-
8/12/2019 MIM Design Guide
1/4
MIM offers greater design freedom than many other production
processes. Thecombination of plastic injection molding criteria and
powdered metal means de-
signers are free from traditional constraints associated with
trying to shape stain-
less steel, nickel iron, copper, titanium and other metals.
Metal Injection molding
(MIM) is ideal for manufacturing components small in size,
typically weighing be-
tween .02 grams and 400 grams.
Staging examp
Wherever possible, parts being
designed for MIM should have
the lowest volume (minimum
cross-section) to meet these
criteria:
Sufficient structural
strength to support loads
and keep deflection within
acceptable limits.
Adequate wall thickness
for proper flow - .05-.10
is optimal.
Uniform cross-sections, or
thick-to-thin material flow.
These guidelines ensure that
cross-sections are kept to a
minimum, reducing bothprocessing time and material
usage resulting in reduced
costs and improved perfor-
mance.
1
2
3
Metal injection molding often
makes it possible to integrate
and consolidate several compo-
nents into a single molded
piece. This advantage reduces
the need to work with several
manufacturers, decreasing
processing and assembly costs,
while increasing the structural
integrity of the finished compo-
nent. Since the MIM process
produces components with
excellent mechanical properties
and supports ease of manufac-
ture, it is ideally suited to com-
plex, multi-functional part
design.
Additional features that would
normally add cost using other
manufacturing processes can
be included using MIM without
adding cost to the part.
Texture, knurling, threads,
lettering and company logos
can be incorporated into the
die, which translates to mini-
mal tooling costs, if any, and
does not add any cost to the
component being produced.
-
8/12/2019 MIM Design Guide
2/4
Processing considerations:
Practical cross-sections of MIM
components generally range in
size from 0.50 to 13.00 mm (.02
- .50 in), but components have
been successfully molded withsections as thin as 0.25 mm
(.01
in) for short flow lengths, and as
thick as 19 mm in special appli-
cations. Strive to achieve
uniform cross-sections for the
best processing results.
Functionality, appearance and
processing parameters should all
be carefully considered when
deciding the location of the gate.
As a rule, gates should be posi-tioned to facilitate
thick-to-thin
flow direction and to provide
relatively equal flow lengths
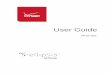
throughout the component. It is
also helpful if the feed stock flow
impinges on some coring in the
mold, causing a 90 change in
flow direction as it enters the
cavity (see Figure 1).
Wherever possible, strive for
uniform wall thickness (see figure
2). The transition from thick to
thin wall sections should be
gradual. Abrupt transitions may
cause turbulent flow, resulting inpoor appearance of the
finished
part. Structurally, a sharp transi-
tion can cause stress concentra-
tion, which may degrade part
performance under loading or
impact. Figure 3 shows recom-
mended MIM transition design.
Proper gating intoheavy section of part
Thick Thin
Figure 1
Variable Wall Section
Strive for uniformwall thickness
Transitions fromthick to thin shouldbe gradual
Poor
Good
Figure 2
Wall Transition Design
3
Sharp transition - not recommended
Tapered transition - better
Gradual transition - preferred designApproximately 3:1 ratio
MaterialFlow
Figure 3
a a
a-a
b b
Dynacast International Headquarters
14045 Ballantyne Corporate Place
Suite 300
Charlotte, NC 28277 USA
+1 (704) 927-2790
Other Locatons:
Austria
Canada
China - Dongguan
China - Shanghai
France
Germany
India
Indonesia
Italy
Korea
Malaysia
Mexico
Singapore
Slovenia
Spain
United Kingdom
USA - California
USA - Illinois
USA - Wisconsin
-
8/12/2019 MIM Design Guide
3/4
Sharp inside corners can result
in stress concentrations, which
could lead to failure under
fatigue or impact. To reduce
stress levels and aid flow during
molding, use fillets on internal
corners. This will also facilitate
part ejection.
A radius equal to half the
adjacent section wall thickness
will maintain stress levels within
acceptable limits. Minimum
fillet radius should be no less
than 0.4mm (.015 in) if possible.
To ensure easy part removal,
allow a draft angle of to 2
for both inside and outside
walls. Use more draft when
the shape of the part is com-
plex or the draw is relatively
deep. Designs using cores also
require additional draft
because the feedstock tends to
shrink tightly onto cores. Draft
as low as 0 to 1/4 have been
successfully used on MIM
components, but draft angles
this small require individual
analysis.
When properly designed and
located, ribs increase functional
strength, making it possible to
reduce wall thickness. Overall,
the use of ribs can save material,
reduce processing time and
eliminate the need for
hard-to-process heavy sections.
Thickness, length and location
are the major variables for rib
design. Thick ribs may cause
voids and sinks at the intersec-
tions of mating surfaces, result-
ing in possible dimensional,structural and cosmetic issues.
Figure 4 shows recommended rib
size relationships.
T
1/2 to 1-1/2
r .. 0.010to0.015"
t., .5to.7T
Figure 4
1. Part has potential to sag
2. Pressure points
1. Ribs help in staging
2. Increased stiffness to part
-
8/12/2019 MIM Design Guide
4/4
Wall sections, as already
noted, should be kept uniform
throughout the component.
One or two heavy sections in
an otherwise well-designed
part can extend processingtime, cause sinks and voids,
and increase molded-in stress-
es. Unnecessary heavy
sections also increase material
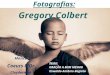
usage. Figure 5 shows exam-
ples and guidelines for coring
heavy sections. Wherever
possible, coring should be in
the direction of draw; i.e.
perpendicular to the partingline of the mold. Cores that
are parallel to the direction of
parting line require cams or
hydraulic core pulls, which can
increase tool costs.
Figure 5
Before coring
Redesign
Before coring
Redesign.5 to .7T
Before coring
Sink
Sink
Extend boss core until t=.5 to .7 Redesign
MIM components should be
designed to tolerances of +/-
.3%. In practice, tighter toler-
ances can be held, but keeping
to this guideline results in
greater-production economiesto meet the true capabilities of
the process. If tighter toleranc-
es are required, our engineers
will work with you to design
the best process.
We know you have a lot of ques-
tions regarding your design and
how MIM can apply. Send us
your idea or drawing and well
supply you with a rough order of
magnitude (ROM) quotationquickly to help determine if MIM
is right for your application. We
help you with your new or exist-
ing design to make it optimal fo
the MIM process.
Dynacast International Headquarters
14045 Ballantyne Corporate Place
Suite 300
Charlotte, NC 28277 USA
+1 (704) 927-2790
Other Locatons:
Austria
Canada
China - Dongguan
China - Shanghai
France
Germany
India
Indonesia
Italy
Korea
Malaysia
Mexico
Singapore
Slovenia
Spain
United Kingdom
USA - California
USA - Illinois
USA - Wisconsin