-
8/15/2019 More Moore Wp
1/21
More Moore Roadmap – ITRS 2.0 White
Paper PIDS, Lithography, FEP, Metrology,
Interconnect
1. ITRS 2.0 AND MORE MOORE MISSIONCMOS scaling enabled
simultaneous system throughput scaling by concurrent delay, power,
and area shrinks with thanks to
Moore's law. System scaling is getting more difficult with the
limitations in interconnect and bandwidth per power as well as
thedifficulties and cost of monolithic integration. This requires a
holistic approach for an optimal balance of performance and
powerunder the limits of technology. This paper covers a portfolio
of More Moore technologies for power-aware device enabling
value proposition for system scaling – where
requirements and gaps will be addressed in the ITRS2.0 roadmap.
Due to a changing environment with applications becoming more
important in determining future technology requirements, theITRS
now has 7 Focus teams that will analyze trends in the application
areas and identify new technology requirements. Those focusteams
will streamline system requirements across technology work groups
(TWGs). This will necessitate the definition of a newroadmap, which
is steered by application requirements [1][2]. This
application guided technology targeting will transform into
areframed roadmap, which is the so-called ITRS 2.0. These 7 focus
teams are:
Systems Integration: studies and recommends system
architectures to meet the needs of the industry. It prescribes ways
ofassembling heterogeneous building blocks into coherent
systems.
More Moore: refers to the continued shrinking of
horizontal and vertical physical feature sizes to reduce cost and
improve
performance.
Beyond CMOS: devices, focused on new physical states,
which provide functional scaling substantially beyond CMOS,such as
spin-based devices, ferromagnetic logic, and atomic switch.
Heterogeneous Components: describes devices that do not
necessarily scale according to “Moore's Law,” and provideadditional
functionalities, such as power generation and management, or
sensing and actuating.
Heterogeneous Integration (More than Moore): refers to
the integration of separately manufactured technologies that in
theaggregate provide enhanced functionality
Outside System Connectivity: refers to physical and wireless
technologies that connect different parts of systems.
Factory Integration: consists of tools and processes
necessary to produce items at affordable cost in high volume.
More Moore focus team mission is to identify options and gaps in
an effort to provide guidance for physical, electrical
andreliability requirements for logic devices to sustain More Moore
(PPAC: power, performance, area, cost) scaling for big
data,mobility, and cloud applications. In this regard it is aiming
to forecast device technologies (15 years) in main-stream
manufacturingfor digital/logic and memory technologies. Good
guidance on system drivers are addressed in [2].
In this paper we will discuss the impact of system requirements
on power-aware device technology roadmap targeting [1].
2. APPLICATION REQUIREMENTSSystem scaling enabled by
Moore’s scaling is more and more challenged with the scarcity of
resources such as power and
interconnect bandwidth. These challenges were traditionally
solved (or delayed) by reducing the dimensions, increasing
drive,reducing voltage and also employing parallelism at
architecture level. However, parallelism is challenged by
increasing portion ofactive leakage in total power consumption and
silicon area.
Following applications drive requirements of More Moore
technologies.
High-performance computing – targeting
more performance (operating frequency) at constant power density
(constrained
by thermal).
Mobile computing – targeting more
performance (operating frequency) and functionality at constant
energy (constrained by battery) and cost
Autonomous sensing & computing (Internet-of-Things:
IoT) – targeting reduced leakage &
variability
Particularly due to the emergence of cloud, seamless interaction
of big-data and instant data have become a necessity (Figure
1).Instant data generation require ultra-low-power device with
“always-on” feature at the same time with high-performance device
thatcan generate the data instantly. Big data require abundant
computing and memory resources to generate the service and
informationthat clients need.
-
8/15/2019 More Moore Wp
2/21
-
8/15/2019 More Moore Wp
3/21
3. PROCESS INTEGRATION AND DEVICE SCALING (PIDS TWG)
KEY CHALLENGESTable summarizes summarizes difficult challenges
to continue scaling of devices and memory. These challenges are
divided into
near-term 2014-2020 and long-term 2021-2028.
Table 1: Process integration difficult challenges.
Near-Term 2014-2020 Summary of Issues
1. Scaling Si CMOS
Scaling of fully depleted SOI and multi-gate (MG)
structures
Implementation of gate-all-around (nanowire)
structures
Controlling source/drain series resistance within
tolerable limits
Further scaling of EOT with higher K materials (K > 30)
Threshold voltage tuning and control with metal gate and
high- stack
Inducing adequate strain in advanced structures
2. Implementation of
high-mobility CMOS
channel materials
Basic issues same as Si devices listed above
High-K gate dielectrics and interface state
( Dit ) control
CMOS (n- and p-channel) solution with monolithic
material integration
Epitaxy of lattice-mismatched materials on Si
substrate
Process complexity and compatibility with significant thermal
budget limitations
3. Scaling of DRAM and
SRAM
DRAM —
Adequate storage capacitance with reduced feature size;
implementing high-κ dielectrics
Low leakage in access transistor and storage capacitor;
implementing buried gate type/saddle fin type
FET
Low resistance for bit- and word-lines to ensure desired
speed
Improve bit density and lower production cost in driving
toward 4F2 cell size
SRAM —
Maintain adequate noise margin and control key
instabilities and soft-error rate
Difficult lithography and etch issues
4. Scaling high-densitynon-volatile memory
Endurance, noise margin, and reliability requirements
Multi-level at < 20 nm nodes and 4-bit/cell MLC
Non-scalability of tunnel dielectric and interpoly
dielectric in flash memory – difficulty of
maintaining high gate coupling ratio for floating-gate
flash
Few electron storage and word line breakdown voltage
limitations
Cost of multi-patterning lithography
Implement 3-D NAND flash cost effectively
Solve memory latency gap in systems
5. Reliability due to
material, process, and
structural changes, and
novel applications.
TDDB, NBTI, PBTI, HCI, RTN in scaled and non-planar devices
Gate to contact breakdown
Increasing statistical variation of intrinsic failure
mechanisms in scaled and non-planar devices
3D interconnect reliability challenges
Reduced reliability margins drive need for improved
understanding of reliability at circuit level
Reliability of embedded electronics in extreme or
critical environments (medical, automotive,
grid...)
Long-Term 2021-2028
Summary of Issues
1. Implementation of
advanced multi-gate
structures
Fabrication of advanced non-planar multi-gate and nanowire
MOSFETs to below 10 nm gate length
Control of short-channel effects
Source/drain engineering to control parasitic
resistance
Strain enhanced thermal velocity and quasi-ballistic
transport
Scaling storage capacitor for DRAM
DRAM and SRAM replacement solutions
-
8/15/2019 More Moore Wp
4/21
2. Identification and
implementation of new
memory structures
Cost effective installation of high density 3-D NAND (512
Gb – 4 Tb) with high layer numbers or
tight cell pitch
Implementing non-charge-storage type of NVM cost
effectively
Low-cost, high-density, low-power, fast-latency memory
for large systems
3. Reliability of novel
devices, structures, and
materials.
Understand and control the failure mechanisms associated with
new materials and structures for both
transistor and interconnect
Shift to system level reliability perspective with
unreliable devices
Muon-induced soft error rate
4. Power scaling
V dd scaling while supplying sufficient current
drive
Controlling subthreshold current or/and subthreshold
slope
Margin issues for low V dd
5. Integration for
functional diversification
Integration of multiple functions onto Si CMOS
platform
3-D integration
In the early years before 130nm node, transistors enjoyed
Dennard scaling where oxide thickness (EOT), transistor length
(Lg)and transistor width (W) were scaled by a constant factor in
order to provide a delay improvement at constant power
density. Nowadays there are numerous input parameters that can
be varied, and the output parameters are complicated functions of
these input parameters, other sets of projected parameter
values (i.e., different scaling scenarios) may be found to achieve
the same target. Inorder to maintain the scaling at low voltages,
scaling in recent years focused on additional knobs to boost the
performance such asthe use of introducing strain to channel, stress
boosters, high-k metal gate, lowering contact resistance, and
improving electrostatics.This was all done in order to compensate
the gate drive loss while supply voltage needs to be scaled down
for high-performancemobile applications [5].
For the 2013 edition of the ITRS, we used the support from the
NanoHub Team of Purdue University using the Nanohub
TCADtools [8]. This allowed us to understand the
fundamental limits of standard scaling scenario where Vdd, Lg, EOT,
and channel doping(for planar only) are varied. NanoHub is
well-known for its variety of tools and lectures. It was shown that
the n-channel MOSFET
saturation drive current, I d,sat , is found to
increase only for a few years and then starts to drop (Figure 3).
One of the reasons for the
drop of current is mainly due to V dd scaling
despite the fact that it was kept moderately scaling to maintain
enough inversion chargein the channel. There is also significant
source-drain tunneling which comes to the picture for channel
lengths below 10 nm. Thissource-drain tunneling makes the device
harder to turn off and increases the subthreshold swing (SS). The
tunneling current requiresthe threshold voltage to be higher to
maintain the fixed I off , and consequently leads to
a reduction in the inversion charge. This thenresulted in drop of
performance (I/CV) trend (4%/year), particularly after 2018 (Figure
3).
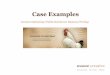
Figure 3: Idsat and I/CV scaling trend for bulk planar and
field-effect limited devices (e.g. finFET) [8].
POTENTIAL SOLUTI ONSFollowing knobs are used to scale down Vdd
while improving performance [9]:
Enhance drive
Reduce parasitics
Increase drive per footprint by 3D structures
1.00
2.00
4.00
2013 2018 2023 2028
Bulk planar Field-effect limited device
4%/year - I/CV
-
8/15/2019 More Moore Wp
5/21
Improve electrostatics and device isolation
Reduce process & material variations
Transition to new device architectures
Enhancing drive: High-mobility materials (Ge, IIIV) bring
promise in increasing drive current by means of an order
ofmagnitude increase in intrinsic mobility (Figure 4). With the
scaling in gate length, the impact of mobility of drain current
becomeslimited because of the velocity saturation. On the other
hand whenever gate length further scales down, the carrier
transport becomes ballistic. This allows velocity of carriers,
which is the so-called injection velocity, scale with the mobility
increase. Having drain
current mostly ballistic increases the injection velocity
because of lower effective mass, therefore results in increase of
the draincurrent. However, low effective mass for the high mobility
device can actually bring high tunneling current at higher supply
voltage.This may degrade performance of III-V devices at short
channel after work function tuning (e.g. threshold voltage
increase) to lowerIoff to compensate the tunneling current. Another
consideration for high mobility channel is the lower density of
states. The currentis proportional to the multiplication of drift
velocity and carrier concentration in the
channel [10]. This requires correct selection ofLg, Vdd,
and device architecture in order to maximize this multiplication,
where the selection of those parameters will be differentfor the
type of channel material used. This all needs to be holistically
tackled [11]. A shift in the centroid of charge away
from thegate potential adds to the equivalent oxide thickness
(EOT), reducing the inversion capacitance, particularly in IIIV
high-mobilitychannels. Despite the fact that drive current of IIIV
might not be that high, the overall delay merit (CV/I) can result
better than theones of Si and other high-mobility channels (e.g.
Ge). Strain engineering is an additional knob to boost mobility on
top of high-mobility channels. In fact this knob has been used as
one of the most effective knobs in the last decade (Figure
5) [12]. With thescaling down of contacted poly pitch,
SiGe on the S/D EPI contact and strain relaxation buffer (SRB)
remain as effective boosters toscale mobility more than double on
top of high-mobility channel material [13].
Figure 4: Intrinsic mobility of different materials.
Figure 5: Impact of strain engineering on device
performance [12].
Reducing parasitics: Controlling source/drain series
resistance within tolerable limits will become much more difficult.
Due tothe increase of current density, the demand for lower
resistance with smaller dimensions at the same time poses a great
challenge. Itis estimated that in current technologies, series
resistance degrades the saturation current by 40% and more from
that of ideal case.
-
8/15/2019 More Moore Wp
6/21
This proportion will likely become harder to maintain or worse
with the poly pitch scaling and also increasing interconnect
resistance by scaling, will all leaving less headroom for the
device contact itself. In order to maximize the benefits of
high-mobility channels inthe drain current, it gets much more
important to reduce the contact resistance. Silicide contacts are
getting off-stream in maintainingthe required reduction of contact
resistance with the poly pitch scaling and decreasing channel
resistance with improved drive. One promising reduction is
achieved by MIS contacts, which utilize an ultra-thin dielectric
between the metal and semiconductor interface.This reduces the
Fermi level pinning and therefore reduces the Schottky Barrier
Height (SBH) [14]. This SBH reduction happens bythe
exponential decay of the metal induced gap states (MIGS) induced
charge density in the bandgap of the
dielectric.Parasiticcapacitance between gate and source/drain
terminal of the device is increasing with technology scaling and
exceed the channelcapacitance as the poly pitch is scaled down.
There is a need to focus on low-k spacer materials that still
provide good reliability andetch selectivity for S/D contact
formation.
Increasing drive per footprint: FinFET and lateral
nanowires enable a higher drive at unit footprint (by enabling
drive in thethird dimension) if fin pitch can be aggressively
scaled. This increased drive at unit footprint by scaling the fin
pitch comes at a trade-off between fringing capacitance between
gate and contact and series resistance.
Improving electrostatics and device isolation: FinFET has
better electrostatics integrity due to its tall narrow channel that
iscontrolled by a gate from three-sides where this allows relaxing
the scaling requirements of fin thickness (i.e. body
thickness)compared to UTBB FDSOI. In UTBB FDSOI electrostatic
control could be done by using silicon (i.e. body) thickness and
BOXthickness where convergent scaling of both silicon thickness and
BOX thickness enables electrostatics scaling (DIBL < 100
mV/V)down to Lg beyond 10 nm. Thick buried oxide (Tbox) and thin Si
(Tsi) scalings are typically kept at compromise
betweenmanufacturability and short-channel-effects control.
Junction implantation engineering, EOT scaling, and density of
interface traps(Dit) reduction are potential solutions to maintain
the electrostatics control in the channel [15]. Besides
the channel leakage induced by electrostatics, there are
potentially other leakage sources such as sub-fin leakage. This
leakage current flows through the bottom
part of the fin from source to drain (Figure 6). This gets
more problematic in Ge channels because of low effective mass of
Ge.Ground plane doping and quantum well below the channel will
potentially solve this leakage problem; therefore improving
theelectrostatics [16].
Figure 6: Sub-fin leakage in Si and Ge
channels [16].
Reducing process and material variations: Reducing
variability would further allow Vdd scaling. Controlling channel
lengthand channel thickness are important to maintain the
electrostatics in the channel. This would require for instance
controlling the profile of the fin and lithography processes
to reduce the CD uniformity (CDU), line width roughness (LWR), line
edge roughness(LER). Dopant-free channel and low-variability
work-function metals would variations in the threshold voltage.
With the introductionof high-mobility materials gate stack
passivation is needed to reduce the interface related variations as
well as maintaining theelectrostatics and mobility.
Transition to new device architectures: These extensions to
the existing device architectures such as finFET will sustain
thesame device architecture for 1 or 2 nodes until the end of 2019.
Beyond 2019 a transition to gate-all-around (GAA) and potentiallyto
vertical nanowires devices will be needed when there will be no
room left for the gate length scale down due to the limits of
finwidth and contact width.
ROADMAPPIDS roadmap focuses on effective knobs to sustain the
performance scaling at scaled dimensions and scaled supply
voltage.
-
8/15/2019 More Moore Wp
7/21
Figure 7: Device roadmap enabling More Moore: 1) ground rules
and device structure, 2) performance boosters.
4. AREA SCALING (LITHOGRAPHY TWG)
Area scaling is dependent on the solution of roadblocks seen in
Lithography.
The Lithography Technology Working Group’s mission is to
identify lithographic options for future semiconductor nodes and
todescribe the driving forces for their implementation and the
challenges to their implementation. We also work with other TWGs
sothat their roadmaps incorporate lithographic capabilities and
constraints.
-
8/15/2019 More Moore Wp
8/21
KEY CHALLENGESBoth double and quadruple patterning using
immersion ArF lithography have now been demonstrated as
manufacturing capable
patterning methods. Major semiconductor makers have said
that they use can multiple patterning for near-in manufacturing
nodeswithout any additional patterning methods being used. However,
as multiple patterning is extended to more complicated levels
andused for smaller dimensions, it requires many additional masks,
especially for contact hole layers and for cut exposures. It also
putsconstraints on design that force the use of more chip area for
a given number of circuits. Both of these consequences increase
chipcosts and mean that future devices may not be cheaper on a per
device basis. This would be a change from the historical trends
ofthe semiconductor industry; where, in the past, reducing
dimensions automatically improved costs. So the first challenge of
any
future patterning technique is to reduce costs per device or to
make device design simpler, which also ultimately reduces device
costs.Possible new patterning methods being worked on in industry
are direct write e-beam lithography (known as maskless
lithography),directed self-assembly (DSA), nanoimprint and EUV
lithography. Besides the challenges of cost, key challenges for any
of thesemethods to succeed are defectivity, masks, throughput and
pattern placement or overlay. Defectivity can be an issue either
for the printed pattern itself or for making the masks or
other parts or materials related to the new technique. Each of
these methods hastheir own particular challenges and roadblocks as
discussed below.
POTENTIAL ROADBLOCKS The strengths and weaknesses of
the four leading next generation patterning methods are shown in
the radar charts shown in
Figure 8. In the radar charts each radius leading to a
vertex represents how well the attribute represented by that vertex
is ready formanufacturing. A point closer to the outside is more
ready for manufacturing than one near the inside. A point on the
edge of the redare means that manufacturing solution are NOT known.
A point on the outer edge of the yellow area means that
manufacturable
solutions are known. A point on the outside of the green area
means that manufacturable solutions exist, and are being
optimized.The charts enable a quick picture of how ready each
technology is for volume manufacturing. Each method has very
differentstrengths and weaknesses and the key roadblocks for each
one are different.
Maskless lithography requires a tool that writes with thousands
of e-beams simultaneously. Massively parallel ebeam writingsystems
are needed because single e-beam direct write is an intrinsically
slow process. A multibeam approach has been demonstratedfor mask
making, but requires on the order of half a day to write one state
of the art mask pattern. Writing chip patterns has to beorders of
magnitude faster than this if maskless lithography is to be a
usable production tool. If writing is faster, pattern placementis
much harder; so key roadblocks for maskless lithography are
throughput and pattern placement. Actual tool design
anddemonstration of reasonable throughput with good pattern
properties is the key technical accomplishment needed for
semiconductor producers to commit to it for manufacturing use.
Even though direct write e-beam can have very high resolution, the
minimum pixelsize such a tool can write is fixed by the tools
initial design. So if a tool misses availability for its intended
node, the resolution willnot be sufficient for critical levels of
the next node, making tool resolution a secondary issue for
implementation. Inspection ofwafers written in maskless approach
may require additional inspection, since each exposure field could
have different defects. This
may also affect wafer throughput. But even with limited
resolution capability, such tools could still find use for
patterning non criticallevels if they miss the window for use on
leading edge critical level patterning, especially for chip designs
with limited productionruns, where maskless lithography might be
cost effective to replace many patterning levels.
Directed self-assembly works by using special polymeric
materials that phase separate into regions of different composition
whenannealed. A guide pattern printed by some patterning method
such as immersion lithography is used to make sure the different
phaseswill separate where they are needed. The different regions
have different etch or chemical resistance properties, and one of
the phases can be selectively removed during etch or other
post processing. Defects of particular concern in DSA are
incompleteannealing, where the phases don’t separate into the
required locations everywhere on the wafer, and three dimensional
defects, wheresome defect or defects in the guiding structures
causes improper three dimensional phase separation structures. No
one has yetdemonstrated full wafer defectivity sufficient for
manufacturing. However, active work in this area has shown
considerable progress.Inspection of some defects is complicated by
their three dimensional nature. Some possible defects look good
from top downinspection but will not result in good circuit
patterns. So key roadblocks to implementation are defectivity and
inspection. If theseroadblocks can be overcome, directed
self-assembly has a good cost and throughput profile. But DSA
friendly designs will bemandatory and will take time to become part
of chip design infrastructure. Like multiple patterning designs,
these designs will
almost certainly increase the silicon area a circuit requires.
This will add cost to the process.
Nanoimprint works by a physical process of stamping a
pattern in a liquid and then curing the liquid before removing the
mold.The resolution and LWR are excellent and limited only by the
quality of the mask. It is a contact printing method and so is
susceptibleto defects. Unlike conventional lithography , the masks
are the same dimensions (1X) as the printed pattern. This puts
stress on pattern placement in mask making. A complicated
system of master and secondary masks is used to reduce accumulated
defects andsignificant progress has been made in lowering defects.
But defects are not at manufacturing capable levels yet. It’s
easier to getlow defects if the process is done slowly, so
throughput is also an issue. Overlay is accomplished by stretching
the mask slightlyand has been reported to be as low as 8nm, but
this is larger than needed for future critical levels. So defects,
throughput and pattern placement are the key roadblocks for
this technology to succeed.
-
8/15/2019 More Moore Wp
9/21
EUV lithography is like optical lithography in that a projection
step and scan imaging process is used with a 4X reduction
indimensions from mask to wafer. But the physics of EUV light
requires vacuum exposure, multilayer reflective masks and
makeconstructing a bright enough source for reasonable throughput
very difficult. Light source power and mask defectivity are the
two biggest roadblocks for EUV implementation. Substantial
progress was reported in 2014 on these two roadblocks. For the
first timein 10 years of EUV development, EUV tools are capable of
enough throughput to make pilot production possible. This is
encouraging, but throughput still has to be improved further
to make EUV economical enough for mass production. Mask blank
defects have alsoimproved, but there is still only a limited
infrastructure for making EUV mask blanks. Other EUV needs are an
improved EUV maskinfrastructure and resists that have an improved
photospeed to LWR tradeoff. Low defect EUV mask blanks have been
demonstratedrecently, but are not available in production volumes.
Production tool throughput is specified by the manufacturer
assuming 20mJ/cm2 photoresist. However, the typical
actual resist in use now has a slower photospeed of about 50 or
60mJ/cm2 in order to get adequate performance.
Figure 8: Strengths and weaknesses of patterning methods.
POTENTIAL SOLUTI ONS ROADMAP
Potential solutions are shown in Table 2 together with
their first possible application in manufacturing and date of use.
The datesin the last column are our estimates for when a
semiconductor manufacturer needs to make an irreversible commitment
to thattechnology for it to be ready in time for planned
manufacturing. We consider that a two year pilot stage with a fixed
patterningtechnology is normal for chip development. For
nanoimprint, industry sources indicate that pilot scale use is
already underway, sothe decision time frame shown indicates when a
capital commitment needs to be made for volume use in 2016. EUV
requires asubstantial investment in buildings and tools, so the
time frame shown is a little longer than two years from decision to
manufacturing.
Multiple patterning with ArF immersion is included in the table
as the baseline process that other patterning methods have
tocompete with. Since it is already demonstrated that quadruple
patterning can be used in manufacturing, the key date for
multiple patterning progress relates to when octuple
patterning will first be needed. This is expected to be in 2019 for
patterning of 5nm logicnode fins.
The 10nm logic node design rules are already being finalized, so
the first implementations of 10nm parts will be made with
multiple patterning, not EUV. However, EUV could still be used
to lower costs, shrink or otherwise extend the capability of
10nm
logic node designs, if EUV throughput and defects prove
sufficient. Otherwise, EUV’s first manufacturing opportunity will
be for
7nm node logic devices in 2018 or potentially for DRAMs in the
same time frame.
-
8/15/2019 More Moore Wp
10/21
Nanoimprint is being developed for semiconductor use by a
private alliance of companies who have not publicized their
progress.It is hard to tell how far along it is in addressing
roadblocks. However, participants in its development state that it
is targeted for usein 14nm planar flash memory production.
DSA’s first application is likely to be contact holes o r cuts
for DRAM and Logic in 2017 or 2018. A decision to use it
inmanufacturing would need to be made next year. Since pilot
quantities of materials are already available and active defect
reductionwork has already been reported, this seems doable. The key
question is there enough benefit and performance for DSA that
asemiconductor manufacturer will be willing to modify their designs
and possibly their pattern placement requirements to make DSAuse
feasible.
For maskless lithography the schedule for availability of a beta
tool is 2016. If that demonstrates enough feasibility, mask
lesslithography could be in production in 2018 for contact holes or
cut levels in 7nm node logic parts.
Table 2: Potential solutions.
I NTERACTION WITH FOCUS TEAMS/iTWGS
IRC:
The lithography roadmap cannot be completed without knowing the
device roadmap and requested CDs. Since lithography
can affect what CDs can be printed in what time frame, IRC needs
to interact with lithography. This interaction is essential
for both groups.
More Moore:
Lithography is a component of More Moore and has to give input
to the More Moore roadmap. This interaction is essential
for both groups.
Design, PIDS, Interconnect and Metrology:
Design, process and chip layout are strongly affected by what
sorts of patterns lithography can print. In addition various
parameter requirements, such and LWR and overlay are
driven by process and device needs. So interaction with these
teams
is essential. This interaction is essential for both groups.
Metrology has to know the future testing requirements for
critical
dimension structures, so lithography has to communicate expected
dimensions and requirements to them. Metrology also
needs to know of any process constraints that require potential
new overlay measurement patterns or segmentation.
ERM/ERD:
-
8/15/2019 More Moore Wp
11/21
Lithographic progress can be very dependent on new materials,
particularly with DSA, but also with new types of resists.
ERM also needs input on lithographic needs to make sure that
related materials are in the ERM roadmap.
New devices affect what sort of lithography is needed. For
example, the introduction of finFETs to logic devices reduced
the
minimum half pitch in a logic device by 25% and provided a new
type of layer to pattern. Lithography needs to be aware of
new devices to make sure new lithographic requirements driven by
them are included in the lithographic roadmap.
Other iTWGs:
Occasional interaction with factory integration, FEP, EHS and
yield groups is useful.
5. MANUFACTURING CHALLENGES OF NEW DEVICEARCHITECTURES (FEP
TWG)
KEY CHALLENGES
As pointed out in the previous section. A transition to new
device architectures such as GAA is needed to continue thescaling,
particularly beyond 2019. Following tables list the associated
challenges of manufacturing GAA devices.
Table 3: Difficult challenges of GAA manufacturing.
Difficult challenges Opportunities and issues
Transition from fin to
GAA Extension of fin processes
Need to deal with higher aspect ratio starting
topography
Strain engineering forGAA devices
Continued use of embedded epitaxy for channel mobility
boost
GAA mobility enhancements
Integration of dual channel materials
Usage of sSOI substrates and stress conversion through
condensation techniques
In vertical GAA architectures new techniques are needed
to induce channel stress (eg reintroduction of
stressed liners)
Junction engineering reducing junction concentration and
achieving dopant redistribution
Conformal doping solutions are needed, increased
importance for GAA or NW architectures
High mobility materialintegration
different materials needed for NFET and PFET which leads
to significant challenges to co integrate thematerials
process solutions need to be compatible with material
requirements such as low temperatures needed for
post processing steps and new requirements on limiting the
material losses in the subsequent processing steps
the materials used need to have low defectivity
requirements (no killer defects in the channel)
Starting substrates GAA architectures can potentially be
easier integrated and with less parasitics on SOI, sSOI, thin
SOIsubstrates
Substrates for high mobility
solutions – cost and defectivity are issues that
will need to be addressed
Etch high aspect ratio – deep trenches,
high pillars
high selectivity requirements compatible with the
aggressive ground rules
GAA architectures and the need to eliminate parasitics
drive the requirements for directional etching
Improved LER, etch bias and loading
Gate recess control and
uniformity – driven by the aggressive ground rules
and yield requiremens
Material deposition Very high conformality processes are
needed to wrapa round gate materials around the wires
High aspect ratio fill capability is needed (taller and
thinner structures)
Gate fill solutions for sub 20 nm gates with acceptable
gate resistance
Contact metal deposition solutions for increased aspect ratio
contacts (vertical devices) TDDB requirements (smaller
distances needed between gate and contacts drive the requirements
for the
insulator materials used)
Cleans Good clean or removal without any residual defects
or material removal
CMP Control and uniformity for gate and contact
Higher starting topography
Both non selective and highly selective slurries
-
8/15/2019 More Moore Wp
12/21
6. PROCESS CONTROL REQUIREMENTS (METROLOGY
TWG)Manufacturing process control of advanced device require
metrology. The Metrology Technology Working Group’s mission is
to identify emerging measurement challenges and describe
research and development pathways for meeting them, primarily
forextending CMOS, accelerating Beyond CMOS technologies, materials
characterization and structure function relationships.Metrology
also provides the measurement capability necessary for
cost-effective manufacturing.
KEY CHALLENGES Starting materials metrology and
manufacturing metrology are impacted by the introduction of new
substrates
based on SOI, III-V, GeOI, etc. Impurity detection
(especially particles) at levels of interest for startingmaterials
and reduced edge exclusion for metrology tools are needed.
Measurement of complex material stacks and interfacial
properties including physical and electrical properties.
Factory level and company-wide metrology integration for
real-time in situ, integrated, and inline metrologytools; continued
development of robust sensors and process controllers; and data
management that allowsintegration of add-on sensors.
Metrology for Directed Self Assembly (DSA).
Control of new process technology such as Directed Self
Assembly Lithography, complicated 3D structures
such as FinFET and MuGFET transistors, capacitors and contacts
for memory, and 3D Interconnect are notready for their rapid
introduction.
Measurement test structures and reference materials are
needed.
Nondestructive, production worthy wafer and
mask-level metrology for CD measurement for 3D structures,
overlay, defect detection, and analysis
Structural and elemental analysis at device dimensions
and measurements for beyond CMOS, and emerging
materials and devices.
Determination of manufacturing metrology when device and
interconnect technology remain undefined.
KEY CHALLENGES AND POTENTIAL SOLUTIONS
Table 4: Difficult challenges and potential solutions.
Difficult Challenges Potential Solutions
Starting materials metrology and manufacturing
metrology are impacted by the introduction of new
substrates based on SOI, III-V, GeOI, etc.
Enhancement capability for SOI, III-V, GeOI wafers. Impurity
detection (especially particles) at levels of interest
Measurement of complex material stacks and
interfacial properties including physical and electrical
properties.
Reference materials and standard measurement methodology for
complex material stacks and interfacial properties including
physical
and electrical properties.
Control of new process technology such as Directed
Self Assembly Lithography, complicated 3D
structures such as FinFET & MuGFET transistors,
capacitors and contacts for memory, and 3D
Interconnect. Figure 9 shows a simplified model of a
finfet. To obtain a full 3D profile of the feature above,
measurements such as fin CD, height, sidewall angle
and roughness, and film thickness.
Introduction of inline 3D metrology for dimensional,
compositional,
and doping measurements.
-
8/15/2019 More Moore Wp
13/21
Factory level and companywide metrology
integration for real-time in situ, integrated, and inline
metrology tools;
Standards for process controllers and data management must be
agreed
upon. Conversion of massive quantities of raw data to
information
useful for enhancing the yield of a semiconductor
manufacturing
process.
Nondestructive, production worthy wafer and mask-
level metrology for CD measurement for 3D
structures, overlay, defect detection, and analysis
Imaging and scattering techniques available for any given
process
control situation.
New strategy for in-die metrology must reflect across
chip and across wafer variation.
Sampling plan optimization and correlation of test structure
variations
with in-die properties as devices shrink.
Statistical limits of sub-12 nm process control.
Controlling processes where the natural stochastic
variation limits metrology. Examples are low-dose
implant, thin-gate dielectrics, surface, sidewall and
edge roughness of very small structures.
Increased use of complementary and hybrid metrology combined
with
state of the art statistical analyses would be required to
reduce the
measurement uncertainty. Figure 10 shows a conceptual diagram
of
hybrid metrology.
Structural and elemental analysis at device
dimensions and measurements for beyond CMOS,
and emerging materials and devices.
Materials characterization and metrology methods for control
of
interfacial layers, dopant positions, defects, and atomic
concentrations
relative to device dimensions.
Directed Self Assembly (DSA) Clear definition of material and
system dependent measurands.Metrology to detect low densities of
surface and buried defects.
Mask defects, especially for EUV. Solution for non-visible
defects, film thickness non-uniformity, phase
separation, and reflectivity.
POTENTIAL ROADBLOCKS
FEP
Measurement capability for SOI, III-V, GeOI wafers needs
enhancement. Some of the challenges come fromthe extra optical
reflection in SOI and the surface quality. Critical dimensions,
film thickness, and defectdetection are impacted by thin SOI
optical properties and charging by electron and ion beams.
Carrier mobility characterization will be needed for
stacks with strained silicon and SOI, III-V, GeOI, and
othersubstrates, or for measurement of barrier layers.
Characterization techniques for metal gate work function are
also needed.
Lithography
The area available for test structures is being reduced,
especially in the scribe lines. Measurements on teststructures
located in scribe lines may not correlate with in-die
performance.
Surface charging and contamination interfere with
electron beam imaging. CD measurements m
ust account for overall feature profile. It is important
to have both imaging and scattering techniques available
for any given process control situation. Focus, exposure, and
etch bias control will require better precision and
3D capability than are currently available.
In directed self-assembly, key measurands such as size,
location, and alignment are not well defined. Some of
the measurands are not only material and system dependent, but
are similar enough that identifying a propertywith the required
contrast may be difficult.
Yield
Mask defects, especially for EUV will continue to be a
challenge. These include non-visible defects, film
thickness non-uniformity, phase separation, and
reflectivity.
-
8/15/2019 More Moore Wp
14/21
Factory
Standards for process controllers and data management
must be agreed upon. Conversion of massive quantities
of raw data to information useful for enhancing the yield of a
semiconductor manufacturing process is a potential
problem.
Figure 9: Complex structures such as finFETs require 3D
metrology. To obtain a full 3D profile of the feature above,
measurements such as fin CD,height, sidewall angle and roughness,
and film thickness are needed. Figure courtesy of Benjamin Bunday,
SEMATECH.
Figure 10: Conceptual diagram of hybrid metrology. Different
instruments provide specific model parameters that are used in a
generalizedmodel of the measurement. The arrows indicate specific
information from different instruments. Figure courtesy of Richard
Silver – NIST.
-
8/15/2019 More Moore Wp
15/21
I NTERACTION WITH FOCUS TEAMS/ITWGS Close interaction
between metrology and other Focus Teams and iTWGs is necessary.
Table 2 prioritizes the level of interaction
needed between the Metrology TWG and the focus Teams/ITWGS
listed. This list or priority level is by no means static, the
metrology TWG will continue to seek out and engage with other
Focus Teams/ITWGs on topics of mutual interest.
Table 5: Interaction with other Focus Teams/iTWGs.
7.
INTERCONNECT SCALINGKEY CHALLENGES
Table 6 highlights and differentiates the top key challenges.
The most difficult challenge for interconnects is the introduction
ofnew materials that meet the wire conductivity requirements and
reduce dielectric permittivity. As for the conductivity, the impact
ofsize effects on interconnect structures must be mitigated. Future
effective κ requirements preclude the use of a trench etch stop
fordual damascene structures. Dimensional control is a key
challenge for present and future interconnect technology
generations andthe resulting difficult challenge for etch is to
form precise trench and via structures in low-κ dielectric material
to reduce variabilityin RC. The dominant architecture, damascene,
requires tight control of pattern, etch and planarization. To
extract maximum performance, interconnect structures cannot
tolerate variability in profiles without producing undesirable RC
degradation. Thesedimensional control requirements place new
demands on high throughput imaging metrology for measurement of
high aspect ratiostructures. New metrology techniques are also
needed for in-line monitoring of adhesion and defects. Larger
wafers and the need tolimit test wafers will drive the adoption of
more in situ process control techniques.
Table 6: Interconnect difficult challenges.
Critical Challenges Summary of Issues
Materials
Mitigate impact of size effects in interconnect
structures
Line and via sidewall roughness, intersection of porous low-κ
voids with
sidewall, barrier roughness, and copper surface roughness will
all adversely
affect electron scattering in copper lines and cause increases
in resistivity.
Metrology
Three-dimensional control of interconnect features
(with its associated metrology) will be required
Line edge roughness, trench depth and profile, via shape, etch
bias, thinning
due to cleaning, CMP effects. The multiplicity of levels,
combined with new
materials, reduced feature size and pattern dependent processes,
use of
alternative memories, optical and RF interconnect, continues to
challenge.
Process
Patterning, cleaning, and filling at nano dimensions
As features shrink, etching, cleaning, and filling high aspect
ratio structures
will be challenging, especially for low-κ dual damascene metal
structures an
DRAM at nano-dimensions.
Complexity in IntegrationIntegration of new processes and
structures,
including interconnects for emerging devices
Combinations of materials and processes used to fabricate new
structurescreate integration complexity. The increased number of
levels exacerbate
thermomechanical effects. Novel/active devices may be
incorporated into th
interconnect.
Practical Approach for 3DIdentify solutions which address 3D
interconnect
structures and other packaging issues
Three-dimensional chip stacking circumvents the deficiencies of
traditional
interconnect scaling by providing enhanced functional diversity.
Engineering
manufacturable solutions that meet cost targets for this
technology is a key
interconnect challenge.
-
8/15/2019 More Moore Wp
16/21
ROADMAP AND POTENTIAL SOLUTI ONS
Table 7: Interconnect roadmap for scaling.
Conductor: Cu will be the preferred solution for the M1 and Mx
levels. Although a resistivity increase due to electron
scatteringis already apparent, a hierarchical wiring approach such
as scaling of line length along with the that of the width still
can overcomethe problem. As the alternative materials, two
directions are proposed. One is the usage of the metals with less
size effect e.g. silicidesand the other is the introduction of
materials that have different conductance mechanism e.g. carbon and
collective excitations. Thelatter materials are still in R&D
phase to implement to the semiconductor.
Barrier Metal: Cu wiring barrier materials must prevent Cu
diffusion into the adjacent dielectric but also must form a
suitable,high quality interface with Cu to limit vacancy diffusion
and achieve acceptable electromigration lifetimes. Ta(N) is a
well-knownindustry solution. Although the scaling of Ta(N)
deposited by PVD is limited, other nitrides such as Mn(N) which can
be deposited by CVD or ALD have recently attracted attention.
As for the emerging materials, SAM (Self-Assembled Monolayers) are
researchedas the candidates for future generation.
IMD (Inter-metal Dielectrics): Reduction of the ILD κ value is
slowing down because of problems with manufacturability.
The poor mechanical strength and adhesion properties of
lower-κ materials are obstructing their incorporation.
Delamination and damage
during CMP are major problems at early stages of development,
but for mass production, the hardness and adhesion properties
neededto sustain the stress imposed during assembly and packaging
must also be achieved. The difficulties associated with the
integration
of highly porous ultra-low-κ ( ≤ 2) materials are becoming
clearer, and air -gap technologies is the alternative path to
lower the inter-layer capacitance. As the emerging materials, MOF
(Metal Organic Framework) and COF (Carbon Organic Framework)
areadvocated.
Reliability-EM (Electromigration): An effective scaling model
has been established assuming that the void is located at
thecathode end of the interconnect wire containing a single via
with a drift velocity dominated by interfacial diffusion as shown
in Figure
11. The model predicts that scales with w*h/j, where w is
the linewidth (or the via diameter), h the interconnect thickness,
and j thecurrent density. Whereas the geometrical model predicts
that the lifetime decreases by half for each new generation, it can
also beaffected by small process variations of the interconnect
dimensions. Jmax (The maximum equivalent dc current density) and
JEM (Themaximum current density) limited by the interconnect
geometry scaling is shown in Figure 14. Jmax increases
with scaling due toreduction in the interconnect cross-section and
increase in the maximum operating frequency. The practical
solutions to overcomethe lifetime decrease in the narrow linewidths
are discussed actively over the past years. Recent studies show an
increasingly
important role of grain structure in contributing to the drift
velocity and thus the EM reliability beyond the 45nm node.
Processoptions with Cu alloys seed layer (e.g., Al or Mn) have
shown to be an optimum approach to increase the lifetime. Other
approachesare the insertion of a thin metal layer (e.g CoWP or
CVD-Co) between the Cu trench and the dielectric SiCN barrier and
the usageof the short length effect. The short length effect has
effectively been used to extend the current carrying capability of
conductor linesand has dominated the current density design rule
for interconnects.
Reliability - TDDB (Time Dependent Dielectric Breakdown):
Basically, the dielectric reliability can be categorized according
tothe failure paths and mechanisms as shown in Figure 3. While a
large number of factors and mechanisms have already been
identified,the physical understanding is far from complete.
2013-15 2016-18 2019-21 2022-24 2025-27 2028-30
Node N14 N10 N7 N5 N3 N1.5
Ground rules (CPP, MP, FP, LG)- [nm]
70, 52,42,20
52, 42,30, 16
36, 30,21, 14
25, 21,14, 12
18, 14,10, 10
12, 10,7, 8
Conductor Cu Cu Cu Cu,
Silicides,
Carbon,
Collective
Excitations
Cu,
Silicides,
Carbon,
Collective
Excitations
Cu,
Silicides,
Carbon,
Collective
Excitations
Barrier Metal Ta(N) Ta(N),
Mn(N)
Ta(N),
Mn(N)
Ta(N),
Mn(N),
SAM
Ta(N),
Mn(N),
SAM
Ta(N),
Mn(N),
SAM
IMD (Inter-metal dielectrics)
and k values
SiCOH (2.55) SiCOH
(2.40-2.55),
Airgap (1.0)
SiCOH
(2.20-2.55),
Airgap (1.0)
SiCOH
(2.20-2.55),
Airgap, (1.0)
MOF, COF
SiCOH
(2.00-2.55),
Airgap, (1.0)
MOF, COF
SiCOH
(1.80-2.55),
Airgap, (1.0)
MOF, COF
-
8/15/2019 More Moore Wp
17/21
Figure 11: Experiment and model of lifetime scaling versus
interconnect geometry
Figure 12: Evolution of Jmax (from device performance) and J
EM (from targeted lifetime)
Figure 13: Degradation paths in low-k damascene
structure.
-
8/15/2019 More Moore Wp
18/21
-
8/15/2019 More Moore Wp
19/21
10. MEMBERS
PIDS TWG M embers
The PIDS TWG is composed of members from industry (device
makers, materials producers and tool vendors),academia, and
research organizations. As key logic technology challenges evolve,
the TWG will continue toseek and recruit contributors to ensure the
group has the expertise it needs to meet its mission. The list
belowincludes active members, contributors, and meeting
participants within the 2014 and 2015.
Yasushi Akasaka (TEL)
Dimitri Antoniadis (MIT)
Mustafa Badaroglu (Qualcomm), PIDS TWG lead, EU
Gennadi Bersuker (SEMATECH)
Frederic Boeuf (ST)
Azeez Bhavnagarwala (IBM)
Joe Brewer (Univ. Florida)
Alex Burenkov (Fraunhofer IISB)
Jeff Butterbaugh (FSI Int.)
Chorng-Ping Chang (Applied
Materials) – logic US lead
Kin (Charles) Cheung
(NIST) – reliability US co-lead, logic
US co-lead
Kristin De Meyer (IMEC)
James Fonseca (Purdue Univ.) Yuzo Fukuzaki (Sony
Corp.), logic Japan lead,
Toshiro Futatsugi (Fujitsu Semiconductor)
William (Bill) J. Gallagher (IBM)
Yasushi Gohou (Panasonic)
Christopher Henderson (Semitracks)
Michel Haond (ST)
Yoshihiro Hayashi (Renesas)
Toshiro Hiramoto (Univ. of Tokyo)
Digh Hisamoto (Hitachi)
Jim Hutchby (SRC)
Jiro Ida (Kanazawa IT)
Hirofumi Inoue (Toshiba), NVM Japan co-lead,
DRAM Japan lead
Kunihiko Iwamoro (Rohm) Herve Jaouen (ST)
Moon-Young Jeong (Samsung)
Malgorzata Jurczak (IMEC)
Naoki Kasai (Tohoku Univ.
SunGeun Kim (Intel)
Gerhard Klimieck (Purdue Univ.)
Fred Kuper (NXP)
Hajime Kurata (Fujitsu)
Chung Lam (IBM)
Robert Lander (NXP)
Laurent Le-Pailleur (ST)
Rich Liu (Macronix), NVM Taiwan co-lead
Witek Maszara (Global Foundries)
Jurgen Lorenz (Fraunhofer)
Saumitra Mehrotra (Purdue Univ.)
Tohru Mogami (NEC)
Kwok Ng (SRC), logic US co-lead
Tak Ning (IBM)
Masaaki Niwa (U. Tsukuba)
Tony Oates (TSMC)
Hidekazu Oda (Renesas), logic Japan co-lead
Sang Hyun Oh (SK Hynix)
Tatsuya Ohguro (Toshiba)
Jongwoo Park (Samsung)
Thierry Poiroux (CEA-LETI) Siddharth Potbhare (NIST)
Kirk Prall (Micron)
Xiang Qi (Xilinx)
Mehdi Salmani Jelodar (Sandisk)
Pan Sam (TSMC)
Prasad Saranhapani (Purdue Univ.)
Thomas Schulz (Intel)
Saurabh Sinha (ARM)
Eric S. Snyder (MKS Inst.)
James Stathis (IBM)
Toshihiro Sugii (Fujitsu)
Shinichi Takagi (Univ. Tokyo)
Tetsu Tanaka (Tohoku Univ.)
Cheng-tzung Tsai (UMC) Wilman Tsai (Intel)
Philip Wong (Stanford Univ.)
Yanzhong Xu (Altera)
Geoffrey Yeap (Qualcomm)
Hitoshi Wakabayashi (Tokyo Inst. Technology)
Makoto Yoshimi (Soitec)
Scott Yu (TI)
Peter Zeitzoff (Toshiba)
L ithography TWG MembersThe lithography TWG is composed of
members from industry (device makers, materials producers and
toolvendors), academia, and research organizations. As key
lithography challenges evolve, the TWG will continue
to seek and recruit contributors to ensure the group has the
expertise it needs to meet its mission. The list
below includes active members, contributors, and meeting
participants within the 2013 and 2014.
Tsukasa Azuma
Chris Bencher
Tatsuo Chijimatsu
Brian Cha
Will Conley
Ralph Dammel
-
8/15/2019 More Moore Wp
20/21
Greg Denbeaux
Anton deVilliers
Masayuki Endo
Nigel Farrar
Ted Fedynyshyn
Heiko Feldmann
Emily Gallagher
Mike Garner
Reiner Garreis
Cesar Garza
TS Gau
Bob Gleason
Frank Goodwin
Roel Gronheid
Naoya Hayashi
Long He
Yoshiaki Ikuta
Rik Jonckeere
Hyungsang Joo
Franklin Kalk
Kunihiko Kasama
Patrick Kearney
Insung Kim Sachiko Kobayashi
Christof Krautschik
Y.C. Ku
Keishiro Kurihara
Jongwook Kye
David Kyser
Michael Lercel
ChangMoon Lim
Shy-Jay Lin
Lloyd Litt
Greg McIntyre
Dan Millward, Matt Malloy
Pawitter Mangat
Hiroaki Morimoto Venkat Nagaswami
Hideo Nakashima
Patrick Naulleau
Mark Neisser
Katsumi Ohmori
Yasushi Okubo
Masahiko Okumura
Kazuya Ota
Laurent Pain
Eric Panning
Moshe Preil
Doug Resnick
Morty Rothschild
Yoshitake Shusuke
Mark Slezak
Osamu Suga
Kazuhiro Takahashi
Takao Tamura
Serge Tedesco
Raluca Tiron
Walt Trybula
Plamen Tzviatkov
Rick Uchida
Fumikatsu Uesawa Mauro Vasconi
Keiji Wada
Phil Ware
John Wiesner
Jim Wiley
Grant Willson
Obert Wood
Stefan Wurm
Jiro Yamamoto
Tetsuo Yamaguchi
Pei-Yang Yan
Anthony Yen
JeongHo Yeo
John Zimmerman
Front-end processes (FEP) TWG M embers
The FEP TWG is composed of members from industry (device makers,
materials producers and tool vendors),
academia, and research organizations. As key FEP challenges
evolve, the TWG will continue to seek andrecruit contributors to
ensure the group has the expertise it needs to meet its mission.
Please refer to the
member list from the FEP TWG chapter.
Metrology TWG Members
The metrology TWG is composed of members from industry (device
makers and instrument vendor),
academia, and research organizations. As key metrology
challenges evolve, the TWG will continue to seekand recruit
contributors to ensure the group has the expertise it needs to meet
its mission. The list below
include active members, contributors, and meeting participants
within the last three meting cycles.
Carlos Beitia (CEA LETI MINATEC)
Mark Berry (Metryx)
Benjamin Bunday (SEMATECH)
Hyun Mo Cho (KRISS)
Soo Bok Chin (Samsung)
Delphine Le Cunff (ST)
Alain Diebold (CNSE) – Chair
Brendan Foran (Aerospace Corp.)
Christina Hacker (NIST)
Dick Hockett (Evans Analytical Group)
Karey Holland (FEI)
Adrian Kiermasz, (Metryx)
-
8/15/2019 More Moore Wp
21/21
Stephen Knight (NIST – Retired)
Masahiko Ikeno (Hitachi High-Tech)
Yun-Jung Jee (Samsung)
S. S. Kim (SK hynix)
Scott List (Intel)
Niwa Masaaki (Panasonic)
Philippe Maillot (ST)
Seong-Min Ma (SK hynix)
George Orji (NIST)
Yaw Obeng (NIST)
Brennan Peterson (Nanometrics)
Narender Rana (IBM)
David Seiler (NIST)
Yuichiro Yamazaki (Toshiba)
Wilfried Vandervorst (IMEC)
Victor Vartanian (SEMATECH)
Andras Vladar (NIST)
I nterconnect TWG M embers
The interconnect TWG is composed of members from industry
(device makers, materials producers and tool
vendors), academia, and research organizations. As key
interconnect challenges evolve, the TWG will
continue to seek and recruit contributors to ensure the group
has the expertise it needs to meet its mission.Please refer to the
member list from the interconnect TWG chapter.