Embed Size (px)
Citation preview

L I T E R A T U R E C I T E D
1. Yu. E. Bagdasarov et al . , Technological P r o b l e m s of Fas t Reac to r s [in Russian], Atomizdat , Moscow (1969).
2. I.G. Kobzar' et al., At. Energ., 3_~3 No. 6, 991 (1972). 3. V. Kysia et al., in: Proc. Spec. Meeting IAEA "Fission and Corrosion Product Behavior in Primary Cir-
cuits of LMFBR" (1975), p. 150.
M A T E R I A L S S C I E N C E A S P E C T S O F R E L I A B I L I T Y
O F F U E L E L E M E N T S O F W A T E R - C O O L E D
P O W E R R E A C T O R S *
V . V . K a l a s h n i k o v a n d V. I . S o l y a a y i UDC 621.039.548.3
A total of 140 a tomic power plants with an overa l l e l ec t r i ca l power of 74,200 MW were' in opera t ion throughout the world at the beginning of 1976, and of this capaci ty more than 90% (67,760 MW) was accounted for by plants with l igh t -water r e a c t o r s . According to the IAEA working group the expected instal led capaci ty (excluding the USSR and the soc ia l i s t countr ies) wil l be 567,000 MW(electrical} iu 1985 with no signif icant change in the s t ruc tu re o f the nuclear power industry.
Accordingly, cons iderable attention i s being paid to the opera t ing re l iabi l i ty of fuel e lements p r e c i s e l y for l igh t -water power r e a c t o r s .
The types of l igh t -wate r r e a c t o r s mos t commonly used in a tomic power plants a re : p r e s s u r i z e d - w a t e r r e a c t o r s of the ve s se l - t ype VV]~ (USSR) and PWR (U.S.A.) and heavy-wa te r channel- type PHWR (Canada); boil ing~water r e a c t o r s of the v e s s e l - t y p e BWR (U.S.A.), u r a n i u m - g r a p h i t e channel- type RBMK (USSR), and h e a v y - w a t e r - m o d e r a t e d channel r e a c t o r s of the type BLWR Geati l ly (Canada) and SGHWR (Gt. Britain). The s e rv i ce condition o f fuel e lements in these r e a c t o r s a r e given in Table 1.
E x p e r i e n c e f r o m F u e l - E l e m e n t S e r v i c e
The c o r e s of the types of r e a c t o r s under considera t ion, as a rule , contain rod- type fuel e lements a r r anged in subas semb l i e s ; the fuel is U02 enr iched t o n o m o r e than 5% 235U whereas the s t ruc tu ra l ma t e r i a l is a z i r - con ium-based a l loy (Z i rca l loy-2 , Z i rca l loy-4 , N-1).~
Cer ta in d i f f e r e n c e s exis t be tween the cons t ruc t ions of the fuel e lements for the r e a c t o r s enumera ted . Canadian CANDU r e a c t o r s u s e shor t (~500 mm) fuel e lements b a s e d on UO 2 with natura l en r i chment and with a t h i u can ( 6 / d ~:0.025); in o the r types of r e a c t o r s the fuel e lements extend ove r the e n t i r e t e n g t h of the core (~ 2.5-4.0 m), a r e based on enr iched UO 2, and a r e encased in thick cans (6 /d ~ 0.05-0.07).
Operat ing e x p e r i e n c e with a tomic power plants indicates t ha t wa te r - coo led r e a c t o r s can w o r k with high indicators . T h e load fac tor r eaches 63-72% in PWR and 56--62% i n BWR, t h e burnup depends on the en r i ch - ment and va r i e s between the l i m i t s 5000-35,000 MW" day/ ton U f o r di f ferent r e a c t o r s , and the t i m e for which fuel e lements res ide in the core runs f rom 300 days to 4 y e a r s or more .
A longwi th this many e f fec t s which led to the fai lure of the:fuel e lements were encountered in this t ime. $ The mos t significant of these are : overheat ing of the cans owing to the format ion of deposi ts on t h e sur face
*The p resen t rev iew is based on the sys t ema t i za t ion and genera l iza t ion of published data [1-16]. I n t h e initial per iod (1960-1962) austeui t ic s ta in less s t e e l was used as the canning m a t e r i a l for fuel e lements
for PWR and BWR r e a c t o r s in c o m m e r c i a l U.S. a tomic power plants . However , the excess ive in te rg raun la r co r ro s ion under s t r e s s as wel l as economic cons idera t ions in 1967-1968 necess i t a ted a change to Z i rca l loy-2 for the canning m a t e r i a l for BWR fuel e lements .
�9 SMost r e a r c h e r s take " fa i lure" to mean not only damage to the integri ty of the can but a l s o any s tate which r e - qu i res the fuel to be unloaded f rom the co re p r ema tu re ly .
T rans la t ed f rom Atomnaya ]~nergiya, Vol. 44, No. 6, p p . 4 9 9 - 5 0 5 . June,: 1978. O r i g i n a l a r t i c l e submit ted Ju ly 25, 1977.
578 0038-531X/78/4406-0578$07.50 �9 1978 Plenum Publishing Corpora t ion

TABLE 1. Service Conditions of Fuel E le- nents in Light-Water Reactors
Reactor
Parameter prerst~ized- water
Coolant temp., *C Coolant pressure, kgf/em z Steam content, wt. % Energy intensity (max.), W/cm . Fuel temp. (max.), *C Can temp'., *C Life, eff. days . - Burnup ~action (mea~, GW . day/ton U
300--330
t20--160
300--550
1900--2700
I
boiling - w a t e r
t800--2700 3i0--390 270--320 900--t400 700--t300
7--40 t0--35
270--295
75--85 20--50
250--550
of fuel elements (1967-1969), internal local hydrogenation of fuel element cans (1969-1971), crumpling of fuel- element cans in PWR (1972-1973), etc.
According to approximate es t imates , the number of fuel-element failures at the present t ime var ies be- tween 0.01 and 1% per annum, which cannot be said to be sat isfactory, bearing in mind the rapid r i se in the number of r eac to r s and the increased requirements concerning the safety of nuclear power and environmental protect ion.
In view of this, it is most important to study the cha rac te r and degree of possible damage as well as to develop measures for preventing such damage. Many r e s e a r c h e r s have pointed out the difficulty of doing this within the f ramework of national p rograms and have ra ised the necess i ty of exchanging stat is t ical and other data on the service rel iabil i ty of fuel elemenLs, consider ing that obtaining these data within a single country would require an ex t remely long t ime incompatible with the ra tes of development of a safe nuclear power industry.
S t a t i s t i c a l M o d e l o f F u e l - E l e m e n t R e l i a b i l i t y
Trouble- f ree service by a fuel element has been taken to mean the probabili ty of the element being in normal service for a cer ta in length of time, i.e., the probabili ty of avert ing the premature withdrawal of the element f rom the r eac to r core .
The s tat is t ical model makes it possible to establish the interrelat ionship between the factors which de te r - mine t rouble - f ree serv ice by a fuel element and to understand the effect of s tat is t ical variables associated with the fabrication, t ransporta t ion, assembly, and use of the fuel elements.
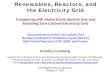
Figure 1 presents a schematic model which facilitates classif icat ion of fuel-element failure.
1. Initial failures (at moment r -~ 0, wheu service has not yet begun) as the result of obvious fabr ica- tion defects or damage occur r ing during t ranspor ta t ion or assembly operat ions.
2. Ear ly failures resul t ing from hidden defects which manifest themselves af ter some (comparatively short) t ime of fuel-element service.
3. Late failures ar is ing because of inadequate safety factors chosen during the design phase.
4. Wear due to the exhaustion of the ca r ry ing capacity of individual elements and the s t ructure as a whole.
5. in one period of service or other.
P rac t i ce shows that each group of fai lures is descr ibed by a par t icu lar distribution: the initial and ea r ly failures in the running-in period, by a Weibull distr ibution or a gamma distribution; gradual breakdowns such as later fai lures and wear , by the normal distribution; and random failures, by an exponential distribution.
Random failure resul t ing f rom the action of unusual severe , unforeseen, and unavoidable c i rcumstances
579

TABLE 2. Number of Defective Assembl ies with Hydride Damage to Fuel Elements
Reactor
Big Rock Point
Dresden-2
Htmdremingen Ditto
n
Lingen Mofiticello Nine Mile Point Vermont Yankee Humboldt Bay
Tarapur-1 and Tarapur- 2
Oxster Creek Fukusima-1
Bctznau-I lina Obri~heim Dit~ff
Type of I reactor
~ I Ditto
)) ))
)) ))
PWR Ditto
Year
1966-- t967
t969-- t971 1969 1970 t971 1972 t970 t973 t971 1973
t970-- ~971 197t
! 1971 11971--
t972 i t97i
t971 t970 i971 t972 t973
I No. of defec- tive assemblies wi~ hydride damage
3 (vibrocomp. fuel) 69
3o 33 38 3t 8o
t59 (fie.) 38 54 (89 Le.) li
25
44 8
44 t2 ii (40 f.e.) 3 (3 f.e.) 3 (4 fie.) 2 (2 fie.)
I n i t i a l F a i l u r e s
The failures in this group are caused by obvious defects (cracks, porosity) of the tubes for the cans, the rods for the caps, and the welded seams which had not been detected during the fabrication of the fuel elements as well as damage which was incurred during t ranspor ta t ion or assembly operations andwhich caused thefuel elements to become unsealed.
Through defects a re easi ly detected during the quality control p rocess in the course of quantity produc- tion of tubes and rods. Accordingly fuel-element failures due to this cause are ext remely ra re .
E a r l y F a i l u r e s
The causes of the failures in this group are hidden fabrication defects which do not cause leaks in the fuel-element can. As shown by operat ing experience, hidden defects not detected during inspection of tubes and rods r a r e ly resul t in the failure of fuel elements s ince they are too smal l to spread spontaneously even when the can is embri t t led in a neutron field or as the result of hydrogenation.
However, there a re other forms of hidden defects which give a maximum intensity of breakdowns after severa l days or months of service (2-100 eff. days or 2-5 GW. days/ ton U buruup). The most dangerous of these defects is that of contamination of the fuel with hydrogenous substances. Hydrogen present in the fuel as an impurity in any chemical form is capable of leading to local hydrogenation of the inner surface of the can.
The main source of hydrogen is moisture which is desorbed f rom the fuel during service and is part ial ly radiolyzed in the course of irradiation. The hydrogen is not distributed uniformly in the can but forms randomly distr ibuted powerful accumulations of hydrides ("sun-bursts") causing damage to the can with the formation of bulges, through holes, and c racks because of rapid changes in volume (density of 6-hydr ide phase 5.48 g / cm 3, Zi rca l loy 6.545 g/cmS). As is seen f rom Table 2, fai lures due to this cause have been observed quite often.
No unambiguous concept of the mechanism of local accumulation of hydrides has thus far been developed. It may be assumed, however, that a significant role is played by the magnitude of the neutron field in which the fuel element is used. As the neutron field Varies, the ratio established between the hydrogen and oxidant (oxy- gen and water vapor) during radiolysis changes, If the quanti ty of oxidant exceeds the quantity of hydrogen, then catastrophic hydrogenation does not o c c u r because of the high ra tes of surface oxidation in the presence of water (the oxide layer on the inner surface of the can inhibits absorption of hydrogen).
580

TABLE 3. Number of Crumpled Fuel Ele- nears in PWR
P~.,-~ CtO~
Betznau-1
Jina
Initial pres- Fuel den- sure in fuel- element can sit,]. %
None 94 The same 92
~ 94 ,) * 92 Yes 91--92
None 94 92 90
* 94 ,) 92
Yes 92--94
Fraction of fuel ele- nen~_crum. fled, %
0 2,3 0 0,8 4,5 0
2,0 7,3 3,5 3,8 6,5 0
Miyama-i None 94 i,0 Yes 9i--92 0
Point Big-1 None 94 3,2 (Big Rock Yes> 92 0--07 Point-l) 91 0--@ ,05
94 0
Robinson-2 None 94 l, i Yes 91--92 0
Cases have been observed when segments with damaged oxide film healed under such conditions, notwith- standing the presence of hydrogen. As the oxidant is depleted, however, the oxidation rate fails off and condi- t ions are produced for hydrogenation of segments devoid of an oxide film. Some r e s e a r c h e r s assume that the inner end surface of the end par ts may be activated at the operat ing tempera ture (remain free of z i rconium oxide) and this se rves as a hydrogen getter. In this case, given good contact between the end par t and the can the hydrogen absorbed by the par t diffuses at the welding seam counter to the tempera ture gradient into the colder segment where it forms local accumulat ions of hydrides and contributes to the failure of the can In the region of the welded joint.
This is one possible reason why p rec i se ly the segments adjoining welded joints are most subject to local hydrogenation and cracking.
Some r e s e a r c h e r s believe that the p resence of fluorine or ces ium is a prerequis i te for local internal hydro- genation since in this case the protect ive action of the oxide film of the z i rconium diminishes. The maximum mois ture content which the fuel can have without crea t ing a potential possibi l i ty of local hydrogenation most often is 0.0002-0.0015% and the maximum fluorine content is 0.0025%.
The most effective method of preventing failure of fuel elements as the resul t of local hydrogenation is that of eliminating the hydrogen and mois ture f rom the fuel by increas ing the density of the UO 2 pellets, sub- jecting them to hot vacuum t rea tment just p r io r to loading in the can, absolute s ter i l i ty during fabrication, arid introduction of get ters into the cans during fabrication of the fuel elements.
L a t e F a i l u r e s
This group encompasses damage due to crumpling of cans, appearance of s t rong deposits on the surface of cans, frett ing cor ros ion , and the interaction of the fuel with the can.
Crumpling of Cans. Massive damage of this kind to fuel elements was f i rs t detected in 1972 in the A m e r i - can p r e s su r i zed -wa te r r eac to r s Betznau-1 and Jina. Subsequently it was also observed in a number of other r eac to r s of a s imi la r type (Table 3).
It was established that ia a r eac to r uranium dioxide may become sintered and be compacted at a much lower t empera tu re than in conditions outside the reac tor . With an initial density of 93% compaction under i r - radiation was observed at a t empera tu re below 500~ but it was absent at a density of 98%.
581

0 'c7 v2 Time
Fig. 1. Model of fue l -e lement re l iabi l i ty: T = 0, 0 < v -< 1-1 a r e the per iods of initial and e a r l y fai l - u res , respec t ive ly ; ~- > 72, ~r 1 < ~-<v 2 a re the per iods of wear and late fa i lures (useful s e rv i ce life of fuel e lements) ; ) random fa i lures .
As a resu l t of the compact ion of the fuel ove r the length of the fuel e lement , gaps fo rm between the fuel pe l le ts into which the cans c rumple owing to c r eep under the coolant p r e s s u r e .
In the t ime n e c e s s a r y for the cans to c rumple (collapse) an effect is a l so exer ted by geomet r i ca l fac tors (ovality and eccen t r i c i ty of tubes of fue l -e lement cans) and s t rength cha r ac t e r i s t i c s . With inc reased oval i ty and eccen t r i c i ty and diminished s t rength cha r ac t e r i s t i c s , the t ime to col lapse may be sharp ly reduced.
Such oases a r e incompat ible with the r equ i r emen t s a r i s ing f rom the imperfec t ion of the s ta t i s t i ca l method for the control of these p r o p e r t i e s in m a s s production, as a resu l t of which tubes whose c h a r a c t e r i s t i c s c o r r e s - pond to the ta i l of the dis t r ibut ion may be passed~
Rela t ive ly comple te c rumpl ing r e su l t s in the radius of cu rva tu re in the c rumpled segment reaching a value of 0.05-0.06 cm which co r r e sponds to high deformat ion ( > 20%). Since c rumpl ing occu r s a f t e r burnup, which causes pronounced embr i t t l emen t of the z i rcon ium can, a cons iderable propor t ion of the crumpled segments have pene t ra t ing c racks along the i r boundaries . Leak tes t ing showed that 5-20% of all the c rumpled fuel e lements a r e defective.
Ways of combat t ing c rumpl ing include: l imit ing the min imum allowable densi ty of UO2, increas ing the c reep r e s i s t ance of the can ma te r i a l , making the can th icker , l imit ing the ovality and eccent r ic i ty of the tube-cans , increas ing the initial p r e s s u r e of the inert gas in the can, and poss ib ly reducing the coolant p r e s s u r e in p r e s - s u r i z e d - w a t e r r e a c t o r s .
Depos i t s on the Surface of Fue l -E lement Cans. The format ion of s t rong deposi ts on the can sur face may resu l t in conditions conducive to acce le ra t ed co r ros ion because of t e m p e r a t u r e s above the design values.
Fai lure due to deposi ts of co r ro s ion products have been obse rved in a number of de tec tors , including the r e a c t o r at Big Rock Point (U.S.A.) and the SGHWR (Gt. Britain). In the f o r m e r case ~ 20% of the fuel e lements
in the core failed.
Invest igat ions showed that if the copper (magnesium, calcium) concentra t ion in the wa te r is low, then the l aye r of deposi ts is porous and does not p revent coolant f rom reaching the can sur face ; the heat t r a n s f e r c h a r - a c t e r i s t i c s do not de t e r io ra t e since the coolant flow exper ience some turbul izat ion. In this case thick deposi ts (up to 0.1 mm) a re admiss ib le . If the copper concentra t ion is high (2" 10-~-5 �9 10-T%), then the channels in the l aye r of deposi ts fill up; since the resu l tan t dense l ayer const i tu tes a good t h e r m a l b a r r i e r , the can t e m p e r a t u r e r i s e s and co r ros ion is acce le ra ted . In some cases this l ayer may stand away f rom the can whereupon the vapor - filled, insulated gap leads to an even g r e a t e r r i s e in the can t e m p e r a t u r e .
Fa i lures due to deposi ts can be e l imina ted en t i r e ly by checking the composi t ion of the coolant, ca re fu l ly purifying the feed water , and making the p r o p e r choice of m a t e r i a l s for the p r i m a r y loop since the c o r r o s i o n products of these m a t e r i a l s fo rm deposi ts (in pa r t i cu la r , caution must be obse rved in using such m a t e r i a l s as copper in the cons t ruc t ion of the loop and pumps) .
Fre t t ing C o r r o s i o n : This is an effect which mani fes t s i t se l f most f requent ly In such units of the fuel a s s e m b l y in which fastened pa r t s may move with r e spec t to each o ther with a smal l ampli tude under the effect of vibrat ion. In such c a s e s with smal l d i sp lacements f re t t ing and co r ros ion products a r e not c a r r i e d beyond the l imi ts of the contact sur face and this sharp ly intensif ies the p r o c e s s of damage.
582

This effect was obse rved in a number of r e a c t o r s (I-Iundremiagen, Oys ter Creek, CANDU}. One cause of f re t t ing c o r r o s i o n was the i m p r o p e r choice of method of spacing the fuel e l emen t s (wire gr ids or a wi re wrapped on the su r face of each fuel element}. The use of spr ing spacing gr ids p rac t i ca l ly e l iminated this cause .
It is a compl ica ted m a t t e r to take account of the effect of f ret t ing co r ros ion when designing fuel e l ements and fuel a s s e m b l i e s . Fu l l - s ca l e t e s t s which comple te ly reproduce the r e a c t o r conditions a r e n e c e s s a r y for each new fue l -e lement design.
Fa i lure due to Mechanical In terac t ion of Fuel with Can. The in teract ion of the fuel with the can r e su l t s in an inc rease in the length and d i a m e t e r of the fuel e lements , the format ion of r idges whe reve r fuel pe l le t s come in contact with each other (bamboo effect), fo rmat ion of c r a c k s at p laces of ove ra l l o v e r s t r e s s of the can or local concent ra t ions of s t r e s s e s and s t ra ins , co r ro s ion c rack ing under s t r e s s in iodine or ces ium vapor , low-cycle fatigue of the can, and bending of the fuel e lement .
Most of the defects enumera ted a r e re la ted d i rec t ly to power var ia t ions during opera t ion of the a tomic power plant, e spec ia l ly at e levated burnups when radia t ion embr i t t l emen t of the can occurs .
Elongation of Fuel E lements . Considerable at tention is being paid to the dependence of the elongation of a z i rcon ium can on ex te rna l conditions. It was been shown that the elongation is due to two causes . The f i r s t is a s soc ia t ed with the mechanica l in terac t ion of the fuel with the can by a " ra tche t" mechan i sm which opera tes dur ing each cycle of power change.
The elongation of the fuel e lement has been shown to depend on many fac tors : the power cycl ing mode, the initial d i a m e t r a l gap between fuel and can, the length and shape of the pel le ts , the th ickness and s t rength of the can, and the densi ty of the pel le ts . It was found, e.g. , that the elongation of the fuel e l ements i n c r e a s e s with an inc rease in the height and densi ty of UO 2 pel le ts , with a dec r ea se In the initial d i ame t r a l gap between fuel and can, and with a d e c r e a s e in the can th ickness and s t rength. The elongation is a lso affected by the shape of the pel le t ends; thus, it is l a r g e r in the case of fiat ends, s m a l l e r in the case of ends with lunes, and s m a l l e r s t l t l for ends with furies and chamfe r s .
The second cause of elongation of fuel e lements is linked with the radia t ion- induced growth of the z i r - conium can without any applied s t r e s s . Radiat ion- induced growth can be control led by control l ing the tex ture of the can, the se rv iceab i l i t y of the fuel e l emen t s being ensured by appropr ia te choice of the fuel a s s e m b l y design.
Overa l l O v e r s t r e s s of the Can. This is caused by the t h e r m a l and radia t ion- induced expansion of the fuel and can. The potent ial poss ib i l i ty of fa i lure a lso a r i s e s af ter long se rv i ce at reduced power and if the can has hidden fabr ica t ion defects . As shown by exper ience and e s t ima te s , however, it is not ve ry l ikely that overa l l o v e r s t r e s s would resu l t in the fai lure of the fuel e lement since cons iderab le ampl i tudes and speeds of power var ia t ions a r e required.
Concentrat ion of S t r e s s e s and Strains. According to the genera l ly accepted zone model of t h e r m a l expan- sion of fuel, as the power is inc reased port ions of the ex te rna l pa r t of the pel le ts in terac t with the can and f r i c - t ional force leads to concentra t ion of s t r e s s e s and s t ra ins , as a rule about the in ter face between pel le ts and about c r acks p rev ious ly fo rmed in the pel le ts .
In some ca se s high s t r e s s e s a r i s e in segments of cans where chips of UO 2 have become wedged in the d i a m e t r a l gap between fuel and can. Unlike overa l l o v e r s t r e s s , such local s t r e s s e s and s t ra tus can quite f r e - quently cause fuel e l emen t s to fail. The si tuat ion d e t e r i o r a t e s if, with an e levated s t r e s s concentra t ion, r ad io - act ive iodine or ces ium is l ibera ted in the can. In this case , co r ros ion c rack ing is obse rved to occur in the can even at lower s t r e s s e s .
This f o r m of fa i lure was obse rved in the CANDU reac to r . Libera t ion of radioact ive iodine f rom the fuel evidently r equ i re s a rapid, sharp inc rease in power. With s t eady - s t a t e conditions the iodine r eac t s with the meta l l i c f iss ion f r agmen t s in the cold pe r iphe ra l pa r t s of the UO z (with Zr , Ru, etc.) and fo rms iodides which a r e t r a n s p o r t e d to the hot ter por t ion of the fue l -e lement core .
To suppres s damage f rom concentra t ion of s t r e s s e s and s t ra ins Canadian r e s e a r c h e r s suggested that a lubr ica t ing l aye r based on graphi te or si loxane be used between the fuel and can. This l aye r makes it poss ib le not only to reduce the magnitude of local s t r e s s e s due to the in teract ion of fuel and can, but a lso p reven ts rad ioac t ive iodine f rom penet ra t ing into the z i rconium. Fuel e l ements with such a l aye r have been dubbed "Canlub fuel" in Canada.
In some cases , in studies of the behav ior of fuel e lements with pa r t i cu l a r ly thin cans it was found that t he re was a bamboo effect resu l t ing f rom the en la rgement of the pel le ts in the region of the i r end- faces .
583

Low-Cycle Fatigue of Can. As the result of r eac to r power variations fuel-element cans (especially thin cans which are not res is tant to the coolant pressure) may suffer fatigue failure.
The mechanism of this failure can be imagined as follows: under the p re s su re of the coolant the can crumples with an increase in the ovality, and, in a number of cases , even sharp longitudinal c r ea ses form; during cycl ical power variations al ternat ing s t rains a re set up in segments with a small radius of curvature and these s t rains lead to failure in relat ively few cycles.
Bending of Fuel Elements . This is an undesirable effect which is due p r imar i l y to the res t r ic t ion of the f ree elongation of fuel e lements under i r radiat ion o r occurs because of the elimination of the residual s t r e s - ses set up during fabricat ion o r se rv ice of the fuel e lements .
The f irs t form of bending occurs when an insufficient gap to compensate for growth of the fuel element has been provided between the fuel elements and the end par ts of the fuel assembly or the base plate of the r eac to r core and as a result there is an obstacle to growth.
A number of factors may affect the occur rence of bending without axial interaction. Some of these factors are improper heat t rea tment of the fuel-element cans, a t empera ture drop over the pe r imete r of the fuel e le- ment, a neutron-flux gradient over the c ros s section of the fuel elements, a possible mechanical interaction be- tween the fuel and can, differences in the wall thickness of the cans, and the interaction of the fuel element with the spacing grid.
Not all forms of damage due to mechanical interaction of fuel with can considered in this section have been observed during operations. Thus, the bamboo effect and failures due to overal l ove r s t r e s s or low-cycle fatigue of cans occur red only in especial ly set-up experiments. Thus far these factors have not been found to be responsible for any failures in commerc ia l power reac tors . In individual cases fuel elements have been observed to fail because of bending when fuel elements experienced excessive elongation. The most common failures, as mentioned above, are due to concentrat ions of s t r e s s e s and s t ra ins . This has been demonstrated with par t icular c la r i ty during the operation of the Canadian CANDU reac tors .
W e a r
In the final period of fuel-element service, the number of breakdowns r i ses sharply owing to wear and exhaustion of the ca r ry ing capaci ty of the component par ts and the ent ire construct ion as a whole. On the basis of general izat ion of experience in operat ing atomic power plants and reac to r experiments , it is assumed that possible causes of wear may be: swelling of UO 2 and re lease of gaseous fission products , and cor ros ion and embri t t lement of the can mater ia l . These p rocesses , which depend s t rongly on the thermal load, have now been studied quite well and can be controlled up to buraups of {7-10) " 10 4 MW. day / t on U, values which are not a t - tained in commerc i a l r eac to r s at present . A ccordingly, it has not yet been necessa ry to grapple with the problem of fuel-element wear in existing reac to r s .
R a n d o m F a i l u r e s
This form of failure is due p r imar i ly to the effect of the "tail s of the s ta t is t ical distribution of the pa r am- e te rs checked, such as the mechanical proper t ies and geometr ical dimensions of the cans and the impuri ty content of the fuel, as well as to the random deviations of the serv ice pa rame te r s from the design pa rame te r s (local power flash-ups, deter iorat ion of heat t ransfer , entry of foreign bodies into the coolant, etc.).
LITERATURE C I T E D
1. A.P. Aleksandrov, in: Twenty Years of Atomic Power [in Russian], Atomizdat, Moscow (1974), p. 205. 2. A.M. Petros'yaats, From Scientific Quest to Atomic Industry [in Russian], Atomlzdat, Moscow (1976). 3. V.V. Goncharov et al., Paper at Franco-Soviet Seminar, Saelay, November (1975). 4. Yu. M. Bulkin etal., in: Experience from Atomic Power Plant Operation and Ways of Further Develop-
ing Atomic Energy [in Russian], Vol. 2, Izd. Fiz.-]~aerg. Inst. (F]~U), Obninsk (1974), p. 28. 5. V.G. Aden et al., At. Energ., ~ No. 4, 233 (1977). 6. Proceedings of the Scientific and Technical Conference [in Russian], Novovoronezh, September (1974). 7. I. Hehel and G. Stelle, At. Tekh. Za Rubezhom, No, 9, 5 (1971). 8. D. Locke, Nucl. Eng. Design, 33, 94 (1975). 9. H. Williamson and R. Probstele, Proc. CNA/ANS nCommereial Nucl. Fuel Technology Today," Toronto
(1975), Sec. i, p. 38.
584

10. F. K r a m e r , P r o c . CNA/ANS " C o m m e r c i a l NucL Fuel Technology Today," Toronto (1975), Sec. 1, p. 50. 11. S. Aas , P roc . CNA/ANS " C o m m e r c i a l Nucl. Fuel Technology Today," Toronto (1975), Sec. 2, p. 35. 12. R. Duncan, P roc . CNA/ANS " C o m m e r c i a l Nucl. Fuel Technology Today," Toronto (1975), Sec. 2, p. 55. 13. K. Jo rdan , P roc . CNA/ANS nCommerc i a l Nucl. Fuel Technology Today," Toronto (1975), Sec. 2, p. 86. 14. I. Malter , P roc . CNA/ANS " C o m m e r c i a l NucL Fuel Technology Today," Toronto (1975), Sec. 1, p. 24. 15. J . Rober t son , P rec . CNA/ANS " C o m m e r c i a l Nucl Fuel Technology Today," Toronto (1975), Sec. 2, p. 2. 16. R. P roebs t l e , P roc . CNA/ANS " C o m m e r c i a l NucL Fuel Technology Today," Toronto (1975), Sec. 1, p. 15.
M E T H O D S O F M E A S U R I N G T H E D I S T O R T I O N
O F F U E L - E L E M E N T C A N S D U R I N G I R R A D I A T I O N
A. V. Z e l e n c h u k , B. V. F e t i s o v , Y u . G. L a k i n , * a n d V . Y u . T o n k o v
UDC 534.6:624.058.2
In a nuclear r eac to r , one r eason for a fuel e lement becoming unse rv iceab le is a fa i lure of the can caused by dis tor t ion a r i s ing out of the p r e s s u r e of the gaseous products of f iss ion within the can or of the coolant. Consequently, the study of the radia t ion deformabi l i ty of fue l -e lement cans under in ternal p r e s s u r e is of g r ea t topica l in teres t .
The re a r e p rac t i ca l l y no effect ive methods of studying the d is tor t ion of fue l -e lement cans during i r r a d i a - tion; the major i ty of the expe r imen ta l data has been obtained during m e a s u r e m e n t s c a r r i e d out p r i o r to i r r a d i a - t ion of s amp le s within the r e a c t o r and only a few of them involved m e a s u r e m e n t s ac tual ly within the r e a c t o r i t - s e l f [1]. As an ana lys i s [2] has shown, we should only use data obtained f rom studies within the r e a c t o r for design purposes , if sus ta ined mechanica l p r o p e r t i e s a r e being considered. This is p a r t i c u l a r l y evident in the ca se of radia t ion c r eep of fue l -e lement cans.
Studies have shown the p r o m i s i n g nature of the acous t ic method of m e a s u r i n g deformat ion [3, 4] and a lso of h igh - t empe ra tu r e t h e r m i s t o r s . We have i l lus t ra ted the poss ib i l i t i es of these methods during the inves t iga- tion of c r e e p in z i r con ium tubular fue l -e lement cans loaded with internal gas p r e s s u r e (Fig. 1). The appara tus was developed for invest igat ions in a 5 0 - m m ver t i ca l expe r imen ta l channel in a type IRT-2000 r eac to r . The appara tus cons i s t s of a hea te r 1, in which sample 2 is located with a s t r a in gauge r e s i s t o r 3 glued to it, and an acous t ic s y s t e m for m e a s u r i n g the ex te rna l d i a me te r of the sample . The acoust ic s y s t e m consis ts of a U- shaped f la red waveguide 4. Two coaxial holes open into the waveguide through the pa ra l l e l s ides within the bend of the U, so that the sample can be introduced. A guide bush 5 is welded to the upper opening. The lower opening 6 in the 1 - m m wall of the waveguide enables the d i a m e t e r of the sample to be measured . An audio f requency source 7, energ ized by an af s ignal gene ra to r 8, and an af r e c e i v e r 9 a re connected to the ends of the waveguide where they pass outside the core of the r e ac to r . Rece ive r 9 is connected via ampl i f i e r 10 to ml l l ivo l t - m e t e r 11, which has an output for one of the channels of an XY plot ter 12. To m e a s u r e the d i a m e t e r of a sample in var ious sec t ions , it is poss ib le to move the sample ve r t i ca l ly re la t ive to the m e a s u r e m e n t opening 6 by means of wire 13, lowered f rom outside the exper imen ta l channe l Weight 14 s e r v e s to r e tu rn the sample to its or ig ina l position. Ver t ica l d i sp lacement of the sample is moni tored by slide wire t r a n s d u c e r 15, the s ignal f rom which is applied to the second channel of XY p lo t te r 12. Five cyl indr ical ca l ibra t ion sec t ions 16, with p r ede t e rmined d i a m e t e r s , a r e mounted on the upper plug of the sample for ca l ibra t ion pu rposes . The d i a m e t e r of the l a rge s t ca l ibra t ion sec t ion is made to exceed the nominal d i ame te r of the sample by an amount equal to the m a x i m u m ant ic ipated deformat ion. Thermocoup les 17 s e rve to check the t e m p e r a t u r e of the sample .
The pr inc ip le of opera t ion of the acoust ic s y s t e m of m e a s u r e m e n t is based upon modif icat ions to the flow of acoust ic ene rgy in the waveguide caused by the p r e s e n c e of the deformed sample . A sinusoidal e l ec t r i ca l s ignal f rom the af s ignal gene ra to r is applied to the source t r ansduce r , where it is conver ted tnto an e las t ic vibrat ion of the gas filling the waveguide. The sound vibrat ions propagat ing inside the waveguide t r a v e l around the bend to the m e a s u r e m e n t opening, ia which the sample has been inser ted, and a r e then r e g i s t e r e d by the af r e c e i v e r . When the d i a m e t e r of the sample changes, the width of the annular s lot a t the wall of the waveguide between the inner su r face of the opening and the outer su r face of the sample will a lso vary . As a resu l t , p a r t
* Deceased .
T r a n s l a t e d f r o m Atomaaya l~nerglya, Vol. 44, No. 6, pp. 505-508, June, 1978. Original a r t i c le submit ted Apri l 27, 1977.
0038-531X/78/4496-0585507.50 �9 197~ Plenum Publishing Corpora t ion 585