Embed Size (px)
DESCRIPTION
Materials Technology Joining Processes. Overview – Joining Materials. OPTION The student will learn about… The methods by which materials are joined – permanent and semi-permanent techniques The student will be able to… - PowerPoint PPT Presentation
Citation preview

Materials Technology
Joining Processes

Overview – Joining Materials OPTION
The student will learn about…
The methods by which materials are joined – permanent and semi-permanent techniques
The student will be able to…
• Demonstrate a knowledge of the main methods of joining materials – metallurgical processes, mechanical joining and adhesive/chemical bonding

Overview – Joining Processes JOINING TECHNIQUES
Metallurgical
Brazing
Soldering
Mechanical
Screw Fasteners
Compression Joints
Riveting
Sheet Metal Folding
Adhesive
Natural
Elastomer
Thermoplastic
Thermoset
Toughened
P
P
NP
NP
P
P
P
P
P
P
P
P = Permanent
NP = Non-permanent

JOINING PROCESSESMECHANICALScrew FastenersThese are non-permanent methods of joining materials. There is a very wide variety of screw fasteners available they include;•Woodscrews•Self-drilling/tapping screws•Machine screws•Furniture screws•Bolts•Compression Joints

JOINING PROCESSESMECHANICALScrew FastenersWoodscrews

JOINING PROCESSESMECHANICALScrew FastenersWoodscrews
Wood Screw Pozi Head CSK Wood Screws Round Head Slotted

JOINING PROCESSESMECHANICALScrew FastenersFurniture Screws
Furniture Screws & ‘Knock Down’ fittings

JOINING PROCESSESMECHANICALScrew FastenersKnock Down Fittings

JOINING PROCESSESMECHANICALSelf Drilling/Tapping Screws

JOINING PROCESSESMECHANICALMachine Screws

JOINING PROCESSESMECHANICALBolts
Hexagon Socket HeadHexagon Flange BoltsChrome Hexagonal Bolts

JOINING PROCESSESMECHANICALNuts & Washers

JOINING PROCESSESMECHANICALCompression Fittings
Straight Coupling Equal TeeUsed primarily in plumbing applications

JOINING PROCESSESMECHANICALPop Rivets
Pop Riveting Tool with Threaded Inserts
This is a permanent joining process

JOINING PROCESSESMECHANICALRivets
These are used for permanent joints in steel plate
Snap Head Rivet Countersunk Rivet

JOINING PROCESSESMETALURGICALSoldering
Electric Cable
Replaceable TipInsulated Handle
Electric Soldering Iron

JOINING PROCESSESMETALURGICALSoldering
Soldering Iron Stand Soldering Wire

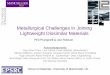
JOINING PROCESSESMETALURGICALSoldering a Component on A Circuit Board
Soldering Iron
Circuit BoardFoil
Component Lead
The soldering iron tip is placed against the lead and the circuit board foil. Both are heated for 3 or 4 seconds

JOINING PROCESSESMETALURGICALSoldering a Component on A Circuit Board
Cored Solder Wire
The solder is applied to the lead opposite the soldering iron. It is the heated lead and circuit board foil that melts the solder

JOINING PROCESSESMETALURGICALSoldering a Component on A Circuit Board
Molten Solder
As the solder melts it flows around the connection and forms a good conductive joint with the foil. The soldering wire and the soldering iron are then withdrawn and the joint is allowed to cool

JOINING PROCESSESMETALURGICALBrazing
Brazing Hearth
Brazing Torch
Firebrick

JOINING PROCESSESMETALURGICALBrazing
Brazing Torch
Brazing Rod (Spelter)
Whole of joint area is heated and it is the heated joint that melts the Spelter

JOINING PROCESSESMETALURGICALBrazing
Typical Brazing Applications

JOINING PROCESSESAdhesivesNatural AdhesivesThese are made from natural ingredients rather than being fabricated synthetically from chemicals.
Sources•Animal based•Fish based•Vegetable based

JOINING PROCESSESAdhesivesNatural AdhesivesSome natural adhesives have the following properties, they can be;•Strong•Flexible•Waterproof•Soluble in water•TransparentHowever they are not as strong as synthetic adhesives and are usually more expensive

JOINING PROCESSESAdhesivesNatural AdhesivesAre often used in furniture and architectural restoration projects
They are also friendlier to the environment;•No chemicals released into the soil or atmosphere in production or use•No aggravation of chemical based allergies•Manufactured from renewable resources

JOINING PROCESSESAdhesivesElastomer AdhesivesAre based on natural and synthetic rubbers. They set by solvent evaporation or heat curing. Used for flexible bonds in plastics and rubber
Type Description MaterialsNatural Rubber Water resistant Rubber, plastics, steel,
fabrics, wood, glass
Neoprene Contact adhesive Wood, metal, leather, plastics
Butyl Rubber Tyre repairs Rubber products
Polyurethane High strength joint Glass, polyurethane, plastic, metals
Silicone Rubber Sealant, space filling, water resistant, glazing
Silicone, glass, metals

JOINING PROCESSESAdhesivesThermoplastic AdhesivesAre fusible, soluble but with poor heat and creep resistance
Type Description MaterialsPolyvinyl Acetate (PVA) Emulsion type wood glue,
poor resistance to waterWood, metal, glass, ceramics
Cyanoacrylates Hardens in seconds based on catalytic action
Metal, plastics, ceramics, etc
Polyamines Applied hot – sets on cooling (hot glue gun)
Metal, wood, plastics, laminates
Anerobic Acrylic Acid Diesters
Locking and sealing nuts and threaded parts
Metals

JOINING PROCESSESAdhesivesThermoset AdhesivesHigh strength, suitable for high load assemblies and resistant to heat and cold. Comparable with the strength of welded or riveted joints
Type Description MaterialsResorcinol Resins Used in exterior plywood Wood and other porous
materials
Polyesters (unsaturated) Hardens by chemical reaction, not evaporation – very little shrinkage
Binder for fibre glass
Epoxy Resin 2-part, high strength, little shrinkage
Metal, glass, elastomers, some plastics
Redux© adhesive (brand name)
High performance, aerospace, marine, automobiles
Metals

JOINING PROCESSESAdhesivesToughened AdhesivesResearch has led to the development of high strength, toughened adhesives.
They have small rubber-like particles dispersed throughout the glassy matrix.
This gives the adhesive a high resistance to crack formation