Embed Size (px)
Citation preview

Ep
Ea
b
c
a
ARRA
KBCDD
1
antetohebCm(CnCits
0d
Materials Chemistry and Physics 130 (2011) 1380– 1386
Contents lists available at SciVerse ScienceDirect
Materials Chemistry and Physics
jo u rn al hom epage : www.elsev ier .com/ locate /matchemphys
ffects of the anion in glycine-containing electrolytes on the mechanicalroperties of electrodeposited Co–Ni films
. Pellicera,∗, S. Panéb, K.M. Sivaramanb, O. Ergenemanb, S. Surinacha, M.D. Baróa, B.J. Nelsonb, J. Sortc
Departament de Física, Facultat de Ciències, Universitat Autònoma de Barcelona, E-08193 Bellaterra, SpainInstitute of Robotics and Intelligent Systems (IRIS), ETH Zurich, CH-8092 Zurich, SwitzerlandInstitució Catalana de Recerca i Estudis Avanc ats (ICREA) and Departament de Física, Universitat Autònoma de Barcelona, E-08193 Bellaterra, Spain
r t i c l e i n f o
rticle history:eceived 20 January 2011eceived in revised form 23 August 2011ccepted 12 September 2011
eywords:. Coatings. Nanoindentation
a b s t r a c t
Tailoring of the mechanical properties (e.g., hardness, Young’s modulus or wear characteristics) ofCo–Ni electrodeposits has been accomplished by changing the anion (sulphate versus chloride ions) inglycine-containing solutions at 80 ◦C, while maintaining all the other electroplating conditions unal-tered. Galvanostatic deposition on metalized silicon substrates at 5–40 mA cm−2 produced well adherentCo–Ni films with varying surface finish, chemical composition (50–83 wt% Co), morphology and structure.The deposition from chloride salts yielded matte grey, cobalt-rich Co–Ni films with hexagonal close-packed structure and crystallite sizes around 65–85 nm. Films obtained under the same electrodeposition
. Mechanical properties
. Wear
conditions from sulphate salts were Ni-rich, displayed smoother surfaces and smaller crystallite sizes(30–40 nm) belonging mainly to the face-centered cubic phase. The crystallite size played a key role onthe mechanical properties of the films, while the composition and the phase percentage had little effect.It is thus demonstrated that the nature of the anion induces a large tunability both in the microstructureand mechanical properties of the deposits. In particular, the nanoindentation hardness could be variedbetween 1.6 and 7.1 GPa, while the Young’s modulus ranged between 122 and 181 GPa.
. Introduction
Studies on the electrodeposition of iron-group metals (Ni, Cond Fe) and their alloys have focused mainly on their soft mag-etic properties for use in microelectromechanical system (MEMS)echnologies [1–3]. Compared to physical deposition methods,lectrodeposition has a competitive edge for growing both thick orhin films and nanostructures due to its cost-effectiveness and easef operation [4]. Electrodeposited cobalt–nickel (Co–Ni) alloy filmsave found a role in this field due to the large tunability in theirlectrochemical and physical properties, including the magneticehavior, depending on the composition and microstructure [5,6].o–Ni alloys can be electroplated from a variety of salts (sulpha-ate, chloride, sulphates), eventually including a complexing agent
citrate has been the most commonly utilized) [7]. Deposition ofo–Ni is classified as anomalous, which means that cobalt, the lessoble metal, is preferentially deposited [8]. As a consequence, theo/Ni ratio in the deposits is higher than the [Co(II)]/[(Ni(II)] ratio
n solution. Although the relationship between the composition,emperature, and pH of the baths and the applied electrodepo-ition parameters with the chemical composition, morphology,
∗ Corresponding author. Tel.: +34 93 581 14 01; fax: +34 93 581 21 55.E-mail address: [email protected] (E. Pellicer).
254-0584/$ – see front matter © 2011 Elsevier B.V. All rights reserved.oi:10.1016/j.matchemphys.2011.09.032
© 2011 Elsevier B.V. All rights reserved.
microstructure and magnetic behavior of the deposits has beeninvestigated, literature regarding their mechanical response is lim-ited. While enhancement of the magnetic properties of Co–Ni iscertainly important, other characteristics relevant to material pro-cessing and the end application should also be optimized. Thetribological interactions of a magnetic material with its surround-ings are important in MEMS devices with sliding contacts involved[9]. For example, in ultra-high density magnetic recording systems,the hardness of writers used should match the hardness of the insu-lator to avoid pole recession during head lapping. The ability ofthe head to survive plastic deformation in the event of a contactmust also be taken into account [1]. A very low surface roughnessis also desired to minimize the probability of tribological problemsoccurring during operation. For instance, minimum roughness andinternal stress coupled to high hardness are essential in electrode-posited Co–Ni microstructures used as metallic micro-moulds inthe fabrication of microlens arrays [10].
In this work, the mechanical properties of Co–Ni films depositedfrom glycine-containing solutions have been investigated usingnanoindentation. The results reveal that the chemical nature ofthe anion (sulphate and chloride) plays a key role in determining
the composition, microstructure and, in particular, the crystallitesize of the films. A series of structurally graded Co–Ni deposits (i.e.,featuring different face-centered cubic, fcc, and hexagonal close-packed, hcp, phase percentages, and different crystallite sizes) have
try and Physics 130 (2011) 1380– 1386 1381
btpf
2
wsiHlCC
sttownshsBcbt1psiltaftHa–sos
DtaifpvtscoostXstof(
E. Pellicer et al. / Materials Chemis
een obtained by varying only the electrolyte anion while main-aining all the other electrochemical parameters unchanged. Theroduction of nanocrystalline Co–Ni films with very smooth sur-aces and hardness as high as 7.1 GPa is demonstrated.
. Experimental
Two different baths were used to deposit the Co–Ni alloy films,hich will be denoted as Cl-bath and S-bath. The molarity of Me(II)
alts (Me: Co and Ni), complexing agent and additives was the samen both baths: 0.95 M Me(II) salt, 1 M C2H5O2N (glycine), 0.436 M
3BO3 (boric acid), 4 × 10−3 M saccharine and 7 × 10−4 M sodiumauryl sulphate. The Cl-bath included 0.75 M NiCl2·6H2O + 0.2 MoCl2·6H2O, while the S-bath included 0.75 M NiSO4·6H2O + 0.2 MoSO4·7H2O. Electrolyte pH was adjusted to 5.0 for both baths.
Electrochemical experiments were performed in a thermo-tatized one-compartment three-electrode cell. The workingemperature was 80 ◦C. A double junction Ag|AgCl reference elec-rode was used with 3 M KCl inner solution and an interchangeableuter solution. The outer solution was made of 1 M NaCl when usedith Cl-bath and 1 M Na2SO4 when used with S-bath. A sacrificialickel foil acted as a counter electrode. The working electrode con-isted of 5 mm × 6 mm silicon chips (crystal orientation 100) thatad a titanium seed layer of 50 nm and a copper layer of 500 nmuccessively deposited onto them through e-beam evaporation.efore being used in deposition experiments, the metalized sili-on substrate was degreased by first dipping in acetone followedy dipping in isopropyl alcohol and deionized (DI) water. Finally,he oxide layer and organic residues are removed by dipping in0% by vol. of H2SO4. The three electrodes were connected to aotentiostat/galvanostat (Autolab) that was controlled by GPES 4.4oftware. An inert atmosphere was ensured inside the electrochem-cal cell by maintaining a blanket of nitrogen on the solution. Theevel of water in the cell and the pH of the bath were checked athe beginning and end of each deposition. The solution was keptt a constant volume (100 ml) by adding DI water to compensateor water lost due to evaporation. The required acidity was main-ained using NaOH and 10% HCl in Cl-bath and using NaOH and 10%2SO4 in S-bath. Co–Ni films were prepared galvanostatically bypplying a constant current density in the range between –5 and40 mA cm−2. A constant charge of 16.7 C cm−2 was flowed in allamples to obtain similar thicknesses (around 6 �m). A stirring ratef 300 rpm was maintained during the deposition using a magnetictirrer.
The morphology of the deposits was examined using a ZeissSM 962 scanning electron microscope (SEM). The roughness of
he films was evaluated by atomic force microscopy (AFM) using Dual ScopeTM C-26 system (Danish Micro Engineering) work-ng in AC mode. A commercial silicon tip (50–100 KHz resonancerequency) was used to scan surface areas of 5 × 5 �m2. Both theeak-to-valley distance and the root-mean-square (RMS) deviationalues were extracted from the images. The chemical composi-ion of the deposits was determined by flame atomic absorptionpectrometry (AAS) with a Perkin-Elmer 2100 spectrometer. TEMharacterisation was carried out on a JEOL JEM-2011 microscopeperated at 200 kV. Planar-view TEM observations were performedn Co–Ni films previously thinned by ion milling, from both filmides, in order to remove all surface contamination. X-ray diffrac-ion (XRD) patterns were obtained with a Bruker AXS D8 Advance-ray diffractometer operating with Cu K� radiation. The globaltructural parameters, such as crystallite sizes, <D> (defined here as
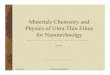
he average coherently diffracting domain sizes), and microstrainsr atomic level deformations, <ε2 > 1/2, were evaluated by fitting theull XRD patterns using the “Materials Analysis Using Diffraction”MAUD) Rietveld refinement program [11–13]. This software alsoFig. 1. E-t transients for Co–Ni deposition onto copper surfaces from the Cl- and S-bath at the following current densities: (a) j = −5 mA cm−2, (b) j = −10 mA cm−2, (c)j = −20 mA cm−2 and (d) j = −40 mA cm−2.
includes an algorithm to quantitatively evaluate the stacking faultprobability, ˛SF.
The mechanical properties were evaluated by nanoindentation,operating in the load control mode, using an UMIS device fromFischer–Cripps Laboratories equipped with a Berkovich pyramidal-shaped diamond tip. The value of maximum applied force waschosen to be 10 mN to ensure that the maximum penetrationdepth during the tests was kept below one tenth of the over-all film thickness. The thermal drift during nanoindentation waskept below 0.05 nm s−1. Appropriate corrections for the contactarea (calibrated with a fused quartz specimen), instrument com-pliance, and initial penetration depth were applied. The hardness(H) and reduced elastic modulus (Er) values were derived fromthe load–displacement curves at the beginning of the unloadingsegment using the method of Oliver and Pharr [14]. Finally, theelastic recovery was evaluated as the ratio between the elasticand the total (plastic + elastic) energies during nanoindentation,Wel/Wtot. These energies were calculated from the nanoindenta-tion experiments as the areas between the unloading curve andthe displacement axis (Wel) and between the loading curve and thedisplacement axis (Wtot).
3. Results
3.1. Morphology and structure of Co–Ni films
Fig. 1 shows the E–t curves for Co–Ni deposition from S- andCl-baths at different current densities. In all cases, the potentialreached rapidly a steady value (Es). The Es value was more negativeas the absolute value of the applied current density increased. Themost important feature is that the E–t curves corresponding to theS-bath are shifted towards more negative Es values with respectto the Cl-bath, regardless of the current density applied. Such ashift towards higher overpotentials can be explained by analyz-ing the complexation level of the metal cations with sulphates andchlorides [15]. In cyclic voltammetry experiments it was observedthat the onset of the cathodic deposition occurred at more nega-tive potentials in the S-bath because the stability constants of Co2+
and Ni2+ complexes with sulphates are higher than those of theirchloride ones [16]. Such a distinct electrochemical deposition pro-cess rendered differences in the morphology and composition ofthe deposits.

1382 E. Pellicer et al. / Materials Chemistry and Physics 130 (2011) 1380– 1386
F 81 wtC
jto(agdabonapa
FR
ig. 2. SEM images of Co–Ni films obtained from the Cl-bath at (a) j = −20 mA cm−2,
o, (d) j = −40 mA cm−2, 62 wt% Co.
Fig. 2 shows typical SEM images of Co–Ni films obtained at = −20 mA cm−2 and −40 mA cm−2 from both baths. It is evidenthat the anion type affects the morphology of deposits. Co–Ni filmsbtained from the Cl-bath at j = −20 mA cm−2 were fine-grainedFig. 2(a)). At j = −40 mA cm−2 the deposits developed a clusteredcicular morphology (Fig. 2(b)). In both cases, films were matte-rey and cobalt-rich, the amount of cobalt being around 80 wt%. Theeposits obtained from the S-bath at j = −20 mA cm−2 also displayedn acicular morphology but nodular grains could be observedetween the acicular clusters (Fig. 2(c)). Such a mixed morphol-gy was more evident at j = −40 mA cm−2, where the number of
odular grains increased (Fig. 2(d)). Simultaneously, these depositsppeared slightly burned upon unaided visual inspection. Com-ared with the deposits from Cl-bath, the sulphate anion broughtbout a clear enrichment in nickel. Actually, the chlorides seemedig. 3. AFM images of Co–Ni films obtained from: (a) Cl-bath at j = −5 mA cm−2, 76 wt%
MS = 3 nm, peak-to-valley = 21 nm.
% Co, (b) j = −40 mA cm−2, 79 wt% Co; from the S-bath at (c) j = −20 mA cm−2, 58 wt%
to clearly enhance the anomalous character of the Co–Ni deposi-tion. Also, the nickel content decreased with an increase in currentdensity in the S-bath. As opposed to other media (e.g. sulpha-mate), this trend suggests that nickel deposition does not proceedunder activation control [17]. It is worth noting that the workingtemperature (80 ◦C) induced larger differences in morphology andcomposition depending on the anion used with respect to the sce-nario at lower temperature (55 ◦C) [16]. At low current densities(j = −5 and −10 mA cm−2), deposits obtained from both baths werefine-grained. However, while the morphology of deposits from theCl-bath could be still well resolved by SEM, those from the S-bath
displayed a flat even surface, featuring a silvery-bright finish andgrain morphology could not be well resolved by SEM imaging.To quantitatively evaluate the roughness of the deposits, partic-ularly of those which could not be easily imaged by SEM, AFM was
Co, RMS = 55 nm, peak-to-valley = 290 nm; (b) S-bath at j = −5 mA cm−2, 50 wt% Co,

E. Pellicer et al. / Materials Chemistry and Physics 130 (2011) 1380– 1386 1383
Fig. 4. Planar-view TEM images of Co–Ni films obtained (a) from the Cl-bath atj = −10 mA cm−2, 83 wt% Co and (b) from the S-bath at j = −10 mA cm−2, 54 wt% Co.The corresponding SAED patterns are shown in the insets. For the sake of clarity,oa
uNttenSf
wrscsswF
Fig. 5. XRD experimental pattern (scatter), Rietveld fitting (solid line) and differencebetween the experimental data and the Rietveld calculated profile (at the bottom),
nly the main hcp reflections are indicated in (a), while only the main fcc reflectionsre indicated in (b).
sed. Fig. 3 shows the 3D profile of two different Co–Ni deposits.otice the large difference in the Z-scale bar and the distinct
opology. From the electrochemical viewpoint, it is therefore clearhat replacing chlorides with sulphates promotes the growth ofxtremely flat deposits with higher nickel contents. The low rough-ess (RMS = 3 nm) displayed by the Co–Ni films obtained from the-bath at current densities of j = −5 and −10 mA cm−2 is responsibleor their metallic luster.
Differences in Co–Ni films deposited from Cl-bath and S-bathere also observed at the microstructural level. Intuitively, lower
oughness should be linked to smaller crystallite sizes. Fig. 4hows planar-view TEM images of two Co–Ni deposits. Typi-ally, Co–Ni films obtained from the S-bath had smaller crystalliteizes compared to the deposits from Cl-bath. The corresponding
elected area electron diffraction (SAED) patterns correlated nicelyith this observation (see insets in Fig. 4). The SAED pattern ofig. 4(a) showed spotty rings typical of coarse Co–Ni, whereas the
corresponding to Co–Ni films obtained from (a) Cl-bath at j = −5 mA cm−2, 76 wt% Coand (b) S-bath at j = −5 mA cm−2, 50 wt% Co.
SAED pattern of Fig. 4(b) featured diffuse rings compatible witha nanocrystalline structure. In addition, most of the spots in theformer could be assigned to a hexagonal close-packed (hcp) phase,while the diffuse rings in the latter match with the interplanar spac-ings expected in face-centered cubic (fcc) Co–Ni. To gain a betterunderstanding on the role of the anion and the applied currentdensity on the structure of Co–Ni deposits, an X-ray diffractionstudy was carried out. Fig. 5 shows the XRD patterns of two Co–Nideposits; one obtained from the Cl-bath featuring peaks originat-ing from a hcp structure (Fig. 5(a)), and the other obtained from theS-bath showing the characteristic peaks of the fcc phase (Fig. 5(b)),in agreement with TEM observations. The XRD patterns of all filmswere Rietveld fitted to determine the phase percentages as wellas the crystallite sizes, microstrains and stacking fault probabil-ities for each phase. The results are summarized in Table 1. Itcan be seen that hcp is the main phase (weight percentage over90 wt%) in Co–Ni deposits obtained from the Cl-bath. The crystallitesize and the microstrains are around 65–85 nm and 10−3, respec-tively. In contrast, the fcc is dominant in Co–Ni deposits obtainedfrom the S-bath. For these films, the fcc/hcp ratio decreases from92:8 to 62:38 as the applied current density is made more neg-ative. This is linked to an increase in the cobalt content, since itis known that in Co–Ni alloys Ni favors the fcc phase [18]. Themicrostrains and the stacking fault probability associated with the
fcc phase are lower compared to the hcp phase. This is in agree-ment with the literature [19–21], where such unequal distributionof planar defect probabilities within the fcc and hcp phases is
1384 E. Pellicer et al. / Materials Chemistry and Physics 130 (2011) 1380– 1386
Table 1Summary of the values of phase percentages, crystallite sizes, microstrains and stacking fault probabilities, obtained from the Rietveld refinement of the X-ray diffractionpatterns of Co–Ni films deposited from the Cl- and S-baths at different current densities. Note that when the phase percentage was exceedingly small, the values of ˛SF couldnot be reliably ascertained and are thus not tabulated.
Bath −j/mA cm−2 Phase Phase (wt%) Crystallite size <D> (±3 nm) Microstrains <ε2>1/2 (±10−4) Stacking fault probability ˛SF (±5 × 10−4)
Cl-bath 5 fcc <10 75 0.0033 –hcp >90 84 0.0010 0.0536
10 fcc <10 87 0.0015 –hcp >90 64 0.0010 0.0908
20 fcc <10 78 0.0008 –hcp >90 92 0.0011 0.0350
40 fcc 20 78 0.0007 0.0490hcp 80 86 0.0010 0.0680
S-bath 5 fcc 92 39 0.0003 0.0263hcp 8 90 0.0019 –
10 fcc 86 31 0.0003 0.0220hcp 14 83 0.0035 0.0606
20 fcc 70 91 0.0003 0.0260hcp 30 43 0.0005 0.1086
40 fcc 62 108 0.0002 0.0350hcp 38 47 0.0005 0.1020
ttpdiNuiafsaiwmtsot[
Fc
ypically encountered at room temperature in Co and Co–Ni sys-ems. Interestingly, the crystallite size of the fcc phase (dominanthase) tends to increase with the increase in the applied currentensity. Although grain refining is usually accomplished by increas-
ng the current density, the opposed behavior has been reported ini electrodeposits from sulphate solutions at 70 ◦C [22]. In partic-lar, the grain size varied from 30 nm to 50 nm with an increase
n current density from −50 mA cm−2 to −100 mA cm−2. Ebrahimind Ahmed also found that an increase in applied current densityrom −18 to −50 mA cm−2 resulted in coarsening of the crystalliteize in Ni coatings obtained from a sulphamate electrolyte [23]. Theuthors attributed this trend to changes in the growth interfacenduced by hydrogen. Hydrogen coevolution becomes dominant
ith an increase in current density and might promote the for-ation of larger grains. Note also that, for low current densities,
he average crystallite size of Co–Ni films obtained from S-bath ismaller compared to deposits from Cl-bath. It should be pointed
ut that saccharine might exert a different nanostructure con-rol depending on the composition of the bath and of the deposit24].ig. 6. (a) Hardness (H) dependence with 〈D〉−1/2 and (b) elastic recovery (Wel/Wtot) deperystallite size has been calculated according to the following formula: <D > = < D > fcc × (w
3.2. Mechanical properties of Co–Ni films
The mechanical properties of the electroplated Co–Ni depositswere evaluated by nanoindentation. The maximum penetrationdepth was 200–300 nm, well below one-tenth of the total filmthickness, as needed to ensure no mechanical interference fromthe substrate. According to Table 2, the hardness, H, depends onboth the anion and the applied current density. However, it canbe noticed that similar hardness values were obtained for depositswith different composition and microstructure (e.g., 3.3 GPa for adeposit with 76 wt% Co obtained from the Cl-bath and 3.6 GPa fora deposit with 58 wt% Co from the S-bath). This is because the keyparameter controlling the material strength in these deposits is thecrystallite size. This is evidenced in Fig. 6(a), where H is plottedagainst the inverse root square of the average grain size, <D>−1/2,for all the deposits that were studied. As shown in the figure, Hlinearly depends on <D>−1/2, irrespective of the fcc/hcp phase per-
centage and the Co/Ni content. Such linear dependence is predictedby the Hall–Petch relationship, which postulates that in crystal-lites with small sizes, the motion of dislocations is hindered tondence with 〈D〉 for Co–Ni films. For mixed hcp + fcc Co–Ni deposits, the effectivet % fcc/100) + < D > hcp × (wt % hcp/100). The dashed lines are only a visual aid.

E. Pellicer et al. / Materials Chemistry and Physics 130 (2011) 1380– 1386 1385
Table 2Summary of the mechanical properties of the Co–Ni films obtained from nanoindentation measurements.a
Bath −j/mA cm−2 wt% Co H (GPa) Er (GPa) H/Er H3/E2r (GPa) Wel/Wtot (%)
Cl-bath 5 76 3.3 ± 0.1 152 ± 3 0.0217 ± 0.0011 0.0016 ± 0.0007 20.4 ± 0.110 83 4.8 ± 0.2 176 ± 5 0.0272 ± 0.0014 0.0036 ± 0.0010 22.1 ± 0.520 81 1.60 ± 0.06 129 ± 4 0.0124 ± 0.0012 0.0002 ± 0.0008 15.6 ± 0.240 79 2.00 ± 0.06 122 ± 3 0.0164 ± 0.0011 0.0005 ± 0.0002 19.3 ± 0.2
S-bath 5 50 7.10 ± 0.05 181 ± 3 0.0392 ± 0.0010 0.0109 ± 0.0005 27.4 ± 0.310 54 7.00 ± 0.04 179 ± 2 0.0391 ± 0.0010 0.0107 ± 0.0005 28.3 ± 0.320 58 3.6 ± 0.1 148 ± 9 0.0243 ± 0.0014 0.0021 ± 0.0010 22.9 ± 0.140 62 2.20 ± 0.06 123 ± 2 0.0197 ± 0.0011 0.0007 ± 0.0004 18.6 ± 0.2
d Wto
adt7sSpfr4wofoo6btbhfeawwwthFi
wbettodrcm
witsphgbrc
of −4.42, close to the value predicted by finite-element simulations[34].
a H (hardness), Er (reduced Young’s modulus), Wel (indentation elastic energy) an
large extent by grain boundaries, hence leading to piling up ofislocations, and, consequently to an increase in stress concentra-ion and hardness [25]. As a result, the largest H values (around.1 GPa) are obtained for the films with the smallest crystalliteizes, around 30–40 nm, which correspond to deposits from the-bath grown at low current densities. These hardness values sur-ass those found in Co–Ni films obtained by pulse electrodepositionrom sulphamate (3.4 GPa), Watts (4.7 GPa) and glycine-free chlo-ide (6.0 GPa) baths reported in [7]. A maximum hardness close to
GPa has been reported for highly porous Ni-rich Ni–Co depositsith crystallite sizes well below 20 nm. Those deposits were also
btained by galvanostatic deposition onto copper substrates, butrom an ammonium sulphate–chloride bath [26]. Also, the hardnessf nanocrystalline deposits with low amounts of cobalt (7–8 wt%)btained from saccharine-containing baths was not greater than
GPa [27]. Hence, the large hardness values reported here cane considered to be rather exceptional. Our results indicate thathe effects of crystallite size on hardness prevail over other possi-le mechanisms which could also influence hardness, such as thecp/fcc phase percentage (the hcp phase is, a priori, harder than the
cc) and effects from solution hardening. The latter could be actuallynvisaged, taking into account that pure Co is almost twice as hards pure Ni [28]. The highest hardness values in the current studyere obtained in films whose Co:Ni ratio was close to 50:50 byeight. These results match those in the work by Chow et al. [28],ho showed that in nanostructured Co–Ni films obtained by elec-
roless deposition from nonaqueous solvents, a maximum Vickersardness was observed for Co:Ni weight percentages close to 50:50.or both higher and lower Co:Ni ratios, the hardness values remainndependent of the alloy composition.
Young’s modulus values ranging between 122 and 181 GPaere obtained for the deposits. This variation can be explained
y taking into account the microstructural characteristics of thelectrodeposits. For example, the Young’s modulus for pure Ni elec-rodeposits varies from 310 GPa if measured in the (1 1 1) directiono 150 GPa if measured in the (1 0 0) direction [29]. This is the resultf the anisotropy of the elastic constants in columnar grains withissimilar orientations. In addition, the Young’s modulus has beeneported to depend non-monotonically on the Co:Ni weight per-entage [30], which further complicates its analysis as a function oficrostructure and composition.From a tribological viewpoint, it is worth mentioning that the
ear resistance of a thin film not only depends on its hardness (typ-cally harder materials exhibit a higher wear resistance) but also onhe reciprocal of the reduced Young’s modulus. Namely, the elastictrain to failure, which is related to the ratio H/Er, is a more suitablearameter to judge the wear resistance of a coating rather than theardness itself [31,32]. As shown in Table 2, the H/Er values in films
rown from S-bath are larger for lower current densities, probablyecause of the small crystallite size (see Table 1) and the concur-ently larger hardness obtained in this case. Conversely, no suchlear trend is observed in the deposits from the Cl-bath. Anothert (total indentation energy).
parameter which is related to the wear characteristics is H3/E2r .
This ratio is indicative of the resistance of the film to plastic defor-mation in loaded contact [33]. As expected, H3/E2
r shows a similartrend with the type of bath and current density as H/Er.
Finally, nanoindentation data also provides information aboutthe elastic recovery, Wel/Wtot, of the films. This parameter is ofparticular interest in applications such as impact loading, since itindicates how much energy is elastically released from the mate-rial after being loaded. Similar to H/Er, the elastic recovery doesnot show a clear tendency as a function of the current densityin the case of films grown from the Cl-bath. However, a progres-sive decrease of Wel/Wtot with the current density is observed inthe deposits prepared from the S-bath. As shown in Fig. 6(b), theWel/Wtot ratio is inversely proportional to the average crystallitesize. Although it has been demonstrated that there is no generalcorrelation between hardness and elastic recovery, a mathemat-ical relationship has been established between Wel/Wtot and H/Er
[34,35]. This correlation was obtained by performing finite-elementsimulations of the mechanical behavior during nanoindentation ofa wide variety of elastic–plastic materials [34]. The results revealedthat (Wtot − Wel)/Wtot appears to be a unique function of the H/Er
ratio, which can be approximated as: (Wtot − Wel)/Wtot ∼= 1 − 5(H/Er)[35]. In order to verify such a relationship, the values of Wpl/Wtot
(where Wpl = Wtot – Wel), have been plotted in Fig. 7 as a function ofH/Er. Interestingly, our data confirms the linear correlation betweenWpl/Wtot and H/Er. A linear fit of our experimental data gives a slope
Fig. 7. Dependence of the normalized plastic energy, Wpl/Wtot , on the H/Er ratio forthe different Co–Ni films. Note that the dotted line is a linear fit of the experimentaldata.

1 stry an
4
7tcotC(cdctsi6tfiwwatbdb
A
IaCtp
R
[[
[[[[[
[
[
[[
[[
[[[
[
[[
[[
[
386 E. Pellicer et al. / Materials Chemi
. Conclusions
Co–Ni thin films with hardness values ranging from 1.6 and.1 GPa can be obtained from glycine-containing electrolytic solu-ions at 80 ◦C. Such a wide window in hardness is possible by justhanging the anion (chloride or sulphate) in the bath. Simultane-usly, the Young’s modulus varied between 122 and 181 GPa. Whilehe chloride-bath yielded matte-grey Co-rich deposits (76–83 wt%o), the sulphate-bath mostly led to silvery-bright Ni-rich films50–62 wt% Co). Also, the hcp/fcc ratio and the crystallite sizeould be continuously varied depending on the applied currentensity. The hcp phase dominated in the films obtained from thehloride-bath within the whole range of current densities. In con-rast, the fcc phase dominated in the films obtained from theulphate bath at low current densities but it progressively dimin-shed at the expense of the hcp phase down to a weigh ratio of2/38 fcc/hcp at the highest current density applied. The crys-allite size played a key role on the mechanical behavior of thelms rather than any other parameter. An increase in hardnessas observed with a reduction of the crystallite size, in agreementith the Hall–Petch relationship. Simultaneously, grain-refining
lso led to an improvement of the wear characteristics and the elas-ic recovery, particularly in deposits obtained from the sulphateath. This work demonstrates a straightforward method of pro-ucing mechanically tunable Co–Ni films from glycine solutions,y varying only the anion in the electrolytic solution.
cknowledgements
This work is supported by Spanish Ministry of Science andnnovation (MICINN) through MAT2011-27380-C02-01, the Gener-litat de Catalunya through 2009-SGR-1292 project, and the NCCRo–Me of the Swiss National Science Foundation. M.D.B. was par-ially supported by an ICREA Academia award. S.P. acknowledges aostdoctoral fellowship from MICINN.
eferences
[1] X. Liu, F. Huang, G. Zangari, M.L. Weaver, IEEE Trans. Magn. 38 (2002) 2231.
[[[[
d Physics 130 (2011) 1380– 1386
[2] Y.-H. Zhang, G.-F. Ding, Y.-L. Cai, H. Wang, B. Cai, Mater. Charact. 57 (2006)121.
[3] E. Pellicer, A. Varea, S. Pané, B.J. Nelson, E. Menéndez, M. Estrader, J.Nogués, S. Surinach, M.D. Baró, J. Nogués, J. Sort, Adv. Funct. Mater. 20(2010) 983.
[4] M. Schlesinger, M. Paunovic, Modern Electroplating, John Wiley & Sons, USA,2000.
[5] D. Kim, D.Y. Park, B.Y. Yoo, P.T.A. Sumodjo, N.V. Myung, Electrochim. Acta 48(2003) 819.
[6] S. Armyanov, Electrochim. Acta 45 (2000) 3323.[7] B. Tury, G.Z. Radnóczi, G. Radnóczi, M.L. Varsányi, Surf. Coat. Technol. 202 (2007)
331.[8] A. Brenner, Electrodeposition of Alloys, 1, Academic Press, New York, 1963.[9] Z. Rymuza, Mycrosyst. Technol. 5 (1999) 173.10] S.-Y. Hung, J. Micromech. Microeng. 19 (2009) 015009.11] Materials Analysis Using Diffraction (MAUD) website: Available from:
http://www.ing.unitn.it/∼maud/.12] L. Lutterotti, S. Gialanella, Acta Mater. 46 (1998) 101.13] J. Sort, J. Nogués, S. Surinach, M.D. Baró, Philos. Mag. 83 (2003) 439.14] W.C. Oliver, G.M. Pharr, J. Mater. Res. 7 (1992) 1564.15] R. Murai, K. Kurakane, T. Sekine, Bull. Chem. Soc. Jpn. 49 (1976) 335.16] O. Ergeneman, K.M. Sivaraman, S. Pané, E. Pellicer, A. Teleki, A.M. Hirt, M.D.
Baró, B.J. Nelson, Electrochim. Acta 56 (2011) 1399.17] R. Orinakova, A. Turonova, D. Kladekova, M. Galova, R.M. Smith, J. Appl. Elec-
trochem. 36 (2006) 957.18] Y. Liu, H. Yang, Y. Liu, B. Jiang, J. Ding, R. Woodward, Acta Mater. 53
(2005) 3625.19] C.R. Houska, B.L. Averbach, M. Cohen, Acta Metall. 8 (1960) 81.20] P. Tolédano, G. Krexner, M. Prem, H.-P. Weber, V.P. Dmitriev, Phys. Rev. B 64
(2001) 144104.21] B. Frey, H. Boysen, Acta Cryst. A 37 (1981) 819.22] I. Bakonyi, E. Tóth-Kádár, L. Pogány, Á. Cziráki, I. Gerocs, K. Varga-Josepovits, B.
Arnold, K. Wetzig, Surf. Coat. Technol. 78 (1996) 124.23] F. Ebrahimi, Z. Ahmed, J. Appl. Electrochem. 33 (2003) 733.24] B.Y.C. Wu, P.J. Ferreira, C.A. Schuh, Metall. Mater. Trans. A 36 (2005) 1927.25] M. Dao, L. Lu, R.J. Asaro, J.T.M. De Hosson, E. Ma, Acta Mater. 55
(2007) 4041.26] L.D. Rafailovic, H.P. Karnthaler, T. Trisovic, D.M. Minic, Mater. Chem. Phys. 120
(2010) 409.27] Y. Li, H. Jiang, W. Huang, H. Tian, Appl. Surf. Sci. 254 (2008) 6865.28] G.M. Chow, J. Ding, J. Zhang, K.Y. Lee, D. Surani, S.H. Lawrence, Appl. Phys. Lett.
74 (1999) 1889.29] M. Baghbanan, U. Erb, G. Palumbo, Phys. Status Solidi (A) 203 (2006) 1259.30] M. Yamamoto, S. Taniguchi, Science reports of the Research Institutes, Tohoku
University, Ser. A 7 (1955) 35.31] C. Rebholz, A. Leyland, J.M. Schneider, A.A. Voevodin, A. Matthews, Surf. Coat.
Technol. 120–121 (1999) 412.32] A. Leyland, A. Matthews, Wear 246 (2000) 1.33] J. Musil, F. Kunc, H. Zeman, H. Poláková, Surf. Coat. Technol. 154 (2002) 304.34] Y.-T. Cheng, C.-M. Cheng, Appl. Phys. Lett. 73 (1998) 614.35] W.C. Oliver, G.M. Pharr, J. Mater. Res. 19 (2004) 3.