Embed Size (px)
Citation preview

-58-
材料検査証明書の確認
1.目 的 下部リング及びシュラウドサポートリングについて,製造時の材料検査証明書(ミルシート)により異常のないことを確認する。 2.確認方法 下部リング及びシュラウドサポートリングの製造時の材料検査証明書(ミルシート)が JIS G4304(ステンレス鋼板)を満足していることの確認を行う。 3.確認結果 製造時の材料検査証明書の確認を行ったところ,下部リング及びサポートリングの材料は JIS G4304(ステンレス鋼板)を満足していることを確認した。 下部リング 単位:%
材料 C
×1000
Si
×100
Mn
×100
P
×1000
S
×1000
Ni
×100
Cr
×100
Mo
×100
最大値 30 100 200 45 30 1500 1800 300 JIS 規格値 最小値 - - - - - 1200 1600 200
実測値 12 51 88 24 3 1234 1646 223
シュラウドサポートリング 単位:%
材料 C
×1000
Si
×100
Mn
×100
P
×1000
S
×1000
Ni
×100
Cr
×100
Mo
×100
最大値 30 100 200 45 30 1500 1800 300 JIS 規格値 最小値 - - - - - 1200 1200 200
実測値 13 55 95 22 7 1238 1656 215
添付-1

-59-
注: 部はメーカノウハウを含むためマスキング

-60-
注: 部はメーカノウハウを含むためマスキング

-61-
注: 部はメーカノウハウを含むためマスキング

-62-

-63-
注: 部はメーカノウハウを含むためマスキング

-64-
注: 部はメーカノウハウを含むためマスキング

-65-
目視点検記録
1.目的 下部リング及びシュラウドサポートリングの近傍の表面にひびが確認されたため,当該溶接部以外の溶接部についても水中テレビカメラを用いて目視点検を実施する。 シュラウド溶接部の目視点検実施にあたっては,接近可能な箇所すべてについて点検を実施する。
2.点検範囲 シュラウドの溶接部(点検範囲図の通り) 3.点検年月日 (1)ひびが確認された溶接部(目視) 溶接部(H6a外側) 平成 14 年 8 月 23 日 溶接部(H7a内側) 平成 14 年 9 月 26 日~29 日※ (※全周の約 30%の範囲で確認した日) (2)その他の溶接部 シュラウド外側溶接部(目視) 平成 14 年 9 月 14 日~12 月 6 日 シュラウド内側溶接部(目視) 平成 14 年 9 月 21 日~12 月 7 日 4.点検結果 点検結果一覧表の通り。
添付-2

-66-
V4
原子炉圧力容器
シュラウド内側 シュラウド外側
H1 H2
H3
H6a
H4
H6b
H7a
外観目視点検実施範囲
干渉物により外観目視点検出来ない範囲
360° 280° 220° 100° 0°
60°
0°
H7b
240°
V5 V6 V4 V3
V15
V1 V2
V16
V8 V7
V13 V14 V12 V11 V9V10
V17 V18
V23V24 V22 V21 V19 V20
V26 V25
340° 160° 40°
20° 200° 280° 220° 100°340° 160° 40°
6° 186°
280° 220° 100° 340° 160° 40°
300° 120°
V2 V1 V3 V6 V5
40° 280° 220° 340° 100° 280° 360°
V8 V7 100° 160° 280° 40° 220° 340°
200° 20°
V10V9 V11 V12 V14 V13
V15 V16
6° 186°
60° 240° V17 V18
V20 V19 V21 V22 V24V23
100° 160° 280° 40° 220° 340°
300° 120°
V25 V26
目 視 点 検 範 囲 図
シュラウド外側 シュラウド内側
-66-

-67-
点検結果一覧表
対 象 範 囲 点検結果 溶接部に対 する検査率
検査できない理由 (点検の際の干渉物)
方向
溶接番号 溶接部位 外 側 内 側 外側 内側 外 側 内 側
H1 上部リングと 上部胴溶接部
異常なし 異常なし 100% 3% HPCSスパージャ
H2 上部胴と 中間部リング溶接部
異常なし 点検不可 90% 0% LPCI カップリング
上部格子板 LPCI注入板
H3 中間部リングと 中間部胴溶接部
異常なし 異常なし 100% 100%
H4 中間部胴溶接部 異常なし 異常なし 70% 100% ジェットポンプ
H6a 中間部胴と 下部リング溶接部
リング側母材部全周にわたりひびが点在
点検不可 70% 0% ジェットポンプ 炉心支持板
H6b 下部リングと 下部胴溶接部
異常なし 異常なし 70% 76% ジェットポンプ
炉心支持板 スタッドボルト
差圧検出・ほう酸水注入系配管
H7a 下部胴とシュラウドサポートリング溶接部
異常なし
リング側母材部全周にわたり断続的にひびが存在
50% 98% ジェットポンプ ジェットポンプ流量計測配管
差圧検出・ほう酸水 注入系配管
周 方 向
H7b シュラウドサポートリングとシュラウドサポートシリンダ溶接部
異常なし 異常なし 50% 98% ジェットポンプ ジェットポンプ流量計測配管
差圧検出・ほう酸水 注入系配管
V1 ~V6
上部リング溶接部 異常なし 異常なし 100% 70% スカート
V7, V8
上部胴溶接部 異常なし 異常なし 100% 10% HPCSスパージャLPCSスパージャ上部格子板
V9 ~V14
中間部リング溶接部 異常なし 異常なし 100% 100%
V15 ~V18
中間部胴溶接部 異常なし 異常なし 50% 90% ジェットポンプ 炉心支持板
V19 ~V24
下部リング溶接部 異常なし 異常なし 100% 100%
縦 方 向
V25, V26
下部胴溶接部 点検不可 異常なし 0% 100% ジェットポンプ

-68-
溶接部(H7a内側)ボートサンプルの金属調査結果 1.目的 ひびが認められたシュラウドサポートリングのH7a溶接部付近について,ひびの発生
原因を究明するため,当該部から採取したサンプルの金属調査を行った。 2.調査実施期間 平成14年10月26日から平成14年12月7日まで 3.調査内容 (1)調査対象
シュラウドサポートリングのひびが認められた部分のうち,163°付近の内側か らH7a溶接部を含むサンプルを採取した。 (図1) なお,サンプルの採取位置は以下を考慮して決定した。 ・ ボートサンプルの採取装置を設置できるスペースがあること。 ・ 破面観察にあたっては,ひびの先端がボートサンプル内にとどまっていることが
望ましいこと。(超音波によるひびの深さ測定の結果を参考に採取部位を選定。) (2)調査項目
ボートサンプル採取後,下記の項目について調査を実施した。 1)外観観察 2)断面観察 3)破面観察 4)硬さ測定 5)化学成分分析
(3)調査要領
1)外観観察 ボートサンプルの外観観察を行った。
2)断面観察 切断したサンプルを樹脂に埋め込み,研磨,エッチング後光学顕微鏡により観察
を行った。 3)破面観察
ひびの部分を開放し,破面を走査型電子顕微鏡(SEM)により観察した。 4)硬さ測定(JIS Z 2244:ビッカース硬さ試験)
サンプル断面の硬さをマイクロビッカース硬さ計により測定した。
添付-3

-69-
5)化学成分分析 サンプルの成分分析及び結晶粒界近傍の化学成分分析を行った。 4.調査結果 (1)外観観察
① ボートサンプルの表面に腐食や浸食の痕跡は認められなかった。 ② 表面の溶接部に近い領域に,グラインダーの加工痕と思われる上下方向の筋が
観察された。 ③ 表面に多数のひびが認められた。 ④ 表面のひびは階段状であった。
(図2,3) (2)断面観察
外観観察を実施後,サンプルを切断し調査を実施した。 (図4-1,2) ① 外表面から数十µmまでは粒内き裂であり,その後枝分かれを伴い粒界き裂で
進展していた。 ② 機械加工によると思われるすべり線が外表面から100µm 程度の深さまで
認められた。 (図5,6)
(3)破面観察 破面観察結果は以下の通り。なお,強制破断面は試験片作成の際に生じたものであ る。 ① 外表面から約300µm までの破面は,ほとんどの部分が腐食生成物に覆われていた。
② 金属内部(外表面から約300µm 以上内側)では粒界型応力腐食割れの特徴である粒界割れ(ロックキャンディ)が観察された。
③ 疲労破面は観察されなかった。 (図7)
(4)硬さ測定
① 表面から深さ数十µmの領域で300HVを超える硬化層が認められた。これは機械加工による硬化と考えられる。
② 溶接線近傍は,溶接線より離れた位置よりも表面の硬さの増加が少ない。 ③ 機械加工部とグラインダー加工部の深さ方向への硬さ分布はほぼ等しかった。
(図8) (5)化学成分分析
サンプルの化学成分分析を行った結果,SUS316Lの規格に合致するもので

-70-
あった。 一方,結晶粒界近傍の化学成分分析を行った結果,結晶粒界近傍の狭領域に若干の
Cr濃度減少が認められた。 (図9,10)

-71-
図 1 ボートサンプル採取位置
シュラウド サポートリング
外径 約5.6m
約6.9m .
下部リング
炉心支持板
中間部胴
RPV
下部胴
H7部位
炉心支持板
中間部胴
RPV
下部胴
H7部位
シュラウドサポートリング内面
H7a溶接部
ボートサンプル採取位置
H7a溶接部詳細
シュラウドサポートリング内面
H7a溶接部
ボートサンプル採取位置
H7a溶接部詳細
-72-
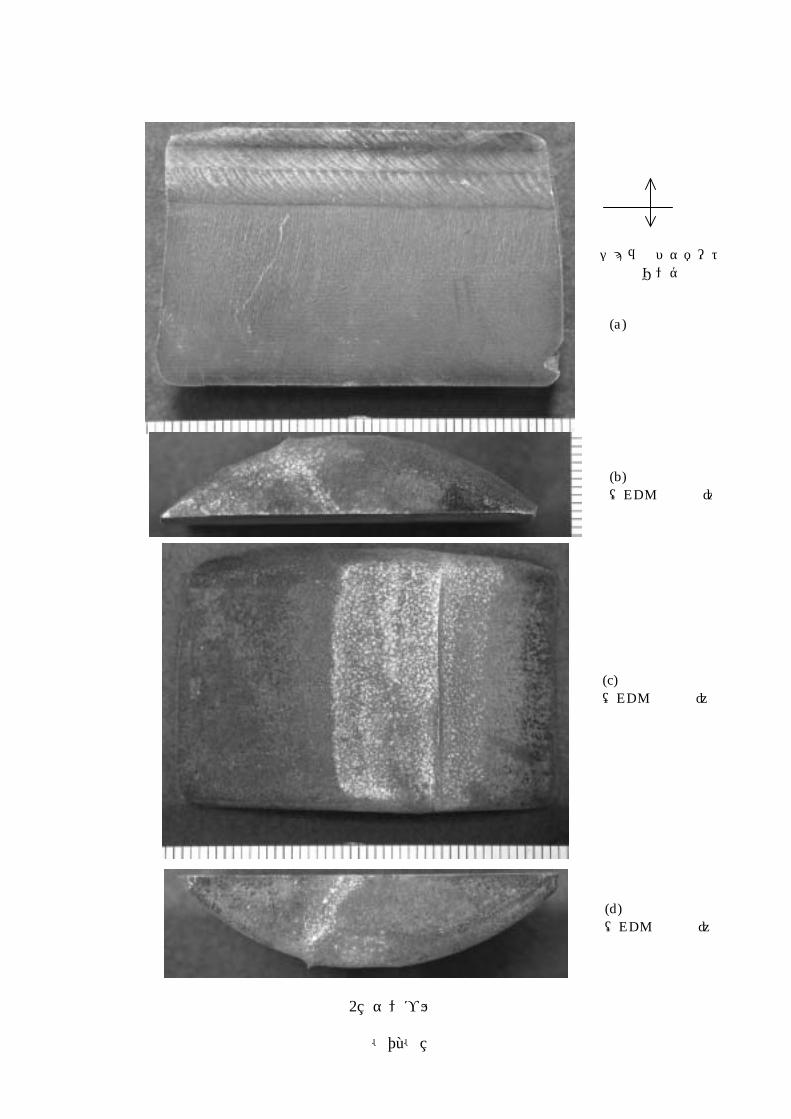
図 2 サンプルの外観
シュラウドサポートリング
溶接金属
(a)内表面
(b)上面 (EDM切断面)
(c)裏面 (EDM切断面)
(d)下面 (EDM切断面)

観 察 位 置 C (観 察 倍 率 : × 100) 0.3mm0.3mm観 察 位 置 B (観 察 倍 率 : × 100)
C
A
0.3mm
観 察 位 置 A (観 察 倍 率 : × 100)B
1.5mm観 察 倍 率 : × 20
図 3 表 面 SEM観 察 結 果
-73-

図 4-1 サンプルの切断要領
約46mm
約32mm 約9mm
約10mm
約49㎜
(8.5) (5) (4.5) (6.5) (4) (5) (2.5) (6.5)
約12mm
断面観察・硬さ測定 化学成分分析
破面観察 粒界分析
断面観察・硬さ測定
断面観察・硬さ測定
溶接金属
シュラウド サポートリング母材
-74-

図 4-2 各種観察・測定位置
断面観察・硬さ測定
[断面①]
断面観察面
硬さ測定面
断面観察・硬さ測定
[断面②]
断面観察面
硬さ測定面
断面観察・硬さ測定
[断面③]
断面観察面
硬さ測定面
破面観察
破面観察面
ひびB
化学成分分析
分析用試料
粒界分析
:表層面近傍:ひび先端部:母材部
ひびA
ひびC
ひびC
ひびD
-75-

図 5 ボートサンプルの断面ミクロ組織観察結果(断面①,ひび A,エッチング後)
断面観察用サンプル採取位置
観察面
断面① 断面③断面②
ひびA
ひびC
ひびD
1mm (mm)
11.8
4.9
観察位置
観察位置
(観察倍率:×100)
100μm
-76-

断面観察1 断面観察2
断面観察3 断面観察4
断面観察1(溶接部近傍)
断面2断面1
破面観察
粒界分析
断面観察2(グラインダーの影響のない領域)
断面観察3(ひび開口部の大きい領域)
化学成分分析
切断面断面観察4(溶接部から離れた領域)
断面3
図 6 ボートサンプル切断面観察結果(観察倍率:×100)
-77-

図 7 ボ ー ト サ ン プ ル の 破 面 S E M 観 察 結 果
シ ュ ラ ウ ド サ ポ ー ト リ ン グ内 表 面
4.5 mm( 最 深 部 )
300μ m
観 察 位 置 : A 部
( 観 察 倍 率 : × 100)
粒 界 割 れ 破 面
腐 食 生 成 物 に よ り 破 面 が特 定 で き な い 領 域
強 制 破 断 に よ る 破 面
破 面 ス ケ ッ チ 図
破 面 観 察 用 サ ン プ ル 採 取 位 置
観 察 面
切 断
強 制 破 断
破 面 観 察 結 果 ( A 部 )
腐 食 生 成 物 に よ り 破 面 が特 定 で き な い 領 域
粒 界 割 れ 破 面強 制 破 断 に よ る 破 面
( 観 察 倍 率 : × 200)
腐 食 生 成 物 に よ り 破 面 が特 定 で き な い 領 域
粒 界 割 れ 破 面強 制 破 断 に よ る 破 面 150μ m
-78-

母材
表面
× × ×
表面から0.1mmまで0.01mm間隔
表面下0.1mm~0.5mm 0.03mm間隔
表面下0.5mm~2mm 0.1mm間隔で測定硬さ測定面
断面① 断面③断面②
ひびA
ひびC
ひびD硬さ測定面
断面① 断面③断面②
ひびA
ひびC
ひびD
深さ方向硬さ分布(表面~2mm)
0
100
200
300
400
500
0 0.5 1 1.5 2表面からの距離(mm)
硬さ
(H
V)
ひびC近傍ひびD近傍
深さ方向硬さ分布(表面~2mm)
0
100
200
300
400
500
0 0.5 1 1.5 2表面からの距離(mm)
硬さ
(HV
)
グラインダ加工部
機械加工部
ひびC近傍
ひびD近傍
機械加工部
グラインダ加工部
図 8 ボートサンプル硬さの深さ方向分布
-79-

シュラウドサポートリング母材の化学成分分析結果
(mass%)
C Si Mn P S Cr Ni Mo
JIS 最大 最小
0.030
-
1.00
-
2.00
-
0.045
-
0.030
-
18.00 16.00
15.00 12.00
3.00 2.00
ミルシート値 0.013 0.55 0.95 0.022 0.007 16.56 12.38 2.15
分析値 0.017 0.56 0.99 0.021 0.006 16.73 12.67 2.18
<分析手法>
①金属元素:切り粉を王水に溶解し、*ICPまたは**ICP-MSで分
析する。
②Si:上記溶解液をろ過した時の残留物を焼いてSiOを作製し
た後、アルカリ溶解し、ICPで分析する。
③C、S:切り粉を燃焼し、発生したガスを非分散型赤外分光装
置で分析する。(高周波燃焼-赤外線吸光法)
⑤P:切り粉を王水で溶解し、試薬で着色した後、吸光光度計
で分析する。
(JIS G1201 鉄及び鋼の分析方法通則) *ICP:高周波誘導結合プラズマ発光分光分析装置 ** ICP-MS:高周波誘導結合プラズマ質量分析装置
図 9 シュラウドサポートリング母材化学成分分析結果
分析用 試料
-80-

図 10 ボートサンプルの粒界分析結果
(a)ひび先端部
0
5
10
15
20
-50 -40 -30 -20 -10 0 10 20 30 40 50
粒界からの距離(nm)
濃度(wt%)
Cr Ni
Mo P
Si
(b)母材部
0
5
10
15
20
-50 -40 -30 -20 -10 0 10 20 30 40 50
粒界からの距離(nm)
濃度(wt%)
Cr Ni
Mo PSi
-3.0
-2.0
-1.0
0.0
結晶粒界近傍でのCrの変化量(wt%)
(a)ひび先端部 (b)母材部
ΔCr:約-2.14wt%
ΔCr:約-0.99wt%
測定装置:FE-TEM 結晶粒界近傍でのCr変化量の比較 ±5nmの範囲のクロムの最低値と+50nmと -50nmのクロム値との差の平均
ボートサンプル:結晶粒界での化学成分分析結果
:ひび先端部
:母材部
:ひび先端部
:母材部
-81-





























