Embed Size (px)
Citation preview

Module 3:
PRODUCTION PLANNING AND
CONTROL
2011-20122011-2012
LecturesMATERIAL REQUIREMENTS PLANNING
The MRP System
MATERIAL REQUIREMENTS PLANNING. The MRP SystemAuthor: Rafael Ruiz Usano/ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA DE SEVILLA
CONTENTS
1. Basic Concepts
2. The Aggregate Production Plan
3. The Basic MRP System
4. The Master Production Schedule
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
2
4. The Master Production Schedule
5. The Bill of Materials
6. The Inventory Status
7. Glossary of MRP terms
8. The Requirements Explosion
9. The Order Production/Assembly Plan
10. The Purchase Plan
11. Final Remarks
12. A Case Study (in spanish)
FACTORY PHYSICS. Hopp, W.J. y Spearman, M.L., McGraw-Hill / Irwin, 2008Comentario: Texto excelente que aborda con un enfoque “físico” los fundamentos de los
sistemas de control de producción.
LA META. Goldratt, E., Cox, J., Ed. Díaz de Santos, 1993.Comentario: Libro en el que los autores describen de una manera amena la Teoría de las
Limitaciones. De fácil y divertida lectura. Todo un best seller.
OPERATIONS MANAGEMENT. McClain, J.O., Thomas, L.J.,y Mazzola, .B.,Prent.Hall,1992
BIBLIOGRAPHY
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
3
OPERATIONS MANAGEMENT. McClain, J.O., Thomas, L.J.,y Mazzola, .B.,Prent.Hall,1992Comentario: Hace énfasis tal como reza el título en la dirección de operaciones.
Es un buen texto y de fácil comprensión.
PRODUCTION AND OPERATIONS MANAGEMENT. Gaither, N., The Dryden Press, 1986Comentario: Aborda de una manera convencional la problemática de la dirección de
operaciones. La exposición es muy clara acompañada de bastantes casos y
ejercicios.
MATERIAL REQUIREMENTS PLANNING. Orlicky, J., McGraw-Hill, 1975Comentario: Texto seminal sobre MRP. El contenido está muy bien desarrollado y fué el
primer texto que presentó de una manera sistemática el MRP.
Material Requirements Planning. A set of techniques/procedure for the coordination/control of the detailed production/assembly and purchasing plan in order to satisfy the Master Production Schedule. We often refer to MRP´s Systems, in plural, because of different systems such as MRP-II, Close Loop MRP, etc.. that appeared afterward as an extension of the basic MRP.
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
4
Let´s see some previous basic concepts:- The Production Plan- The Aggregate Production Plan
- The Demand- The Production Capacity
- How to integrate the Aggregate Plan in the short term

-The Aggregate Production Plan-Planning horizon: i.e. 1 year-Aggregation of products/families
-Demand-Resources capacity
-Formulation of a programming model
1. Basic Concepts
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
5
-Formulation of a programming model-The solution of the model help us to devise the plan.
-Starting with an initial/base plan.-Evaluating alternative plans to improve the initial one.-Finally we must select the plan to be carry out.
2. The Aggregate Production Plan
Let´s see the following example:
• Planning Horizon: 1 year• Three Products: P1, P2 and P3• Three Work Stations: S1, S2 and S3
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
6
• Three Work Stations: S1, S2 and S3• Demand constraints• Capacity constraints
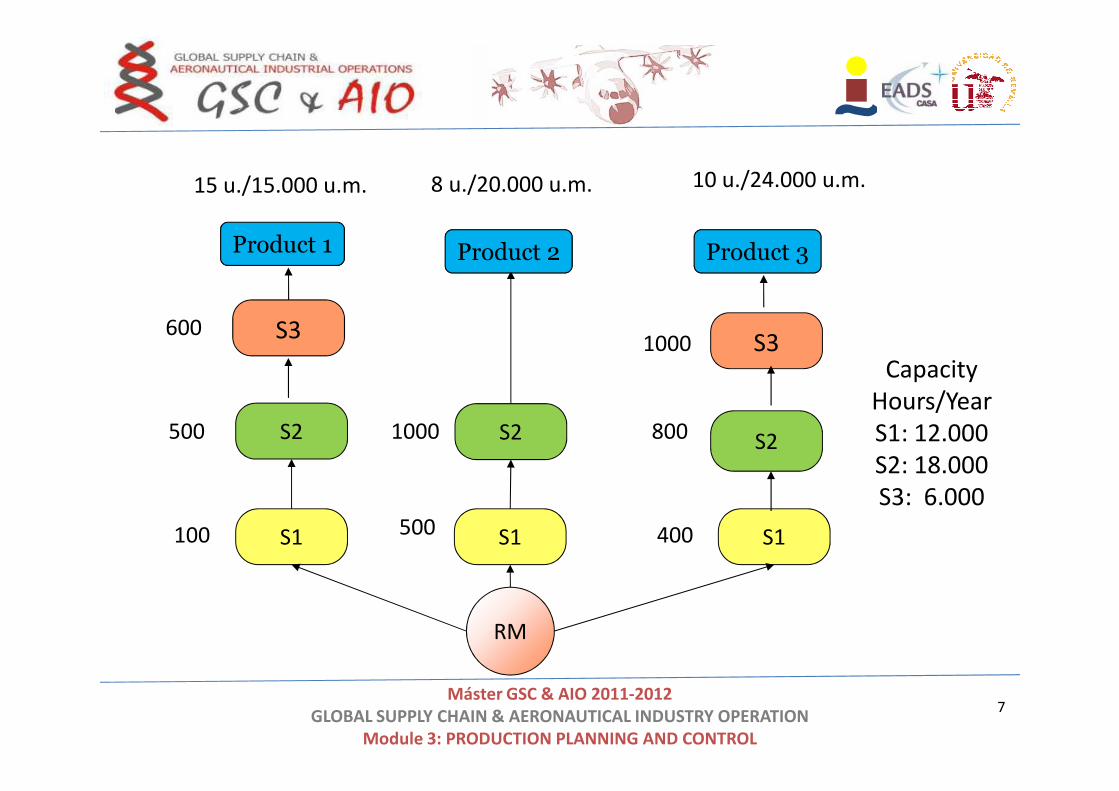
Product 3
S3 S3
15 u./15.000 u.m. 8 u./20.000 u.m. 10 u./24.000 u.m.
600 1000
CapacityHours/Year
Product 2Product 1
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
7
S2 S2 S2
S1 S1 S1
RM
500
100
1000
500
800
400
Hours/YearS1: 12.000S2: 18.000S3: 6.000
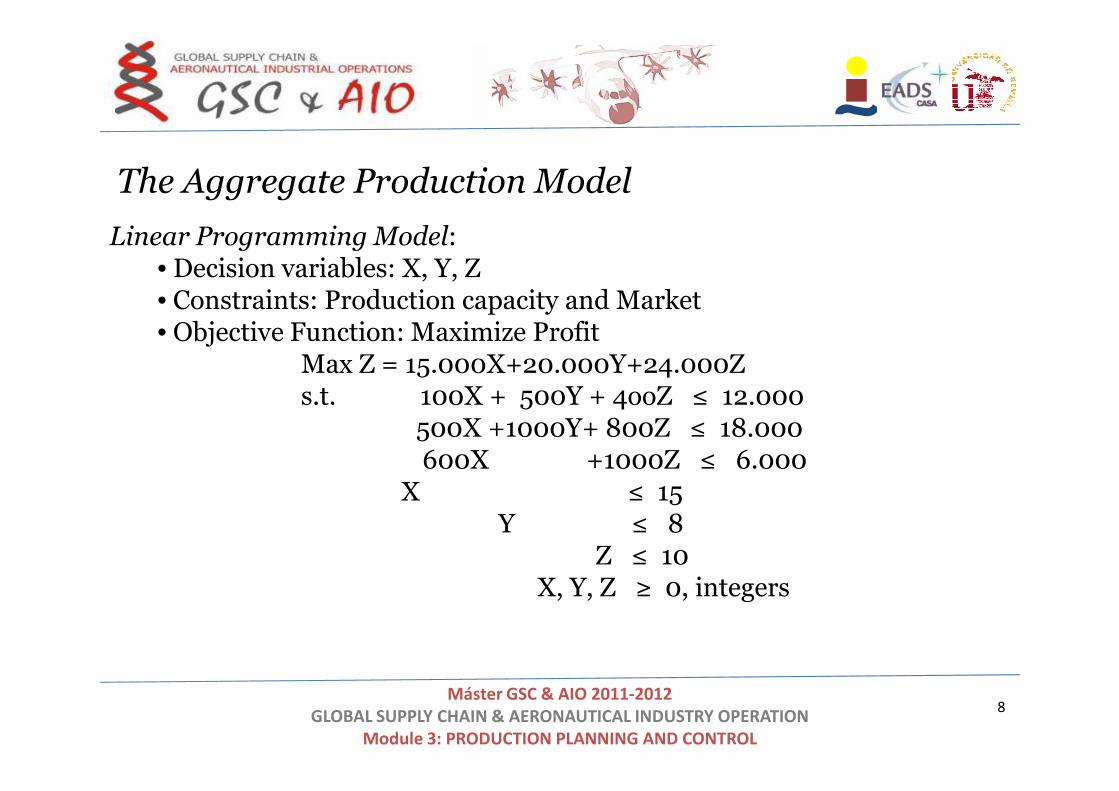
The Aggregate Production Model
Linear Programming Model:• Decision variables: X, Y, Z• Constraints: Production capacity and Market• Objective Function: Maximize Profit
Max Z = 15.000X+20.000Y+24.000Zs.t. 100X + 500Y + 4ooZ ≤ 12.000
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
8
s.t. 100X + 500Y + 4ooZ ≤ 12.000500X +1000Y+ 800Z ≤ 18.000600X +1000Z ≤ 6.000
X ≤ 15Y ≤ 8
Z ≤ 10X, Y, Z ≥ 0, integers
The aggregate production plan provides us with:
- The quantity/year to produce/assemble of final products.- The use of the available capacity.- We´ll possibly have production constraints: they are the Bottlenecks.
Getting the Aggregate Plan
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
9
- We´ll possibly have production constraints: they are the Bottlenecks.- We may have too external market constraints because of the limited
production capacity inside the plant.- If the demand changes we have to determine again the Aggregate Plan.
Assembly/
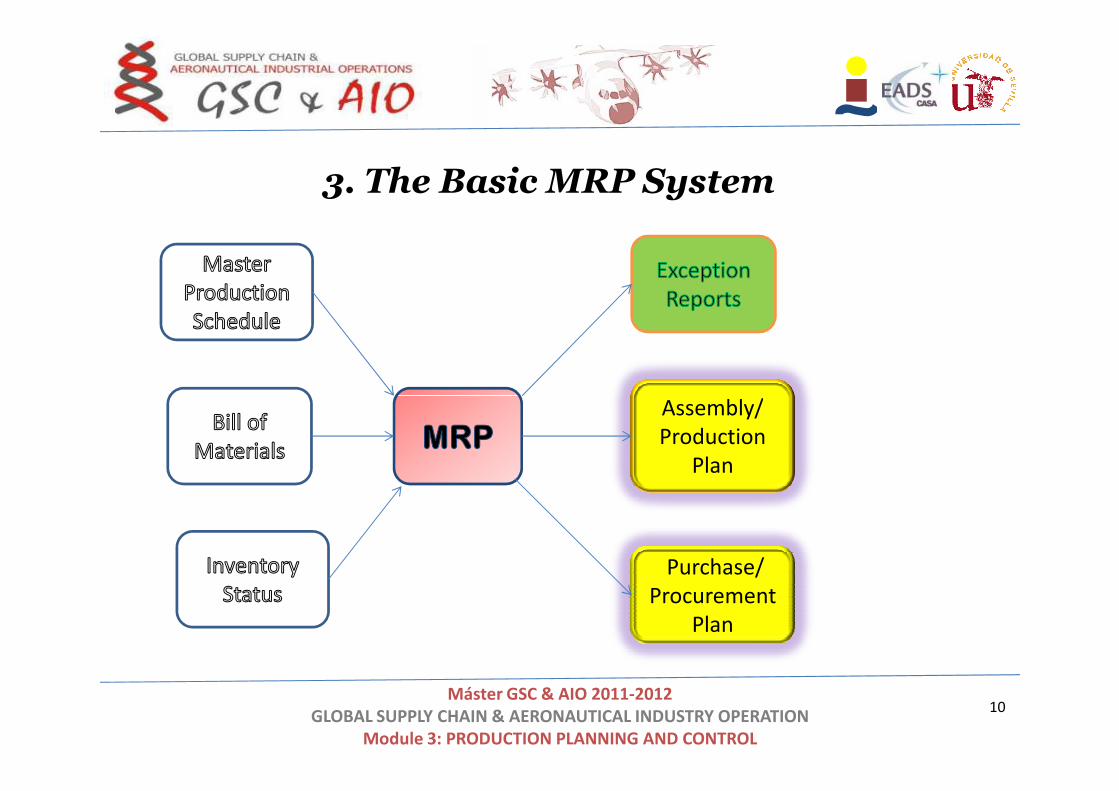
3. The Basic MRP System
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
10
Assembly/Production
Plan
Purchase/Procurement
Plan

4. The Master Production Schedule: MPS
• From the Aggregate Plan we must obtain, and therefore disaggregate,
for a shorter planning time horizon, let´s say from 1 to 3 months, to obtainthe Master Production Schedule, checking its feasibility respect to:
- Capacity
- Materials
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
11
- Materials
- Some other possible constraints
• If everything is alright then we have:
- Quantity/requirement of products: Qi (How many)
- Delivery period of the requirement: ti (When)

• The MPS provides us the quantities and delivery periods of the final products.
• To carry out the MPS we need the following information that are going tobe, besides the MPS, the main inputs to the MRP system
• So that for the MRP that is a push system, we have to know:
Going ahead with the Master Production Schedule
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
12
• So that for the MRP that is a push system, we have to know:
- The Master Production Schedule (MPS)
- The Product Structure. This´s the Bill of Materials (BoM)
- The Inventory Status of all items/components which go into the final
product.
• We have to know the shedule, quantity and dates, for all the itemswhich go into the final product (remember that the requirements of final products have been provided by the MPS)
• The Bill of Materials show the detailed product structure.
• We can give the BoM in different ways:
5. The Bill of Materials (BoM)
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
13
• Tree
• Graph
• List
• The more frequent way is using the 2 level tree format:
parent-son list.
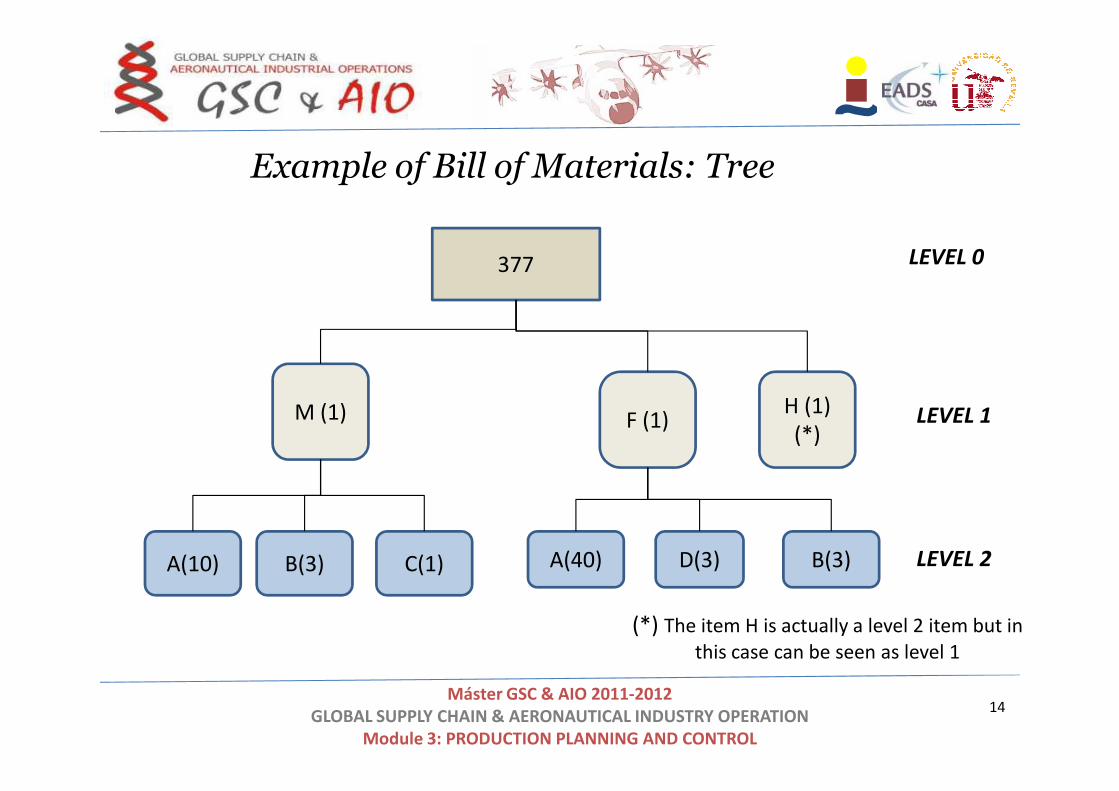
Example of Bill of Materials: Tree
377
H (1)
LEVEL 0
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
14
M (1) F (1)H (1)(*)
A(10) B(3) C(1) A(40) D(3) B(3)
LEVEL 1
LEVEL 2
(*) The item H is actually a level 2 item but inthis case can be seen as level 1

Example of Bill of Materials: Graph
377
MF
1 1
15
FH
A
CB D
10 40
1
3
3 3

• Level 0. Final Product -377
– Level 1. Assembly - M (1)
• Level 2. Component /RM - C (1)
• Level 2. Component /RM - A (10)
• Level 2. Component /RM - B (3)
– Level 1. Assembly - F (1)
Example of Bill of Materials: Indented List
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
16
– Level 1. Assembly - F (1)
• Level 2. Component /RM - D (3)
• Level 2. Component /RM - A (40)
• Level 2. Component /RM - B (3)
– Level 1 o 2. Component /RM - H (1) (*)
(*) It can be considered too as a level 2 item as this item H doesn´t go intoM or F. In this case is alright to consider it a level 1 item.
RM: Raw Material
We need to know the basic data of all items of the Bill of Materials.Some of the most important data are:
• Item code• Level Code
6. Inventory Status
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
17
• Level Code• Lot Size• Lead Time• Inventory on hand• Safety Stock• Allocated inventory
7. Glossary of MRP terms
• MPS. Master Production Schedule: the driving force behind the MRP system. It is accepted as given.
• BOM. Bill Of Materials: list of materials and their quantities
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
18
• BOM. Bill Of Materials: list of materials and their quantities required to provide one unit of product. It should be accurate: Accuracy is a “must”. Different forms of BOM: Tree/Graph/Indented list.
Glossary of MRP terms
• INVENTORY STATUS. It´s a computer file with computed record of each material held in inventory.
– ITEM CODE: Identification of the item
– LEVEL CODE: It´s the level of the item in the BOM
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
19
– LEVEL CODE: It´s the level of the item in the BOM
– LOT SIZE: When you have net requirements you have to place an order. How should the order be, it depends on the lot size policy.Different lot size policies: LFL (Lot For Lot), EOQ, Multiply of #number#, At least a minimum of a #number#...
Glossary of MRP terms
– LEAD TIME: It´s the time required to produce/assembly an item.
– ON HAND: The amount of a material actually in inventory.
– SAFETY STOCK: Just in case/To meet extraordinary
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
20
– SAFETY STOCK: Just in case/To meet extraordinary needs/Demand greater than expected or when lead time is longer that expected during reorder periods.
– ALLOCATED INVENTORY: For specific production orders in the future.
• GROSS REQUIREMENTS. The quantity and timing of the total requirements, not considering any availability of material in inventory or scheduled receipts.
Glossary of terms used in the MRP planning sheet
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
21
• SCHEDULED RECEIPTS. Materials that are on order from a supplier and scheduled to be received in a specific period of the planning horizon (the number of periods included in the MPS).
• AVAILABLE. Materials that are in inventory or on order that are not safety stock or allocated to other uses.
• NET REQUIREMENTS. The amount and timing of the need for a material that must be satisfied from production or purchasing. It is calculated by substracting material available from gross requirements.
Glossary of terms used in the MRP planning sheet
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
22
• PLANNED ORDER RECEIPTS. The quantity of each material to be received in each time period/bucket of the planning horizon.
• PLANNED ORDER RELEASES. The quantity of each material to be ordered in each time period of the planning horizon. This schedule is determined by offsetting the Planned Order Receipts schedule to allow for lead times.

• Level by level processing.
• Starting Level: Level 0 (Top level) of the Bill of Materials.
These 0 level items are the final products: Quantity and date provided by the Master Production Schedule.
8. The Requirements Explosion
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
23
provided by the Master Production Schedule.
• These quantities are called Gross Requirements as the available inventory doesn´t account for that.
Working with the MRP
• GROSS REQUIREMENTS.
– FOR ITEMS OF LEVEL 0, TO BE OBTAINED FROM THE MPS.
– FOR ITEMS OF LEVEL 1 UNTIL THE LOWEST CODE LEVEL SHOULD BE OBTAINED USING THE BoM.
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
24
LEVEL SHOULD BE OBTAINED USING THE BoM. RELATIONS PARENT-SON. (IT´S GOING TO BE THE EXPLOSION OF MATERIALS).
– SOME ITEMS, BESIDES THEIR DEPENDENT DEMAND MAY ALSO HAVE EXTERNAL DEMAND (i.e. SERVICE/SPARE PARTS) AND THIS DEMAND SHOULD BE ADDED TO THE GROSS -DEPENDENT-REQUIREMENTS OF THOSE PARTICULAR ITEMS.

• NET REQUIREMENTS.
– GROSS REQUIREMENTS - (ON HAND-SAFETY STOCK-INVENTORY ALLOCATED).
– IF WE WOULD HAVE SCHEDULED RECEIPTS THEN:
Working with the MRP
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
25
– IF WE WOULD HAVE SCHEDULED RECEIPTS THEN:
AVAILABLE= (ON HAND -SAFETY STOCK-ALLOCATED) + SCHEDULED RECEIPTS

• IF NET REQUIREMENTS > 0, AN ORDER MUST BE PLACED (CHECK THE LOT SIZE POLICY FOR THAT PARTICULAR ITEM). THIS ORDER WILL BE OFFSET TO EARLIER TIME PERIOD TO ALLOW FOR LEAD TIMES AT EACH STEP IN HOME PRODUCTION FACILITIES OR
Working with the MRP
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
26
EACH STEP IN HOME PRODUCTION FACILITIES OR SUPPLIERS. JUST SEE BELOW THE PRODUCTION ORDER RECEIPTS AND THE PRODUCTION ORDER RELEASES.
• PRODUCTION ORDER RECEIPTS. TO BE RECEIVED IN EACH TIME PERIOD OF THE PLANNING HORIZON.
• PLANNED ORDER RELEASES. TO BE RELEASED IN EACH TIME BUCKET BY OFFSETTING THE PRODUCTION ORDER
Working with the MRP
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
27
TIME BUCKET BY OFFSETTING THE PRODUCTION ORDER RECEIPTS TO ALLOW FOR LEAD TIME.
– Note: Bucket means the principal unit of time measurement in MRP. Usually a #WEEK# .
• Planning Horizon: The number of “time buckets” to be considered.
– This Planning Time Horizon should be, at least, equal or greaterthan the maximum cumulative lead time of the final products.
– We get the cumulative lead time for every final product byadding the lead time of the raw materials, the componentspurchased from the suppliers and the assembly lead time until
Important Remarks in MRP
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
28
purchased from the suppliers and the assembly lead time untilreaching the final product.
– As a matter of fact the planning time horizon is greater than themaximum cumulative lead time.
• To avoid undesirable changes that can continously occur with thecalculation of the requirements we usually leave “frozen” the firstperiods of the planning horizon.
9. The Order/Assembly Plan
• It´s one of the main outputs of the MRP and is a vital information tomanage the manufacturing/assembly of all items that go into the final product.• We´ll have a detailed schedule for every item that provides us:
• The Order Releases/Receipts in the Work Centers.� As a matter of fact that activity is usually called “ the production
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
29
� As a matter of fact that activity is usually called “ the productioncontrol” and it´s centralized. So that, production control feeds intoevery Work Center how many items and when these items should bedelivered. For that, an order must be released by offsetting theorder to some earlier period to allow for the lead time.
• As soon as the order is completed, the Work Center pushes forward the finished work to the subsequent Work Center. That is the reasonwhy MRP is called a “Push System”.

10. The Purchase Plan
• It´s going to be, besides the order production plan, the other mainoutput from MRP. Its goal is to manage the purchases, raw materialsand items, to be served from the suppliers
• We´ll have a timing calendar for all items and raw materials to beobtained from the suppliers in order to:
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
30
obtained from the suppliers in order to:
• Purchasing/procurement order releases of all items to be sent tothe suppliers/vendors.
• Depends of the characteristics of every supplier/vendor we can organize the purchasing plan in different forms:
• For every supplier: distance, delivery dates, etc…
• Features of the components: Warehouse requirements, Critical Components, Components value…
The Load Work Centers Report• It´s going to be a vital information for the operations management
in every Work Center/Station/Machine before the operationsscheduling.
• We have to check, at this disaggregate level, the work load for everywork center.
• Maybe the result of this checking can show that the working load isnot feasible because we dont have enough capacity. In other words
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
31
not feasible because we dont have enough capacity. In other wordssome work center can be overloaded. This situation maybe requiresto modify the MPS, and therefore the MRP, if we are not been ableto balance the capacity.
• If we extend this checking/ feedback to the other company requiredfunctions, such as finance, marketing, maintenance… we´ll have a MRP-II or a Close Loop MRP. These systems appear aftewards thebasic MRP and can be found in the modern ERP Systems.
Secondary Outputs from MRP
• Besides the main outputs that we have seen before we may requiresome interesting reports to manage properly the plant.
• The type of these reports depend on the particular needs of theplant.
• Exception Reports, saying that some orders are delayed and maybe we have to make some decision to accelerate these
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
32
maybe we have to make some decision to accelerate theseorders.
• Performance Reports. How is used the capacity of the workcenters. It could be a very interesting input for maintenance.
• Planning Reports. Inventory turns, % served orders, stockout, excess of inventory and so on…

11. Final Remarks 1/2
• In order that the MRP operates properly it´s very important to fulfillsome “compulsory “ procedures such as:
– The information fed into the computer from:
• Inventory: To keep up-to-date the records with thetransactions.
• Bill of Materials: it should be accurate: Accuracy is a must. It
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
33
• Bill of Materials: it should be accurate: Accuracy is a must. Itcan be very complex when the final product is customizedand many options may appear.
• The Master Scchedule should be feasible and , whereverpossible , “a leveled schedule” to avoid undesirableproduction rate changes in the manufacturing line.
11. Final Remarks 2/2• Because the MRP is a “push system” and the lot size policy the MRP may
cause inventory excess.
• There is a generic trend to adopt “pull system”. The very well knownJIT/Kanban is the main representative (CONWIP is a “long pull system”). We have to try using, wherever possible, “pull system” instead thecentralized MRP production control. Manufacturing people say that a supermarket is created and this supermarket pulls, when there is a need,
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
34
supermarket is created and this supermarket pulls, when there is a need, from the preceding work centers creating flow and so that we reduce work in process, and waste, that we may have in a MRP system. Pullingwill become one of the major elements of Lean Manufacturing.
• There are too hybrid systems “push-pull” that combine both effects.
• MRP requires a true computer system. However JIT does not need so much computer requirements .
• The most advanced MRP Systems were the precursors of the modern ERP Systems (Enterprise Resources Planning), i.e: SAP and others.
12. Un Caso práctico de aplicación
Objetivos del Caso:
• Mostrar como se realiza la explosión y cálculo de las necesidades de materiales desde el producto final hasta las materias primas obteniendo los planes de fabricación y compras.
• Mostrar la adecuación del MRP para la fabricación/montaje de productos complejos de los que conocemos:
Master GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRIAL OPERATIONS
Module 3: PRODUCTION PLANNING AND CONTROL
35
– La Lista de Materiales (BoM).
– El Programa Maestro de Producción (MPS).
– Los datos básicos de los items del inventario (Inventory Status).
Notas aclaratorias:
• En general en la industria aeronáutica, empresas tractoras y suppliers, se conocen dichas entradas.
• Por tanto el MRP va a ser muy útil para productos tan complejos como una aeronave.
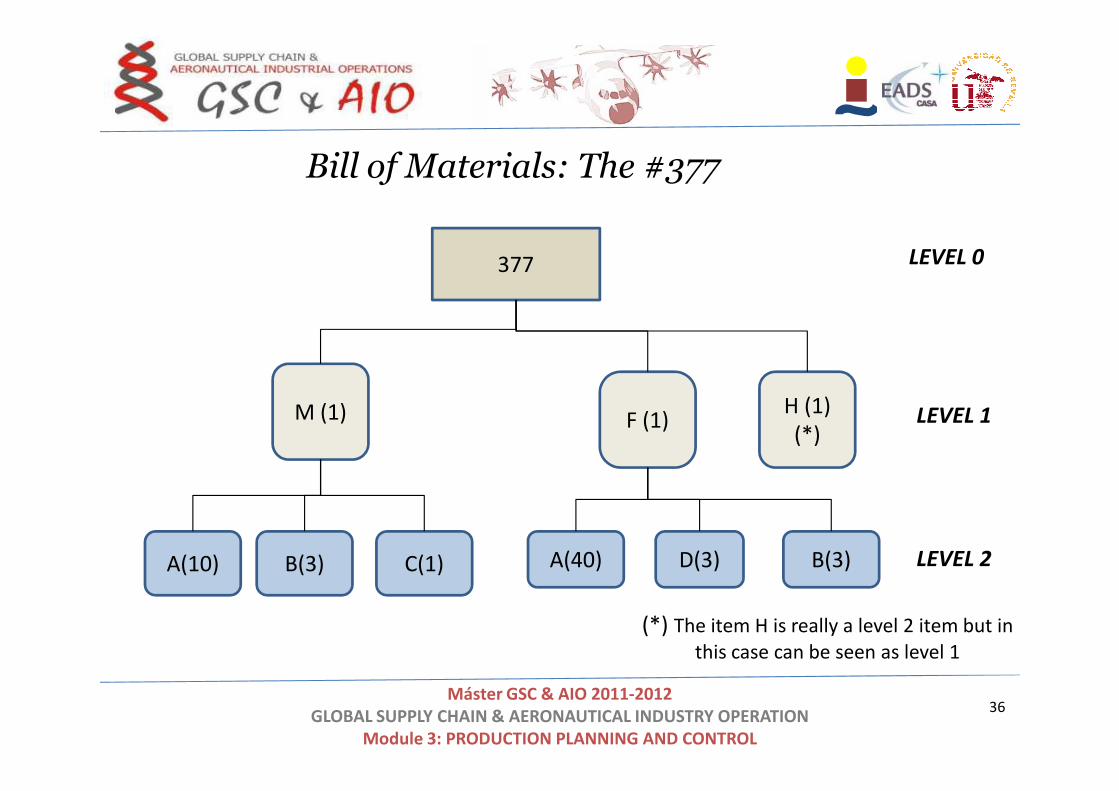
Bill of Materials: The #377
377
H (1)
LEVEL 0
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
36
M (1) F (1)H (1)(*)
A(10) B(3) C(1) A(40) D(3) B(3)
LEVEL 1
LEVEL 2
(*) The item H is really a level 2 item but inthis case can be seen as level 1
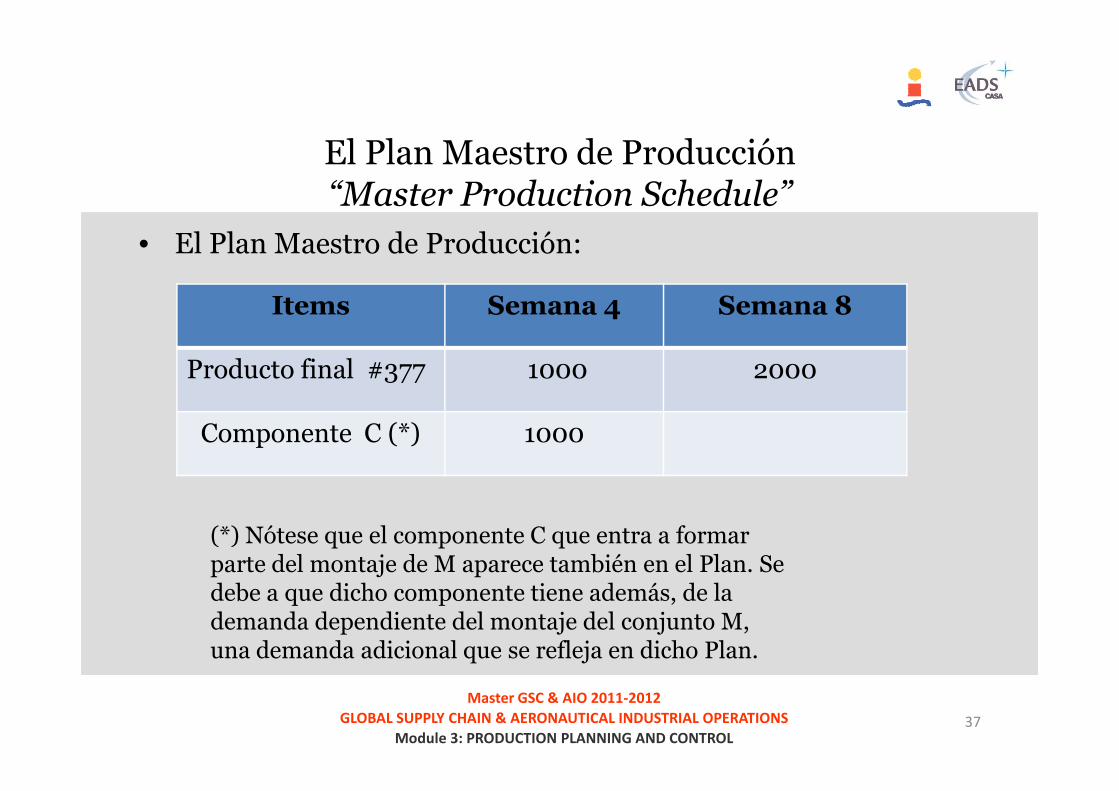
El Plan Maestro de Producción “Master Production Schedule”
• El Plan Maestro de Producción:
Items Semana 4 Semana 8
Producto final #377 1000 2000
Master GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRIAL OPERATIONS
Module 3: PRODUCTION PLANNING AND CONTROL
N
37
Componente C (*) 1000
(*) Nótese que el componente C que entra a formar parte del montaje de M aparece también en el Plan. Se debe a que dicho componente tiene además, de la demanda dependiente del montaje del conjunto M, una demanda adicional que se refleja en dicho Plan.
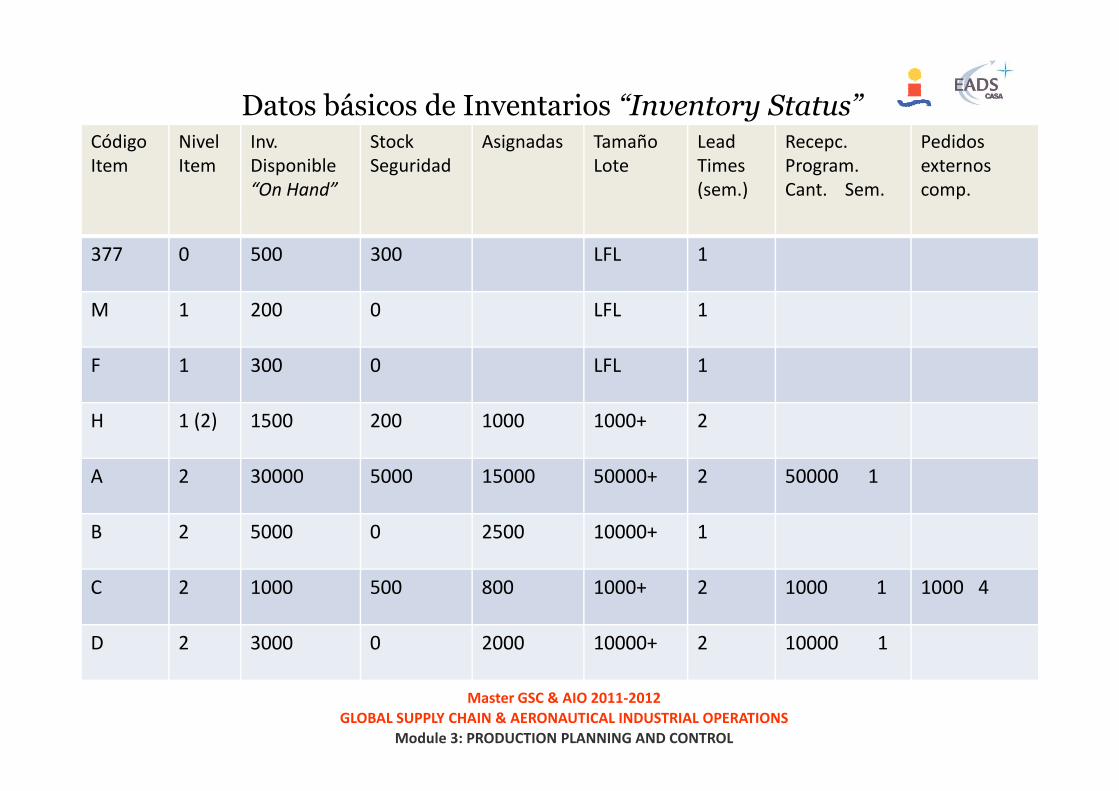
Datos básicos de Inventarios “Inventory Status”CódigoItem
Nivel Item
Inv.Disponible“On Hand”
Stock Seguridad
Asignadas TamañoLote
Lead Times (sem.)
Recepc. Program. Cant. Sem.
Pedidos externos comp.
377 0 500 300 LFL 1
M 1 200 0 LFL 1
F 1 300 0 LFL 1
Master GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRIAL OPERATIONS
Module 3: PRODUCTION PLANNING AND CONTROL
H 1 (2) 1500 200 1000 1000+ 2
A 2 30000 5000 15000 50000+ 2 50000 1
B 2 5000 0 2500 10000+ 1
C 2 1000 500 800 1000+ 2 1000 1 1000 4
D 2 3000 0 2000 10000+ 2 10000 1

Los Cálculos
• Vamos a realizar los cálculos correspondientes con una hoja de cálculo
(MRP planning sheet).
• En la hoja de cálculo que se facilita se han incluido diversas columnas en las que anotaremos los datos básicos correspondientes a los itemsdel producto final. El resto de columnas se corresponden con los “time buckets”.
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
39
buckets”.
• En las filas se anotarán el resultado de los cálculos que se van a realizar desde el producto final hasta las materias primas.
• El horizonte de planificación debe ser mayor que el máximo de la suma de los lead times. En este caso dado que tenemos necesidades brutas en las semanas 4 y 8 y que la suma de los lead time es de 5 semanas podemos tomar un horizonte igual o superior a 8 semanas.
Materiales adicionales facilitados
• Datos del caso práctico propuesto: BoM, MPS y datos básicos de todos los
items que forman parte del producto final.
• MRP Planning Sheet.
Máster GSC & AIO 2011-2012
GLOBAL SUPPLY CHAIN & AERONAUTICAL INDUSTRY OPERATION
Module 3: PRODUCTION PLANNING AND CONTROL
40
• Programa Hoja de Cálculo Excel.
• Diversos artículos e informes sobre MRP en la Industria Aeronáutica.