Embed Size (px)
Citation preview

Clay Minerals (1998) 33,453-465
New uses for brick-making clay from the Bail6n area (southern
materials Spain)
I. G O N Z A L E Z , E. G A L A N , A. M I R A S AND P. A P A R I C I O
Departamento de Cristalografia, Mineralogia y Q. Agricola, Universidad de Sevilla, Apdo. 553, 41071 Sevilla, Spain
(Received 15 February 1997; revised 8 September 1997)
ABSTRACT: An attempt has been made to assess new potential applications for the Bail6n clays, traditionally used for manufacturing bricks, based on mineralogical, chemical, particle size, plasticity and firing results. Raw materials and mixtures used by the local factory were selected and tested with the addition of some diatomite, feldspar or kaolin. Based on their properties, clay materials from Bail6n might be suitable for making porous red wall tiles, clinker, vitrified red floor tiles and porous light-coloured wall tiles by pressing; the first could be manufactured from the raw materials and mixtures currently used by the local manufactures. On the other hand, stoneware shaped by extrusion, such as perforated bricks, facing bricks and roofing tiles, can be also manufactured from the mixtures used at the factory if they contain 20-25% carbonate and small amounts of iron oxides; lightweight bricks require black and yellow clays with diatomite.
Tertiary clays from the Bail6n area (southern Spain) have traditionally been used for manufacturing bricks and other ceramic building materials (GonzSJez et al., 1985, 1992). Except for some specific clays, the Bail+n reserves appear to be virtually unlimited. More than 90% of the industrial products obtained from these clays are perforated bricks and only two factories manufacture higher grade products such as clinker facing bricks and roofing tiles. Production in the area amounts to nearly two million pieces per day.
The purpose of this work was: (a) the investiga- tion of new potential uses for these raw materials on the basis of their mineralogical, chemical, drying and forming properties; and (b) the preparation of mixtures with other minerals and rocks (e.g. kaolin, feldspar, diatomite) in order to make higher-grade products.
M A T E R I A L S A N D M E T H O D S
The clays exploited in the Bail6n area belong to Neogene sediments in the Guadalquivir basin which were unconformably deposited over Mesozoic rocks (Fig. 1). The Tertiary lithological sequence from bottom to top is as follows: (a) Lower Formation
(20--40 m thick), consisting of conglomerates, breccia, and sandstone; (b) Marly Formation (about 200 m thick), dated as Tor tonian- Messinian, with interbedded sands and a carbonate content that increases toward the top; and (c) Upper Formation, dated as Messinian (IGME, 1977), consisting of limestone, sandstone and sandy limestone with interstratified marly levels.
The raw materials for brickmaking are obtained from the intermediate formation (Fig. 1), the detailed composition of which is as follows: (a) black marls locally known as 'barro negro' (black clay); (b) yellow marly clays with sandy beds called 'barro rubio' (yellow clay); and (c) white marls with fossil remains, named 'barro blanco' (white clay). Manufacturers use these marls mixed in different proportions, in addition to 'barro rojo' (red clay) from Triassic quarries in the Guarrom~in area or Los Lentiscares (a place north of Bail~n) (Gonz~dez et al., 1985).
Thirteen samples representative of the clays used by the local manufacturers were selected, including raw clays and mixtures. The samples were labelled as follows (Table 1): 1, 2, 3, 6, 7 and 9 (raw clays), and ECG, LAG, SRG, MPG1, MPG2, MPG3 and TRG (mixtures). They were characterized miner-
~:3 1998 The Mineralogical Society

454 I. Gonzdlez et al.
0 w 1OKra
PALAEOZOIC F ~ TRIASSIC ~ PLIOCENE
AGIDICROCK8 r ~ MIOCENE ~ QUATERNARY
410m
- - - - 3 4 2 m
FIG. 1. Location of the Bail6n area and representative section.
MARL
~ SANDY MARL
SILTY MARL
SAND
CLAYEY SAND
alogically by X-ray diffraction (XRD) analysis of the bulk and <2 lam fractions, using a Phillips PW 1130/90 X-ray diffractometer at 20 rnA at 40 kW, with Ni-filtered Cu-K~ radiation. The quantitative mineralogical composition of the samples was determined using standard methods and data reported by Schultz (1964), Biscaye (1965) and Martin Pozas (1975) on random (bulk) and glycolated oriented samples (<2 ~m fraction). The major elements were analysed by gravimetry (SiO2) or atomic absorption/emission spectrometry (all other elements). The grain-size distribution was de te rmined on <100 lxm samples using a Mic romer i t i c s 5100 Sedigraph instrument. Atterberg limits were also calculated.
Before the firing properties of the materials were studied, their chemical and mineralogical data were plotted on the triangular charts of Fabbri & Fiori (1985) and Fiori et al. (1989), in order to assess potential ceramic applications for the clays. Samples with a chemical or mineralogical composi- tion not falling within the defined application fields were amended by adding other raw materials, namely washed kaolin from Burela (Spain), commercially available feldspar from Otavi and diatomite from Porcuna (Jaen, Spain), to obtain appropriate compositions for making new products. The mixtures were ground for 30 min, homogenized and sieved through <100 lam mesh before pressing at 2000 kg/cm 2.

Brick-making clay materials
TABLE 1. Loams and mixtures used by Bail6n factories.
455
Loams Samples
Black 1, 2 Blonde 3 Red 6, 9 White 7
Mixtures from factories: Samples Black Blonde White Red Others Use
ECG 40% 20% 25% 15% - LAG 60% 15% 10% 15% - TRG 45% 25% 20% 10% - SRG - 55% 25% 20% -
MPG1 - 5% - 75% 20% MPG2 - 25% 70% - 5% MPG3 - 75% - 25% -
Hollow block Perforated brick Perforated brick Facing brick Clinker Facing brick Roofing tile
Mixtures were assessed for ceramic properties including grain-size distribution, plasticity and firing characteristics (linear shrinkage, water absorption capacity, bulk density and open porosity as determined according to Spanish standard UNE 6 1 - 0 3 3 - 7 5 ) o v e r the t e m p e r a t u r e r a n g e 750-1200~ X-ray diffraction and scanning electron microscopy (SEM) were used to char- acterize the high-temperature phases formed in the fired bodies and microstructures. Mineral phases were semi-quantitatively determined with the aid of the calibration curves reported by Huertas et al. (1991).
R E S U L T S A N D D I S C U S S I O N
Raw materials characterization and ceramic suitabil i ty
The materials used at the local brick factories contain a maximum of 35% carbonate (mainly calcite), 10-45% quartz and some feldspar (<7%); some samples include hematite and/or goethite, at levels <5%. Phyllosilicates typically account for 30 -60% of the overall sample weight. The clay minerals in the materials consist essentially of illite and smectite, in addition to some kaolinite (Table 2).
The chemical compositions of the raw materials are well correlated with their mineralogical composition (Table 3). Note the high proportions of Fe203 in the mixtures containing red clay (6, 9
and MPG2) by virtue of the presence of hematite. On the other hand, the A1203 content in most of the samples was quite low.
Based on the results obtained by Schmidt- Reinholz & Essen-Kray (1986), and on the charts proposed by Fiori et al. (1989), the chemical data for the samples studied suggest that they are suitable for making red stoneware by pressing or extrusion; sample 7, however, is unsuitable for ceramic uses because of its high lime content. In fact, white clay (sample 7), because of its high carbonate and smectite contents, is never used alone, but in mixtures with other types of clay that improve plasticity. Some samples (MPG2, 6 and 9) are suitable for making vitrified red floor tiles. However, most of the studied raw materials require the addition of some SiO2 or A1203 if they are to be used for making high-grade products such as clinker, light-coloured wall tiles or vitrified red floor tiles (Figs. 2a,b,c).
The mine ra log i ca l data for the samples (Figs. 3a,b) also suggest that most can be used for making red stoneware. However, i f specific products such as clinker, porous or vitrified pieces, and similar products, are to be obtained, their composition must be slightly altered, as revealed by the chemical analyses. Some samples could be used to make porous red wall tiles (SRG, LAG, 1 and 3), facing bricks (MPG1, MPG3) and roof ing tiles (TRG) (Schmidt - Reinholz & Essen-Kray, 1986). Based on these results, mixtures MPG1, MPG3 and TRG are

456 I. Gonz6lez et al.
TABLE 2. Mineralogical composition of samples.
Bulk composition Phyllosilicates <2 ~tm fraction Samples Q Ph Ca Do Fd Hm Sm ! C1/K Pyr
1 45 36 12 2 4 1 36 50 14 0 2 40 27 24 6 3 0 28 65 7 0 3 30 52 10 4 4 0 53 42 5 0 6 27 62 0 0 6 5 0 100 0 0 7 13 45 35 4 3 0 58 34 8 0 9 27 58 0 8 2 5 0 98 2 0
ECG 37 34 24 4 3 0 22 68 10 0 LAG 40 34 17 4 5 0 5 85 10 0 TRG 26 56 10 4 5 0 4 96 0 0 SRG 26 41 30 4 3 0 21 70 9 0
MPGI 20 58 18 4 3 0 30 65 5 0 MPG2 38 53 4 4 7 0 0 89 5 6 MPG3 27 38 32 4 1 0 46 40 8 6
Quartz (Q), phyllosilicates (Ph), calcite (Ca), dolomite (Do), feldspars (Fd), hematite (Hm), smeetites (Sin), illite (I), chlorite + kaolinite (Ct/K), pyrophyllite (Pyr).
cu r ren t ly be ing used cor rec t ly by the local manufacturers ; however, others such as SRG and LAG could also be employed for making higher-grade products.
Based on clay mineralogy, samples 3 and 7 lie outside the theoretical composition field for bricks because of their high smectite contents. Samples 6, 9, MPG2 and SRG possess high illite contents and are thus theoretically unsuitable for making red floor tiles, consistent with the chemical composition
results. The other samples have suitable composi- tions for making red stoneware and, again, require some m i x i n g i f t hey are to be used for manufacturing higher-grade products.
The particle-size distribution as plotted on a Winkler chart reveals that samples 6, 7 and MPG1 are unsuitable for making ceramic products. The others fall inside the field of roofing tiles (SRG, TRG, MPG2 and MPG3) or hollow blocks (1, 2, 3, 9, LAG and ECG).
TABLE 3. Chemical composition of samples.
Samples SiO2 AIzO3 Fe203 CaO MgO Na20 K20 LOI Total
1 57.3 15.2 4,67 6.58 1.69 1.42 3.12 9.80 99.78 2 50.8 9.3 4.33 14.17 2.56 1.40 2.74 14.59 99.89 3 56.6 12.1 4.23 9.11 2.24 1.74 3.10 10.79 99.91 6 55.8 18.1 8.61 2.37 2.78 1.65 5.10 5.47 99.88 7 42.9 9.2 4.11 19.69 2.40 0.80 1.79 18.88 99.77 9 54.8 17.0 7,97 3.56 3.08 0.92 5.07 7.35 99.75
ECG 56.9 10.1 4.21 I0.30 1.63 1.19 2.72 12.97 100.02 LAG 54.8 10.2 4.84 12.09 2.07 1.77 3.I7 11.20 100.14 SRG 53.3 9.3 4.26 13.18 220 1.34 2.63 13.65 99.86 TRG 56.6 11.0 5.65 8.88 2.35 1.40 3.76 10.15 99.79
MPG1 57.7 12.2 5.47 10.41 2.22 1.36 3.39 7.08 99.83 MPG2 56.6 16.3 7.48 3.59 1.82 0.83 3.95 7.42 97.99 MPG3 50.2 9.3 4.54 14.28 1.63 1.04 2.20 13.49 96.68
LOI = loss on ignition.

Brick-making clay materials 457
a] SiO 2
50% SiO2 I I I AI203 Fe203+MgO+
CaO+Na20+K20
@ Porous light-coloured ~ Vitrified red floor tiles
[ ] Clinker ~ Red bodies
b] Fe203+CaO+MgO CaO+MgO
AI203 Fe203 Na20+K20 ~]]) Porous light-coloured ~ Vitrified red floor tiles
[ ] Clinker (~ Red bodies
F[o. 2. Triangular charts of Fiori et al. (1989) for the raw materials and mixtures studied. (a) SiO2/A1203/total oxides. (b) (Fe203 + CaO + MgO)/A1203/(Na20 + K20). (e) (CaO + MgO)/Fe2OJ(Na20 + K20).

458 I. Gonzhlez et al.
a) Ca+Do
Q+Fd Ph
(El) Porous light- -coloured
b)
[ ] Clinker ~ Vitrified red floor tiles
Sm
m7 ",
o3
MPG1,
MPG K . . . . " z ~ l
(1~ Porous light- ~ Clinker ~ Vitrified red floor tiles -coloured
FIG. 3. Triangular charts of Fiori et al. (1989) for the raw materials and mixtures studied. (a) Quartz (Q) - feldspars (Fd)/[calcite (Ca) + dolomite (Do)]/phyllosilicates (Ph). (b) Smectites (Sm)/kaolinite (K)/illite (1).

Brick-making clay materials 459
Regarding plasticity, the loams (samples 6 and 7 excluded) are suitable for making ceramic bodies. As a rule, they are inadequately plastic for extrusion moulding but are suitable for pressure moulding.
In summary, all the marls, clays and clay mixtures used in the Bail6n area except white clay (sample 7) are suitable for manufacturing red stoneware products. Mixtures SRG and LAG, currently employed for making perforated bricks, and clays 1 and 3, can also be used for manufacturing red wall tiles. Mixtures MPG1, MPG3 and TRG make appropriate raw materials for their present uses (facing bricks and roofing tiles). Manufacturing higher grade products from them would require modification of their composi- tions by mixing with other raw materials.
based on their mineralogical and chemical compositions. Samples TRG1, 6, 9, and 10 could also be useful for this purpose but were discarded because of their high iron oxide contents (Figs. 2b,c). The selected samples were mixed with 25% kaolin.
Lightweight bricks were manufactured from samples 2 and 3, which were chosen on account of their suitable mineralogy (carbonate content 15-24%), high smectite contents (30-50%) and appropriate particle-size distribution. They were mixed with diatomite in a 30% proportion.
Table 4 shows the mineralogical composition of the mixtures tested which are theoretically suitable for the various intended uses in the coarse-grained ceramic manufacture (Schmidt-Reinholz & Essen- Kray, 1986).
New formulations and products
Diatomite, feldspar and beneficiated medium- grade kaolin were tested as additives for the original clays and mixtures in order to make higher-grade products.
Clinker was manufactured from samples MPG2, 6 and 9, which have low carbonate contents (Fig. 3a) and near ideal chemical compositions. We also used sample 1, i.e. black clay, which is the most abundant in the area and could thus be opened to new markets. This was mixed with 20% kaolin in order to obtain the required amount of alumina in the mixture (Fig. 2b).
With regard to vitrified red floor tiles, the results for the above-mentioned samples (MPG2, 6 and 9) were different. Based on chemical composition, these samples should be suitable for making this type of product, but their mineralogical composi- tion, which, according to Kolkmeier (1990), is more directly related to the technical properties, is not quite consistent with this use. In addition, according to Gonzhlez et al. (1985), the water absorption (20-22% at 950-1000~ and open porosity (34-35%) of samples 6 and 9 make them unsuitable for manufacture of vitrified bodies. Thus it seems that there is little potential in these samples for making vitrified red floor tiles. We prefer to mix them with feldspar and this test was performed by mixing sample 9 (red clay) with 20% feldspar.
Samples 2, LAG and ECG were selected for making porous light-coloured wall tiles as they were the closest to the theoretical application field
Technological properties of the proposed mixtures
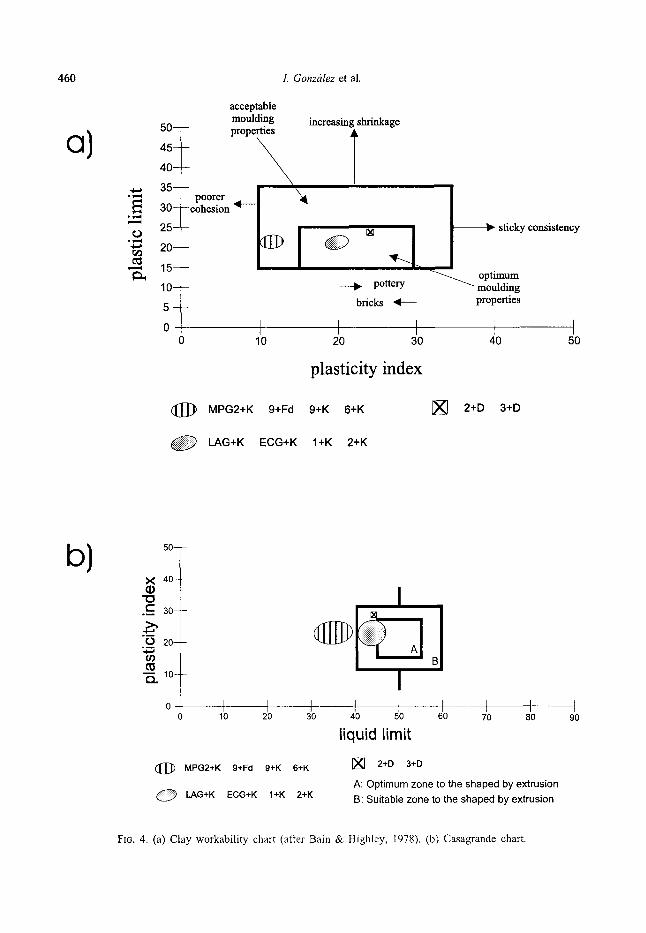
Based on the Atterberg plasticity index, the mixtures are not very plastic. Also, based on the Clay Workability Chart of Bain & Highley (1978), the samples LAG+K, ECG+K, I+K, 2+K, 2+D and 3+D exhibit optimal moulding properties (Fig. 4a). The others are unsuitable because of their poorer cohesion. Based on the Casagrande chart (Fig. 4b), the samples that lay in the zone of suitable moulding properties in the Bain & Highley chart should be optimal or suitable for extrusion shaping; the others are appropiate for press-moulding.
The linear shrinkage, bulk density, open porosity and water absorption results were plotted on firing diagrams. The firing tests performed on the mixtures provided the optimum vitrification temperature. A temperature of 850~ is the most suitable for making perforated bricks, porous red wall tiles and facing bricks from the natural and mixed samples currently used by the local manufacturers (SRG, LAG, 1, 3, MPG1, MPG2 and MPG3). Making roofing tiles (from TRG), however, entails firing at a higher temperature (1000~
The mixtures used to make clinker (Table 4) exhibited a differential behaviour. Thus, the ceramic bodies made with sample MPG2 broke above 950-1000~ with high linear shrinkage values. Therefore, the modified mixture was no better than that currently used by the manufacturers. The other samples tested provided the best water
460 I . G o n z f i l e z et al.
5 0 - m
( 3 } 45- - 4 0 - -
. ~ 3 5 - - ~ t..,.q poorer
30- --cohesion * v...~
2 5 - -
2 0 - - r~ c~ 1 5 - - -
10---
5 - - - -
0 0
|
acceptable moulding properties
increasing shrinkage
~ sticky consistency
, . ~ optimum pottery ~ moulding
bricks ~ properties
I I I } [ 10 20 30 40 50
p l a s t i c i t y i n d e x
MPG2+K 9+Fd 9+K 6+K
LAG+K ECG+K I+K 2+K
[ ] 2+D 3+D
b) 5 0 - -
X 40 - - d~
13 r 30 - - ) m
0 20 - - Or)
~ , . 1 0 - -
o I o lO
(]]~) MPG2+K 9+Fd
O LAG+K ECG+K
,i,[ I
I I I I 4- I I I 20 30 40 50 60 70 80 90
l iquid limit
9*K 6+K [~] 2+D 3§
A: Optimum zone to the shaped by extrusion I+K 2+K B: Suitable zone to the shaped by extrusion
FIG, 4. (a) Clay workability chart (after Bain & Highley, 1978). (b) Casagrande chart.

Brick-making clay materials
TABLE 4. Mineralogical composition of the mixtures studied (%).
461
Bulk sample Phyllosilicates <2 p.m fraction Sample Q Ph Ca+Do Fd Sm I CI/K Pyr
2+K(25%) 35 35 24 6 10 25 65 0 ECG+K(25%) a 30 40 20 10 10 20 70 0 LAG+K(25%) 32 45 18 5 20 30 50 0
9+Fd(20%) b 20 38 14 28 0 100 0 0
1 +K(20%) 35 45 15 5 18 23 59 0 6+K(20%) c 18 80 tr 0 0 60 40 0 9+K(20%) 12 86 tr 0 0 60 40 0 MPG2+K(20%) 25 57 8 10 0 14 70 16
2+D (30%) d 30 37 30 3 39 55 6 0 3+D (30%) 25 56 15 4 60 35 5 0
(a) Porous light-coloured wall tiles; (b) vitrified red floor tiles; (c) clinker; (d) light-weight bricks. K: kaolinite, Fd: feldspar and D: diatomite.
40
2 , ~
2,1
2,(~ "0
~n 1,~
1 , 8
SAMPLE 6 + KAOLINITE 2,~
s i x J
8 5 0 9 0 0 9 5 0 �9 J �9 , �9 ,
1000 1050 1100 1150
Temperature ~
2,5
1,9
30 i:i o v 2.2
20 ~ ~, ~ : -~ 2,1
1o ~ ~ zo
x~x~X'"-,.~ / /
1 , 8
SAMPLE 9 + FELDSPARS
i - , - 8 5 0 900
--Ib-- OP
/ \ \ / \
I . , �9 - i �9 n
950 lOOO lO5O 11oo 115o Temperature *C
3 0
2 5
o 20
1 5
lo "~"
5
8 -
o- .F=
~ 4 -
0
x.._._.-~x t S
i - i - l -
0 5 0
-- WA . . . . LFS
900 950 1000 1050 1100 1150
Temperature ~
2O
10
5 ~
o
FI~. 5. Sintering diagrams for a representative mixture for clinker making. OP: open porosity, BD: bulk density, WA: water absorption, LFS: linear firing
shrinkage.
1s
~ 8
.~5 ~ 4
.2-
0
- - O - - W A
- -X--LFS �9 o - 6
8 5 0 900 950 1000 1050 1100 1150
Temperature ~
15
10
5 o
.3
FIG. 6. Sintering diagrams for a representative mixture for making vitrified red floor tiles. OP: open porosity, BD: bulk density, WA: water absorption, LFS: linear
firing shrinkage.

462
2,4 o
2,2 -
E 2,0
v
"~ 1 , 8 r'-
1 , 6 -
m~ 1 ,4 -
1,2
1. Gonz6lez et al.
SAMPLE 2 + KAOLINITE i
- - e - - O P
- -X- - 8D
. o /
/ x ~ ~ . . . . - - q - - - - - - _ _ ~ ]: ............................. ~ . , __ / .~ .__~x
i �9 i �9 i �9 i �9 i
750 800 850 900 950
Temperature ~
42
41
40 O "13 .--s
39 "13 O
38 _. ~Z
37
36
35
13 O~
0 r
E o_ 2 - -2
.~ -3
. J
-4
i i
Cso d00 850 9o0
Temperature ~
i
- -~ - - W A
.......................... , --Z~-- L F S
9'60
25
24
23 g if) 0
f i 22 5
21
20
FIG. 7. Sintering diagrams for a representative mixture for making light-coloured wall tiles. OP: open porosity, BD: bulk density, WA: water absorption, LFS: linear firing shrinkage.
absorption and linear firing shrinkage values over the temperature range 1070-1100~ (Fig. 5). The mineral phases formed consisted essentially of plagioclase and mullite.
The ceramic performance of the mixture tested for making vitrified red floor tiles (Table 4) was very good. Mixing with feldspar supplied the SiO2 required to decrease linear shrinkage and water absorption; in fact, water absorption was -5% and linear shrinkage 2 -4% over the temperature range
studied (1000-1050~ Fig. 6). The occurrence of large amounts of Fe203 and K20 in the sample accelerated vitrification through the fluxing effect of these oxides. The microstructure of the fired bodies is typical of predominantly amorphous materials. The new phases formed consisted of mullite and K-feldspar. In addition, firing at 1050- 1100~ would probably be better in order to obtain a water absorption <5%, also if the linear shrinkage would increase up to -7%.

Brick-making clay materials 463
Fla. 8. SEM image of new mineral phases formed on heating at 950~
Mixtures 2+K and LAG + K were the best in ceramic terms among those tested for making porous light-coloured wall tiles. There was slight expansion at low firing temperatures (750~ probably because there is a recarbonation phenomena of unreacted CaO and/or MgO from carbonate decomposition. However, body volumes remained quite stable over the range 800-1000~ (Fig. 7). In this temperature range, preceding vitrification, open porosity (35-37%) and water absorption (20-23%) are especially suitable for making this type of product. The new phases formed are calcium plagioclase and wollastonite (Fig. 8), consistent with the high carbonate contents in the samples (Gonz~,lez Garcia et al., 1990).
Finally, the mixtures tested for making light- weight bricks (Table 4) exhibited almost constant bulk density, water absorption and porosity throughout the firing temperature range (Fig. 9). Shrinkage was slight (1-2%). As can be seen from Fig. 10, no vitrification was observed in the
temperature range studied; consequently the mate- rials can be used for making very low-temperature refractory bodies.
C O N C L U S I O N S
Based on the mineralogical, chemical, particle size, plasticity and firing results obtained, marl and clay materials from Bail6n might be suitable for making porous red wall tiles, vitrified red floor tiles, porous light-coloured wall tiles and clinker by pressing. The first of these may be made from the raw materials and mixtures currently used by the local manufactures and the last by extrusion from mixtures with black clays. Perforated bricks, facing bricks and roofing tiles can be also manufactured from the mixtures used at the factory with the addition of 20-25% carbonate and small amounts of iron oxides. Lightweight bricks may be manufactured using black and yellow clays mixed with diatomite.

464 I. Gonzhlez et at.
E
2,0.
o o')
v
r.-
n l
SAMPLE 3 + DIATOMITE �9 i i
.... e - - O P - - x - - BD
~ o ~
x j x l
J
_ _ X ~ x
r 8'0o 820 900 ~so 1500
Temperature ~
45
40
o "o
35
"10 O
30 ~
25 " "
20
4 ~ - - - ' - ' , - ' - - - - r ~ r ~ - 28 --e-- WA
, .
22 g
.__.,.. 1 20 o
18 o~ ._ 0 "~" _1
16
-1 750 800 850 900 950 1000
Temperature ~
FIG. 9. Sintering diagrams for a representative mixture for making lightweight bricks. OP: open porosity, BD: bulk density, WA: water absorption, LFS: linear firing shrinkage.
ACKNOWLEDGMENTS
The authors are grateful to J. Konta and B. Fabbri for kindly reviewing this paper and making helpful comments. This work was partially supported by the Junta de Andalucia through Research Group RNM 135.
REFERENCES
Bain J.A. & Highley D.E. (1978) Regional appraisal of clay resources - - a challenge to the clay miner- alogist. Proc. Int. Clay Con['. Oxford, 437-446.
Biscaye P.E. (1965) Mineralogy and sedimentation of recent deep-sea clays in the Atlantic Ocean and adjacent seas and oceans�9 Geol. Soc. Am. Bull. 76,

Brick-making clay materials 465
FIG. 10. SEM image of diatomite remains on heating at 900~
803 -832. Fabbri B. & Fiori C. (1985) Clays and complementary
raw materials for stoneware tile. Miner. Petrogr. Aeta, 29-A, 535-545.
Fiori C., Fabbri B., Donafi G. & Venturi I. (1989) Mineralogical composition of the clay bodies used in the Italian tile industry. Appl. Clay Sci. 4, 461-474.
Gonzfilez 1., Renedo E. & Galfin E. (1985) Clay materials for structural clay products from the Bail~n area, Southern Spain. Symposium Clay Minerals in the Modern Society, 77-90. Uppsala.
Gonzfilez I., Leon M. & Galhn E. (1992) Assessment of the ceramic uses of clays from southern Spain from compositional, drying and forming data. Geologica Carpathiea, Series Clays, 2, 97-100.
Gonzfilez Garcia F., Romero Acosta V,, Garcia Ramos G. & Gonzalez Rodriguez M. (1990) Firing trans- formations of mixtures of clays containing illite, kaolinite and calcium carbonate used by ornamental tile industries. AppL Clay Sci. 5, 361-375.
Huertas J,, Huertas F. & Linares J. (1991) Evaluaci6n de
[as rases no cristalinas en cerS.micas arqueol6gieas pot DRX. Bol. Soc. Esp. Miner. 14, 71-78.
I.G.M.E. (Instituto Geologico y Minero de Espafia, 1977). Mapa Geol6gico de EspaYta E: 1:50.000. Hoja 905 (Linares). Servicio de publieaciones del Ministerio de Industria. Madrid.
Kolkmeier H. (1990) Reliable test methods for the evaluation of brickmaking raw materials. Wurzburg Brick and Tile Training Course, 282-290.
Martin Pozas J.M. (1975) An~lisis cuantitativo de rases cristalinas por DRX. Pp. 77-98 in: Metodo de Debye-Scherrer. ICE Universidad de Valladolid (J. Saja, editor).
Schmidt-Reinolhz Ch. & Essen-Kray F. (1986) Typical raw materials for the manufactoring of heavy clay products, lnterbriek, 2, 11 - 15.
Schultz L.G. (1964) Quantitative interpretation of mineralogical composition from X-ray and chemical data for Pierre Shale U.S. Geol. Survey. Pro/; Paper 391-C.





























