Embed Size (px)
Citation preview

Mechanical Properties of Vinyl Alco hol-Ethylene Copolymers
M. L. CERRADA, J. M. PERENA, R. BENAVENTE, d E . PEREZ
Xnstituto de Ciencia y Tecnologia de Polimeros (CSXC) Juan de Za Cierva, 3 28006 M a d r i d Spain
The stress-strain behavior of vinyl alcohol-ethylene copolymers, with vinyl alcohol as main component, was studied. Films of the copolymer samples, either quenched or slowly cooled from the melt, were stretched at 23, 40 and 80°C. The two former temperatures are below the glass transition (TJ and the latter is well above the Tg of the studied samples. The drawing process was carried out at different strain rates, and the influence of the stretching parameters (temperature, strain rate) as well as the thermal history and composition of the copolymer samples are discussed in re- lation to the corresponding homopolymers, poly(viny1 alcohol) and polyethylene. The copolymer with the highest vinyl alcohol content exhibited a critical strain rate, showing maximum values of Young's modulus at a deformation rate around O.SS/min.
INTRODUCTION
tress-strain behavior of polymers is strongly de- S pendent on temperature and strain rate of the drawing process as well as on thermal history of the sample ( 1, 2). The stretching temperature is a key fea- ture of the drawing mechanism, mainly for amor- phous polymers. This class of polymers is generally deformed through a neck when the drawing tempera- ture is below the glass transition (TJ, whereas the de- formation is homogeneous at temperatures above Tg (3, 4). On the other hand, the drawing process of semicrystidline polymers with a hgh crystallinity de- gree usually takes place through a neck, irrespective of the drawing temperature, even when this variable affects the overall picture of the stress-strain curve (ductile or brittle deformation). Moreover, polymers with low crystallinity degree and liquid crystal poly- mers show drawing patterns intermediate between neclung and homogeneous deformation, depending on the drawing temperature (5).
Other variables determining the mechanical proper- ties of a polymer are strain rate and thermal history. The latter is an important factor to control the mor- phology and crystallinity level of the final product and, consequently, its properties and applications.
The growing interest in developing packaging mate- rials with enhanced gas-barrier properties has led to a renewal of the research in copolymers of vinyl alcohol and ethylene with a high content of the former compo- nent. The manufacturing processes of barrier lami- nates imply various drawing procedures that can be
simulated in order to study the influence of the stretching variables on the final properties.
The aim of this work is to get insght into the effect of the Werent drawing parameters (drawing tempera- ture, strain rate) on the mechanical properties of vari- ous samples of vinyl alcohol-ethylene copolymers with Merent comonomer content and thermal histories. In addition, since it has been reported polymorphism in these VAE copolymers either by a change in composi- tion or by a change in thermal treatment (6). it is in- teresting to know how much such polymorphism in- fluences the mechanical behavior.
EXPERXMl!XTAL
Three commercial@ available VAE copolymers, VAE1, VAE2 and VAE3 (from Solvay, Kuraray, and DuPont, respectively), were used. Table 1 shows the composi- tion in vinyl alcohol determined by means of 'H and 13C n.m.r. spectroscopies as well as the other charac- teristics of the samples, supplied by the manufactur- ers. Sheets specimens were obtained as Alms by com- pression molding in a Collin press between hot plates (210°C). and at a pressure of 2.5 Mpa for 15 min.
Each one of the VAE samples was crystallized under two different conditions (Q and S). The first treatment, Q. consisted of fast cooling between plates cooled with water after melting in the press. The S specimens were slowly cooled from the melt at the in- herent rate of the press. The corresponding cooling rates are, approximately, 100°C min-' for the Q sam- ples and 2.5"C min-' for the S specimens.
1036 POLYMER ENGINEERING AND SCIENCE, APRIL 2000, Vol. 40, No. 4
Mechanical Properties of Vinyl Alcohol-Ethylene Copolymers
Table 1. Vinyl Alcohol (VAL) Composition and Sample Characteristics of VAE Copolymers.
Composition (fvAJ
Nominal 'H n.m.r. l3c n.m.r. Copolymer knsity(g/cm3) MFIa(g/10 min) T g W
VAE 1 0.71 0.76 0.77 1.196 2.8 57 VAE2 0.68 0.73 0.72 1.19 3.1 57 VAE3 0.56 0.61 0.62 1.15 16 52
WFI: men flow index.
The parent homopolymers, poly(viny1 alcohol) (PVAL) and polyethylene (LDPE), were commercial grades and, for LDPE, the manufacturing conditions (pressure and temperature) were similar to those used for the production of the VAE copolymers studied. The PVAL-Q homopolymer samples were obtained by melt compression under the same conditions than those VAE copolymers. The PVAL-S specimens were not possible to achieve because of the degradation of ma- terial during the slow cooling. On the other hand, LDPE films were obtained by melt compression at 140°C.
Water content study in PVAL homopolymer and VAE copolymers has been carried out in a Perkin- Elmer TGA7, calibrated according to a standard pro- tocol. The sample weights ranged from 4 to 5.5 mg, and the heating rate was 10°C/min.
The thermal characterization was carried out in a Perkin-Elmer DSC7 calorimeter, conneted to a cooling system, and calibrated with different standards. To avoid differences in the glass transition and melting temperatures caused by variation in sample weight, the mass of the sample was fixed at approximately 6 mg in all of the experiments. The scanning rate used was 10°C min-'. The values of the glass transition are shown in the last column of Table 1.
The mechanical behavior was analyzed for the ho- mopolymers (PVAL and LDPE) and VAE copolymers. Dumbbell-shaped specimens with gauge dimensions 15 mm in length and 1.9 mm in width were punched out from the sheets with a standardized die. Thick- ness of specimens was in the range from 0.1 mm to 0.2 mm. Tensile testing was carried out using an Instron Universal testing machine calibrated accord- ing to standards procedures. All of the copolymer specimens were drawn at two crosshead speeds of 0.5 and 10 cm/min and at three different temperatures: 23, 40 and 80°C (for homopolymers were only studied 23 and 80°C). Moreover, some additional crosshead speeds were used in VAE1-Q to confirm results ob- served at these two deformation rates and to explain an anomalous tendency exhibited. The different me- chanical parameters were calculated from the stress- strain curve. At least four specimens were tested for each set of samples and the mean values were report- ed. The error in their values were always less than 10%.
The elongation of the samples is given either by the draw ratio
being 4 = final length and l,, = initial length, or the percentage of deformation (VOOE). The relationship be- tween both parameters is:
(2) The actual draw ratio, A, was directly determined from the displacement of parallel ink marks printed 2 mm apart prior to drawing.
YO& = 100 (X - 1)
RESULTS AND DISCUSSION
Though VAE copolymers are semicrystalline and hy- drophobic because of the ethylene units in the copoly- mer, compared to PVAL homopolymer, the hydrophilic nature of hydroxyl groups plays an important role in relation to the water molecules. Therefore, properties are affected by absorbed water. Water content has been calculated by T.G.A. over just molten films since the specimens were cut and measured just after a film was prepared (specimens were kept into closed plastic bags during the time between consecutive ex- periments at a given temperature to avoid the envi- ronmental humidity). Results are listed in Table 2. Therefore, the different parameter values shown in Table 3 and 4 for each copolymer are those found in the distinct VAE copolymers containing the amount of water detailed in Table 2. No drying process was ap- plied to the copolymers in the current work because such a drymg process would be performed at temper- atures above the glass transition temperature of these VAE copolymers, and an annealing process would be also provoked. It has been reported (7) that a drying and annealing processes carried out at 80°C under
Table 2. Absorbed Water Content in PVAL and PE Homopolymers and VAE copolymers.
Sample % Lost Weight (Up to Temperature of 190°C)
PVAL VAE-1 -Q VAE-1 -S VAE-2-Q VAE-2-S VAE-3-Q VAEB-S LDPE
3.30 2.22 1.72 2.02 1.66 1.72 1.46 0.00
POLYMER ENGINEERING AND SCIENCE, APRIL 2000, Vol. 40, No. 4 1037
M . L. Cerrada, J. M . Perem R. Benavente, and E. Perez
Table 3. Mechanical Properties of PVAL, LDPE and VAE Copolymers With Q Treatment.
23°C 40°C 80°C
v e E STY Ay CTB AB E ~y Ay UB & E STY Ay UB A, Sample
(cmlmin) (MPa) (MPa) ( M W (MPa) (MPa) (MPa) (MPa) (MPa) (MPa)
0.5 5500 -' -a 110 1.1 - - - - - 450 4 4 23 2.8
10 930 -a -a 20 1.1 - - - - - 430 34 1.1 34 3.1 PVAL
0.5 2300 72 1.1 22 1.4 1800 48 1.1 46 3.2 320 18 1.2 27 6.4
10 750 55 -a 25 1.3 380 50 1.2 42 4.1 210 18 1.1 29 7.3 VAEl
0.5 1650 75 1.1 65 3 1300 45 1.1 62 4.9 260 16 1.2 31 7.6
10 700 74 1.1 62 4.2 680 58 1.1 65 4.5 230 19 1.2 38 7.7 VAE2
0.5 1200 56 1.1 52 3.1 980 37 1.1 49 5.3 140 32 7.8
10 450 46 1.1 57 3.9 440 44 1.1 25 4.5 180 13 1.1 26 7.8 VAE3
~ ~~ ~ ~
0.5 85 6 1.2 12 7.5 - - - - - 1 4 9 4 4.5 LDPE
15 4 1.3 5 6.4 - - - - 10 130 9 1.2 17 8.5 - a Breakup befont reaching yield point.
Homogeneous drawing.
vacuum over these VAE copolymers has considerably modified the viscoelastic relamtion spectrum exhibit- ed by these copolymers. Therefore, it is expected that the mechanical properties exhibited after drying and annealing would be different to those of original
The water content exhibited by VAE copolymers is lower than in WAL because of the introduction of eth- ylene as comonomer. Such water content decreases as vinyl alcohol molar fraction is diminished (see Table I), since it is the hydrophilic comonomer. It is
copolymers.
also seen that the quenched specimens absorbed more water than the slowly cooled ones because of the higher crystallinity (6, 8) in the latter ones, since water absorption takes place in the amorphous phase (9. 10). meat of Tempentpre on the Deformrtton Behador
To investigate the effect of temperature on the stress-strain behavior, VAE copolymers were stretched either below (23 and 40°C) or above (80°C)
Table 4. Mechanical Properties of PVAL, LDPE and VAE Copolymers WRh S Treatment.
23°C 40°C 80°C
v e uY OB uY OB b uB & Sample
(cdmin) (MPa) (MPa) (MPa) (MPa) (MPa) (MPa) (MPa) (MPa)
~~ ~ ~~~~~~~~ ~~ ~~
0.5 2500 72 1.1 74 1.1 1900 50 1.1 50 1.2 360 21 1.2 16 1.9
10 500 -a -a 20 1.2 300 -a -a 52 1.3 280 24 1.1 16 2.5 VAEl
0.5 2210 76 1.1 62 2 1685 55 1.1 50 3.7 360 24 1.2 20 4.7
10 750 66 1.1 70 4 600 52 1.1 63 5 250 27 1.1 29 5.6
0.5 1500 57 1.1 45 2.3 1100 42 1.1 34 2.7 220 14 1.1 19 6.2
10 500 60 1.1 38 4 450 45 1.1 43 4.7 260 18 1.1 27 7.3
VAE2
VAE3
0.5 125 9 1.1 l o 5.4 - - - - - 14 4 1.8 5 3.7
- - 21 3 1.7 4 5.6 LDPE - - 10 180 11 1.1 13 7.5 -
Breakup before reaching yield point.
1038 POLYMER ENGINEERING AND SCIENCE, APRIL 2000, Vol. 40, No. 4
Mechanical Properties of Vinyl Alcohol-Ethylene Copolymers
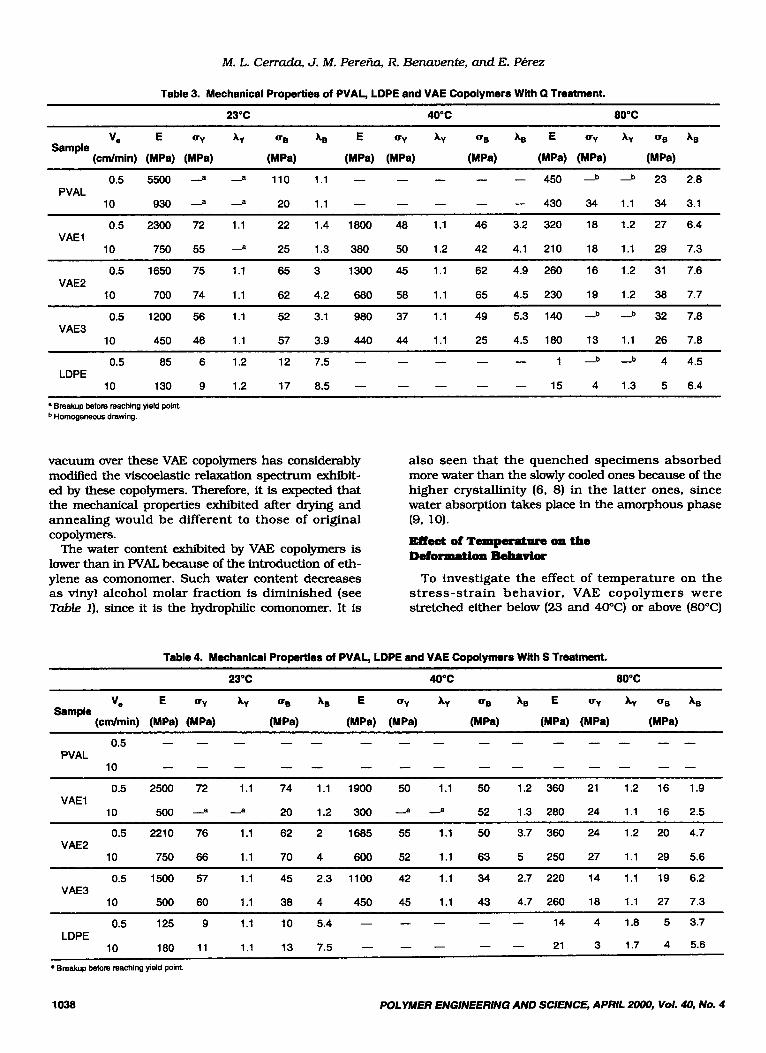
the glass transition temperature, as obtained by DSC measurements (see Table I). The engineering stress- strain curves for the three copolymers and the homo- polymers quenched, Q, are depicted in Figs. 1 to 3 at
the different stretching temperatures. In most cases, an unambiguous yield point is exhibited for all the de- formation temperatures. Thus, in general terms, three distinct regions were observed in the stress-strain
l 2 O I 100
POLYMER ENGINEERING AND SCIENCE, APRIL 2000, Vol. 40, No. 4 1039
M. L. Cerrada, J. M. Perefia, R. Benavente, and E. Perez
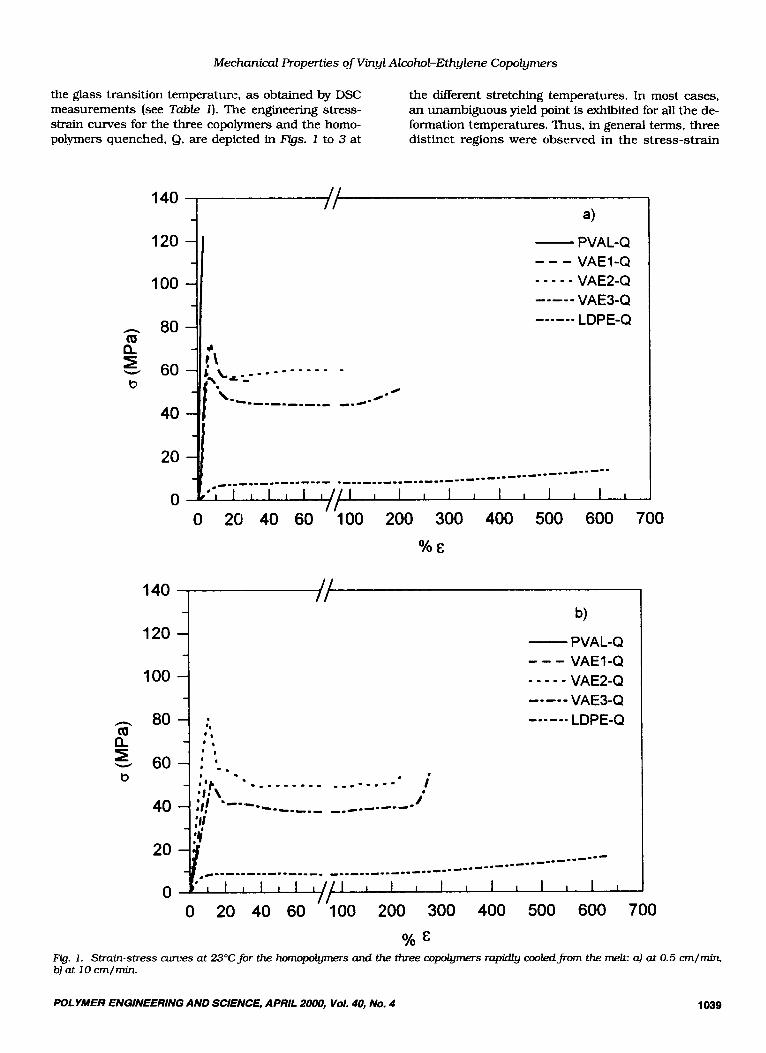
curves: initially, the stress rises in a linear fashion- allowing Youngs modulus determination-followed by a fall after the yield point: after a period of drawing with relatively constant stress levels, the stress starts to rise again because of hardening associated with stress-induced orientation. At these temperatures,
necking and cold drawing occur: necking was con- firmed by direct observation of the stretching process. At room temperature, although the VAE copolymers are far from the Tg (Tg was found in the 50430°C range for the copolymers depending upon composition, as seen in Table 1, and around 72°C for PVAL (8), by
n (P
Q v
b
60
50
40
30
20
10
0
a) I
0 100 200 300 400 500
% E
50
40
d 30 s n
W
b 20
10
0 0 100 200 300 400 500
% E Rg. 2. Stmin-stress curves at 40°C for the three copolymers rapidly &from the me& CJ at 0.5 cm/min, b) at 10 cm/min
1040 POLYMER ENGINEERING AND SCIENCE, APRIL 2000, Vol. 40, No. 4
Mechanical Properties of Vinyl Alcohol-Ethylene Copolymers
calorimetric measurements), these three different re- gions described above can be observed (Rg. 1). except WAL and VAEl which presented a very brittle behav- ior.
The stress-strain curves for stretching at 40°C are basically similar to those stretched at room tempera- ture, as depicted in Flg. 2. Tables 3 and 4 show the nu- merical values of the various mechanical parameters
n (ZI 0,
13 z W
40
30
20
10
0
40
30
h
d 20 z W
b
10
0
% E
#
0 .
.___----. -LDPE-Q
0 100 200 300 400 500 600 700 800
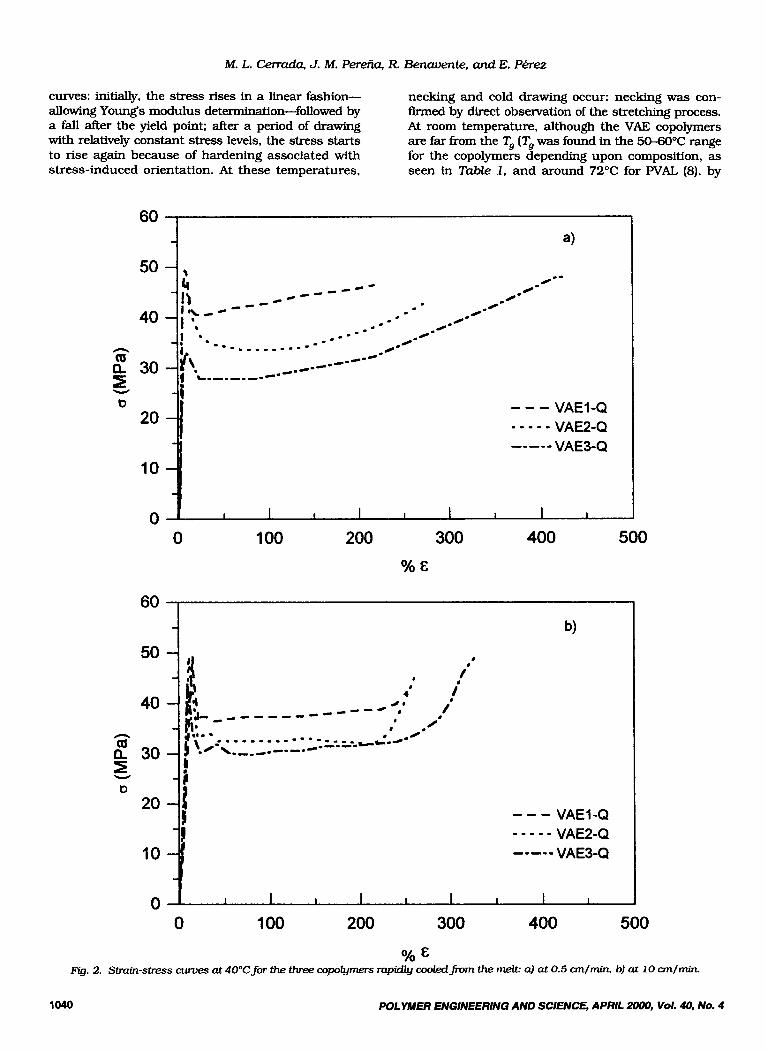
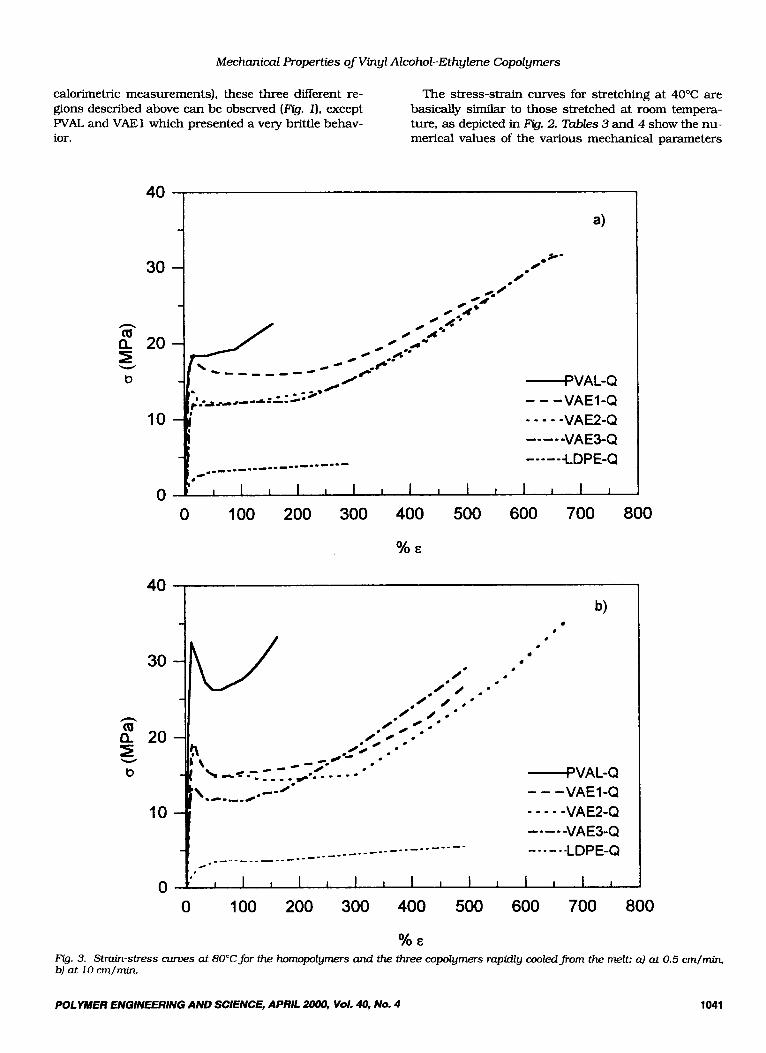
% E Fg. 3. Strain-stress curves at 80°C for the homopolymers and the three copolymers rapidly cooledfrom the melt: 4 at 0.5 crn/min, b) at 10 crn/min.
POLYMER ENGINEERING AND SCIENCE, APRIL 2000, Vol. 40, No. 4 1041
M. L. Cerrada, J. M. Per& R. BeMvente, and E. Perez
measured at the Werent stretching temperatures. As exhibited in both Tables. the Young's modulus values are lowered because the copolymers are closer to their glass transition temperature. The yield stress level also decreases and the fracture is tougher, even in VAEl that underwent a very brittle failure at room temperature. As the drawing temperature is increased (80°C) and
the copolymers are above the glass transition, the Young's modulus values are much lower, but this tem- perature is low enough to allow to exhiiit the three dif- ferent regions in the stress-strain curves (Fig. 3). Yield stress diminishes and, as occurred at 40°C there is also a decrease of the stress at a given draw ratio. It can be distinguished that the region from the yield point (initial maximum) to the minimum drawing stress is broadened. In turn, this feature is caused by nucleation of a large number of necks because of greater molecular mobility. These micronecks are dis- tributed uniformly over the sample, and thus the whole deformation behavior is close to approach quasi-rubber-like deformation (homogeneous): occa- sionally this homogeneous deformation occurs. It should be said that the mechanical parameters values here presented are similar to those found for copoly- mers of analogous characteristics at this temperature (10). At 80°C. LDPE exhibits "taffy-pull" characteris- tics without showing appreciable strain hardening. The temperature here is too high for adequate inter- chain friction to result in strain hardening.
The birefiingence of these copolymers (1 1) showed that as the necking starts to occur at short draw ra- tios, the birefringence increases rapidly with draw ratio and then, after necking, birefnngence increases slowly with the draw ratio reaching an almost con- stant value. Some infrared bands were sensitive to the orientation developed in the samples and, conse- quently, the dichroic ratio was studied (1 1).
Effect of Compodtion on the Deformation Behavior
These copolymers are based on two mechanically very Merent comonomers. LDPE is above its glass transition temperature in the whole temperature range analyzed. Therefore, it exhibits a ductile behav- ior. That means: low Young's modulus and yield stress values and high deformations at break in com- parison with the other homopolymer and VAE co- polymers (Tables 3 and 4 and Fig. 4). All of these me- chanical parameters are lowered with increasing temperature, the deformation becoming homogeneous at 80°C (Fig. 3). The breaking elongation at this high- est temperature is smaller than that exhibited at room temperature because the material is extremely soft (2). On the contrary, WAL at 23°C is below its glass transition, as mentioned above, and shows a very high Young's modulus because of the frozen mobility of its macromolecules and its strong inter and in- tramolecular interactions. consequently, it breaks
even before reaching the yield point, i.e., it exhibits a very brittle failure, independently of the crosshead speed, as observed in Fig. I. As temperature is in- creased at 80°C (Fig. 3), its Young's modulus values are decreased (Tables 3 and 4 and Fig. 4) and the three distinct regions in stress-strain curve can be ob- served at the highest deformation rate (Fig. 3). Its toughness is not too high even at this temperature be- cause it is only a little above its glass transition.
VAEl is the copolymer with higher vinyl alcohol content. Consequently, its behavior is more analogous to that exhibited by WAL. VAEl is the copolymer that displays the highest Young's modulus value (Tables 3 and 4 and Fig. 4) owing to the fact that vinyl alcohol is the taut unit in these copolymers. The rigidity in this copolymer is, as mentioned above, due to its strong hydrogen intra and interchain bonds, irrespective of temperature (it should be noted that this characteris- tic is only the dominant factor at 0.5 cm/min, be- cause at 10 cm/min other factors are playing an im- portant role, as will be mentioned below). Because of its major molar fraction in vinyl alcohol, the failure behavior of VAEl at 23°C is very brittle, as occurred in WAL (sometimes even before yieldmgl (Fig. I), and consequently its elongation at break is the shortest one for the VAE copolymers. As ethylene content is increased, VAE copolymers
become tougher, as depicted in Figs. I to 3. The intm and interchain hydrogen interactions are weakened because there are fewer hydroxyl goups capable of establishing this kind of bond. Thus, the fracture be- havior of VAE2 is quite different and its stress-strain plots exhibit the three different regions in the whole temperature range. However, VAE2 shows Young's modulus and yield stress values close to those of VAEl (Tables 3 and 4 and Fig. 4) because of the simi- lar composition of these two copolymer specimens (Table I). Young's modulus and yield stress are considexably
reduced in VAE3, the copolymer with the lowest vinyl alcohol content, as depicted in Rg. 4. VAE3 shows a ductile failure in the entire temperature range ana- lyzed (even below its glass transition), as shown in
As temperature is increased, it can be observed that all the mechanical parameters are lowered, as noted above (Tables 3 and 4). It should be noted that VAE3 stretched at 80°C and 0.5 cm/min does not exhibit the typical cold drawing behavior of the other copoly- mers. Its greater molecular mobility allows it to show an homogeneous deformation behavior, as the parent homopolymers.
Figs. 1 to 3.
Effect of Strain Rate on the Deformation Behador
In polymers, the usual effect of speed of testing is about what one would expect on the basis of the time- temperature superposition principle (2). The modulus and yield stress increase, but the elongation to break
1042 POLYMER ENGINEERING AND SCIENCE, APRIL 2000, Vol. 40, No. 4

Mechtmical Properties of Vinyl Alcohol-Ethylene Copolymers
generally diminishes as the rate of testing increases (2, 12, 13). However, the time-temperature principle holds only in a limited temperature range. An unex- pected dual behavior has been reported for some cer- tain semicrystalline and liquid crystal polymers, such as polypropylene ( 14). poly(ethy1ene terephthalate) (15) and polybibenzoates (5, 16), respectively. At high- er strain rates than a critical deformation rate, the modulus and yield strength decrease as the testing rate increases (abnormal behavior). While at lower strain rates than that critical one, modulus and yield stress were decreasing as testing rates did (common behavior). The results here presented for VAE copoly- mers show an identical tendency and an existence of
a critical draw rate. Below this critical value, the be- havior is the expected one, larger modulus and yield stress as stretching rate is raised. On the contrary, an anomalous behavior is exhibited above the critical draw rate. Therefore, lower moduli are found as defor- mation rate is increased.
This anomalous behavior is always observed for PVAL, VAEl and VAE2 in all the temperatures inves- tigated. However, VAE3 shows a regular behavior at the highest temperature (80°C) because of its highest molar fraction in ethylene, since LDPE displays, as expected, a decrease in modulus and yield stress as drawing rate is diminished. Thus, in this particular case, the explained mechanical anomaly is depen-
~5000
1.6 0.4 0.2 0.0
f"AL
dent upon strain rate, temperature and copolymer composition. To clarify these uncommon results and to reject any experimental error possibility conse- quent to a high strain rate in these rigid copolymers, some additional crosshead speeds and initial gauge lengths were explored. Table 5 shows the results found at 23°C for VAEl quenched from the melt. The results are presented in terms of deformation rate instead of strain rate to compare data obtained at the different initial gauge lengths, since deformation rate is defined as ratio of strain rate and gauge length. It can be noted that modulus rises with in- creasing deformation rate up to a value around 0.66/min. After passing this value, Young's modulus starts to decrease.
In addition to the mentioned diminution of the me- chanical parameter at strain rate above the critical one, a experimental whitening over the whole speci- men has been exhibited, which is less important as temperature is increased and either strain rate or vinyl alcohol is lowered. This feature, called stress- whitening, has been shown in polypropylene (14, 17, 18). poly(ethy1ene terephthalate) ( 15) and polybiben- zoates (16). Examination by optical microscopy (14) and SEM (17, 18) has revealed that this opacity has been caused by the formation of crazes. Crazes have been found to consist of microvoids (17) and stress- whitening has been found to be due to the formation of fine crazes in large quantity (1 8). The microvoids along the specimens scatter light and give rise to the whitened appearance. The degree of stress-whitening and crazing has been assessed by gray level measure- ments (1 7). A change in the yield mechanism has been proposed to occur (14, 15, 17). When the defor- mation rate is less than a critical value, the chain slippage dominates before yielding, so the density of the sample in that region shows little variation. On the contrary, at deformation rates higher than that critical rate, the void formation dominates before yielding, and the tensile properties are apparently largely determined by flaws, microvoids and the prop- agation of these defects. A s a result, modulus de-
h m
v B W
h iu a I W
o>
creases as deformation rate increases above this criti- cal value. Features found in VAE copolymers show the existence of a critical strain rate (0.66/min in VAE1, as displayed in Table 5) and the stress-whiten-
FYg. 4 . Variation of Young's modulus and yield stress (at 0.5 cm/min) with the composition at the diikrent temperatures and at the two thermal treatments, quenched (blank bars) and slowly crystallizedjiom the melt @!led bars).
POLYMER ENGINEERING AND SCIENCE, APRIL 2000, Vol. 40, No. 4 1043

M. L. Cerrada, J. M. Pereria, R. Benavente, and E. Perez
Table 5. Young’s Modulus of VAEl Quenched From the Melt at Dflerent Deformation Rates. ~ ~~ ~~~~ ~~ ~~ ~~ ~~~ ~~ ~
E (mi+) 0.03 0.33 0.66 1 1.3 2.67 3.33 6.7 E (MPa) 2200 2300 3500 3000 2700 2300 1400 750
ing in specimens as strain rate is greater than the critical deformation rate. Such features in these VAE copolymers have been attributed to the formation of microvoids in specimens tested at deformation rates higher than the critical one. These experimental data, as have occurred in some other semicrystalline poly- mers (14, 15, 17, 181, show that the yielding behavior in polymers, though it is of very significant impor- tance, is still not well understood.
Other feature that can be observed when the draw rate changes from 0.5 cm/min to 10 cm/min is the appearance of a second yield point in LDPE and VAE copolymers. previously, other authors (19, 20) have attributed the first yield point to a strain softening process and the second one to the necking process. Others, as in the case of poly(ethy1ene naphtalate) (211, have attributed the second yield point to the im- provement of chain orientation by necking. Although the cause of the second yield point is not clear, it ap- pears in VAE copolymers when the specimens were drawn below Tg at 10 cm/min, as shown in Rgs. 1 to 3. This second yield point becomes less important when the temperature is increased. Its appearance must be related to the ethylene content in VAT3 copoly- mers because it does not appear in WAL.
EiLect of The3lmet Traatment on the DdormationBehavior
The two different crystallization procedures (quenched, Q, or slowly cooled, S) determine the mi- croscopic structure of these VAE copolymers. The crystallization of polymers takes place at conditions far from the equilibrium, leading to the existence of a significant amorphous zone. For Q samples, the fast cooling limits development of the crystallites. Slow cooling, on the other hand, is more amenable to cvs- tallite perfection. Therefore, an increase in long spac- ing was found when samples were crystalhed slowly (22, 23). It has been also found in the slowly cooled specimens that the degree of crystallinity is higher than that in the samples rapidly cooled from the melt (6). Moreover, VAE copolymers exhibited a polymor- phic (6) behavior depending on the thermal treatment and composition. A wide-angle X-ray diffraction study indicates that VAEl and VAE2 slowly cooled from the melt, S specimens, presented a monoclinic crystal lat- tice as WAL. It was expected since vinyl alcohol is the major comonomer in these copolymers. However, the quenched specimens for these two copolyme- crystal- lized in an orthorhombic lattice. On the other hand, the same type of crystal lattice was found in VAE3 ir- respective of thermal treatment, being orthorhombic for both histories.
These microscopic characteristics affect the me- chanical behavior in the copolymers. The higher crys- tallinity and the perfection of crystallites in S speci- mens, for the same copolymer. cause a more brittle behavior and a lower mechanical strength, as ob- served by comparing values in TaMes 3 and 4. This brittleness may result from strains imposed on the amorphous phase by the crystallites, by the presence of more voids produced during the crystallization process or from stress concentrations produced by the crystallites.
The higher crystallinity in slowly cooled samples causes a more rigid copolymer structure, and thus Young’s modulus and yield stress become higher in the whole temperature range studied at 0.5 cm/min. as it is shown in Rg. 4.
The possible presence of higher numbers of voids produced during the crystallization process (2) is re- flected in the more intense decrease of modulus and yield stress at 10 cm/min, because of a change in the yield mechanism. The yield at this draw rate is domi- nated by flaws, microvoids and the propagation of these defects. In VAE1-S this effect is the most impor- tank when the specimens were stretched at 10 cm/ min, the samples became whiter and more opaque than the quenched ones, while they were transparent before the deformation process.
CONCLUSIONS
The main feature found in the mechanical behavior of these VAE copolymers is their anomalous depen- dency with strain rate. Young’s modulus increases as strain rate is diminished from a critical value of defor- mation rate. Such increase in modulus value is caused by a change in the yield mechanism. Before yielding, at deformation rates lower than the critical value, chain slippage controls. Nevertheless, over that critical value, the void formation is the dominating mechanism. Moreover, the effect of polymorphism is not significant in the uniiudal mechanical properties of these VAE copolymers. Young’s modulus is the highest in VAEl and its elongation at break is the shortest since the content in rigid comonomer in such copolymer is higher than in VAE2 and VAE3, inde- pendent of polymorphism caused by comonomer com- position. Slowly cooled specimens exhibit higher mod- uli and yield stresses and shorter elongations at break than quenched samples, as expected, independent of polymorphism provoked by thermal treatment.
ACKNOWLEDGMENTS The financial support of the CICYT (project MAT96-
23 10) is gratefulty acknowledged.
1044 POLYMER ENGINEERING AND SCIENCE, APRIL 2000, Vol. 40, No. 4

Mechanical Properties of Vinyl Alcohol-Ethylene Copolymers
REFERENCES 1. I. M. Ward, Mechanical Propertie:s of Solid Polymers,
Wiley. Chichester, U. K. (1990). 2. L. E. Nielsen and R. F. Landel, Mechanical Properties of
Polymers and Composites, Second Edition, Dekker, New York (1994).
3. R. Benavente and J. M. Perefia, Polym Eng. Sci, 27, 913 (1987).
4. R. Benavente, J. M. Perefia. A. Bello, E. Perez, C. Aguilar and M. C. Martinez, J. Ilfater. Sci.. 25, 4162 (1990).
5. J. M. Perena, R. Benavente, M. M. Marug&. E. Perez and A. Bello, Polymer, 39, 5671 (1998).
6. M. L. Cerrada, E. Perez, J. M. Pereiia and R. Benavente, Macromolecules, 31. 2559 (1998).
7. M. L. Cerrada. R. Benavente, E. Perez. J. M. Perefia (submitted).
8. M. L. Cerrada, PhD thesis, Universidad Complutense, Madrid (1995).
9. K. Fujii, S. Imoto, J. Ukida. and M. Matsumoto, J . Polym Sci PartB, 1, 97 (1963).
10. K. Djezzar, L. Penel. J.-M. Lefebvre, R. Seguek and Y. Germain, Polymer, 39,3945 (1998).
11. M. L. Cerrada and J. M. Pereiia, J. AppL Polym Sci, 64,
12. M. Calonak and S . W. Lee, Polymer, 36,4039 (1995). 13. J. S. Zaroulis and M. C. Boyce, Polymer, 98, 1303
14. T. Liu and I. R Harrison. Polymer, 2S, 233 (1988). 15. T. Pakula and E. W. Fischer, J. Polym Sci Polym Phys.
16. R. Benavente, J. M. Pereiia, A. Bello and E. Perez,
17. Y. Liu and R W. Truss, J. Polym Sci. Polym Phys. Ed.
18. Y . Liu. C. H. L. Kennard, R W. Truss, and N. J. Calos,
19. R. Seguela and F. Rietsch, J. Mater. Sci. Lett., 4. 46
20. N. W. Brooks, R A. Duckett, and I . M. Ward, Polymer,
21. S . Murakami, M. Yamakawa, M. Touji, and S. Kohjiya,
22. C. Fonseca, J. M. Pereiia, R. Benavente, M. L. Cerrada.
23. E. Perez, M. L. Cerrada, and D. L. VanderHart. J. Polyrn
791 (1997).
( 1997).
Ed, 19, 1705 (1981).
Polym BulL. 34,635 (1995).
sa, 2037 (19~14). Polymer, 98. 2797 (1997).
(1990).
39, 1872 (1992).
Polymer, 37, 3945 (1996).
A. Bello and E. Perez, Polymer, 96, 1887 (1995).
Sci Polym Phys. Ed., 96,2103 (1998).
POLYMER ENGINEERING AND SCIENCE, APRIL 2000, Vol. 40, No. 4 1045





























