Embed Size (px)
Citation preview

Oct'02 2002 ASQ Fall Tech Conference Page 1MJ
Integration of EPC and SPC for effective Process Control
by
Mani Janakiram, Intel Corporation
Doug Montgomery, Bert Keats, Arizona State University
Objective of this presentation:
• Provide introduction on EPC & SPC as applied to process control• Show how SPC & EPC can be integrated (simulation + case study)• Discuss types of APC techniques used in the semiconductor industry

Oct'02 2002 ASQ Fall Tech Conference Page 2MJ
Introduction
• Variability exists in all the processes. Reduction of output variability is critical to
process improvement
• Process variation may be due to random cause or assignable cause
• The objective of process control is to keep the output as close as possible to the
target all the time
• The output series can be either independent or correlated
• Two types of process control techniques exist
– Statistical process control (SPC)
– Engineering process control (EPC)
• Shewhart, EWMA and CUSUM techniques are the common SPC schemes
• Integral, PI and PID control schemes with feedback adjustment are the common
EPC schemes

Oct'02 2002 ASQ Fall Tech Conference Page 3MJ
Monitor Process(take samples, plot and look for assignable causes)
Stop the Process
Identify assignable cause(s)
Eliminate assignable cause(s)
Process under controlYes
No
Statistical Process Control (SPC)
Statistical Process Control (SPC) aims at achieving process stability and improving process capability by reducing variation. A set of problem solving tools are used in SPC which range from a simple Histogram to sophisticated control charts. SPC is normally applied in the form of open-loop control for process monitoring. Coefficient of variance and/or Process Capability Index (CpK) may be used as SPC indicators. Shewhart X-bar and R charts are commonly used for process monitoring.
SPC suits stationary processes exhibiting no drift/shift in process mean

Oct'02 2002 ASQ Fall Tech Conference Page 4MJ
SPC techniques used for process control
• For Independent output data
– Shewhart control charts (X-bar & R, C, NC, P, etc.)
– CUSUM control charts (for small shifts)
– EWMA control charts (for small shifts & also for correlated data)
• For autocorrelated output data
– Time series models (AR, MA, IMA (EWMA), ARMA & ARIMA)
– Special cause control charts for residuals
– Moving centerline charts
• Multivariate control charts (MISO, MIMO)
– T2 charts, Multivariate CUSUM & EWMA charts
– Principal component analysis (PCA)
– Partial least squares techniques (PLS)

Oct'02 2002 ASQ Fall Tech Conference Page 5MJ
Monitor Process & Compute next output(Compare with Target)
Compute adjustment (manipulated value)
Make adjustment to process input
Output equal TargetYes
No
Engineering Process Control (EPC)
Engineering Process Control (EPC) also aims at achieving process stability and improving process capability by reducing variation. EPC may be applied in the form of either open-loop or close-loop. The control mechanism could either be feedback or feedforward or combination of both. SPC techniques are often used in combination with EPC. Coefficient of variance and/or Process Capability Index (CpK) may be used as APC indicators.

Oct'02 2002 ASQ Fall Tech Conference Page 6MJ
Difference between SPC & EPC
SPC + EPC = APC
SPC EPC
Philosophy Minimize variability by detection
of and removal of process upsets
Minimize variability by
adjustment of process to
counter-act process upsets
Application Expectation of process stationarity Expectation of continuous
process drift
Deployment
1. Level Strategic Tactical
2. Target Quality characteristics Process parameters
3. Function Detecting disturbances Monitoring setpoints
4. Cost Large Negligible
5. Focus People and Methods Equipment
Correlation None Low to High
Results Process improvement Process optimization
Source: Messina, PhD dissertation

Oct'02 2002 ASQ Fall Tech Conference Page 7MJ
Open loop versus Close loop control
Process Controller
Process
Operator / Technician
Computer Interface
Mea
sure
d Pr
oces
sOu
tput
(man
ual)
Manipulated Process Output
Process Controller
ProcessProcess
Operator / TechnicianOperator / Technician
Computer Interface
Mea
sure
d Pr
oces
sOu
tput
(man
ual)
Manipulated Process Output
Process Controller
Process
Operator / Technician
Computer Interface
Measured Process Output
Manipulated Process Output
Process Controller
ProcessProcess
Operator / TechnicianOperator / Technician
Computer InterfaceComputer Interface
Measured Process Output
Manipulated Process Output
Close loop control is becoming a necessity for APC.

Oct'02 2002 ASQ Fall Tech Conference Page 8MJ
Discrete controllers used in EPC
• Proportional control -
– Correction is proportional to the error
• Xt = Kp * e(t) where Kp is the proportionality controller gain
• Integral control -
– Correction is proportional to the time integral of the error
• Xt = KI * e(u)du where KI is the integral controller gain
• Derivative control -
– Correction is a measure of rate of change of error
• Xt = Kp * (de(t)/dt) where Kp is the derivative controller gain
• Combination of the above controls are commonly used:
– PI –
– PD –
– PID - Note: Response is shown to a step input
The objective is to minimize mean squared error (MMSE) of the output deviation from target. Minimum mean squared error (MMSE) controllers are set to cancel out the minimum variance forecast made at time t of the disturbance at time t+1.However, when large adjustment is required, constrained controllers are used.

Oct'02 2002 ASQ Fall Tech Conference Page 9MJ
Techniques used to apply compensation
Disturbance
OutputManipulatedVariable
+-
Process
Feedforward Controller
+-
Feedback Controller
Process
OutputManipulatedVariable
+-
+-
DisturbanceFeedback control:Very commonly used. Output is compared to target, Corrective action is computed and applied on manipulated variable in close loop. Ex: CMP uniformity control using R2R feedback control.
Feedforward control:Used to eliminate measurable disturbances by adjusting manipulated variable. Can be applied in open loop or close loop. Ex: Alignment check in the lithography.
Cascade control:Multiple feedback (and feedforward) loops used to control multistage processes. Works well for processes with intermediate measurable response. Ex: Contact process involving CVD, CMP, Lithography & etch (RIE) sequence.
Disturbance
OutputManipulatedVariable
+-
Process
Feedforward Controller
+-
Feedback Controller
Feedback Controller

Oct'02 2002 ASQ Fall Tech Conference Page 10MJ
R2R and Real-time control definition
Process
Adjustment
Input OutputMeasurement (in-situ)
Process Measurement (ex-situ)
Adjustment
Input Output
Adjustment
R2R control: Set of algorithms to be used for on-line process control with the goal to reduce output variability as measured by the mean squared deviation from target. The R2R controller responds to post-process and summarized in-process measurements by updating process models between runs and providing a new recipe for use in the next run
Real-time control: On-line control and instead of minutes or hours before action is taken, the machine is shut down automatically when a computer algorithm discovers that the process is non-normal or out of control. Machine parameters rather than process parameters are measured and monitored.
R2R, SPC and Real-time process control fall under Fault detection & Classification (FDC) technique that can be used in open-loop or close-loop mode to ensure that variation is identified and necessary action is applied.

Oct'02 2002 ASQ Fall Tech Conference Page 11MJ
Relationship among APC components
Sensors
Regulatory Control
(End point detection)
Monitor Regulatory Controllers
Predictive Process Model
Supervisory Controller
Monitor Control System Key focus areas:1. Sensors2. Actuators3. Control algorithms4. Standards5. Integration6. Automation7. Analysis techniques
Source: Sematech AEC/APC Conference

Oct'02 2002 ASQ Fall Tech Conference Page 12MJ
Types of Disturbances
• Stochastic Disturbances
– Exists due to random variation occurring continuously in the process
– Disturbance can be either stationary (fixed mean) or non-stationary
– They can be modeled using time series models (AR, MA, IMA, ARMA, ARIMA)
• Deterministic Disturbances
– Exists due to sudden step or ramp changes in load variable at any time
– They can be modeled using differential equations & transfer function models like,
Pulse, Step, Ramp and Sinusoidal models
Pulse Step Ramp Sinusoidal
Any combination of the above can also exist

Oct'02 2002 ASQ Fall Tech Conference Page 13MJ
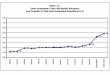
SPC and EPC techniques for drift/shift scenarios
• Normal random variates [iid(0,1)] was generated (min. of 1000 simulation runs and 1000 observations per simulation)
• A shift or drift in the mean was introduced at the 601st observation• The drift/shift magnitudes investigated were 0.5 to 5.0 with increments of 0.5• The performance indicators analyzed are:
– Output and adjustment variance (SPC/EPC schemes)– Average run length (ARL), standard deviation of run length (SRL) and false alarm (FA)
or out of control points (OOC)
-4
-2
0
2
4
6
8
10
1 56 111
166
221
276
331
386
441
496
551
606
661
716
771
observation number
y(t)
Y
YD
YS
Drift calculation:Yt (I, J) = Yn(I, J)+(I-NSTAT)*y*(t/(N–NSTAT)
Shift calculation:Ys (I, J) = Yn(I, J)+y*s
Where:Yt (I, J) = Ith drifting observation for Jth simulation run
Yn (I, J) = Ith normal random observation for Jth simulation run
NSTAT = First observation where the drift or shift is appliedN = Total number of observations in a simulation runy = Standard deviation of the 1st 200 observations
t = Drift change or delta magnitude s = Shift change or delta magnitude

Oct'02 2002 ASQ Fall Tech Conference Page 14MJ
SPC scheme (EWMA) for 1.5s drift/shift scenario
• In-control ARL of ~ 370 was used as the baseline• EWMA and CUSUM schemes were sensitive to small drift/shift scenarios• Small works well for smaller shifts and larger is suitable for larger shifts• Shewhart scheme is suitable for large drift/shift scenarios• Combined Shewhart-EWMA scheme performs better for both small and large
drift/shift scenarios
-1.5-1
-0.50
0.51
1.52
2.53
1 62 123
184
245
306
367
428
489
550
611
672
733
794
observation number
z(t)
Z
E_UCL
E_LCL
ZD
-1.5-1
-0.50
0.51
1.52
2.53
1 61 121
181
241
301
361
421
481
541
601
661
721
781
observation number
z(t)
Z
E_UCL
E_LCL
ZS
1.5 drift scenario 1.5 shift scenario

Oct'02 2002 ASQ Fall Tech Conference Page 15MJ
Standard integral and PI schemes
• Discrete form of MMSE for integral control scheme:
where xt is the adjustment, g is the gain, ej = Yj–T and is the EWMA parameter, Yt is the
output and T is the target
• Discrete form of MMSE for PI control scheme:
where is the first order dynamic parameter
• These adjustments can be either applied for each observation or can be applied based on SPC limits on the output in the feedback mode
t
1jje
g -
tx
1)-g(1- ttt eex

Oct'02 2002 ASQ Fall Tech Conference Page 16MJ
EPC and SPC/EPC schemes for drift/shift scenario
-1.5
-1
-0.5
0
0.5
1
1.51 63 125
187
249
311
373
435
497
559
621
683
745
observation number
zt &
xt
Zda
+EWMA
-EWMA
Xtd
-1.5
-1
-0.5
0
0.5
1
1.5
1 63 125
187
249
311
373
435
497
559
621
683
745
observation number
zt, &
xt
Zdl
+EWMA
-EWMA
Xtdl
EPC SPC/EPC
1.5 drift scenario
-2
-1.5
-1
-0.5
0
0.5
1
1.5
1 63 125
187
249
311
373
435
497
559
621
683
745
observation number
zt &
xt
Zsa
+EWMA
-EWMA
Xts
-2
-1.5
-1
-0.5
0
0.5
1
1.5
1 63 125
187
249
311
373
435
497
559
621
683
745
observation number
zt, &
xt
Zsl
+EWMA
-EWMA
Xtsl
EPC SPC/EPC
1.5 shift scenario

Oct'02 2002 ASQ Fall Tech Conference Page 17MJ
Comparison of SPC/EPC scheme with SPC Scheme
• Significant improvement in output variance is possible with SPC/EPC schemes• PI control schemes work better for shift scenarios and integral control schemes
work better for drift scenarios
SPC
(EWMA) SPC/EPC (Integral)
% Change SPC/EPC
(PI) % Change
2x - 0.0003 - 0.0003 -
0Shift (0.0557, 1.1117) 2
e 1.1117 0.1284 765.81 0.1284 765.81
2x - 0.0526 - 0.0654 -
1.5Drift (0.3643, 1.3799) 2
e 1.3799 0.1867 639.10 0.2529 445.63
2x - 0.1018 - 0.1204 -
1.5Shift (0.7587, 1.7478) 2
e 1.7478 0.3729 368.70 0.3899 348.27

Oct'02 2002 ASQ Fall Tech Conference Page 18MJ
Comparison of SPC/EPC scheme with EPC Scheme
• SPC/EPC schemes result in significant improvement in adjustment variance at the expense of slight increase in output variance
• SPC/EPC schemes reduce the frequency and magnitude of adjustment when compared to EPC schemes
EPC
(Integral) SPC/EPC (Integral)
% Change EPC (PI)
SPC/EPC (PI)
% Change
2x 0.0253 0.0003 98.81 0.0641 0.0003 99.53
0Shift (0.0557, 1.1117) 2
e 0.0699 0.1284 45.56 0.11 0.1284 45.56
2x 0.0671 0.0526 21.61 0.1058 0.0654 38.19
1.5Drift (0.3643, 1.3799) 2
e 0.1867 0.2415 22.69 0.2221 0.2529 26.18
2x 0.1198 0.1018 15.03 0.1584 0.1204 23.99
1.5Shift (0.7587, 1.7478) 2
e 0.3319 0.3729 10.99 0.3672 0.3899 14.88

Oct'02 2002 ASQ Fall Tech Conference Page 19MJ
Constrained integral and PI schemes
• Discrete form of constrained integral control scheme:
where xt is the adjustment, g is the gain, ej = Yj – T and is the EWMA parameter, Yt is
the output k is a constant and T is the target
• Discrete form of constrained PI control scheme:
where is the first order dynamic parameter, K1 and K2 are constants
• min(2x + 2
e) would result in optimal constrained controller
• These adjustments can be either applied for each observation or can be applied based on SPC limits on the output
t1 e )1( g
)1( kxkx tt
1-tt0
21101 ee )1(g
)1( )1()1(
k
xkxkkx ttt
Source: Box and Luceno

Oct'02 2002 ASQ Fall Tech Conference Page 20MJ
Constrained SPC/EPC (PI) schemes for 1.5s drift/shift scenario
• Reduction of output variability is clearly demonstrated in the figure
• No excessive adjustment will be made when constrained SPC/EPC scheme is used
• One adjustment is made when the process is under control
1.5 drift scenario 1.5 shift scenario
-4
-3
-2
-1
0
1
2
3
4
5
1 57 113
169
225
281
337
393
449
505
561
617
673
729
785
observation number
yt &
xt Ytd
Ytdla
Xtdl
-4
-3
-2
-1
0
1
2
3
4
5
1 57 113
169
225
281
337
393
449
505
561
617
673
729
785
observation number
yt &
xt Yts
Ytsla
Xtsl

Oct'02 2002 ASQ Fall Tech Conference Page 21MJ
-1.5
-1
-0.5
0
0.5
1
1 57 113
169
225
281
337
393
449
505
561
617
673
729
785
observation number
zt &
xt
Xtd
Xtd
Standard and constrained SPC/EPC (PI) schemes
-1.4-1.2
-1-0.8-0.6-0.4-0.2
00.20.40.6
1
61
12
1
18
1
24
1
30
1
36
1
42
1
48
1
54
1
60
1
66
1
72
1
78
1
observation number
zt &
xt
Xtdl
Xtdl
SPC/EPCEPC
1.5 drift scenario
-2
-1.5
-1
-0.5
0
0.5
1
1 57 113
169
225
281
337
393
449
505
561
617
673
729
785
observation number
zt &
xt
Xts
Xts
-2
-1.5
-1
-0.5
0
0.5
1
1
61
12
1
18
1
24
1
30
1
36
1
42
1
48
1
54
1
60
1
66
1
72
1
78
1
observation number
zt &
xt
Xtsl
Xtsl
SPC/EPCEPC
1.5 shift scenario

Oct'02 2002 ASQ Fall Tech Conference Page 22MJ
Constrained SPC/EPC (PI) scheme for drift scenarios
PIM-SPC/EPC Scheme PICM-SPC/EPC Scheme Drift
(mean, variance)
y 2
e
x 2
x
y 2
e
x 2
x
0.5 (0.1, 1.1146) 0.0877 0.1604 -0.0091 0.007 0.0888 0.1592 -0.0080 0.0028
1 (0.2321, 1.2182) 0.1691 0.2047 -0.0573 0.0384 0.1776 0.1972 -0.0488 0.0163
1.5 (0.3643, 1.3799) 0.2418 0.2529 -0.1141 0.0654 0.2585 0.2577 -0.0974 0.0353
2 (0.4964, 1.5997) 0.3229 0.3337 -0.1625 0.0994 0.3451 0.3515 -0.1403 0.0587
2.5 (0.6285, 1.8777) 0.4021 0.4357 -0.2128 0.1383 0.4326 0.4736 -0.1823 0.0875
3 (0.7606, 2.2138) 0.4812 0.5646 -0.2632 0.1874 0.5188 0.6224 -0.2256 0.1217
3.5 (0.8928, 2.6081) 0.5598 0.7128 -0.3141 0.2415 0.6045 0.7982 -0.2695 0.1614
4 (1.0249, 3.0605) 0.6371 0.8851 -0.3664 0.3039 0.6897 1.0010 -0.3138 0.2064
4.5 (1.2891, 3.5711) 0.7162 1.0770 -0.4168 0.3713 0.7757 1.2300 -0.3572 0.2571
5 (1.2891, 4.1399) 0.7945 1.2950 -0.468 0.449 0.8617 1.4850 -0.4008 0.3134

Oct'02 2002 ASQ Fall Tech Conference Page 23MJ
Constrained SPC/EPC (PI) scheme for drift scenarios
• The performance indicators analyzed are:– Output and adjustment variance
– ARL, SRL, and OOC
PIM-SPC/EPC Scheme PICM-SPC/EPC Scheme Drift (mean,
variance) ARL SRL OOC ARL SRL OOC
0.5 (0.1, 1.1146) 133136 2968088 3 79874 1256598 5
1 (0.2321, 1.2182) 2778 6348 142 1139 1300 338
1.5 (0.3643, 1.3799) 331.51 43.24 978 299.1 44.03 997
2 (0.4964, 1.5997) 254.02 34.31 1000 231.5 34.51 1000
2.5 (0.6285, 1.8777) 209.08 28.63 1000 190.4 28.96 1000
3 (0.7606, 2.2138) 178.2 25.67 1000 164.2 25.61 1000
3.5 (0.8928, 2.6081) 157.55 22.15 1000 144.4 21.42 1000
4 (1.0249, 3.0605) 140.1 19.28 1000 129.0 19.96 1000
4.5 (1.2891, 3.5711) 126.32 17.96 1000 116.6 18.57 1000
5 (1.2891, 4.1399) 115.39 16.89 1000 106.05 16.17 1000

Oct'02 2002 ASQ Fall Tech Conference Page 24MJ
Comparison of constrained scheme with standard SPC/EPC Scheme
Constrained schemes significantly reduce the adjustment variance at the expense of a slight increase in output variance
Integral control
Constrained Integral control
% Change
PI Control
Constrained PI Control
% Change
2x 0.0526 0.03 42.97 0.0654 0.0353 46.02 1.5Drift
2e 0.1867 0.2680 30.34 0.2529 0.2577 1.86
2x 0.1018 0.0611 39.98 0.1204 0.0719 40.28 1.5Shift
2e 0.3729 0.4443 16.07 0.3899 0.4204 7.25

Oct'02 2002 ASQ Fall Tech Conference Page 25MJ
Proposed adjustment scheme to use standard controller as a constrained controller
• The manipulated variable is subjected to suitable SPC schemes and
adjustments are made
– when the manipulated variable is within the control limits and
– also the output is outside 2 limits
• Adjustment can be either in open-loop or in closed-loop fashion
– In open-loop technique, the process is stopped for correction when either output
response or manipulated variable goes outside the control limits
– In closed-loop technique, the limit applied to the manipulated variable is integrated
with adjustment calculation
• The performance of the proposed adjustment scheme is comparable and
sometimes better than the mathematically complex constrained controllers
• It is easy to design and tune this controller for a process exhibiting drift or
sustained shift in the process mean

Oct'02 2002 ASQ Fall Tech Conference Page 26MJ
Proposed adjustment scheme to use standard controller as a constrained controller (cont.)
-2.0000
-1.5000
-1.0000
-0.5000
0.0000
0.5000
1.0000
1.5000
2.00001 63 125
187
249
311
373
435
497
559
621
683
745
observation number
xt &
zt
Zdl
LCL_X
Xtdl
UCL_X
-2.0000
-1.5000
-1.0000
-0.5000
0.0000
0.5000
1.0000
1.5000
2.0000
1 64 127
190
253
316
379
442
505
568
631
694
757
observation number
xt &
zt
Zsl
LCL_X
Xtsl
UCL_X
-3
-2
-1
0
1
2
3
4
5
1 61 121
181
241
301
361
421
481
541
601
661
721
781
observation number
zt &
xt
Zdl
+EWMA
-EWMA
Xtdl
-3
-2
-1
0
1
2
3
4
5
1 57 113
169
225
281
337
393
449
505
561
617
673
729
785
observation number
xt &
zt
Zdl
LCL_X
Xtdl
UCL_X
1.5 drift/shift scenario
5 drift scenario

Oct'02 2002 ASQ Fall Tech Conference Page 27MJ
Application of SPC/EPC techniques to a hybrid industry
• Current process is experiencing lot of
output variation (powder weight)
• Process disturbance is humidity and it
corresponds to an EWMA series w/ = 0.4
• Manipulated variable is amplitude of
vibration of the feeder bowl
• Integral control is used in SPC/EPC
xt = -(/3) (Yt – 1)
• Application of SPC/EPC resulted in
significant process improvement
• Constrained schemes were applied to avoid
excessive adjustment
Pass thro’ window
Index wheel
Barricade
Feeder bowlUnloaded part
Spoon dispense mechanismLoaded part
Pass thro’ window
Index wheel
Barricade
Feeder bowlUnloaded part
Spoon dispense mechanismLoaded part
Powder loading process of airbag initiator
t1 N̂0.6 )10.4(Y N̂ tt

Oct'02 2002 ASQ Fall Tech Conference Page 28MJ
Application of SPC/EPC techniques to a hybrid industry
Significant process improvement resulted due to the SPC/EPC scheme
0Subgroup 50 100
0.92
0.97
1.02
1.07
Sam
ple
Mea
n
Mean=1
UCL=1.057
LCL=0.9434
0.00
0.05
0.10
Sam
ple
Ran
ge
1 1
R=0.02130
UCL=0.06958
LCL=0
Shewhart control chart before SPC/EPC
5040302010Subgroup 0
1.05
1.00
0.95
Sam
ple
Mea
n
Mean=1
UCL=1.053
LCL=0.9473
0.080.070.060.050.040.030.020.010.00
Sam
ple
Ran
ge
R=0.009882
UCL=0.07337
LCL=0
Shewhart control chart under SPC/EPC

Oct'02 2002 ASQ Fall Tech Conference Page 29MJ
Application of SPC/EPC techniques to a hybrid industry
• SPC/EPC schemes outperform either the
SPC or the EPC schemes
• Constrained adjustment scheme
significantly reduces the adjustment
variability at the cost of a moderate
increase in output variance
• Performance of the proposed adjustment
scheme is comparable to the constrained
adjustment scheme
-0.85
-0.80
-0.75
-0.70
1 16 31 46 61 76 91 106
121
136
151
166
181
observations
xt
xt-ICM
xt-IM
xt-IMX
SPC (EWMA)
SPC/EPC (Integral control)
SPC/EPC (Constrained
integral control)
% Change
SPC/EPC (xt adjusted
integral control)
% Change
2y 0.0012 0.0004 0.0008 50 0.0005 20
2x - 0.0035 0.0028 20 0.0032 8.57

Oct'02 2002 ASQ Fall Tech Conference Page 30MJ
Application of SPC/EPC techniques to a hybrid industry
Monitoring the powder weight disturbance using control charts (SPC) and adjusting the bowl amplitude based on integral control (EPC) resulted in an effective SPC/EPC integration
Measure powder weight and feed data into control algorithm
Chart data (X-bar &R or EWMA)and continue process monitoring
No drifts and datawithin pre-control limits
Yes
No Data is outsidecontrol limits
Stop process andperform OCAP
Signal feeder bowl to adjust amplitude of vibration
Monitor process and chartamplitude of vibration(X-bar & R or EWMA)
Yes
No
SPC EPC
Integrated SPC/EPC
Measure powder weight and feed data into control algorithm
Chart data (X-bar &R or EWMA)and continue process monitoring
No drifts and datawithin pre-control limits
Yes
No Data is outsidecontrol limits
Stop process andperform OCAP
Signal feeder bowl to adjust amplitude of vibration
Monitor process and chartamplitude of vibration(X-bar & R or EWMA)
Yes
No
SPC EPC
Integrated SPC/EPC

Oct'02 2002 ASQ Fall Tech Conference Page 31MJ
Integrated process control in the semiconductor industry
• APC has been identified in the ITRS roadmap as one of key challenges
• Integration of the control elements (sensors, actuators, controllers) is critical
• Industry consortium is working on integration standards
• Benefits of an integrated SPC/EPC to semiconductor industry:
– Improved cycle time– Cost savings due to reduced non-
product wafers– Reduced operator induced errors– Improved process/product variability
Data analysis anddiagnostic systems
Correctiveaction log
OCAPDecision tree
Gage / Metrology
Gage / Metrology
SPC chart
Data
In-situ diagnosticsystem (EPC)
Real-time data
Diagnose andadjust or fix
Statisticalprocesscontrol (SPC)
Actuators
Controller
Sensors
Wafer In
Wafer Out
Adaptive control(Feedforward fromprior steps)
Data fromprior step
Process equipment
Data analysis anddiagnostic systems
Correctiveaction log
OCAPDecision tree
Gage / Metrology
Gage / Metrology
SPC chartSPC chart
Data
In-situ diagnosticsystem (EPC)
Real-time data
Diagnose andadjust or fix
Statisticalprocesscontrol (SPC)
Actuators
Controller
Sensors
Wafer In
Wafer Out
Adaptive control(Feedforward fromprior steps)
Data fromprior step
Process equipment

Oct'02 2002 ASQ Fall Tech Conference Page 32MJ
Summary
• No system left alone would be in a state of perfect statistical control and hence
both the drift and shift in the process mean are a reality
• Integrated SPC/EPC system is superior to either the SPC or the EPC schemes
• Constrained schemes significantly reduce the adjustment variance at the
expense of a slight increase in output deviation variance
• The proposed simple constrained adjustment scheme is comparable in
performance to the complicated constrained adjustment schemes in use today
• An integrated SPC/EPC methodology is very relevant to the semiconductor
industry
• An integrated SPC/EPC process results in improvement in cycle time and
throughput, reduction in non-product wafer use, improvement in operator
productivity and an overall reduction in process variability
• Much more work/research is required in the SPC/EPC area

Oct'02 2002 ASQ Fall Tech Conference Page 33MJ
Relevant research work
• Following is the list of relevant research work– Box, G. E. P. and Luceno, A (1997). Statistical Control by Monitoring and
Feedback Adjustment. John Wiley & Sons, New York, NY– Box, G. E. P. and Luceno, A (1997). “Discrete Proportional-Integral Adjustment
and Statistical Process Control”. Journal of Quality Technology 29 (3), pp 248-260– Janakiram, M. and Keats, J. B. (1998). “Combining SPC and EPC in a Hybrid
Industry”. Journal of Quality Technology 30 (3), pp 189-200– Lu, C. W., and Reynolds, M. R., Jr. (1999a). “EWMA Control Charts for
Monitoring the Mean of Autocorrelated Processes”. Journal of Quality Technology 31 (2), pp 166-188
– Lucas, J. M. and Saccucci, M. S. (1990). “Exponentially Weighted Moving Average Control Schemes: Properties and Enhancements”. Technometrics 32, pp 1-12
– MacGregor, J. F. (1990). “A different view of Funnel Experiment”. Journal of Quality Technology 22, pp 255-259
– Montgomery, D. C.; Keats, J. B.; Runger, G. C.; and Messina, W. S. (1994). “Integrating Statistical Process Control and Engineering Process Control”. Journal of Quality Technology 26, pp 79-87
– Montgomery, D. C. (1996). Introduction to Statistical Quality Control, 3rd ed. John Wiley & Sons, New York, NY