Embed Size (px)
Citation preview

1
MINISTÉRIO DA EDUCAÇÃO
UNIVERSIDADE FEDERAL DE PELOTAS
DEPARTAMENTO DE CIÊNCIA DOS ALIMENTOS
CURSO DE QUÍMICA DE ALIMENTOS
Processamento de Pêssego em Calda e Desenvolvimento de um Novo Produto
(Frutas em Gel)
Relatório final apresentado à Universidade Federal de Pelotas, sob a orientação da Profª. Claire Tondo Vendruscolo, como parte das exigências da disciplina de Estágio Supervisionado, do curso de Química de Alimentos, para obtenção do título de Bacharel em Química de Alimentos.
Mateus Espinoza Gularte
Pelotas, 17 de dezembro de 2007

2
Mateus Espinoza Gularte
CONCEDENTE
ICALDA – Indústria de Conservas Alimentícias Leon LTDA
Limitada
Setor de Produção e Laboratório de Controle de Qualidade
Endereço: Rua Giuseppe Mattea, 307 (Distrito Industrial) – Pelotas/ RS
Telefone: (53) 3271 - 9066
http://www.icalda.com.br
Supervisor: Marcos Eduardo Costa – Diretor
ESTÁGIO
Área de atuação: Produção, Laboratório de Controle de Qualidade
Período do termo de compromisso: 13/08/07 a 15/01/08
Período coberto pelo relatório: 13/08/07 a 14/12/07
Números de horas do relatório: 450 horas
Claire Tondo Vendrusculo
2ºSemestre de 2007
3
Resumo
Gularte, Mateus Espinoza. Processamento de Pêssego em Calda e
Desenvolvimento de Novo Produto (Frutas em Gel). 2007. Relatório Final de
Estágio. 27f. (Curso de Bacharelado em Química de Alimentos), Universidade
Federal de Pelotas, Pelotas.
O presente trabalho tem como objetivo apresentar as atividades propostas
durante o período de estágio curricular. O estágio foi realizado na Indústria de
Conservas Alimentícias Leon LTDA., situada na cidade de Pelotas. O objetivo do
estágio foi pôr em prática os ensinamentos obtidos durante a graduação. Sendo que
realizou-se o treinamento dos funcionários sobre higiene pessoal, através da
utilização de folhetos explicativos e recurso audiovisual em uma palestra ministrada
na própria indústria. Acompanharam-se ainda as etapas de produção de pêssego
em calda, que constam em recepção, seleção, classificação, corte e
descaroçamento, descascamento, lavagem, classificação, acondicionamento,
enchimento com líquido de cobertura, recravação, tratamento térmico, resfriamento e
armazenamento. Na linha de produção acompanhou-se os processos a fim de
avaliar se eram realizados como recomendado em bibliografia, como por exemplo,
temperatura do tratamento térmico ou o teor de sólidos solúveis na calda. Após o
produto acabado, realizavam-se análises para o controle de qualidade, onde eram
determinados os pesos, bruto, líquido e drenado, espaço livre, número de unidades,
pH, dentre outras. Realizou-se ainda a elaboração de um novo produto. Para tanto
partiu-se para o projeto informacional, onde objetivou-se coletar o máximo de
informação a cerca de hidrocolóides e seu comportamento frente a diferentes
condições. Após está etapa, utilizando as gomas, que segundo a bibliografia
apresentariam as melhores condições de processamento, seguiu-se para a
produção em escala laboratorial. Durante os testes em escala laboratorial definiu-se
uma formulação ideal entre os produtos, partindo-se a partir deste ponto para a
produção em escala piloto. Após a produção em escala piloto do novo produto,
acredita-se que há a possibilidade de investimento neste tipo de produto, pois há a
viabilidade de produção, necessitando, no entanto, da realização de uma análise
sensorial para avaliar o índice de aceitação do produto.

4
Sumário
Resumo
1.Introdução..................................................................................................................5
1.1 Caracterização da empresa concedente................................................................5
2.Objetivos.................................. .................................. ..............................................8
2.1Objetivos gerais.................................. ....................................................................8
2.2 Objetivos específicos.................................. ...........................................................8
3. Atividades Desenvolvidas.................................. ......................................................9
3.1Treinamento dos colaboradores.................................. ...........................................9
3.2 Produção de pêssego em calda.................................. ..........................................9
3.2.1 Recepção.................................. .................................. ......................................9
3.2.2 Seleção.................................. .................................. ........................................10
3.2.3 Classificação.................................. ..................................................................11
3.2.4 Corte e Descaroçamento.................................. ................................................12
3.2.5 Descascamento.................................. ..............................................................14
3.2.6 Lavagem.................................. .................................. ......................................15
3.2.7 Classificação................................. ...................................................................16
3.2.8 Acondicionamento.................................. ..........................................................17
3.2.9 Exaustão.................................. .................................. ......................................18
3.2.10 Recravação.................................. ..................................................................18
3.2.11 Tratamento térmico .................................. ......................................................19
3.2.12 Resfriamento.................................. ................................................................20
3.2.13 Armazenamento.................................. ...........................................................21
3.3 Desenvolvimento de novo produto.................................. ....................................22
4.Sugestões.................................. .................................. ..........................................23
5.Conclusões.................................. .................................. ........................................25
6. Referências.................................. ................................. .......................................25
Apêndice A.................................. ......................................... ....................................26
Anexo 1.................................. ............................................... ...................................27

5
Lista de Figuras
Figura 1 - Organograma da Indústria de Conservas Alimentícias Leon LTDA 6
Figura 2 - Fluxograma de processamento de pêssego em calda 10
Figura 3 - Classificador de rolos 11
Figura 4 - Canaletes de passagem das frutas 12
Figura 5 - Descaroçadeira 13
Figura 6 - Descaroçadeira 13
Figura 7 - Descaroçadeira 13
Figura 8 - Tambor rotativo de lavagem 15
Figura 9 - Tambor rotativo de lavagem 15
Figura 10 - Escovador de frutas 16
Figura 11 - Seleção de pêssego após escovação 16
Figura 12 - Classificador vibratório 17
Figura 13 - Entrada da lata na recravadeira 19
Figura 14 - Saída da lata recravada 19

6
1 Introdução
1.1 Caracterização da empresa concedente
Como parte integrante à obtenção do título de Bacharel em Química de
Alimentos, há a necessidade de realização de estágio supervisionado, num período
total de 450 horas. Este foi realizado na Indústria de Conservas Alimentícias Leon
Ltda – Icalda, situada na cidade de Pelotas, no estado do Rio Grande do Sul, tendo
como data de inicio o dia 13 de agosto de 2007 e data de término dia 14 de janeiro
de 2008.
A Indústria de Conservas Alimentícias Leon Ltda iniciou suas atividades há
mais de 30 anos, tendo como principal produto o pêssego em calda da marca
Cantarelli. A produção inicial da empresa era de aproximadamente 60 mil latas de
pêssego em calda ao ano, atualmente conta com uma produção de cerca de 4,2
milhões de latas ao ano.
A empresa conta com áreas em sua estrutura destinadas ao recebimento e
estocagem da matéria-prima, setor de produção, setor de rotulagem e
encaixotamento, depósito para produtos acabados, laboratório para análises físico-
químicas e controle de qualidade, estação de tratamento de efluentes, área para
caldeiras, refeitório, vestiários, sanitários e departamento administrativo.

7
A Fig. 1 demonstra o Organograma da empresa, mostrando seus
departamentos e demais setores da produção.
Atualmente processa-se na planta da indústria frutas como figo, uva, abacaxi,
cereja, morango, amora e pêssego. Os produtos elaborados consistem em geleias
de abacaxi, amora, morango, pêssego; frutas em calda como figo, abacaxi, pêssego
e cerejas e ainda polpa de pêssego.
As geléias de frutas são comercializadas em embalagens de vidro de 270
gramas. Já as frutas em calda como pêssegos são acondicionadas em embalagens
metálicas de 350 gramas e 820 gramas e há, ainda, 5 formas distintas de
apresentação das frutas acondicionadas na embalagem de maior volume, sendo
estas relativas à qualidade e tamanho das metades dos frutos presentes nas
embalagens. Em ordem decrescente de qualidade têm-se os tipos: Extra (possui de
8 a 12 metades por embalagem), Especial (de 12 a 16 metades), Primeira (16 ou
mais metades), Serra (metades retocadas) e Fatias. As embalagens de pêssego em
calda de 350 gramas recebem frutos classificados como “Primeira”. Figos e abacaxis
são comercializados em embalagens metálicas de 820 gramas, sendo que os
abacaxis apresentam-se na forma de rodelas, contendo por lata entre 7 e 10 fatias;
já os figos são comercializados inteiros, devidamente processados.
Os produtos elaborados pela empresa são comercializados em vários pontos
de venda na cidade de Pelotas e em estabelecimentos fora do estado do Rio Grande
do Sul, como por exemplo, nos estados de Goiás, São Paulo, Santa Catarina e Mato
Grosso do Sul.

8
Durante o período do estágio curricular, foram desenvolvidas atividades no
setor de processamento, laboratório de controle de qualidade, instrução aos
funcionários quanto à higiene operacional e desenvolvimento de um novo produto na
Indústria de Conservas Alimentícias Leon LTDA. Nas etapas de processamento,
principalmente do pêssego, eram observados se os colaboradores seguiam as
recomendações para trabalharem devidamente uniformizados (jaleco, botas e
toucas), bem como, avaliar se as etapas do processo ocorriam de acordo como o
previsto. Eram realizadas também análises no setor de Controle de Qualidade, que
tinham como finalidade determinar se os produtos processados na planta estavam
de acordo com a legislação vigente no país (como por exemplo quanto ao espaço
livre nas embalagens) e ainda dentro dos padrões da indústria (teor de sólidos
solúveis das caldas elaboradas para serem utilizadas como líquido de cobertura nas
compotas). Realizou-se treinamento junto aos funcionários da empresa, relacionado
à Higiene do Manipulador de Alimentos. O treinamento consistiu em um folheto
ilustrativo, com algumas noções de higiene pessoal e também a utilização de
recurso audiovisual, com orientações a cerca da importância de serem seguidas
algumas normas quanto à higiene.
Ainda durante o período de estágio curricular, desenvolveu-se um novo
produto, através da utilização de hidrocolóides. O desenvolvimento do produto teve
como objetivo elaborar um produto semelhante, quanto ao aspecto visual, à de
produtos já existentes comercializados no mercado estadunidense.

9
2 Objetivos
2.1 Objetivo geral
Objetivou-se nesta etapa acompanhar as atividades desenvolvidas na
indústria, com o intuito de colocar em prática e ainda aperfeiçoar os ensinamentos
obtidos durante o período de graduação.
2.2 Objetivos específicos
Durante o estágio curricular objetivou-se realizar o treinamento dos
colaboradores, instruindo-os a cerca da importância da higiene pessoal e a conduta
profissional; acompanhar as etapas do processo de elaboração de pêssego em
calda; realizar o controle de qualidade; desenvolver um novo produto, através da
utilização de alguns hidrocolóides, frutas e sacarose.

10
3 Atividades desenvolvidas
3.1 Treinamento dos colaboradores
A primeira etapa do estágio curricular consistiu em realizar o
treinamento dos colaboradores, acerca de hábitos de higiene pessoal e operacional
durante o trabalho, a fim de obter-se, ao final da linha de processo, um produto com
menores riscos de contaminações, seja de ordem biológica, química e/ ou física,
bem como, a obtenção de um produto com uma boa qualidade.
Para o treinamento foi realizada uma apresentação, com o auxílio de recurso
audiovisual e de folhetos explicativos. Constava na apresentação, os itens mais
importantes que deveriam ser seguidos pelos funcionários, como por exemplo, a
correta higienização das mãos; a importância da utilização do uniforme completo
(touca, tapapó e botas); os acerca do uso de adornos; dentre outros itens de mesma
relevância. Já nos folders desenvolvidos, para serem também utilizados como
material explicativo (Apêndice A), estavam as informações de higiene pessoal de
forma resumida e ilustrada.
3.2 Pêssego em calda
Durante o período de estágio realizou-se o controle da produção de pêssegos
em calda bem como a realização do controle de qualidade do produto. A Fig. 2
apresenta o fluxograma de produção do pêssego em calda, desde o recebimento da
matéria-prima até seu armazenamento.
3.2.1 Recepção
As frutas são transportadas até a indústria, normalmente, em caminhões,
onde estão acondicionadas em caixas plásticas que possuem uma quantidade de
fruta que varia de 18 Kg a 22 Kg. As frutas destinadas ao processo de pêssego em
calda são das variedades granada, precocinho, jade, esmeralda e diamante.

11
3.2.2 Seleção
A etapa de seleção, realizada manualmente visa a retirada de frutos que não
se apresentem em condições adequadas de processo, seja por que seu estágio de
maturação esteja demasiado elevado ou ainda por a fruta apresentar-se verde. As
frutas que apresentam-se com tamanho muito pequeno, podres ou muito maduras
são descartadas, servindo apenas para alimentação animal. Já as que ainda estão
verdes são dispostas de tal forma que possam ser utilizadas posteriormente, pois
frutas como o pêssego apresentam a capacidade de após colhidas, continuar seus
processos fisiológicos até atingir a maturação do fruto.
Figura 2 - Fluxograma de processamento de pêssego em calda.

12
3.2.3 Classificação
A etapa de classificação tem como objetivo separar os frutos de acordo com o
seu tamanho, pois na etapa posterior de corte e descaroçamento, as máquinas são
devidamente ajustadas para comportar o tamanho das frutas que receberão sem,
danificá-las.
A etapa de classificação é realizada com o auxílio de um classificador de
rolos, demonstrado em Fig. 3, estes rolos possuem diferentes espaçamentos entre
si. Na parte inicial da mesa o fruto entra onde os cilindros estão próximos uns aos
outros, passando apenas os objetos de tamanho reduzido. Conforme a esteira
encaminha-se para a parte final, o distanciamento entre os rolos aumenta,
possibilitando que frutos de maiores tamanhos passem por eles. Abaixo dos cilindros
há canaletes, sob esteiras que captam os pêssegos (Fig. 4), que depois de passar
pelos cilindros, os encaminham para a etapa seguinte.
Figura 3 - Classificador de rolos (Icalda. Pelotas, 2007)

13
Figura 4 - Canaletes de passagem das frutas (Icalda. Pelotas, 2007)
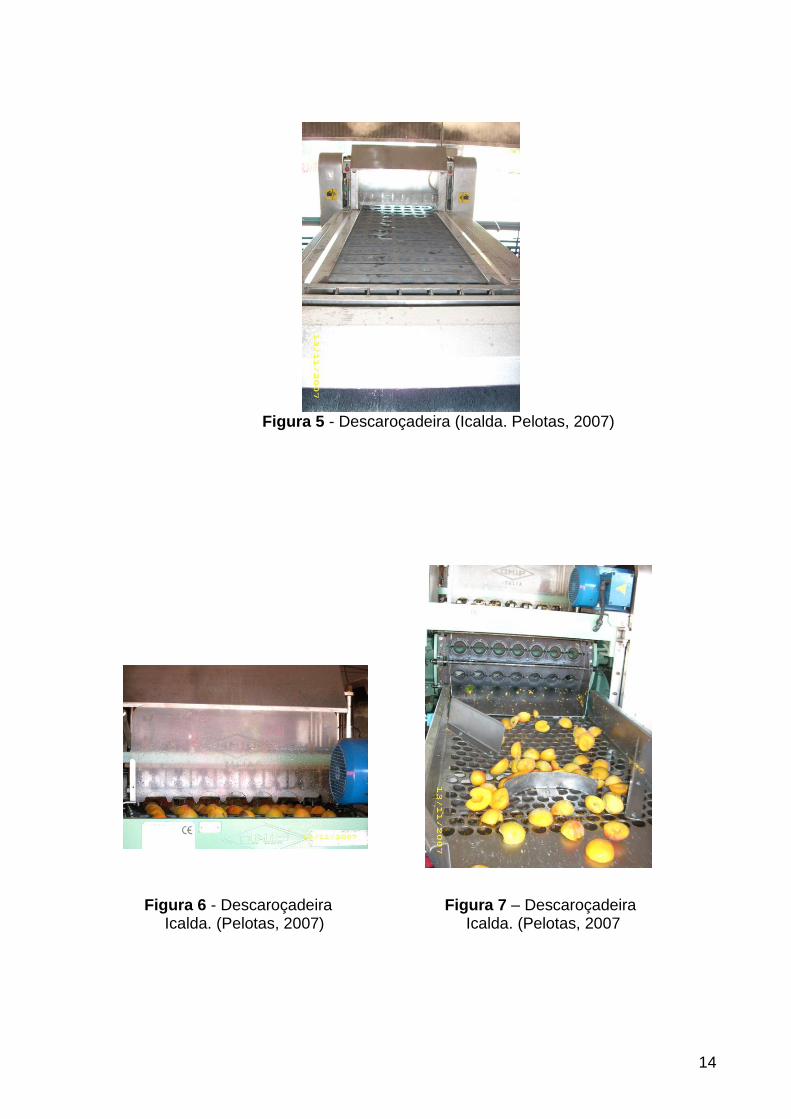
3.2.4 Corte e Descaroçamento
Após as frutas serem classificadas pelo tamanho que apresentam, elas
seguem para a etapa de corte e descaroçamento. Esta etapa tem como objetivo
retirar o caroço da fruta e ainda cortá-la longitudinalmente, para facilitar a etapa de
descascamento. Este processo pode se dar manualmente ou de forma mecânica
(JACKIX, 1988).
Na indústria de Conservas Alimentícias Leon LTDA prima-se pelo processo
mecânico. As frutas são colocadas sob depressões em esteiras móveis, no
equipamento adequado para realizar o corte e o descaroçamento, com a parte do
pedúnculo viradas para baixo. Lâminas entram no sentido longitudinal da fruta, de
cima para baixo e vice-versa, até atingir o caroço, uma segunda lamina entra em
contato com o caroço fazendo-o girar e assim na maioria das vezes soltando-o da
fruta. Em seguida, as frutas já cortadas, caem sob mesas vibratórias, com orifícios
de diâmetro pouco maiores que o tamanho do caroço da fruta para separá-los. As
Figuras 5, 6 e 7 mostram respectivamente o equipamento de corte e
descaroçamento, frutas no momento do corte e frutas sob a mesa vibratória.
14
Figura 5 - Descaroçadeira (Icalda. Pelotas, 2007)
Figura 6 - Descaroçadeira Figura 7 – Descaroçadeira Icalda. (Pelotas, 2007) Icalda. (Pelotas, 2007

15
Quando frutas de tamanho demasiado grande são processadas (como
por exemplo pêssegos do cultivar Granada), torna-se mais conveniente a realização
de corte e descaroçamento manual. Pois tendo em vista o tamanho da fruta e o
ajuste de encaixe desta no descaroçador mecânico, ela seria mal cortada, tornando-
se de aspecto não agradável, reduzindo sua qualidade quanto ao aspecto visual.
Após a etapa de descaroçamento a fruta segue por esteiras para a próxima
etapa do processo produtivo.
3.2.5 Descascamento
Segundo Jackix (1988) a retirada da casca de um fruto pode se dar de quatro
maneiras: manualmente, considerada dispendiosa e de baixa produtividade; com
água quente ou vapor; mecanicamente, não servindo para pêssegos e sendo mais
aconselhado para abacaxi, e por último, através de lixiviação com hidróxido de
sódio.
Na Indústria de Conservas Alimentícias Leon Ltda., após a realização do corte
e separação dos caroços dos frutos, estes seguem por esteira até o ponto onde são
dispostas todas as metades dos frutos com a parte convexa para cima para poder
receber o banho de soda. Este banho, realizado por aspersão na superfície do fruto,
tem como objetivo a retirada de sua casca.
A concentração e temperatura em que se encontra a soda utilizada para
remoção da casca do fruto irão influenciar diretamente na eficiência desta etapa. O
recomendado é a utilização de NaOH com concentração de 1 a 2,5% e uma
temperatura ao redor de 80 – 90ºC (JACKIX, 1988). No entanto, estes valores
podem variar dependendo do estágio de maturação do fruto. Durante o estágio
curricular observou-se que a concentração de soda oscilava entre 5 e 12% e a
temperatura variava de 70 a 90ºC.

16
3.2.6 Lavagem
A lavagem constitui-se em uma etapa de grande relevância, pois no processo
anterior utiliza-se NaOH para realizar a remoção das cascas do fruto. Esta etapa
realiza-se em tambor rotativo, onde sob aspersão e alta pressão lava-se os frutos
com água fria, com o intuito de remover restos de cascas ainda aderidas aos
mesmos, bem como, eliminar resíduos de hidróxido de sódio presentes na superfície
do pêssego. As Fig 8 e Fig 9 mostram, respectivamente, a visão externa e interna de
um tambor rotativo de lavagem dos frutos.
Figura 8 - Tambor rotativo de lavagem Figura 9 -Tambor rotativo de (visão externa) (Icalda. Pelotas, 2007) lavagem (Icalda. Pelotas, 2007)
Após a lavagem, as frutas seguem para serem escovadas em um sistema de
rolos com cerdas sob aspersão de água fria. Este processo tem como objetivo
remover restos de cascas e pedúnculos, os quais ainda estejam aderidos ao fruto,
que a pressão de água utilizada durante a lavagem não foi capaz de retirar. A Fig.
10 mostra um equipamento de escovação de frutas.

17
Figura 10 - Escovador de frutas (Icalda. Pelotas, 2007)
3.2.7 Classificação
O processo posterior à escovação é o de classificação, os frutos são
deslocados por esteiras até as mesas de classificação. Neste trajeto são
selecionados, onde os frutos que não apresentam uma boa integridade física ou
ainda que possam estar verdes, maduros em demasia ou podres são removidos,
através de seleção manual, como mostra a Fig. 11.
Figura 11 - Seleção de pêssego após escovação (Icalda. Pelotas, 2007)

18
As frutas são levadas para um classificador vibratório de três estágios, onde
são classificados com relação ao seu tamanho em Extra (frutas de maior tamanho),
Especial (metades de tamanho intermediário) e Primeira (dentre os três tipos o de
menor tamanho). A Fig. 12 mostra um classificador vibratório.
Figura 12 - Classificador Vibratório (Icalda. Pelotas, 2007)
3.2.8 Acondicionamento
Na atapa de acondicionamento, as latas de 820 gramas são devidamente
preenchidas, nelas são colocadas cerca de 450 gramas frutas em metades, de modo
automático. O equipamento que realiza o enchimento das latas com as frutas tem a
capacidade de encher aproximadamente 160 latas por minuto.
A quantidade de fruta no interior da lata deve ser constante, pois o nível de
enchimento está relacionado com o tratamento térmico. Um súper enchimento
diminiu a transferência de calor e, consequentemente, exige maior tempo de
esterilização (JACKIX, 1988).
Devido a isto, para reduzir perdas e manter um nível satisfatório da qualidade
do produto realiza-se o controle de qualidade do peso drenado do produto (Anexo
1).
Após colocar as frutas nas latas, adiciona-se o líquido de cobertura, que tem
como objetivos prencher os interstícios o que caba facilidando a trasmissão de calor,
promove a remoção do ar e realça o sabor das frutas. O ideal é que este líquido de
cobertura se encontre com temperatura próxima 75º C, para evitar a deformação da
lata e favorecer a trasmissão de calor no tratamento térmico (JACKIX, 1988).
O líquido de cobertura utilizado é uma solução de água e sacarose com um
teor de sólidos solúveis entre 28 e 30º Brix, ou seja, de 28 a 30% de açúcar na

19
solução. Segundo Jackix (1988), a concentração utilizada geralmente para a calda é
de 25º Brix. O líquido de cobertura é elaborado em xaropeira em sistema de
bateladas, onde adiciona-se 200 Kg de açúcar cristal em um reservatório e em
seguida completa-se o volume com água até uma marca determinada de modo
empírico, posteriormente realiza-se a determinação do teor de sólidos solúveis com
o auxílio de um refratômetro. Mantem-se a temperatura elevada do sistema com o
auxílio de serpentinas de vapor.
3.2.9 Exaustão
Esta etapa prima pela retirada do ar do tecido da fruta e do interior da
embalagem, isto possibilitará a manutenção do fundo e da tampa da lata côncavos
durante a estocagem; redução aos teores de O2, a fim de reduzir a corrosão das
latas e uma série de reações químicas indesejáveis, como por exemplo a oxidação
de vitaminas e descoloração das frutas; evita ainda a deformação da embalagem
durante o tratamento térmico (ARTHEY & DENNIS, 1992; JACKIX, 1988).
Segundo Jackix (1988), há três métodos distintos para se realizar o vácuo em
uma embalagem: térmico, mecânico e por injeção de vapor. Este último é o aplicado
na Indústria de Conservas Alimentícias Leon Ltda. O método consiste em fazer com
que as frutas já acondicionadas nas latas e cobertas com a calda, sejam
encaminhadas por esteiras ao túnel de exaustão. O túnel possui encanamentos com
vapor, fazendo com que o produto seja aquecido, aumentando o volume do líquido,
o que irá favorecer a formação do vácuo posteriormente.
A temperatura de entrada do produto para realizar a exaustão deve estar
entre 82 a 96 ºC, estando o centro da lata a 77 – 82ºC (CRUESS, 1973).
Observou-se que temperatura de entrada era de aproximadamente 65 -70ºC,
o tempo decorrido entre entrada e saída das latas é de aproximadamente 10
minutos, já a temperatura de saída estava em torno de 75ºC. Pelo túnel de exaustão
passam aproximadamente 160 latas por minuto.
3.2.10 Recravação
Consiste em um fechamento hermético da lata, ou seja, a junção da tampa
com a lata, protegendo o alimento durante o tratamento térmico, o resfriamento e o
armazenamento. A Fig. 13 e Fig. 14 mostram, respectivamente, o momento de

20
entrada da lata na recravadeira e o momento de saída com a tampa junto ao corpo
da lata.
Figura 13 - Entrada da lata na Figura 14 - Saída da lata recravada Recravadeira (Icalda. Pelotas, 2007) (Icalda. Pelotas, 2007) A recravadeira trabalha em sintonia com o sistema de exaustão, logo ela é
ajustada para poder recravar 160 latas por mimuto, aproximadamente.
Segundo Jackix (1988), a recravação é uma operação importante e deve ser
perfeita, necessitando de um controle muito cuidadoso. Para tanto faz-se um
controle de qualidade e availa-se os ítens apresentados Anexo B. Mede-se o
comprimento da recravação (CR), espessura da recravação (ER), o gancho do corpo
(GC) - dobra na parte superior formada para prender a tampa -, gancho da tampa
(GT), espessura do corpo (EC) e espessura da tampa (ET). Colocam-se os valores
na fórmula abaixo, o resultado é expresso em percentagem e deve ser superior a
50%, para assegurar uma boa qualidade do fechamento realizado pela recravadeira.
Transapasse (%) = (GC + GT + ET) – CR ----------------------------------------------
(ET + EC) x 2 - CR
3.2.11 Tratamento térmico
Tendo em vista que, por mais que trabalhe-se com boas práticas de
fabricação e o máximo de higiene possível, a carga microbiana de um alimento,
neste caso o pêssego, é relativamente alta. O produto já possui uma flora
microbiana natural, que traz consigo do campo, e ao longo do processo estes
21
microrganismos não são efetivamente eliminados. Portanto, faz-se necessário a
utilização de um sistema de aquecimento que vise a eliminação dos microrganismos
até níveis seguros ao consumidor e também que elimine a flora deteriorante, ainda
este tratamento térmico auxilia na textura, sabor e aparência do produto, segundo
Jackix (1988).
Como o pêssego é considerado um alimento ácido, possuindo um valor de pH
entre 3,0 e 4,0, seu tratamento térmico é realizado a uma temperatura de 100ºC a
pressão atmosférica.
Na indústria utiliza-se uma temperatura de 100ºC, em um sistema contínuo,
onde uma correia trasporta as latas por toda extensão do sistema, o percurso que é
realizada com as latas imersas em água leva aproximadamente 10 minutos.
Faz-se o Controle de qualidade, regulando a temperatura e tempo de
tratamento.
3.2.12 Resfriamento
O resfriamento das latas faz-se necessário latas o tratamento térmico, pois se
não realizado o produto permanecerá tempo demais na faixa ótima de
desenvolvimento de microrganismos termófilos, o que poderá trazer alterações
indesejáveis ao produto. Paralelo a isto, o produto fica sujeito a uma supercocção,
ocasionando um aspecto desagradável quanto ao sabor, cor e textura. Segundo
JACKIX (1988), a temperatura ideal para resfriar as latas seria a de 38ºC. No
entanto se a temperatura for mais baixa, pode ocorrer dificuldade na evaporação da
água que se encontra na face externa da lata, fato que, ao longo do tempo, pode
enferrujá-la.
Após o tratamento térmico no sistema contínuo, as latas saem do tanque
onde passam pela água a 100ºC, e ainda por esteiras, encaminham-se para o
tanque de resfriamento. Este possui aproximadamente 9 metros de comprimento, e
as latas levam cerca de 10 minutos para percorrem sua extensão, posteriormente
são disposta sob esteiras para serem levada a próxima etapa do processamento.
3.2.13 Armazenamento
Após todas as etapas do processo produtivo, os pêssegos em calda são
destinados para armazenamento. Nesta etapa ocorre a equalização da calda com a
22
fruta, ou seja, parte dos sólidos solúveis presentes na calda difundem pelo tecido da
fruta, logo parte da água livre do interior da fruta migra para o seio da solução.
Nesta etapa as latas são armazenadas em caixas de papelão num total de
doze unidade por caixa.
Após o produto pronto, é retirada uma lata de cada tipo de produto por lote
para realização de análises para o controle de qualidade. Determina-se o peso
bruto, peso drenado, peso líquido, teor de sólidos solúveis, pH, número de metades,
cor, textura, sabor e aroma, dentre outras determinações. Segue em Anexo 1 o
modelo de ficha com as determinações a serem realizadas.
3.3 Desenvolvimento de novo produto
Tendo em vista a estagnação do setor de frutas processadas na região de
Pelotas, onde as indústrias locais tem como produto principal para venda o mesmo
modelo há alguns anos, as chamadas compotas de frutas, que consistem em frutas
acondicionadas em latas e adicionadas de um líquido de cobertura, que contém
água e sacarose, submetidas a tratamento térmico adequado. Uma das frutas que é
processada desta forma é o pêssego, produto tradicional na região sul do país.
Segundo Vendrusculo & Vendrusculo (2002) a região de Pelotas é a maior produtora
de pêssegos em calda do Brasil, respondendo por 97% da produção.
Pêssegos em calda são produtos que não possibilitam a visualização do seu
conteúdo antes de abertas as embalagens, fator que leva a dúvida ao consumidor a
cerca da qualidade do produto que está adquirindo.
Foi proposto o desenvolvimento de um novo produto para empresa Indústria
de Conservas Alimentícias Leon Ltda., similiar a um já existente no mercado
estadounidense. O produto apresenta-se em potes plásticos transparentes, consiste
em frutas suspensas em um gel. O gel é formado por uma mistura de hidrocolóides,
açúcar, frutas e água ou uma segunda opção de substituição da água por suco de
fruta.
O projeto visa a utlização de frutas da região sul, como por exemplo mirtilo,
abacaxi e pêssego. Pode-se, para este tipo de produto, aproveitar frutos que são
considerados, na maioria das vezes, inaptos para o processo convencional ao qual
são destinados, já que as frutas, quando de tamanho relativamante grande, serão
cortadas em cubos de aproximadamente 1centímetro de aresta.
23
Para o desenvolvimento do projeto, partiu-se primeiramente para a parte do
projeto informacional, onde coletou-se a maior quantidade possível de informações a
cerca do comportamento de polissacarídeos frente a diferentes condições, como por
exemplo, quando expostos a um valor de pH próximo a 3,0 ou quando submetidos a
aquecimento por um dado tempo com uma temperatura ao redor de 100ºC. Após,
segundo as bilbiografias consultadas, ter-se encontrado as gomas que
apresentavam as características desejadas partiu-se para a realização de testes em
nível laboratorial. Os testes tiveram como intuito avaliar a mistura de gomas quanto
as caraterísticas solicitadas ou ainda as caractéristicas consideradas ideais. Após
certo período realizando análises para verificar se o gel produzido apresentava
estabilidade frente ao aquecimento e a redução do pH, partiu-se para a etapa de
elaboração do produto, já com sua formulação ideal determinada, em escala piloto.
Nesta nova etapa constatou-se que o produto apresentou também as características
desejadas, podendo portanto, em uma próxima etapa partir-se para a realização de
testes de análise sensorial, para avaliar a a aceitação dos consumidores ao produto.

24
4 Sugestões
O estágio é uma etapa de grande importância para o estudante, podendo ele
nesta fase confrontar as idéias trabalhadas no campo teórico nas aulas, durante o
período de graduação, com a aplicação, na prática, de suas atividades. Acredito,
portanto, que este ponto deveria ser melhor analisado pelo corpo docente, que
deveriam oportunizar com maior empenho estágios extracurriculares aos
acadêmicos, pois esta é uma ótima forma de crescermos intelectualmente.

25
5 Conclusões
Durante o período de estágio curricular do Curso de Bacharelado em Química
de Alimentos, houve a possibilidade de colocar em prática e aperfeiçoar os
ensinamentos adquiridos durante a graduação.
Pode-se através do estágio conhecer a realidade da indústria pelotense, esta
muito carente, muitas vezes necessitando de conhecimentos técnicos na área de
ciência e tecnologia de alimentos. Abre-se assim, um nicho de mercado para o
Químico de Alimentos, que através de seu conhecimento pode oportunizar melhores
condições para a indústria, seja melhorando as condições de trabalho já existentes
ou ainda inovando no setor alimentício local.

26
Referências
ARTHEY,D.; DENNIS, C. Processado de hortalizas. Zaragoza:.Acribia, 1992. 317p.
CRUESS, W.V. Produtos industriais de frutas e hortaliças: Livro para
estudantes, pesquisadores e industriais. Volume 1.São Paulo: Edgard Blüncher,
1973. 446p.
FRASIER, W.C. Microbiologia de los alimentos. 3ed. Zaragoza: Acribia, 1985.
JACKIX, M. H. Doces, geléias e frutas em calda. Campinas: Editora UNICAMP,
1988.
TRIGO, Viana. Manual prático de higiene e sanidade nas unidades de
alimentação e nutrição. São Paulo: Livraria Varela, 1999.
VENDRUSCOLO, J. L., VENDRUSCOLO, C.T. Industrialização do pêssego em
calda. Pelotas, 2002

27
APÊNDICE A ICALDA – INDÚSTRIA DE CONSERVAS ALIMENTÍCIAS LEON LTDA
HIGIENE E APARÊNCIA PESSOAL
Em qualquer caso de intoxicação alimentar existe sempre uma causa HUMANA. A intoxicação alimentar não
“acontece” por acaso, ela é sempre causada por alguém que não tem bons hábitos de higiene, isto é, organismos que levam à intoxicação alimentar estão presentes em todas as pessoas. Portanto é essencial que você siga uma rotina de higiene que possa completar bons hábitos de higiene.
HIGIENE PESSOAL
Mãos e Pele
É essencial que suas mãos estejam tão
higiênicas quanto possível o tempo todo.
Deve-se lavar mãos de maneira
freqüente e cuidadosa com um agente de
limpeza e água corrente. As mãos devem
ser lavadas: antes do início de trabalho,
imediatamente após o sanitário, e toda vez
que for necessário.
As unhas devem ser mantidas sempre
curtas, limpas e sem esmalte.
Lembre-se: “O uso de luvas não elimina
a necessidade de lavar as mão e mante-
las, com unhas curtas e sem esmalte”.
Cortes , machucados,
feridas, raspões
• Devem ser mantidos limpos e
protegidos.
• Todos ferimentos devem ser cobertos com algum tipo de proteção à prova d’água e de cor viva.
Orelha, Nariz, e Boca
A boca, orelha e nariz são um lar
para algumas bactérias, por isso não
deve-se levar a mão a boca, mascar
chiclete, tossir ou espirrar sobre os
alimentos e dentro do local de
produção, nem provar alimentos.
Cabelos e Barba
Todos os manipuladores de alimentos
devem usar proteção adequada na cabeça,
de maneira a cobrir completamente os
cabelos.
Os homens devem estar bem barbeados
para ajudar a promover um ambiente de
limpeza.
Hábito de Fumar
Fumar nas áreas de produção é
uma prática ilegal. É permitido fumar
unicamente em áreas autorizadas,
durante o intervalo de almoço.
Uso de Jóias e Perfume
Não é permitido o uso de acessórios
sejam, brincos, anéis, pulseiras,
correntes, relógios e etc., durante a
jornada de trabalho. Perfumes e loção
após barba, podem contaminar os
alimentos pela absorção dos odores
pelo alimento.

28
ANEXO 1 – Planilha para controle do produto
ICALDA INDÚSTRIA DE CONSERVAS ALIMENTÍCIAS LEON
CONTROLE DE PRODUTO
DATA: PRODUTO: TURNO:
DESCRIÇÃO AMOSTRA 1 AMOSTRA 2 AMOSTRA 3 AMOSTRA 4 AMOSTRA 5 AMOSTRA 6
TIPO
PESO BRUTO g
PESO LÍQUIDO g
PESO DRENADO g
VÁCUO " Hg
ESPAÇO LIVRE mm
CONC. CALDA º BRIX
CONC. FINAL º BRIX
pH
ACIDEZ %
N. UNIDADES
DEFEITOS
COR
SABOR / AROMA
LÍQUIDO COBERTURA
TEXTURA
COMP. RECR. mm
ESP. RECR. mm
GANCHO CORPO mm
GANCHO TAMPA mm
ESP. CORPO mm
ESP. TAMPA mm
TRANSPASSE %
OBS: