGN, AND PRELIMINARY OPERATION OF A RESIN-FEED PROCESSING FACILITY FOR RESIN-BASED HTGR FUELS
P. A . Haas J. P. Drago D. L. Mi l l i on R. D. Spence
ABSTRACT
Fuel k e r n e l s f o r r ecyc l e of 2 3 3 ~ t o High-Temperature Gas- Cooled Reactors a r e prepared by loading ca rboxy l i c a c i d c a t i o n exchange r e s i n s wi th uranium and carboniz ing a t c o n t r o l l e d cond i t i ons . Resin-f eed was developed and a f a c i l i t y was designed, i n s t a l l e d , and opera ted t o c o n t r o l t he k e r n e l s i z e , shape, and composition by process ing t h e r e s i n b e f o r e adding uranium. The s t a r t i n g m a t e r i a l s a r e commercial c a t i o n exchange r e s i n s i n t h e sodium form. The s i z e s e p a r a t i o n s a r e made by v i b r a t o r y sc reen ing of r e s i n s l u r r i e s i n water . Af t e r drying i n a f l u i d i z e d bed, t he nonspher ica l p a r t i c l e s a r e s epa ra t ed from s p h e r i c a l p a r t i c l e s on v i b r a t o r y p l a t e s of s p e c i a l design. The s i z e d , shape-separated sphe re s a r e then rewetted and converted t o t h e hydrogen form. The process ing capac i ty of t h e equipment t e s t e d is equ iva l en t t o about 1 kg of uranium p e r hour and could m e e t commercial r e c y c l e p l a n t requirements wi thout scale-up of t h e p r i n c i p a l p rocess components.
1. INTRODUCTION
The r e f e r ence f u e l k e r n e l f o r r e c y c l e of 2 3 3 ~ t o High-Temperature Gas-
Cooled Reactors (HTGRs) is prepared by load ing ca rboxy l i c and c a t i o n
exchange r e s i n s w i th uranium and carboniz ing a t c o n t r o l l e d cond i t i ons . 1
One important advantage of t h i s p rocess i s t h a t t h e k e r n e l s i z e , shape,
i m p u r i t i e s , and perhaps o t h e r p r o p e r t i e s can be c o n t r o l l e d o r v e r i f i e d
f o r t h e r e s i n p a r t i c l e s b e f o r e uranium i s in t roduced . These ope ra t i ons
can be c a r r i e d o u t i n a nonrad ioac t ive resin-feed process ing f a c i l i t y
which would supply r e s i n t o a remotely opera ted r e f a b r i c a t i o n p l a n t . 1

The development o f re , s in f e e d p r o c e s s i n g o f t h i s t y p e h a s been p a r t of
t h e HTGK f u e l r e c y c l e program a t t h e Oak Ridge N a t i o n a l Labora to ry .
The p r o p e r t i e s r e q u i r e d f o r t h e feed r e s i n i n uranium l o a d i n g a r e
much d i f f e r e n t i n t y p e and degree from t h o s e u s u a l l y used i n i o n exchange
r e s i n s . The n e c e s s a r y p r o p e r t i e s f i r s t had t o be i d e n t i f i e d and measured.
S p e c i a l equipment and p rocedures were t h e n developed and t e s t e d t o g i v e
t h e r e q u i r e d c o n t r o l o f t h e s e p r o p e r t i e s . F i n a l l y , a r e s i n - f e e d p r o c e s s i n g
f a c i l i t y was des igned , i . n s t a l l e d , and o p e r a t e d t o supp ly r e s i n f o r f u e l
r e c y c l e development and ' fo r a f u t u r e remotely o p e r a t e d p i l o t p l a n t .
Both development s t u d i e s and t h e d e s i g n and p r e l i m i n a r y o p e r a t i o n
o f a r e s i n feed p r o c e s s i n g f a c i l i t y a r e r e p o r t e d h e r e . The p r o c e s s r e q u i r e -
ments and t h e o v e r a l l f l o w s h e e t a r e r e p o r t e d f i r s t . The i n d i v i d u a l p r o c e s s
o p e r a t i o n s a r e r e p o r t e d i n t h e o r d e r o f use w i t h r e s u l t s from b o t h
development t e s t s and t h e p r e l i m i n a r y o p e r a t i o n o f t h e f a c i l i t y .
The r e s i n f e e d p r o c e s s i n g f a c i l i t y was developed, d e s i g n e d , and
i n s t a l l e d as p a r t o f t h e Thorium U t i l i z a t i o n Program. J. A. C a r p e n t e r , J r . ,
and R. L. B e a t t y o f t h e Meta l s and Ceramics D i v i s i o n c o n t r i b u t e d i n f o r -
mat ion and e x p e r i m e n t a l tests f o r s e v e r a l of t h e p r o c e s s o p e r a t i o n s .
G. M. Lawson and P. . E . S t e i n o f t h e Engineer ing D i v i s i o n s u p e r v i s e d t h e
p r e p a r a t i o n o f drawings f o r t h e c o n s t r u c t i o n o f t h e f a c i l i t y . J. D. Flynn
and L. R. S u l l i v a n of t h e P l a n t and Equipment D i v i s i o n s u p e r v i s e d t h e
i n s t a l l a t i o n . R. D. A r t h u r , T. V. Dinsmore, and J. R. P a r r o t t , Jr . ,
p a r t i c i p a t e d i n development and o p e r a t i o n of t h e equipment.

The HTGR f u e l recyc le program has inc luded both t h e procurement and
eva lua t ion of commercial i on exchange r e s i n s and t h e process ing o f ' t h e
commercial r e s i n s t o meet t he s p e c i f i c a t i o n s f o r s i z e , shape, composition,
and q u a l i t y assurance. The resin-based f u e l concept was i n i t i a l l y t e s t e d
wi th s t r o n g a c i d ~ ( s u 1 f o n i c ) r e s i n s , b u t t h e s u l f u r remaining i n t h e
carbonized ke rne l s was a major l i m i t a t i ~ n . ~ The i n i t i a l carboxyl ic a c i d
r e s i n s t e s t e d were e i t h e r nonspher ica l o r d id not g ive high loadings of
uranium. The r e s i n s , t he s p e c i f i c a t i o n s , and the procedures descr ibed
i n t h e fol lowing s e c t i o n s a r e compromises between what would be optimum
f o r f u e l r e f a b r i c a t i o n and t h e c o s t and t echn ica l f e a s i b i l i t y of r e s t r i c t i v e
s p e c i f i c a t i o n s . A l l r e s i n s t e s t e d were developed 'by t h e r e s i n manufacturers
f o r o t h e r p o s s i b l e commercial uses. The only manufacturing v a r i a t i o n s t o
meet HTGR f u e l requirements were those needed t o improve the s i z e and shape
y i e l d of r e s i n s of an otherwise s t anda rd type.
2 .1 Resin S p e c i f i c a t i o n
The s p e c i f i c a t i o n s f o r t he product of t h e r e s i n feed process ing a r e
der ived from s p e c i f i c a t i o n s f o r carbonized r ecyc le f i s s i l e k e r n e l s and
a r e t h e r e f o r e 'dependent on the carboniza t ion behavior . These f i s s i l e
p a r t i c l e s a r e spheres wi th t h e chemical composition of %50% U02--50% UC2
i n a carbon ma t r ix and a r e . 'prepared . by con t ro l l ed carboniza t ion and con-
4 ve r s ion of the uranium-loaded r e s i n . P a r t i c l e s p e c i f i c a t i o n s impose
requirements on t h e feed r e s i n a s fol lows:
1.. The shape p e r s i s t s through carboniza t ion , and the feed r e s i n
must meet t he shape s p e c i f i c a t i o n . Also, t h e shape must n o t

be degraded by c rack ing , c l u s t e r i n g , o r o t h e r e f f e c t s
dur ing p roces s ope ra t i ons i nc iud ing t h e uranium loading
and ca rbon iza t ion .
2. The composition of t h e r e s i n must r e s u l t i n carbon and
oxygen a s t h e on ly important c o n s t i t u e n t s remaining wi th
t he uranium a f t e r high-temperature carboniza t ion . This
r c q u i r c s usc of ca rboxy l i c a c i d type c a t i o n exchange
~ e s i ~ i s . Iu~purities arc l i m i t c d by t h e i r c f f c c t o as
nuc lea r po isons (boron equ iva l en t s p e c i f i c a t i o n s ) , b y ,
unacceptable chemical r e a c t i o n s during coa t ing o r
i r r a d i a t i o n ( i r o n , c h l o r i n e , chromium, and n i c k e l must
be l i m i t e d ) , and by problems dur ing reprocess ing ( t h e
14 p r i n c i p a l sou rce of C is n i t r o g e n i m p u r i t i e s ) .
3. The s i z e a f t e r ca rbon iza t ion ( i n combination wi th t he
uranium c o n t e n t pe r u n i t volume) is a complex func t ion
of many v a r i a b l e s , b u t is p ropor t i ona l t o t h e feed
r e s i n s i z e when a l l o t h e r v a r i a b l e s a r e f i xed .
4. The uranium con ten t i n both weight pe rcen t and d e n s i t y
must exceed t h e minimum requi red t o give the f u e l
I oadings needed. S ince bo th t h e weight pe rcen t o f
uranium and t h e dens i ty show very l a r g e changes
dur ing c a r b u u l z a ~ l u u , a l ly ullLes ted resins must b e
loaded and carbonized t o check t h e a c c e p t a b i l i t y of
t h e ca rbon iza t ion behavior .
These requirements r e s u l t i n t h e proposed s p e c i f i c a t i o n f o r t h e
r e s i n t o be purchased f o r r e s i n feed process ing . The r e f e r ence Arnberlite

* ** IRC-72 r e s i n has met t hese s p e c i f i c a t i o n s , . b u t t h e Duol i te C-464
a l t e r n a t e r e s i n has a lower uranium capac i ty of b o r d e r l i n e a c c e p t a b i l i t y .
2.1.1 Chemical composition and i m p u r i t i e s
The r e s i n s h a l l b e the sodium form of a carboxyl ic a c i d type c a t i o n
exchange r e s i n prepared by polymerizat ion of a c r y l i c a c i d and divinylbenzene.
Conversion t o t h e hydrogen form using HNO s h a l l l eave carbon, hydrogen, 3
and oxygen a s t he only major c o n s t i t u e n t s . Impur i t i e s i n d r i e d hydrogen-
form r e s i n s h a l l n o t exceed:
Fe, C r , Ni - <20 ppm each impuri ty
To ta l equ iva l en t boron content (1 ppm
2.1.2 Uranium loading capac i ty
The uranium content of hydrogen-form r e s i n contac ted f o r - > 2 . h r wi th
0 .3 - M uranium a s uranyl n i t r a t e wi th NO - /u = 1.7 s h a l l exceed both of 3
t h e fol lowing :
1. The uranium content of r e s i n d r i e d i n air t o 120°C s h a l l
be - >45 w t %.
2. The uranium content of washed, uranium-loaded r e s i n i n
water on a bulk volume b a s i s s h a l l be 3 . 2 5 moles of
uranium,per l i t e r .
2.1.3 S i ze
The s p e c i f i c a t i o n f o r t he converted product spheres i s equ iva l en t
t o 65 x g of uranium pe r sphere i n the mean diameter , and a mean
* Trademark of t he Rohm and Haas Co. * *
Trademark of t he Diamond Shamrock Chemical Co.

diameter of 340 t o 380 pm. This r e q u i r e s sodium-form feed r e s i n of about
740-pm mean diameter f o r t h e two r e s i n s t e s t e d (Amberli te IRC-72 o r
D u o l i t e C-464). The s i z e range l i s t e d i n t h e converted product s p e c i f i -
c a t i o n s i s equ iva l en t t o about 40 t o 100 pg of uranium pe r sphere o r 640
t o 840 pm diam f o r t he sodium-form r e s i n . Therefore , t he r e s i n s h a l l be
>25 w t % of 640- t o 840-pm diam spheres i n t he sodium form, and t h e u n i t
p r i c e s h a l l be computed on t h e b a s i s of r e s i n w i t h i n t h i s range.
3 $ / f t f o r sodium-form r e s i n
Unit p r i c e = f r a c t i o n of 640 t o 840 pm diam
2.1.4 Shape
The r a t i o of maximum diameter/minimum diameter s h a l l be used a s a
s p e c i f i c a t i o n of shape. For t h e s i z e range s p e c i f i e d (640 t o 840 pm
diam i n t h e sodium form), - >90% of t h e p a r t i c l e s s h a l l have t h e r a t i o
c1.1. -
2.1.5 S t r u c t u r e , un i formi ty , and d e n s i t y a f t e r ca rbon iza t ion
The s t r u c t u r e , un i formi ty , and dens i ty of t h e spheres a f t e r conversion
s h a l l be a s good $s t h e lower range of va lues observed f o r t h e r e f e r ence
Amberl i te IRC-72 r e s i n a f t e r conversion. The converted product ha s a
carbon ma t r ix w i th uniformly d i s t r i b u t e d U02, UC2, and UCx02-x, and a
uniform po ros i t y and h igh s u r f a c e a r ea . The d e n s i t y of t h e converted
product should be 7 >1.9-g/cm3 - bulk d e n s i t y o r t h e mercury pycnometer
3 d e n s i t y a t 75 p s i should be - >3.0 g/cm . E i t h e r t h e r e s i n composition and
manufactur ing procedure s h a l l be i d e n t i c a l t o prev ious l o t s of r e s i n
which were shown t o meet t h e s e s p e c i f i c a t i o n s o r a t e s t l o t s h a l l be sup-
p l i e d f o r determining t h e s t r u c t u r e , un i formi ty , and d e n s i t y a f t e r carbon-
i z a t i o n .

2.2- Commercial Ca t ion Exchange Resins
Ion exchange r e s i n s from t h e commercial manufac tu re r s a r e p rocessed
a t ORNL t o meet t h e s p e c i f i c a t i o n s f o r s i z e , shape , compos i t ion , and
q u a l i t y a s s u r a n c e . Arnberlite IRC-72 i s b e i n g used as t h e r e f e r e n c e weak-
a c i d r e s i n . The uranium l o a d i n g b e h a v i o r of t h e D u o l i t e C-464 i s a l s o
s u i t a b l e , b u t i t shows s i g n i f i c a n t d i f f e r e n c e s from t h e Amber l i t e IRC-72.
The c o s t s o f b o t h r e s i n s a r e i n t h e range o f $0.05 t o $0.10 p e r gram of
uranium, depending on t h e a l l o w a b l e range of p a r t i c l e - s p h e r e d i a m e t e r .
Both manufa 'cturers have modi f i ed t h e i r p r e p a r a t i o n p rocedures t o
i n c r e a s e t h e p a r t i c l e s i z e and shape y i e l d s f o r our requ i rements . There-
f o r e , t h e s i z e and shape r e s u l t s r e p o r t e d a r e f o r s p e c i f i c b a t c h e s on ly
and a r e n o t t y p i c a l of t h e commercial r e s i n s . For t h e ~ m b e r l i t e IRC-72,
t h e s e changes have r e s u l t e d i n narrower p a r t i c l e - s f z e d i s t r i b u t i o n and
fewer v e r y s m a l l s p h e r e s . Apparen t ly , t h e s e changes can b e accomplished
by s m a l l p r o c e s s v a r i a t i o n s and do n o t r e s u l t i n any i n c r e a s e i n p r i c e .
For t h e D u o l i t e C-464, t h e s i z e and shape y i e l d s a r e g r e a t l y improved
by t h e manufac tu r ing changes and appear t o meet t h e c u r r e n t p r o d u c t
s p e c i f i c a t i o n s w i t h o u t any f u r t h e r r e s i n f e e d t r e a t m e n t s . S ince t h e
y i e l d f o r s t a n d a r d commercial r e s i n s is 1 5 t o 20%, t h e s i x t imes h i g h e r
u n i t p r i c e of t h e s p e c i a l l y p r e p a r e d D u o l i t e C-464 i s e q u i v a l e n t t o t h e
. . same c o s t p e r gram of uranium. These two r e s i n s do n o t have l a r g e
commercial u s e s 'and t h e r e p r o d u c i b i l i t y of t h e b e s t (most r e c e n t ) l o t s
w i l l have t o b e conf i rmed f o r f u t u r e o r d e r s .
The' two r e s i n s a r e d e s c r i b e d ' i n t h e m a n u f a c t u r e r ' s l i t e r a t u r e a s
fo l lows :

Amberl i te IRC-72. Acryl ic-divinylbenzene ma t r ix s t r u c t u r e ,
a weakly a c i d i c ca rboxy l i c a c i d type c a t i o n exchange r e s i n ,
sodium form, pH range of 5 t o 14, t o t a l exchange capac i ty of
2 meq/ml w e t , 43.6 k i l o g r a i n s of caco3/ f t3 , apparen t d e n s i t y
3 of 0.74 glcm , e f f e c t i v e s i z e of 0.40 t o 0.55 mm, 71 t o 73%
+ mois ture , 85% s w e l l i n g f o r H+ + Na conversion, f a s t e r
adso rp t ion , and improved h y d r a u l i c c h a r a c t e r i s t i c s a s com-
parad t o Ambarl i te IRC-,.50,
The b e s t l o t f o r HTGR f u e l p r epa ra t i on was i d e n t i f i e d a s Rohm and Haas
Lot No. ,2-6681.
Duo l i t e C-464. P o l y a c r y l i c ma t r ix , n mncroporous, weak-acid,
* ca rboxy l i c c a t i o n exchange r e s i n , hydrogen form, pH range
of 5 t o 14, t o t a l exchange capac i ty of 3.5 meqlml (wet) o r
10 meq/g ( d r y ) , s p e c i f i c g r a v i t y of 1 .15, +20 -50-mesh s i z e ,
52 t o 57% mois ture , ou t s t and ing r e s i s t a n c e t o osmotic a t t r i -
t i o n , and h igh capac i ty .
The b e s t l o r f o r HTGR f u e l p r e p a r a t i o n was i d e n t i f i e d a s Diamond Sham-
rock Lot No. 2-60.
The requirements f o r HTGR resin-based f u e l s have been reviewed
r epea t ed ly w i th s e v e r a l manufacturers of ' ion exchange r e s i n s . We now
b e l i e v e t h a t t h e r e is l i t t l e chance of any s i g n i f i c a n t o v e r a l l improvement
i n t h e c h a r a c t e r i s t i c s of t h e two r e s i n s descr ibed . The capac i ty i s l i m i t e d
by t h e chemical formula of t h e polymer. The most r e c e n t l o t s of both
r e s i n s ( a s rece ived) have contained more than 99% p e r f e c t spheres . A
* Resin purchased f o r HTGR f u e l s ha s been d e l i v e r e d i n t h e sodium form.

narrower s i z e range would b e p r e f e r r e d , b u t t h e development and p i l o t
p l a n t programs do n o t r e q u i r e l a r g e enough q u a n t i t i e s of r e s i n t o make
s p e c i a l manufactur ing p rocedures economical ly f e a s i b l e . E q u i v a l e n t r e s i n s
are now a v a i l a b l e from o t h e r r e s i n manufac tu re r s i n t h e Uni ted S t a t e s and
f o r e i g n c o u n t r i e s . However, t h e two d e s c r i p t i o n s g iven are not s u f f i c i e n t
t o a s s u r e e q u a l performance. Other r e s i n s w i t h t h e same a p p a r e n t d e s c r i p -
t i o n s would n o t a l l o w h i g h l o a d i n g s o f uranium, were n o t s p h e r i c a l , o r
would show l a r g e amounts of c r a c k i n g a t t h e uranium l o a d i n g and d r y i n g
c o n d i t i o n s used. 3
2 .3 Process Capaci ty
The r e s i n f e e d p r o c e s s i n g f a c i l i t y was s i z e d t o meet t h e p r e s e n t
c a p a c i t y requ i rements u s i n g par t - t ime o p e r a t i o n of t h e equipment. S ince
t h e i n s t a l l e d equipment i s s t i l l of moderate s i z e , l i t t l e s a v i n g i n t h e
i n s t a l l a t i o n c o s t would r e s u l t from t h e use of s m a l l e r equipment. I n
f a c t , t h e l a r g e r equipment r e s u l t s i n a lower o v e r a l l c o s t t o t h e
development program because of lower c o s t s f o r l a b o r . I n a d d i t i o n , t h e
requ i rements f o r a commercial r e c y c l e p l a n t would n o t requi . re sca le -up
s i n c e t h e p r i n c i p a l p r o c e s s equipment components a r e a l r e a d y f u l l - s c a l e .
The f u e l r e c y c l e development program, t h e h o t p i l o t p l a n t , and t h e
f i r s t commercial p l a n t are b a s e d on b a t c h o p e r a t i o n s w i t h 4 kg of uranium
a s t h e r e f e r e n c e b a t c h s i z e . The r e f e r e n c e r e c y c l e p a r t i c l e c o n t a i n s
abou t 65 x 10'~ g of 233U p e r s p h e r e ; i t r e q u i r e s wet r e s i n w i t h a n average
d iamete r of about 730,pm i n t h e sodium form, o r a n average d i a m e t e r of
570 pm i n t h e hydrogen o r t h e uranium loaded forms. T h e r e f o r e one b a t c h
6 c o n t a i n s abou t 70 x 1 0 s p h e r e s and r e q u i r e s 11 l i t e r s of wet hydrogen-form

r e s i n , 25 t o 30 l i t e r s of wet , sodium-form resin which goes t o t he d r y e r ,
and 150 t o 200 l i ters of wet r e s i n which goes t o s i z e s epa ra t i on . Capac i t ies
e q u i v a l e n t t o one b a t c h p e r 4 h r would al low e f f i c i e n t use of ope ra t i ng
l a b o r f o r t h e p re sen t requirements and would permit s i x ba tches p e r day
( o r 24 kg of uranium p e r day) t o m e e t t h e product ion requirement of a
commercial p l a n t . The r e s u l t i n g c a p a c i t i e s p e r u n i t t ime f o r 240 min a r e
3 3 45 cm /min f o r w e t , hydrogen-form r e s i n , 120 cm /min f o r wet , sodium-form
r e s i n which goes t o t h e d r y e r , 0.7 l i t e r l m i n f o r wet r e s i n which goes t o
s i z e s e p a r a t i o n , and 5000 sphe re s p e r second of product r e s i n .
2.4 Other Requirements
The product of r e s i n f eed process ing must be packaged i n t h e amounts
and c o n t a i n e r s r equ i r ed by t h e p i l o t p l a n t o r o t h e r 233U l oad ing f a c i l i t y .
It i s expected t h a t r e s i n t r a n s f e r con ta ine r s w i l l be charged w i t h measured
amounts ( equ iva l en t s ) of r e s i n feed. Control of t h e r e s i n l oad ing process
r e s u l t s i n r ep roduc ib l e f r a c t i o n a l load ings of uranium ( i . e . , equ iva l en t
of uranium/equivalent of r e s i n ) independent of t he v a r i a t i o n s i n t h e
amount of r e s i n p r e s e n t . However, t h e amount of r e s i n must be measured
and c o n t r o l l e d t o a s s i s t w i t h uranium a c c o u n t a b i l i t y and f o r t h e convenience
of o t h e r process ope ra t i ons .
The procedure and equipment f o r product s t o r a g e , q u a l i t y assurance
measurements, and meter ing i n t o t r a n s f e r v e s s e l s were n o t inc luded i n t he
i n i t i a l i n s t a l l a t i o n of t h e res in- feed process ing f a c i l i t y . These a d d i t i o n s
w i l l have t o be designed and i n s t a l l e d t o be compatible w i t h t h e cor res -
ponding f a c i l i t i e s of remotely opera ted 233U-loading p i l o t p l a n t s o r f u l l -
s c a l e f a c i l i t i e s .

2.5 O v e r a l l P r o c e s s Flowsheet
The o v e r a l l r e s i n - f e e d p r o c e s s i n g f l o w s h e e t i n v o l v e s t h r e e major t r e a t -
ments ( F i g . 1 ) . The wet-screening t r e a t m e n t de te rmines t h e s i z e o f t h e w e t ,
sodium-form r e s i n . The s h a p e - s e p a r a t i o n t r e a t m e n t r e j e c t s t h e n o n s p h e r i c a l
r e s i n p a r t i c l e s . The convers ion t r e a t m e n t rewets t h e sodium-form r e s i n
and c o n v e r t s i t t o a m e t a l - f r e e hydrogen form f o r exchange w i t h a c i d - d e f i c i e n t
u r a n y l n i t r a t e . The f l u i d i z e d - b e d d r y i n g and d r y s c r e e n i n g a r e a u x i l i a r y
pera at ions r e q u i r e d f o r t h e shape s e p a r a t i o n s . Each of t h e s e o p e r a t i o n s
w i l l b e d e s c r i b e d i n a s e p a r a t e s e c t i o n of t h i s r e p o r t , which i n c l u d e s i n f o r -
mat ion on p r o c e s s development and s e l e c t i o n of equipment. The composi t ion
and exchange c a p a c i t y a r e l i m i t e d by t h o s e . o f t h e commercial r e s i n s u p p l i e d
t o t h e r e s i n - f e e d p r o c e s s i n g f a c i l i t y . The i n t e n t i o n i s t o use on ly r e s i n
t y p e s which have been t e s t e d f o r HTGR f u e l f a b r i c a t i o n and t o r e q u i r e
d u p l i c a t i o n of t h e t e s t e d p r o p e r t i e s a s p a r t of t h e r e s i n purchase
r e q u i s i t i o n . The composi t ion and exchange c a p a c i t y of t h e hydrogen-form
r e s i n would b e checked b e f o r e i t was used f o r r e c y c l e f u e l f a b r i c a t i o n .
3. WET-SIZE CLASSIFICATION
The f i r s t t r e a t m e n t o f t h e commercial i o n exchange r e s i n i s wet
s c r e e n i n g by f e e d i n g a s l u r r y of sodium-form r e s i n i n w a t e r t o a v i b r a -
t o r y s c r e e n i n g u n i t . The removal of l a r g e amounts of o v e r s i z e and under-
s i z e r e s i n g r e a t l y reduced t h e c a p a c i t y r e q u i r e d f o r t h e subsequen t p r o c e s s
o p e r a t i o n s . The problems t h a t r e s u l t e d when u n s i z e d commercial r e s i n
was d r i e d and s c r e e n e d a r e d e s c r i b e d i n S e c t . 4 . The use o f a l a r g e volume
r a t i o of w a t e r l r e s i n p r o v i d e s a s u s p e n s i o n and removal of f i n e r e s i n

ORNL-DWG 76-930
F i g . 1. Res in feed p r e p a r a t i o n p r o c e s s f l o w s h e e t .
SODIUM-FORM CATION EXCHANGE
RESIN FROM ' MANUFACTURER
WET SCREEN1 NG
OFF-SIZ RESIN ' STORAGE
OR WASTE
- 2 6 + 3 0 MESH RESI N
v 4
FLUIDIZED BED
DRY1 NO b
DRY RESlN
r v
1
WASTE DRY
SCREEN l NG .+26~-50,
MESH RESlN
L w 9
NON- SHAPE SPHERICA WASTE
A
SPHERICAL RESlN BEADS
CONVERSION SUPER- TO HYDROGEN NATEb
FORM
' NEUTRALIZING
AND WASTE
HYDROGEN-FORM RESlN TO U-LOADING
v

p a r t i c l e s which o t h e r s i z e c l a s s i f i c a t i o n p rocedures do n o t a c h i e v e .
S i z i n g of t h e wet r e s i n g i v e s a r e p r o d u c i b l e c o n t r o l o f t h e exchange
c a p a c i t y p e r r e s i n bead. Resin beads which a p p e a r t o b e d r y show a l a r g e
change i n d i a m e t e r w i t h changes i n w a t e r c o n t e n t , and t h i s i n t r o d u c e s a
l a r g e a d d i t i o n a l v a r i a b l e w i t h r e s p e c t t o c o n t r o l l i n g t h e wet s i z e by use
of d r y s c r e e n i n g .
3 .1 D e s c r i p t i o n o f Equipment
For t h e we t - s ize c l a s s i f i c a t i o n , t h e s l u r r y of r e s i n i n w a t e r is f e d
t o a t h r e e - s c r e e n s e p a r a t o r . Three s c r e e n f r a c t i o n s a r e d i s c h a r g e d t o
c o l l e c t i o n t a n k s w i t h s m a l l e x c e s s e s of w a t e r , and a s l u r r y o f t h e s m a l l e s t
* s i z e is d i s c h a r g e d t o a s e t t l e r ( F i g . 2 ) . The s i z e s e p a r a t o r i s a SWECO
0.76-m (30-in.)-diam v i b r a t o r y s e p a r a t o r of a s t a n d a r d des ign . A l l s u r -
f a c e s t h a t c o n t a c t t h e r e s i n a r e s t a i n l e s s s teel o r po lymer ic g a s k e t s and
seals. The s c r e e n d i s c s a r e i n t e r c h a n g e a b l e ( F i g . 3 ) . The s c r e e n c l o t h s
a r e made o f - t e n s i l e b o l t i n g c l o t h (TBC) w i t h TBC-mesh s i z e s a s l i s t e d i n
Tab le 1. The f i n e s se t t ler i s a 55-gal drum w i t h welded i n l e t , e x i t , and
over f low n o z z l e s . A l l v a l v e s f o r r e s i n s l u r r i e s a r e b a l l v a l v e s . The
on ly o t h e r s p e c i a l f a b r i c a t i o n i t e m needed f o r t h e s i z e c l a s s i f i c a t i o n
system was a m o d i f i c a t i o n o f t h e p o l y e t h y l e n e r e s i n t a n k s t o r e p l a c e f l a t
bottoms w i t h c o n i c a l bot toms. The assembly d e t a i l s a r e shown by con-
s t r u c t i o n drawings (Appendix 9 . 1 ) .
* Southwestern Engineer ing Co., Model LS30S6666, Los Angeles , C a l i f . 90051.

'=l
I-'.
OQ
0
I-' !3
V)
V)
I-'. m
I-'. 0
e,
R
I-'. 0
3
m
P
0 S 1
(D
(D
rt
----
- 71
0 r
1 ,-,
I
,, 4
mO
C
I m
u;
1 1
1
XI
m
I '-'
0
----- J
1 I
MA
NU
AL
,
L -,---------

Fig. 3. Photogra2h c ? 0.76-lu-diam wet-scxen separator.

Table 1. Tensile bolting cloth mesh s i z e s for 0.76-rn screens
Southwestern Engineering Co, Model No. LS30Sb6bb vibratory screen separator
Screen material: TBC
Mesh (openingslin.)
Wire diameter
( in . Openings
(11)

3.2 Procedures f o r Wet-Size C l a s s i f i e r
Resin is fed t o the 0.76-m-diam vibra tory screening un i t by a water
* e j e c t o r (Fig. 2). The vibra tory screening un i t is located approximately
3 m above the th ree r e s i n holding tanks (110- l i ter capacity each). The
r e s i n flow t o the e j e c t o r is control led by a b a l l valve and a vacuum
pressure gage. An add i t iona l water supply l i n e t o the screening un i t is
used i n order t o obta in higher wa te r i res in flow r a t i o s . The r e s i n s l u r r y
and add i t iona l water flows e n t e r a small beaker located a t the mouth of
t h e screening un i t t o break the ve loc i ty and con t ro l the d i s t r i b u t i o n of
the r e s i n onto the screen. The water leaves the screening u n i t through
the bottom spout t o an inc l ined 55-gal tank ( f ines s e t t l e r ) . Surge
capacity f o r the recycle water stream is provided wi th an add i t iona l tank.
In-l ine f i l t e r s a r e located i n the pump discharge l i n e .
3.3 Wet-Size C l a s s i f i e r Results
The 0.76-m-diam vibra tory screening u n i t operated w e l l ; no important
problems were encountered. In order t o obta in reasonable r e s i n flow r a t e s
and s t i l l have a high (40:l) water-to-resin volume r a t i o , a bypass l i n e
was used around the jet e jec to r . The water flow was maintained a t 100%
of the rotameter capacity (32 l i t e r s /min) . The r e s i n flow t o the j e t
e j e c t o r was control led by a b a l l valve t o obta in a vacuum of 30.5 cm Hg.
A t these conditions a 40:l flow r a t i o was obtained. The r e s i n flow r a t e
was 0.82 l i t e r s /min . Screening capacity f o r each 8-hr s h i f t was 400 l i ters
(13.9 f t 3 , o r two 55-gal drums). The manufacturer's r a ted capacity i s
* Hydraulic e j e c t o r , Penberthy Model LH1.

200 l i t e r s / m i n and 5 l i t e r s l m i n of water and r e s i n respect ively . Motive
pressure t o the jet w a s 34 psig.
Two banks of double length (Cuno CT-102) in- l ine f i l t e r s were found
t o be unusable due t o rapid plugging. F i l t e r openings of 40 and 150 ym
were found t o c log rapidly. Currently, screenings a r e performed without
f i l t e r s and the f i n e s a r e discharged a s sett ler bottoms o r i n the overflow
of excess water.
Rra af the pnlyethylewa storage tanks f a i l e d by cracking near ahop
welds t h a t were made when t h e conical bottoms were added. The tanks were
repai red by welding and were reused.
3 A 200-l i ter (7 f t ) batch of Amberlite IRC-72, l o t No. 2-6681, was
screened wi th 18, 22, and 38-mesh screens, and t h e 22/38 f r a c t i o n was
rescreened with 26, 30, and 34-mesh screens. The s i z e d i s t r i b u t i o n f o r
t h i s batch (Fig, 4) showed a mean p a r t i c l e s i z e of 720 pm, and the y i e l d
of t h e p re fe r red material (-26 +30 mesh o r 730 ym + 50 ym) was 18-112
vo l %. A photograph of the as-received r e s i n and t h e w e t c l a s s i f i e d
product (-26 +30 mesh) is shown i n Fig. 5. Also shown i n t h i s f i g u r e is
t h i s s i z e d mate r i a l a s i t leaves the f l u i d i z e r dryer. Other s i z e sepa-
r a t i o n r e s u l t s are tabula ted i n Table 2.
4 . RESIN DRYING AND DRY SCREENING
The w e t , a ized, r e s i n must be d r i ed t o give free-flowing individual
beads f o r t h e part icle-shape separa t ion described i n Sect. 5. Damp
r e s i n is s t i c k y , while completely d r i ed r e s i p shows s t a t i c charge e f f e c t s
which r e s u l t i n unacceptable part icle-shape separa to r operation. Therefore,
t h e dryer must give acceptable control of the amount and uniformity of

ORNL DWG. 76-20991
VOLUME PERCENT SMALLER THAN Dp
I I I I I I I I I I I I I I
NUMBER ADJACENT TO DATA POINT IS MESH SIZE II -
- - - a - - - - L a
I - - 38 - -
- MEAN PARTICLE SIZE:720pm
II a
I I I L I I I I I I I I I I
Fig. 4. S i ze d i s t r ibut ion o f Amberlite IRC-72, l o t 2-6681.
A

II ; Commercial Resin As-Received Dried -26 +30 Mesh I
Fig. 3 . Feed and product photographs for s i ze sqaration of M e r l i t e IRC-72.

Table 2. S i z e d a t a f o r c a t i o n r e s i n s i n t h e sodium form
Me a n Y i e l d s ( v o l %) Manufacturer ' s Nominal d i a m e t e r 26/30 TBC 24/32 TBC 30134 TBC
l o t No. s i z e ( 735 - + 50 pma 735 - + 130 pmb 620 - + 60 pmC
I. Arnberlite IRC-72 ( r e s u l t s from wet s c r e e n i n g )
2-5612 20150 mesh 8 20 24
2-599O(I) 20150 mesh 640 15 30
2-5990 (11) 20150 mesh 6 80 14 34
2-6633 20150 mesh 7 70 11 2.8
. 2-3947 ' 20150 mesh 710 16 31
2-66 8 1 20150 mesh 720 1 8 4 0
11. D u o l i t e C-464 (most r e s u l t s from microscop ic examinat ion)
05-03-4H 20150 mesh 8 30 10 20
1-43 720 urn . 720 >90 >9 5
5-4H 800 pm 800 . . >95 ,.
-- 700 pm 700 >9 5
2-60 730 pn 7 30 >90 ' >95
3-61 730 pn 740 >90. . >95
.9
s m a l l
s m a l l .
~ --
a - 6 Uranium c a p a c i t i e s o f (52 t o 78) x 10 g / s p h e r e .
b -6 Uranium c a p a c i t i e s o f 136 t o 1.00) x 1 0 g l s p h e r e .
c - 6 Uranium c a p a c i t i e s o f (28 t o 52) x 10 g l s p h e r e .

'e . dry ing . S t i c k i n g t o g e t h e r o r c l u s t e r i n g of two o r more sphqg3:is a l s o
troublesome i f t h e r e s i n is n o t a g i t a t e d . The maximum temperature must
b e l i m i t e d t o prevent thermal degrada t ion . A s a r e s u l t of t he se requi re -
ments, d ry ing i n a rotary-drum vacuum d r y e r , wi th microwave h e a t i n g , and
i n a f i x e d bed were a l l unacceptable . The LOD ( l o s s on drying) of t h e
r e s i n must be lowered t o approximately 20% o r less, b u t t he r e s i n must
n o t be d r i e d t o t h e p o i n t of excess ive s t a t i c charge development o r r e s i n
damage. The w e t , d r a ined r e s i n has a moisture conten t of approxi.mately
3.8 l b of water pe r pound of dry resin o r an T,,T)1) nf 792. Tn t-epc1.1 an
LOD of 20%, 3.6 l b of wa te r p e r pound of dry r e s i n must be removed.
Fluidized-bed d ry ing w a s s e l e c t e d a s a method o f f e r i n g accep tab l e
c o n t r o l of d ry ing temperature and . product d ryness , a s w e l l a s main ta in ing
an a g i t a t e d bed t o keep t h e p a r t i c l e s from forming c l u s t e r s . The s u i t -
a b i l i t y of f lu id ized-bed d ry ing was confirmed us ing a r e n t a l l abo ra to ry
5 ' u n i t . The ca rboxy l i c a c i d r e s i n s i n t h e sodium form were d r i e d t o
100°C and rewet ,wi th no d e t e c t a b l e change i n exchange capac i ty ; hydrogen-
form r e s i n s show a l o s s of capac i ty .
4 . 1 Fluidized-Bed Dryer Equipment and Procedures
The f lu id ized-bed dry ing i s performed i n a commercial, '
* dry ing u n i t a s shown schema t i ca l l y i n F ig . 6 . The product con ta ine r ,
3 w i t h a capac i ty of 2.9 f t , is f i l l e d w i t h w e t resin and s e a l e d pneu-
m a t i c a l l y i n t o t h e d rye r . The e l e c t r i c a l l y d r iven blower p u l l s room
a i r through t h e bed a t 800 t o 1200 cfm, and t h e a i r i s hea ted a t t h e i n l e t
* Model FA-75 F i t z a i r e Fluid-Bed Dryer, t h e F i t z p a t r i c k Company, Elmhurst, Ill.

ORN L- DWG' 76- 570
A I R . OUTLET
Fig . 6 . Fluidized-bed d r y e r used f o r i o n exchange r e s i n .

by t h e f inned-tube s team h e a t e r . The i n l e t a i r temperature can range
from ambient t o 230°F. The temperature is c o n t r o l l e d w i th a p ropor t i ona l
c o n t r o l l e r and a n a i r - a c t u a t e d va lve on t h e steam i n l e t . Air flow and
f l u i d i z a t i o n a r e c o n t r o l l e d by a damper d i r e c t l y preceding t h e blower.
A t y p i c a l d ry ing run begins w i th t h e load ing of t h e wet r e s i n i n t o
t h e bed. A f t e r t h e product con ta ine r is s e a l e d i n t o the d rye r , t h e a i r
f low beg ins and t h e i n l e t a i r temperature i s set. While dry ing can be
done at orher t empera tures , b S J C i s p r e i e r r e d f o r t h e i n l e t a i r because
i t r e s u l t s i n a r ea sonab le dry ing t i m e wi th no damage t o t h e r e s i n . The
damper i s manipulated t o .p roduce a we l l - ag i t a t ed bed, a s observed through
v iewpor t s . Due t o t h e s t i c k y n a t u r e of t he w e t r e s i n , a smoothly f l u i d i z e d
bed cannot be achieved a t t h e beginning of t h e run. There is always a
good d e a l of s l ugg ing , channel ing, and expuls ion of m a t e r i a l f r o m > t h e
bed.
Condi t ions and procedures f o r use of t h e p i l o t - p l a n t s c a l e f l u i d i z e d -
bed d r y e r were t e s t e d a s a problem f o r t h e MIT School of Chemical Engi-
nee r ing P r a c t i c e a t Oak Ridge. (S
4.2 Fluidized-Bed Dryer Resul t s
Three dry ing pe r iods can be observed. A t f i r s t , t h e bed is merely
warmed t o equ i l i b r ium w i t h t h e f l u i d i z i n g a i r . I n t h e second pe r iod ,
t h e d ry ing reaches a cons t an t r a t e , and t h e o u t l e t a i r temperature remains
cons t an t a t about 40°C. F i n a l l y , a f a l l i n g r a t e per iod is en t e r ed . The
r e s i n s h r i n k s i n volume by a f a c t o r of 4 .3 and begins t o f l u i d i z e more
evenly . Th i s shr inkage i s apparen t i n photographs of t h e r e s i n (F ig . 5 ) .
The o u t l e t temperature beg ins t o climb, and, a t an o u t l e t temperature of

about 60°C, t h e d r y e r i s s h u t down and t h e p r o d u c t removed. A t t h i s
p o i n t , t h e r e s i n h a s an LOD of 1 0 t o 20%. The e l a p s e d t ime of d r y i n g . .
ranges from 1 t o 3 h r depending on t h e b a t c h . s i z e , a t m o s p h e r i c c o n d i t i o n s ,
and t h e i n i t i a l we tness o f t h e r e s i n .
The i n i t i a l d r y i n g t e s t s were made w i t h i n l e t a i r t empera tu res o f
90 t o 95OC and a f i n a l e x i t t empera tu re of abou t 80°C. These t e s t b a t c h e s
showed a few c racked s p h e r e s a f t e r uranium l o a d i n g , b u t t h e r e was no
d e t e c t a b l e c r a c k i n g a t lower d r y i n g t empera tu res . Resin b a t c h e s d r i e d
t o 63OC e x i t a i r t empera tu res showed 14-to 16-wt % LOD f o r Amber l i t e
IRC-72, and 21-and 14-wt % LOD f o r D u o l i t e C-464 .(Table 3 ) . The a l t e r n a t e
D u o l i t e C-464 r e s i n showed s u r f a c e c r a c k s when i t was d r i e d . Shape
s e p a r a t i o n does n o t . r e j e c t s p h e r e s w i t h s u r f a c e c r a c k s , and- t h e s e D u o l i t e
b a t c h e s showed s p h e r e f ragments of up t o 30% a f t e r r e w e t t i n g , convers ion
t o t h e hydrogen form, and uranium l o a d i n g . Apparen t ly , t h e D u o l i t e C-464
cannot s u r v i v e o u r p r o c e s s i n g f o r shape s e p a r a t i o n and w i l l have t o meet
t h e shape s p e c i f i c a t i o n as purchased. ,
Tho d r y e r runs were made w i t h uns ized Amberl i te IRC-72 r e s i n . The
e f f e c t of t h e wide range o f r e s i n s i z e was v e r y t roublesome. The f i l t e r
bag f o r t h e e x i t gas became c o a t e d and plugged, t h u s r e s t r i c t i n g t h e
g a s f low. When d r y i n g s i z e d r e s i n , t h e t h a t r eached t h e f i l t e r
dropped o f f w i t h o u t c a u s i n g any d i f f i c u l t y . The' uns ized r e s i n p e n e t r a t e d
and adhered t o t h e f i l t e r e i t h e r because of t h e f i n e s p r e s e n t o r because
of t h e l a c k o f washing which o c c u r r e d d u r i n g wet s c r e e n i n g . Large amounts
of r e s i n f i n e s a l s o dropped through t h e s u p p o r t s c r e e n and c o l l e c t e d i n
t h e bottom of t h e d r y e r e n t r y plenum. This d i f f i c u l t y cou ld b e c o n t r o l l e d
by changing t h e s u p p o r t s c r e e n t o a f i n e r mesh. The o v e r a l l y i e l d of

.Table 3. Fluidized-bed dry ing and par t ic le -shape s e p a r a t i o n r e s u l t s f o r r e s i n feed process ing f a c i l i t y
Drying r e s u l ~ s Dry sc reen ing Shape Paximum r e s u l t s (wt %) Shape r e j e c t
e x i t a i r W t Volume +26 - 0 s e p a r a t i o n a f t e r U02 2+ Resin name t e u p e r a t u r e l o s s l o s s L O D ~ TB C TB C r e j e c t load ing
and ba t ch No. ("0 ( %)I (2) (wt %) mesh mesh (kit %) (wt %)
Amberlite 63 1 6 8 14 5.6 1 . 5 3.40 0.47, 0.49 IRC-72 NO. 2-6681 6 3 7.1 0 . 8 1.38 0.41
Duoli te 6 3 C-464 NO. 3-61
a Loss on drying eo 120°C i n sir. - - -

s ize-and-shape-separated r e s i n was reduced as some r e s i n f i n e s adhered
t i g h t l y t o l a r g e r e s i n s p h e r e s and caused them t o b e r e j e c t e d d u r i n g
p a r t i c l e - s h a p e s e p a r a t i o n . None o f t h e s e t h r e e problems was s i g n i f i c a n t
f o r t h e r e f e r e n c e d r y i n g c o n d i t i o n s o f -26 +30 mesh r e s i n .
4 .3 Dry Screen ing
The c l u s t e r s and f i n e s which a r e p r e s e n t a f t e r t h e d r y i n g o p e r a t i o n
* a r e removed by d r y s c r e e n i n g u s i n g a 0.46-m-diam v i b r a t o r y s c r e e n u n i t .
The r e s i n f e e d r a t e t o t h e s c r e e n is c o n t r o l l e d by a b a l l v a l v e and i s
a d j u s t e d t o s u p p l y approx imate ly 112 kg of r e s i n p e r minute . The
s c r e e n e d m a t e r i a l is c o n t i n u o u s l y removed from t h e u n i t . The u n i t is
equipped w i t h 26- (785-vm openings) and 50- (370-vm openings) mesh
s c r e e n s t o remove t h e c l u s t e r s and f i n e s , r e s p e c , t i v e l y . The dry
s c r e e n i n g of r e s i n is s a t i s f a c t o r y f o r t h e s e s c a l p i n g c o n d i t i o n s i n
which most of t h e p a r t i c l e s a r e much s m a l l e r t h a n t h e l a r g e s c r e e n and
much l a r g e r t h a n t h e s m a l l s c r e e n .
The amounts o f o v e r s i z e and u n d e r s i z e m a t e r i a l have been t y p i c a l l y
2 t o 1 5 and 0 t o 3 wt %, r e s p e c t i v e l y . The u n d e r s i z e i n c l u d e s v e r y
s m a l l s p h e r e s t h a t were a t t a c h e d t o l a r g e r s p h e r e s d u r i n g t h e wet
s c r e e n i n g , and t h e amount o f u n d e r s i z e depends on t h e wet s c r e e n i n g
c o n d i t i o n s . The o v e r s i z e i s c l u s t e r s and can b e most ly r e c l a i m e d a s
u s a b l e s p h e r e s i f t h e c l u s t e r s a r e broken up by tumbling o r some o t h e r
mi ld mechanical t r e a t m e n t . The q u a n t i t y o f such c l u s t e r s i s decreased
t o t h e lower end o f t h e range l i s t e d f o r good wet s c r e e n i n g and d r y e r
o p e r a t i n g c o n d i t i o n s (Tab le 3 ) .
- -
Jb KASON Corp., Model K18-3-SS.

Screening of dry r e s i n was t e s t e d a s a primary means of s i z e c o n t r o l
i n p l a c e o f wet s c r een ing . Since t h e r e s i n is d r i e d f o r shape s e p a r a t i o n ,
i t appears t h a t d ry s c r een ing might r e s u l t i n fewer process ope ra t i ons .
Dry s c r e e n i n g i s l e s s s a t i s f a c t o r y than wet s c r een ing f o r two major and
s e v e r a l minor reasons.
1. Operat ion of t h e f lu id ized-bed d rye r was u n s a t i s f a c t o r y
(see Sec t . 4.1) when l a r g e quaaLiLies of r e s i n f i n e s
were p r c s e n t . 2. The d iameter of "dry" resin varies g r e a t l y w i th the
r e s i d u a l wa te r con ten t s o t h a t uniform and c o n t r o l l e d
dry ing i s necessary i f ~ h t ! dry s i z i n g is t o r e s u l t
i n good c o n t r o l of t h e exchange capac i ty p e r p a r t i c l e .
3. Drying of a l l t h e r e s i n r e q u i r e s a much l a r g e r d r y e r ,
and t h i s i s more expensive t o i n s t a l l and o p e r a t e than
is the wet s c r e e n i n g equipment.
4. Dry r e s i n b l i n d s t h e u sua l v i b r a t o r y s c r een s e p a r a t o r s ,
and s p e c i a l types of s c r een ing equipment o r accessory
equipment a r e r equ i r ed ( s e e Sec t . ' 9 .2 ) .
5. Dry sc r een ing abrades t h e s u r f a c e of t h e r e s i n ( t h e
s i g n i f i c a n c e of t h i s change i n appearance is no t known) . 6 . The a l t e r n a t e Duo l i t e C-464 r e s i n canno't s u r v i v e dry ing
' ( s e e YecL. 4.2) .
The cond i t i ons and r e s u l t s f o r t h e most promising dry s c r een ing tests
a r e i n Appendix 9.2.

5. SEPARATION OF NONSPHERICAL PARTICLES FROM SPHERES
The s e p a r a t i o n o f s p h e r i c a l from n o n s p h e r i c a l p a r t i c l e s i s accomplished
on t h e smooth s u r f a c e o f a n a lmos t h o r i z o n t a l v i b r a t o r y f e e d e r . The
s p h e r i c a l p a r t i c l e s r o l l r a p i d l y downhi l l w i t h l i t t l e e f f e c t from t h e
v i b r a t i o n . The n o n s p h e r i c a l p a r t i c l e s cannot r o l l and are moved s lowly
by t h e v i b r a t i o n t o a d i f f e r e n t e x i t s l o t from , t h e s p h e r e s . The v i b r a t i o n
a l s o p r o v i d e s a c o n t r o l l e d flow of p a r t i c l e s through a f e e d s l o t t o t h e
s e p a r a t o r . This s h a p e - s e p a r a t o r concept h a s been a p p l i e d t o HTGR f u e l
7 p a r t i c l e s s i n c e 1966, b u t u n i t s o f h i g h e r c a p a c i t y and improved repro-
d u c i b i l i t y have been developed f o r a r e s i n - f e e d p r e p a r a t i o n f a c i l i t y .
The f low r a t e t o a s i n g l e feed p o i n t i s l i m i t e d s i n c e t h e s p h e r i c a l
and n o n s p h e r i c a l p a r t i c l e s must have room t o move p a s t each o t h e r t o
t h e i r s e p a r a t e e x i t p o i n t s ; t h u s , on ly a s m a l l f r a c t i o n o f t h e p l a t e
s u r f a c e i s covered by p a r t i c l e s . The ampl i tude o f t h e v i b r a t i o n i s a n
impor tan t o p e r a t i n g v a r i a b l e ; t h e r e f o r e , m u l t i p l e feed p o i n t s t o a s i n g l e
p l a t e a r e p r a c t i c a l on ly i f t h e p l a t e h a s a uniform ampl i tude o v e r t h e
e n t i r e s u r f a c e a r e a b e i n g used. V i b r a t o r y f e e d e r s f o r normal uses do
n o t have such u n i f o r m i t y . The ampl i tude o f v i b r a t i o n and t h e two a n g l e s
( t o t h e h o r i z o n t a l ) a r e t h e t h r e e pr imary v a r i a b l e s f o r c o n t r o l l i n g
t h e shape s e p a r a t i o n .
5 . 1 Equipment D e s c r i p t i o n
S t e e l p l a t e s , 1 8 x 76 x 1 . 2 7 cm, were machined t o a l l o w f i v e f e e d
p o i n t s ( F i g . 7 ) . These p l a t e s were s e n t t o a manufac tu re r of v i b r a t o r y
* f e e d e r s who was c o n t r a c t e d t o mount and a d j u s t v i b r a t o r y u n i t s which
* E r i e z Magnet ics , E r i e , Penn. 16512.

SHAPE REJECT \TROUGH
0 .4
MILLED SLOT FEED NOtZLE
GROUND SLRWCE 16 - mrcroinch % lo*
I 4- SHAPE ACCEPT
? / / f / / / / / / f / / f /
AXIAL
Fig . 7 . P r i n c i p a l s h a p e s e p a r a t o r d e t a i l s .

could provide a useful range of uniform amplitudes of v ibra t ion. Although
a s i n g l e v i b r a t o r f o r each un i t was proposed i n i t i a l l y , the manufacturer
recommended and delivered each u n i t with two v ib ra to r s on a s ingle-control
* rheos ta t .
The v ib ra to r s with the p l a t e were mounted on a s tand designed t o
s a t i s f y th ree requirements (Fig. 8). The s lope may be adjus ted by th ree
screws ac t ing a s a t r ipod. This s lope is most conveniently measured a s
the angles of the two p l a t e axes t o the hor izonta l . The two e x i t streams
w e r e co l l ec ted i n separa te containers. The f i v e feed po in t s were fed by
gravi ty from a s i n g l e vesse l with feed nozzles (described i n Sect . 5 . 2 ) .
Three i d e n t i c a l u n i t s w e r e i n s t a l l e d a s p a r t of the resin-feed f a c i l i t y .
The dry screening and shape separa to r s were i n s t a l l e d i n a room with
o l l e d humidity t o prevent excessive changes i n moisture content of
e s i n during these operat ions (Fig. 9 ) .
5 . 2 Particle-Shape Separat ion Procedures
The opera t ing procedures f o r the part icle-shape separa to r s a r e easy
t o teach and optimize by v i s u a l observation, bu t cannot be reduced t o
q u a n t i t a t i v e formulas. The control led va r iab les cannot be measured
with accuracy. The e f f e c t s of t h e p a r t i c l e p roper t i e s ( s i z e , densi ty ,
su r face texture) a r e a l s o va r iab les . The performance of the f ive-
u n i t shape separa to r s was reproducible and did not normally vary with
t i m e nor wi th overnight shutdowns of the un i t s . The i n i t i a l adjustments
do not r e s u l t i n any l o s s of mate r i a l s because any poorly separa ted
mate r i a l s a r e simply returned t o t h e feed vesse l .
* Eriez Model 4511-2 with 6s-115 Control Unit. (Each vibratory: 115 V, 60 Hz, 30 W, 1.75 A).

Fig. 8 . Photograph of five-unit shape separator.

F i g . 4 . Dry screening equipment.and shape separators i n a controlled humidity room.

The capacity and the s e n s i t i v i t y of the separation can be changed
by varying the power input t o the v ibra to rs and the inc l ina t ion of the
two p l a t e axes t o t he horizontal . The v ibra t ion power must be s u f f i c i e n t
t o move t h e nonspherical p a r t i c l e s t o the discharge s l o t , bu t excessive
power bounces t h e s l i g h t l y nonspherical pa r t i c l e s so t ha t they may r o l l
and be discharged with the spher ica l pa r t i c l e s . The discharge of non-
spher ica l p a r t i c l e s is a s s i s t e d by s e t t i n g the p l a t e a t a s l i g h t a x i a l
angle downhill toward the r e j e c t discharge s l o t . The cross angle is r-. I - . ,
- i . .I -. adjusted so t h a t the spher ica l p a r t i c l e s r o l l across the p l a t e a t an B%- - 3 k.. - L , '
approximate 45' angle. Typical values f o r good particle-shape separation
of the ion exchange r e s i n were: 1' a x i a l angle, 1.5' cross angle, and
60% on the control rheos ta t ( f u l l power is 30 Wlvibrator). The amplitude
of the v ibra t ion appeared t o be about 0.2 nnn. Increasing the angles o r
t he vibrat ion amplitude increases t he capacity with some l o s s of separat ion
eff ic iency. The r e s i n p a r t i c l e s separa te i n t o two d i s t i n c t streams, with
some near ly spher ica l p a r t i c l e s following intermediate paths between the
two streams. By-, observation, the angles and vibrat ion can be adjusted t o &+;- L&e -y-;-m-:A, ;
, , 7.t--n,:; . maximize t h i s separation.
The e f f e c t s of extreme values of the three control var iables are
pr imari ly as follows:
1. High-power input (high amplitude of v ibrat ion) bounces the
p a r t i c l e s so that the separation hempen the .3tr~amn nf
spheres and nonspheres is less d i s t i n c t .
2. Low-power inpu t (low amplitude of v ibrat ion) r e s u l t s i n
inadequate o r no movement of nonspherical pa r t i c l e s so
t ha t t h e p l a t e surface becomes overloaded.

3. High a x i a l angle r e s u l t s i n poorer s e p a r a t i o n of the
s t reams of spheres and nonspheres.
4 . Low a x i a l angle r e s u l t s i n inadequate o r no movement of
nonspher ica l p a r t i c l e s s o t h a t t h e p l a t e s u r f a c e becomes
overloaded and a l s o reduces t h e feed r a t e .
5 . High c r o s s angle a l lows more c ros s movement of nonspher ica l
p a r t i c l e s and thus r e s u l t s i n l e s s e f f e c t i v e s e p a r a t i o n
o r acceptance of s l i g h t l y nonspher ica l p a r t i c l e s .
6 . Low c r o s s angle r e s u l t s i n a change i n ang le of t he . .
s t ream of spheres s o t h a t t h e s t ream i s n e a r e r t h e shape
r e j e c t s l o t and some s p h e r i c a l p a r t i c l e s a r e r e j e c t e d .
5.3 Resu l t s
These u n i t s provided a s a t i s f a c t o r y and reproducib le shape s e p a r a t i o n .
The f i v e s e p a r a t i o n ' a r e a s on a s i n g l e p l a t e a r e usab le f o r a range of
ope ra t i ng cond i t i ons which a r e e a s i l y i d e n t i f i e d by obse rva t ion of t he
p a r t i c l e behavior . Although t h e r e a r e d i f f e r e n c e s between the t h r e e
u n i t s and between t h e end and c e n t e r a r e a s of a s i n g l e u n i t , t h e s e d i f -
f e r ences a r e w i t h i n t h e range of accep tab l e condi t ions and do n o t compromise
t h e ope ra t i on .
I r r e g u l a r shapes (ha lves of sphe re s , fragments, c l u s t e r s , extruded
shapes) a r e s epa ra t ed from s p h e r i c a l p a r t i c l e s very e f f i c i e n t l y . For
rounded p a r t i c l e s , t h e degree of nonsphe r i c i t y can be measured a s the
r a t i o of maximum diameter t o minimum diameter . Even when t h i s r a t i o i s a s
smal l as 1.111, p a r t i c l e s t h a t a r e chipped, egg-shaped, o r have smal l
t e a t s can be . r e j e c t e d wi th h igh e f f i c i e n c y . Sphe r i ca l p a r t i c l e s wi th

s u r f a c e c racks a s t h e on ly d e f e c t a r e n o t s epa ra t ed e f f e c t i v e l y . I f
t h e accepted m a t e r i a l from good o p e r a t i o n i s sepa ra t ed a second t ime,
t h e second-pass r e j e c t f r a c t i o n w i l l g e n e r a l l y be <1/10 of t h e f i r s t
p a s s , and n e a r l y a l l t h e p a r t i c l e s w i l l con t a in very smal l d e f e c t s
(Table 4 ) .
The movement of nonsphe r i ca l p a r t i c l e s i s much s lower than t h a t of
s p h e r i c a l p a r t i c l e s . As a r e s u l t , t h e capac i ty of t he shape s e p a r a t o r s
dec reases a s t h e f r a c t i o n of nonspher ica l p a r t i c l e s i n c r e a s e s . Using
t h e t h r e e u n i t s i n t h e r e s i n feed f a c i l i t y , shape s e p a r a t i o n performance
was e x c e l l e n t f o r a f eed r a t e of 2.5 kg p e r hour of r e s i n conta in ing
less than 1% nonspher ica l p a r t i c l e s b u t was no more than adequate f o r
1 . 4 kg p e r hour of r e s i n con ta in ing about 30% nonspher ica l p a r t i c l e s .
These f eed r a t e s were about 8000 and 5000 p a r t i c l e s / s e c , r e s p e c t i v e l y
( t h e t o t a l f o r 1 5 feed p o i n t s ) .
Some a l t e r n a t i v e s were t e s t e d f o r f a b r i c a t i o n o r des ign v a r i a b l e s .
The f i n i s h of t h e s e p a r a t i o n s u r f a c e must be good. For t h e i o n exchange
r e s i n , a 32-win. ground f i n i s h was n o t adequate , whereas a f i n i s h of
about 16 p i n . was accep tab l e . The p l a t e w i th t he 32-pin. f i n i s h was
made ac 'ceptable by c o a t i n g i t wi th a s t anda rd automobile p a i n t . The
most s a t i s f a c t o r y f eed arrangement was a sma l l block clamped' t o t h e
p l a t e w i t h a rubber l i n e to the feed v e s s e l and a n apprnxim;rt~.ly S ~ I I R I - P
p o r t operi t o ' the s e p a r a t i o n a r e a (F ig . 1U) . Development u n i t s were fab-
r i c a t e d w i t h an a d j u s t a b l e s p r i n g t o vary t h e opening s i z e , b u t t h e f i n a l
t h r e e u n i t s were f i t t e d w i th f i x e d 1.6-mm-high by 3-mm-wide openings.
The openings must be a t l e a s t t h r e e t i m e s . t h e average p a r t i c l e d iameter

Table 4. b s u l t s f o r re run of shape-separat ion product f r a c t i o n s
Resin: Amberli te IRC-72, Batch 2-6681
Shape . s e p a r a t i o n Product Yield feed s t ream s t ream (wt % of feed) Appearance ( v i s u a l )
26/50 Dry sc reen ing
Accept 98.6 . A l l p e r f e c t spheres . No cracks .
Re jec t 1 .38 Mostly c l u s t e r s . No cracks .
F i r s t shape Accept >99.8 A l l p e r f e c t spheres . s e p a r a t i o n accep t f r a c t i o n Reject Nearly a l l would 'meet
shape-accept s p e c i f i c a t i o n s ; spheres wi th smal l t e a t s .
F i r s t shape Accept 4 7 Mostly good spheres ; some s e p a r a t i o n r e j e c t spheres w i th t e a t s . f r a c t i o n
Reject 5 3 Nearly a l l c l u s t e r s o r t e a t s , on spheres .
+26 Dry screening Accept 7.1 Nearly a l l c l u s t e r s .

ORNL- DWG 76- 14632A
TUBING
.7 mm 0 D x 1.6 mm DEEP.
Fig. 10. Feed nozzle f o r shape fieparator.

. . t o avoid flow stoppages from b r idg ing , and any g ros s ly ove r s i zed p a r t i c l e s
must be removed by p r e s i z i n g . F l e x i b l e rubber l i n e s were used, and the
. . . . weights. of , t he feed b locks were k e p t t o a minimum i n o r d e r t o avoid
a f f e c t i n g t h e v i b r a t i o n c h a r a c t e r i s t i c s of t he p l a t e . The s l o t ang le
shown i n Fig. 7 r e s u l t e d i n b e t t e r d i scharge of nonspher ica l p a r t i c l e s
than d i d a s l o t a t a r i g h t angle t o t h e p l a t e a x i s .
. . Some shape s e p a r a t i o n r e s u l t s f o r d i f f e r e n t r e s i n ba tches a r e tabu-
l a t e d (Tables 4 and 5). The shape d e f e c t s t y p i c a l of t h e two r e s i n s
a r e shown by photographs of Amberli te IRC-72 (F ig . 11) and Duol i te C-464
(Fig. 1 2 ) . This uranium-loaded Duol i te C-464 does n o t show t h e c r ack ing
which occurs when Duol i te C-464 i s d r i e d i n t h e sodium form.
6. RESIN CONVERSION
The condi t ion$ f o r t h i s r e s i n conversion have n o t been opt imized. . . .
The res in- feed p repa ra t i on f a c i l i t y was designed f o r a ba t ch conversion
because t h e remainder of t h e feed p repa ra t i on i s ba tch . The conversion
is done i n ' t h r e e s t e p s :
1 . The r e s i n volume i s measured. About 1 . 8 moles of HN03 . .. ,
p e r l i t e r of r e s i n i s c i r c u l a t e d f o r about 30 min and
then decanted t o waste . For r o u t i n e ope ra t i on , t h i s
a c i d would be t h e s t o r e d a c i d from t h e second s t e p of a
. . . . , ,p,revious conversion.
. . 2. . A second a c i d a d d i t i o n i s made w i t h c i r c u l a t i o n f o r . , . .
. . , more than 3 h r wi th pH less than 0.5. For r o u t i n e
ope ra t i on , t h i s ba tch of a c i d i s s t o r e d f o r use i n t h e
f i r s t s t e p of t he next conversion; a l a r g e excess of
a c i d can thus be used wi thout be ing wasted.

Table 5. Summary of shap? s e p a r a t i o n r e s u l t s vs r e s i n Pots ~ n d t rea tments
S ize range Fonn when M f g 1 s 1 3 t o f w e t , ~ a + shape Re jec t s Fsed . r e s i n p i e t r ea tmen t s
Resin No. f orrn s epa ra t ed (wt %) o r remarks
2€/30 "C +
Amberlite 2-0681 Na 0.56, 0.65 No pre t rea tment
Dr52d 1 6 0 ~ ~ ~ shape sepa ra t ed '2+
U02 3.33 Dried 200°F, shape sepa ra t ed
Duoli te 2-60 C-464
1--4~
740 pn mean
72D pn mean " 2+ uo,
15.8 No pre t rea tment '
1 . 5 Dri.=d 230°F, shape sepa ra t ed
28.6 - No pre t rea tment
9 .9 , 6.5 No pre t rea tment
24.3 No pre t rea tment
10 t o 1 5 M&C Div is ion r e s u l t s
0.27; 0.46 . Dri4ed and shape sepa ra t ed
8 No 'p re t rea tment
c0.1 No, pre t rea tment
0.25 No pre t rea tment
14 .1 No pre t rea tment
9 .3 . M&C Divis ion r e s u l t s .

Fig. 11
arlup nbwp
classi f icat ion or Amberlite IRC-72.

Fig. 12. Shape classification of uranium-loaded DuoIite C-464.

3 . The converted r e s i n i s washed wi th demineral ized wa te r
t o a pH above 3.
6.1 Batch Conversion Equipment and Procedures
The r e s i n condi t ion ing p a r t of t h e r e s i n process ing f a c i l i t y (F ig . 13)
+ was manifolded t o a l low f l e x i b i l i t y of ope ra t i on . The use of t h r e e (Na
+ + + t o H t o Na t o H ) o r more conversions was considered a p o s s i b i l i t y , b u t
i s now be l i eved unnecessary. The r e s i n cond i t i on ing tank (F ig . 13 , T-1)
has a cone-bottom s c r e e n wi th a c e n t e r d i scharge opening t o a b a l l va lve .
.The d r i e d , shape-accept r e s i n i s added t o water i n tank T-1. The ope ra t i ons
l i s t e d i n Sec t . 6 ' a r e c a r r i e d ou t a s needed by us ing f l u i d i z i n g cond i t i ons
i n T-1 t o provide mixing and good s o l u t i o n - r e s i n con tac t . The f i r s t a c i d
. a d d i t i o n is normally t h e s o l u t i o n i n tank T-5 remaining from a previous
conversion, and t h e deple ted acid-NaN03 s o l u t i o n is s e n t t o tank T-3 f o r
n e u t r a l i z a t i o n and d ischarge . The new a c i d used t o complete t h e conversion
is s t o r e d i n tank T-5 f o r use i n t h e next conversion run. 'Washing i s by
f l u i d i z a t i o n wi th demineral ized water . The 'condi t ioned r e s i n i s d ischarged
through t h e bottom va lve f o r s t o r a g e o r t r a n s f e r .
Three spectrochemical ana lyses of ba tch converted r e s i n s show 2 , 5,
and 40-ppm sodium (Table 6 ) , a l though chemical ana lyses have more commonly
+ shown 20 t o 80 ppm sodium. Any exchangeable Na remaining i n t h e r e s i n
should exchange w i t h ~ 0 ~ ~ ' du r ing r e s i n load ing and l a r g e amounts would
accumulate i n t h e uranyl n i t r a t e s o l u t i o n b e f o r e t he equ i l i b r ium amount
i n t h e r e s i n was s i g n i f i c a n t . Such accumulations could r e s u l t i n i nc reased
r ecyc l e of uranium a s waste s o l u t i o n s , b u t i t provides p r o t e c t i o n a g a i n s t . ,
exces s ive sodium contamination of t he uranium-loaded r e s i n .

ORNL D W G 7 6 - 9 2 7
-
Fig. 13. Resin cond i t i on ing system f l a - s h e e t .

Table 6. Spec t rochemica l a n a l y s e s of r e s i n ,by t h e ORNL Spec t rochemica l Labora to ry a t t h e Y-12 P l a n t
Resin name
- -- - - - - -
Amberl i te D u o l i t e D u o l i t e Arnberli te
Resin type No. IRC- 72 C-464 C-464 IRC-72
Batch No. 2-5612, 2-5990 5-4H 1-4 J 2-5612
Resin form
Concen t ra t ion u n i t s
Hydrogen Hydrogen
Rare e a r t h s A l l (1

Duol i t e C-464, which was d r i e d i n t h e sodium form and shape sepa-
r a t e d , showed l a r g e amounts of f i n e fragments of sphe re s dur ing conversion.
6.2 Continuous (Higgins) Column Resu l t s
A cont inuous , 2-in.-ID con tac to r o f t he Higgins type was t e s t e d f o r
cont inuous r e s i n conversions i n p i ace of t h e r e f e r ence ba tch conversions.
Resu l t s ob t a ined f o r t h e conversion of Amberli te IRC-72 from t h e sodium
t o rhe hydrogen fom a r e e x c e l l e n t . An i n - l i n e pH measurement f o r t h e
e f f l u e n t NaNO? s o l u t i o n a l l ows easy adjustment and c o n t r o l of t h e r e s i n /
HNO r a t i o . For about 10% excess HN03, t he washed product r e s i n showed 3
0 . 5 . t o 5.0-ppm sodium. The b e s t i n i t i a l charge procedure i s t o f i l l t h e
column w i t h sodium-form r e s i n , then s t a r t t h e normal a c i d f eed r a t e , and
f i n a l l y s t a r t t he r e s i n f eed when the s o l u t i o n e f f l u e n t drops t o t h e
s e l e c t e d c o n t r o l pH. The r e s i n remaining i n t h e column when a l l of a
ba t ch of r e s i n has been f e d can be ea s i l y . -p roces sed t o completion. Acid
flow i s stopped when t h e e f f l u e n t pH i n d i c a t e s low u t i l i z a t i o n of a c i d .
Wash w a t e r i s cont inued u n t i l t h e , e f f l u e n t pH i n d i c a t e s good washing, and
t h e r e s i n i s then d ischarged completely us ing the va lve s e t t i n g s f o r t h e
r e s in -pu l se p a r t of t h e o p e r a t i n g cyc le . The l a r g e volume change (hydrogen-
form r e s i n has h a l f t h e volume of sodium-form r e s i n ) causes no d i f f i c u l t y . 8
More d e t a i l e d r e s u l t s are r epo r t ed elsewhere.
For t h e s e t e s t s , t h e flow r a t e s were 0 . 1 t o 0 .2 l i t e r / m i n of 1 .24 o r
1.30 - N HN03y 0.2 l i t e r l m i n of wash wa te r , and 0.025 t o 0.12 l i t e r p e r
minute of hydrogen-form r e s i n product . The e f f e c t s of p rocess c n n t r n l
p rocedures , s t a r t u p and shutdown procedures , and r e s i n volume changes
were examined.

I n theory , e i t h e r t he r e s i n r a t e o r t he a c i d r a t e could be v a r i e d
t o c o n t r o l t he conversion opera t ion . The concen t r a t i ons of t h e feed a c i d
and feed r e s i n a r e p r e s e t cons t an t s . The pH of t he e f f l u e n t s o l u t i o n is
easy t o measure b u t t he pe rcen t conversion of t h e r e s i n i s n o t . The load
time d i r e c t l y c o n t r o l s thes r e s i n r a t e , and c o n t r o l l i n g t h e e f f l u e n t pH by
varying t h e load t i m e i s very l o g i c a l and e f f e c t i v e .
The t r a d i t i o n a l method of process c o n t r o l i s t o measure and c o n t r o l
t h e s o l u t i o n flow r a t e s and c o n t r o l t he r e s i n r a t e by va ry ing t h e l oad
t i m e and the pu l se time by s e t t i n g timers. The load time c o n t r o l s t he
number of pu l se s pe r hour, and t h e pu l se t i m e c o n t r o l s t h e s i z e of each
pu l se ( s e e Fig. 1 4 f o r t h e e f f e c t on e f f l u e n t pH t h a t r e s u l t s from vary ing
these two p l u s t h e a c i d f eed r a t e ) . The product of t he se two y i e l d s t h e
r e s i n r a t e . ' The t imers r equ i r ed f r equen t ad jus tments t o main ta in t h e
e f f l u e n t pH w i t h i n des i r ed l i m i t s . With exper ience t h e c o r r e c t t i m e r
s e t t i n g s could be determined. Since t h e e f f l u e n t pH was t h e v a r i a b l e of
concern, swi tch ing t o manual c o n t r o l of load time based on obse rva t ion
of e f f l u e n t pH was a l o g i c a l a l t e r n a t i v e . This a l t e r n a t i v e method r equ i r ed
t he ope ra to r t o observe t h e e f f l u e n t pH and t o i n i t i a t e a pu l se when t h e
pH reached a c e r t a i n va lue ( t y p i c a l l y 1 . 0 ) . This manual feedback c o n t r o l
proved e f f e c t i v e and provided c o n s i s t e n t and reproducib le ope ra t i on . The
t r a d i t i o n a l c o n t r o l method r e q u i r e s .damping a c t i o n from t h e o p e r a t o r . The
amount of damping would be h igh ly dependent on t h e s k i l l and exper ience
of t h e ope ra to r .
The second method, a l though t e s t e d f o r manual c o n t r o l on ly , r equ i r ed
on ly an automatic response. An automatic feedback c o n t r o l system would
d u p l i c a t e t he manual feedback c o n t r o l and would main ta in good ope ra t i ng

ORNL DWG. 77-164
I I I
I feed tlow 2 0 4 cc/min I I I I
feec flow 102 cc/min I feed flow 2 0 4 cc/min Resin :Noe1RC -72 ~ m b e r l i t e ( ~ ~ / 3 4 m e r h ) I _I_
I -+c ~ c c d : 1.3 4 w o 3 I I .
12.9 cyclesf i r 13.1 cycles/hr I 25:s .cycles/hr Wash : 2 0 0 cc/min ~~6 I
I . I * , IZO cc resin (H*) I 120 cc reli:i (He) pF check': Not used
I I cycle I . 1 cycle
ob o i'o ;o 4'0 .b Qo ;o sb 40 160 ilo l i b i;o A o 1;o ;o IX l;o l;o 2 A 0 210 2:0 2;0 2:o
Time (min)
F i g . 14. Exit.so1utic.n pH for sodium to hydrogen-form conversion of kmberlite IXC-72 using EN0
3'

cond i t i ons unat tended. For example, i f t h e a c i d throughput suddenly
decreased o r i nc reased , t h e o r i g i n a l system would n o t respond au toma t i ca l l y ; I
however, t h e proposed system would au toma t i ca l l y decrease o r i n c r e a s e t h e
r e s i n throughput t o match t h e new a c i d throughput. The e f f i c i e n c y of a c i d
u t i l i z a t i o n was 79 to 99% f o r t h e s e tests b u t was n o t of primary concern.
The proposed c o n t r o l procedure from t h e e f f l u e n t pH can e a s i l y be used t o
ach ieve a h igh e f f i c i e n c y .
The Amberl.ite IRC-72 r e s i n undergoes a volume r educ t ion of about 50%
upon conversion from sodium form t o a c i d form. This phenomenon d i d no t
h inde r cont inuous a c i d conversion.
S t a r t u p presen ted no problem and i s mentioned only because one of
t h e two methods used was more d e s i r a b l e f o r a c i d conversion than t h e
o t h e r . One method began wi th t h e con tac to r f u l l ( t o t h e feed po in t ) of
sodium-form r e s i n . Acid was f ed through the r e s i n bed u n t i l t h e e f f l u e n t
pH reached a c e r t a i n va lue ; then normal ope ra t i on was s t a r t e d . The o t h e r
method began wi th a column f u l l of a c i d and r e s i n was g radua l ly in t roduced
i n t o t h e column. Once enough r e s i n was p re sen t , normal ope ra t i on was
s t a r t e d . It was noted t h a t a l a r g e r q u a n t i t y of a c i d was l o s t (some a c i d
was pushed o u t t h e r e s i n e x i t ) w i th t h i s second method, thus making the
f i r s t method t h e p re fe r r ed s t a r t u p procedure.
Completion of t h e cbnversion' a t t h e end of a' ba t ch of r e s i n was a l s o
s imple t o accomplish. The a c i d flow was cont inued u n t i l t h e e x i t s o l u t i o n
was a c i d i c (pH <0 .7) , a t which p o i n t t h e a c i d was s h u t o f f and wash water
cont inued u n t i l a pH >3.5 was reached. The r e s i n was then f lushed from
t h e column by a cont inuous pu l se flow of s e v e r a l minutes du ra t i on .

6 . 3 Qual i ty Assurance
Measurements must b e made t o v e r i f y t h a t t h e product of t h e res in- feed
p roces s ing f a c i l i t y meets t h e s p e c i f i c a t i o n s f o r r ecyc l e f u e l p r epa ra t i on .
The purchase r e q u i s i t i o n f o r r e s i n w i l l r e q u i r e t h a t t h e manufacturer
c e r t i f y t h a t the composition and manufacturing procedures d u p l i c a t e those
of a p r ev ious l o t of accep tab l e r e s i n . The only measurements planned f o r
t h e r e s i n a s purchased a r e t h e c a t i o n exchange c a p a c i t y and a microscopic
comparison of s i z e and shape.
The converted hydrogen-form r e s i n product w i l l b e sampled and stored
whi l e q u a l i t y a s su rance measurements a r e completed. These q u a l i t y assurance
procedures have n o t y e t been s p e c i f i e d . The importance of some p r o p e r t i e s
are p r e s e n t l y be ing determined by i r r a d i a t i o n t e s t s . Examples of spec t ro-
chemical ana lyses a r e shown i n Table 6 .
It i s probable t h a t one q u a l i t y assurance t e s t f o r processed r e s i n
w i l l b e a load ing of a small ba t ch w i t h n a t u r a l o r dep le ted uranium followed
by ca rbon iza t ion , convers ion , and measurements of t h e converted r e s i n .
The commercial r e s i n is produced i n l o t s which w i l l provide s p e c i f i c a t i o n
r e s i n f o r 150 kg o r more of uranium p e r l o t , and one test wi th dep le t ed
o r n a t u r a l uranium s h o u l d ' q u a l i f y a complete l o t .
Process development was completed and a f a c i l i t y was designed, pro-
cured , and i n s t a l l e d f o r res in- feed process ing t o meet HTGR recyc l e f u e l
s p e c i f i c a t i o n s . The c a p a c i t y of t h e i n d i v i d u a l p rocess components a r e
e q u i v a l e n t t o about 1 kg of uranium pe r hour. This a l lows e f f i c i e n t use

of ope ra t i ng l abo r t o meet p r e s e n t requi rements , . and a commercial r e c y c l e
p l a n t w i l l r e q u i r e ' l i t t l e scale-up of t h e p r i n c i p a l c'omponents.
The s p e c i f i c a t f o n s f o r t h e r e s i n s a r e der ived from those f o r carbon-
i zed , r e c y c l e f i s s i l e k e r n e l s . ,The r e s i n s a r e commercial c a rboxy l i c
a c i d c a t i o n exchange r e s i n s i n t h e sodium form, b u t t h e s u i t a b i l i t y of a
s p e c i f i c brand and type number must be demonstrated exper imenta l ly . The
' compositions, m ic ros t ruc tu re , and loading behaviors of a s p e c i f i c commercial
r e s i n appear t o be reproducib le . The r e s i n feed process ing inc ludes '
ope ra t i on t o c o n t r o l t he r e s i n s i z e , t o remove nonspher ica l p a r t i c l e s ,
and t o conver t t o the hydrogen form.
The sodium-form r e s i n i s fed a s a s l u r r y ( w a t e r l r e s i n volume r a t i o of
40) t o a 0.76-m-diam v i b r a t o r y s c r een s e p a r a t o r . The uranium c a p a c i t y p e r
sphere of about 65 x g of uranium r e q u i r e s w e t sodium-form r e s i n of
730 pm f o r e i t h e r Amberli te IRC-72 o r Duol i te C-464.. Drying of unsized
r e s i n followed by d r y , s c r e e n i n g i s much l e s s s a t i s f a c t o r y wi th d i f f i c u l t i e s
f o r d ry ing , b l i n d i n g of s c r eens , and v a r i a b l e shr inkage du r ing dry ing .
The s e p a r a t i o n of s p h e r i c a l from nonspher ica l p a r t i c l e s i s accomplished
on the smooth s u r f a c e of a lmost h o r i z o n t a l v i b r a t o r y f eede r s . The capac i ty
and s e n s i t i v i t y of t h e shape s e p a r a t i o n a r e changed by vary ing t h e power
i npu t and t h e i n c l i n a t i o n (two angles ) of t h e v i b r a t o r y p l a t e s . Three
u n i t s of f i v e feed p o i n t s each gave t h e des i r ed shape s e p a r a t i o n c a p a c i t y
(5000 sphe re s / s ec ) . A s a p re l iminary t o t h i s shape s e p a r a t i o n , t h e s i z e d
sodium-form r e s i n is d r i e d i n a f luidized-bed d rye r . The Duol i te C-464
r e s i n shows exces s ive c rack ing from dry ing i n t h e sodium form and w i l l
have t o m e e t t h e shape s p e c i f i c a t i o n s a s purchased.

The s i z e d and shape-separa ted sodium-form r e s i n i s rewet w i t h w a t e r
and c o n v e r t e d t o t h e hydrogen form u s i n g a n i t r i c a c i d s o l u t i o n . The
f a c i l i t y was des igned f o r b a t c h convers ion , b u t a con t inuous convers ion
and washing column (Higg ins type) was a l s o t e s t e d . The p r o d u c t q u a l i t y
a s s u r a n c e , s t o r a g e , m e t e r i n g and packaging p r o c e d u r e s , and equipment t o
m e e t t h e r e q u i r e m e n t s o f a 2 3 3 ~ - r e c y c l e f a c i l i t y h a v e n o t y e t been s e l e c t e d
and i n s t a l l e d .
8. REFERENCES
1. J. D. Sease and A. L. L o t t s , Development o f P r o c e s s e s and Equipment f o r t h e R e f a b r i c a t i o n o f HTGR F u e l s , O R N L / T M - ~ ~ ~ ~ ( June 1976) .
2. C. B. P o l l o c k , J. L. S c o t t , and J. M. L e i t n a k e r , "Recent Developments i n Pyrolytic-Carbon-Coated Fue l s , " Trans . Am. Nucl. Soc. - 14 ( I ) , 139-40 (1971) .
3. P. A. Haas, HTGR F u e l Development: Use o f UO? t o Load Ca t ion Exchange Res in f o r Microsphere P r e p a r a t i o n , ORNL/TM-3817 (September 1972) .
4. G. W. Weber e t a l . , P r o p e r t i e s o f Ca-rbonized and Converted Uranium- Loaded Weak-Acid R e s i n s , ORNL-5201 (February 1977) .
5 . P. A. Haas e t a 1 , S e c t 3 4 in X~~~~um.Vti1~-z.at.~~_"_"_"P,r,o~~,a_"_"..An~~a_1- P r o g r e s s Report f o r P e r i o d Ending June 30, 1975, OWL-5128.
6 . J. N. Vora, S. L. Michae l s , and P. S t i r o s , Development o f Optimum C o n d i t i o n s f o r Drying I o n Exchange Resin i n a F l u i d i z e d Bed Dryer, ~KNL/Ml'l'-224 ( ~ e b r u a r y 19 76) .
7. R. G. Wymer and A. L. L o t t s , S t a t u s and P r o g r e s s Report f o r Thorium F u e l Cycle Development f o r P e r i o d Ending December 31, 1966, OKNL-4275 ( J a n u a r y 1969) .
8. R. D. Spence and P. A. Haas, T e s t s of a Higg ins Contac to r f o r t h e Engineer ing-Sca le Res in Loading of Uranium, OWLITM-5973 ( i n p r e p a r a t i o n ) .


9 . 1 Appendix A: Drawings of t h e HTGR Subtask 210 Resin P repa ra t i on
Engineer ing f lowsheet
Equipment l ayou t
Resin p repa ra t i on tank T-1
Resin p repa ra t i on tank T-4
Tank T-1 suppor t and o p e r a t o r p l a t fo rm
Sertling and surge tank
HN03 & NaOH tanks T-1OA & B
Surge tank f-f 2
T-9 r e s i n condi t ion ing tank
Waste n e u t r a l i z a t i o n tank T-11
Equipment e l e v a t i o n
Tank suppor t s
Resin shape, s e p a r a t o r room, p l a n s , s e c t i o n , and e l e v a t i o n
Resin p repa ra t i on room environmental c o n t r o l diagram
Vacuum t r a n s f e r tank T-6
Vacuum t r a n s f e r t ank T-6, d e t a i l s /I1
Vacuum t r a n s f e r tank T-6, d e t a i l s /I2
Resin p repa ra t i on power p l a n ( e l e c t r i c a l )

9 . 2 Appendix B : S i z e S e p a r a t i o n o f Dry Resin
The problems and d i s a d v a n t a g e s o f d r y s c r e e n i n g as t h e pr imary s i z e
s e p a r a t i o n p rocedure were d i s c u s s e d i n S e c t . 4 . 3 . One r e s i n l o a d i n g r u n
was made w i t h r e s i n p rocessed by d ry s i z e s e p a r a t i o n . The uranium l o a d e d
r e s i n d i d n o t show any d e t e c t a b l e c r a c k i n g o r o t h e r changes i n b e h a v i o r
o t h e r t h a n a n abraded s u r f a c e appearance . The b e h a v i o r d u r i n g d r y i n g
i s r e p o r t e d i n S e c t . 4 . 2 . The s i z e s e p a r a t i o n was c a r r i e d o u t i n t h e
* Metals and Ceramics D i v i s i o n l a b o r a t o r i e s and t h e r e s u l t s r e p o r t e d
i n c l u d e d t h e f o l l o w i n g :
I n i t i g k tests have been completed t o de te rmine whe ther o u r Sweco Turbo-Screen P a r t i c l e C l a s s i f i e r c o u l d b e used f o r upgrading unloaded a s - r e c e i v e d r e s i n . There was n o t h i n g i n t h e r e s u l t s t o i n d i c a t e t h a t i t cou ld n o t .
The t e s t s were conducted i n t h e f o l l o w i n g manner. The r e s i n i n one o f t h e two b a r r e l s you s u p p l i e d was f e d i n t o t h e machine r i g g e d w i t h t h e Sweco 'NO. 32 s c r e e n . The o v e r s i z e d m a t e r i a l was g i v e n r e p e a t e d p a s s e s u n t i l . on ly a s m a l l change i n t h e we igh t was observed. The t o t a l u n d e r s i z e m a t e r i a l was weighed and a s m a l l p o r t i o n was r i f f l e d from i t and shape ana lyzed . The remaining.undersize.materia1 was t h e n used a s f e e d t o t h e m a c h i n e . r i g g e d w i t h t h e No. 38 s c r e e n and s o on w i t h t h e No. 46 and 5 0 s c r e e n s . The numer ica l r e s u l t s are p r e s e n t e d i n t h e a t t a c h e d t a b l e a l o n g w i t h some p e r t i n e n t t e s t pa ramete rs . These were s e l e c t e d from o u r e x p e r i e n c e w i t h Ni-loaded r e s i n . There was no o p p o r t u n i t y t o d e t e r m i n e optimum c o n d i t i o n s . Except f o r t h e
I i n i t i a l p a s s e s w i t h t h e No. 32 s c r e e n t h e f e e d i n g was done a t a c o n s t a n t r a t e o f a b o u t 270-280 g/min by means o f a
I v i b r a t o r y f e e d e r . Feeding i n t h e c a s e o f t h e p a s s e s w i t h I t h e No. 32 s c r e e n was done by hand ~ o u r i n g t h e r e s i n a t a
more o r less c o n s t a n t , b u t unknown, .rate.
You may n o t e t h a t we worked down i n s c r e e n s i z e , c o n t r a r y t o your s u g g e s t i o n . T h i s was done f o r two r e a s o n s . F i r s t , i t was n o t i c e d . t h a t t h e as - rece ived r e s i n c o n t a i n e d a l a r g e
* J. F. Carpen te r , Jr . , i n t e r n a l memo t o P. A . Haas, Nov. 11, 1976. **
Southwestern Engineer ing Company.

number of clumps and c l u s t e r s and i t was f e l t b e s t t o s t a r t w i t h No. 32 s c r e e n i n o r d e r t o remove these . It was because of t h e s e t h a t t h e v i b r a t o r y f eede r could no t be used on t h e f i r s t passes . Second, ou r exper ience w i th s c r een ing Ni-loaded Amberl i te IRC-72 had shown t h a t t h e e f f i c i e n c y of s e p a r a t i n g unders ize from a g iven f eed decreases a s t he percentage of t he unders ize i n t h e f eed decreases . By working down, t h e r e f o r e , we could main ta in cond i t i ons i n which most of t he feed was ove r s i zed and, t hus , h igh e f f i c i e n c i e s of unders ize removal could be achieved. This i s apparent from t h e weights of t h e o v e r s i z e a f t e r t h e s e v e r a l passes us ing sc r eens No. 38, 46, and 50. I b e l i e v e t h e corresponding r e s u l t s f o r t he No. 32 s c r e e n a r e n o t t h e r e s u l t s of an e f f i c i e n c y phenomenon b u t , r a t h e r , a m a n i f e s t a t i o n of t he machine's a b i l i t y t o break the clumps and c l u s t e r s .
Because of t h e i n h e r e n t n a t u r e of the a c t i o n of t h i s dev ice , p a r t i c u l a r a t t e n t i o n was pa id t o t he p o s s i b i l i t y of p a r t i c l e breakage i n t he se p r e s e n t t e s t s and e a r l i e r ones w i t h N i - loaded r e s i n . As s een i n the t a b l e , shape r e j e c t s of 2-4% by weight were observed. For comparison, t he shape r e j e c t i n your l oad ing ba t ch S51 was measured t o be 0.14%. You s t a t e d t h a t S51 used r e s i n from t h e same supply l o t a s t h e r e s i n used i n t h e p r e s e n t t e s t s b u t t h a t t h e r e s i n used i n S51 had been w e t sc reened . C lea r ly t h e r e j e c t appears h ighe r i n t h i s p r e s e n t case. However, microscopic exami- n a t i o n of t h e r e j e c t i n t he p re sen t tests showed t h a t i t was n o t , i n f a c t , broken p a r t i c l e s b u t mostly very smal l whole microspheres such a s a r e sometimes seen a s " s a t e l l i t e s " adher ing t o l a r g e r microspheres . Such smal l p a r t i c l e s were observed i n t h e clumps and c l u s t e r s of t h e as-received m a t e r i a l . From t h i s I presume t h a t t h e machine's a b i l i t y t o break up these clumps and c l u s t e r s i s t h e major reason f o r t h e appearance of t h e smal l microspheres. The reason why they appear a s shape r e j e c t i s probably . t h a t t h e neck where t h e p a r t i c l e was a t t a c h e d t o a l a r g e r microsphere c o n s t i t u t e s a f a i r l y ex t ens ive f l a t a r e a on t h e s u r f a c e of t h e sma l l p a r t i c l e . I suspec t t h a t your w e t s c r een ing h e l p s d i s p e r s e t h e clumps and t h a t t h e s e very small micro- sphe re s appear i n your f i n a l unders ize c u t .
The good m a t e r i a l from t h e shape ana lyses was a l s o inspec ted . The major f e a t u r e s observed were a gene ra l e r o s i o n of t he s u r f a c e s of t h e microspheres w i t h exposure t o t he machine and t h e presence of i r r e g u l a r l y shaped p a r t i c l e s of "dust" on the s u r f a c e s . Some cracks i n the s u r f a c e and volume of some of t h e p a r t i c l e s were observed b u t were r a r e . It is no t c l e a r whether t h i s d u s t i s c r e a t e d by t h e machine o r is a l r eady p r e s e n t i n t h e as - rece ived r e s i n .

a Assessment of Sweco Turbo-Screen P a r t i c l e C l a s s i f i e r f o r Upgrading As-Reci,eved Unloaded Resin
Test Parameters:
Fan Speed : 1600 rpm (2.0 s e t t i n g ) Wand Pressure : 20 p s i Secondary Air Valve : Ful ly open Oversize Chute Cover: Removed
Sweco S t a r t i n g Feed Weight Weight Shape Analysis of Undersized Screen S i ze Weight Rate Oversized Undersized Weight Good Weight Rejec t Rejec t Nxmber (pm) (g) ( g ) (8) (8) (8) (g) (%I
F i r s t Fass t oo coarse t o use feeder ; merely poured i n .
6184.6 ( 1 s t pass) '
4399.8 (2nd pass) 3867.4 (3rd pass ) 3565.7 (4 th pass) 3149.3 (5 th pass) 12,385.6
503 12,006 273 4761.2 ( 1 s t pass) 4509.4 (2nd pass) 4440.0 (3rd pass) 7527.7
412 15,609.7 275 2646.2 ( 1 s t pass ) 2503.1 (2nd pass ) 2468.3 (3rd pass) 4135.5 501.3
36 8 3,617.5 278 1052.9 ( 1 s t pass ) 975.6 (2nd pass ) 948.2 (3rd pass ) 2674.1 310
a J. F. C a r p e n ~ e r , Jr . , i n t e r n a l memo t o P. A. Haas, Nov. 11, 1976.

THIS PAGE
WAS INTENTIONALLY
LEFT BLANK

ORNLITM-6061 D i s t . Category UC-77
INTERNAL DISTRIBUTION
1. P. A n g e l i n i 2. D. E. B a r t i n e 3. B. J. B a x t e r 4. R. L. B e a t t y 5. R. A. Bradley 6 . A. J. Caputo 7. J . A. Carpen te r 8. W . L. C a r t e r 9. H. E. Cochran
10 . D. A. Costanzo 11. B. F. Crump 12. F. L. Daley 13. R. G . Donnelly 14. J. P. Drago 15. W . P. E a t h e r l y 16. D. E . Ferguson 17. U r i Gat
18-23. P. A. Haas 24. R. L. Hamner 25. F. E. H a r r i n g t o n 26. C. C.Haws 27. L. C. Hensley 28. R. F. Hibbs 29. R. If. H i l l 30. F. J. Homan 31. J . D. J e n k i n s 32. D. R. Johnson
33-38. P. R. Kas ten 39. J. J. Kur tz 40. W . J . Lackey 41. G. M. Lawson 42. R. E. Leuze 43. K. H . L i n 44. T. B . Lindemer 45. E. L. Long, Jr.
46-47. A. L. L o t t s 48. J . E . Mack 49. A. P. Malinauskas
S. R. McNeany L. E . McNeese D. L. M i l l i o n F. H. N e i l 1 K. J. Notz A. R. Olsen H. Postma R. H . Rainey D. P. Reid H . D. R inge l J. M. Robbins J. E. Rushton A. D. Ryon C. D. S c o t t J. H. S h a f f e r W. D. Simpson J. W . S n i d e r R. D. Spence P. E. S t e i n D. P. S t i n t o n R. R. Suchomel T. N . T iegs D . B. Trauger v.' C . A. Vaughen D. C. Watkin R. P . Wichner R. G . Wymer G . R. Choppin ( c o n s u l t a n t ) E. L. Gaden, Jr. ( c o n s u l t a n t ) C. H . I c e ( c o n s u l t a n t ) L. E . Swabb, Jr. ( c o n s u l t a n t ) K. D. Timmerhaus ( c o n s u l t a n t ) C e n t r a l Research L i b r a r y ~ o c u m e n t Refe rence S e c t i o n Labora to ry Records Labora to ry Records - RC ORNL P a t e n t O f f i c e

EXTERNAL DISTRIBUTION
93. Research and Technical Support Division, DOE, ORO, P. 0. Box E, Oak Ridge, TN 37830
94. Director, Reactor Division, DOE, ORO, P. 0. Box E, Oak Ridge, TN 37830
95. Chief, Technology Branch, Division of Waste Management, Production, and Reprocessing,'DOE, Washington, D.C. 20545
96. Chief, Industrial Programs Branch, Division of Waste Management, Production, and Reprocessing, DOE, Washington, D.C. 20545
97-98. Director, Division of Reactor Devel.opment and Demonstration, DOE, Washingtcn, D.C. 20545
99-275. Given distribution as shown in TID-4500 under Gas-Cooled Reactor Technology category (25 copies - NTIS)





![[Exilio]D&D 3.5 - Pantalla Del Dungeon Master.5 - Pantalla Del Dungeon Master.5 - Pantalla Del Dungeon Master](https://img.pdfslide.net/doc/110x75/55cf8e9e550346703b940017/exiliodd-35-pantalla-del-dungeon-master5-pantalla-del-dungeon-master5.jpg)










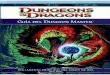


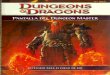

![[D&D 4 - Ita] Manuale Del Dungeon Master](https://img.pdfslide.net/doc/110x75/577cc1271a28aba711926599/dd-4-ita-manuale-del-dungeon-master.jpg)
![[D&D 3.5e ITA] Manuale Del Dungeon Master](https://img.pdfslide.net/doc/110x75/5571f27e49795947648ca305/dd-35e-ita-manuale-del-dungeon-master.jpg)



![-=]ROLes[=- D&D - Pantalla del Dungeon Master 3.5](https://img.pdfslide.net/doc/110x75/577c78291a28abe0548efece/-roles-dd-pantalla-del-dungeon-master-35.jpg)

