Upload
camelia-moise
View
227
Download
11
Embed Size (px)
DESCRIPTION
Modeling of Chemical Kinetics and Reactor Design - A. Kayode Coker
Citation preview
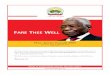
Modeling ofChemical KineticsandReactor DesignModeling ofChemical KineticsandReactor DesignA. Kayode Coker, Ph.D.Lecturerer and Consultant, AKC TechnologyBoston Oxford Johannesburg Melbourne New Delhi SingaporeivModeling ofCHEMICAL KINETICS ANDREACTOR DESIGNCopyright 2001 by Gulf Publishing Company, Houston, Texas. All rightsreserved. Printed in the United States of America. This book, or parts thereof,may not be reproduced in any form without permission of the publisher.Gulf Publishing CompanyBook DivisionP.O. Box 2608, Houston, Texas 77252-2608Library of Congress Cataloging-in-Publication Data(To come)ISBN 0-88415-481-5Printed in the United States of America.Printed on acid-free paper ().DedicationTo my wife Victoria and the boys Akin and Ebun,love and thanks.vAcknowledgmentsI wish to express my gratitude to the following for giving their timein proofreading various sections of the text: Drs. A. A. Adesina,L. M. Rose, C. J. Mumford, and J. D. Jenkins. I am indebted toEmeritus Professor Octave Levenspiel for his encouragement andadvice in some chapters of the text, and to Drs. Waldram and Singhfor their comments, suggestions on safety in reaction engineering, andthe inclusion of HEL safety photographs in the text. I would also liketo thank Mr. Ed Steve for his comments and suggestions on scale-upof reactors, and Mr. Joseph Rivera for some of the figures in the text. Iwish to express my gratitude to Drs. A. Bakker, J. B. Fasano, and V. V.Ranade for contributing to Chapter 10 (Computational Fluid Dynamicsand Computational Fluid Mixing). I would like to acknowl-edge thefollowing companies for the use of their materials: Arthur D. Little,HEL, M. W. Kellogg Ltd., Stone & Webster, Fauske & Associates, Inc.,Simulation Sciences Inc., Chemineer, PROCEDE, and Absoft Corporation.I would like to express my gratitude to the following institutionsfor permission to reproduce their materials: Institution of ChemicalEngineers (U.K.), the American Institute of Chemical Engineers andChemical Engineeringa publication of Chemical Week Associates.I am also indebted to those whose work was drawn.I thank Dr. E. L. Smith for his comments and suggestions duringthe preparation of some of the chapters in the text and wish him ahappy retirement. It has been a pleasure to have learned so much fromhim during his tenure at Aston University.Sincere gratitude to Tim Calk of Gulf Publishing Company for hisdirection and editing of the book, to Danette DeCristofaro and JerryHayes of ExecuStaff for their excellent production of the book, to Mr.Phil Carmical and Ms. Jennifer Plumley of Butterworth-Heinemann forthe production of the CD-ROM.viMy thanks to Ahmed Mutawa of Saudi Aramco Shell Refinery(SASREF), an excellent student in the short course program fordeveloping conversion table software for the book.In gratitude to the Almighty father, the Omnipotence, Omniscience,and Omnipresence.A. Kayode Coker, Ph.D.Nippon Petroleum FCC UnitJapan. (Courtesy M. W. Kellogg Ltd.)viiContentsPreface ................................................................................................. xiiiIntroduction........................................................................................ xviiCHAPTER ONEReaction Mechanisms and Rate Expressions ................................ 11Introduction 1Typical Reaction Mechanisms 5Reaction Mechanisms 8Elementary and Non-Elementary Reactions 9Types of Intermediate 10The Arrhenius Equation and the Collision Theory 12Transition State Theory 15Chain Reactions 16Catalytic Reactions 21Guidelines to Formulating Reaction Mechanism 32Testing Kinetic Models 34Chain Length 37References 58CHAPTER TWOThermodynamics of Chemical Reactions ....................................... 59Introduction 59Chemical Equilibrium 60Criteria for Equilibrium 63Reaction Equilibrium 64Ideal Gas Mixtures 65Real GasesIdeal Gaseous Solutions 65Real Gases 67Liquid State 69Determining the Fugacity and the Fugacity Coefficient 70Partial Molar Quantities 72Effect of Temperature on the Equilibrium Constant 74viiiHeats of Reaction 75Heat Capacities of Gases 80Heats of Formation 80References 93Appendix 94CHAPTER THREEReaction Rate Expression................................................................ 109Introduction 109Reaction Rate Equation 110Reaction Orders 114Determining the Order of Reactions 116Empirical Rate Equations of the nth Order 129Method of Half-Life t1/2 130Parallel Reactions 134Homogeneous Catalyzed Reactions 137Autocatalytic Reactions 138Irreversible Reactions in Series 140First Order Reversible Reactions 146Second Order Reversible Reactions 150General Reversible Reactions 151Simultaneous Irreversible Side Reaction 152Pseudo-Order Reaction 154Practical Measurements of Reaction Rates 155Regression Analysis 171Weighted Least Squares Analysis 173Problems and Errors in Fitting Rate Models 175References 216CHAPTER FOURIndustrial and Laboratory Reactors ............................................. 218Introduction 218Batch Isothermal Perfectly Stirred Reactor 220Semi-Batch Reactors 222Continuous Flow Isothermal Perfectly Stirred Tank Reactor 226Continuous Isothermal Plug Flow Tubular Reactor 227Continuous Multiphase Reactors 230Fluidized Bed System 232Fluid Catalytic Cracking (FCC) Unit 234Deep Catalytic Cracking Unit 235Determining Laboratory Reactors 243Guidelines for Selecting Batch Processes 254ixGuidelines for Selecting Batch Processes 254References 259CHAPTER FIVEIntroduction to Reactor Design Fundamentalsfor Ideal Systems ............................................................................... 260Introduction 260A General Approach 262Ideal Isothermal Reactors 264Numerical Methods for Reactor Systems Design 279Reversible Series Reactions 287The Semibatch Reactor 306Continuous Flow Stirred Tank Reactor (CFSTR) 312Multi-Stage Continuous Flow Stirred Tank Reactor 327Equal Size CFSTR In Series 334Space Time (ST) and Space Velocity (SV) 349Fractional Conversion, Yield, and Selectivity in Reactors 351Relationship Between Conversion, Selectivity, and Yield 353Plug Flow Reactor 362Heterogeneous Tubular Reactor 371Design Equation for Systems of Variable Density 372Design Equations for Heterogeneous Reactions 375Comparison of Ideal Reactors 387CFSTR and Plug Flow Systems 396Dynamic Behavior of Ideal Systems 400Flow Recycle Reactor 410References 423CHAPTER SIXNon-Isothermal Reactors ................................................................. 424Introduction 424Operating Temperature, Reaction Types, and Temperature 425Effect of Operating Parameters on Equilibrium Conversion 429Energy Balance and Heat of Reaction 429Energy Transferred between the System and Surroundings 434Batch Reactor 457Plug Flow Reactor 472Autothermal Reactors 477Conversion in Ammonia Synthesis 478Two-Dimensional Tubular (Plug Flow) Reactor 492Pressure Drop (P) in Tubular (Plug Flow) Reactors 494Thermal Behaviors in Flow Systems 500xExothermic Reactions in CFSTRs 504Thermal Behavior of a Tubular Flow Reactor 507Variable Coolant Temperature in a CFSTR 515Optimal Design of Non-Isothermal Reactors 518Mimimum Reactor Volume at the Optimum TemperatureProgression (OTP) of a Single CFSTR with a ReversibleExothermic Reaction 543Optimum Reactor Size 546References 551CHAPTER SEVENFluid Mixing in Reactors ................................................................ 552Introduction 552Mixing and Agitation of Fluids 553Similarity 570Mixing Time Correlation 578Scale-up of Mixing Systems 584Static Mixers 597Heat Transfer in Agitated Vessels 615Liquid-Solid Agitation 634Batch Heating and Cooling of Fluids 636Design of Mixing Systems 656References 659CHAPTER EIGHTResidence Time Distributions in Flow Reactors ......................... 663Introduction 663The Residence Time Distribution Functions andtheir Relationships 664Determining RTD from Experimental Tracer Curves 680Analysis of RTD from Pulse Input 688Residence Time Distribution for a LaminarFlow Tubular Reactor 708E- and F-Curves for a Series of Stirred Tank Reactors 713RTD Functions for CSTRs Where N Is Not an Integer 721The Dispersion Model 723Comparison of Tank In Series (TIS) and DispersionPlug Flow (DPF) Models 746Residence Time Distribution in a Static Mixer 747Glossary 756References 760xiCHAPTER NINEModels for Non-Ideal Systems........................................................ 762Introduction 762Basics of Non-Ideal Flow 762Segregated Flow Model 764Complete Segregation Model with Side Exits 770Maximum Mixedness Model (MMM) 772Effect of Micromixing on Conversion 774References 782CHAPTER TENApplication of Computational Fluid Dynamicsand Computational Fluid Mixing in Reactors ............................ 783Introduction 783Theory and Fluid Flow Equations 786Turbulence on Time-Averaged Navier-Stokes Equations 792Time-Dependent Turbulent Mixing and Chemical Reactionin Stirred Tanks 794References and Recommended Reading 810Nomenclature 810Improve Reactors Via Computational Fluid Dynamics 811References 828CHAPTER ELEVENBiochemical Reaction ....................................................................... 830Introduction 830Kinetics of Enzyme-Catalyzed Reactions 831Models of Enzyme Kinetics 834Enzyme Kinetics in the Presence of an Inhibitor 851Fermentation 853Design of Biological Reactors 855Vessel Design and Aspect Ratio 857Types of Operation 863Cell Growth 863Modeling Biological Reactors 868General Model for a Single Vessel 872The Chemostat 876Batch Fermenter 884Fed-Batch Reactor 887Scale-up of Bioreactors 889Nomenclature 898xiiGlossary 899References 908CHAPTER TWELVESafety in Chemical Reaction Engineering.................................... 910Introduction 910Hazard Evaluation in the Chemical Process Industries 911Hazard Assessment Procedures 916Thermal Runaway Chemical Reaction Hazards 919The -Factor 920Onset Temperature 923Test Instruments 926Two-Phase Flow Relief Sizing for Runaway Reaction 950Vent Sizing Methods 963Discharge System 973Inherently Safe Plants in Reactor Systems 984Hazard and Operability Studies (HAZOP) 991Glossary 1010References 1018Appendix 1022CHAPTER THIRTEENScale-Up in Reactor Design .......................................................... 1034Introduction 1034Development and Scale-Up of Reactors 1036Similarity Criteria 1037Scale-Up in Relation to Various Factors 1037Heat Effect 1038Coefficients of Process Stability 1039Dimensional Analysis and Scale-Up Equations 1040Mathematical Modeling 1044Scale-Up of a Batch Reactor 1047Heat Transfer Model 1057Jacket Zoning of a Batch Reactor 1065The Outlet Temperature of a Scaled-Up Batch System 1070Aspect Ratio (R) in Jacket Zoning and Scale-Up of aBatch Reactor 1074Nomenclature 1079References 1080Nomenclature ................................................................................... 1082Index .................................................................................................. 1089About the Author ............................................................................ 1096xiiiPrefaceSCOPEThis valuable reference volume conveys a basic understanding ofchemical reactor design methodologies that incorporate both scale-upand hazard analysis. It shows readers how to select the best reactorfor any particular chemical reaction, how to estimate its size, and howto obtain the best operating conditions.An understanding of chemical reaction kinetics and the design ofchemical reactors is very important to the chemist and the chemicalengineer. Engineers share interests in fluid mechanics and transportphenomena, while the chemist deals with the kinetics and mechanismsof reactions. The chemical engineer combines the knowledge of thesesubjects for the better understanding, design, and control of the reactor.The recent accidents that have occurred in the chemical processindustries with inherent fatalities and environmental pollution haveimposed greater demands on chemical engineers. Consequently, chemicalreactor design methodologies must incorporate both control and hazardanalysis. However, the design of chemical reactors is still essential forits proper sizing, and is included in various types of process simulators.In an industrial problem, it is essential to select the best type of reactorfor any particular chemical reaction. Additionally, it is necessary toestimate its size and determine the best operating conditions. Thechemical engineer confronted with the design of various reactor typesoften depends on the scale of operation and the kinetics.Many excellent texts have appeared over the years on chemicalreactor design. However, these texts often lack sections on scale-up,biochemical reactor design, hazard analysis, and safety in reactordesign methodology. The purpose of this book is to provide the basictheory and design and, sometimes, computer programs (Microsoft Excelspreadsheet and software) for solving tedious problems. This speeds upthe work of both chemists and engineers in readily arriving at a solution.The following highlights some of the subjects that are covered in this text.xivMIXINGAn important unit operation in chemical reaction engineering,mixing, finds application in petrochemicals, food processing, andbiotechnology. There are various types of fluid mixing such as liquidwith liquid, gas with liquid, or solids with liquid. The text coversmicromixing and macromixing, tracer response and residence timedistribution (RTD), heat transfer, mixing fundamentals, criteria formixing, scale of segregation, intensity of segregation, types of impellers,dimensional analysis for liquid agitation systems, design and scale-upof mixing pilot plants, the use of computational fluid dynamics (CFD)in mixing, and heat transfer in agitated vessels.BIOCHEMICAL REACTIONThis is an essential topic for biochemists and biochemical engineers.Biochemical reactions involve both cellular and enzymatic processes,and the principal differences between biochemical and chemicalreactions lie in the nature of the living systems. Biochemists andbiochemical engineers can stabilize most organic substances in processesinvolving microorganisms.This chapter discusses the kinetics, modeling and simulation ofbiochemical reactions, types and scale-up of bioreactors. The chapterprovides definitions and summary of biological characteristics.CHEMICAL REACTOR MODELINGThis involves knowledge of chemistry, by the factors distinguishingthe micro-kinetics of chemical reactions and macro-kinetics used todescribe the physical transport phenomena. The complexity of thechemical system and insufficient knowledge of the details requires thatreactions are lumped, and kinetics expressed with the aid of empiricalrate constants. Physical effects in chemical reactors are difficult toeliminate from the chemical rate processes. Non-uniformities in thevelocity, and temperature profiles, with interphase, intraparticle heat,and mass transfer tend to distort the kinetic data. These make theanalyses and scale-up of a reactor more difficult. Reaction rate dataobtained from laboratory studies without a proper account of thephysical effects can produce erroneous rate expressions. Here, chemicalreactor flow models using mathematical expressions show how physicalxvprocesses interact with chemical processes. The proposed model mustrepresent the flow behavior of an actual reactor, which is realisticenough to give useful information for its design and analysis. The textreviews different reactor flow models.SAFETY IN CHEMICAL REACTIONEquipment failures or operator errors often cause increases inprocess pressures beyond safe levels. A high increase in pressure mayexceed the set pressure in pipelines and process vessels, resulting inequipment rupture and causing major releases of toxic or flammablechemicals. A proper control system or installation of relief systems canprevent excessive pressures from developing. The relief system con-sists of the relief device and the associated downstream processequipment (e.g., knock-out drum, scrubber, absorbers, and flares) thathandles the discharged fluids. Many chemical reactions (e.g., poly-merization, sulphonation, nitration) in the chemical process industryresult in runaway reactions or two-phase flow. This occurs when anexothermic reaction occurs within a reactor. If cooling no longer existsdue to a loss of cooling water supply or failure of a control system(e.g., a valve), then the reactor temperature will rise. As the temperaturerises, the reaction rate increases, leading to an increase in heat genera-tion. This mechanism results in a runaway reaction. The pressurewithin the reactor increases due to increased vapor pressure of theliquid components and gaseous decomposition products as a result ofthe high temperature. Runaway reactions can occur within minutes forlarge commercial reactors and have resulted in severe damage to acomplete plant and loss of lives. This text examines runaway reactionsand two-phase flow relief.SCALE-UPThe chemical engineer is concerned with the industrial applicationof processes. This involves the chemical and microbiological con-version of material with the transport of mass, heat and momentum.These processes are scale-dependent (i.e., they may behave differentlyin small and large-scale systems) and include heterogeneous chemicalreactions and most unit operations. The heterogeneous chemical reactions(liquid-liquid, liquid-gas, liquid-solid, gas-solid, solid-solid) generateor consume a considerable amount of heat. However, the course ofxvisuch chemical reactions can be similar on both small and large scales.This happens if the mass and heat transfer processes are identical andthe chemistry is the same. Emphasis in this text is on dimensionalanalysis with respect to the following: Continuous chemical reaction processes in a tubular reactor. Influence of back mixing (macromixing) on the degree of con-version and in continuous chemical reaction operation. Influence of micro mixing on selectivity in a continuous chemicalreaction process. Scale-up of a batch reactorAN INTEGRATING CASE STUDYAMMONIA SYNTHESISThis book briefly reviews ammonia synthesis, its importance in thechemical process industry, and safety precautions. This case study isintegrated into several chapters in the text. See the Introduction forfurther details.Additionally, solutions to problems are presented in the text and theaccompanying CD contains computer programs (Microsoft Excelspreadsheet and software) for solving modeling problems using numericalmethods. The CD also contains colored snapshots on computationalfluid mixing in a reactor. Additionally, the CD contains the appendicesand conversion table software.A. Kayode Coker, Ph.D.xviiIntroductionIncreased collaboration between chemical reaction engineering andchemistry disciplines in recent years has produced significant advancesin kinetic and thermodynamic modeling of processes. Additionally,improvement in analytical chemistry techniques, the formulation ofmathematical models, and the development of computational tools haveled to a deeper understanding of complex chemical reaction kinetics,particularly in mixtures with large numbers of compounds. Activitiesin both academic and industrial research organizations have enabledthese groups to review the state of the art and cooperate with theoverall objectives of improving the safety, yields, and quality of theproducts. Also, the final commitment to the production of any chemicalproduct often depends on its profitability and other economic factors.Chemical kinetics mainly relies on the rates of chemical reactionsand how these depend on factors such as concentration and temperature.An understanding of chemical kinetics is important in providingessential evidence as to the mechanisms of chemical processes. Althoughimportant evidence about mechanisms can be obtained by non-kineticinvestigations, such as the detection of reaction intermediates, knowledgeof a mechanism can be confirmed only after a detailed kinetic investi-gation has been performed. A kinetic investigation can also disprovea mechanism, but cannot ascertain a mechanism.Kinetic investigations cover a wide range from various viewpoints.Chemical reactions occur in various phases such as the gas phase, insolution using various solvents, at gas-solid, and other interfaces inthe liquid and solid states. Many techniques have been employed forstudying the rates of these reaction types, and even for following fastreactions. Generally, chemical kinetics relates to the studies of the ratesat which chemical processes occur, the factors on which these ratesdepend, and the molecular acts involved in reaction mechanisms.Table 1 shows the wide scope of chemical kinetics, and its relevanceto many branches of sciences.xviiiCASE STUDYAs an introduction to the modeling of chemical kinetics and reactordesign, consider the manufacture of ammonia. The synthesis of ammoniais performed on a large scale with over 100 million tons produced eachyear. Computer simulation of the plant is increasingly employed asthe first stage in identifying which parameters control the conversionrate, the product purity, the energy expended, and the production rate.The economic considerations that affect the reduction of costs withincreased efficiency and profitability are high. The principal licensorsof ammonia synthesis are ICI, Braun, and M.W. Kellogg. Figure 1shows a typical ammonia plant.Ammonia is one of the largest volume inorganic chemicals in thechemical process industries. Its major applications are in the pro-duction of fertilizers, nitrates, sulfates, phosphates, explosives, plastics,resins, amines, amides, and textiles. The fertilizer industry is thelargest user of ammonia, and large quantities must be stored to meetthe demand and maintain constant production levels. Ammonia maybe stored in very large insulated tanks at pressure near ambient; inlarge spheres at a moderate pressure, refrigerated to reduce thepressure; and at ambient temperature but higher pressure, correspondingTable 1Some branches of science to which kinetics is relevant [1]Branch Applications of kineticsBiology Physiological processes (e.g., digestion and metabolism),bacterial growthChemical engineering Reactor designElectrochemistry Electrode processesGeology Flow processesInorganic chemistry Reaction mechanismsMechanical engineering Physical metallurgy, crystal dislocation mobilityOrganic chemistry Reaction mechanismsPharmacology Drug actionPhysics Viscosity, diffusion, nuclear processesPsychology Subjective time, memoryxixFigure 1. Tugas ammonia plantGemlik, Turkey. (Courtesy M. W. Kellogg Ltd.)xxto the vapor pressure at ambient temperature. Table 2 shows the rawmaterials requirements, yield, and properties of ammonia.Transportation is by railroad tank vehicle, by tank truck, or bypipeline. In this case, transportation at ambient temperature is the bestchoice. The choice of storing ammonia at an ambient temperatureliquid or partially refrigerated liquid or an ambient pressure liquiddepends mostly on economic factors. One of the factors that deter-mines the storage method is the quantity of ammonia to be stored.Ammonia is toxic and flammable, although the lower flammablelimit is quite high and fires in ammonia facilities are rare. However,spillage from storage vessel or transfer piping must be considered andadequate precautions taken to minimize its effect. Storage tanks musthave adequate vents so the pressure cannot rise above safe levels, andare diked to prevent the spread of liquid in case of a spill. For ambientpressure storage, the vents must be large in area and operate atpressures only slightly above ambient pressure. Alternatively, forambient temperature, the vents are smaller, but operate at much higherpressure. At ambient temperature, ammonia in common with otherliquified gases must have sufficient ullage space in the tank to allowfor expansion when the temperature rises. Otherwise, liquid loaded intoTable 2Raw materials requirements and yieldRaw materials required per ton of ammonia:Natural gas: 810 m3Yield: 85%Properties: Colorless liquid or gas with a very pungent odor. Soluble in water,ethyl alcohol, and ether.Molecular weight: 17.03 Vapor density (air = 1): 0.597Density at 20C (gas): 0.771Melting point: 77.7C Boiling point: 33.4CAutoignition temperature: 651CCritical temperature, TC: 132.4CCritical pressure, PC: 111.3CCritical volume, VC: 72.4 cm3/gmolCritical compressibility factor Z: 0.243xxithe tank from refrigerated storage will expand to cause the tank to befull of liquid as it heats. The tank vent would then open and subsequentlyleak liquid ammonia to the atmosphere. Training personnel for thehazardous nature of anhydrous ammonia and how to handle emergencyconditions in the plant is essential.The American Conference of Government Industrial Hygienists(ACGIH) has established threshold doses called the threshold limitvalues (TLVs) for many chemical agents. The TLV is the airborneconcentration that corresponds to conditions where no adverse effectsare normally expected during a workers lifetime. The exposure isassumed to occur only during normal working hours, eight hours perday and five days per week.TLVs are calculated using ppm (parts per million by volume), mg/m3 (mg of vapor per cubic meter of air). For vapor, mg/m3 is con-verted to ppm by the equation:C ConcTPmgmTP MmgmppmW= = . , ., in ppm=22.4MW27310 0820533where T = temperature in KP = absolute pressure in atmMW = molecular weight in gm/gm moleTable 3 gives the threshold limit value (TLV) and permissibleexposure level (PEL) of ammonia.Table 3U.S.Threshold Safety andLimit AdministrationValue (TLV), Value Permissible OSHAtime average, Exposure Exposure,weighted mg/m3Level (PEL), mg/m3Substance ppm at 25C ppm at 25C Ammonia 25 18 25 18xxiiThe raw material source for ammonia plants is natural gas forproducing hydrogen by steam reforming. An alternative raw materialis naphtha, which also requires partial oxidation. Hydrogen streamsfrom catalytic reformers are another source of hydrogen. However, thevolumes available are negligible to meet the requirements of anaverage size ammonia plant. Nitrogen is obtained by the liquefactionof air or from producer gas mixed with hydrogen in the mole ratioof 3:1.The synthesis of ammonia is divided into four stages. In stage 1,the natural gas undergoes catalytic reforming to produce hydrogenfrom methane and steam. The nitrogen required for ammonia pro-duction is introduced at this stage. Stage 2 involves the "synthesis gas"(syngas) that is purified by removing both carbon monoxide andcarbon dioxide. Stage 3 is the compression of the syngas to therequired pressure. Stage 4 is the ammonia loop. A typical feed stockfor ammonia synthesis is 0.17 million standard cubic meter per day(6 Mscfd) of natural gas at a temperature of 16C and a pressure of23.4 barg. Table 4 shows its composition.Natural gas is desulfurized because sulfur has an adverse effect onthe catalysts used in the reforming and synthesis reactions. Afterdesulfurization and scrubbing, the natural gas is mixed with super-heated steam at 23 barg and 510C. Nitrogen is supplied from the air,which is fed to the secondary reformer at 20 barg and 166C. Table5 shows the composition of air.Table 4Natural gas feed Component Mole %Carbon dioxide (CO2) 2.95Nitrogen (N2) 3.05Methane (CH4) 80.75Ethane (C2H6) 7.45Propane (C3H8) 3.25Butane (C4H10) 2.31Pentane (C5H12) 0.24Used with permission from Simulation Sciences Inc.xxiiiSTAGE 1: CATALYTIC REFORMINGAfter the removal of sulfur, the primary steam reformer convertsabout 70% of the hydrocarbon feed into synthesis gas. Methane ismixed with steam and passed over a nickel catalyst. The main reform-ing reactions are: CH H O CO H4 2 23 + + [ CO H O CO H + +2 2 2[ The catalytic steam hydrocarbon reforming process produces rawsynthesis gas by steam reforming under pressure. The reactions areendothermic, thus the supply of heat to the reformer is required tomaintain the desired reaction temperature. The gases leaving thereformer are CH4, 6 mol/%; CO, 8%; CO2, 6%; H2, 50%; and H2O,30%. The operating pressure is between 2035 bar, and the gasesleaving the reformer contain about 6% CH4. This represents approxi-mately 30% of the original natural gas input. Figure 2 shows theprocess flowsheet of catalytic reforming.In the secondary reformer, air is introduced to supply the nitrogenrequired for the 3:1 hydrogen H2 and nitrogen N2 synthesis gas. Theheat of combustion of the partially reformed gas supplies the energyto reform the remaining hydrocarbon feed. The reformed product steamis employed to generate steam and to preheat the natural gas feed.STAGE 2: SHIFT AND METHANATION CONVERSIONThe shift conversion involves two stages. The first stage employsa high-temperature catalyst, and the second uses a low-temperaturecatalyst. The shift converters remove the carbon monoxide producedin the reforming stage by converting it to carbon dioxide by the reactionTable 5Air feedComponent Mole %Oxygen (O2) 21.0Nitrogen (N2) 78.05Argon (Ar) 0.95xxivFigure 2. Catalytic reforming flowsheet. (Used with permission of SimulationSciences Inc.) CO H O CO H + +2 2 2[ The reaction produces additional hydrogen for ammonia synthesis.The shift reactor effluent is cooled and the condensed water is separated.The gas is purified by removing carbon dioxide from the synthesisgas by absorption with hot carbonate, Selexol, or methyl ethyl amine(MEA). After purification, the remaining traces of carbon monoxideand carbon dioxide are removed in the methanation reactions. CO H CH H O + + 32 4 2[ CO H CH H O2 2 4 24 2 + + [ Figure 3 illustrates the shift and methanation conversion. Theresulting methane is inert and the water is condensed. Thus purified,the hydrogen-nitrogen mixture with the ratio of 3H2 : 1N2 is com-pressed to the pressure selected for ammonia synthesis.STAGE 3: COMPRESSION PROCESSThe purified synthesis gas is cooled and the condensed water isremoved. The syngas is then compressed in a series of centrifugalxxvFigure 3. Shift and methanation process flow diagram. (Used with permissionof Simulation Sciences Inc.)compressors with interstage cooling to a pressure of 150 bar. Thecentrifugal compressors are driven by steam turbines using steamgenerated in the plant itself. This reduces the overall power consump-tion. Coker [2] illustrates the design of a centrifugal compressor.Figure 4 shows the compressor with interstage cooling.STAGE 4: CONVERSION UNITThe compressed synthesis gas is dried, mixed with a recycle stream,and introduced into the synthesis reactor after the recycle compressor.The gas mixture is chilled and liquid ammonia is removed from thesecondary separator. The vapor is heated and passed into the ammoniaconverter. The feed is preheated inside the converter prior to enteringthe catalyst bed. The reaction occurs at 450600C over an iron oxidecatalyst. The ammonia synthesis reaction between nitrogen, N2, andhydrogen, H2, is N H NH2 2 33 2 + [ The reaction is an equilibrium reaction that is exothermic. Lowertemperatures favor the production of ammonia. High pressures inxxviexcess of 21 bar are required to achieve sufficient conversion. Con-versions of 20%25% ammonia per pass are achieved. However, theconversion of hydrogen per pass is still less than 30%, therefore, theprocess requires a large recycle of unreacted gases. The convertedvapor product is cooled by ammonia refrigeration in the primaryseparator to condense the ammonia product. A purge is removed fromthe remaining gases to prevent the buildup up of inerts (in particular,CH4 and Ar) in the synthesis reactor. Figure 5 shows the process flowdiagram of the conversion and Figure 6 illustrates the completeammonia plant process flow diagram.Recently, the price of ammonia has nearly doubled as global sup-plies have been tightened and are now in line with the demands.Ammonia process licensors are employing new technologies that canbe retrofitted to existing plants to increase the capacity by 20%40%[3]. A wide range of newer more reactive catalysts are now replacingthe iron-based catalysts. These catalysts are found to be advantageousin operating at lower synthesis pressures. Iron-titanium metals, ruthenium-alkali metals, or ruthenium promoted by potassium and barium onactivated carbon have exhibited high efficiency. The raw materialhydrogen must be free from the oxides of carbon, which degrade thecatalyst activity. Additionally, phosphorus, sulfur, and arsenic com-pounds tend to poison the catalyst in the subsequent reaction.Figure 4. Compressors with interstage cooling. (Used with permission ofSimulation Sciences Inc.)xxviiFigure 5. Process flow diagram of the conversion unit. (Used with permissionof Simulation Sciences Inc.)Figure 6. A complete ammonia plant process flow diagram. (Used withpermission of Simulation Sciences Inc.)xxviiiM. W. Kellogg has developed a new technology in the synthesis ofammonia. They employ a ruthenium on graphite as the catalyst onKellogg Advanced Ammonia Process (KAAP). The process is the firstto employ a non-iron based catalyst and was co-developed with BritishPetroleum Ventures. The KAAP has been commercialized since 1994,and has been used in an increasing number of projects.Process technology licensors have developed alternative techniquesto the primary and secondary reformer processes. These technologiesintegrate process units with steam and power systems, thereby usingheat exchange networks to capture waste heat. Additionally, theyprovide the energy required for reforming methane. M.W. Kellogg hasemployed a system where the desulfurized natural gas and steam arefirst divided into two streams and heated. The mixed feed is then fedto a tubular reforming exchanger and an autothermal reformer. Enrichedair at 600C is then passed to the autothermal reformer and the effluentat 1,000C flows to the shell side of the reforming heat exchanger. Inthe autothermal reformer, which contains conventional secondaryFigure 7. Kelloggs new ruthenium-catalyst based advanced ammonia processcombined with the reforming exchange system. (Used with permission ofChemical Engineering.)xxixFigure 8. Designs of ammonia synthesis converters (a) Principle of theautothermal ammonia synthesis reactor; (b) Radial flow converter withcapacities of 1,800 tpd; (c) Horizontal three-bed converter and detail of thecatalyst cartridge. (Source: Walas, M. S., Chemical Process Equipment,Selection and Design, Butterworth Series in Chemical Engineering, 1988.)xxxreforming catalyst, the feed gas is partially oxidized. The mixed streamis then sent to the reforming exchanger consisting of tubes filled withcatalysts. This is designed to minimize the buildup of pressure and toexpand separately without any constraint. Finally, the heat for reformingcomes from an autothermal reformer effluent. Figure 7 shows thedesigns features in an integrated system. Figure 8 shows a selectionof ammonia reactors.REFERENCES1. Laidler, K. J. Chemical Kinetics, 3rd ed., Harper Collins Publisher,1987.2. Coker, A. K., Selecting and Sizing Process Compressors, Hydro-carbon Processing, pp. 3947, July 1994.3. Shaley, A. and Ondrey, G., Ammonia's on the Upswing, ChemicalEngineering, pp. 3035, November 1996.Reaction Mechanisms and Rate Expressions 11CHAPTER ONEReaction Mechanismsand Rate ExpressionsINTRODUCTIONThe field of chemical kinetics and reaction engineering has grownover the years. New experimental techniques have been developed tofollow the progress of chemical reactions and these have aided studyof the fundamentals and mechanisms of chemical reactions. Theavailability of personal computers has enhanced the simulation ofcomplex chemical reactions and reactor stability analysis. Theseactivities have resulted in improved designs of industrial reactors. Anincreased number of industrial patents now relate to new catalysts andcatalytic processes, synthetic polymers, and novel reactor designs. Lin[1] has given a comprehensive review of chemical reactions involvingkinetics and mechanisms.Conventional stoichiometric equations show the reactants that takepart and the products formed in a chemical reaction. However, thereis no indication about what takes place during this change. A detaileddescription of a chemical reaction outlining each separate stage isreferred to as the mechanism. Mechanisms of reactions are based onexperimental data, which are seldom complete, concerning transitionstates and unstable intermediates. Therefore, they must to be con-tinually audited and modified as more information is obtained.Reaction steps are sometimes too complex to follow in detail. Insuch cases, studying the energy of a particular reaction may elucidatewhether or not any intermediate reaction is produced. Energy in theform of heat must be provided to the reactants to enable the necessarybonds to be broken. The reactant molecules become activated becauseof their greater energy content. This change can be referred to as theactivated complex or transition state, and can be represented by thecurve of Figure 1-1. The complex is the least stable state through2 Modeling of Chemical Kinetics and Reactor Designwhich the reactants pass before forming the products. The amount ofenergy required to raise the reactant molecules to this state is knownas the activation energy, Ea. This energy is important in determiningthe rate at which a reaction proceeds.The use of a catalyst affects the rate of reaction by enabling theproducts to form by an alternative route. Each stage has lower activa-tion energy than the uncatalyzed reaction.Once the reactants have absorbed sufficient energy to cross overthis peak, energy is then released as the new bonds are made inyielding the stable products. For reactions at constant pressure, thedifference between the amount of energy provided to break the bondsof the reactants and that evolved during the formation of new mole-cules is termed the enthalpy of reaction, HR. When more energy isevolved than absorbed, the reaction is exothermic, that is, HR is nega-tive as shown in Figure 1-1. Alternatively, when less energy is evolvedthan absorbed, the reaction is endothermic, that is, HR is positive asindicated by Figure 1-2.Products formed through an exothermic reaction have a lowerenergy content than the reactants from which they are formed. Alter-natively, products formed via an exothermic process have a higherFigure 1-1. Potential energy curve for an exothermic reaction.Reaction Mechanisms and Rate Expressions 3energy content than their reactants. In general, exothermic compoundsare more stable than endothermic compounds.There are cases where the activated complex exists as an unstableintermediate. This is observed in reaction profile as a trough in theactivated peak of the curve. This produces a double hump and as theminimum in the trough is more marked, that is, as the intermediatebecomes more stable, it becomes more difficult to separate the inter-mediate from the reaction mixture during the course of the reaction.Figure 1-3 shows the curve of an unstable intermediate.Generally, all practical reactions occur by a sequence of elementarysteps that collectively constitute the mechanism. The rate equation forthe overall reaction is developed from the mechanism and is then usedin reactor design. Although there are cases where experimental dataprovide no information about intermediate chemical species, experi-mental data have provided researchers with useful guidelines inpostulating reaction mechanisms. Information about intermediatespecies is essential in identifying the correct mechanism of reaction.Where many steps are used, different mechanisms can produce similarforms of overall rate expression. The overall rate equation is the resultFigure 1-2. Potential energy curve for an endothermic reaction.4 Modeling of Chemical Kinetics and Reactor Designof the correct mechanism and is developed in terms of concentrationsof the reactants and products. In the case of complex chemical reac-tions, the overall rate equation may be erroneous for reactor design.Therefore, assumptions are employed to make a satisfactory kineticrepresentation resulting in the design of a reliable reactor.Chemists and engineers interpret the mechanisms in different ways.The chemist defines the reaction mechanism as how the electrondensities around the molecule move in order to provide charged areas,allowing the second reactant to attach because of induced oppositecharge. The activated complex has a modified electron structure thatresults in part of the complex being weakly attached, thereby makingdetachment possible. The overall rearrangement of the charges aroundthe molecules gives the product of the reaction. The chemical engineer,on the other hand, often views the mechanism in terms of its reactionsteps, where each step changes from one distinct chemical speciesto another. This reduces the reaction mechanism so that it can betreated quantitatively.The following describes many types of reaction mechanisms witha view toward developing their overall rate expressions.Figure 1-3. Potential energy curve for reactions showing the unstable inter-mediate state.Reaction Mechanisms and Rate Expressions 5TYPICAL REACTION MECHANISMSCRACKING OF ALKANES (Paraffins CnH2n+2)Pyrolysis of alkanes is referred to as cracking. Alkanes from theparaffins (kerosene) fraction in the vapor state are passed through ametal chamber heated to 400700C. Metallic oxides are used as acatalyst. The starting alkanes are broken down into a mixture ofsmaller alkanes, alkenes, and some hydrogen.Alkanes Smaller alkanes alkenes HoC 400 7002 + +For example:23 2 3400 7004 3 2 2 2 2CH CH CH CH CH CH CH CH CH HoC + + + (1-1)Propene EtheneMechanismThe reaction proceeds via a free radical mechanism with homolyticfission occuring between the carbon-carbon atoms. The mechanism ofreactions for the cracking of propane is:Chain initiation:1. CH CH CH CH CH CH3 2 3 3 2 3 + (1-2)Chain propagation:2. CH CH CH CH H3 2 2 2* * + (1-3)3. CH CH CH H H CH CHCH3 2 3 2 3 3+ +*(1-4)4. CH CH CH CH CH CH CHCH3 2 3 3 4 3 3+ +*(1-5)Chain termination:5. 23 2 2 2 3 3CH CH CH CH CH CH + (1-6)6. 23 3 3 2 3 2 3CH CHCH CH CH CH CH CH CH + (1-7)6 Modeling of Chemical Kinetics and Reactor DesignSULFUR DIOXIDE OXIDATIONThe overall stoichiometric equation is: SO O SO2 2 312+ [ (1-8)MechanismVanadium pentoxide, V2O5, is used as a catalyst in the oxidationof sulfur dioxide. The mechanism involves oxidation-reduction of V2O5that exists on the support at operating conditions in the molten state.The mechanism of reaction is:1. SO V O SO V25 2342 2 + + ++ +[ (1-9)2. 1224 52O V V O + +[ ]+ + [ (1-10)3. 12224 5O V V O + + + +[ ][ (1-11)4. O V V O + + + +4 5 2[ (1-12)AMMONIA SYNTHESISThe overall stoichiometric equation is:12322 2 3N H NH + (1-13)Studies of ammonia synthesis on iron catalyst suggest that thereaction occurs through surface imine radicals.MechanismThe following elementary steps are:1. N2(g) 2N(ads)(1-14)2. H2(g) 2H(ads)(1-15)3. N(ads) + H(ads) NH(ads)(1-16)Reaction Mechanisms and Rate Expressions 74. NH H NHads ads ads ( ) ( ) ( )+ 2(1-17)5. NH H NHads ads ads 2 3 ( ) ( ) ( )+ (1-18)6. NH NHads g 3 3 ( ) ( ) (1-19)The ads denotes the adsorbed species.AMMONIA OXIDATIONThe overall stoichiometric reaction for the oxidation of ammoniato nitric oxide is:4 5 4 63 2 2NH O NO H O + + (1-20)This reaction is very rapid and has been difficult to study mechan-istically. The direct oxidation of ammonia, NH3, to nitric oxide, NO,over platinum catalyst is one of the major steps in the manufactureof nitric acid, HNO3.Mechanism1. O O22 (1-21)2. NH O NH OH3 2+ (1-22)3. NH OH NH H O2 2 +(1-23)4. NH O HNO+ 2 2(1-24)5. HNO NO OH2 + (1-25)6. 22OH H O O + (1-26)The oxygen is chemisorbed on the catalyst. This then reacts withammonia to produce a chemisorbed imide radical. The imide reactswith a molecular oxygen to yield nitric oxide.STEAM REFORMINGSteam reforming is an important process to generate hydrogen forsuch uses as ammonia synthesis because of the high endothermic heatreaction and its rapidity. High heat fluxes with a direct-fired furnaceare required. Although many steps of reactions are possible, the typicalreaction steps are as follows:8 Modeling of Chemical Kinetics and Reactor Design1. CH H O H CO4 2 23 + + (1-27)2. CH H O H CO4 2 2 22 4 + + (1-28)3. CO H O CO H + +2 2 2(1-29)4. CH CO CO H4 2 22 2 + + (1-30)5. CO H C H O + +2 2[ (1-31)6. CH C H4 22 [ + (1-32)7. 22CO C CO [ + (1-33)BIOCHEMICAL REACTION: CONVERSIONOF GLUCOSE TO GLUCONIC ACIDThe fermentation of glucose to gluconic acid involves oxidation ofthe sugar in the aldehyde group (RCHO), thereby converting it to acarboxyl group (RCOOH). The conversion process is achieved by amicro-organism in the fermentation process. The enzyme glucoseoxidase that is present in the micro-organism converts the glucose togluconolactone. The gluconolactone is further hydrolyzed to form thegluconic acid.The enzyme glucose oxidase is useful in medicinal applicationswhere glucose or oxygen removal is required. This enzyme preventsthe browning reaction, or a Mailland reaction, when dried egg powdersare darkened due to a reaction between glucose and protein. Also, thepresence of oxygen in the production and storage of orange soft drinks,dried food powders, canned beverages, salad dressing, and cheeseslices can be avoided by adding glucose oxidase. Since the activityof the enzyme is maintained for a long time at storage temperature,such enzyme additions increase the shelf-life of food products. Thisis achieved by the removal of oxygen that diffuses through foodpackaging [2].The hydrogen peroxide produced in the glucose oxidase catalyzedreaction has an antibacterial action. The addition of a catalase catalyzesthe decomposition of hydrogen peroxide to water and oxygen.REACTION MECHANISMSThe reaction mechanisms in the fermentation of glucose to gluconicacid are:Reaction Mechanisms and Rate Expressions 91. Cell growth:Glucose + cells more cellsThat is:C6H12O6 + cells more cells (1-34)2. Glucose oxidation:Glucose O gluconolactone H O2Glucose oxidase2+ +That is:C H O O C H O H O6 12 6 2Glucose oxidase6 10 6 2 2+ +(1-35)3. Gluconolactone hydrolysis:Gluconolactone H O gluconic acid2+ That is:C H O H O C H O COOH6 10 6 2 5 11 5+ (1-36)4. Hydrogen peroxide decomposition:H O H O12O2 2Catalase2 2 +(1-37)Analysis of the rate equation and kinetic model of the conversionof glucose to gluconic acid is discussed in Chapter 11.ELEMENTARY AND NON-ELEMENTARY REACTIONSConsider the reaction between hydrogen and bromine in thegas phase:H Br HBr2 22 + (1-38)Bodenstein and Lind [3] first studied the thermal reaction over thetemperature range of 500600 K. The relative reaction rates of hydro-gen and bromine and the formation of hydrogen bromide are:10 Modeling of Chemical Kinetics and Reactor Design( ) ( ) +( )r r rH Br HBr2 212(1-39)and, if the reaction took place in a single step, then the rate expressionmay be represented as:+( ) r k C CHBr H Br2 2(1-40)The slope of a concentration-time curve to define the rate expressioncan be determined. However, experimental studies have shown the reac-tion cannot be described by simple kinetics, but by the relationship:+( )
+rk C CkCCHBrH BrHBrBr10 522 22.(1-41)where k1 and k2 are the rate constants. The reaction between hydrogenand bromine is an example of a non-elementary reaction. The follow-ing steps account for the rate expression:Br Br22 *(1-42)Br H HBr H* *+ +2(1-43)H HBr Br H* *+ +2(1-44)Br* and H* being highly reactive intermediates.TYPES OF INTERMEDIATESTABLE INTERMEDIATESStable intermediates are those where concentration and lifespan arecomparable to those of stable reactants and products. An example isthe reaction between methane and oxygen in the gas phase at 700 Kand 1 atmosphere. The overall reaction is:CH O CO H O4 2 2 22 2 + + (1-45)Reaction Mechanisms and Rate Expressions 11Successive single reactions are:CH O CH O H O4 2 2 2+ + (1-46)(Formaldehyde)CH O O CO H O2 2 2 2+ + (1-47)CO O CO + 122 2(1-48)H O H O O2 2 2 212 +(1-49)In these reactions, the stable intermediates are CH2O, CO, and H2O2.ACTIVE CENTERSReactions that are catalyzed by solids occur on the surfaces of thesolids at points of high chemical activity. Therefore, the activity of acatalytic surface is proportional to the number of active centers perunit area. In many cases, the concentration of active centers isrelatively low. This is evident by the small quantities of poisonspresent (material that retards the rate of a catalytic reaction) that aresufficient to destroy the activity of a catalyst. Active centers dependon the interatomic spacing of the solid structure, chemical constitution,and lattice structure.Generally, active centers are highly reactive intermediates presentin very small concentrations with short lifespans. For example, in thecase ofH Br HBr2 22 + (1-50)H* and Br*and in the case ofCH CHO CH CO3 4 + (1-51)CH CHO CH CO3 3 , ,12 Modeling of Chemical Kinetics and Reactor DesignTRANSITION STATE INTERMEDIATESEach elementary step proceeds from reactants to products throughthe formation of an intermediate called the transition state. Suchintermediates cannot be isolated, as they are species in transit. Theact of reaction will involve the breaking or making of a chemical bond,whereby transition state intermediates are formed (see also TransitionState Theory).THE ARRHENIUS EQUATION ANDTHE COLLISION THEORYTHE ARRHENIUS EQUATIONGenerally, the rate of reaction depends on three principal functions:temperature, pressure, and composition. However, as a result of phaserule and thermodynamics, there is a relationship between temperature,pressure, and composition. This relationship can be expressed as:r f temperature, compositioni ( )(1-52)Consider the reaction:A + B C + D (1-53)Here, a molecule of C is formed only when a collision betweenmolecules of A and B occurs. The rate of reaction rC (that is, rate ofappearance of species C) depends on this collision frequency. Usingthe kinetic theory of gases, the reaction rate is proportional to theproduct of the concentration of the reactants and to the square rootof the absolute temperature:r C C TC A B0 5 .(1-54)The number of molecules reacting per unit time is smaller than thenumber of binary collisions between A and B. Also, temperature isknown to have a much greater effect on the reaction rate than onewould expect from T0.5. For binary collisions between A and B toresult in a reaction, the collision must involve energies of translationand vibration that are in excess of energy E, known as the activationReaction Mechanisms and Rate Expressions 13energy. The fraction of collisions having energies in excess of E isrepresented by eE/RT, which can now be substituted in Equation 1-54to give:r e C C TCE RTA B 0 5 .(1-55)The effect of temperature in T0.5 is small compared with its effectin eE/RT; therefore, T0.5 can be combined with the proportionalityconstant resulting in:r k e C CC OE RTA B
(1-56)Generally, ri = f1 (temperature) f2 (composition) and at a given temperature:r k f compositioni ( )2(1-57)wherek k eOE RT
(1-58)where k = reaction rate constant or velocity constantko= frequency factor or preexponential factorE = activation energy, J/mol or cal/molR = gas constant = 8.314 J/molK = 1.987 cal/molKT = absolute temperature, KEquation 1-58 is referred to as the Arrhenius equation.Effect of Temperature on Reaction RatesWe can evaluate the effect of temperature on the reaction rate fromthe Arrhenius equation, k = koeE/RT, as:ln ln k kERTO (1-59)When plotting experimentally determined reaction rate constants asa function of temperature (i.e., ln k against 1/T), a straight line isobtained with E/R equal to the slope and the intercept as ln ko. Figure1-4 shows the linear relationship between the reaction rate constantand the temperature.14 Modeling of Chemical Kinetics and Reactor DesignTHE COLLISION THEORYThe collision theory for bimolecular reactions assumes that a chemicalreaction occurs when two molecules collide with enough energy topenetrate the molecular van der Waals repulsive forces, thus combiningtogether. For the bimolecular collisions of unlike molecules A, thecollision number is:Z nkTMN kTMCAA A AAAAA
j(, \,( j(, \,(
2 20 5260 524104. .number of collisions of A with Asec cm3(1-60)For bimolecular collisions of unlike molecules in a mixture of Aand B,A B + ProductsFigure 1-4. Reaction rate temperature dependence.Reaction Mechanisms and Rate Expressions 15Z n n kTM MM MNkTM MM MC CABA BA BA BA BA B A BA BA B
+j(\,+j(, \,(
+j(\,+j(, \,( 282 10820 52260 5 ...(1-61)where = diameter of a molecule, cmM = (molecular weight)/N, mass of a molecule, gmN = 6.023 1023 molecules/mol, Avogadros numberCA= concentration of A, mol/lCB= concentration of B, mol/lnA= NCA/103, number of molecules of A/cm3nB= NCB/103, number of molecules of B/cm3k = R/N = 1.30 1016 erg/K, Boltzmann constantThe rate equation is given by( )
j(, \,(j(,,\,((rVdNdtkC CAAA B1collision ratemol / l secfraction of collisioninvolving energiesin excess of E(1-62)where E is the minimum energy.
+j(\,+j(, \,(ZNeNkTM MM MC C eABE RTA B A BA BA BE RT.102 1083230 5 (1-63)where eE/RT represents the fraction of collisions involving moleculeswith the necessary activation energy E.TRANSITION STATE THEORYThe transition state theory describes reactants combining to formunstable intermediates called activated complexes, which rapidly16 Modeling of Chemical Kinetics and Reactor Designdecompose into products. This is represented by the following reac-tion steps:A + B P (1-64) A B AB P + [*(1-65)Transition state intermediateThe overall rate of reaction depends on the rate of decomposition ofAB* to product P.The collision theory considers the rate to be governed by thenumber of energetic collisions between the reactants. The transitionstate theory considers the reaction rate to be governed by the rate ofthe decomposition of intermediate. The formation rate of the intermediateis assumed to be rapid because it is present in equilibrium concentrations.CHAIN REACTIONSAtoms and free radicals are highly reactive intermediates in thereaction mechanism and therefore play active roles. They are highlyreactive because of their incomplete electron shells and are often ableto react with stable molecules at ordinary temperatures. They producenew atoms and radicals that result in other reactions. As a consequenceof their high reactivity, atoms and free radicals are present in reactionsystems only at very low concentrations. They are often involved inreactions known as chain reactions. The reaction mechanisms involv-ing the conversion of reactants to products can be a sequence ofelementary steps. The intermediate steps disappear and only stableproduct molecules remain once these sequences are completed. Thesetypes of reactions are referred to as open sequence reactions becausean active center is not reproduced in any other step of the sequence.There are no closed reaction cycles where a product of one elementaryreaction is fed back to react with another species. Reversible reactionsof the type A + B [ C + D are known as open sequence mechanisms.The chain reactions are classified as a closed sequence in which anactive center is reproduced so that a cyclic reaction pattern is set up.In chain reaction mechanisms, one of the reaction intermediates isregenerated during one step of the reaction. This is then fed back toan earlier stage to react with other species so that a closed loop orReaction Mechanisms and Rate Expressions 17cycle is formed. The intermediate species are intermittently formed bythe reaction, and the final products are the result of a cyclic repetitionof the intervening processes. Chain reactions play active roles inindustrial processes.Bodenstein [4] first suggested the idea of a chain reaction bypostulating that ions such as chlorine, Cl+2, are chain carriers. Later,Nernst [5] proposed his mechanism for the hydrogen in chlorinereaction that gave rise to the idea that organic free radicals areimportant in reaction mechanisms. Taylor [6] investigated the reactionsof hydrogen atoms with various substances. He proposed a reactionbetween a hydrogen atom and ethane. The resulting ethyl radical playsan important role in hydrocarbon reactions. Rice and Herzfeld [7]postulated reaction schemes involving the participation of free radicalsin the pyrolysis of organic compounds. Techniques such as spectro-scopy, electron-spin resonance spectroscopy, and mass spectrometryhave confirmed the validity of these types of reaction mechanism.They confirmed that free radicals are important in many reactions, andthus act as chain carriers. Chain reactions are involved in such pro-cesses as combustion, polymerization, and photochemical processes.A chain reaction consists of three main steps:1. Initiation (or activation)2. Propagation (closed sequence steps)3. TerminationThe reaction between hydrogen and bromine is the first step in theinitiation reaction in which the chain carriers are formed. The thermalhydrogen bromine reaction begins with the initiation reaction:Br Br Br2 +* *(1-66)This is followed by chain propagation reactions:Br H HBr H* *+ +2(1-67)H Br HBr Br* *+ +2(1-68)H HBr H Br* *+ +2(1-69)The termination reaction is the removal of the carrier from the system:18 Modeling of Chemical Kinetics and Reactor DesignBr Br Br* *+ 2(1-70)The Rice-Herzfeld mechanisms of reaction are:1. Initiation Free radicals are formed by scission of the weakest bond inthe molecule.2. Propagation One or both of the radicals formed in the initiation step abstractsa hydrogen atom from the parent compound to form a smallsaturated molecule and a new free radical. The new free radical stabilizes itself by splitting out a simplemolecule such as olefin or CO:RCH CH R CH CH2 2 2 2 + * *3. Termination The chain is broken by a combination or disproportionationreaction between the two radicals.Employing mechanistic equations based on the Rice-Herzfeld postu-lation yields:1. InitiationM R Rk11 +* *(1-71)2. PropagationR M R R Hk* *+ +22(1-72)R R Pk2 13 +* (1-73)3. TerminationR R Pk* *+ 42(1-74)R R Pk*+ 2 35 (1-75)R R Pk2 2 46+ (1-76)Reaction Mechanisms and Rate Expressions 19The following mechanism has been postulated for the gas phasedecomposition of acetaldehyde:CH CHO CH CO3Thermal decomposition4 +Acetaldehyde Methane Carbon monoxideInitiationCH CHO CH CHOk3 31 +* *(1-77)This thermal initiation generates two free radicals by breaking acovalent bond. The aldehyde radical is long-lived and does not markedlyinfluence the subsequent mechanism. The methane radical is highlyreactive and generates most reactions.PropagationCH CH CHO CH CH COk3 3 4 32 * *+ +(1-78)CH CO CO CHk3 33 * * +(1-79)The propagation reactions use a methyl radical and generate another.There is no net consumption, and a single initiation reaction can resultin an indefinite number of propagation reactions.TerminationCH CH C Hk3 3 2 64 * *+ (1-80)The following mechanism has been postulated for the decompositionof ethane into ethylene and hydrogen. The overall rate expression isfirst order in ethane.InitiationC H CH CHk2 6 3 31 +* *(1-81)rrr20 Modeling of Chemical Kinetics and Reactor DesignChain transferCH C H CH C Hk3 2 6 4 2 52 * *+ + (1-82)PropagationC H C H Hk2 5 2 43 * * +(1-83)H C H H C Hk* *+ +2 6 2 2 54(1-84)TerminationH C H C Hk* *+ 2 5 2 65(1-85)High temperatures, electromagnetic radiation, ionizing radiation, orhighly reactive chemical initiators often generate active centers.POLYMERIZATION KINETICSMany polymerization reactions proceed by free radical mechanisms.The following is a sequence of elementary steps for the polymeriza-tion reaction:1. Dissociation of initiator (I) into two radical fragmentsI R RkD +* *(1-86)2. Addition of initiator monomer MR M RMki * *+ (1-87)3. Chain propagationRM M RMMkP * *+ (1-88)RMM M RMMMkp* *+ (1-89)RMMM M RMMMMkP * *+ (1-90)Reaction Mechanisms and Rate Expressions 214. Chain termination(a) Radical combinationR M R M R M M Rm nkm ntc( ) + ( ) ( ) ( )*(1-91)(b) Radical disproportionationR M R M saturated polymerunsaturated polymerm nktD( ) + ( ) +*(1-92)CATALYTIC REACTIONSENZYME CATALYZED REACTIONSEnzymes are proteins of high molecular weight and possess excep-tionally high catalytic properties. These are important to plant andanimal life processes. An enzyme, E, is a protein or protein-likesubstance with catalytic properties. A substrate, S, is the substance thatis chemically transformed at an accelerated rate because of the actionof the enzyme on it. Most enzymes are normally named in terms ofthe reactions they catalyze. In practice, a suffice -ase is added to thesubstrate on which the enzyme acts. For example, the enzyme thatcatalyzes the decomposition of urea is urease, the enzyme that actson uric acid is uricase, and the enzyme present in the micro-organismthat converts glucose to gluconolactone is glucose oxidase. The threemajor types of enzyme reaction are:Soluble enzymeinsoluble substrateInsoluble enzymesoluble substrateSoluble enzymesoluble substrateThe study of enzymes is important because every synthetic anddegradation reaction in all living cells is controlled and catalyzed byspecific enzymes. Many of these reactions are the soluble enzymesoluble substrate type and are homogeneous in the liquid phase.The simplest type of enzymatic reaction involves only a singlereactant or substrate. The substrate forms an unstable complex withthe enzyme that decomposes to give the product species or, alter-natively, to generate the substrate.22 Modeling of Chemical Kinetics and Reactor DesignUsing the Bodenstein steady state approximation for the inter-mediate enzyme substrate complexes derives reaction rate expressionsfor enzymatic reactions. A possible mechanism of a closed sequencereaction is: E S ESkk+ [21*(1-93)Enzyme Substrate enzyme-substrate complexES E Pk* 3 +(1-94)where E = enzymeS = substrateES*= enzyme-substrate complexP = product of the reactionThe stoichiometry of the reaction may be represented as:S P (1-95)The net rate of an enzymatic reaction is usually referred to as itsvelocity, V, represented by:VdCdtk CpES 3 *(1-96)The concentration of the complex can be obtained from the net rateof disappearance:( ) + rdCdtk C k C k C CSEnetSESE SES E *** * 2 3 1(1-97)Using the steady state approximation,dCdtk C C k C k CSES ESE SE** * 1 2 30(1-98)orrrrReaction Mechanisms and Rate Expressions 23Ck C Ck kSES E* +12 3(1-99)Substituting Equation 1-99 into Equation 1-96 gives:Vk k C Ck kE S
+1 32 3 (1-100)From the material balance, the total concentration of the enzymein the system, CET, is constant and equal to the sum of the con-centrations of the free or unbounded enzyme, CE, and the enzyme-substrate complex, CSE*, that is:C C CET ESE +*(1-101)For the substrate CS, the total concentration of the substrate in thesystem, CST, is equal to the sum of the concentration of the substrateand the enzyme substrate complex CSE*C C CST SSE +*(1-102)In laboratory conditions, CST k CET, since CSE* cannot exceed CET.This shows that CST CS.Rearranging Equation 1-101 gives:C C CE ETSE *(1-103)Using CST CS in Equation 1-102 and substituting Equation 1-103into Equation 1-98 gives:dCdtk C C C k C k Ck C C k C C k C k CSEST ETSE SE SEST ET STSE SE SE** * ** * * ( ) 1 2 31 1 2 300(1-104)orCk C Ck C k kSEST ETST* + +11 2 3(1-105)24 Modeling of Chemical Kinetics and Reactor DesignSubstituting Equation 1-105 into Equation 1-96 givesVdCdtk k C Ck C k kOP ST ETST + +1 31 2 3(1-106)Equation 1-106 predicts that the initial rate will be proportional tothe initial enzyme concentration, if the initial substrate concentrationis held constant. If the initial enzyme concentration is held constant,then the initial rate will be proportional to the substrate concentrationat low substrate concentrations and independent of the substrateconcentration at high substrate levels. The maximum reaction rate fora given total enzyme concentration isV k CET max 3(1-107)Equation 1-106 can be rearranged toVV CCk kkoSTST
+ +j(, \,(max2 31(1-108)Equation 1-108 can be considered as the Michaelis-Menten equa-tion, where Km is the Michaelis constant and represented asKk kkm +2 31(1-109)Equation 1-108 then becomesVV CC KoSTST m
+max(1-110)Rearranging Equation 1-110 gives1 1V VKV ComST +max max(1-111)Reaction Mechanisms and Rate Expressions 25Equation 1-111 is known as the Lineweaver-Burk or reciprocalplot. If the data fit this model, a plot of 1/Vo versus 1/CST will belinear with a slope Km/Vmax and the intercept 1/Vmax.At low substrate concentration, Equation 1-110 becomesVV CKoSTmmax(1-112)At high substrate concentration,C KST m>>and Equation 1-110 becomesVO VmaxFigure 1-5 shows a plot of 1/Vo = 1/Vmax + Km/VmaxCST.Figure 1-5. Lineweaver-Burk plot.26 Modeling of Chemical Kinetics and Reactor DesignACID-BASE CATALYSIS: HOMOGENEOUS LIQUID PHASEA catalyst is defined as a substance that influences the rate or thedirection of a chemical reaction without being consumed. Homogeneouscatalytic processes are where the catalyst is dissolved in a liquidreaction medium. The varieties of chemical species that may act ashomogeneous catalysts include anions, cations, neutral species, enzymes,and association complexes. In acid-base catalysis, one step in thereaction mechanism consists of a proton transfer between the catalystand the substrate. The protonated reactant species or intermediatefurther reacts with either another species in the solution or by adecomposition process. Table 1-1 shows typical reactions of an acid-base catalysis. An example of an acid-base catalysis in solution ishydrolysis of esters by acids. R COOR H O R COOH R OHAcid1 2 2 1 2+ + [(1-113)Mechanism R COOR H R COOR H1 2 1 2+ ( )+ +[*(1-114) R COOR H H O R COOH R OH H1 2 2 1 2+ +( ) + + +*[ (1-115)AUTOCATALYTIC REACTIONSThere are many reactions in which the products formed often actas catalysts for the reaction. The reaction rate accelerates as thereaction continues, and this process is referred to as autocatalysis. Thereaction rate is proportional to a product concentration raised to apositive exponent for an autocatalytic reaction. Examples of this typeof reaction are the hydrolysis of several esters. This is because theacids formed by the reaction give rise to hydrogen ions that act ascatalysts for subsequent reactions. The fermentation reaction thatinvolves the action of a micro-organism on an organic feedstock is asignificant autocatalytic reaction.Normally, when a material reacts, its initial rate of disappearanceis high and the rate decreases continuously as the reactant is consumed.However, in autocatalytic reaction, the initial rate is relatively slowReaction Mechanisms and Rate Expressions 27Table 1-1Examples of acid-base catalysis in aqueous solutionTypes of catalysisBrief title of rearctionEquation of reactionSpecific acidInversion of cane sugarCHOHOCHOCHO122211261266126+
+Hydrolysis of acetalsRCHORHORCHOROH1222122()+
+Hydration of unsaturated aldehydesCHCHCHOHOCHOHCHCHO2222:+
Specific baseCleavage diacetone-alcoholCHCOCHCOHCHCHCO3232322
()()()Specific acid and baseHydrolysis of estersRCOORHORCOOHROH12212+
+General acidDecomposition of acetaldehyde hydrateCHCHOHCHCHOHO3232
+()General baseDecomposition of nitramideNHNONOHO2222
+General acid and baseHalogenation exchange racemization of ketonesRCOCHXRCOCHXXH+
+32228 Modeling of Chemical Kinetics and Reactor Designsince little or no product is formed. The rate then increases to amaximum as the products are formed and then decreases to a low valueas the reactants are consumed. Consider the following mechanism for anautocatalytic reaction:21A B Ck +(1-116)A B ABk+ 2(1-117)2 33AB B Ck +(1-118)where AB is an intermediate complex.The observed rate of reaction is the rate of formation of species:+( ) + r k C k CC A AB 1232(1-119)The concentration of the reaction intermediate AB may be deter-mined by using the steady state approximation for intermediates,+( ) r k C C k CAB A B AB 2 322 0 (1-120)Therefore,CkkC CAB A B
j(, \,(230 52.(1-121)Substituting Equation 1-121 into Equation 1-119 gives+( ) + r k CkC CC A A B 12 22(1-122)Therefore, the mechanism results in a rate expression in which speciesB is responsible for the autocatalytic behavior.GAS-SOLID CATALYTIC REACTIONSConsider a gaseous reactant flowing through a bed of solid catalystpellets. The physical steps involved are the transfer of the componentReaction Mechanisms and Rate Expressions 29gases up to the catalyst surface, diffusion of reactants into the interiorof the pellet, diffusion of the products back to the exterior surface,and finally the transfer of the products from the exterior surface tothe main stream. Interpreting the experimental results requires minimizingthe resistance offered by each of these physical processes and focusingon the chemical aspects of the reaction. The chemical proceduresinvolve activated adsorption of reactants with or without dissociation,surface reactions on active sites, and activated desorption of theproducts. The uncatalyzed reaction also takes place in the main gasstream simultaneously with the surface reaction.In industrial applications of kinetics, an understanding of themechanisms of chemical reactions is essential. This is helpful inestablishing the optimum operating conditions in relation to parameterssuch as temperature, pressure, feed composition, space velocity, andthe extent of recycling and conversion. Yang and Hougen [7] haveestablished procedures in planning and correlating experimental datafor gaseous reactions catalyzed by solids. They provided methods foreliminating, minimizing, or evaluating the temperatures and con-centration gradients in gas films and catalyst pellets. Hougen andWatson [8] have developed rate equations for various mechanisms thatmay occur in gaseous reactions when catalyzed by solid surfaces. Thefollowing illustrates a gas-solid catalytic reaction:30 Modeling of Chemical Kinetics and Reactor DesignAdsorption Step: A x xkk+1 211[(1-123)Surface Reaction: x xkk2 322[(1-124)Desorption Step: x R xkk3 133[+ (1-125)The rate equations are:A r k C C k CAnetA x x: ( ) 1 11 2(1-126)R r k C k C CRnetx R x: +( ) 3 33 1(1-127)x r k C C k C k k CxnetA x x x 2 1 2 1 22 1 3 2: +( ) + +( ) (1-128)x r k C k C C k k Cxnetx x R x 3 2 3 2 33 2 1 3: +( ) + +( ) (1-129)Assume:1. ( ) +rx net2 and ( ) +rx net3 are zero2. Number of active sites remains constant, CT.Thus,C C C CT x x x + +2 3 1(1-130)Usually, one of the elementary steps is rate controlling (that is, itis very slow relative to all the other steps). Suppose that A + x1 x2 is the rate-controlling step and the reverse reaction is ignored, then( ) r k C CAnetA x 11(1-131)Under these conditions, the desorption process and surface reactionsare in a pseudo-equilibrium state:k C k Cx x 2 22 3 (1-132)Reaction Mechanisms and Rate Expressions 31k C k C Cx x R 3 33 1 (1-133)andC C C CT x x x + +1 2 3(1-134)Rearranging Equations 1-132 and 1-133 in terms of Cx2 and Cx3and substituting them in Equation 1-134 givesC CkkkkC CkkC CT x x R x R + + 1 1 1223333Therefore,CCK CxTT R11
+(1-135)whereKkkkkkkT +j(, \,( 223333(1-136)Substituting Equation 1-136 into Equation 1-131 to eliminate Cx1, yields( ) ( )+rk C CK CAnetT AT R11(1-137)or( ) +rK CK CAnetAT R41(1-138)If the reverse step in adsorption is not ignored, then( ) +rK C K CK CAnetA RT R4 51(1-139)32 Modeling of Chemical Kinetics and Reactor DesignGUIDELINES TO FORMULATINGREACTION MECHANISMGuidelines have been proposed within which the kineticist worksin developing a reaction mechanism. Edward et. al [9] have collatedthe most extensive collection of guidelines (see Chapter 3), whichenable a kineticist to judge the feasibility of a proposed mechanism.They also allow the elimination of a proposed sequence of reactionsas being unreasonable from the experimental data. The following arethe guidelines to formulating reaction mechanism.1. The most fundamental basis for mechanistic speculation is acomplete analysis of the reaction products. It is essential toobtain a complete quantitative and qualitative analysis for allproducts of the reaction. Such analyses can provide essentialclues as to the identity of the reaction intermediates.2. The atomic and electronic structure of the reactants and productsmay point to the nature of possible intermediate species. Thestructural arrangement of atoms in the molecules that react mustcorrespond at the instant of reaction to interatomic distancesappropriate for the formation of new species.3. All of the elementary reactions involved in a mechanisticsequence must be feasible with respect to bond energies. Bondenergy considerations also may conclude that highly endothermicelementary reactions will be slow processes because of the largeactivation energies normally associated with these reactions.4. The number of elementary reactions employed must be suf-ficient to provide a complete path for the formation of allobserved products.5. All of the intermediates produced by the elementary reactionsmust be consumed by other elementary reactions so that therewill be no net production of intermediate species.6. The majority of known elementary steps are bimolecular, theremainder being unimolecular or termolecular. The ammoniasynthesis reaction is known to occur by a number of stepsrather than as N2 + 3H2 2NH3.7. A postulated mechanism for a reaction in the forward directionmust also hold true for the reverse reaction. Three corollariesof this guideline should be borne in mind when postulating areaction mechanism. First, the rate-limiting step for the reverseReaction Mechanisms and Rate Expressions 33reaction must be the same as that for the forward reaction.Second, the reverse reaction cannot have a molecularity greaterthan three, just as the forward reaction is so limited. As aconsequence, the ammonia decomposition reaction 2NH3 N2+ 3H2 cannot occur as a simple bimolecular process. Third, ifthe reaction rate expression for the forward reaction consistsof two or more independent terms corresponding to parallelreaction paths, there will be the same number of independentterms in the rate expression for the reverse reaction. At equili-brium, both the total rate of the forward reaction is equal tothe total rate of the reverse reaction, and the forward rate ofeach path is equal to the reverse rate of that particular path.8. Transitory intermediates involving highly reactive species donot react preferentially with one another to the exclusion oftheir reaction with stable species.9. When the overall order of a reaction is greater than three, themechanism probably has one or more equilibria and inter-mediates prior to the rate-determining step.10. Inverse orders arise from rapid equilibria prior to the rate-determining step.11. Whenever a rate law contains non-integers orders, there areintermediates present in the reaction sequence. When a frac-tional order is observed in an empirical rate expression for ahomogeneous reaction, it is often an indication that an importantpart of the mechanism is the splitting of a molecule into freeradicals or ions.12. If the magnitude of the stoichiometric coefficient of a reactantexceeds the order of the reaction with respect to that species,there are one or more intermediates and reactions after the rate-determining step. Before applying this rule, the stoichiometricequation must be formulated for the reaction such that allcoefficients are integers.13. If the order of a reaction with respect to one or more speciesincreases as the concentration of those species increases, it isan indication that the reaction may be proceeding by two ormore parallel paths.14. If there is a decrease in the order of a reaction with respect toa particular substance as the concentration of that speciesincreases, the dominant form of that species in solution maybe undergoing a change caused by the change in concentration.34 Modeling of Chemical Kinetics and Reactor DesignA decrease in reaction order with respect to hydrogen ionconcentration with increasing acidity has frequently been observedfor reactions involving weak acids.TESTING KINETIC MODELSTesting kinetic models involves the following procedures:1. Propose possible mechanisms involving elementary steps.2. Assume that the rate equations for each elementary step can bewritten by inspection of the stoichiometric equation:A B AB + * *(1-140)or( ) ( ) r r kC CA B A B**(1-141)3. Assume that after a short initial period that the rates of con-centration change of all active centers are zero. For example:A B ABk+ * * 1(1-142)AB A A Bk* *+ +22(1-143)( ) r k C CBAB* * 1(1-144)+( ) r k C CBAB* * 2(1-145)The net rate of disappearance is( ) rdCdtk C C k C CBnetBA B AAB* * 1 2(1-146)From the above assumption, (rB*)net = 0, steady state approximation.This assumption derives rate equations from which termsinvolving the concentrations of active centers can be eliminated.rrReaction Mechanisms and Rate Expressions 354. If component i takes place in more than one elementary step, then( ) ( )r ri i All elementary steps(1-147)For example, at 480C the gaseous decomposition of acetaldehydehas an order with respect to concentration of 3/2. The mainreaction is CH CHO CH CO3 4 +A possible reaction mechanism is:Initiation1. CH CHO CH CHOk3 31 +* *Propagation2. CH CH CHO CH CH COk3 3 4 32 * *+ +3. CH CO CH COk3 33 +Termination4. CH CH C Hk3 3 2 64 * *+ It is assumed that for each initiation there are many propagationcycles before termination. The main reaction is therefore given by theaddition of the propagation steps alone, which gives the correctstoichiometric equation. A small amount of ethane, C2H6, is expecteddue to the termination reaction.The rate expressions are:+( ) rdCdtk C C k CCH COnetCH COCHCH CHOCH CO333332 3 *** *(1-148)+( ) + rdCdtk C k Ck C C k CCHnetCHCH CHOCH COCHCH CHOCH33333331 32 422**** * (1-149)rr36 Modeling of Chemical Kinetics and Reactor DesignUsing the steady state approximation,+( ) +( ) r and rCH COnetCHnet3 30 0* *The overall rate equation is:( ) +rdCdtk C k C CCH CHOnetCH CHOCH CHOCHCH CHO333331 2 *(1-150)From Equations 1-148 and 1-149, 242133k C k CCHCH CHO * andCkkCCHCH CHO33140 52*.
j(, \,((1-151)Substituting Equation 1-151 into Equation 1-150 gives( ) + j(, \,(rdCdtk C kkkC CCH CHOCH CHOCH CHO CH CHO CH CHO333 3 31 2140 52.(1-152)If kkkC k CCH CHO CH CHO 2140 5123 3j(, \,( >>., then Equation 1-152 becomes( ) rdCdtCH CHOCH CHO33and j(, \,(dCdtdCdtk kkCCH CHO CHCH CHO3 4322140 53 22.(1-153)Reaction Mechanisms and Rate Expressions 37This agrees with experimental results.The activation energy that is expected according to a relevant chainreaction mechanism can be determined if each elementary rate con-stant is expressed with a temperature dependence according to theArrhenius equation,K AERTi ii
j(\,exp(1-154)Substituting Equation 1-154 into the predicted rate law allows thetemperature dependence of the overall reaction to be predicted. In thedecomposition of acetaldehyde, it follows thatK AERTkkkAERTA E RTA E RTobs obsa
j(\, j(, \,(
j(\,( )( )j(,\,(expexpexpexp..2140 5221 14 40 522(1-155)Separating the variables givesE E E E and A AAAa obs + ( ) j(, \,( 2 1 4 2140 512 2.(1-156)The activation energy for an overall chain reaction can be smaller thanE1, the activation energy for the initiation step.CHAIN LENGTHThe efficiency of a chain reaction depends on the number ofrecycles of the active center for each initiation. The chain length canbe defined as:Chain lengththe rate of the overall chain reactionthe rate of the initiation reaction
38 Modeling of Chemical Kinetics and Reactor DesignFor example, for the decomposition of acetaldehyde:Chain lengthkkkCk Ckk kCCH CHOCH CHOCH CHO
j(, \,(
j(, \,(2140 53 21221 40 50 522333...(1-157)In this case, the chain length increases with the reactant concentration.Example 1-1The Hydrogenation of ethylene can be written as C2H4 + H2 = C2H6.It is suggested that the reaction sequence is:InitiationC H H C H Hk2 4 2 2 51+ +* * (1-158)Closed sequenceH C H C Hk* *+ 2 4 2 52(1-159)C H H C H Hk2 5 2 2 63 * *+ +(1-160)TerminationC H H C Hk2 5 2 64 * *+ (1-161)Derive a rate expression for the overall reaction listing any assump-tions made.SolutionThe overall rate of reaction of C2H*5 isReaction Mechanisms and Rate Expressions 39+( ) + r k C C k C C k C Ck C CC HnetC H H C HH C HHC H H2 52 4 2 2 42 522 51 2 34* * ** * (1-162)The overall rate of reaction of CH* is+( ) + r k C C k C C k C Ck C CHnetC H HC HH C HHC H H1 3 242 4 22 52 2 42 5** * (1-163)The overall rate of reaction of CH2is( ) + r k C C k C CHnetC H HC HH2 2 4 22 521 3 *(1-164)Assuming that ( )*+rC Hnet2 5 and ( )*+rHnet are zero, equating Equa-tions 1-162 a