Embed Size (px)
Citation preview

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
2 ДЦНТІ регіональнальної філії «Одеська залізниця»
Зміст
Інноваційні рішення, розробки та технології на залізниці..........................
Охорона праці......................................................................................................
Полезные идеи 6Территория инноваций 8
Безпека використання такелажних засобів на виробництві 17Кабінет і куточок охорони праці як інструмент навчання 12
Инновационная система управления движением 35
Акриловая композиция для анкероустановочных работ 24Видеорегистрация в рельсовом хозяйстве – шаг в будущее 26
Инновация для контроля качества нанесения смазки 30
Безпечна експлуатація ручного пневматичного інструменту 37
Стенд визуального менеджмента (СВМ) – инструмент для эффективного управления цехом 4
ДЦНТІ регіональнальної філії «Одеська залізниця»
Британцы разработали сдвижные салоны для поездов 11
Адреса ДЦНТІ: 65005, м. Одеса, вул. Степова, 44Начальник ДЦНТІ Кудряшова Ольга Вікторівна тел.:(048) 727-20-50Заступник начальника ДЦНТІ Агафонова Тетяна Володимирівна тел.:(048) 727-20-51Завідувач музею тел.:(048) 727-69-16Довідково-інформаційний фонд тел.: (048) 727-20-52Галузеві інженери тел.: (048) 727-20-54Науково-технічна бібліотека, читальний зал тел.: (048) 727-20-08; 727-20-55 Секретар тел.: (048) 727-20-53. Факс: (048) 727-24-90E-mail:[email protected]: О_ДЦНТИ_ИТР; О_ДЦНТИ_СИФ
Бережливе виробництво...................................................................................
Забытые профессии 44Сторінки історії...................................................................................................

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
3 ДЦНТІ регіональнальної філії «Одеська залізниця»
Стенд визуальнОгО менеджмента (Свм) – инСтру-мент для эффективнОгО управления цехОм
работа со стендом помогает со-кратить время на разъяснение сотрудникам подразделения те-кущих задач. Ключевые показа-тели эффективности цеха (КПЭ) размещены на стенде и постоянно находятся на виду у всего персонала нашего цеха. Я считаю, что стенды визу-ального менеджмента формируют у сотрудников культуру работы со всеми сферами производственной системы: безопасность, произ-водство, качество, затраты, персонал, корпоративная куль-тура. Стенды визуального менедж-мента позволяют каждому работни-ку цеха точно знать цели и задачи своего участка, а мастеру в режи-ме реального времени отслеживать выполнение поставленных задач, определять отклонения и принимать корректирующие действия. В нашем цехе, также как и в других цехах завода, стенды расположены на каждом пилотном участке. И на них отображается опе-ративная информация производ-ственного участка - состав подраз-деления, компетенции сотрудников, их навыки работы на различном оборудовании, охрана труда, каче-ство изготавливаемой продукции, выполнение производственного пла-на, динамика участка в соответствии с требованиями системы 5С. Однако, недостаточно просто
Управление цехом – это сложный процесс, охватывающий все виды деятельности коллек-тива. Сделать управление более эффективным помогает СВМ (стенд визуального менеджмента). В сварочно-кузов-ном цехе Новочеркасского электровозостроительного завода с 2012 года активно используется та-кой инструмент Бережливого про-изводства, как визуальный менедж-мент. Рассказывает начальник цеха А.Ю. Аникеев: – Стенд наглядно отобра-жает фактическое состояние производственных процессов, упро-щает контроль и позволяет делать своевременную коррекцию соб-ственной работы по достижению поставленных задач. Кроме того, благодаря визуализации руководи-тель лучше ориентируется в задачах, которые стоят перед коллективом, определяет проблемы, возникшие в подразделении, вырабатывает их решение совместно с коллегами.
Мне, как начальнику цеха,
Бережливе виробництво
№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
4 ДЦНТІ регіональнальної філії «Одеська залізниця»
записывается на стенд начальника цеха. Начальник цеха при необходи-мости инициирует работу по подклю-чению руководства предприятия для решения поставленной задачи. Таким образом, на НЭВЗе дей-ствует система по эскалации про-блем от участка до высшего менедж-мента, что позволяет преодолевать в короткие сроки препятствия на пути выполнения производственного пла-на. З матеріалів сайту: http://www.up-pro.ru/library/production_management/lean/svm-nevz.html
разместить информацию на стенде визуального менеджмента – ее нуж-но довести до сведения адресата. Поэтому у нас на предприятии дей-ствует система по эскалации про-блем от участка на вышестоящий уровень. У стендов мы проводим ежедневные совещания по реше-нию производственных задач и ана-лизируем проблемы, мешающие их выполнению. При возникнове-нии проблемы, которая не может разрешиться на уровне руководи-теля участка, вопрос выносится и
Бережливе виробництво

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
5 ДЦНТІ регіональнальної філії «Одеська залізниця»
пОлезные идеи
дистанции сигнализации, центра-лизации и блокировки выбрали для себя уникальное направление – из-готовление плитки. По задумке ав-торов, это благотворно скажется на внешнем виде объектов дистанции. Да, эта задумка не имеет прямого технологического значения, но также работает на важную задачу – улуч-шение состояния рабочего места эсцебистов. – Эту тему мы выбрали со-знательно, поскольку действи-тельно хотели благоустроить быт дистанции. В новом обрамлении устройства автоматики и телемеха-ники будут выглядеть по-другому, – рассказывает начальник дистан-ции. – То есть, помимо техническо-го обслуживания, мы следим и за эстетической составляющей. Специально для производства плитки на предприятии изготовили вибростол. Это устройство состоит из двух частей: нижней неподвижной и верхней, которая располагается на калёных пружинах. Как только опе-ратор включает электродвигатель, начинается процесс вибрации – и формы для будущих плиток «раска-чиваются». Благодаря этому из смеси выгоняется воздух. А добавленный в состав пластификатор не только по-могает быстро закрепить форму, но и способствует «выносливости» из-делия. Такая плитка будет служить дольше обычной. – Своей продукцией мы полнос-
Надо сказать, что ЛИН-технологии внедряют уже не первый год. Новые идеи помогли десяткам коллективов повысить эффективность труда – прежде всего за счёт выявления и устра-нения непроизводительных потерь в перевозочном процессе, про-цессах ремонта и эксплуатации инфраструктуры и подвижного со-става. Так, энергетики успешно реали-зовали проект в области повышения эффективности работы систем тя-гового электроснабжения. Для этого на трансформаторных подстанци-ях были внедрены новые агрегаты, предназначенные для преобразова-ния переменного тока в постоянный. В результате расход электрической энергии на тягу подвижного соста-ва, который работает на постоянном токе, снизился. Немало творческих проектов представили местные путейцы. На-пример, в ПЧ-8 предложили изго-тавливать приспособления для из-готовления переходных накладок. Их коллеги из ПЧ-9 предложили ряд разработок для сокращения коли-чества рельсовых стыков (в местах временного восстановления плетей) путём укладки рельсовых плетей из кривых участков с боковым износом. В ПЧ-12 разработали устройство для установки шпал по эпюре. Активно поддерживают в реги-оне и тему эстетики. Так, умельцы
Бережливе виробництво

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
6 ДЦНТІ регіональнальної філії «Одеська залізниця»
времени на техническое обслужи-вание поездов. Это особенно важно для 2017 года, поскольку у вагонни-ков предусматривается удлинение ряда гарантийных участков. Конечно, снова есть и необычные проекты, такие, напри-мер, как очистка снега в служебных проходах на станционных путях сжатым воздухом ручной воздухо-обдувкой. В регионе также планиру-ют следить за содержанием полосы отвода при помощи… ротационной навесной косилки. Все новые идеи в ближайшее время будут рассмотрены членами дорожной экспертной группы. При необходимости специалисты внесут в проекты корректировки, и после этого они официально заработают.
З матеріалів сайту: http://www.gudok.ru/zdr/178/?ID=1365155
тью закрыли подходы к нашим устрой-ствам на станциях. Это релейные шкафы на входном светофоре, сам входной светофор, стрелочные ко-робки, дроссель-трансформаторы. Теперь электромеханик при выполнении технологического про-цесса может комфортно работать с оборудованием. И, конечно же, воз-росла естетика. В дистанции планируют, что теперь подобную процедуру бу-дут проводить как в рамках пла-на, так и после каждого ремонта верхнего строения пути. Так что со временем все устройства станут благоустроенными. Сегодня в регионе активно рассматривают новые предложения. В числе приоритетных те, которые помогут сократить трудозатраты и улучшат качество работ. Есть и та-кие, что направлены на снижение
Бережливе виробництво

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
7 ДЦНТІ регіональнальної філії «Одеська залізниця»
Снижению эксплуатационных расходов способствует освоение но-вой техники в сочетании с рациона-лизаторским творчеством Центр устройств автоматики и телемеханики проводит масштаб-ную модернизацию.Значительные перемены бросаются в глаза. В основных производственных цехах внедрено несколько новинок. Главный инженер предприя-тия, временами сам удивлялся тому, насколько активно ноу-хау встраи-ваются в технологический процесс центра. Начал он с показа поступив-шего станочного оборудования. – Новинок у нас немало, – рассказывал он. – Часть из них при-обретена в минувшем году, часть – в этом. Буквально на днях прибыл фрезерный станок с числовым программным управлением, который по своим характеристикам намно-го превосходит используемое у нас станочное оборудование аналогич-ного назначения. По словам Алексея Леонтье-ва, в ближайшее время должны по-
ступить ещё два токарных станка с ЧПУ. На них одновременно будет ра-ботать один станочник. В рамках проводимой модер-низации завод приобрёл лазерную установку «Арамис», гибочный ста-нок и автомат для контактной сварки. Это оборудование позволяет изго-тавливать детали любой сложности. Лазерная установка «выкраивает» из листового металла толщиной до 14 мм детали, предназначенные для нужд ВСЖД. Гибочный станок – и это видно уже из самого названия – придаёт заготовкам любой угол изги-ба. Сварка обеспечивает надёжное точечное скрепление. Качество изго-товления продукции – высочайшее. Каждая единица из перечисленного оборудования позволяет экономить значительные энергоресурсы. Существенный выигрыш даст предприятию и запущенный две не-дели назад в работу современный компрессор, который пришёл по программе «Бережливое производ-ство». Эту установку Алексей Ле-онтьев характеризует не только как высокоэкономичную (она потребля-ет на 40% меньше электроэнергии, чем выполняющая эту задачу пре-жняя), но и максимально друже-любную к пользователю. Завод, на котором она создана, обеспечил её всеми степенями защиты. Всё здесь максимально автоматизировано – вплоть до того, что установка само-стоятельно входит в режим работы и
территОрия иннОваций
Бережливе виробництво

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
8 ДЦНТІ регіональнальної філії «Одеська залізниця»
выходит из него. Полезна будет она ещё и потому, что есть намерение использовать для отопления завода в холодное время года тепло, кото-рое установка выделяет во время работы. Примеры бережливого произ-водства и ресурсосбережения де-монстрирует и осваиваемая центром технология 3D-печати. Показывая образцы продукции, главный инже-нер обращает внимание на то, что ещё в прошлом году все детали из пластика и пластмассы, которые применяются в процессе ремонта и обслуживания устройств СЦБ и на-польного изоляционного оборудова-ния, выполнялись в «литейке» и на прессах. Теперь к этой функции при-общается 3D-принтер. Существенную роль в улуч-шение технологических процессов вносят рационализаторские предло-жения: они в значительной степени способствуют повышению произво-дительности труда, улучшают его условия, снижают эксплуатационные расходы. Многие разработки сдела-ют честь любому предприятию. Главный идеолог новаторства – начальник центра Иван Чернаков. Разработанное им устройство для размагничивания рельсов претенду-ет на признание изобретением. Принимают активное участие в техническом творчестве замести-тель начальника центра Валерий Ко-тельников, сварщик Алексей Петров, мастер механосборочного участка Вадим Лысанов, инженеры техотде-
ла Роман Трубенок и Екатерина Кир-деева. Подходя к одному из стендов с образцами продукции предприя-тия, которое оно производит для по-дразделений хозяйств автоматики, пути и по заявкам других дорог, для демонстрации реализуемых рацио-нализаторами идей Алексей Леон-тьев показывает мне выполненный Романом Трубенком опытный экземпляр шкафа для спецодежды. В него вмонтированы тепловен-тилятор и кабельные муфты, модернизированные Екатериной Кирдеевой. Рационализаторами придума-но немало полезных идей, которые облегчают работу электромехаников дистанций СЦБ и слесарей-ре-монтников. Рацпредложения, разработанные ими, воплощены в создаваемую в одном из помеще-ний центра автоматизированную по-точную линию по ремонту приводов стрелочных переводов. Например, по чертежам Екатерины изготовлен стенд об-катки редукторов стрелочных пере-водов. Романом разработаны стел-лаж и накопитель для хранения электроприводов, тележка для их перемещения по участку. Немало и совместных разра-боток. Из этой серии – оригинальные по конструкции мойка для очистки от смазки деталей электропривода с замкнутым циклом водообращения и стенд для разборки и сборки авто-двигателей и автопереключателей.
Бережливе виробництво

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
9 ДЦНТІ регіональнальної філії «Одеська залізниця»
Когда линия будет заверше-на, а это время не за горами, пред-приятие получит возможность уско-рить процесс капитального ремонта электроприводов. Численность ра-ботающих на ней в зависимости от объёма работ можно будет варьиро-вать в количестве от двух до шести человек. Большая часть рационализа-торов входит в состав оперативной рабочей группы предприятия по вне-дрению проектов бережливого про-изводства. По плану нынешнего года группе необходимо разработать два проекта. Один позволит сократить трудозатраты при обслуживании устройств СЦБ, а второй даст воз-можность внедрить процесс окраски
изделий центра порошковым мето-дом. Свою деятельность предприя-тие выстраивает так, чтобы с уходом прежних технологических карт сни-жалась себестоимость продукции и, следовательно, окупалось новое оборудование. Модернизация по-зволит поднять и качество на прин-ципиально новый уровень. В случае же, если резко возрастут объёмы работ, то будет запущено оборудо-вание, которое сейчас выводится из эксплуатации и подвергается кон-сервации.
З матеріалів сайту: http://www.gudok.ru/zdr/170/?ID=1370705
Бережливе виробництво

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
10 ДЦНТІ регіональнальної філії «Одеська залізниця»
Інноваційні рішення, розробки та технології на залізниці
Британская компания 42 Technology разработала систему адаптивного салона для вагонов железнодорожных поездов. Соглас-но сообщению компании, благода-ря новой системе оператор состава сможет изменять компоновку внутри вагона, добавляя или уменьшая ко-личество посадочных мест для пас-сажиров. Таким образом можно будет сделать вагоны универсальными. В железнодорожных перевоз-ках нередко возникает потребность отправить немного больше грузов, однако все грузовые отсеки уже заняты, а разместить груз в пасса-жирских вагонах невозможно из-за отсутствия систем крепления. Новая адаптивная система, разработанная 42 Technology, позволит организо-вать дополнительное место для гру-за в пассажирском вагоне. Система представляет со-бой ряды по два кресла и столики, закрепленные на специальных на-правляющих внизу стен вагона. Кресла и столики могут свободно
перемещаться по этим направляю-щим и надежно фиксироваться. При необходимости оператор может по-днять сидения кресел и плотно сдви-нуть их, освободив тем самым допо-лнительное место для специальных стеллажей для небольших грузов. Крепление направляющих для новой системы может быть установ-лено в вагонах как со стальными, так и с алюминиевыми стенками. Каждый ряд кресел и столики оснащены электрическими приводами, благо-даря которым их можно сдвигать при помощи специального пульта. Сдви-жение кресел или их расстановка по местам занимает около трех минут. Разработка новой системы велась на протяже-нии последних двух лет по зака-зу Комитета железнодорожных стандартов и безопасности Велико-британии. Испытания новой системы на железных дорогах Великобрита-нии должны начаться в ближайшее время.
З матеріалів сайту: http://cfts.org.ua/news/2017/05/10/britantsy_razrabotali_s d v i z h n y e _ s a l o n y _ d l y a _ p o e z d o v _foto_40455
Британцы разработали сдвижные салоны для поездов

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
11 ДЦНТІ регіональнальної філії «Одеська залізниця»
каБІнет І кутОчОк ОхОрОни працІ як ІнСтрумент навчання
охорони праці та дамо поради, як ре-алізувати їх на вашому підприємстві.
як підвищити ефективність на-вчання Щоб створити безпечні умови праці, потрібно не тільки провести відповідне навчання, а й постійно перевіряти, чи засвоїли працівни-ки знання та чи застосовують їх на практиці. якнайшвидше перетворюва-лись на «гарячі» та могли бути вико-ристані на практиці.
Якщо інформацію подавати на слух (лекція), аудиторія
запам’ятає лише 20% від загально-го її обсягу. На зір сприймуть 30%. Якщо ж ви лекцію доповните пока-зом візуальних матеріалів (слайди, пла кати), у пам’яті слухачів ли-шиться до 50% матеріалу.
На основі наведеної статистики та тривалого досвіду навчаль ної ро-боти автор статті сформулював осо-бливий підхід до викладання охоро-ни праці — через тести-малюнки за окремими галузями вироб ництва (де-ревообробка, газозварювальні, буді-вельні, слюсарні роботи тощо). Ця методика підвищує ефективність за-своєння та усвідомлення отриманої інформації. Слухачі протягом 10-15 хвилин разом із викла дачем розгля-дають і обговорюють тест-малюнок,
За більш серйозними небезпе-ками сучасного життя (тероризм, ві-йни, стихійні лиха) ми майже не по-мічаємо наслідки «тихого терору» — виробничого травматизму. На-уковці порівнюють його масшта би із середньовічними епідеміями холери та чуми. В Україні рівень ви робничого травматизму зростає: у 2016-му за-фіксовано на 168 випадків більше, аніж у 2015-му. У деяких галузях цей показник подолав тисячну позначку (соціально-культурна сфера і торгів-ля — 1017 випадків) або близький до неї (вугільна промисловість — 864 випадки). Вивчення обставин нещасних випадків свідчить, що їх причиною було банальне незнання небезпек сучасного виробництва. Крім того, рівень знань із охорони праці щодо безпечного ведення робіт у інже-нерно-технічних працівників, робіт-ників, у тому числі випускників сис-теми професійно-технічної освіти, зазвичай низький. Потрібно підвищувати ефектив-ність навчання безпечним методам праці та інструктажів, які проводять на підприємствах. Важливо, щоб ро-ботодавець розумів, що правильно організоване навчання позитив но вплине на роботу персоналу й дасть змогу запобігти травмам та ава ріям. А це вбереже від чималих матері-альних збитків. У статті розкаже мо про методи ефективного навчання з
Охона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
12 ДЦНТІ регіональнальної філії «Одеська залізниця»
затверджені нормативно-правові акти з охорони праці тощо. У кабінеті охорони праці: - проводять лекції, бесіди, кон-сультації, огляди-конкурси, перегля-дають тематичні кіно- та відеофіль-ми, розповсюджують друковані та інші засоби наочної агітації, розмі-щують інформаційні стенди, що про-пагують позитивний досвід створен-ня здорових і безпечних умов праці та профілактики аварій, виробничого травматизму і професійних захворю-вань; - проводять вступний та поза-плановий інструктажі з питань охо-рони праці; - навчають і перевіряють зна-ння працівників з охорони праці, пра-вил поведінки під час виникнення аварій, надання першої домедич-ної допомоги потерпілим від нещасних випадків; - проводять тематичні заняття, лекції, тренінги для працівників пе-ред перевіркою їхніх знань з охорони праці; - формують та утримують бі-бліотечний фонд, інформаційні ма-теріали про чинне законодавство з охорони праці підприємства (зако-нодавчі та нормативно-правові акти, акти підприємства з охорони праці, підручники, методичну і довідкову лі-тературу з охорони праці тощо). Створювати кабінет охорони праці починають із визначення у пла-нах організаційно-технічних заходів, їхніх тем та завдань. При складанні таких планів варто враховувати спе-цифіку виробництва та технологій,
який охоплює до 70% норм відповід-них правил охорони праці. Через 5-7 днів під час ділової гри аудиторія зга-дує всі норми охорони праці, які були відтворені на малюнку, і як результат — при атестації слухачі підтверджу-ють високий рівень знань. Кабінет охорони праціЩе одним засобом навчання безпеч-ним прийомам праці є кабінет про-мислової безпеки та охорони праці {далі — кабінет охоро ни праці). Його облаштовують на підприємствах із чисельністю 100 і більше праців-ників, а також на тих, де специфіка виробництва зумов лює потребу про-водити з персоналом значний обсяг робіт з охорони та безпеки праці.За нормативним визначенням кабі-нет охорони праці має бути осеред-ком пропаганди знань із промисло-вої безпеки та охорони пра ці серед працівників, поширення позитивного досвіду з профілакти ки виробничо-го травматизму, професійних захво-рювань, аварій тощо (Рекомендації щодо організації роботи кабінету промислової безпеки та охорони праці, 2008 рік). Його використовують, щоб ін-формувати працівників про: - права та обов’язки у сфері безпеки та охорони праці; - стан умов та охорони праці на підприємстві, на конкретних ро бочих місцях; - засоби колективного та інди-відуального захисту; - випадки виробничого травма-тизму і професійних захворювань та вжиті для їх запобігання заходи;
Охона праці
№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
13 ДЦНТІ регіональнальної філії «Одеська залізниця»
де немає змоги створити кабінет, а також у структурних підрозділах під-приємств облаштовують куточок охо-рони праці та промислової безпеки (далі— куточок). Куточок, як і кабінет, виконує те саме завдання: пропаганда знань з охорони праці. Куточки, як правило, мають три розділи. Перший міс-тить загальну інформацію з охорони праці та про її стан на підприємстві. Дру гий — основний, де наочно пред-ставлені вимоги та положення з охо-рони праці на конкретному виробни-цтві: заходи безпеки з експлуатації техно логічного устаткування, без-печні прийоми та методи виконання операцій. Третій розділ куточка — ін-формаційний. Тут розміщують нака-зи і розпоря дження підприємства з охорони праці, терміни проведення інструктажів і розклад навчальних занять з охорони праці, план заходів із поліпшення стану умов і безпеки праці, передбачених у колективному договорі, тощо. Облаштовують куточки охоро-ни праці й в окремих структурних під-розділах підприємства. На них розмі-щують не лише загальну інформацію по підприємству, а й по структурно-му підрозділу: випадки вироб ничого травматизму і професійного захво-рювання та вжиті заходи для усунен-ня причин їх виникнення; вказують прізвища порушників безпе ки праці та трудової дисципліни. Звісно, куточок охорони праці не може повністю виконати функції кабінету. Тому додатково рекомен-дуємо обладнувати елементами на-
які застосовують на підприємстві. у плані організаційно-техніч-них заходів вказують перелік необ-хідних робіт, строки їх виконання, виконавців та відповідальних осіб. На етапі розроблення планують фі-нансування цих заходів, скла дають кошторис витрат на виконання ро-біт і придбання оргтехніки, програм для персональних комп’ютерів, по-сібників, плакатів, стендів, літерату-ри тощо. Цей план підписує керівник служби охорони праці, а кошторис — головний бухгалтер підприємства. Затверджує доку менти роботода-вець. Напрями роботи кабінету охо-рони праці визначають у тематично-му плані, де наводять теми і форми роботи (навчання, тренінги, інструк-тажі, перевірка знань, показ безпеч-них методів праці тощо). Тематичний план є основою для розроблення плану-сценарію кабінету. Сценарій — це деталізований тематичний план, в якому конкрети-зують форми та методи роботи. У тематичному плані зазначають, яку саме роботу будуть проводити в ка-бінеті, а сценарій уточнює, як її по-трібно виконувати. Сценарій може передбачати використання плакатів, макетів, інших наочних та інформа-ційних матеріалів з охорони праці та промислової безпеки, а також спе-ціально розробленого софту (слен-гова назва програмного забезпечен-ня) для тренінгу персоналу.
куточок охорони праці На невеликих підприємствах,
Охона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
14 ДЦНТІ регіональнальної філії «Одеська залізниця»
ною мовою параграфів і правил, а че-рез художню форму, кольори, стислі та влучні висловлювання, метафо ри, а інколи — і жарти. Однак при виборі плакатів пам’ятайте, що вони «спрацюють», якщо їх тема актуальна для імовір-ної аудиторії і відображає соціально значущу ідею. Тему плаката розкри-вають через знайомі для конкретної категорії працівників змістові образи, правдиві життєві факти і ситуації.
Агітаційний плакат зверта-ється до людини, яка завжди
поспішає і заклопотана. Плакат впливає на її увагу мимохіть, без участі свідомості людини. Зміст плаката має засвоюватися авто-матично, адже людина не може присвятити його вивченню багато часу. Плакати з охорони праці мо-жуть орієнтуватися на конкретних працівників або ж на ширшу ауди-торію. При визначенні тематики й кіль кості плакатів для одночасного експонування, а також місць і спосо-бів їхнього розміщення працівники служби охорони праці мають врахо-вувати умови конкретного виробни-цтва. Необхідно, щоб зміст плаката відповідав умовам праці на підпри-ємстві.
Якщо працівники вашого під-приємства не забезпечені за-
собами ін дивідуального захисту, не розміщуйте плакати, що пропагу-ють користування ними. Це буде некоректно.
очної агітації гардеробні, кімнати для приймання їжі, виробничі примі-щення тощо. Про основний засіб на-очної агітації і поговоримо далі.
замість тисячі слів — плакат! Одним із дієвих методів на-очної пропаганди є плакат. Витрати на ньо го незначні, і він здатен зміни-ти ставлення працівників до безпеки праці. Завдяки невисокій вартості та тривалому строку використання, цей навчальний засіб доступний кожно-му підприємству. Плакат виконує багато функ-цій. Він може спонукати до дії або, навпаки, застері гати від небезпеч-них для здоров’я чи життя вчинків. А може нагадати про щось відоме або ж допомогти побачити істотне й не-сподіване у знайомому та звичному. Завдання плаката — перемогти інер-цію глядача, прорватися крізь звичку, показавши знайоме під незвичним, несподіваним кутом. Плакат із охорони праці має подавати ідею так, щоб людина не лише сприйняла її, а й змінила по-ведінку. Адже працівники не за вжди усвідомлюють ступінь ризику і ви-робничої небезпеки. Тож плакат з охорони праці покликаний змінити легковажне ставлення, загостри-ти притуплену увагу, застерегти від небезпек у виробничих процесах та прищепити звичку працювати за пра-вилами безпеки праці. Потужний вплив плаката обу-мовлений тим, що плакат доводить ін формацію до свідомості не казен-
Охона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
15 ДЦНТІ регіональнальної філії «Одеська залізниця»
них реагування після двотижневого показу знімати всі плакати на 1-2 дні. Рекомендовано та кож періодично мі-няти місця розміщення стендів — це створить відчуття новизни і підви-щить увагу працівників до плакатів. Однак зауважте, що навіть най-ліпші плакати не замінять навчан-ня та обов’язковий інструктаж з охо-рони праці. Пропаганда знань з охорони та безпеки праці — ефективний інстру-мент, яким варто користуватися для профілактики виробничого травма-тизму. Тож роботодавець та служба охорони праці підприємства мають організувати на підприємстві про-світницьку роботу, використовуючи методи, які ми розглянули у статті. Результатом спільних зусиль буде фор мування внутрішньої впевне-ності працівників у потребі постійно дотри муватися норм та вимог охо-рони праці і звичок, що гарантують вико нання виробничого завдання без травм, профзахворювань та ава-рій.
Матеріал взято з Довідник спеціа-ліста з охорони праці. – 2017. - № 3.
Не можна розміщувати плакати з охорони праці у полі зору праців-ників, робота яких пов’язана з під-вищеною увагою. Плакати можуть їх відволікати. У виробничих приміщеннях плакати можна експонувати у прохо-дах, у місцях складування інструмен-тів або матеріалів, на стендах, відда-лених від робочих місць. Переважна більшість плакатів має бути розміще-на в центральних проходах цехів, біля входів-виходів із цехів, будівель-них майданчиків, у коридорах, холах, місцях для паління, роздягальнях. У проходах виробничих примі-щень і коридорах поруч можна екс-понувати декілька плакатів із інтер-валом між ними 30-40 см. При цьо му вони мають бути пов’язані тематич-но і відрізнятися один від одно го ко-льорами. Плакати варто вивішува-ти тільки з одного боку проходу. На стенді бажано вивішувати не більше трьох-чотирьох плакатів, адже заба-гато інформації розсіює увагу праців-ників. Плакат розміщують так, щоб його центр був на висоті 160-200 см від рівня підлоги. До стен дів із пла-катами має бути вільний доступ. За-мінювати плакати бажано не рідше ніж раз на 7-14 днів, а для ліпшого на
Охона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
16 ДЦНТІ регіональнальної філії «Одеська залізниця»
Безпека викОриСтання такелажних заСОБІв на вирОБництвІ
Загальні вимоги до такелажних засобів
термІнОлОгІя такелажні засоби — це сукупність пристосувань для підтримуван ня, підняття або опус-кання, зокрема — для виконання на-вантажувально-розвантажуваль-них робіт. До такелажних засобів умовно відносять і засоби підмощу-вання та лази й кігті, які використо-вуються для підйому по вертикаль-них опорах — риштування, драбини, стрем’янки, пересувні підмощення. Такелажне обладнання, як і захисні засоби, які застосовуються при роботах на висоті, мають про-ходити випробування статичним наван таженням, як при прийомі в експлуатацію, так і періодично під час екс плуатації. Періодичність про-ведення механічних випробувань та огля дів такелажних засобів вста-новлюється заводами-виробниками, чин ними Правилами охорони пра-ці під час виконання робіт на висоті (НПАОП 0.00-1.15-07) та Правилами охорони праці під час роботи з ін-струментом та пристроями (НПАОП 0.00-1.71 -13). Як і на захисних засобах, на та-келажних мають бути позначки про те, що вони пройшли періодичні ви-пробування, які наносяться на закрі-плену на такелажному засобі бирку у вигляді дати наступного випробуван-
ня та інвентарного номера, або про це робиться напис яскравою фар-бою безпосередньо на корпусі таке-лажного засобу на видному місці. Усім такелажним засобам на підприємстві присвоюється інвен-тарний номер за прийнятою на під-приємстві системою нумерації. За цим номером такелажний засіб реє-струється в журналі обліку та огляду такелажних засобів, механізмів і при-строїв. Для зручності поділимо таке-лажні засоби на: - засоби малої механізації (ме-ханізми, пристрої) — лебідки, талі, стропи вантажозахоплювальні, бло-ки, поліспасти, домкрати; - засоби підмощування — дра-бини (стрем’янки), помости (крім ме-ханізованих), риштування; - кігті та лази монтерські.
вимоги до такелажних засо-бів, які застосовуються при робо-тах на висоті та верхолазних ро-ботах, і порядок їх експлуатації
лебідки Лебідки з ручним приводом ма-ють бути споряджені запобіжними рукоятками, конструкція яких допус-кає підіймання або опускання тіль ки шляхом безперервної дії на рукоятку, у цьому випадку швидкість опускан-ня не повинна перевищувати 0,33 м/с.
Охона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
17 ДЦНТІ регіональнальної філії «Одеська залізниця»
та») М8. Лебідки після встановлення, перед пуском в роботу, а також через кожні 12 місяців мають піддаватися повному технічному огляду. Статичне випробування лебі-док проводиться навантаженням, яке перевищує їхнє тягове зусилля під час підіймання на 50 %, а дина-мічне — на 10 %. Не допускається використовувати лебідки, під час огляду яких виявлено дефекти. Гальмову систему лебідки необхідно перевіряти зупиненням вантажу на опусканні. У лебідок з електричним приводом вантаж не-обхідно опускати як за допомогою електродвигуна, так і розгальму-ванням барабана при вимкненому електродвигуні, перевіряючи під час проведення цієї операції: - надійність роботи гальм; - відсутність нагрівання галь-мових колодок вище 60 °С; - відсутність нагрівання під-шипників вище 70 °С; - відсутність нехарактерного шуму в роботі зубчастих передач; - підтікання та викидання мас-тила з підшипників та інші дефек-ти.
Результати випробувань та оглядів заносяться до спеціального жур налу. У разі встановлення лебідки в будівлі її раму слід закріплювати за колону будівлі, залізобетонний або металевий ригель перекриття, це-гляну стіну сталевим канатом. Мож-ливість кріплення рами до елементів
Лебідки з електричним приво-дом мають бути споряджені гальмом нормально закритого типу, яке ав-томатично замикається під час ви-микання приводу. Коефіцієнт запасу гальмування має бути не менше 2. Зв’язок вала електродвигуна з ва-лом барабана лебідки має здійсню-ватися за допомогою зубчастої або черв’ячної передачі. Використову-вати для цього пасові та фрикцій-ні передачі, фрикційні та кулачкові муфти не дозволяється. Лебідки мають встановлювати-ся на фундаменті або споряджатися баластом, виготовленим з урахуван-ням забезпечення їх стійкості під час дії подвійного робочого навантажен-ня. Лебідки з електричним при-водом із швидкістю підіймання й опус кання більше 0,33 м/с мають забезпечувати плавне посадження колис ки (якщо така лебідка викорис-товується для робіт із колискою), за-кріпленої до каната лебідки. Стаціонарна лебідка з елек-тричним приводом має бути облад-нана кінцевим вимикачем, що вими-кає електродвигун при наближенні колиски до верхнього робочого поло-ження. Керування стаціонарною ле-бідкою з електричним приводом має провадитися з колиски шляхом безперервного натискання на кноп-ку апарата керування. Після припи-нення натискання на кнопку лебідка має зупинятися. Розрахунок канатів і блоків повинен провадитися за умов групи класифікації (режиму «робо-
Охона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
18 ДЦНТІ регіональнальної філії «Одеська залізниця»
повинен підходити до барабану зни-зу. Положення гілки каната, якийнабігає на барабан, повинно бути якомога ближчим до горизонтально-го та не більше ніж на 2° відхилятись від площини, перпендикулярної до осі барабану. Для цього за необхід-ності на підходах до лебідки канат повинен пропускатись через один або кілька відвідних блоки. Відстань від осі барабану до відвідного бло-ка, найближчого до ле бідки, повинна бути не менше 20 довжин барабану. Лебідки з ручним приводом повинні бути обладнані безпечни-ми рукоятками, які перебувають у зачепленні з приводним валом за умови обертання їх у бік піднімання, або автоматичним вантажоупорним гальмом. Лебід ки, не обладнані ав-томатичним гальмом або безпечною рукояткою, дозволяється застосову-вати тільки як тягові. Рукоятки лебідок з ручним при-водом повинні бути об ладнані втул-ками, які вільно обертаються. Під час виконання робіт із застосуван-ням лебідки необхідно стежити за правильним намотуванням каната лебідки на барабан, не допускаючи його сковзання на вал лебідки.
ВАЖЛИВО
При підніманні вантажів одночасно двома лебідками швидкість намотування кана-тів на їх барабани повинна бути однаковою
будівель повинна бути підтверджена відповідним розрахунком. Діаметр і кількість гілок каната необхідно розраховувати з огляду на вантажопідйомність лебідки з коефі-цієнтом запасу міцності не менше 6. Кінець обв’язувального каната необхідно закріплювати за допомо-гою затискачів, кількість яких визна-чається під час проектування, але їх повинно бути не менше трьох. Крок розміщення затискачів та дов жина вільного кінця каната від останнього затискача повинні становити не мен-ше шести діаметрів каната. При встановленні лебідок на землі вони повинні закріплюватись за якір або з упором і противагою. При цьому забороняється приварюва ти раму лебідки. Не дозволяється також, неза-лежно від місця встановлення ле-бідки (в будівлі або поза нею), при-варювати ручні важелеві лебідки до май данчиків обслуговування облад-нання, а також закріплювати їх до трубопроводів та їх підвісок. Канат лебідки у разі правиль-ного намотування повинен лягати на барабан рівними щільними рядами. Відстань між верхнім шаром намота-ного каната та зовнішнім діаметром реборди повинна бути не мен ша ніж два діаметри каната. У нижньому по-ложенні вантажозахоплю-вального органу лебідки на барабані повинно залишатись не менше півтора витка каната, не враховуючи витків, які пе-ребувають під затиск ним пристроєм. Для зменшення перекидально-го моменту, що діє на лебідку, канат
Охона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
19 ДЦНТІ регіональнальної філії «Одеська залізниця»
- застосовувати важіль, що має більшу довжину, ніж передбачено технічними даними лебідки; - переводити важіль з одно-го крайнього положення в інше рив-ками. Під час виконання робіт вантаж, що переміщується, повинен бути на-дійно закріплений до гака. Рух руко-ятки зворотного ходу повинен бути плавним, без ривків та заїдань. Тяго-вий механізм і канат повинні бути на одній прямій. Не дозволяється виконувати роботу із застосуванням лебідок з ручним важільним приводом при про-сковзуванні каната під час зміни на-прямку руху рукоятки прямого ходу, вільного проходження його в стис-качах тягового механізму, а також у разі зрізування запобіжних штифтів або фіксаторів. Змінювати хід з прямого на зво-ротний під час піднімання вантажу лебідками з електричним приводом необхідно тільки після зупинення ле-бідки, а під час підходу вантажу до крайніх положень — після уповіль-нення ходу. При виявленні дефектів у елек-троприводі (сильне нагрівання елект-родвигуна, котушок електромагніту, резисторів, підшипників; сильне іс-кріння щіток електродвигуна або по-ява диму, запаху гару; відчутність дії струму в разі дотику до деталей ле-бідки тощо) необхідно негайно при-пинити роботу та від’єднати електро-двигуни лебідки від мережі живлення. Під час експлуатації лебідок необхідно своєчасно змащувати час-
Виконання робіт із за-стосуванням лебідок необхідно
здійснювати за таких умов: - надійного закріплення лебідок на робочому місці; - справності гальм; - справності електроприводу; - наявності огородження приво-ду; - надійного закріплення каната на барабані та правильного його на-мотування (без появи петель, посла-блення каната тощо).
Ремонтувати або підтягати по-слаблені з’єднання дозволяється піс ля виведення лебідки з роботи. Металеві частини лебідок не-обхідно заземлювати «під болт» (для лебідок з електричним приводом). Для лебідок з ручним приводом заземлення металевих частин необ-хідно виконувати при проведенні ро-біт на повітряних лініях електропере-дачі, які перебувають під напругою. Канати в місцях приєднання їх до колиски та барабана лебідки не-обхідно міцно закріплювати. Рух ка-натів під час піднімання та опускання колисок повинен бути вільний. Не допускається тертя канатів об конструкції, що виступають. Колиски, з яких робота не вико-нується, необхідно опустити на зем-лю. Не дозволяється під час вико-нання робіт із застосуванням лебідок з ручним важільним приводом: - перебувати в площині коли-вання важеля та під вантажем, який піднімають;
Охона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
20 ДЦНТІ регіональнальної філії «Одеська залізниця»
німання без вантажу після зупинен-ня вантажозахоплювального органу інтервал між ним та упором був не менше 50 мм. Електричні талі з двошвидкіс-ним механізмом пересування необ-хідно оснащувати гальмом на меха-нізмі пересування. Електричні талі вантажопідйомністю від 1 до 5 тонн також оснащуються двома гальмами на механізмі піднімання. Коефіцієнт запасу гальмування електромагніт-ного гальма повинен бути не менше 1,25, а вантажоупорного — не мен-ше 1,1. На кінцях монорейки пови-нні бути упори, а на корпусі таля — пружні буфери для запобігання ви-веденню електричнго таля за межу монорейкового шляху. При самочинному опусканні випробного вантажу під час прове-дення випробувань, виявлення на-бігання, пропусків та ковзання лан-цюга по зірочці та тягових колесах, тріщин, розривів та деформацій, талі та кішки необхідно відбраковувати та вилучати з експлуатації. Не дозволяється під час під-німання вантажу електричкожним їх застосуванням ними талями доводи-ти обойму гака до кінцевого вимика-ча та користуватись ним для автома-тичного зупинення. Технічний стан талів і кішок необхідно перевіряти перед кожним їх застосуванням. Усі частини, які труться, ручних та елек-тричних талів і кішок необхідно зма-щувати не рідше одного разу на мі-сяць.Важливо
тини, які труться, для запобігання передчасному спрацьовуванню де-талей лебідки. талі Корпуси електрообладнання талів повинні бути заземлені. Корпус кнопкового апарату управління таля, який керується з підлоги, повинен бути виконаний з ізоляційного мате-ріалу або заземлений не менше ніж двома провідниками. Пускові апара-ти ручного керування необхідно під-вішувати на сталевих тросах такої довжини, щоб можна було управля-ти механізмом, перебуваючи на без-печній відстані від вантажу, який під-німають. При розміщенні апарату управ-ління на висоті, меншій ніж 0,5 м від рівня підлоги, його необхідно підві-шувати на гак, закріплений на тросі на висоті 1-1,5 м. Механізм піднімання ручних талів необхідно оснащувати авто-матичним вантажоупорним галь-мом. Гальмо повинно забезпечувати плавне опускання вантажу підчас обертання тягового колеса під дією сили тяги та автоматичне зупинення вантажу в разі припинення дії сили тяги. Не дозволяється закріплювати ручні талі до трубопроводів та до їх підвісок. Електричні талі повинні бути обладнані кінцевими вимикачами для автоматичного зупинення меха-нізму піднімання вантажозахоплю-валь-ного органу. Кінцеві вимикачі слід установ-лювати таким чином, щоб у разі під-
Охона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
21 ДЦНТІ регіональнальної філії «Одеська залізниця»
слід використовувати сталеві канати хрестової звивки відповідно до ви-мог нормативних документів. Коефіцієнт запасу розривного зусилля каната відносно навантажен-ня окремої гілки стропа має бути не менше 6. Кінці канатів стропів за-правляються опресовуванням алю-мінієвими втулками, обтисненням сталевими втулкам або заплітанням із застосуванням ковшів. Для ланцюгових стропів мають використовуватися круглоланкові ланцюги відповідно до вимог чинних нормативних документів. Коефіці-єнт запасу руйнівного навантажен-ня ланцюга відносно навантаження окремої гілки стропа має бути не менше 4. Конопляні, бавовняні, сизалеві канати, застосовувані для виготов-лення стропів мають відповідати ви-могам НД. Можливість застосування для виготовлення стропів канатів із синтетичних матеріалів (поліамід-них, поліпропіленових, поліефірних) і комбінованих, а також стрічок уста-новлюється технічними умовами. Коефіцієнт запасу розривно-го зусилля відносно навантаження окре мої гілки стропа має бути для канатів і стрічок із синтетичних мате-ріалів не менше 7, а для канатів з на-туральних волокон — не менше 8. Заплетення петлі конопляного, бавовняного, сизалевого каната по-винно мати не менше двох повних і двох половинних пробивок. Місце за-плетення має бути обмотане мотуз-кою або захищене іншим способом.
Технічний стан талів і кі-шок необхідно перевіряти
перед кожним їх застосуван-ням
Стропи вантажозахватні та знімні вантажозахоплювальні пристосування Знімні вантажозахоплювальні пристрої (стропи, затискачі, захоплю-вачі, траверси тощо) та їх складові частини мають відповідати вимогам чинних нормативних документів. Розрахунок стропів, виконаних із дозволених для цих цілей матеріа-лів, проводиться з урахуванням кіль-кості гілок канатів і кута нахилу їх до вертикалі. Допустиме робоче наванта-ження на строп визначають за умови рів номірного натягу кожної з гілок і дотримання розрахункового кута 45° між гілкою та вертикаллю. Допускається призначати до-даткове робоче навантаження на строп для кута нахилу гілки до вер-тикалі 60°. Для стропа з кількістю гі-лок більше трьох, які сприймають розрахун кове навантаження, врахо-вують у розрахунку не більше трьох гілок. Під час розрахунку стропів, призначених для транспортуван-ня заздалегідь відомого вантажу, як розрахункові кути між гілкою стропа та вертикаллю можуть бути прийняті фактичні кути. Для стропів зі сталевих канатів
Охона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
22 ДЦНТІ регіональнальної філії «Одеська залізниця»
ся працівником, відповідальним за утри мання їх у справному стані. Цей факт має бути зафіксованим у жур-налі обліку цих пристроїв. Огляд колисок для підіймання працівників проводиться щодня пе-ред початком роботи.
Охорона праці і пожежна безпека. – 2017. - № 4.
під час експлуатації знім-ні вантажо-захоплювальні
пристрої і тара підлягають періо-дичному огляду: - траверси, кліщі, захвати тощо, а також тара — щомісяця; - стропи — кожні 10 дній; - знімні вантажо-захоплювальні пристрої, що рідко використовують-ся, — перед кожною видачею в ро-боту.
Віднесення вантажозахоплю-вальних пристроїв до таких, що рід-ко використовуються, проводить-
Охона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
23 ДЦНТІ регіональнальної філії «Одеська залізниця»
акрилОвая кОмпОзиция для анкерОуСтанОвОчных раБОт
Высокие требования к ха-рактеристикам современных промышленных и гражданских объектов диктуют необходимость устройства прочных и долговечных анкерных креплений с оптимальными
технико-экономическими пара-метрами. Например, актуальна проблема крепления узлов тех-нологического оборудования к существую щим и новым фундамен-там в промышленных зданиях. Эффективное решение дан-ной задачи - применение клеевых анкерных соединений. Нередко этот способ является единственным при выполнении работ по ремонту и за-мене разрушенных элемен тов, их усилению и наращиванию. Анкероустановочные работы на акриловых композициях более эффективны по сравнению с приме-
нением других составов. Использо-вание составов акриловых компози-ций, разработанных в Харьковском
национальном университете город-ского хозяйства имени А. Н. Бекето-ва, позволяет снижать сроки строи-тельства, ремонта и реконструкции зданий и сооружений, экономить материальные, энергетические и трудовые ресурсы. Удельная трудоемкость клеевых соединений в 1,3÷3 раза ниже традиционных, что позволяет получить на 1 тонну клеев от 700 до 1500 человеко-дней эко номии трудо-затрат. Акриловая композиция - ма-териал с выраженными свойства-ми универсальности и высокими конструктивными и технологически-ми показателями. В качестве вяжуще-го применяется акрило вый компаунд холодного твердения типа жидкость-порошок. Порошкообразный ком-
Інноваційні рішення, розробки та технології на залізниці
№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
24 ДЦНТІ регіональнальної філії «Одеська залізниця»
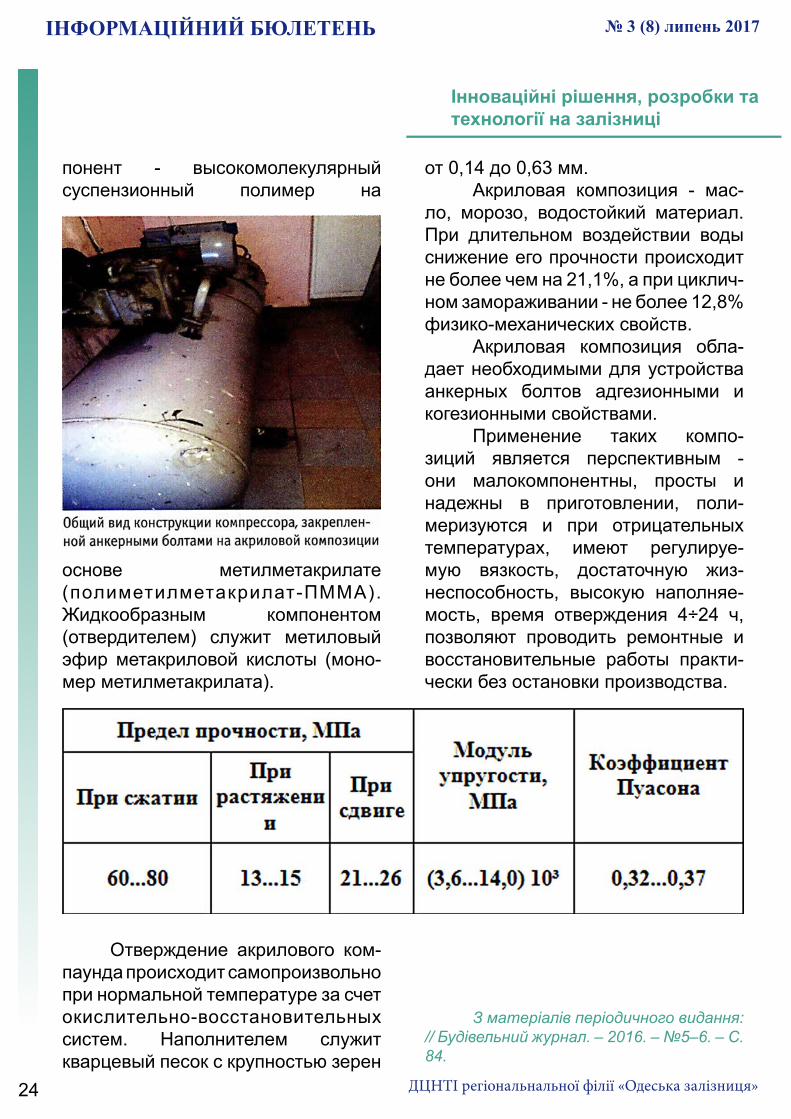
понент - высокомолекулярный суспензионный полимер на
основе метилметакрилате (полиметилметакрилат-ПММА). Жидкообразным компонентом (отвердителем) служит метиловый эфир метакриловой кислоты (моно-мер метилметакрилата).
Отверждение акрилового ком-паунда происходит самопроизвольно при нормальной температуре за счет окислительно-восстановительных систем. На полнителем служит кварцевый песок с крупностью зерен
от 0,14 до 0,63 мм. Акриловая композиция - мас-ло, морозо, водостойкий материал. При длительном воздействии воды снижение его прочности происходит не более чем на 21,1%, а при циклич-ном замо раживании - не более 12,8% физико-механических свойств. Акриловая композиция обла-дает необходимыми для устройства анкерных болтов адгезионными и когезионными свойствами. Применение таких компо-зиций являет ся перспективным - они малокомпонент ны, просты и надежны в приготовлении, поли-меризуются и при отрицательных температурах, имеют регулируе-мую вязкость, достаточную жиз-неспособность, высокую наполняе-мость, время отверждения 4÷24 ч, позволяют проводить ремонтные и восстановительные работы практи-чески без остановки производства.
З матеріалів періодичного видання:// Будівельний журнал. – 2016. – №5–6. – С. 84.
Інноваційні рішення, розробки та технології на залізниці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
25 ДЦНТІ регіональнальної філії «Одеська залізниця»
Блок синхронизации для обес-печения точной привязки видеоин-формации к дефектограмме мо-бильного средства диагностики при регистрации проезда позволяет по-лучать дополнительную информа-цию о состоянии рельсов и скрепле-ний. Он повышает эффективность работы операторов дефектоскопи-ческого комплекса и улучшает каче-ство дефектоскопии в рельсовом хо-зяйстве. Дефектоскопный комплекс с системой видеорегистрации дает неоспоримое преимущество при расшифровке дефектограмм, воз-можность получать более подроб-ную информацию при сравнитель-ном анализе предполагаемого де фектного места, участков с меха-ническими повреждениями поверх-ности катания рельса, где качество акустического контакта снижено. При видеорегистрации появляется воз-можность дополнительно выявлять неудовлетворительное состоя-ние болтовых сты ков, контролиро-вать вторичный контроль по ранее выданным отметкам о проверке дан-ного места. При привязке «подозри-тельного» места к координате пути во время осмотра система обеспе-чивает до полнительную помощь. Используя технологические камеры (без регистрации) можно оператив-но оценивать работу подвагонно-го дефекто-скопного оборудования (рйс. 1).
В отличие от мобильных средств диагностики, не оборудованных сис-темой видеорегистрации, дефек-тоскопические комплексы способны точнее анализировать отрезки нека-чественной записи дефектограммы, требующей повторного контроля, на-пример, сверхнормативный зазор, стык со ступенькой, стык с отслое-нием металла на поверхности ка-тания головки рельса (дефекты 1-й группы), выплески из-за просадок и др. (рис. 2). При выявлении на дефекто-грамме сигналов, требующих уточ-няющего контроля рельса, руко-водитель мобильного комплекса с по мощью видеофайла может со-ставить заключение о целесообраз-ности дальнейшей эксплуатации данного рельса или назначить сроки вторичного осмотра в течение одних, двух или трех суток (рис. 3). Изучая качество записи видео-наблюдения, можно увидеть причину пропадания донного сигнала и при-нять решение о контролепригоднос-ти обследуемого участка с дальней-шей выдачей ограничения скорости для обеспечения безопас ности дви-жения поездов (рис. 4). Наряду с анализом дефек-тности в рельсовом хозяйстве сис-тема видеонаблюдения позво-ляет выполнять, инспекционный контроль — выверку ведомости дефектных рельсов (ПУ-2а) на контролируемом участке, проверку
видеОрегиСтрация в рельСОвОм хОзяйСтве – шаг в Будущее
Інноваційні рішення, розробки та технології на залізниці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
26 ДЦНТІ регіональнальної філії «Одеська залізниця»
мест, выданных на вторичный контр-оль за предыдущие периоды, опред-елять сверхнормативные стыковые зазоры, сломанные подкладки, от-сутствие стыковых болтов, наличие посторон них предметов в стыке (рис. 5). В то же время следует отме-тить некоторые недостатки видео-регистрации проездов с привязкой к записи дефектограмм. Большой объем файла видеосигналов за-трудняет оперативную передачу их на FTP-сервер для дополнительного анализа и оценки степени опаснос-ти в Центрах расшифровки ДИЦДМ. При отсутствии автома тизированной системы регистра ции нарушений норм содержания пути повышается нагрузка на ра ботников мобильного средства ди агностики при просмо-тре файлов видеорегистрации по-сле основной расшифровки дефек-тограмм. В ре зультате в два раза увеличивается продолжительность обработки и составления итоговых ведомостей контроля по проверяе-мому участку и сокращается возмож-ность вы ходов на линию для натур-ного ос мотра подозрительных мест. Просмотр видеофайлов практически невозможен без специального про-граммного обеспечения. Фирмы, выпускающие сред-ства неразрушающего контроля, посто янно учитывают замечания и предложения, поступающие не
только от руководителей дирекций инфраструктуры, но и от руководите-лей среднего звена железных дорог. Оснащением дефектоскопи-ческих комплексов системами ви-деорегистрации занимаются практи-чески все компании, производящие диагностическое оборудова ние. На-пример, ОАО «Радиоавио-ника», на-чиная с 2005 г., все ваго ны оборудует видеокамерами, с которых сигналы интегрируются в дефектограмму. Один из таких комплексов оснащен не только современным дефектос-копическим оборудованием, но и оригинальной системой видеореги-страции с привязкой к дефектограм-мам, которая включает в себя шесть цветных камер (три на одну нить пути), позволяющих получать изо-бражение головки и шейки рельса в любых погодных условиях. Производители дефектоскопи-ческой техники не останавливаются на достигнутом, постоянно совер-шенствуют систему неразрушаю-щего контроля рельсов, внося свой вклад в обеспечение безопасности движения поездов на железнодо-рожном транспорте.
З матеріалів періодичного видання:// Путь и путевое хозяйство. – 2017. – №2. – С. 34-35.
Інноваційні рішення, розробки та технології на залізниці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
27 ДЦНТІ регіональнальної філії «Одеська залізниця»
Как соединить? Методом пластической деформации: при по-мощи переносного гидравлического пресса обжимается стальная муфта, надетая на место соединения двух стержней арматуры. Технология раз-работана в 70-х годах прошлого века для строительства небоскребов, мостов, туннелей, АЭС, дамб ГЭС, сооружений в сейсмо-опасных ра-йонах и других особо ответственных объектов. Раньше применение механи-ческой стыковки муфтами необходи-мо было согласовывать на каждом объекте, поскольку отсутствовал единый стандарт. Что касается обо-рудования, оно было громоздким и мало приспособленным к условиям реальной строительной площадки. Размер пресса, длительное вре-мя соединения, отсутствие сервис-ной поддержки при поломках - все это заставляло строителей приме-нять старые методы соединения арматурных стержней - внахлест и сварку. В 2008 году в Минрегионе Украины согласованы технические условия ТУ У В 2.8-45.2-35641811-001:2008, которые по зволяют ис-пользовать данный метод соеди-нения арматуры и в гражданском строительстве. В 2012 году был при-нят международный стандарт ISO 15835-1:2009, в первой части кото-рого описаны такие соединения, а во второй - методика проведения их испытаний.
Чем соединить? Современный пе реносной гидравлический пресс от ком пании «Спрут-Украина» управ-ляется одним оператором и разви-вает усилие 90 тонн. 80 МПа (800 кгс) - такое давление в системе со-здает переносная масляная стан-ция. Нуждаясь в питании 220/380 вольт, она потребляет всего 1,5 кВт/ч электроэнергии. Когда применять? Когда нуж-но соблюсти требования ДБН по сей-смостойкости объекта, применение обжимных муфт (втулок) значитель-но облегчает ра боту архитектора. Механическое соеди нение арматуры имеет высокую устойчивость к ци-клическим нагрузкам и высокую по-вторяемость характеристик при изго-товлении. Важно. Можно существенно уменьшить сечения несущих ко-лонн за счет применения арматуры большего диаметра. Полученное со-единение равнопрочно материалу арматуры, поскольку сталь не отпус-кается, как при сварке, и не утонь-шается, как при нарезании резьбы. Арматурные стержни, соединенные об жимными муфтами, абсолютно соосны. Качество соединения можно визуально оценить по относитель-ному удлинению обжимной муфты, которое составляет 6-8%. Не нужно просвечивать соединение рентге-ном или проводить ультразвуковую дефектоскопию, но это не отменя-ет необходимости в периодиче ских
СОединение арматуры Без Сварки
Інноваційні рішення, розробки та технології на залізниці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
28 ДЦНТІ регіональнальної філії «Одеська залізниця»
полноценных испытаниях механи-ческих соединений на разрыв. Диаметр арматуры, которую можно соединить при помощи обо-рудования «Спрут-Украина» - от 16 до 40 мм, эко номический эффект ощущается на диаметрах от 22 мм. Быстро. Соединение арматуры диаме тром 16 мм занима-ет 3 минуты, 32 мм - 10 минут. При соединении стержней сама муф-та удерживает присоединяемый арматурный стержень длиной до 3 м в вертикальном положении. Подъемный кран, которым обычно держат второй стержень, пока про-изводится обвяз ка или сварка, мо-жет быть занят другим. Научиться соединять стержни арматуры при помощи оборудования «Спрут-Украина» легко. Такое обу-чение обычно занимает одну смену.Выгодно. Темпы строительства ограничены скоростью затвердева-ния бетон ной смеси. За счет высокой скорости сдачи объектов стоимость аренды стро ительного оборудова-ния и суммарная зарплата персона-ла значительно (на 20-30%) снижа-ется. Соединение стержней арматуры при помощи обжимных муфт позволяет полностью исклю-чить перерасход арматуры несущих элементов зданий. А это - пол ный контроль расходов на закупку и до 30% экономии средств по сравне-нию с соединением внахлест.
Выводы. Механическое со-единение арматуры значительно повышает надежность строений и устойчивость к техногенным или природным катастрофам, снижая затраты на строительство. Под воз-действием динамических нагрузок и землетрясений бетонные конструк-ции дают трещины. Это сопровожда-ется моментальной потерей несущей способно сти соединения арматуры, выполненного внахлест. Сварное соединение ведет себя лучше. Это нашло свое отраже-ние в запре те вязать строительную арматуру сооружений диаметром 22 мм и более в зонах с сейсмичностью выше 6 баллов. Но при сварке все же происходит местное разупрочнение стали и снижение нагрузоч ной спо-собности арматуры по сравнению с ее исходным состоянием. Соединения, выполненные механиче ски обжимными муфтами в случае возникновения ударных волн от землетрясений или других дина-мических воздействий обеспечивают более высокую степень надежнос-ти. Их эксплуатационные свойства не зависят от состояния бетона, по-скольку соединенная арматура ве-дет себя как единый, цельный стер-жень.
З матеріалів періодичного видання:// Будівельний журнал. – 2016. – №5–6. – С. 69.
Інноваційні рішення, розробки та технології на залізниці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
29 ДЦНТІ регіональнальної філії «Одеська залізниця»
На железных дорогах мира разрабатывают и применяют различные способы контроля эффективности лубрикации в паре «колесо – рельс», не стали исключе-нием и Российские железные доро-ги. Главным критерием эффективности лубрикации являет-ся интенсивность изнашивания рель-сов и колес. Например, на Россий-ских железных дорогах разработаны предельно допустимые нормы ин-тенсивности изнашивания гребней колес локомотивов в мм на 100 км пробега локомотива и боковых по-верхностей головок рельсов в мм на 1 млн т брутто пропущенной поезд-ной нагрузки в зависимостиот кривизны пути.
Важным показателем эффективности лубрикации яв-ляется расход топлива или электрической энергии локомоти-вами на тягу поездов. Существуют методы оценки экономии энергии на конкретных участках, где при-меняется лубрикация. В реальных условиях эксплуатации экономия энергии на участках с большим ко-личеством кривых находится в пред-елах 6–12%. Энергия экономится благодаря снижению сил трения в контакте гребня колеса и боковой поверхности головки рельса, умень-шению составляющих относитель-ного проскальзывания и улучшению динамических характеристик тележ-ки, приводящих к снижению сопроти-вления при вписывании в кривые.
иннОвация для кОнтрОля качеСтва нанеСения Смазки
Предельно допустимые показатели интенсивности изнашиваниябоковой поверхности головок рельсов и гребней колес
Інноваційні рішення, розробки та технології на залізниці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
30 ДЦНТІ регіональнальної філії «Одеська залізниця»
таблицы. Процесс лубрикации достаточ-но затратный, а в случае нарушения технологии нанесения смазкина рельс результат проявляет-ся через некоторое время в виде дополнительных экономических по-терь из-за возрастания количества обточек колёсных пар электровозов, роста интенсивности износа колёсных пар вагонного парка, рос-та количества замен рельсов с предельным боковым износом. Поэтому необходимым звеном
в процессе лубрикации является оперативный контроль качествананесения смазочного материала на рельс. Поскольку основным критери-ем качества нанесениясмазки является коэффициент тре-ния пары «колесо – рельс», такой контроль может осуществляться устройствами, измеряющими этот
Также существуют кри-терии оценки экономической эффективности, отражающие со-кращение эксплуатационных расхо-дов благодаря применению лубри-кации. Считается, что применение лубрикации является экономически эффективным, если сокращение эксплуатационных расходов,связанных с износом в контакте ко-лесо – рельс, не менее чем в 3 раза превышает затраты на лубрикацию. Еще одним важным показа-телем, определяющим наличие и
количество смазки на рельсе, яв-ляется коэффициент трения. За многие годы применения лубрика-ции выработан и успешно приме-няется сравнительный метод оцен-ки эффективности лубрикации на основе визуального контроля состо-яния поверхностей рельсов с при-менением специальной экспертной
Экспертная таблица эффективности лубрикации
Інноваційні рішення, розробки та технології на залізниці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
31 ДЦНТІ регіональнальної філії «Одеська залізниця»
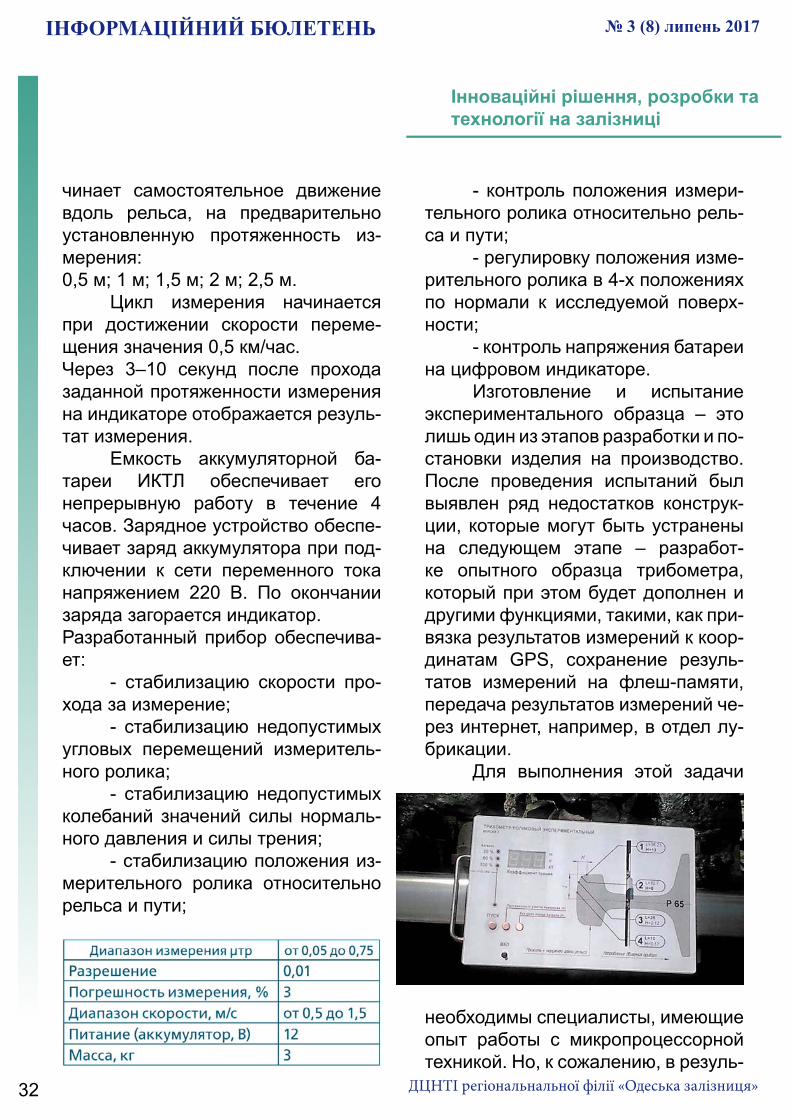
щий ряд преимуществ: - не требуется вручную, с посто-янной скоростью перемещать три-бометр по рельсу, это производится встроенным электроприводом; - вес – 3 кг (вес ТРП-01 – 20 кг); - габариты существенно мень-ше, чем у ТРП-01; - расчётное значение цены се-рийного образца на порядок ниже, чем у ТРП-01.ИКТЛ предназначен для выборочного определения коэффициента тре-ния на боковой поверхности голо-вки рельса. Цифровоезначение коэффициента трения отображается на индикаторе прибора. Результаты измерений позволяют контроли-ровать эффективность и каче-ство лубрикации на участках пути, оснащенных средствами лубрика-ции. ИКТЛ состоит из измеритель-ного устройства, аккумуляторнойбатареи и зарядного устройства ба-тареи. Для работы с прибором необхо-
дим один оператор. Для измерения трибометр размещается на рельсе, включается питание, и прибор на-
параметр, – трибометрами, которые являются достаточно эффективным средством исследования, настройки и контроля работы средств лубрика-ции. Однако вэксплуатации из-за больших затрат труда и времени сложно применять трибометры ежедневно.Кроме этого, из-за высокой стоимос-ти трибометров их распространение на сети дорог ОАО «РЖД» ограничи-вается единичными экземплярами. Достаточно сказать, что стои-мость трибометра ТРП-01, который выпускается в г. Саратове (прототип – ручной рельсовый трибометр HPT-US90 фирмы Salient Systems, Inc., USA), составляет порядка 900 тыс. руб. В качестве альтернативы вышеупомянутым приборам на За-байкальской дороге специалистами
дорожного конструкторско-техноло-гического бюро разработан и изго-товлен экспериментальный образец измерителя коэффициента трения для контроля качества лубрикации ИКТЛ (трибометра), не уступающий техническим характеристикам ТРП-01, а по некоторым позициям имею-
Інноваційні рішення, розробки та технології на залізниці
№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
32 ДЦНТІ регіональнальної філії «Одеська залізниця»
- контроль положения измери-тельного ролика относительно рель-са и пути; - регулировку положения изме-рительного ролика в 4-х положениях по нормали к исследуемой поверх-ности; - контроль напряжения батареи на цифровом индикаторе. Изготовление и испытание экспериментального образца – это лишь один из этапов разработки и по-становки изделия на производство. После проведения испытаний был выявлен ряд недостатков конструк-ции, которые могут быть устранены на следующем этапе – разработ-ке опытного образца трибометра, который при этом будет дополнен и другими функциями, такими, как при-вязка результатов измерений к коор-динатам GPS, сохранение резуль-татов измерений на флеш-памяти, передача результатов измерений че-рез интернет, например, в отдел лу-брикации. Для выполнения этой задачи
необходимы специалисты, имеющие опыт работы с микропроцессорной техникой. Но, к сожалению, в резуль-
чинает самостоятельное движение вдоль рельса, на предварительно установленную протяженность из-мерения:0,5 м; 1 м; 1,5 м; 2 м; 2,5 м. Цикл измерения начинается при достижении скорости переме-щения значения 0,5 км/час.Через 3–10 секунд после прохода заданной протяженности измерения на индикаторе отображается резуль-тат измерения. Емкость аккумуляторной ба-тареи ИКТЛ обеспечивает его непрерывную работу в течение 4 часов. Зарядное устройство обеспе-чивает заряд аккумулятора при под-ключении к сети переменного тока напряжением 220 В. По окончании заряда загорается индикатор.Разработанный прибор обеспечива-ет: - стабилизацию скорости про-хода за измерение; - стабилизацию недопустимых угловых перемещений измеритель-ного ролика; - стабилизацию недопустимых колебаний значений силы нормаль-ного давления и силы трения; - стабилизацию положения из-мерительного ролика относительно рельса и пути;
Інноваційні рішення, розробки та технології на залізниці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
33 ДЦНТІ регіональнальної філії «Одеська залізниця»
Матеріал з періодичного видання:// Переодическое печатное издание Забай-кальской железной дороги
тате оптимизационных мероприятий и введения ограничения на прием работников, таких специалистов в бюро в настоящее время нет. Хочется надеяться, что руко-водство дороги, служба технической политики обратят внимание на эту проблему и помогут в решении во-проса приема в ДКТБ необходимых специалистов для решения не только этой, но и других, не менее сложных задач.
Інноваційні рішення, розробки та технології на залізниці
№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
34 ДЦНТІ регіональнальної філії «Одеська залізниця»
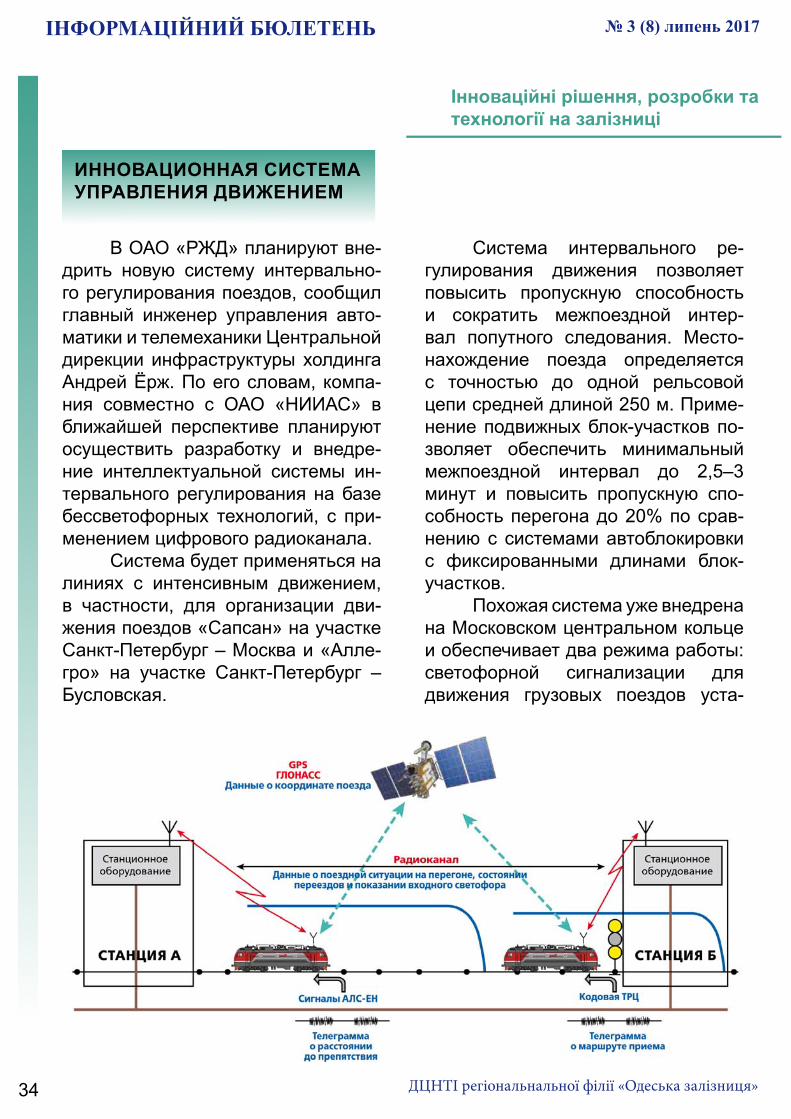
В ОАО «РЖД» планируют вне-дрить новую систему интервально-го регулирования поездов, сообщил главный инженер управления авто-матики и телемеханики Центральной дирекции инфраструктуры холдинга Андрей Ёрж. По его словам, компа-ния совместно с ОАО «НИИАС» в ближайшей перспективе планируют осуществить разработку и внедре-ние интеллектуальной системы ин-тервального регулирования на базе бессветофорных технологий, с при-менением цифрового радиоканала. Система будет применяться на линиях с интенсивным движением, в частности, для организации дви-жения поездов «Сапсан» на участке Санкт-Петербург – Москва и «Алле-гро» на участке Санкт-Петербург – Бусловская.
Система интервального ре-гулирования движения позволяет повысить пропускную способность и сократить межпоездной интер-вал попутного следования. Место-нахождение поезда определяется с точностью до одной рельсовой цепи средней длиной 250 м. Приме-нение подвижных блок-участков по-зволяет обеспечить минимальный межпоездной интервал до 2,5–3 минут и повысить пропускную спо-собность перегона до 20% по срав-нению с системами автоблокировки с фиксированными длинами блок-участков. Похожая система уже внедрена на Московском центральном кольце и обеспечивает два режима работы: светофорной сигнализации для движения грузовых поездов уста-
иннОвациОнная СиСтемауправления движением
Інноваційні рішення, розробки та технології на залізниці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
35 ДЦНТІ регіональнальної філії «Одеська залізниця»
новленной массы и длины, а также бессветофорной сигнализации для ускоренного движения пригородных поездов. Для автоматизированно-го управления движением поездов в условиях высокой интенсивности движения используются комплексы «Автодиспетчер» и «Автомаши-нист», которые позволяют в автома-тизированном режиме вести управ-ление движением по нормативному графику, контролировать движение поезда в реальном времени с по-мощью системы позиционирования на основе спутниковой навигации, выявлять конфликтные ситуации, осуществлять автоматизированный расчет и применять вариантный гра-фик движения поездов для выхода из конфликтных ситуаций и восста-новления планового графика в ре-альном масштабе времени. В комплексах реализованы режимы автоведения поездов с ис-пользованием цифровых систем
связи, высокоточной координатной сети и цифровой модели пути. На локомотивы осуществляется пере-дача графиков движения, управляю-щих команд на остановку поезда или команд на разрешение проследова-ния запрещающих сигналов. В дальнейшем для повышения точности позиционирования объектов Российские железные дороги первые среди мировых железнодорожных компаний отка-жутся от путевых датчиков, заменив их на спутниковые системы опред-еления координат. На текущий момент на Мос-ковском центральном кольце уже реализован ускоренный пропуск пригородных поездов с интервалом попутного следования до 2 мин. 40 сек.
Матеріал з періодичного видання:// Переодическое печатное издание Забай-кальской железной дороги
Інноваційні рішення, розробки та технології на залізниці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
36 ДЦНТІ регіональнальної філії «Одеська залізниця»
Нормативно-правова база Окрім ручного електроінстру-менту, на виробництві використову-ється інструмент з іншими джерела-ми енергії, зокрема з приводом від джерела стисненого повітря (пнев-матичний інструмент). Пневматич-ний інструмент (далі — пневмоін-струмент) є засобом виробництва підвищеної небезпеки, оскільки пе-редбачає використання обладнання, конструктивні елементи якого пере-бувають підтиском. Пневмоінстру-мент може використовуватися для установлення, затягування та вида-лення кріпильних виробів, клепки, штампування, пресування, різання, свердління та руйнації, шліфування та полірування матеріалів. Загальні вимоги безпечної екс-плуатації ручного інструменту визна-чають: • Правила охорони праці під час роботи з інструментом та при-строями, затверджені наказом Мі-ністерства енергетики та ву гільної промисловості України від 19 грудня 2013 р. № 966 (НПАОП 0.00-1.71-13); • Правила охорони праці під час будівництва та ремонту об’єктів житлово-комунального господарства (НПАОП 45.2-1.02-90); • під час роботи на висоті — Правила охорони праці під час вико-нання робіт на висоті (НПАОП 0.00-1.15-07); • державні стандарти серії ДСТУ EN ISO 11148 «Ручні неелек-
три-фіковані механізовані інстру-менти. Вимоги щодо безпеки» (діє замість ДСТУ EN 792), який поширю-ється на інструмент з пневматичним або гідравлічним приводом обертан-ня або лінійного переміщення, що їх обслуговує оператор і які перебува-ють: у руці або в руках оператора; на плечових ременях або на під вісі (на-приклад, балансирі). Перелік державних стандар-тів, що визначають вимоги безпечної експлуатації ручного неелектрифіко-ваного інструменту, наведено в до-датку. Вимоги безпечної експлуатації пневмоінструменту та допоміжного обладнання до нього визначають: • ДСТУ EN 983:2003 «Безпеч-ність машин. Вимоги безпеки до гі-дравлічних та пневматичних систем і їх складових частин. Пневматика»; • ГОСТ 12.2.010-75 «ССБТ. Машины ручные пневматические. Общие требования безопасности»; • ГОСТ 10362-76 «Рукава резиновые напорные с нитяным уси-лением, неармированные. Техничес-кие условия»; • ГОСТ 18698-79 «Рукава резиновые напорные с текстильным каркасом. Технические условия»; • ГОСТ 6678-72 «Манжеты резиновые уплотнительные для пневматических устройств. Техни-ческие условия». Як гнучкі трубопроводи для по-дачі підтиском повітря використову-
Безпечна екСплуатацІя ручнОгО пневматичнОгО ІнСтрументу
Охорона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
37 ДЦНТІ регіональнальної філії «Одеська залізниця»
ються рукава напірні пневматичні класу Г (IV) за ГОСТ 18698-79.
Наказами ДП «УкрНДНЦ» Мі-ністерства економічного розвитку і торгівлі України з 1 січня 2016 р. припинено дію на території Укра-їни 12 776 стандартів колишнього CPCR які розроблені до 1992 року. Норми ГОСТ, на які посилаються чинні нормативно-правові акти, та-кож вважаються не обов’язковими до виконання.
Вимоги безпечної експлуатації посудин, що працюють під тиском, визначають Правила будови і без-печної експлуатації посудин, що пра-цюють під тиском (НПАОП 0.00-1.59-87), та ДСТУ ГОСТ 12.2.085:2007 «Посудини, що працюють підтиском. Клапани запобіжні. Вимоги щодо без-пеки». Порядок вимірювання небез-печних виробничих чинників (шуму, вібрації), пов’язаних з використання ручного пневмоінструменту, визна-чають: ДСТУ ГОСТ 31337:2007 «Шум машин. Машини ручні неелектричні. Технічний метод вимірювання шум» та ДСТУ EN ISO 8662-...-2001 (2004) «Инструменты ручные переносные приводные. Измерение вибрации на рукоятке». Вимоги безпечної експлуатації ручного пневмоінструменту, що вико-ристовується під час проведення по-жежно-рятувальних робіт, визначає ДСТУ 4902.2:2007 «Механізований переносний інструмент з пневматич-ним приводом. Загальні технічні ви-моги та методи випробування».
Механізовані інструменти, що вико-ристовуються у потенційному вибу-хонебезпечному середовищі, пови-нні відповідати вимогам EN 1127-1 «Вибухонебезпечне середовище. Попередження вибухів та захист від них. Частина 1. Основні принципи та методологія».
Організація експлуатації пнев-моінструмент Суб’єкт господарювання пови-нен визначити особу (як правило, інженерно-технічного працівника), відповідальну за огляд, збереження та справність пневмоінструменту та допоміжного обладнання до нього. До роботи з пневмоінструментом до-пускається особа після проведення інструктажу з питань охорони праці та перевірки правил поводження з цим інструментом. Пневмоінструмент може закрі-плюватися як для індивідуального, так й бригадного використання. На виробництві пневмоінстру-менту присвоюється інвентарний но-мер. Пневмоінструмент повинен мати інформаційне маркування: на-зву та адресу виробника; позначен-ня серії або типу; серійний номер або номер партії; рік виготовлення; максимальний робочий тиск для пневматичних інструментів або мак-симальний тиск і витрата для гідрав-лічних інструментів. Інструкція з експлуатації вироб-ника інструмента повинна складати-ся з робочої інструкції та інструкції з обслуговування.
Охорона праці
№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
38 ДЦНТІ регіональнальної філії «Одеська залізниця»
додаткові вимоги безпеки: 1. Конструкція рукоятки для ін-струменту, вага якого перевищує 2 кг (разом з інструментальною насад-кою), повинна передбачати можли-вість утримання його обома руками під час роботи. 2. У разі використання цирку-лярної пилки, дрилів ударно-обер-тових, шліфування штампів повинна бути забезпечена можливість при-єднання пилозбірника або пристрою для видалення пилу. 3. Пристрій пуску-зупинки має розташовуватися в зоні рукоятки, щоб оператор міг натиснути на ньо-го, не послабляючи зусилля на руко-ятці, та не повинен блокуватися за ввімкнутого положення. 4. Захисний кожух для захисту інструментальної насадки інструмен-тів для нарізевих кріпильних виробів та шліфування штампів не потріб-ний.
Пневмоінструмент необхід-но оглядати безпосередньо перед засто суванням, а у разі виявлення несправностей, що впливають на безпеку праці, інструмент слід ви-лучити з експлуатації.
дОвІдка На будівництві відповідальність за технічний стан пневмоінструменту та технологічного оснащення (включ-но із засобами захисту) покладаєть-ся на організацію (особу), на балансі (у власності) якої вони знаходяться, а у разі їх передачі у тимчасове ко-ристування (оренду) — на організа-
цію (особу), визначену договором; за безпечне виконання робіт — на орга-нізації, які виконують роботи (п. 4.12 ДБН А.3.2-2-2009 «Система стан-дартів безпеки праці. Охорона праці і промислова безпека у будівництві. Основні положення», НПАОП 45.2-7.02-12). Не допускаються роботи з пнев-моінструментом з приставних дра-бин, оскільки ці роботи по требують упору в конструктивні елементи бу-дівлі або споруди (п. 7.3.28 НПАОП 45.2-7.02-12).
Роботи з пневмоінструментом передбачають використання засо-бів захисту органів слуху (навушни-ків, вкладишів для вух, шумозахис-ного шолому), під час використання абразивного інструменту (різання, за точення, обдирання, шліфовка), видалення та подрібнення уламків — засобів захисту обличчя та очей (захисних окуляр або щитка) (п. 5, п. З Додатка 3 до Положення про поря-док забезпечення працівників спеці-альним одягом, спеціальним взуттям та іншими засобами індивідуаль-ного захисту, НПАОП 0.00-4.01-08). У разі наявності поруч з місцем ви-користання пневмоінструмента ін-ших робочих місць або проходів для забез печення безпеки праці слід ви-користовувати захисний екран (шир-му, щит, перегородку), наприклад, висотою не менше 1 м суцільні або сіт часті з розмірами чарунок не біль-ше 3 мм (п. 2.5.2 НПАОП 45.2-1.02-90). Під час проведення робіт з ви-
Охорона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
39 ДЦНТІ регіональнальної філії «Одеська залізниця»
користанням ручного інструмента на слюсарно-механічних ділянках за-гальнопромислового призначення нормована освітленість при загаль-ному освітленні на горизонтальній робочій поверхні, розташованій на висоті 0,8 м від рівня підлоги, пови-нна бути не менше 300 Лк, показник осліплювальності — не більше 20 Лк (п. 43 Додатка И ДБН В.2.5-28-2006 «Інженерне обладнання будинків і споруд. Природне і штучне освітлен-ня»). Робочий інструмент, що вико-ристовується, повинен відповідати нормативним вимогам (технічним умовам). Наприклад, технічні умови абразивного інструменту визначають ДСТУ ГОСТ 21963-2002 «Круги від-різні. Технічні умови», а також ГОСТ 2270-78 «Инструмент абразивный. Основные размеры элементов кре-пления»; ГОСТ 23182-78 «Круги шлифовальные для ручных ма-шин. Технические условия»; ГОСТ 24106-80 «Круги эльборовые шлифовальные. Технические усло-вия». Пневмоінструмент незалежно від умов його роботи та справнос-ті періодично, але не рідше. 1 разу на 6 місяців, слід розбирати, про-мивати, змащувати, роторні лопат-ки — заправляти, а виявлені під час огляду пошкодження або спрацьо-вані частини — замінювати новими. Після складання інструменту прово-диться регулювання частоти обер-тання шпинделя на відповідність паспортним даним, а також протягом 5 хвилин перевірка його роботи на
холостому ходу. Результати огляду та технічного обслуговування пнев-моінструмента обліковуються у жур-налі (довільної форми) (п. 1.39 розді-лу III НПАОП 0.00-1.71-13, п. 2.7.133 НПАОП 45.2-1.02-90). Оскільки чин-ним законодавством не визначена форма журналу обліку результатів перевірок і випробувань пневматич-ного інструменту, рекомендується використовувати форму «Журнал об ліку та періодичних оглядів меха-нізмів і агрегатів, не підконтрольних Держгіртехнагляду» ОСТ 65.08-83 «Строительство. Документация по безопасности труда. Виды и формы» (був внесений до Реєстру норматив-но-правових актів з охорони праці під шифром НПАОП 45.2-7.02-83).
заБОрОненО • замінювати робочу частину інструмента без використання спе-ціальних пристроїв (ключів, воротків тощо); • працювати з інструментом обертової дії з розхристаним спецо-дягом або волоссям (тримати волос-ся, спецодяг та захисні рукавиці слід подалі від рухомих частин); • направляти робочий орган ін-струмента на себе або іншу особу; • використовувати робочий ін-струмент, що має люфт у кріпильній втулці, або додаткові заклиню-вальні прокладки, а також інструмент удар-ної дії без пристроїв, що виключають самовільний виліт робочої частини при холостих ударах; • прискорювати зупинку робо-чого органу, що обертається, руками
Охорона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
40 ДЦНТІ регіональнальної філії «Одеська залізниця»
або іншими предметами; • переносити інструмент, три-маючи за робочу частину або жи-вильний рукав інструмента (слід три-мати інструмент за рукоятку).
Умови безпечної експлуатація пневмоінструменту Під час роботи з ручним пнев-моінструментом використовуються, як правило, гнучкі рукави (шлан-ги). Підчас приєднання рукавів до пневмо інструменту дотримуються таких вимог (за розділом 6 ГОСТ 18698-79 та Додатком 1 до ГОСТ 10362-76): • кінцева арматура, до якої при-єднується рукав, не повинна мати го-стрих граней, скосів та нерівних кра-їв, а також має бути очи щена від іржі, забруднень, мастила; • зовнішній діаметр трубопро-воду повинен бути не менше вну-трішнього трубопроводу рукава; • розтягнення кінців рукава не повинно перевищувати 105 % фак-тичного діаметра рукава; • під хомутами не повинно бути складок стінок рукавів; • деформація стінок рукавів з текстильним каркасом під час затяг-нення хомутами не повинна переви-щувати 40 % товщини сті нок рукавів, деформація стінок рукавів неармо-ваних з нитяним посиленням — в межах 15-30 %, а у разі використан-ня наконеч ників — 25-15 %; • зазор між торцями з’єднуваних відрізків рукавів трубопроводів пови-нен бути не менше ЗО мм, а неспів-вісність — не більше 3 мм;
• армування рукавів кінцевою арматурою проводять при темпера-турі вище 0 °С (у разі перебування рукава при температурах нижче 0 °С ГОСТ 10362-76 передбачає попере-дню витримку при температурі від +15 до +25 °С протягом 24 годин). Рукава повинні приєдну-ватися до пневмоінструменту та з’єднуватися між собою за допомо-гою ніпелів, штуцерів або стяжних хомутів (без використання проволо-ки). Підвідна пневматична система не по винна мати пошкоджень (про-пускання повітря) та повинна мати за пірну апаратуру для приєднання рукава. Приєднання пневмоінстру-менту до рукава здійснюється після прочищення сітки у футорці та при за-критій запірній арматурі пневмосис-теми. Робоча частина шліфувальних машинок, пилок та рубанків повинна мати інвентарне захисне огороджен-ня (кожух). Перед початком роботи необ-хідно перевірити роботу пневмоін-стру-мента на холостому ходу.Підчас роботи з пневмоінструментом необхідно стежити, щоб: • робоча частина робочого ор-гану була правильно заточена, не мала тріщин, вибоїн та інших пошко-джень; • бокові грані інструмента не мали гострих ребер; • хвостовик був відцентрова-ним, без сколів та тріщин, відповідав розмірам втулки, що не допускало б самовільного випадання робочого ін-струмента. У разі використання інструмен-
Охорона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
41 ДЦНТІ регіональнальної філії «Одеська залізниця»
та для забивання кріпильних виробів допускати вільний виліт кріпильних матеріалів, наскрізне пробивання робочих поверхонь та надлишкові зусилля. Якщо під час роботи крі-пильний виріб увійшов у деталь не до кінця, слід збільшити тиск повітря з дискретністю 0,5 Бар, перевіряю-чи роботу інструмента після кожного збільшення: якщо кріпильний виріб зайшов у матеріал занадто глибоко, необхідно зменшити тиск повітря з дискретністю 0,5 Бар до досягнення потрібного результату. У разі обриву або пошкоджен-ня рукава перекрити доступ стисне-ного повітря до пневмоінструменту закриттям запірної арматури. під час проведення робіт на висоті довжина шлангів від магі-стралі до пневмоінструменту по-винна бути не більше 10 м (п. 5.4.6 нпаОп 0.00-1.15-07). Під час експлуатації кріпильні деталі пневмоінструменту за необ-хідності слід підтягувати, а також очищати пневмоінстумент від за-бруднення. Для очищення рука-вів використовується гаряча вода (спирт). По завершенню робіт після демонтажу рукава його кінці закрива-ють спеціальними пробками-заглуш-ками. У випадку тривалої перерви в роботі та наприкінці зміни інструмент від’єднують від пневмосистеми, та-кож рекомендується зняти робочу частину або звільнити магазин набо-їв кріпильних виробів. Пневмоінстру-мент повинен зберігатися у передба-чених для цього місцях. Неармовані рукави зберігають-
ся у приміщенні при температурі не більше +30 °С на відстані не менше 1 м від теплових приладів. Рукави під час зберігання захищаються від прямої дії сонячних і теплових про-менів, потрапляння на них мастила, бензину, керосину та дії їх парів, а також кислот, лугу, газів та інших ре-чових, що руйнують гуму та нитяний каркас. Руками не варто зберігати поблизу радіоелектронного або ін-шого облад нання, що виділяє озон, штучних джерел світла, що виділя-ють ультра фіолетові промені (п. 5.7, 5.8 ГОСТ 10362-76).
заБОрОненО • улаштовувати пневмосистему (з’єднувальні рукави або шланги) з ризиком її пошкодження під час про-ходу працівників, наїзду транспорт-них засобів та дії інших засобів ви-робництва; • використовувати рукави, що мають пошкодження або не перед-бачені для використання з інстру-ментом; • закріплювати рукави з вико-ристанням проволоки (без викорис-тання ніпелю, штуцера або хомута); • переміщувати рукави поверх-нями, що можуть пошкодити рукав; • скручувати рукав відносно по-довжньої осі; • допускати вигин рукава по-близу кінцевих з’єднань (довжина прямолінійної частини поблизу кінце-вих з’єднань повинна бути не менше двох зовнішніх діаметрів рукава); • допускати розтягнення рукава в осьовому напрямку (рукав повинен
Охорона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
42 ДЦНТІ регіональнальної філії «Одеська залізниця»
рівномірно улаштовуватися на опо-рах); • регулювати або замінювати робочу частину інструмента за наяв-ності тиску у мережі його живлення.
З матеріалів періодичного видання:// Охорона праці і пожежна безпека – 2016. - №11. – С. 28-33.
Охорона праці

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
43 ДЦНТІ регіональнальної філії «Одеська залізниця»
заБытые прОфеССии
же, чем сегодня. Преклонение перед «господи-ном механиком» в царские време-на было совершенно справедливо – обращение «механик» подчерки-вало уважительность тона, так как указывало на наличие техническо-го образования. При тогдашнем не-совершенстве пути и подвижного состава от профессионализма ма-шиниста зависело всё. Для профес-сии машиниста нужна совокупность вполне определенных навыков и личностных свойств. Далеко не каждый может быть машинистом. На паровозах Царскосельской железной дороги машинистами были англичане. А на Петербурго-Москов-ской да и на других русских дорогах вплоть до конца XIX века работало
по контракту машинистами немало немцев, шведов и бельгийцев, мно-
Прошли те времена, когда на железной дороге звонко звуча-ли колокола, поднимали крылья семафоры, дудели в рожки стрелоч-ники, дежурные в красных фуражках поднимали над головой сигнальные диски; по перегону шел путевой об-ходчик с гаечным ключом и молот-ком на плече, забивал вылезшие костыли, подтягивал ослабшие гай-ки и важно показывал флажок про-ходившим поездам; а по станциям передвигались шипящие и клокочу-щие паровозы с серо-белыми клу-бами дыма, с лязгом механизмов и ворочанием дышел. И пахло га-рью, керосином, смазкой, шпаль-ной смолой, песком... Тот терпкий, невозвратимый запах железной до-роги, который начинал различаться по приближении к издали видимым полосатым столбикам переезда и натянутым проводам. Сегодня живой паровоз выглядит аттракционом, а облик же-лезной дороги изменился со време-нем так, что современному челове-ку даже трудно представить, как все начиналось.
машинист паровоза Нужно сказать вначале не-сколько слов о профессии маши-ниста. Испокон веков называют её ведущей на транспорте, на ней замыкается весь огромный процесс деятельности железной дороги. В старину суть этой профессии пони-мали несопоставимо лучше и глуб-
Машинист в форме 1861 г. Машинист в форме 1878 г.
Історії залізниць

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
44 ДЦНТІ регіональнальної філії «Одеська залізниця»
вытаскивать, иначе там сознание можно потерять очень быстро. Редко какой машинист из настоящих паро-возников хоть раз не лазил в горячую топку. Вот какая была работа! Быт паровозников сложил-ся сразу по создании первой ма-гистрали Петербург – Москва, на определенных станциях которой, расположенных на границах участ-ков тяги, паровозы и их прислуга вставали для разворота, экипировки и отдыха. Уклад паровозников зиж-дился на этом способе работы: отдых дома - дорога - отдых в дороге - опять дорога - дом. У паровозников традиционно была самая высокая зарплата на желез-ной дороге среди всех рабочих про-фессий, связанных с движением по-ездов. Зарплата машиниста всегда в полтора-два раза превышала зарп-лату стрелочников, кондукторов, путевых рабочих и даже дежурных по станции. Кроме того, у машинистов есть возможность дополнительных заработков: премиальные, за нагон опоздания, за экономию топлива, за вождение тяжеловесных поездов и т.д. помощник машиниста и ко-чегар Слово «бригада» в отношении паровозников появилось уже при со-ветской власти, в 1920-е годы. В цар-ские времена бригада называлась «прислугой». Слова «помощник» и «кочегар» – ровесники «сухопутного парохода». Кочегаров недолго называли «истоп-никами», а затем тоже позаимствова-
гие из которых так и остались жить в России.
Машинист был главным на паро-возе, отвечал за всё. Если встава-ли на перегоне из-за неисправности
топки, то он и в топку лазил. Прова-лится, например, колосник, а ехать надо, да и в зарплате за заход на внеплановый ремонт пострадать ни-кому не хочется. Надевает человек на себя два ватника, две пары рука-виц, закутывается, забинтовывает лицо, оставляя лишь щелочки для глаз (брови всё равно обгорали, а угольный налет под глазами у паро-возников вообще оставался навсег-да), обольют его как следует водой – тщательно, насквозь. Горящий слой сгребают в сторону от проваливше-гося колосника, расчищают место для работы, снижают давление пара в котле, насколько могут, уменьша-ют и температуру в топке. В шуровку просовывают доску или полушпалок, чтобы по ним можно было сползти на колосники на расчищенное место. И человек медленно сползает в са-мое пекло. Там он очень аккуратно, без резких движений, успевает сде-лать две-три точных манипуляции (например, опустить лист железа на место провалившегося колосни-ка), и его немедленно вытаскивают за ноги – к этому моменту, спустя какие-то секунды, одежда на нем уже вся дымится. Главное – не про-зевать момент, когда нужно начать
Історії залізниць
№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
45 ДЦНТІ регіональнальної філії «Одеська залізниця»
ли, когда и сколько его подбрасывать. Отопление паровоза углем – это искусство. За экономию угля пла-тили очень хорошо. В 1950-х годах можно было только «за экономию» получить до тысячи тогдашних ру-блей в месяц дополнительно к зарп-лате – огромные деньги в то время. Паровозники называли её «третья получка». Хорошо премировали за экономию топлива и в царские вре-мена. Слово «шурует» пошло от сло-ва «шуровка», оно означает «отвер-стие в котле для заброски топлива». Шуровать топку – это не ворочать в ней скребком, как думают некоторые, а именно кидать в нее уголь. Ручное угольное отопление па-ровозники называли в шутку: «сто-кер Горбачева». Имелся в виду чело-веческий горб, на котором зиждился весь путь, в иных случаях по 18-20 тонн угля перебрасывали помощни-ки в один конец. До революции, в Гражданскую, в прифронтовой полосе в Великую Отечественную войну паровозы на
многих линиях топили дрова-ми. Потому у па-ровозов царской поры и шуровки круглые – под форму поле-на. А вот потом
стали делать паровозные «пасти» вытянутыми, полуовальными, для того чтобы удобно было лопату в них при броске угля располагать. На средней мощности на па-
ли слово из обихода флота. Следует сразу сказать, что на паровозе не ко-чегар бросал уголь в топку, а помощ-ник, как более опытный, а на кочега-ре лежали разные вспомогательные обязанности. Он смазывал буксы, набирал масло и воду, подгребал уголь из тендера в лоток, подсыпал его в стокерную машину, если паро-воз оборудован стокером. А задача помощника – держать пар должного давления. Это очень большое ис-кусство, особенно при отоплении плохими углями. Недаром за хоро-ших помощников машинисты иногда даже дрались. Для отопления паровозов час-то использовали низкосортные угли, которые очень плохо горели и пор-тили котел. Хорошего угля паровоз расходует в три-четыре раза мень-
ше, чем плохого при одинаковых поездных услови-ях. Опытные по-мощники, чувство-вавшие уголь, зна-
Історії залізниць

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
46 ДЦНТІ регіональнальної філії «Одеська залізниця»
бывают от самых крошечных до мо-гучих 12-килограммовых, а после ещё и прокрутить трещотки, чтобы подогнать масло к самим трущимся поверхностям. Потому у помощника или кочегара во время смазки всегда в кармане спецовки лежит гаечный ключ для откручивания смазочных гаек и кусок обтирочных концов для обтирания пальцев. А самые первые паровозы смазывали... говяжьим салом! Эта смазка называлась «техническое сало». После появился олеонафт – нефтяная смазка. Смазывали и мазу-том, пока не появились минеральные масла промышленного производ-
ства. На паровозы давали осевое зимнее или летнее масло, которого уходило чуть ли не центнер за по-
ровозах серии Э за 70 километров пути с поездом сжигали полный тен-дер березовых дров (это называлось «под метлу», то есть пол на тенде-ре оказывался пустым и чистым). А сырых осиновых дров могло даже и на столько верст не хватить.Топили и сланцем, и торфом, а в Гражданскую войну и сухой воблой, копченой рыбой! Топили изгарью и прочей всякой «землей». А сколько раз вставали на перегоне, зашлако-вав топку, заливали колосники, теря-ли пар. И ведь, несмотря на трудности, делали всё, что требовали дорога и паровоз, – а требовали они очень многого, и приводили поезд в пункт назначения по графику (по поездам действительно ходики ставили за от-сутствием ТВ и радио), и паровоз со-держали в такой чистоте, что он был как лакированный. Паровозы были закреплены за бригадами, и содержали маши-ну в полном порядке. Паровоз надо смазывать, а мазать – только с одной стороны до двадцати точек! В одних, открутив гайки, фитили пропустить, потянув пару раз за вязкую вере-вочку, и из масленки в них подлить; в другие, на механизме и рессорах, вкачать винтовым прессом вязкую «грызь» (слово это пошло от англий-ского «гриз» – смазка, и началось с эпохи мощных ФД, с того амери-канского влияния, которые они с со-бой принесли); в третьи зафуговать массивной спринцовкой, а в пресс-аппараты налить из ручных масле-нок с длинными носами, которые
Історії залізниць

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
47 ДЦНТІ регіональнальної філії «Одеська залізниця»
крышки не выбило, дышла не по-гнуло, открывали перед троганием с места цилиндро-продувательные краны. На паровозах царскосель-ской поры открывал их помощник машиниста, сперва бежал рядом с паровозом, а потом закрывал краны и вскакивал на ходу. Затем эти краны сделали с приводом из будки. Ког-да в цилиндры подается пар, он с шипением вылетает в эти краны и образует возле передка паровоза необыкновенно живописные белые клубы. Прежде чем открыть регуля-тор, машинист всегда посмотрит на машину и спросит помощника – нет ли кого возле кранов, потому что можно ошпарить человека – и такое бывало. Эпоха паровозников начала свой закат в 1956 году, когда было принято решение прекратить выпуск паровозов и перейти на другие виды тяги.Продолжение в следующем номере.
З матеріалів сайту: https://www.rzd-expo.ru/history/little_known_facts/zabytye-professii/
ездку, цилиндровое, компрессорное для насоса. Весь пол у котла был уставлен масленками, масляными коробами. Каждая масленка покра-шена в свой цвет или имеет надпись, чтобы не перепутать масло, особен-но ночью. Самое трудное было на паровозе – приехать и усталому идти за маслом на маслораздачу, таскать тяжёлые емкости на паровоз. Кроме того, нужно было брать жестяные ко-робки с солидолом и «грызью», на-поминавшей шоколадное масло... Паровоз много масла потреблял, лишнего не бывало. Ночью при осмотре и смазке паровоза носили с собой горящий факел – чисто паровозная деталь трудового быта. Надо сказать, что на парово-зах петь разрешалось и даже по-ощрялось, а вот за свист можно было сразу получить от машиниста подзатыльник. Он мог принять этот свист за неисправность в машине и вообще за посторонний звук, ино-го вида тестирования в пути, кроме слуха, на паровозе не применялось. Вслед за получением жезла и свистком главного кондуктора ме-ханик дает отправление громким свистком. Чтобы из-за воды, которая скапливается в цилиндрах, не про-изошел гидроудар, и цилиндровые
Історії залізниць

№ 3 (8) липень 2017ІНФОРМАЦІЙНИЙ БЮЛЕТЕНЬ
48 ДЦНТІ регіональнальної філії «Одеська залізниця»





























