Embed Size (px)
Citation preview

Separation and Purification Technology 111 (2013) 145–154
Contents lists available at SciVerse ScienceDi rect
Separation and Purification Techn ology
journal homepage: www.elsevier .com/ locate /seppur
Novel physical separation process for eco-friendly recycling of rare and valuable metals from end-of-life DVD-PCBs
Vinod Kumar a,b,⇑, Jae-chun Lee a,⇑, Jinki Jeong a, Manis Kumar Jha b, Byung-su Kim a, Ratnakar Singh b
a Mineral Resources Research Division, Korea Institute of Geoscience & Mineral Resources (KIGAM), Daejeon 305-350, Republic of Korea b CSIR-National Metallurgical Laboratory, Jamshedpur 831 007 India
a r t i c l e i n f o a b s t r a c t
Article history:Received 9 December 2012 Received in revised form 2 March 2013 Accepted 24 March 2013 Available online 3 April 2013
Keywords:DVDPCBsPneumatic separation Froth flotation and metal recovery
1383-5866/$ - see front matter � 2013 Elsevier B.V. Ahttp://dx.doi.org/10.1016/j.seppur.2013.03.039
⇑ Corresponding authors. Address: Mineral ResourInstitute of Geoscience & Mineral Resources (KIGAM),Korea. Tel.: +91 9431953276; fax: +91 6572345213 3613; fax: +82 42 868 3415 (J.-c. Lee).
E-mail addresses: [email protected] (V.(J.-c. Lee).
Present paper reports a simple and eco-friendly physical separation proce ss for the recycl ing of metallic values from PCBs. The separation of material is based on distribution of metallic and non-metall ic con- stituents in different size fractions depending on their liberation size due to their malleable or ductile nature. The studies showed the enrich ment of metals in coarser particles (�1000 + 150 lm) and non- metals in the finer particles �150 lm following pneumatic separation and froth flotation process. A grade of 88% with 75% recovery was achieved by froth flotation, but lower grade of �75% with �65% recovery were obtained by pneumatic separation with �1500 lm powder. Overall grade of metals was achieved up to 88% by controlling the feed and air flow rates during pneumatic separation. Using this beneficiationtechnique, the concentration of rare metals in the different fractions varying from 1.88% to 4.18% was enriched up to 9%.
� 2013 Elsevier B.V. All rights reserved.
1. Introduction
The rapid advancement of electronic and information technolo- gies has resulted in the advent of low cost and improved electroni cproducts in the market resulting in the generation of the large quantities of end-of-life electrical and electronic equipments (EOL-EEEs) due to their replacemen t. The quantity of their genera- tion is increasing with alarming rate in Korea and other parts of the world. In India, the problem has reached to an alarming stage these days because of a rudimentary disposal, classification and collec- tion system of EOL-EEE as well as lack of cost-effecti ve technology for processing them [1–4]. The EOL-EEEs contain printed circuit boards (PCBs) which constitute metallic values including toxic metals viz. lead, cadmium, mercury, etc. and their disposal causes a serious social, environmental and technolo gical problem. The recovery and recycling of metals from PCBs is difficult due to the heterogeneous mix of organic materials , metals, glass fiber and epoxy resins and their multilayere d construction. It is still imma- ture to recover metals due to improper collection system and lim- ited availability of know-how to process such complex materials.Random discard of such substances in the open or land fill leads to the leachate infiltrating into the groundwate r and soil [5,6].
ll rights reserved.
ces Research Division, Korea Daejeon 305-350, Republic of(V. Kumar), tel.: +82 42 868
Kumar), [email protected]
Therefore, the recycling of PCBs is an important issue, not only from the viewpoint of waste treatment, but also with respect torecovery of valuable, precious and rare metals leading to the con- servation of natural resource s for the sustainable developmen t[7–9]. These materials could be processed either by hydrometal lur- gical or pyrometallu rgical process after physical treatment. But,the treatment by pyrometal lurgical process is not suitable as itgenerate s carcinogenic dioxins and furans gases.
Physical beneficiation processin g is essential for effective liber- ation and separation of metallic from non-metallic component be- fore recovery of metals by hydrometall urgical route without affecting environment. In this process, PCBs segregated from the EOL-EEEs is comminuted to smaller particle size followed by liber- ation and separation into metallic and non-metallic fractions. The efforts to develop improved integrated environmentall y friendly recycling technology involving physical beneficiation in combina- tion with hydrometallur gy for recovery of metals are particularly emphasized [10–16].
Various authors studied the physical beneficiation techniques to process EOL-EEEs to recover/con centrating the metallic values from non-metallic constituents as metallic can be segregated easily [17–24]. However some notable problems have been detected intheir application and cannot efficiently resolve by optimizing the separation process. E-waste processing limitations stemming from its complex characterist ics, evolving suitable recycling methodol -ogy with low-entry barriers still being in infantile stage in relative term, indiscriminate and haphazard dumping of such substances iscontinuing in China, India and several other regions [25,26]. Air

146 V. Kumar et al. / Separation and Purification Technology 111 (2013) 145–154
classification has been studied to separate the metal values from the non-metallic powder based on their size and density using var- ious air classifiers [27]. The froth flotation for beneficiation of PCB fines where natural hydrophobic properties of plastics and non- metallic fraction were exploited to separate them by reverse flota-tion technique [28]. Most of the metallic elements were found toconcentrate into the sink. Particle size fraction being pivotal for enrichment and separation of metal values from gangue materials in processing and recycling industries, differently focused effort has been made and studied in present investigatio n to separate metallic components from non-metallic components from milled and pounded EOL-DVD PCBs based on differential particle size and tactically exploiting hydrophobic particle characterist ics,achieving enrichment of valuable and rare metal concentrates .
PCBs are made of multi layers of metallic and non-metallic sub- stances, the thin metallic sheets are encapsulated with enforced re- sin and ceramics which restrict the acids to contact with metals,therefore physical beneficiation is necessary for effective leaching of metals. The beneficiated metal concentr ate contain mixture ofmetals could be easily processed for the selective recovery of met- als using hydrometallur gical techniqu es such as leaching [29–30],from the generate d leach liquor, metal can be separated or selec- tively recovered using solvent extraction techniques [31–33].
In comparison to the available conventional mechanical pre- treatment processes followed by several separation steps using chemical reagents, present research is focused for the developmen tof novel pre-treatment process using simple methodol ogy without using any chemical reagent having water recycling system, envi- ronmental and feasible.
2. Experimental
2.1. Materials
DVD is a type of optical data storage system consisting of a disk drive mechanism , PCB and an optical assembly. The 500 kg sample of EOL-DVD video players received from Korean EOL-EEE recycling industries was disassembled and their components such as plas- tics, external metallic case, interior metallic components, cables,wires and PCB etc. were hand sorted and weighed to know their percentage composition as given in Table 1.
2.2. Beneficiation methods
To get enriched metallic concentr ate, several pre-treatment techniques such as milling, pneumati c separation, froth flotationhave been studied, which are as follows:
2.2.1. Milling of DVD-PCBs For enrichme nt of metallic concentrate from comminuted PCBs
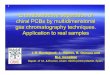
of EOL-DVD beneficiation equipments were deployed , as illustrated in Fig. 1. In order to liberate the metallic components, the PCBs were cut into 10 cm � 8 cm size using cutting tools and then shredded in
Table 1Composition of different components of EOL-DVD video player after disme mbering and ch
Composition of different components of EOL-DVD (wt%)
Exterior metallic case Interior metallic composite
22.14 44.56
Chemical analysis of EOL-PCBs (wt%)Al Cu Fe Sn Pb Zn Ni10.10 17.80 5.51 2.57 3.33 1.99 0.36
Mn Bi Co Zr Ra Mo Ca0.24 0.05 0.04 0.04 0.02 0.01 0.88
a scutter crusher (Hoysung, S. No. 996938005, Korea) to smaller than 10 mm with the help of spalling and crushing blades working on single shaft simultaneou sly. The shredded mass was milled using a high speed hammer mill (Model: 1018-S-3, Yoshida, Japan)equipped with a grinding chamber of 220 mm diameter, 12 free swinging hammers and a replaceable screen 250 mm � 45 mm inarea with 2 mm screen aperture attached at the bottom of the mill to aid discharge of ground material into collection chute. Further down size screen aperture may lead to generation of excessive finesposing processing constrain ts and loss of metals during separation.After pre-requisite adjustment s, the material was charged at the rate of 15 g/min with varying hammer speed ranging from 1500,2500 and 3500 rpm, to get the required ground product effectively liberating the metallic and non-metal lic fractions. The product ob- tained was classified into eight different fractions ranging from 1500 lm to 45 lm through different screen aperture s, assisted bya vibrating screen, mounted on the sieve shaker with KS standard sieve.
2.2.2. Pneumatic separation The ground PCB particles of <1500 lm were separated into light
and heavy fractions containing metallic and non-metal lic compo- nents by gravity separation using a multiplex laboratory zig-zag classifier (Model: B 1–40 MZM, Hosokawa Alpine AG). The separa- tor consists of a number of sections with rectangu lar cross section (50 cm2) connected to each other at a fixed angle to create a zig- zag shaped channel. The volume of air flow and respective feed rate in the zig-zag classifier as adopted in the experime nt for var- ied particle sizes, are as follows. Air infused from the bottom trig- gers buoyancy in providing upward thrust to the low-density materials while the high-den sity metal particles report to the sink.Technica lly, the zig-zag classifier is well suited to separation of lib- erated metals from mix of ground plastic materials , since zig-zag configuration of the pneumatic channels factually aid generating clean metallic concentrate with minimal loss of fines metals. Air flow rate of 25 m3/h for �1500 + 1000 lm and �1000 + 850 lm,20 m3/h for �850 + 500 lm, 10 m3/h for �500 + 250 lm, 5 m3/hfor �250 + 150 lm and 3 m3/h for �150 + 75 lm with a variable feed flow rate of 15 g/min, 14 g/min, 12 g/min, 9 g/min, 5 g/min and 5 g/min respectively.
2.2.3. Froth flotationFroth flotation for enrichment of metallic content in the concen-
trate from ground PCBs was investigated in this study using a Den- ver flotation cell via reverse flotation under varying impeller speed,exploitin g natural hydrophobic response of plastic materials with asolid liquid ratio 1: 10 in a 10 liter capacity tank. Air was passed through the pulp to aid formation of froth in absence of either acollector or a frother. The hydrophobic plastic material forms froth with air bubbles and floats to the surface with continual removal offroth. This technique facilitate s enrichment of hydrophi lic metallic content in the concentrate reporting to sink.
emical analysis of PCBs.
Cables and wires PCBs Plastic components
2.41 11.18 19.70
Sb Ti Ba Cr Mg V Sr0.30 0.28 0.15 0.17 0.14 0.01 0.11
K Br Si Cl P S LOI 0.04 7.30 3.79 0.69 0.59 0.02 43.16

(75%) (65%)
(88%)(75%)
C
mm
Fig. 1. Sequence of techniques deployed for the enrichment of metallic values.
V. Kumar et al. / Separation and Purification Technology 111 (2013) 145–154 147
2.3. Analytical procedure
In order to analyze the PCBs, a representat ive sample was col- lected by coning and quartering method. The analysis of samples containing metallic and non-metallic content was carried out using Sequential X-ray Fluorescenc e Spectrom eter (Model No.XRF1700, Shimadz u, Japan) and SEM-EDAX (Model No. JSM- 6380LA, Japan). SEM-EDS analysis and chemical analysis was car- ried out for ground PCBs samples, the result showed the abun- dance of Cu, Sn and Fe in the comminuted DVD-PCBs sample.SEM photographs for the same is presente d as Fig. 2. The photo- graphs of the ground particles in different fractions were made with the help of a microscope.
The analysis of results was made by calculating the percentage yield and recovery. The overall grade and cumulative recovery ofthe product was made by using the equations as given below.
Yield of the metal ð%Þ ¼ ½ðWcÞ=ðWf Þ� � 100
Recovery of the metal ð%Þ ¼ ½ðWc � GcÞ=ðWf � Gf Þ� � 100
Overall grade from different size range ¼X½Wci � Gci�=
X½Wci�
Cumulative recovery from different size range
¼X½Wci � Gci�=
X½Mfi�

Fig. 2. SEM of ground DVD-PCBs samples.
148 V. Kumar et al. / Separation and Purification Technology 111 (2013) 145–154
where Wf is the weight of feed, g; Gf is grade of feed, wt%; Wc isweight of concentrate, g; Gc is grade of concentrate, wt%; Mf isweight of metals in feed, g and i is the No. of different size fractions.
The ground sample and the beneficiated product obtained atoptimum condition were analyzed by XRF and validated by chem- ical analysis using AAS 200 (Perkin Elmer, USA).

V. Kumar et al. / Separation and Purification Technology 111 (2013) 145–154 149
2.3.1. Loss on ignition LOI was determined adopting standard procedure by subjectin g
the sample to ignition in furnace at around 900 �C for an hour and loss of weight, as observed post-ignitio n, has been considered aseffective LOI.
3. Results and discussion
The systematic disassembly of the components of EOL-DVD re- vealed that weight fraction contain exterior metallic case �22.14%,interior metallic composite �44.56%, Cables and wires �2.41%,PCBs �11.18%, plastic components �19.70%. Further analysis re- vealed that PCBs (constituting 11.18% with respect to total weight of EOL-DVD) contain 17.8% copper, 10.1% aluminum, 5.5% iron,3.3% lead, 2.5% tin, 1.9% zinc, 0.3% nickel and variety of metals inrare concentration. Physical processing techniques were adopted for concentratin g metals into different size fractions and the re- sults obtained are as follows:
The results of milling and classification indicate the concentra- tions of metals and non-metals in different size fractions after grind- ing. Fig. 3a, illustrating images of different sizes clearly suggest size distribution and also demonstrate the nature of distribution. The materials were classified in different size fraction and analyzed byXRF. The analysis demonstrat es that coarser fractions up to250 lm contain metallic content exceeding 40% with highest level being 58.7% metal content reporting in fraction �850 + 500 lmand this phenomena may be attributable to the ductile and mallea- ble characteristics of the metallic components as compare d to the
0102030405060708090
100
Wei
ght%
Size fr
Metallic
Non-Metallic
(a)
(b)
Fig. 3. (a) Microphotographs of different particle sizes after the size classification of grdifferent particle size fractions of ground PCBs.
non-metal lic constituents, its contours undergo structural reconfig-uration, physically impacted by higher impeller speed, thereby en- abling incremental turn-out of metal content from particles . The majority of the metal content from the interlocked particles gets un- locked and liberated in the particle size �850 + 500 lm0, wherein the non-metallic content gets comminuted to exceedingly finer size resulting in effective segregation of coarser size primarily compris- ing metal concentrate, leading to enrichment of metal content. Onaccount of inherent malleable nature, elongation of some metallic particles under milling impact was observed and decline in metallic content to a level of 28.7% for fraction �250 + 150 lm was noted,while subsequent reduction s in size have no impact on the percent- age of metallic or non-metallic component. The percentage distribu- tion of non-metallic components, as illustrated in Fig. 3b, also demonst rates rise in concentration from 51.7% to 70.5% with reduc- tion in particle size of the milled PCBs in the size range of�1500 + 1000 to�250 + 150 lm, due to grinding of brittle ceramics and glass fiber-reinforced epoxy resins. Further reduction in particle size has no impact on the non-metallic fraction, remaining at a level of �70% for the non-metallic components up to 45 lm.
For simplifying the data analysis, different approach was re- sorted to, keeping in view the metal content abundance in the PCBs. The total concentratio n of bulk metal like Cu, Al, and Fe are termed as Total Bulk Metals (TBM), and the soldering materials like Sn and Pb are termed as Total Solder Materials (TSM). Similarly,rare metals like Cr, Sr, Ti, Sb, and Ni are designated as Total Rare Metals (TRMs) and non metals like Br, Si, Cl, P, and S including Loss on Ignition (LOI) consisting of organics, are termed as Total Non- Metals (TNMs). Fig. 4 illustrates the distribution s of metals and
action, µm
ound PCBs (magnification: 10�) and (b) metallic and non-metallic components in

0
20
40
60
80
100
Met
al/N
on-m
etal
%
Size fraction, µm
TBM TSMTRM TNM
Fig. 4. Composition of different type of metallic and total non-metallic components in different particle size fractions after grinding and size classification.
150 V. Kumar et al. / Separation and Purification Technology 111 (2013) 145–154
non-metals in different size fractions of the milled PCBs. The distri- butions of TBM significantly differed from those of TSM, suggestin gvaried milling characterist ics in the hammer mill. The concentr a-tion of TBM was found to vary in different size fractions from 40.3% to 18.7% with reduction in size from �1500 + 1000 lm to45 lm, except at size 850 lm where TBM observed to be as high as 58.7%. The majority of metals reported in coarse size fractions with rise in level of concentr ation. The phenomeno n, as observed ,can be explained in terms of different milling or grinding charac- teristics of various metals. The percentage concentr ation of TSM was found to increase from 5.9% to 11.0%, with reduction in parti- cle size from �1500 + 1000 to �500 + 250 lm, and thereafter re- mains virtually unaltered even if subjected to further reduction in size. The TRM presence in different fractions in varying amounts from 1.8% to 4.1% have been observed, while maximum TRM pres- ence have been observed in the finer fractions of �500 lm, con- trary to TMB. This phenomeno n can be explained in terms of the different grinding characterist ics of the mills. Since thin copper foils and wires are attached to epoxy resin plates reinforce d oneach side by glass fibers, they become smaller as a result of simul- taneous tearing when these brittle PCBs components are milled,and are thereby also concentrated in the finer particles by the im- pact, shear, abrasion and compression of the hammer mill inside the grinding chamber.
3.1. Liberation studies for different size fractions
Investigative studies on liberation adopting optical microscope,along with associate d chemical analysis was undertak en in order toascertain the extent or degree of liberation and interlocking pattern in each size fraction. This is imperative for analyzing effective seg- regation of metals and non-metals from ground PCBs based on their shape, colour and grain count. The resultant liberation percentage of metals and non-metals , interlocked metallic grains and weight
Table 2Mass distributio n (wt%) and liberation analysis in different particle size fraction s of the g
Sizes(lm) Wt% Liberated metal grains (%)
1500 RPM
2500 RPM
3500 RPM
1500 RPM
2500 RPM
3500 RPM
�1500 + 1000 17.45 14.28 3.12 35 45 50�1000 + 850 22.55 20.97 7.54 53 60 63�850 + 500 25.06 26.1 19.38 55 65 68�500 + 250 10.94 11.96 17.53 56 62 65�250 + 150 4.75 5.78 12.90 40 45 50�150 + 75 6.94 7.29 18.44 30 34 37�75 + 45 8.72 9.84 15.18 18 23 25�45 3.59 3.77 5.90
of the materials under different mass fractions at varying hammer speed from 1500 rpm to 3500 rpm is illustrated in Table 2. The sam- ples of PCBs are of highly heteroge neous characterist ics, composi- tions of which vary from sample to sample. Increasing impeller speed triggers enhanced liberation impact on metals from the inter- locked particles, generating higher percentage of liberated metals vis-à-vis liberated non-metal grains’ fraction. It was found that 2500 rpm is the optimum requiremen t for effective liberation.Approxim ately 65% (by weight) of material was ground below 850 lm in hammer mill with 59% of material was found in the size range of 1000–250 lm. The weight percentage of ground material subjected to controlle d size reduction, generated only 13% below 75 lm at optimum speed of 2500 rpm in DVD-PCBs, thus, evidenc- ing the suitability of hammer mill for grinding PCBs unlike other conventi onal mill for effective segregati on of metallic and non- metallic components. The spherical, rounded and smooth physical characteri stics of the liberated metallic particles processed in ham- mer mill contributes to efficient separation of valuable metals with higher yield percentage, contrary to ultra fines, from enrichment perspecti ve of efficient recovery of valuable and rare metals, thus,demonst rating the potentiality of effective separation adopting techniqu es comprising of pneumatic classification or froth flotationor through combinati on of methodology. In case of DVD-PCB s,decreme nted concentration of liberated metals is observed in finersize fraction while noticing incremented non-metallic particles onaccount of softness and resultant ease of breaking in hammer mill,leading to its concentr ation in the smaller particle size range. The interlocked metallic constituents in different fractions and inter- locked percentage of metals in the non-metal was found to decline from 20% to 2% with reduction in particle size from <1500 to>45 lm, while identification of liberated metallic contents under microscop e below 45 lm was not found to be feasible, as deter- mined by using scanning electron microscope and no interlocked particles below this size range have been observed at the varying
round PCBs at varying hammer speed.
Interlocked grains (%) Liberated non-metal grains (%)
1500 RPM
2500 RPM
3500 RPM
1500 RPM
2500 RPM
3500 RPM
37 20 13 28 35 3725 17 14 22 23 2320 15 12 25 20 2015 10 7 29 28 28
9 5 4 51 50 465 4 3 65 62 602 2 2 80 75 73

V. Kumar et al. / Separation and Purification Technology 111 (2013) 145–154 151
speed of hammer mill as illustrated in Table 2. Moreover, the shape of the metallic particles by hammer mill is spherical and smooth innature which is favorable for efficient separation of valuable metals with higher yield as the ultra fines are undesirable for enrichme ntof valuable metals with high recovery . Thus, the experime ntal stud- ies unveil the crucial contribution of controlled crushing and grind- ing in hammer mill, in effective liberation of metals and its segregation as well, adopting suitable processing techniques.
Although other beneficiation techniqu es could have been applied for segregation of metallic components from non-metallic compo- nents, preferment in adopting this evolved process consisting ofpneumatic separation and froth flotation techniqu e is intended toinvestigate its appropriatenes s from perspecti ve of efficacy and economy, through exploitation of differential density and tactful execution of hydrophobic particle characteristics, keeping in mind the primary objective of articulating simplistic, economical ,eco-friendly , unique and sustainable scientific methodology ,contributing to incremen ted metal value recovery and also conser- vation of resources from e-waste to incentivize its application incommercial exploitation.
3.2. Mathematic al models of particle size distribution (PSD)
Particle size distribut ion is one of the vital characterist ic of sol- ids, enabling proper understanding of its physical and chemical properties, which factually impacts the density and hydrophobicity of the materials, particularly in case of material which are mixture of plastic and metals, apart from affecting the liberation and sepa- ration of different material based on its density and hydrophobic- ity. In this case, examining the particle size distribut ion unveiled that it followed Rosin–Rammler distribut ion model for the ground powder produced by high speed hammer mill, wherein the func- tion is particularly suited to representing powders obtained through grinding, milling and crushing operations. Rosin–Rammler distribution modeling has been adopted in our study to determine effective size distribution of varied types and size of particles incomminutio n process and this experimental model is best suited for representing fine particle size distribution of powders of vari- ous particles generated from PCBs processed /ground in hammer mill. The governing equation for the Rosin–Rammler particle size distribution may be expressed as follows [34].
RðxÞ ¼ 100 exp ð�bxnÞ ð1Þ
where R(x) is cumulative oversize mass (%); x is particle size, as- sumed equivalent to nominal. sieve aperture size, mm; n is size paramete r, or Rosin–Rammler geometric mean diameter, mm;and, b is distribution parameter , or Rosin–Rammler skewness
y = 1.3682x + 0.7359R2 = 0.9741
-10
-8
-6
-4
-2
0
2
-8 -6 -4 -2 0
lnx
ln ln
(10
0/R
(x))
Fig. 5. Result of the least-squares regression analysis of PSD.
paramete r (dimensionless). A small b indicate s a broad PSD. The Ro- sin–Rammler function was presen ted as follows:
ln lnð100=RðxÞÞ ¼ lnbþ nlnx ð2Þ
where n is the slope and ln b is the intercept . Often a least square regressi on analysis is used to fit a line to the data point. Fig. 5 illus-trates the fits of experimen tal data to Rosin–Rammler model. The correlat ion coefficient, R2 was 0.9741 for waste PCBs ground at opti- mum hammer speed of 2500 rpm for the effective liberation ofmetallic component s. After calculatio n, the value of b and n wasfound to be 2.087 and 1.3682, respective ly. The resulting distribu- tion model for milled PCBs obtained by application of Rosin–Ramm-ler model may be noted in the following expressions:
RðxÞ ¼ 100 exp ð�2:087x1:3682Þ ð3Þ
3.3. Pneumati c separation
The results of the pneumatic separation of the metallic compo- nents from the milled PCBs are illustrate d in Fig. 6a, which demon- strates the yield, grade and recovery of metals in different size fractions . The images of metallic concentrates of different size frac- tions which display round and rod-like shapes along with metallic luster of these particles are presente d in Fig. 6b.
The incremen t in separation of the metallic components from the non-metallic components in the heavy fractions is directly pro- portional to rise in particle size of the milled PCBs. The metallic concentr ate contain approximately 91% metals from the milled PCBs of size �1500 + 1000 lm, but this declined to 82% with parti- cle size of the milled PCBs declining to �1000 + 850 lm. However,with subsequent reduction in particle size to �850 + 500 lm, the grade of the metal content improved 95%, while, the grade of the metal content decreased to 66% in �150 + 75 lm particle size.The lowest recovery of metals was 42% for particle sizes of�150 + 75 lm and the yield of the metal fraction was also found to be low at 17% for the �150 + 75 lm particles, due to the ultra- fine nature of the metallic and non-metal lic components in the milling of the EOL DVD-PCBs. Precision control of airflow aids effective classification, which is demonstrated by the phenomena ,as observed, when air flow rate is low, �5–10 m3/h in the coarser size range of 850–250 lm, metal particles report in the heavy and nonmetals are isolated by upward thrust of air. When air flowrate is 20 m3/h, the un-liberated metals also report with non-met- als, thus improving the grade of metals with reduction in recovery.The process of pneumati c separation is mainly governed by differ- ential density of the metallic and non-metallic constituents and the behavioral pattern of particle flow characteristics under varied air flow rates, which is efficaciously exploited through pneumatic sep- aration. The highest grade of metals, 95%, was noted in particle size �850 + 500 lm with lower recovery of 58% as illustrated in Fig. 6a.The overall grade and cumulative recovery of metals were calcu- lated to be 88% and 64.5%, respectively , for the total particle size range studied in this investigation, with product grade enhance- ment from �50% to �75% triggered by entrapment of metallic frac- tions at incremen ted airflow rate as illustrated in Fig. 7, while the product yield declined from �70% to 37% aided by removal of non- metallic constituents to the lighter fractions.
Roslin–Rammler model enables better understa nding of libera- tion behavior of metals and non-metal s and particle size measure- ment accuracy is significantly enough to warrant the use ofcumulati ve analysis. Cumulati ve analysis of different components of recovery from PCBs at varied air velocity applied to material ground to �1500 lm is presented in Table 3. An increase in total metal concentratio n from 49% to 75% was observed with rise in air- flow rate from 5 to 20 m3/h.

0
10
20
30
40
50
60
70
80
90
100
Yie
ld/G
rade
/Rec
over
y%
Size fraction, µm
Yield Grade Recovery
Metal conc. (-1500 + 1000) µm Metal conc. (-1000 + 850) µm
Metal conc. (-500 + 250) µm Metal conc. (-850 + 500) µm
(a)
(b)
Fig. 6. (a) Pneumatic separation studies of different particle size fractions of ground DVD-PCBs and (b) microphotographs of heavy metallic fractions of different particle sizes after pneumatic separation (magnification: 10�).
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25
Gra
de (
%)
Air flow rate(m3/h)
Grade
50
55
60
65
70
75
80
85
90
Rec
over
y (%
)
Recovery
Fig. 7. Pneumatic separation studies using varying air flow rates.
152 V. Kumar et al. / Separation and Purification Technology 111 (2013) 145–154
Table 3 provides the cumulative analysis of different compo- nent recovered at different air velocity for comminuted PCBs ofsize �1500 lm. Fig. 7 illustrate s enhanced product grade of metal with rise in airflow followed by decline in recovery percentage, un- der identical condition . The study establishes the possibility of
enrichme nt of the metallic components under controlled experi- mental conditions of air flow rates, feed rates and degree ofliberation.
3.4. Froth flotation
To compare the performance of dry separation vis-à-vis wet, for segregati ng metallic and non-metal lic components, mostly hydro- phobic constituents of the ground PCBs (�1500 lm), were included in the initial study, with material pulped into the flotation cell con- taining water. The material pulped in a flotation cell followed bymixing of slurry at predetermined speed of agitation and air, there- after, was introduced to aid formation of froth in absence of collec- tor or frother and the hydrophobic non-metallic plastic material,resins, epoxies etc. formed froth attaching with air bubbles and floated to the surface, with continua l removal of froth.
The rest sink material at bottom of the tank, mostly containing dense metallic particles and some ceramic constituents , was sub- jected to panning for removing the ceramic materials at the upper part. A trace of lead alloy was observed to be reporting in froth,while most part of it reported in the metallic concentrate.

Table 3Pneumatic separ ation studies with ground materials of EOL DVD-PCBs (�1500 lm).
Air flow rate (m3/h) Yield (%), Conc. Grade (%) Recovery (%)
TBM TSM TRM TM TBM TSM TRM TM
5 71.9 24.6 18.4 6.1 49.1 77.7 88.4 81.4 81.9 10 60.6 25.9 20.8 6.7 53.3 68.8 84.2 75.7 75.0 15 54.1 27.0 22.8 7.2 57.0 64.2 82.5 72.5 71.5 20 37.0 34.3 31.6 9.4 75.3 55.8 78.4 64.8 64.8
Table 4Froth flotation studies with ground materials of EOL DVD-PCBs (�1500 lm).
Impeller speed (rpm) Yield (%), Conc. Grade (%) Recovery (%)
TBM TSM TRM TM TBM TSM TRM TM
1500 36.3 57.3 19.7 4.4 81.4 84.1 78.9 55.8 80.6 2000 34.1 58.0 20.7 5.6 83.7 78.2 75.6 55.8 76.7 2300 32.8 60.0 22.0 5.8 87.8 76.5 75.6 55.4 74.4
V. Kumar et al. / Separation and Purification Technology 111 (2013) 145–154 153
Table 4 illustrate the results with respect to separation of met- als, their yield and recovery under impact of agitation at 1500,2000 and 2300 rpm respectively . The total recovery of metal de- clined from � 80% to �75% with incremented agitation speed from 1500 to 2300 due to the presence of heavy metallic particles in sus- pension along with non-metallic components, in the froth. Fig. 8illustrates that with rise in impeller speed the grade of all constit- uents incremen ted, triggering rise in overall grade of TM (Total Me- tal) at nearly 88%. The yield of the metallic constituent and metal grade was found to vary in the range of �36% to �32% and �81%to �88% respectively under the stated agitation speed, while athigher speed, grade of the total metal concentrate improved to ap- prox 88%.
However, overall recovery was marginally lower at approxi- mately 75%, which, as stated earlier, may be attributable to entrap- ment of ultra-fine metal particles in the froth at higher impeller speed. When comparing the results of pneumatic separation and froth flotation, the recovery of rare and minor metals is encouraging by pneumatic separation where the grade of rare and minor metals in the metallic concentrate improve from 6.1% to 9.4% compare d to4.4% to 5.8% by flotation, whereas overall recovery of the TBM ishigher at 76.5% for flotation, as compare d to 55.8% by pneumatic separation. However, the loss of recovery of total metals in pneu- matic separation exceeds that of froth flotation, which evidences that flotation process recovery is undoubtedly superior both from qualitative and quantitative perspecti ve, in backdrop of the en- hanced grade and recovery of metals in the metallic concentrate.
81
82
83
84
85
86
87
88
89
1000 1500 2000 2500
Grade (%)
Impeller speed (rpm)
Gra
de (
%)
Rec
over
y (%
)
Recovery (%)
Fig. 8. Froth flotation studies using varying impeller speeds.
In conclusion, the cost-effective physical beneficiation tech- niques comprising of milling, size classification and froth flotation,with zero reagents or additives, are well suited for the separation,concentr ation and enrichment of metals in the metallic concentrate generate d from waste PCBs of discarded DVD players. The plausibil- ity of obtaining product grade of 88% at recovery rate of 75%through froth flotation route, has been successfully investigated in this research work. Re-circulation of process water in close-loop,aided by nutsche filtration system, leads to conservation of water.Addition ally, the separated fines of non-metal lic fractions could be used as agglomerate for insulation, false roofing block and many such industrial applications contributi ng to virtually zero waste concept, apart from the potential of commercializati on after scale-up studies and validations for industry participatio n.
4. Conclusion s
This unique observation articulated in investiga tion is for eco-frien dly disposal of EOL-DVD PCBs and aimed at recovering valuable and rare metallic concentrates in conserving valuable resource s. Investigated techniques contribute to enrichment inrecovery of valuable metals like copper, aluminium, iron, zinc, lead,tin, rare metals, etc. Investigated and achieved improved metallic concentr ate with a grade of 88% metals at 75% recovery rate by tac- tical maneuve ring of hydrophobic particle characteri stics, while 75% grade with 65% recovery rate was obtained by adopting low- cost density-bas ed separation at 20 m3/h airflow.
Experime ntal results comprise metallic concentr ate containing 91%, 82% and 95% metals in specific sizes such as �1500 +1000 lm, �1000 + 850 lm and �850 + 500 lm size ranges respec- tively under optimized condition by pneumati c separation, while encourag ing result in overall grade and recovery accomplis hed by froth flotation. Upsurge in metal values adopting efficaciousand inexpensive beneficiation technique accentuated on ease ofaccessibil ity, effectively ameliorating complexities and economiz- ing cost of subsequent hydrometallur gical treatment for recovering selective metals from concentrates . Preferme nt of this process inachieving incremented metal recovery, contributing to conserva- tion of resources from e-waste is an evidenced incentive.
Acknowled gements
This research work was supported by the Korea Institute of En- ergy Technolo gy Evaluation and Planning (KETEP) under the pro- ject entitled ‘‘Developme nt of Technology for the Recycling ofValuable Metals from EOL Small Electrical & Electronic

154 V. Kumar et al. / Separation and Purification Technology 111 (2013) 145–154
Equipment’’. The first author is thankful to Dr. S. Srikanth, Director CSIR-NML, Jamshedpur for his kind permissi on to pursue the re- search work at KIGAM, Republic of Korea.
References
[1] B. Basdere, G. Seliger, Disassembly factories for electrical and electronic products to recover resources in product and material cycles, Environ. Sci.Technol. 37 (2003) 5354–5362.
[2] J.-c. Lee, H.T. Song, J.M. Yoo, Review present status of the recycling of waste electrical and electronic equipments in Korea, Resour. Conserv. Recycl. 50(2007) 380–397.
[3] X.H. Bi, G.O. Thomas, K.C. Jones, W.Y. Qu, G.Y. Sheng, F.L. Martin, J.M. Fu,Exposure of electronics dismantling workers to polybrominated diphenyl ethers, polychlorinated biphenyls, and organochlorine pesticides in South China, Environ. Sci. Technol. 41 (16) (2007) 5647–5653.
[4] C.W. Babbitt, E. Williams, R. Kahhat, Institutional disposition and management of end-of-life electronics, Environ. Sci. Technol. 45 (12) (2011) 5366–5372.
[5] J.M. Yoo, J. Jeong, K. Yoo, J.-c. Lee, W. Kim, Enrichment of the metallic components from waste printed circuit boards by a mechanical separation process using stamp mill, Waste Manage. 29 (2009) 1132–1137.
[6] L. Zhan, Z. Xu, Separating and recovering Pb from copper-rich particles ofcrushed waste printed circuit boards by evaporation and condensation,Environ. Sci. Technol. 45 (12) (2011) 5359–5365.
[7] W.J. Hall, P.T. Williams, Separation and recovery of materials from scrap printed circuit boards, Resour. Conserv. Recycl. 51 (2007) 691–709.
[8] H.M. Viet, A.M. Bernardes, J.Z. Ferreira, J.A.S. Tenorio, C.F. Malfatti, Recovery ofcopper from printed circuit boards scraps by mechanical processing and electrometallurgy, J. Hazard. Mater. 137 (2006) 1704–1709.
[9] R. Kahhat, E. Williams, Product or waste? Importation and end-of-life processing of computers in Peru, Environ. Sci. Technol. 43 (15) (2009) 6010–6016.
[10] J. Guo, B. Cao, J.Y. Guo, Z. Xu, A plate produced by nonmetallic materials ofpulverized waste printed circuit boards, Environ. Sci. Technol. 42 (2008) 5267–5271.
[11] J.E. Hoffmann, Recovering precious metals from electronic scrap, J. of Metals 44 (7) (1992) 43–48.
[12] C.H. Lee, C.T. Chang, K.S. Fan, T.C. Chang, An overview of recycling and treatment of scrap computers, J. Hazard. Mater. 114 (2004) 93–100.
[13] M.K. Jha, A. Kumari, P.K. Choubey, E-waste recycling: alternative metal resources, Mineral Metal Rev. 5 (2010) 50–53.
[14] M.K. Jha, J.-c. Lee, A. Kumari, P.K. Choubey, V. Kumar, J. Jeong, Pressure leaching of metals from waste printed circuit boards using sulphuric acid, J. Metals 63(8) (2011) 29–32.
[15] M.K. Jha, V. Kumar, J. Jeong, J.-c. Lee, Review on solvent extraction of cadmium from various solutions, Hydrometallurgy 111–112 (2012) 1–9.
[16] T. Oishi, K. Koyama, S. Alam, M. Tanaka, J.-c. Lee, Recovery of high purity copper cathode from printed circuit boards using ammoniacal sulfate orchloride solutions, Hydrometallurgy 89 (2007) 82–88.
[17] G. Chao, W. Hui, L. Wei, F. Jiangang, Y. Xin, Liberation characteristics and physical separation of printed circuit board (PCB), Waste Manage. 31 (9–10)(2011) 2161–2166.
[18] K. Huang, J. Guo, Z.M. Xu, Recycling of waste printed circuit boards: a review ofcurrent technologies and treatment status in China, J. Hazard. Mater. 164 (2–3)(2009) 399–408.
[19] H.M. Veit, C.C. Pereira, A.M. Bernardes, Using mechanical processing inrecycling printed wiring boards, J. Metals 54 (6) (2002) 45–47.
[20] C. Eswaraiah, T. Kavitha, S. Vidyasagar, S.S. Narayanan, Classification of metals and plastics from printed circuit boards (PCB) using air classifier, Chem. Eng.Process. 47 (4) (2008) 565–576.
[21] J. Wu, J. Li, Z.M. Xu, Electrostatic separation for multi-size granule of crushed printed circuit board waste using two-roll separator, J. Hazard. Mater. 159 (2–3) (2008) 230–234.
[22] S. Zhang, E. Forssberg, Optimisation of electrodynamic separation for metal recovery from electronic scrap, Resour. Conserv. Recycl. 22 (1998) 143–162.
[23] H.M. Viet, T.R., Diehl, A.P. Salami, J. S Rodrigues, A.M. Bernardes, J.A.S. Tenorio,Utilization of magnetic and electrostatic separation in the recycling of printed circuit board scrap, Waste Manage. 25 (2005) 67–74.
[24] S. Hou, J. Wu, Y. Qin, Z. Xu, Electrostatic separation for recycling waste printed circuit board: a study on external factor and a robust design for optimization,Environ. Sci. Technol. 44 (13) (2010) 5177–5181.
[25] V. Kumar, J.-c. Lee, J. Jeong, B.S. Kim, Review on mechanical recycling of end oflife electrical and electronic equipments for recovery of metallic components,Korea Earth Syst Sci. Eng. 47 (5) (2010) 593–608.
[26] J. Li, H. Lu, J. Guo, Z. Xu, Y. Zhou, Recycle technology for recovering resources and products from waste printed circuit boards, Environ. Sci. Technol. 41(2007) 1995–2000.
[27] R.V. Murugan, . S Bharat, A.P. Deshpande, S Vaughese, P. Haridoss, Milling and separation of multicomponent printed circuit board materials and analysis ofelutriation based on a single particle model, Powder Technol. 183 (2008) 169–176.
[28] I.O. Ogunniyi, M.K.G. Vermaak, Investigation of froth flotation for beneficiation of printed circuit board comminution fines, Miner. Eng. 22(2009) 378–385.
[29] D.S.R. Murthy, V. Kumar, K.V. Rao, Extraction of gold from an Indian low-grade refractory gold ore through physical beneficiation and thiourea leaching,Hydrometallurgy 68 (1–3) (2003) 125–130.
[30] M.K. Jha, A. Kumari, P.K. Choubey, J.-c. Lee, V. Kumar, J. Jeong, Leaching of lead from solder material of waste printed circuit boards (PCBs), Hydrometallurgy 121–124 (2012) 28–34.
[31] .K. Jha, M.K. Jha, A. Kumari, S.K. Sahu, V. Kumar, B.D. Pandey, Selective separation and recovery of cobalt from leach liquor of discarded Li-ion batteries using thiophosphinic extractant, Separ. Purif. Technol. (2012). http://dx.doi.org/10.1016/j.seppur.2012.11.024.
[32] J.-c. Lee, T. Zhub, M.K. Jha, S.K. Kim, K.K. Yoo, J. Jeong, Solvent extraction ofCu(I) from waste etch chloride solution using tri-butyl phosphate (TBP) diluted in 1-octanol, Sep. Purif. Technol. 62 (2008) 596–601.
[33] V. Kumar, M. Kumar, M.K. Jha, J. Jeong, J.-c. Lee, Solvent extraction of cadmium from sulfate solution with di-(2-ethylhexyl) phosphoric acid diluted inkerosene, Hydrometallurgy 96 (2009) 230–234.
[34] P.G. Tello, F. Camacho, J.M. Vicaria, P.A. Gonzalez, A modified Nukiyama–Tanasawa distribution function and a Rosin–Rammler model for the particle size distribution analysis, Powder Technol. 186 (2008) 278–281.