Embed Size (px)
Citation preview

Construction and Building Materials 29 (2012) 541–547
Contents lists available at SciVerse ScienceDirect
Construction and Building Materials
journal homepage: www.elsevier .com/locate /conbui ldmat
Microstructure and reactivity of rich husk ash
Weiting Xu ⇑, Tommy Y. Lo, Shazim Ali MemonDepartment of Civil and Architectural Engineering, City University of Hong Kong, Hong Kong, China
a r t i c l e i n f o a b s t r a c t
Article history:Received 4 August 2011Received in revised form 31 October 2011Accepted 15 November 2011Available online 19 December 2011
Keywords:Rice husk ashBio-organic nano SiO2
Pozzolanic activitySpecific surface area
0950-0618/$ - see front matter � 2011 Elsevier Ltd. Adoi:10.1016/j.conbuildmat.2011.11.005
⇑ Corresponding author. Tel.: +852 51662700.E-mail address: [email protected] (W. Xu).
Rice husk ash (RHA) is bio-organic nano SiO2 produced by controlled burning of rice husk and has highpozzolanic activity. The present paper is aimed at revealing the origin of high specific surface area andhigh pozzolanic activity of RHA by exploring its structure at micro and nano level. Rice husk calcinedat 500, 600, 700 and 800 �C, was tested for compressive strength and X-ray diffraction (XRD) analysiswhile Scanning Electron Microscopy (SEM) and Transmission Electron Microscope (TEM) analysis werecarried out on selected samples of RHA. From the XRD analysis and compressive strength test results,it can be concluded that the optimum combustion temperature for obtaining highly reactive RHA is600 �C. SEM and TEM images showed that RHA has three layered structure i.e. inner, outer and interfacialwith honeycombed and interstitial pores. These pores are actually the main reason for very large specificsurface area and very high chemical activity of RHA.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction
The use of by-product and waste materials play a very impor-tant role in solving present ecological problems and could not onlyenlarge the range of building materials but can partly replace highenergy-consuming Portland cement [1,2]. The uses of various reac-tive pozzolans as supplementary cementitious materials are fastgrowing in the development of more durable/high-performanceconcrete [3–11]. Slag, fly ash, silica fume, metakaolin, etc., arebeing used as blended mineral admixtures in cement.
Of all the plant residues, the ash of rice husks contains thehighest proportion of silica (Table 1) [12]. Rice plants ingestorthosilicic acid from ground water, where upon it is polymerizedto form amorphous silica in the husks [13]. Rice husk (RH) is theouter covering part of the rice kernel and consists of two inter-locking halves. It is removed from the rice grain because huskis not edible. Bulk of the husk is disposed off by setting it on firein fields creating environmental problems although small quanti-ties are used as a low-grade fuel in brick kilns and in low-pressure steam generation, etc. In developed world, however,husk is used to produce electricity through steam generationand resulting ash is used as a value added product in making highperformance concrete. Agro-Industrial wastes are abundant inChina and in those RH is probably one of the biggest. It can there-fore be converted easily into value added item to be used inconcrete.
ll rights reserved.
Several studies have been carried out to evaluate the feasibilityof RHA. These studies have shown that RHA can be used as low costconstruction material. It improves the durability of the system andcan be used to produce high performance concrete [14,15]. Basedon SEM studies, it has been reported that RHA is porous pozzolanicmaterial and contains large number of pores of size 1–10 lm[16–20]. However, these studies were unable to adequately explainas to why RHA has so large specific surface area (about 50–100m2/g) as compared to silica fume (20 m2/g) whose average particlediameter is 0.1–0.2 lm. Thus, it can be speculated in theory thatRHA contains large number of micro-pores at the scale of less than0.1 lm.
This research is aimed at investigating the determining factorfor the high specific surface area and high pozzolanic activity ofRHA by studying its structure at micro and nano level.
2. Potential of rice husk usage in China
Rice covers 1% of earth’s surface and it is a primary source offood for billions of people. In 2002, the annual global productionof paddy rice was 579.5 million tonnes. Of this, 95% was producedby 20 countries, as shown in Table 2 [21].
On average 20% of rice paddy is husk which places the globalestimate of the rice husk at 116 million tonnes [21]. This alsomeans that in China alone, about 35 million tonnes of rice huskwas generated. Assuming ash to husk ratio of 18 [22], the totalash production was approximately 6.4 million tonnes. Hugeamount of RHA, obtained after burning of rice husk, probably hasno use at all and getting rid of it is also a problem [23].

Table 1Ash and silica contents of various plants [12].
Plant Part of plant Ash (%) Silica (%)
Rice husk Grain sheath 22.1 93.0Wheat Leaf sheath 10.5 90.50Sorghum Leaf sheath epidermis 12.5 88.7Rice straw Stem 14.6 82.0Breadfruit tree Stem 8.6 81.8Bagasse – 14.7 73.0Corn Leaf blade 12.1 64.3Bamboo Nodes (inner portion) 1.5 57.4Sunflower Leaf and stem 11.5 25.3Lantana Leaf and stem 11.2 23.3
Table 3Physical and chemical characteristics of rice husk.
RH
Physical propertiesBulk density (kg/m3) 96Fuel value (MJ/kg) 12.6Volume weight (t/m3) 0.1
Chemical composition (%)Moisture contain 11.25Coarse fiber 35.25Lignin 21.0Polysaccharide 16.0Crude protein 2.5Ash content 13.0Aether extract content 1.0
542 W. Xu et al. / Construction and Building Materials 29 (2012) 541–547
3. Experimental investigation
3.1. Materials
3.1.1. CementOrdinary Portland cement complying with BS12 [24] was used. The cement had
a specific gravity of 3.14 and the fineness of 395 m2/kg.
3.1.2. Rice husk ashThe RH samples were collected from a rice mill plant in ‘‘Academy of Agricul-
tural Sciences Institute’’ located in Guangzhou province, China. The physical andchemical characteristics of RH are presented in Table 3.
The ash samples were given heat treatment in an electric oven at a heating rateof 20 �C/min. Each sample was held for 2 h at a specified temperature of 500, 600,700 and 800 �C. The ash samples were then grinded in a vertical globe mill for 2 hand subsequently used for carrying out tests.
3.2. Testing of RHA
3.2.1. X-ray diffraction analysisMineralogical analysis on RHA samples calcined at 500, 600, 700 and 800 �C was
performed by X-ray diffractometry with a copper tube and a nickel filter. The X-raydiffraction system was operated with a 50 kV, 50 mA Cu radiation source.
3.2.2. Compressive strength of mortarThe compressive strength of 20 mm mortar cube at 3, 7 and 28 days of moist
curing was determined in accordance with ASTM C 311-07 standard [25]. This testwas carried out to examine the pozzolanic activity of the ash samples at differentcalcination temperatures. One control mix (M0) and four RHA blended mortars(M1–M4) at calcination temperature of 500, 600, 700 and 800 �C were prepared.
Table 2Rice paddy, potential husk and ash production in the 20 highest producing
Country Rice, paddy productionin 2002 (t)
Percentage ofpaddy produc
China 177,589,000 30.7India 123,000,000 21.2Indonesia 48,654,048 8.4Bangladesh 39,000,000 6.7Viet Nam 31,319,000 5.4Thailand 27,000,000 4.7Myanmar 21,200,000 3.7Philippines 12,684,800 2.2Japan 11,264,000 1.9Brazil 10,489,400 1.8USA 9616,750 1.7Korea 7429,000 1.3Pakistan 5776,000 1.0Egypt 5700,000 1.0Nepal 4750,000 0.8Cambodia 4099,016 0.7Nigeria 3367,000 0.6Sri Lanka 2794,000 0.5Colombia 2353,440 0.4Laos 2300,000 0.4Rest of the world 29,091,358 5.0Total (world) 579,476,722 100
The mixes M1–M4 were blended by 10% RHA by mass of cement [15,26]. All themixes had a water binder ratio of 0.4. The test yielded RHA sample which showedhighest reactivity.
3.2.3. Chemical and physical characteristics of the highest activity RHAQuantitative chemical analyses of RHA were accomplished by X-ray fluores-
cence while specific surface area of RHA particles and particle size distribution weredetermined by the nitrogen adsorption according to B.E.T. and laser diffractionrespectively. The carbon analysis was performed according to ASTM 5373 [27] byIR spectroscopy.
3.2.4. Micro and nano-analysis of the highest activity RHA by SEM and TEMSEM and TEM analyses were carried out to study the structure of RHA at micro
and nano level. For observation with SEM, the dried sample was coated with gold ina sputter coater. The golden coating was done to obtain clearer SEM images. Thesamples were observed at an acceleration voltage of 15 kV.
For TEM analysis, RHA sample was diluted with alcohol and dispersed by ultra-sonic waves. The samples were observed with TEM at an acceleration voltage of100 kV.
4. Test results and discussions
4.1. Physical and chemical characteristics of rice husk (RH)
The physical and chemical characteristics of RH are presented inTable 3. The fuel value of collected husk is 12.6 (MJ/kg). By way ofcomparison, oven dry timber averages 18.8 MJ/kg while typicalvalues of coal and fuel oil are 29.7 and 39.8 MJ/kg [12]. Hence,
countries, 2002 [2].
totaltion (%)
Husk produced(20% of total) (t)
Potential ash production(18% of husk) (t)
35,517,800 6393,20424,600,000 4428,000
9730,810 1751,5467800,000 1404,0006263,800 1127,4845400,000 972,0004240,000 763,2002536,960 456,6532252,800 405,5042097,880 377,6181923,350 346,2031485,800 267,4441155,200 207,9361140,000 205,200
950,000 171,000819,803 147,565673,400 121,212558,800 100,584470,688 84,724460,000 82,800
5818,272 1047,289115,895,344 20,861,162

W. Xu et al. / Construction and Building Materials 29 (2012) 541–547 543
the fuel value of one tonne of RH is equivalent to 0.42 tonnes ofcoal or 0.32 tonnes of fuel oil. In addition, low content of proteinand high percentage of lignin makes RH unsuitable for animal feed.
4.2. Weight loss and color changes in RHA after combustion at differentcalcination temperatures
Table 4 presents the weight loss of 10 g RH sample after com-bustion at specified burning temperature. It can be observed thatthe weight loss of RH decreased from 8.55 g to 8.42 g with rise incalcination temperature from 500 to 700 �C. However, when thecombustion temperature rose to 800 �C, the weight loss increasedto 8.57 g. The weight loss is mainly due to the loss of moisture andburning away of organic contents of RHA that are released as CO2
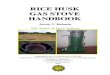
[28].The color changes taking place in RHA at different calcination
temperature are shown in Fig. 1. It can be observed that the colorof all RHA samples is black with some gray or white particles. It cantherefore be concluded that within the range of 500–800 �C, thereare always some fixed black carbon particles and the extent of theblack particles increased with increase in calcination temperature(up to 700 �C). The black particles are taken to represent the un-burned fixed carbon in RHA [29]. At the calcination temperatureof 800 �C, the number of black particles decreased while the num-ber of white creamy silica particles represented by the brightappearance of ash increased. The phenomenon is in line with theresult of the weight loss of RHA at 800 �C (Table 4). This is becausethe oxidation of carbon is improved with the rise in the burningtemperature. Also, the metallic and nonmetallic impurities inRHA can be removed more easily at higher temperatures.
4.3. X-ray diffraction analysis of RHA at different calcinationtemperatures
Literature [28] showed that to produce a highly reactive RHA ithas to contain the maximum amount of amorphous silica with ahigh specific surface area and the presence of many silanol groupsare essential. XRD analyses were performed for selected samples toidentify differences in the formation of amorphous or crystallinesilica at different combustion temperatures (500–800 �C). Combus-tion temperature and time are important factors in determiningwhether silica remains amorphous or become crystalline in RHA.Since RH was calcined for a period of 2 h therefore the burning
Table 4Weight loss of 10 g RH sample at specified calcination temperature.
Calcination temperature (�C) 500 600 700 800Weight loss (g) 8.55 8.50 8.42 8.57
(a) 500 oC for 2h (b) 600 oC for 2h
Fig. 1. Color changes of RHA at different calcination temperatures (the color c
temperature was the main factor affecting the existing forms of sil-ica in RHA.
The crystallographic structure of the silica in the powders ispresented in Fig. 2. The intense broad peak observed for the RHAsamples at 500 and 600 �C indicated that silica remained essen-tially amorphous and hardly any crystalline reflections occurred.However, at 700 �C, reasonably intense reflection started to showup evidencing the formation of crystalline cristobalite (d = 4.05 Å,corresponding to 2h = 22�); but the diffraction peek is not sharp.The results are in line with Patel’s research [30] which showed thatto avoid any transformation of amorphous to crystalline form, thetemperature of carbonization should preferably be below 700 �C.At 800 �C, the ash sample became highly crystalline as is evidentfrom the uppermost XRD pattern (in Fig. 2). The pattern consistedof sharp reflection peek which can be assigned to cristobalite(d = 4.05 Å) around 2h = 22o and tridymite (d = 4.11 Å) at around2h = 21o. The sharp peak of cristobalite phase represents the crys-tallization of silica. Comparing the results with the color changeoccurring at 800 �C (Fig. 1), it can be concluded that greater extentof carbon residues were removed from RHA sample, as depicted bybrighter color, with the consequent effect that silica is converted tocrystalline form (Fig. 2).
4.4. Compressive strength of mortars
Compressive strength results of control mix (M0) and four RHAblended mortar mixes (M1–M4) are presented in Table 5. It is seenthat strength of RHA blended mortar depends on the calcinationtemperature. At the calcination temperature of 500 �C, the com-pressive strength (3 and 28 days) of mix M1 was almost similarto the control mix (M0). Thus, the addition of RHA at 500 �C doesnot have any significant affect on compressive strength of mortar.RHA mortar with calcination temperature of 600 �C achieved thehighest compressive strength at all ages of testing. In comparisonto control mix, the percentage increase at the age of 28 days cameout to be 20%. In spite of having considerable amount of unburntcarbon particles, the RHA calcined at 600 �C exhibited best perfor-mance. This can be attributed to high silica content and high spe-cific surface area. Above 600 �C, the compressive strength at all theages of testing dropped gradually as we move from 700 to 800 �C.The low compressive strength is coincidence with the crystallinenature of XRD graph at 700 and 800 �C calcination temperatureresulting in poor pozzolanic activity of RHA. It can therefore beconcluded that the optimal combustion temperature for obtaininghighly reactive RHA is 600 �C.
4.5. Physical and chemical characteristics of RHA
The physical and chemical properties of RHA obtained at 600 �Care presented in Table 6. Comparing with several important
(c) 700 oC for 2h (d) 800 oC for 2h
hange of all the RHA samples is black with some gray or white particles).

Fig. 2. XRD analysis of RHA at different calcination temperatures.
Table 5Mix proportion and compressive strength of RHA blended cement mortars (water/binder = 0.4).
Mix designation(calcination)
RHA(%)
Compressive strength (MPa)
3 days 7 days 28 days
M0 (control) 0 30.50 46.52 49.83M1 (500 �C) 10 30.19 40.78 49.82M2 (600 �C) 10 37.54 53.36 59.87M3 (700 �C) 10 28.9 32.61 47.40M4 (800 �C) 10 27.28 32.41 46.49
Table 6Physical and chemical properties of RHA at 600 �C.
RHA
Physical propertiesAverage size (nm) 150Specific surface area (m2/g) 77.42Loose bulk density (g/cm3) �
Chemical composition (%)Loss on ignition 3.13Silicon dioxide (SiO2) 91.71Calcium oxide (CaO) 0.86Aluminum oxide (Al2O3) 0.36Ferric oxide (Fe2O3) 0.9Magnesium oxide (MgO) 0.31Potassium oxide (K2O) 1.67Sodium oxide (Na2O) 0.12
Fig. 3. SEM image of RHA observed at m
544 W. Xu et al. / Construction and Building Materials 29 (2012) 541–547
parameters of ordinary silica fume, such as specific surface area(20–28 m2/g), average particle size (0.1–0.3 lm) and SiO2 contents(75–96%), the specific surface area, average particle size and SiO2
contents in RHA are 77.42 m2/g, 150 nm and 91.74% respectively.From comparison, it can be concluded that RHA surpass ordinarysilica fume demonstrating the high reactive potential of RHA as apozzolan.
4.6. SEM analysis
The scanning electron micrographs observed at magnifyingpower of X50 and X250 are shown in Fig. 3. It can be observed thatthe structure of outer surface of RHA is dense and is just like net-strip with occasional cone-shaped protuberances. The micrographsof outer and inner surface of the RHA calcined at 600 �C are shownin Figs. 4 and 5. It can be observed that small parts of RHA sufferedstructural damage while the major parts retained their shape. Boththe external and internal surfaces of RHA have a dense structureand it can therefore be concluded that after calcination, both theexterior and interior surface of RHA covered with a compact mem-brane do not yield microporous structure.
The SEM image of the cross section of RHA calcined at 600 �C ispresented in Fig. 6. It can be observed that the exterior surface ofRHA is thicker as compared to the interior surface and in betweenthe two surfaces there is an interlayer which consists of a criss-cross mesh of chips. The chips are arranged in loose honeycombedfashion and contain large number of holes. Due to the great num-ber and relatively larger size of hole (about 10 lm), it can easily beobserved under SEM. Based on the observation of honeycombed-hole structure of RHA, many researchers reached the conclusionthat RHA is a porous material [16–20].
However, the basic study about the microstructure and thehighly reactivate mechanism of RHA is not enough. The previousstudies on it only reported that a large number of pores with sizeof 1–10 lm exist in RHA particles [16–20]. However, such scaleof pores cannot sufficiently explain why RHA particles have suchhuge specific surface area (5–100 m2/g). Thus, it can be speculatedthat there may be large numbers of micro-pores with the scale ofless than 0.1 lm in RHA and the chips or sheets comprising of hon-eycombed-shape microstructure in the interlayer, may be notdense. SEM image of an interlayer of RHA (presented in Fig. 7) ver-ifies the speculation of the loose honeycombed-shape structure.The image clearly shows that the structure of RHA has pores rang-ing from several nanometers to several microns. These pores deter-mine the specific surface area of RHA and also have significanteffect on pozzolanic activity of RHA. Furthermore, careful observa-tion about one of the chips in the interlayer (as shown in Fig. 8) re-
agnifying power of �50 and �250.

Fig. 4. SEM image of outer surface of RHA at 600 �C.
Fig. 5. SEM image of inner surface of RHA at 600 �C.
Fig. 6. SEM image of a section of RHA at 600 �C.
Fig. 7. SEM image of an interlayer of RHA at 600 �C.
Fig. 8. SEM image of a chip from interlayer at 600 �C.
Fig. 9. TEM image of RHA particle at 600 �C.
W. Xu et al. / Construction and Building Materials 29 (2012) 541–547 545
veals that the silica particles on the chips or strips forms grain-likearrays and there are many gaps among the particles.
4.7. TEM analysis
TEM image of RHA powders is shown in Fig. 9. These large num-bers of very fine cooked rice-like particles have size that is lessthan 50 nm (as shown at the bottom left corner in Fig. 9) and is pri-mary responsible for high specific surface are of RHA. These parti-cles are very fine and the proportion of surface atoms in the total
number of silica atoms is relatively high thus making them benefi-cial for chemical reactivity of RHA.
The energy spectrum of the particles (taken from the bottomleft corner of Fig. 9) is shown in Fig. 10. It can be seen clearly thatRHA particles are mainly composed of silica. The selected-areaelectron diffraction (SAED) of the particles again taken from thebottom left corner of Fig. 9 is shown in Fig. 11. The figure depictsthat these nano-SiO2 particles are composed of amorphous silica.
The image of a chip section in an interlayer of RHA which is ob-tained by piled up combustion under natural conditions is shown

Fig. 10. Energy spectrum analysis showing high concentration of silica for the leftbottom side in Fig. 9.
Fig. 11. SAED pattern of cooked rice like particle from the bottom left corner inFig. 9.
Fig. 12. SEM image of a chip from interlayer of RHA obtained by piled combustionunder nature condition.
546 W. Xu et al. / Construction and Building Materials 29 (2012) 541–547
in Fig. 12. It can be observed that the particles agglomerate witheach other thereby decreasing the specific surface area of particlesand had adverse effect on pozzolanic reactivity of RHA. Thus, thesuitable burning condition is a major factor for obtaining high reac-tivity RHA.
After SEM observation of structure of RHA, it can be concludedthat RHA has three-layer structure (as shown in Fig. 6) and two
types of pores. The first one is the honeycombed pores of about10 lm size. They are arranged in criss-crossed fashion by fibrillaryplate of rice husk. These types of pores bear a relation to the orga-nizational structure of rice husk. They are affected by the grindingcharacteristics of RHA and are independent of combustion proce-dure. The second type of pores is interstitial pores with size lessthan 50 nm and formed by non-condensed aggregation of SiO2 par-ticles. These are dependent on calcination procedure and have asignificant influence on specific surface area and chemical activityof RHA.
5. Conclusions
1. From the XRD analysis and compressive strength test results, itcan be concluded that the optimum combustion temperaturefor obtaining highly reactive RHA is 600 �C. Thus, RHA can beused to partially replace cement as a mineral admixture for con-struction purpose.
2. From the SEM images it can be concluded that RHA has threelayered structure i.e. inner, outer and interfacial and two typesof pores i.e. honeycombed of 10 lm size and interstitial of sizeless than 50 nm. These pores are actually the main reason forvery large specific surface area and very high chemical reactiv-ity of RHA.
3. The utilization of RHA solves the problem of its disposal thuskeeping the environment free from pollution.
Acknowledgment
The work described in this paper was fully supported by a grantfrom the City University of Hong Kong (Project no.7002384).
References
[1] Roy DM. Alkali-activated cements opportunities and challenges. Cem ConcrRes 1999;29(2):249–54.
[2] Talling B, Brandsteter J. Present state and future of alkali-activated slagconcretes. In: Proceedings third international conference on fly ash, silicafume, slag and natural pozzolans in concrete, vol. 2, Trondheim, Norway (ACISP 114-74); 1989. p. 1519–46.
[3] Swamy RN. High performance and durability through design. ACI SP-159;1994. p. 209–19.
[4] Mehta PK. Role of pozzolanic and cementitious material in sustainabledevelopment of the concrete industry, vol. 1. ACI SP-178; 1998. p. 1–20.
[5] Malhotra VM. Making concrete ‘greener’ with fly ash. ACI Concr Int1999;12(5):61–6.
[6] Shah SP, Ahmad SH. High performance concrete: properties andapplications. New York: McGraw-Hill; 1994.
[7] Mittal A, Basu PC. Development of HPC for PC dome of NPP, Kaiga. Indian ConcrJ 1999;73(3):571–9.
[8] Nagraj TS, Shahiprakash SG, Raghu Prasad BK. Reproportioning concrete mixes.ACI Mater J 1993;90(1):50–8.
[9] Bharatkumar BH, Narayanan R, Raghuprasad BK, Ramachandramurthy DS. Mixproportioning of high performance concrete. Cem Concr Compos2001;23(1):71–80.
[10] ACI Committee 211.1-91. Standard practice for selecting proportion fornormal, heavy weight and mass concrete. ACI manual of concrete practice,part 1; 1996. p. 1–38.
[11] Smith IA. The design of fly ash concretes. Proc Inst Civ Eng 1967;36:769–90[London].
[12] Rizwan SA. High-performance mortars and concretes using secondary rawmaterials. PhD Thesis, Technischen Universistat Bergakademie, Freiberg; 2006.
[13] Kamiya K, Oka A, Nasu H, Hashimoto T. Comparative study of structure of silicagels from different sources. J Sol–Gel Sci Technol 2000;19:495–9.
[14] Coutinho JS. The combined benefits of CPF and RHA in improving thedurability of concrete structures. Cem Concr Compos 2003;25(1):51–9.
[15] Zhang MH, Malhotra VM. High-performance concrete incorporating rice huskash as a supplementary cementing material. ACI Mater J 1996;93(6):629–36.
[16] Plecas IB, Peric AD, Drijaca JD, Kostadinovic AM. Mathematical modeling ofphysic-chemical characteristics of concrete in immobilization of radioactivewaste. Cem Concr Res 1991;21(5):941–6.
[17] Plecas I, Pavlovic R, Pavlovic S. Leaching behavior of 60Co and 137Cs fromspent ion exchange resins in cement–bentonite clay matrix. J Nucl Mater2004;327(2–3):171–4.

W. Xu et al. / Construction and Building Materials 29 (2012) 541–547 547
[18] Mehta PK, Malhotra V. Adv Concr Technol 1994:419.[19] Zhang MH, Lastra R, Malhotra VM. Rice husk ash paste and concrete: some
aspects of hydration and the microstructure of the interfacial zone betweenthe aggregate and paste. Cem Concr Res 1996;26(6):963–77.
[20] Methta PK. Rice-husk ash-a unique supplementary cementing material.Advances in concrete technology. In: Proc.: CANMET, Ontario; 1992. p. 419–443.
[21] Bronzeoak Ltd. Rice husk ash market study. <http://www.berr.gov.uk/files/file15138.pdf>.
[22] Velupillai L, Mahin DB, Warshaw JW, Wailes EJ. A study of the market for ricehusk-to-energy systems and equipment. Louisiana State UniversityAgricultural Center, USA; 1997.
[23] Memon SA, Sheikh MA, Akbar H. Utilization of rice husk ash as viscositymodifying agent in self compacting concrete. Constr Build Mater2011;25:1044–8.
[24] British Standard Institute. BS12: Specification for Portland cement. London,UK; 1989.
[25] ASTM. Standard test methods for sampling and testing fly ash or naturalpozzolans for use in Portland-cement concrete, C311-07. In: Bailey SJ, BaldiniNC, McElrone EK, Peters KA, Rosiak JL, Simms ST, Terruso DA, Whealen EA,editors. Annual book of ASTM standards concrete and aggregates2004;4(4.02):200–208.
[26] Givi AN, Rashid AS, Aziz FNA, Salleh MAM. Contribution of rice husk ash to theproperties of mortar and concrete: a review. J Am Sci 2010;6(3):157–65.
[27] ASTM. Standard test methods for instrumental determination of carbon,hydrogen and nitrogen in laboratory samples for coal and coke, D5373. Annualbook of ASTM standards gaseous fuels; coal and coke, 5(5.06).
[28] Nair DG, Fraaija A, Klaassen AAK, Kentgens APM. A structural investigationrelating to the pozzolanic activity of rice husk ashes. Cem Concr Res2008;38(6):861–9.
[29] Krishnarao RV, Subrahmanyam J, Kumar TJ. Studies on the formation of blackparticles in rice husk silica ash. J Eur Ceram Soc 2001;21(1):99–104.
[30] Patel M, Karera A, Prasanna P. Effect of thermal and chemical treatments oncarbon and silica contents in rice husk. J Mater Sci 1987;22:2457–64.
![THE EFFECT OF THE POZZOLANIC ACTIVITY OF DIFFERENT …€¦ · Research [13] of the pozzolanic effect and the filler effect of the rice husk ash on the mechanical properties and microstructure](https://img.pdfslide.net/doc/110x75/5fdff137ce983d3ed27c4bd3/the-effect-of-the-pozzolanic-activity-of-different-research-13-of-the-pozzolanic.jpg)



![Efficiency of rice husk ash and fly ash as reactivity materials in … · 2019. 11. 29. · as class F in accordance with the requirements of ASTM C618–19 [28]. Table 1 presents](https://img.pdfslide.net/doc/110x75/612df0361ecc515869427fdc/efficiency-of-rice-husk-ash-and-fly-ash-as-reactivity-materials-in-2019-11-29.jpg)