Embed Size (px)
Citation preview

Stefan Helber
Operations Management Tutorial (Auszug)
Kapitel 8:Losgrößenplanung

Ein Anfänger-Lehrbuch zum Operations Management füralle, die auch gerne Formeln mögen.

Prof. Dr. Stefan HelberLeibniz Universität HannoverInstitut für ProduktionswirtschaftKönigsworther Platz 130167 [email protected]
Kapitel 8 des Operations Management Tutorials (eBook-Version)
ISBN 978-3-945951-28-6
Bibliografische Information der Deutschen Nationalbibliothek: Die Deutsche Nationalbibliothek verzeichnet diese Publika-tion in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.d-nb.deabrufbar.
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der Übersetzung, desNachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funksendung, der Mikroverfilmung oder derVervielfältigung auf anderen Wegen und der Speicherung in Datenverarbeitungsanlagen, bleiben, auch bei nur auszugs-weiser Verwertung, vorbehalten. Eine Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im Einzelfallnur in den Grenzen der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der Bundesrepublik Deutschland vom 9.September 1965 in der jeweils geltenden Fassung zulässig. Sie ist grundsätzlich vergütungspflichtig. Zuwiderhandlungen

iv
unterliegen den Strafbestimmungen des Urheberrechtsgesetzes. Die Wiedergabe von Gebrauchsnamen, Handelsnamen,Warenbezeichnungen usw. in diesem Werk berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dasssolche Namen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von je-dermann benutzt werden dürften. Das Werk enthält zur Verdeutlichung prinzipieller Problemstellungen Beispiele von zumTeil fiktionalem Charakter. Die dort beschriebenen Handlungen, Personen und Unternehmen sind erfunden. Ähnlichkeitenmit lebenden oder verstorbenen Personen sind rein zufällig und nicht beabsichtigt.
Verlag: Stefan Helber, Theodor-Fliedner-Weg 3, 31141 HildesheimE-Mail: [email protected]: www.operations-management-online.de
c©2015 Stefan Helber

Vorwort
Dieses Buch entstand als Unterrichtsmaterial für meine Anfänger-Vorlesung „Operations Management“ im Umfang vonzwei Semesterwochenstunden in den Bachelor-Studiengängen „Wirtschaftswissenschaft“ und „Wirtschaftsingenieur“ an derLeibniz Universität Hannover. Es ist geprägt durch eine knappe und quantitative Darstellung von Entscheidungsproblemender betrieblichen Leistungserstellung. Als Tutorial enthält das Buch auch eine Vielzahl von Verständnisfragen undÜbungsaufgaben, zum Teil mit Lösungen.
Zu den einzelnen Abschnitten des Buches habe ich kleine Video-Clips produziert, in denen die jeweiligen Inhalte erläutertwerden. Die Nummer des jeweiligen Videos ist jeweils mit einem Kamera-Symbol am Seitenrand angegeben. DieseVideo-Clips finden Sie über meinen Youtube-Kanal. Die Clips werden von meiner studentischen Klientel sehr gerne genutztund erleichtern das wichtige Selbststudium ganz erheblich.
Die einzelnen Kapitel umfassen jeweils den Stoff für eine typische 90-minütige Vorlesung mit begleitender Übung. Siekönnen nach meiner Einschätzung in weitgehend beliebiger Reihenfolge und Zusammenstellung behandelt werden. Siesollen in ihrer Unterschiedlichkeit die große inhaltliche Breite des Faches und die wichtige Rolle quantitativer Modelleverdeutlichen.
Im Unterricht an der Leibniz Universität Hannover verwende ich das Buch nach dem Unterrichtsmodell des flipped/invertedclassroom. Zunächst erarbeiten sich die Studenten die Materie durch die Lektüre des Lehrbuchs, eventuell unterstütztdurch die Videos. Anschließend lösen sie wöchentlich einen Satz von Übungsaufgaben und besprechen diese bei Bedarfin Übungsgruppen. Auf dieser Basis dient dann die abschließende Vorlesung der Behandlung offen gebliebener Fragenund der Diskussion von Querverbindungen, Anwendungsmöglichkeiten und derlei mehr. Nach meinem Eindruck istdies für alle Beteiligten ein außerordentlich lohnendes und motivierendes Unterrichtsmodell, das unterschiedlichen

vi
Studiensituationen und -voraussetzungen differenziert gerecht werden kann und zu sehr erfreulichen Ergebnissenführt.
In dem Buch behandele ich eine Vielzahl von Entscheidungsmodellen, die alle in Form von GAMS-Modellen imple-mentiert wurden. Alle diese GAMS-Modelle sind im Anhang des Buches enthalten. Sie erlauben es, systematisch sol-che Probleme zu studieren, die sich einer Lösung durch Handrechnungen typischerweise verschließen. Diese GAMS-Modelle können Sie über www.operations-management-online.de herunterladen und zum Experimentierenverwenden. Ein großer Teil dieser Modelle kann bereits mit der kostenlos verfügbaren Demo-Version von GAMS gelöstwerden.
Die verschiedenen Beteiligten an meiner Vorlesung haben mir zahlreiche Hinweise auf Verbesserungsmöglichkeitengegeben, ihnen allen sei dafür herzlich gedankt. Mein besonderer Dank gilt Katja Schimmelpfeng für eine große Zahlbesonders kritischer und konstruktiver Kommentare.
Für Hinweise auf Verbesserungsmöglichkeiten via [email protected] bin ich sehr dankbar! AllenLesern wünsche ich nun viel Freude bei den ersten Schritten in die weite Welt des Operations Manage-ments.

vii
Hildesheim, im Februar 2015
Stefan Helber

viii
Inhaltsverzeichnis
I Gegenstand und elementare Gesetzmäßigkeiten des Operations Managements 1
1 Gegenstand des Operations Managements 21.1 Management von Wertschöpfungsprozessen in Betrieben . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21.2 Quantitative Modelle des Operations Managements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
1.2.1 Entscheidungsmodelle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71.2.2 Simulationsmodelle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
1.3 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
2 Prozessanalyse I: Zeiten und Bestände 342.1 Prozessorientierte Betrachtung von Warte- und Bediensystemen . . . . . . . . . . . . . . . . . . . . . . . . 342.2 Bestimmungsgrößen und Berechnungsverfahren von Wartezeiten . . . . . . . . . . . . . . . . . . . . . . . 402.3 Bestände und Zeiten: Das Gesetz von Little . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 542.4 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61

Inhaltsverzeichnis ix
3 Prozessanalyse II: Auswirkungen von Organisationsentscheidungen 653.1 Warte- und Durchlaufzeiten bei mehreren Servern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 653.2 Getrennte vs. gemeinsame Warteschlangen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 663.3 Viele langsame vs. wenige schnelle Server . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 713.4 Mehrstufige Systeme und die Ausbreitung von Variabilität . . . . . . . . . . . . . . . . . . . . . . . . . . . 813.5 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
II Prozessplanung 96
4 Produktionsprogramme und aggregierte Planung 974.1 Problemaspekte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 974.2 Entscheidungsmodell . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1004.3 Programmplanung: Konzentration auf profitable Produkte . . . . . . . . . . . . . . . . . . . . . . . . . . . 1034.4 Aggregierte Planung: Lagerung vs. Überstunden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1084.5 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116
5 Annahme von Aufträgen und Buchungen 1205.1 Problemaspekte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1205.2 Annahme von Aufträgen für komplexe Prozesse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1245.3 Annahme von Buchungen über eine Kapazitätssteuerung . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1375.4 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 154

Inhaltsverzeichnis x
6 Bestandsmanagement I: Das Zeitungsjungenproblem 1596.1 Problemaspekte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1596.2 Modellierung von Nachfrage, Fehlmenge und Restmenge . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1616.3 Minimierung der erwarteten Kosten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1726.4 Verwendung von Servicegrad-Maßen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1806.5 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 188
7 Bestandsmanagement II: Mehrfache Beschaffungsvorgänge 2037.1 Problemaspekte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2037.2 Ausgangspunkt: Konstante Bedarfsraten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2117.3 Ermittlung des Bestellpunktes bei gegebener Bestellmenge . . . . . . . . . . . . . . . . . . . . . . . . . . . 2187.4 Ermittlung des Bestellniveaus bei gegebenem Bestellabstand . . . . . . . . . . . . . . . . . . . . . . . . . . 2267.5 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 231
8 Losgrößenplanung 2378.1 Problemaspekte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2378.2 Gleichbleibender Bedarf und endliche Produktionsgeschwindigkeit . . . . . . . . . . . . . . . . . . . . . . 2418.3 Schwankender Bedarf und begrenzte Produktionskapazität . . . . . . . . . . . . . . . . . . . . . . . . . . . 2478.4 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 261
9 Planung und Steuerung von Abläufen 2749.1 Problemaspekte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2749.2 Zeitdiskrete Entscheidungsmodelle der Ablaufplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2789.3 Prioritätsregeln zur Planung und Steuerung von Abläufen . . . . . . . . . . . . . . . . . . . . . . . . . . . 285

Inhaltsverzeichnis xi
9.4 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 290
10 Planung von Transporten und Touren 29710.1 Problemaspekte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29710.2 Das klassische Transportproblem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29810.3 Das Tourenplanungsproblem und die Savings-Heuristik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30610.4 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 325
11 Projektplanung 32811.1 Problemaspekte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32811.2 Struktur- und Zeitplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32911.3 Kapazitätsplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33911.4 Kostenplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34411.5 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 351
12 Personaleinsatzplanung 35812.1 Problemaspekte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35812.2 Personalbedarfsermittlung im Call Center . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35912.3 Deckung des Personalbedarfs im Rahmen der Schichtplanung . . . . . . . . . . . . . . . . . . . . . . . . . 37612.4 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 385

Inhaltsverzeichnis xii
III Strukturplanung 387
13 Standortplanung 38813.1 Problemaspekte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38813.2 Standortwahl und Transportkosten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39113.3 Standortwahl und Reaktionszeiten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40613.4 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 414
14 Layoutplanung 41714.1 Problemaspekte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41714.2 Problemstellung und Entscheidungsmodell zur Layoutplanung . . . . . . . . . . . . . . . . . . . . . . . . . 42114.3 Linearisierung der Zielfunktion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43814.4 Dekomposition des Optimierungsproblems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44014.5 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 446
15 Arbeitsverteilung und Fließbandabstimmung 44715.1 Problemaspekte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44715.2 Arbeitsverteilung ohne Reihenfolgebeziehungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44915.3 Arbeitsverteilung mit Reihenfolgebeziehungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45815.4 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 471
16 Organisation, Planung und Steuerung der Produktion 47616.1 Organisationstypen der Produktion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47616.2 Zentrale Produktionsplanung nach dem Push-Prinzip . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 482

Inhaltsverzeichnis xiii
16.3 Dezentrale Produktionssteuerung nach dem Pull-Prinzip . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48616.4 Aufgaben und Übungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 494
IV Anhang 497
A GAMS-Implementierungen 498A.1 Auftragsannahme I (Rucksackproblem) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 499A.2 Programmplanung und aggregierte Planung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 501
A.2.1 Entscheidungsmodell . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 501A.2.2 Include-Datei für die Programmplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 504A.2.3 Include-Datei für die aggregierte Planung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 506
A.3 Auftragsannahme II . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 508A.4 Dynamische Mehr-Produkt-Losgrößenplanung im CLSP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 510A.5 Ablaufplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 513A.6 Transportplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 521A.7 Tourenplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 524A.8 Projektplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 527A.9 Personaleinsatz und Schichtplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 535A.10 Standortplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 538
A.10.1 Transportkostenorientierte Standortplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 538A.10.2 Serviceorientierte Standortplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 542
A.11 Layoutplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 545A.11.1 Modell-Datei und Fix-and-Optimize-Algorithmus . . . . . . . . . . . . . . . . . . . . . . . . . . . . 545

Inhaltsverzeichnis xiv
A.11.2 Include-Datei . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 553A.12 Arbeitsverteilung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 556A.13 Fließbandabstimmung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 558
B Herleitungen und Tabellenwerte 562B.1 Tabellenwerte der Standardnormalverteilung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 562B.2 Standardisierte Fehlmengenerwartungswerte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 569B.3 Beziehungen zwischen Fehlmengenerwartungswerten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 576B.4 Ermittlung des Kostenminimums beim Zeitungsjungenproblem . . . . . . . . . . . . . . . . . . . . . . . . 579
C Der Schnullerator: Entstehungsgeschichte, Funktion und Bedeutung 582
Literatur 586

Teil I
Gegenstand und elementare Gesetzmäßigkeiten des OperationsManagements

Teil II
Prozessplanung

8 Losgrößenplanung
8.1 Problemaspekte
Häufig können Produktionseinrichtungen für die Herstellung oder Bearbeitung unterschiedlicher Produktarten ver- 8.1wendet werden, sofern man sie vorab durch einen sogenannten „Rüstvorgang“ dazu einrichtet und vorbereitet. ImZuge dieser Rüstvorgänge werden u. U. Werkzeugwechsel vorgenommen, technische Einstellungen verändert oderauf andere Weise spezifische für die jeweilige Produktart erforderliche Zustände der Produktionseinrichtung herbeige-führt. Uns interessiert hier der praktisch wichtige Fall solcher Rüstvorgänge, während derer nicht produziert werdenkann.
0 5 10 15
A
Zeit
2 112 33
Abbildung 8.1: Rüst- und Bearbeitungsvorgänge dreier Produktarten im Zeitablauf mit gemeinsamen Rüstvorgängen fürgleichartige Produkteinheiten

8 Losgrößenplanung 238
11 2 3 332 232 12 3 2 3 1 2 3 2 3
0 5 10 15
A
Zeit20 25 30
Abbildung 8.2: Rüst- und Bearbeitungsvorgänge dreier Produktarten im Zeitablauf mit einzelnen Rüstvorgängen jeProdukteinheit
Die Abbildung 8.1 zeigt schematisch, wie eine Anlage „A“ über 16 Zeiteinheiten mit den Rüst- und Bearbeitungsprozessenfür drei nacheinander hergestellte Produktarten 2, 1 und 3 belegt ist. Die jeweiligen Rüstvorgänge sind dabei grauunterlegt dargestellt.
Die unmittelbar nacheinander bearbeiteten Einheiten einer gemeinsamen Produktart bezeichnet man als „Los“, ihreAnzahl entsprechend als Losgröße. Wäre also bei den drei Produktarten in der Abbildung 8.1 die Bearbeitungszeit jeweilseine Zeiteinheit, so wäre die Losgröße der (zuerst bearbeiteten) Produktart 2 gleich vier ME, die der Produktart 1 wärezwei ME und die der Produktart 3 wäre ebenfalls vier ME. In der Abbildung 8.2 betrachten wir nun einen anderenProzessablauf mit identischen Ausbringungsmengen der drei Produktarten. Im Unterschied zum Prozessablauf in derAbbildung 8.1 unterstellen wir jedoch, dass nun für jede Produkteinheit der drei Produktarten jeweils neu gerüstet wird,aus welchen Gründen auch immer dies geschehen möge. Dadurch werden offensichtlich mehr Rüstvorgänge erforderlichund der gesamte Herstellungsprozess dauert erheblich länger.
Damit wird deutlich, dass die Bildung von Produktionslosen mit jeweils mehreren Produkteinheiten je Los bei einersolchen Serienproduktion sinnvoll sein kann, wenn nennenswerte Rüstzeiten auftreten und/oder Rüstkosten für jedenRüstvorgang entstehen, beispielsweise für Reinigungs- oder Aufheizprozesse. Ein wichtiger Problemaspekt besteht

8 Losgrößenplanung 239
offenbar darin, dass die Rüstprozesse der Anlagen und die Herstellungsprozesse auf diesen Anlagen um die zeitlicheKapazität dieser Anlagen konkurrieren und daher aufeinander abgestimmt werden müssen. Wir sprechen in diesemKontext von einer Serienproduktion, weil die einzelnen Produkteinheiten eines Loses seriell nacheinander bearbeitetwerden.
Durch eine gezielte Losbildung können offenbar Rüstzeiten oder Rüstkosten begrenzt werden. Bildet man jedoch sehrgroße Produktionslose, um Rüstzeiten und/oder Rüstkosten zu vermeiden, so führt dies zu hohen Beständen unddamit auch zu langen Durchlaufzeiten. Es kann dann schwerfallen, auf kurzfristige Änderungen in der Nachfrage zureagieren.
Das verdeutlicht, dass eine losweise Produktion zu einem fundamentalen Optimierungsproblem des Operations Ma-nagements führt, welches im Kern dann auftritt, wenn mehrere Produktarten um die Kapazität einer gemeinsamenProduktionseinrichtung konkurrieren und jeweils einen anderen Rüstzustand benötigen.
Im Abschnitt 7.2 hatten Sie im Kontext wiederholter Bestellvorgänge ein grundlegendes Modell zur Ermittlung kostenmi-nimaler Bestellmengen kennengelernt, in dessen Zentrum auf S. 215 die Berechnungsformel (7.7) für die kostenminimaleBestellmenge q∗ stand:
q∗ =
√2sdh
(8.1)

8 Losgrößenplanung 240
Dabei stellte d die Bedarfsrate und h den Lagerkostensatz dar.1 Interpretieren wir nun s nicht als Bestellkostensatz, sondernals Rüstkostensatz, und q∗ nicht als Bestellmenge, sondern als Losgröße, so sehen wir in Gleichung (8.1) gewissermaßendie „Mutter aller Losgrößenformeln“.2
Diese Formel zur Berechnung einer „optimalen“ Produktionslosgröße ist vielfach in computergestützten Systemender Produktionsplanung und -steuerung (PPS-Systemen) enthalten, stellt aber nur eine sehr grobe Vereinfachung deszugrundeliegenden Problems dar. Zwei Aspekte sind besonders problematisch:
• Wie in der Abbildung 7.4 auf S. 212 gezeigt wurde, liegt dem Modell die Vorstellung eines unendlich schnellenLagerzugangs zugrunde. In unserem Kontext entspricht dem die Vorstellung einer unendlich schnellen Produktion.Das ist nicht nur physikalisch unmöglich, sondern es führt auch dazu, dass die in der Realität wichtige Konkurrenzder verschiedenen Produktarten um die Produktionsressourcen während der Rüst- und Herstellungsprozesse nichtabgebildet werden kann.
• Das Modell, welches zu der Formel (8.1) geführt hat, unterstellt zudem, dass die Nachfrage zeitlich konstant ist undgewissermaßen kontinuierlich auftritt. In der Realität treten Nachfragen dagegen häufig periodenweise auf, z. B.täglich, und schwanken zudem von Periode zu Periode.
In den beiden folgenden Kapiteln werden wir Modelle betrachten, die diese beiden wichtigen Problemaspekte zumindestteilweise berücksichtigen und damit etwas realitätsnäher als das Grundmodell mit der Lösung in Gleichung (8.1)sind.
1 Wenn Sie genau hinsehen, dann fällt Ihnen auf, dass im Kontext des Bestellmengenmodells auf S. 215 für die Bedarfsrate nicht das Symbol d,sondern das Symbol d̃ verwendet wurde. Das war dort erforderlich, weil dort das Symbol d bereits für die Realisation der Zufallsvariablen Dverwendet wurde, welche die zufällige Nachfrage in einer diskreten Periode darstellte. Dieses Darstellungsproblem haben wir hier nicht undkönnen der üblichen Darstellung folgend in diesem Kapitel für die Bedarfsrate das Symbol d verwenden.
2 Grundlegend war hierzu Harris (1913), im deutschsprachigen Raum Andler (1929).

8 Losgrößenplanung 241
8.2 Kostenminimale Losgrößen bei gleichbleibendem Bedarf und endlicher Produktionsgeschwindigkeit
Betrachten wir zunächst den Fall der Produktion eines einzelnen Produktes bei gleichbleibendem Bedarf mit Bedarfsrate d 8.2und endlicher Produktionsgeschwindigkeit p. Wir gehen dabei von der Vorstellung aus, dass eine Produktionseinrichtungnach Abschluss der Produktion eines Loses ihren Rüstzustand verliert und für ein neues Los der einen zu betrachtendenProduktart erneut gerüstet werden muss. Ein solcher Fall kann z. B. dann auftreten, wenn die Produktionseinrichtungaufgeheizt werden muss oder wenn jedem Los ein aufwendiger Reinigungsvorgang zuzurechnen ist. Dann kann auch imEin-Produkt-Fall ein Losgrößenproblem entstehen.
Die Abbildung 8.3 zeigt, wie sich dann der Lagerbestand im Zeitablauf entwickelt. In zeitlichen Abständen T , der Länge desProduktionszyklus, werden aufeinanderfolgende Lose der Größe q aufgelegt. Dabei hat jedes Los eine Produktionsphasemit Dauer tp. Nun kann man sich überlegen, dass jedes Los so groß sein muss, dass es den Bedarf in einem Zyklus abdeckt:
q = d ·T (8.2)
Andererseits entspricht die Losgröße auch dem Produkt aus Produktionsgeschwindigkeit und Länge der Produktionsphase
q = p · tp, (8.3)
was auf eine Berechnungsformel für die Länge der Produktionsphase führt:
tp =qp
(8.4)
Geht die Produktionsgeschwindigkeit p gegen Unendlich, so geht offenbar c. p. die Länge der Produktionsphase tp gegenNull.

8 Losgrößenplanung 242
tp
T
(p-d)·tp/2
q=p·tp=d·T
(p-d)·tp
Zeit
Lagerbestand
Abbildung 8.3: Bestandsverlauf bei endlicher Produktionsgeschwindigkeit

8 Losgrößenplanung 243
0
5
10
15
20
25
30
0 200 400 600 800 1000 1200 1400 1600 1800 2000
Kos
ten
in G
E/Z
E
Losgröße
GesamtkostenRüstkosten
Lagerkosten
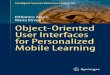
Abbildung 8.4: Kostenverlauf bei endlicher Produktionsgeschwindigkeit

8 Losgrößenplanung 244
Zur Ermittlung der Kostenfunktion betrachten wir zunächst den Zusammenhang zwischen der Losgröße q und demBestand. Im Fall der unendlichen Produktionsgeschwindigkeit entspricht der maximale Bestand offenbar der Losgröße q undder mittlere Bestand im Zeitablauf ist q
2 , siehe Abbildung 7.4 auf S. 212. Im Fall einer endlichen Produktionsgeschwindigkeitsind der maximale und damit auch der mittlere Bestand wie in der Abbildung 8.3 gezeigt kleiner. Ein Lagerbestandkann sich offenbar nur dann aufbauen, wenn die Produktionsrate p größer als die Nachfragerate d ist. Die Rate, mit dersich während der Produktionsphase der Länge tp der Bestand aufbaut, ist (p−d). Der maximale Bestand am Ende derProduktionsphase ist damit (p−d) · tp und der mittlere Bestand schließlich (p−d)·tp/2. Diese Überlegungen führen mit derBedingung (8.4) auf die Lagerkosten je Zeiteinheit:
KL(q) = h ·(p−d) · tp
2
= h ·(p−d) · q
p
2
=12·q ·h ·
(1− d
p
)(8.5)
Mit den Rüstkosten
KR(q) = s · dq
(8.6)
erhalten wir die folgenden Gesamtkosten:
K(q) = s · dq+
12·q ·h ·
(1− d
p
)(8.7)

A GAMS-Implementierungen

A GAMS-Implementierungen 510
A.4 Dynamische Mehr-Produkt-Losgrößenplanung im CLSP
$title CLSP
* Capacitated Lot Sizing Problem
* Modellformulierung
Setst Periodenk Produkte;
Parameterhc(k) Kosten der Lagerung einer Einheit von Produkt k
ueber eine Periodets(k) Ruestzeit fuer Produkt ktb(k) Stueckbearbeitungszeit fuer Produkt ksc(k) Kosten eines Ruestvorgangs fuer Produkt kY0(k) Lageranfangsbestand von Produkt kC(t) Kapazitaet der Ressource in Periode td(k,t) Bedarf von Produkt k in Periode t
Positive VariablesQ(k,t) Produktionsmenge von Produkt k in Periode tY(k,t) Lagerbestand von Produkt k am Ende von Periode t;
Binary Variablesgamma(k,t) binaere Ruestvariable von Produkt k in Periode t;

A GAMS-Implementierungen 511
VariablesZF Zielfunktionswert;
EquationsZFkt Minimierung der GesamtkostenLBil(k,t) LagerbilanzgleichungKapRes(t) KapazitaetsrestriktionRuestBed(k,t) Ruestbedingung;
ZFkt..ZF =e= SUM((k,t), hc(k) * Y(k,t) + sc(k) * gamma(k,t));
LBil(k,t)..Y0(k)$(ord(t)=1) + Y(k,t-1)$(ord(t)>1) + Q(k,t)- Y(k,t) =e= d(k,t);
KapRes(t)..SUM(k, ts(k) * gamma(k,t) + tb(k) * Q(k,t)) =l= C(t);
RuestBed(k,t)..tb(k) * Q(k,t) =l= C(t) * gamma(k,t);
* Daten der konkreten Instanz
sets t /t1*t6/k /k1*k5/;
parametersc(k) /k1 20.0, k2 50.0, k3 40.0, k4 30.0, k5 50.0/

A GAMS-Implementierungen 512
hc(k) /k1 3.0, k2 5.0, k3 6.0, k4 4.0, k5 3.0/tb(k) /k1 1.0, k2 2.0, k3 1.0, k4 4.0, k5 2.0/ts(k) /k1 30, k2 100, k3 50, k4 40, k5 40/;
* Keine Anfangslagerbestaendey0(k)=0;
* Periodenkapazitaet konstantC(t)=800;
*C(t)=400;
table d(k,t)t1 t2 t3 t4 t5 t6
k1 10 25 30 100 130k2 5 40 10 60k3 5 45 30 40 60k4 40 20 15 80k5 20 5 15 70 50;
Model CLSP / all /;
CLSP.optcr=0.0;
solve CLSP minimizing ZF using mip;

586
Literatur
Aksin, Z. N., M. Armony und V. Mehrotra (2007). „The modern call center: A multi-disciplinary perspective on operationsmanagement research“. In: Production and Operations Management 16, S. 665–688.
Andler, Kurt (1929). Rationalisierung der Fabrikation und optimale Losgröße. München: Oldenbourg.Becker, C. und A. Scholl (2006). „A survey on problems and methods in generalized assembly line balancing“. In: European
Journal of Operational Research 168.3, S. 694–715.Bleymüller, Josef (2012). Statistik für Wirtschaftswissenschaftler. 16. Aufl. München: Vahlen.Boysen, Nils, Malte Fliedner und Armin Scholl (2007). „A classification of assembly line balancing problems“. In: European
Journal of Operational Research 183.2, S. 674–693.– (2008). „Assembly line balancing: Which model to use when?“ In: International Journal of Production Economics 111.2,
S. 509–528.Brucker, Peter und Sigrid Knust (2012). Complex Scheduling. 2. Aufl. Berlin und Heidelberg: Springer.Burkard, R. E. (1984). „Quadratic Assignment Problems“. In: European Journal of Operational Research 15.3, S. 283–289.Buschkühl, Lisbeth u. a. (2010). „Dynamic capacitated lot-sizing problems: a classification and review of solution
approaches“. In: OR Spectrum 32.2, S. 231–261.Cachon, Gérard und Christian Terwiesch (2009). Matching supply with demand: An introduction to operations management.
2. Aufl. Boston und Mass: McGraw-Hill/Irwin.

Literatur 587
Chopra, Sunil und Peter Meindl (2014). Supply Chain Management: Strategie, Planung und Umsetzung. 5. Aufl. Hallberg-moos: Pearson.
Curry, Guy L. und Richard M. Feldman (2011). Manufacturing systems modeling and analysis. 2 Aufl. Berlin und Heidelberg:Springer.
Domschke, Wolfgang (2007). Logistik: Transport: Grundlagen, lineare Transport- und Umladeprobleme. 5. Aufl. München:Oldenbourg.
Domschke, Wolfgang und Andreas Drexl (1996). Standorte. 4. Aufl. München: Oldenbourg.– (2011). Einführung in Operations Research. 8. Aufl. Berlin und Heidelberg: Springer.Domschke, Wolfgang und Armin Scholl (2008). Grundlagen der Betriebswirtschaftslehre: Eine Einführung aus entscheidungs-
orientierter Sicht. 4. Aufl. Berlin und Heidelberg: Springer.– (2010). Logistik: Rundreisen und Touren. 5. Aufl. München: Oldenbourg.Domschke, Wolfgang, Armin Scholl und Stefan Voß (1997). Produktionsplanung: Ablauforganisatorische Aspekte. 2. Aufl.
Berlin und Heidelberg: Springer.Drexl, Andreas (1990). „Fließbandaustaktung, Maschinenbelegung und Kapazitätsplanung in Netzwerken“. In: Zeitschrift
für Betriebswirtschaft 60, S. 53–70.Drexl, Andreas u. a. (1994). „Konzeptionelle Grundlagen kapazitätsorientierter PPS-Systeme“. In: Zeitschrift für betriebs-
wirtschaftliche Forschung 46, S. 1022–1045.Dyckhoff, Harald und Thomas Stefan Spengler (2010). Produktionswirtschaft: Eine Einführung für Wirtschaftsingenieure. 3.
Aufl. Berlin: Springer.Elshafei, Alwalid N. (1977). „Hospital Layout as a Quadratic Assignment Problem“. In: Operational Research Quarterly
28.1, S. 167–179.Ewert, Ralf und Alfred Wagenhofer (2014). Interne Unternehmensrechnung. 8. Aufl. Berlin und Heidelberg: Springer.

Literatur 588
Fleischmann, Bernhard, Herbert Meyr und Michael Wagner (2014). „Advanced Planning“. In: Supply Chain Managementand Advanced Planning. Hrsg. von Hartmut Stadtler, Christoph Kilger und Herbert Meyr. Berlin: Springer, S. 81–106.
Friedl, Gunther, Christian Hofmann und Burkhard Pedell (2014). Kostenrechnung. 2. Aufl. München: Vahlen.Goetschalcks, Marc und Bernhard Fleischmann (2014). „Strategic Network Design“. In: Supply Chain Management and
Advanced Planning. Hrsg. von Hartmut Stadtler, Christoph Kilger und Herbert Meyr. Berlin: Springer, S. 117–132.Günther, Hans-Otto und Horst Tempelmeier (2013). Produktion und Logistik: Supply Chain und Operations Management.
10. Aufl. Norderstedt: Books on Demand.Hahn, P. M. und J. Krarup (2001). „A hospital facility layout problem finally solved“. In: Journal of Intelligent Manufacturing
12.5-6, S. 487–496.Harris, Ford W. (1913). „How Many Parts to Make at Once: Nachdruck in: Operations Research 38(1990)6, S. 947-950“.
In: Factory, The Magazine of Management 10.2, S. 135–136, 152.Hartmann, S. und R. Kolisch (2000). „Experimental evaluation of state-of-the-art heuristics for the resource-constrained
project scheduling problem“. In: European Journal of Operational Research 127.2, S. 394–407.Helber, Stefan und Florian Sahling (2010). „A fix-and-optimize approach for the multi-level capacitated lot sizing problem“.
In: International Journal of Production Economics 123.2, S. 247–256.Helber, Stefan und Raik Stolletz (2004). Call Center Management in der Praxis: Strukturen und Prozesse betriebswirtschaftlich
optimieren. Berlin und Heidelberg: Springer.Helber, Stefan u. a. (2014). A hierarchical facility layout planning approach for large and complex hospitals. Leibniz
Universität Hannover.Herde, Felix (2013). Rahmenbedingungen der industriellen Regeneration von zivilen Flugzeugtriebwerken. Norderstedt:
Books on Demand.Hopp, Wallace J. und Mark L. Spearman (2011). Factory physics. 3. Aufl. Long Grove und Ill: Waveland Press.Jaehn, Florian und Erwin Pesch (2014). Ablaufplanung: Einführung in Scheduling. Berlin Heidelberg: Springer.

Literatur 589
Kallrath, Josef und Thomas I. Maindl (2006). Real optimization with SAP APO. Berlin: Springer.Klein, Robert und Claudius Steinhardt (2008). Revenue Management: Grundlagen und Mathematische Methoden. Berlin
Heidelberg: Springer.Kolisch, R. und R. Padman (2001). „An integrated survey of deterministic project scheduling“. In: Omega 29.3, S. 249–272.Kolisch, Rainer (1996). „Efficient priority rules for the resource-constrained project scheduling problem“. In: Journal of
Operations Management 14.3, S. 179–192.Kolisch, Rainer und Soenke Hartmann (2006). „Experimental investigation of heuristics for resource-constrained project
scheduling: An update“. In: European Journal of Operational Research 174.1, S. 23–37.Koole, Ger M. (2013). Call center optimization. Amsterdam: MG Books.Koopmans, T. C. und M. Beckmann (1957). „Assignment Problems and the location of economic-activivities“. In:
Econometrica 25.1, S. 53–76.Kuhn, Heinrich und S. Gstettner (1996). „Analysis of production control systems kanban and CONWIP“. In: International
Journal of Production Research 34.11, S. 3253–3273.Küpper, Hans-Ulrich und Stefan Helber (2004). Ablauforganisation in Produktion und Logistik. 3. Aufl. Stuttgart: Schäffer-
Poeschel.Küpper, Hans-Ulrich u. a. (2013). Controlling: Konzeption, Aufgaben, Instrumente. 6. Aufl. Stuttgart: Schäffer-Poeschel.Lawler, Eugene L. (1963). „The quadratic assignment problem“. In: Management Science 9.4, S. 586–599.Liberopoulos, G. und Y. Dallery (2000). „A unified framework for pull control mechanisms in multi-stage manufacturing
systems“. In: Annals of Operations Research 93, S. 325–355.Little, John D. C. (1961). „A Proof for the Queuing Formula: L = λ W“. In: Operations Research 9.3, S. 383–387.– (2011). „OR FORUM—Little’s Law as Viewed on Its 50th Anniversary“. In: Operations Research 59.3, S. 536–549.Littlewood, Ken (2005). „Forecasting and control of passenger bookings“. In: Journal of Revenue & Pricing Management 4,
S. 111–123.

Literatur 590
Mattfeld, Dirk und Richard Vahrenkamp (2014). Logistiknetzwerke: Modelle für Standortwahl und Tourenplanung. 2. Aufl.Wiesbaden: Springer Gabler.
Meyr, Herbert, Michael Wagner und Jens Rohde (2014). „Structure of Advanced Planning Systems“. In: Supply ChainManagement and Advanced Planning. Hrsg. von Hartmut Stadtler, Christoph Kilger und Herbert Meyr. Berlin: Springer,S. 109–115.
Nickel, Stefan, Oliver Stein und Karl-Heinz Waldmann (2014). Operations Research. 2. Aufl. Berlin: Springer-Gabler.Rohde, Jens und Michael Wagner (2014). „Master Planning“. In: Supply Chain Management and Advanced Planning.
Hrsg. von Hartmut Stadtler, Christoph Kilger und Herbert Meyr. Berlin: Springer, S. 161–180.Sahling, Florian (2010). Mehrstufige Losgrößenplanung bei Kapazitätsrestriktionen. Wiesbaden: Gabler.Scholz, Daniel (2010). Innerbetriebliche Standortplanung: Das Konzept der Slicing Trees bei der Optimierung von Layout-
strukturen. Wiesbaden: Gabler.Sibbertsen, Philipp und Hartmut Lehne (2012). Statistik: Einführung für Wirtschafts- und Sozialwissenschaftler. Berlin:
Springer Gabler.Stadtler, Hartmut, Christoph Kilger und Herbert Meyr, Hrsg. (2014). Supply Chain Management and Advanced Planning:
Concepts, Models, Software, and Case Studies. 5. Aufl. Berlin: Springer.Stadtler, Hartmut u. a. (2012). Advanced Planning in Supply Chains: Illustrating the Concepts Using an SAP (R) APO Case
Study. Heidelberg: Springer.Suhl, Leena und Taieb Mellouli (2013). Optimierungssysteme: Modelle, Verfahren, Software, Anwendungen. 3. Aufl.
SpringerLink : Bücher. Berlin und Heidelberg: Springer Gabler.Talluri, Kalyan T. und Garrett van Ryzin (2004). The theory and practice of revenue management. Boston und Mass: Kluwer
Academic Publishers.Tempelmeier, Horst (2001). Master Planning mit Advanced Planning Systems: Modelle und Beispiele. Erfstadt.– (2012a). Bestandsmanagement in Supply Chains. 4. Aufl. Norderstedt: Books on Demand.

Literatur 591
Tempelmeier, Horst (2012b). Dynamische Losgrößenplanung in Supply Chains. Norderstedt: Books on Demand.Thonemann, Ulrich und Marc Albers (2011). Operations Management: Konzepte, Methoden und Anwendungen. 2. Aufl.
München: Pearson Studium.Van de Bergh, Jorne u. a. (2013). „Personnel scheduling: A literature review“. In: European Journal of Operational Research
226.3, S. 367–385.Womack, James P., Daniel T. Jones und Daniel Roos (2007). The machine that changed the world: How lean production
revolutionized the global car wars. London: Simon & Schuster.Zimmermann, Jürgen, Christoph Stark und Julia Rieck (2010). Projektplanung: Modelle, Methoden, Management. 2. Aufl.
Berlin: Springer.Zimmermann, Werner und Ulrich Stache (2001). Operations Research: Quantitative Methoden zur Entscheidungsvorbereitung.
10. Aufl. München: Oldenbourg Wissenschaftsverlag.Zipkin, Paul Herbert (2000). Foundations of inventory management. Boston: McGraw-Hill.