Embed Size (px)
Citation preview

Materials Joining How can we join materials? What will it depend on? Type of material Strength/structural requirements Aesthetics Cost
Joining * Metals
Welding, brazing, soldering
* Polymers Adhesively bonded to metals, glasses, themselves
* Ceramics diffusion bonded
* Note: Joining dissimilar materials can be difficult i.e. glass windows and metal frames, composites and bolts, etc.
Classification of joining processes
Adhesives
Adhesives AAddhheessiivvee bboonnddiinngg – a joining process in which a filler material is used to hold two (or more) closely spaced parts
Used for joining similar and dissimilar materials
AAddhheessiivvee is usually a polymer e.g. epoxy, silicon and urethane
CCuurriinngg ttiimmee or setting time is the time from a liquid to a solid state, usually by a chemical reaction
MMaajjoorr aapppplliiccaattiioonnss –
automotive, aircraft, building products, and packaging industries; other industries include footwear, furniture, bookbinding, electrical, and shipbuilding
Adhesive Types Hot melt adhesive
thermoplastic material Will soften again when heated
Evaporate volatile release solvent or carrier
Polymerize in situ
cyanoacrylate (super glue), epoxy thermosets
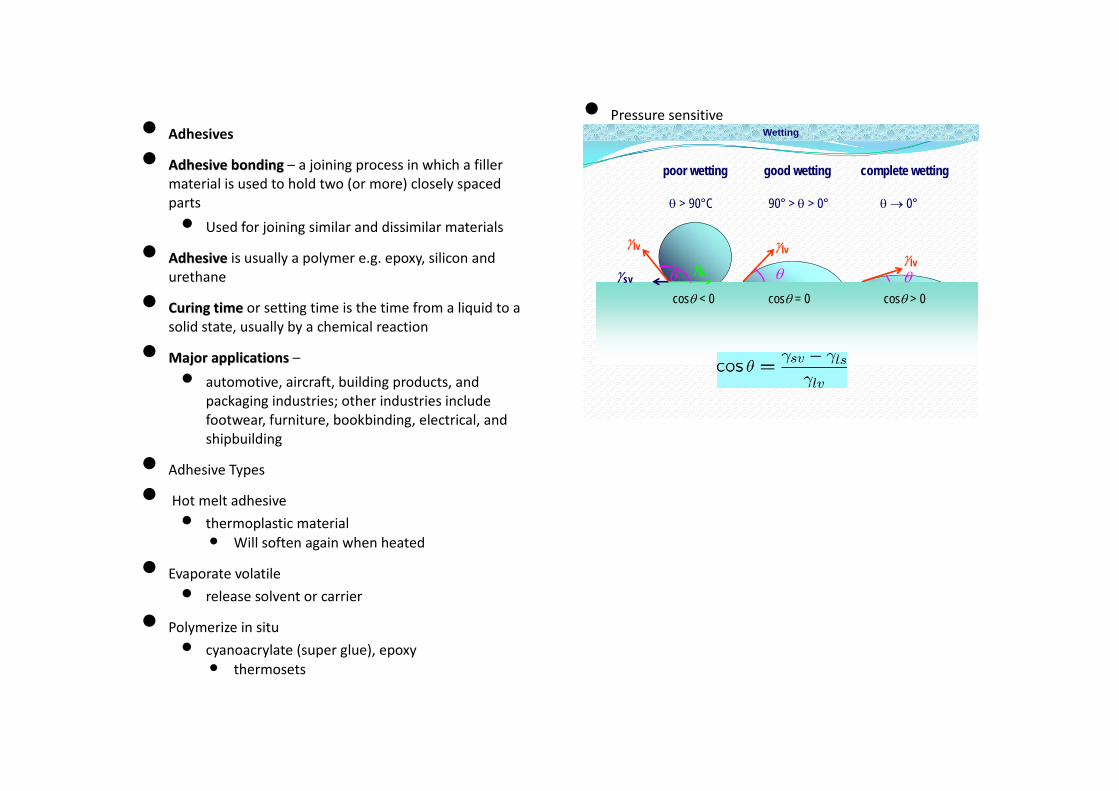
Pressure sensitive Wetting
poor wetting good wetting complete wetting
θ > 90°C 90° > θ > 0° θ→ 0°
θ θ θ
γlv γlv γlvγsv
γls
cosθ < 0 cosθ = 0 cosθ > 0

masking tape
Inorganic Sodium silicate. Magnesium oxychloride
Natural
Starch, animal products
Adhesive bonding: Single lap
Adhesive Bonding thinner is better
tri‐axial state of stress ‐ “contact strengthening” any thin film will bond
Joint strength Increases with adhesive strength. Increases with adhesive ductility. Peel stresses very hard to analyze. Dissimilar materials may disbond due to CTE’s.
Residual stresses also important.

AD M
Adhesion The principlecalled adhes Adhesion is occurring at intimate conforce betwee Adhesion sttwo adhered
CChheemmiiccaall bboo
AAddhheessiioonntthhee ffoorrcceess hhoo
Advantages of adDisadvantages o
Mechanical Fa
Assembly Pr
Mechanical
Threadextern
Screws
Washetightne
e basis of adhession
a complex of phthe interface of
ntact, which resuen the two mate
rength is a forced parts along the
oonndd tthheeoorryy
nn bbeettwweeeenn aaddhheessoollddiinngg aattoommss aanndhesive bondingof adhesive bond
astening
rocesses
Assembly
ded fasteners – nal or internal th
s, bolts, and nut
ers – used with tess
ive bonding is a
hysicochemical pf two materials bult in formation erials.
e required for see interface.
ssiivvee aanndd aaddhheerreendd mmoolleeccuulleess ttooggg ding
hardware compreads
ts
threaded fastene
phenomenon
processes brought into an of an attractive
eparation of
nntt iiss rreellaatteedd ttoo ggeetthheerr
onents with
ers to ensure
1. Reqpre
2. Lon3. Imp4. Diff5. Nec
dur6. Ser7. Low8. Cha
Disbon
quires careful subeparation;ng mixing and curportance of right jficult disassemblycessity to fixture (ring curing;rvice temperaturew creep strength; anging properties
sadvantagnding
bstrate (adherent
ring time may be oint design;y of joined parts;(hold together) th
e and environmen s during service
ges of ad
) surface
required;
he joined parts
nt limitation;
dhesive

* Fasteners
bolting riveting stapling snap rings ‐ rods ‐ covers
Hemming, seaming
Bend edge of one component over another
Automobile door stampings and trunk lids “Welding”
Solid state welding processes No filler metals but w/o local melting with either pressure‐alone or heat and pressure.
Intimate contact is necessary by a through cleaning or other means.
Solid‐state Welding Processes
Forge welding – Samurai sword
Cold welding – high pressure Roll welding Hot‐pressure welding Diffusion welding at 0.5Tm
Diversity of welding processes
welding
Solid state welding Soldering and brazingFusion welding
Electrical energy Chemical energy
Other processes
Non consumable electrode
Consumable electrode
Resistance welding Cold weldingFriction welding Diffusion weldingFlash weldingUltrasonic weldingExplosion welding
Gas metal arc welding Shielded metal arc weldingSubmerged arc weldingFlux cored arc welding Electrogas weldingElectroslag welding
Gas tungsten arc weldingAtomic hydrogen welding Plasma arc welding
Oxyacetylene welding Oxyfuel gas welding
Laser beam weldingThermit weldingElectron beam welding
SolderingBrazing

Explosive welding – mechanical locking commonly used to bond two dissimilar metals, in particular to clad one metal on top of a base metal over large areas
Friction welding – friction to heat Ultrasonic welding – oscillatory shear stresses of ultrasonic
Ultrasonic Welding Friction Welding Friction stir welding used for aluminum requires no filler low distortion low microstructural changes probe – 5‐6 mm diameter 5 mm height Temps 230 – 260oC

Solid + Liquid States Soldering and Brazing Typically, a liquid metal joins two solid surfaces.
Solder T < 425oC Braze T > 425oC
Capillary forces for the wetting and flow of the liquid metal into the gaps.
Proper fluxes for lowering surface tension, remove oxides, and prevent oxidation.
Solder tape Flux To prevent oxidation. Used to clean off surface contaminants.
Proper flux needed to decompose surface oxides.
Clean surfaces are needed for good wetting and bonding. High temperatures increase cleaning and speed of process.

Fluxes can be organic or inorganic. e.g. boric acid, fluorides/chlorides
Pb‐Sn Solders Electrical solder 40%Pb‐60%Sn “60/40”
Single freezing/melting point allows for quicker wetting out as the solder heats up,
and quicker setting as the solder cools.. Any differential movement during the plastic phase may result in cracks, giving an unreliable joint.
a eutectic formulation has the lowest possible melting point, which minimizes heat stress on electronic components during soldering.
Lead Sleds 70%Pb‐30%Sn
A non‐eutectic formulation must remain still as the temperature drops through the liquidus and solidus temperatures
Lead free solders

July 1, 2006 the European Union Waste Electrical and Electronic Equipment Directive (WEEE) and Restriction of Hazardous Substances Directive (RoHS) came into effect prohibiting the intentional addition of lead to most consumer electronics produced in the EU.
California recently adopted a RoHS law and China has a version as well.
Lead‐free solders in commercial use may contain tin, copper, silver, bismuth, indium, zinc, antimony, and traces of other metals..
Silver solders Joint Strength Solder:
Controlled by creep of solder Solder rule of thumb:
Don’t exceed 7MPa above 0.75 Tmelting K
Soft solders are alloys of lead and tin, sometimes with the addition of bismuth;
Hard solders are alloys of silver, copper, and zinc (silver solder) or of copper and zinc (brazing spelter).

Brazing strengths up to 35‐70MPa
Joint Strength Typically, thinner is better.
“contact strengthening” tri‐axial stress state
Thicker joints can relieve differential thermal stress concentrations.
Liquid State Resistance Welding
Heat to form the weld is generated by the resistance of the welding current through the workpieces
Small pools of molten metal are formed at the point of most electrical resistance (the connecting surfaces)
Spot welding the sheets are in the 0.5‐3.0 mm thickness range.
Lends itself to automation
a lot of energy can be delivered to the spot in a very short time (ten to one hundred milliseconds
Spot welding cycle

M
Resistance s Arc welding electric arc bto melt the m
Principles of fMetallurgically th
Fusion
Heat af
Unaffe
Arc We
Consum
Heat d
Arc betto be w
Uses b
Tempe
Manua
Gas Tungste(TIG)
a non‐consu an inert or s
eam welding
uses a welding between an elecmetals at the we
usion welding here are three d
zone
ffected zone (un
cted original pa
elding
mable electrode
eveloped by ele
tween tip of thewelded
oth AC/DC powe
rature 5000‐300
al metal arc (MM
n Arc Welding (G
umable electrode
emi‐inert gas m
power supply toctrode and the belding point)
istinct zones
nmelted)
rt
e: first developed
ctric energy
e electrode and t
er supplies
000 °C ,very high
MA) welding
GTAW) Tungsten
e made of tungs
ixture, and
o create an base material
d in mid 1800
the work piece
h!!
n Inert Gas
sten,
a separate filler material
Gas metal Arc Welding (GMAW) Metal Inert Gas (MIG)
semi‐automatic or automatic welding process
wire feed as an electrode and an inert or semi‐inert shielding gas to protect the weld from contamination.
When using an inert gas as shield it is known as Metal Inert Gas (MIG) welding.
Submerged Arc Welding
Submerged Arc
‐Shielded metal arc welding (SMAW),
Oxyfuel gas weldings (OFW)
Use various fuels mixed with oxygen
Oxyacetylene welding – A mixture of acetylene and oxygen
– Total heat: 55x106J/m3
Other gases – MAPP (Dow), Hydrogen,
Propylene, Propane and Natural gas

HAZ Bad microstructure, course grains, weak to corrosion
Plastic vs. Metal
Region near the weld pool is affected by heat. Microstructure changes.
Weld quality and defects
IInnccoommpplleettee ffuussiioonn//ppeenneettrraattiioonn
Preheat and clean joint Clean weld area, enough shielding gas Change joint design or type of electrode
CCrraacckkss,, rreessiidduuaall ssttrreesssseess Temperature gradients, embrittlement of grain boundaries
Inability of weld metal to contract during cooling
Corrosion issues hydrogen embrittlement.
Some materials, notably high‐strength steels, aluminium, and titanium alloys, are susceptible
electrodes with traces of moisture,
when moisture absorption may be suspected oven baking usually 430‐540°C

Flux used has to be kept dry as well.
intergranular corrosion Some austenitic stainless steels and nickel‐based alloys are prone to.
Sensitization 500‐800oC
This kind of corrosion is often termed weld decay.
Heat Treatment Issues
Steels Steels that have already been heat treated
Quenched and tempered
Annealed Non‐ferrous alloys Peak aged alloys .