Embed Size (px)
Citation preview

Organización del trabajo
MIGUEL ANGEL GARCIA MADURGA

Organización del trabajo
Introducción
La Organización del Trabajo es el conjunto de
técnicas que estudian:
• La forma más eficiente de utilización del factor
trabajo en un proceso productivo
• El diseño del sistema de incentivos al factor trabajo
por su contribución
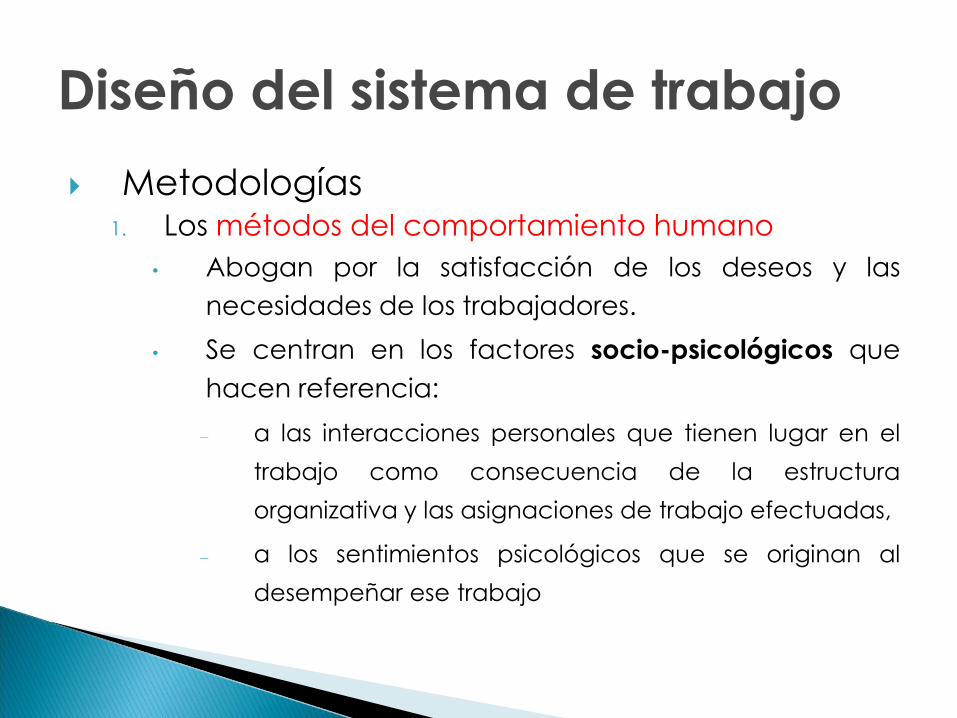
Diseño del sistema de trabajo
Metodologías 1. Los métodos del comportamiento humano
• Abogan por la satisfacción de los deseos y las
necesidades de los trabajadores.
• Se centran en los factores socio-psicológicos que
hacen referencia:
– a las interacciones personales que tienen lugar en el
trabajo como consecuencia de la estructura
organizativa y las asignaciones de trabajo efectuadas,
– a los sentimientos psicológicos que se originan al
desempeñar ese trabajo

Diseño del sistema de trabajo
Métodos del comportamiento humano Buscan la forma de hacer la tarea más interesante:
Reduciendo el grado de especialización
• Aumentando el grado de responsabilidad y control
sobre el proceso del trabajador.
. Ventajas e inconvenientes de la especialización Para la empresa Para el trabajador
Ventajas • Formación sencilla • Alta productividad • Bajos costes
Ventajas •No se precisan elevados conocimientos • Bajo nivel de responsabilidad • Esfuerzo intelectual nulo
Desventajas • Es difícil motivar al trabajador
• Insatisfacción de la mano de obra • Absentismo laboral
Desventajas • Trabajo monótono y aburrido
• Poco control sobre el trabajo • Escasa autorealización

Diseño del sistema de trabajo
Métodos del comportamiento humano Se pretende que el trabajador:
Utilice una amplia variedad de sus capacidades.
Se sienta responsable -individualmente o junto con
otros- de una fase completa del trabajo.
Percibir el impacto que su trabajo tiene en las
personas de dentro y fuera de la empresa.
Para conseguir estos objetivos se trabaja sobre los
conceptos que se describen a continuación
Diseño del sistema de trabajo
Métodos del comportamiento humano Ampliación de tareas
Consiste en añadir a las tareas ya realizadas otras del
mismo nivel de conocimiento y responsabilidad.
Los trabajadores pueden llegar incluso a encargarse
y responsabilizarse de una fase del trabajo en su
totalidad, lo que les hará ganar en autonomía y en
una mayor identificación con esa actividad y con el
grado de satisfacción en el trabajo.
Diseño del sistema de trabajo
Métodos del comportamiento humano Enriquecimiento de tareas
Aumentar la responsabilidad del trabajador sobre la
planificación, organización y control de su propio
trabajo
Una aplicación práctica de este método lo
constituye la existencia de los Círculos de Calidad y
otros equipos de trabajo, que voluntariamente
estudian el sistema de trabajo y realizan propuestas a
la dirección para mejorarlo. De esta forma, los
trabajadores pueden sentir que han participado en
el rediseño del sistema de trabajo en el que ellos
operan.

Diseño del sistema de trabajo
Métodos del comportamiento humano Rotación de tareas
Consiste en intercambiar periódicamente (varias
veces al día o cada varios días) a los operarios entre
las distintas tareas.
Se suele emplear cuando los trabajos son muy
insatisfactorios y no pueden ser rediseñados.
En la práctica, supone muchas veces intercambiar
una tarea aburrida y monótona por otra igual de
aburrida y monótona, por lo que el beneficio del
método es el aumento de polivalencia.

Diseño del sistema de trabajo
Métodos del comportamiento humano Aspectos clave
Generan normalmente costes adicionales
(formación, etc.) y descensos de productividad
durante un tiempo posterior a su implantación.
La experiencia confirma que luego los incrementos
de productividad compensan esta menor eficiencia
inicial.
En cualquier caso hay que garantizar el
cumplimiento de las condiciones iniciales pactadas
en el diseño del puesto de trabajo, pues su
incumplimiento es causa de insatisfacción,

Diseño del sistema de trabajo
Metodologías 2. Los métodos técnicos
• Se centran en los factores técnico-físicos:
– el contenido de la tarea
– el contexto físico (luz, ruido, etc.) que rodea al
trabajador.
• Abogan por una aproximación lógica y sistemática
del diseño del trabajo, mediante la aplicación de los
principios científicos al estudio de movimientos y a la
medición del trabajo.
– El que más utilidad tiene y al que vamos a hacer
referencia aquí es el estudio de métodos y tiempos.

Diseño del sistema de trabajo
Métodos técnicos Estudios de métodos y tiempos
El estudio de métodos consiste en el registro y
examen sistemático de la manera de llevar a cabo
un trabajo, como medio de idear y aplicar métodos
más sencillos y eficaces.
Se centra en la mejora de los procesos y
procedimientos, en la disposición de la planta y del
equipo, con el fin de reducir el consumo de recursos
productivos, disminuir el esfuerzo del trabajador, y
crear un mejor ambiente físico de trabajo.

Diseño del sistema de trabajo
Métodos técnicos Estudios de métodos y tiempos
Por su parte, la medición del trabajo se centra en la
aplicación de técnicas para determinar el tiempo
que invierte un trabajador cualificado en llevar a
cabo una tarea definida efectuándola según una
norma de ejecución preestablecida (según el
método ideado en el estudio de métodos).
Como regla general, el estudio de métodos debe
preceder a la medición del trabajo cuando se
desean fijar tiempos de referencia para el futuro.

Diseño del sistema de trabajo
Métodos técnicos Estudios de métodos y tiempos
Utilidades del estudio del trabajo
• Calcular los costes y elaborar presupuestos • Comparar los distintos métodos que se pueden utilizar
• Determinar compensaciones salariales
• Determinar la carga de trabajo adecuada para una persona
• Determinar los plazos de entrega • Disminuir la frecuencia de accidentes en el trabajo
• Eliminar el tiempo improductivo y estudiar las posibles mejoras
• Equilibrar las líneas de producción
• Establecer cargas y capacidades
• Establecer las necesidades de personal
• Realizar la planificación y programación de la producción • Realizar una evaluación de la actuación de los operarios
• Repartir el trabajo dentro de los equipos o grupos de trabajo

El estudio de métodos
Actores clave El analista
• Debe dejar claro que su tarea consiste en estudiar el
trabajo y no a los trabajadores, con la finalidad
incluso de mejorar la satisfacción derivada del
trabajo. Formación técnica
Experiencia práctica
Cualidades personales:
• Sinceridad y honradez
• Entusiasmo • Interés humano y don de gentes
• Tacto
• Buena presencia

El estudio de métodos
Actores clave El capataz
Para el obrero, el capataz y el jefe de taller
representan la dirección y basará su actitud en la de
ellos, de manera que si se nota que el capataz opina
desfavorablemente sobre el estudio del trabajo, los trabajadores no respetarán al especialista y no harán
nada por poner en práctica sus propuestas, las
cuales les llegarán de todas maneras por intermedio
del capataz.
Los trabajadores
Es conveniente que reciban una formación previa
mínima sobre los principios y las técnicas del estudio
de métodos

El estudio de métodos
Etapas del estudio 1. Selección de la tarea a estudiar
2. Registro de los datos de la tarea
3. Examen crítico del método actual
4. Desarrollo de un nuevo método
5. Implantación del nuevo método

El estudio de métodos
Etapas del estudio 1. Selección de la tarea a estudiar
Conviene seleccionar tareas cuyo análisis sea
rentable para la empresa y beneficioso para el
trabajador:
Tareas en procesos con cuellos de botella o problemas de calidad.
Tareas muy repetitivas o de trabajos penosos e
inseguros.
De esta forma, si se consigue mejorar este tipo de
tareas se habrá ganado la confianza de los
trabajadores para extender el estudio al resto de tareas en la empresa.

El estudio de métodos
Etapas del estudio 2. Registro de los datos de la tarea (cf Cap. 2)

El estudio de métodos
Etapas del estudio 3. Examen crítico del método actual
Conviene que participen
cuantas más personas
mejor, aparte del
especialista en estudio del
trabajo, porque la
implementación de un
nuevo método será más
fácil y rápida si a él han
contribuido los operarios,
capataces y jefes de taller
o personal técnico de la
empresa.

Examen crítico de un método de trabajo 1. Propósito • ¿Qué se hace?
• ¿Por qué se hace?
• ¿Qué otra cosa podría hacerse?
• ¿Qué debería hacerse?
2. Lugar • ¿Dónde se hace?
• ¿Por qué se hace allí?
• ¿En qué otro lugar podría hacerse?
• ¿Dónde debería hacerse?
3. Sucesión • ¿Cuando se hace?
• ¿Por qué se hace entonces?
• ¿Cuando podría hacerse?
• ¿Cuando debería hacerse?
4. Persona • ¿Quien lo hace?
• ¿Por qué lo hace esa persona?
• ¿Qué otra persona podría hacerlo?
• ¿Quien debería hacerlo?
5. Medios • ¿Cómo se hace?
• ¿Por qué se hace de ese modo?
• ¿De qué otro modo podría hacerse?
• ¿Cómo debería hacerse?
El estudio de métodos
Etapas del estudio 4. Desarrollo de un nuevo método
• Para evaluar las distintas opciones que se planteen
han de tenerse en cuenta todos los beneficios
cuantitativos (reducción de costes, etc.) y
cualitativos (mayor flexibilidad, etc.) utilizando para ello análisis de viabilidad como el VAN o algún
modelo multicriterio .
• De los métodos de diseño del trabajo se obtienen las
conocidas son las reglas de economía de
movimientos. Son 22 reglas, que se refieren a la
utilización del cuerpo, a la disposición del puesto de trabajo y al diseño y disposición del equipo y
herramientas.

El estudio de métodos
Etapas del estudio 4. Desarrollo de un nuevo método
a. Interdependencia de los movimientos de las manos
– Los movimientos de las manos y de los brazos deben
ser simétricos, simultáneos y sin brusquedades.
– Siempre que se pueda las piezas se fabricarán de dos
en dos para que haya esta simetría y simultaneidad de
movimientos.
– Las manos han de liberarse entonces de aquellas
tareas que puedan hacerse más fácilmente con un
pedal, y de toda labor de simple sujeción.
Este método asegura el equilibrio del cuerpo y el
ritmo natural de trabajo, disminuye el esfuerzo físico y
la tensión mental.
El estudio de métodos
Etapas del estudio 4. Desarrollo de un nuevo método
b. Economía de gestos
– Los movimientos serán tan cortos y tan escasos como
permita la correcta ejecución del trabajo.
– Cuantas más partes del cuerpo entren en movimiento
mayor será el gasto energético y la fatiga.
– Los movimientos rectilíneos son antiergonómicos, por lo
que habrá que reemplazarlos por movimientos curvos,
que son mucho más naturales.
– Tampoco son naturales los cambios bruscos de
dirección.
– Herramientas y materiales deben disponerse de
manera que el gasto energético sea del tipo más bajo
posible, colocando los más utilizados al alcance de los
dedos y de las manos.

El estudio de métodos
Etapas del estudio 4. Desarrollo de un nuevo método
c. Sucesión lógica de los movimientos
– Deben disponerse las herramientas y materiales de
forma que permitan una sucesión lógica y rítmica de
los movimientos y garanticen la seguridad en el puesto
de trabajo.
– No es recomendable alternar dentro del ciclo de
trabajo tareas que requieran un gran control muscular,
con operaciones que necesitan gran esfuerzo y muy
poca precisión.

El estudio de métodos
Etapas del estudio 4. Desarrollo de un nuevo método
d. Localización estable de útiles y materiales
– La posición de materiales y herramientas siempre
deberá ser fija para que en poco tiempo el operario
pueda adquirir hábitos de automaticidad.
– La distribución del lugar de trabajo ha de cuidar al
máximo todos los aspectos ergonómicos y de orden y
limpieza del puesto.

El estudio de métodos
Etapas del estudio 4. Desarrollo de un nuevo método
• Además de los principios de economía de
movimientos, existen otros diversos factores que hay
que considerar o mejorar en el diseño del puesto de
trabajo.
Factores de diseño en un puesto de
trabajo
• Seguridad e higiene industrial
• Iluminación
• Ruido y vibraciones
• Condiciones climáticas
• Ergonomía de máquinas y puestos
• Tiempo de trabajo

El estudio de métodos
Etapas del estudio 4. Desarrollo de un nuevo método
• Un aspecto importante a cuidar en el puesto de
trabajo y que en la medida de lo posible ha de
preverse en su diseño es todo lo relativo al orden y
limpieza del puesto, facilitando que sólo lo que
realmente se vaya a necesitar esté allí colocado y
exista la posibilidad de tener una correcta
localización para cada una de esas cosas
necesarias.
• Una potente herramienta al respecto es las 5S

5 S – Cuando se visita una instalación ajena, es frecuente tener la
sensación de desorden, de suciedad, de falta de disciplina, de urgencia, de necesidad de espacio...etc.
– Parece que a nadie preocupa sus consecuencias: pérdidas
de tiempo (búsquedas, traslados, manipulaciones, etc.),
accidentes, deterioro de la calidad del producto/ servicio,
etc.
– Sólo se realiza un zafarrancho para ordenar y limpiar las
instalaciones cuando hay una visita importante a la que se
quiere ofrecer la mejor imagen de la empresa.
– El estado conseguido suele degradarse rápidamente y se justifica el desorden y la suciedad aduciendo motivos como
la sobrecarga de trabajo y la falta de tiempo. Sin darnos
cuenta, nos acostumbramos a convivir con la suciedad y el
desorden y nos dejan de sorprender. www.navactiva.c
om

5 S
M.A. GARCIA MADURGA.- SEPTIEMBRE 2011
www.navactiva.c
om

5 S
Antes
Etapas de la metodología
1. "Seiri" = despejar, seleccionar.
Separar lo útil de lo inútil.
2. "Seiton" = ordenar, organizar.
Colocar lo útil en su sitio.
3. "Seiso" = recuperar, limpiar.
Reparar lo que no está bien.
4. "Seiketsu" = normalizar, mantener.
Establecer los procesos.
5. "Shitsuke" = disciplina, respetar las
reglas. Actuar sistemáticamente
respetando los criterios
establecidos.
www.navactiva.c
om
5 S

5 S
M.A. GARCIA MADURGA.- SEPTIEMBRE 2011

M.A. GARCIA MADURGA.- SEPTIEMBRE 2011
5 S
Durante

M.A. GARCIA MADURGA.- SEPTIEMBRE 2011
5 S
Después

M.A. GARCIA MADURGA.- SEPTIEMBRE 2011
5 S
Antes

M.A. GARCIA MADURGA.- SEPTIEMBRE 2011
5 S
Después

5 S
!También en las oficinas!

…pero evitando excesos!
www.leanpics.com
5 S
• Beneficios de la implantación de 5S
– Seguridad. Hay menos accidentes ya que se evitan:
- Golpes por estar rodeados de elementos innecesarios.
- Intoxicaciones por mala identificación de los productos tóxicos,...
– Eficiencia. Hay mejor rendimiento del proceso ya que se
reduce:
- El coste de inventario por tener mucha obra en curso.
- El tiempo de búsqueda por mala identificación del producto.
- Esperas por falta de disponibilidad de los medios de transporte.
- Averías por falta de protección o mantenimiento.
www.navactiva.c
om

5 S
• Beneficios de la implantación de 5S
– Calidad. Hay mejor nivel de calidad de producto ya que se
evitan:
- Manipulaciones que pueden degradar la calidad obtenida.
- Mediciones erróneas por suciedad de equipos.
– Personal. La motivación crece ya que:
- Hace lo que tiene que hacer con el menor esfuerzo posible
- Están contribuyendo a asegurar su puesto de trabajo
www.navactiva.c
om

El estudio de métodos
Etapas del estudio 5. Implantación del nuevo método
• Debe conseguirse la aceptación de supervisores y la
Dirección para, posteriormente, ponerlo en
conocimiento de los operarios: La aprobación de los
trabajadores se facilita si operarios y los capataces han participado en el desarrollo del nuevo método.
• Una vez que ha sido aceptado se debe entrenar a
los trabajadores en el nuevo método. La formación
debe prolongarse hasta que se consiga el nivel de
desempeño deseado para la tarea, de forma que no
se considerará implementado del todo hasta que se alcance la productividad esperada.
• Debe estandarizarse =>

M.A. GARCIA MADURGA.- SEPTIEMBRE 2011
“Si no hay
estandarización, no es
posible la mejora” T. Onho

ESTANDARIZACION
• Concepto – El “Estándar” es una referencia que nos indica cual es “la
mejor forma conocida de realizar un trabajo”(aquella que
proporciona la máxima seguridad y eficiencia).
– Cualquier mejora en el proceso implicará una actualización
del estándar. Y para sostener esa mejora habrá que respetar el nuevo estándar. Por eso podemos decir que sin
estandarización no hay mejora posible.
El estándar es la cuña que asegura que, una vez
mejorado el proceso, no haya marcha atrás
La Gestión Visual es un
sistema donde la información
necesaria para la gestión
operativa está presente allí
donde trabajan las personas
Kiyoshi Suzaki

Estándares
básicos
M.A. GARCIA MADURGA.- SEPTIEMBRE 2011
Instrucciones de trabajo visuales, OPL (one-
point-lesson / Instrucciones básicas,
Procedimientos,…
www.ies.ncsu.edu/lean

M.A. GARCIA MADURGA.- SEPTIEMBRE 2011
www.leanpics.com
Estándares
básicos

http://visualworkplace-visualmanagement.blogspot.com/
La medición del trabajo
Introducción – La medición del trabajo es complementaria al
estudio de métodos.
– Consiste en la aplicación de técnicas para
determinar el tiempo que invierte un trabajador
cualificado en llevar a cabo una tarea definida
efectuándola según una norma de ejecución
preestablecida.
– El objetivo de esta medición es la de investigar,
reducir y finalmente eliminar el tiempo
improductivo, tanto el causado por el trabajador
(procedimiento incorrecto) como por la dirección
(falta de material, avería de máquinas, etc.).
La medición del trabajo
Introducción – Se utilizan medios técnicos y cálculos estadísticos
cuya aplicación no está exenta en ocasiones de
discusiones entre trabajadores y dirección.
– Las técnicas que se emplean en la medición del
trabajo se clasifican normalmente en directas e
indirectas:
• Las primeras engloban, entre otras, al cronometraje y
al muestreo de trabajo.
• Las segundas están representadas por los datos tipo, el sistema de tiempos predeterminados y la estimación.

La medición del trabajo
Técnicas de medición – Estimación
• Rigurosamente hablando, ésta no sería una técnica de
medición del trabajo puesto que no se basa en ningún
método científico.
• Utiliza únicamente la experiencia del analista de tiempos y
los datos históricos.
• Es una forma rápida y sencilla de asignar tiempos a las
operaciones
• Es empleada en trabajos no repetitivos o cuando, debido
a la corta vida del producto o a su escasa producción, es
suficiente con determinar los tiempos aproximados de la
tarea sabiendo que los tiempos que se están asignando
pueden tener una amplia holgura (10% o 20% incluso)
sobre los valores reales.

La medición del trabajo
Técnicas de medición – Muestreo de trabajo (Work sampling)
• Observación discontinua del trabajo, según un programa
de observaciones aleatorias previamente establecida con
anotación del estado de la operación en el instante de la
observación.
• Suele utilizarse en operaciones repetitivas en las que las
circunstancias que rodean al puesto de trabajo no
permiten o no aconsejan el empleo de técnicas más
precisas y a la vez más laboriosas.
• El ciclo de trabajo debe ser estable porque si no la
aleatoriedad de las observaciones introduciría un gran
sesgo en los resultados.

La medición del trabajo
Técnicas de medición – Estudio de tiempos
• Se trata de cronometrar el tiempo de duración de la tarea.
• Para ello se descompone el método de trabajo en
diferentes elementos que se van cronometrando uno a
uno por separado.
• El tiempo final no coincide siempre con el tiempo de
lectura del cronómetro ya que éste depende del esfuerzo
y de la habilidad que cada operario aporte.
• Para corregir este efecto los tiempos se nivelan mediante
un factor conocido como actividad normal que es
determinada -no sin cierta subjetividad- por la persona
encargada de realizar el estudio.

Fases del estudio de tiempos
1) Obtener y anotar toda la información disponible acerca de
una tarea
2) Realizar una descripción completa de la tarea, dividiendo la
operación en elementos
3) Examinar la división realizada
4) Determinar el número de lecturas o ciclos a realizar para
medir la tarea
5) Medir y registrar el tiempo observado
6) Evaluar el ritmo observado y compararlo con el ritmo tipo
7) Determinar el tiempo normal y el básico de cada elemento
8) Establecer los suplementos a añadir al tiempo normal o al
básico de la operación
9) Determinar el tiempo tipo de la tarea
La medición del trabajo
El estudio de tiempos 1. Obtener y anotar toda la información disponible
acerca de una tarea: Labor “de oficina”
2. Realizar una descripción completa de la tarea,
dividiendo la operación en elementos:
– Generalmente, las operaciones que componen una
tarea suelen ser unidades analíticas bastante grandes,
por lo que éstas se subdividen a su vez en unidades
más pequeñas que son conocidas como “elementos”.
– Dependiendo del tamaño del ciclo, estos elementos
pueden tener un tiempo comprendido entre los 3 o 4
segundos y los 10 o 20 minutos.

Reglas de descomposición de la tarea en elementos
• Deben ser fáciles de identificar, con momentos de comienzo y fin
claramente definidos e identificables por un sonido, un movimiento,
etc.
• Deben ser lo más cortos posibles, siempre que los pueda medir un
analista experto
• Las operaciones elementales deben ser tan unificadas como sea
posible
• Deben separarse:
•Los elementos de trabajo manual de los de trabajo máquina.
•Los elementos constantes (aquellos cuyo tiempo de ejecución
es siempre el mismo) de los variables (cuyo tiempo cambia en
función de las características del producto o proceso).
•Los elementos regulares (aquellos que aparecen en todos los
ciclos de medición) de los irregulares (los que son necesarios
pero no aparecen en todos los ciclos) y de los extraños (los que
aparecen pero no son una parte necesaria del trabajo)
• Debe hacerse una descomposición tanto más detallada cuanto
mayor sea el tamaño del lote o de la producción que se hace con
esa tarea
La medición del trabajo
El estudio de tiempos 3. Examinar la división realizada
– Una vez establecidos los elementos, y antes de
empezar la toma de tiempos, conviene comprobar -
observando varias veces el ciclo de la tarea- que el
método de trabajo que se está siguiendo es el
óptimo y que el operario está realizando los mejores
movimientos

La medición del trabajo
El estudio de tiempos 4. Determinar el número de lecturas o ciclos a realizar
para medir la tarea (la medición de los tiempos no
puede hacerse en una sola vez)
– METODO 1
» Tomar una muestra de tiempos de medición con
10 o 20 ciclos de la tarea.
» Calcular la media x y la desviación típica σ de los
tiempos cronometrados, descartando
normalmente los valores extremos si se sospecha
que pueden representar lecturas erróneas.
x =
xi
i=1
n
n =
xi - x 2
i =1
n
n

La medición del trabajo
El estudio de tiempos 4. Determinar el número de lecturas o ciclos a realizar
para medir la tarea:
Calcular el número m de observaciones que es preciso
efectuar con la fórmula:
donde z es el valor obtenido en las tablas de la
distribución normal (Anexo 1) para el nivel de
confianza deseado (que suele ser del 95%), x es la
media de los tiempos cronometrados en la muestra, ε
es la precisión o error deseado (por ejemplo el ±5%), y σ es la desviación típica de la muestra.
m = z
x
2
La medición del trabajo
Ejemplo: Supongamos que se ha realizado un estudio de tiempos al primer
elemento de una tarea de montaje de un rodamiento, mediante el
cuál se han obtenido los tiempos observados, toi, medidos en
minutos que aparecen a continuación:
Se desea determinar el número de observaciones a realizar, m, para
un nivel de confianza del 97,5% y una precisión ε del 4%
Observación 1 2 3 4 5
toi (minutos) 0,7 0,4 0,6 0,4 0,5

La medición del trabajo
Ejemplo: Supongamos que se ha realizado un estudio de tiempos al
primer elemento de una tarea de montaje de un rodamiento,
mediante el cuál se han obtenido los tiempos observados, toi,
medidos en minutos que aparecen a continuación:
Se desea determinar el número de observaciones a realizar, m, para
un nivel de confianza del 97,5% y una precisión ε del 4%
----------------
z= 1,96 obtenido de las tablas de la distribución normal
Como ya se han efectuado 5 observaciones necesitaríamos cronometrar
115 más
52.0n
x
=x
n
1=i
i
116.0n
x-x
=
n
1=i
2
i
nesobservacio (120) 119,4= 0,520,04
0,1161,96=
x
z = m
22
Observación 1 2 3 4 5
toi (minutos) 0,7 0,4 0,6 0,4 0,5

La medición del trabajo
El estudio de tiempos 4. Determinar el número de lecturas o ciclos a realizar
para medir la tarea:
– METODO MUNDEL
» Se fija directamente el número de observaciones
para tener un 95% de probabilidades de que el valor
obtenido no diferirá en más de un 5% del valor real.
» Se mide una primera serie de 5 o 10 operaciones.
» Después se determina el valor más alto y el más bajo,
y se les llama A y B respectivamente. Se calcula el
valor(A-B)/(A+B).
» Se entra con este último valor en la Tabla de Mundel y
se determina el número de observaciones necesarias
mirando en la columna 5 o 10 según el número de la
serie inicial de observaciones.

Tabla de Mundel para la determinación del número de observaciones
(A-B)/(A+B)
Datos de una
muestra de
5 10
(A-B)/(A+B)
Datos de una
muestra de
5 10
(A-B)/(A+B)
Datos de una
muestra de
5 10
0,05 3 1 0,21 52 30 0,36 154 88
0,06 4 2 0,22 57 33 0,37 162 93
0,07 6 3 0,23 63 36 0,38 171 98
0,08 8 4 0,24 68 39 0,39 180 103
0,09 10 5 0,25 74 42 0,40 190 108
0,10 12 7 0,26 80 46 0,41 200 114
0,11 14 8 0,27 86 49 0,42 210 120
0,12 17 10 0,28 93 53 0,43 220 126
0,13 20 11 0,29 100 57 0,44 230 132
0,14 23 13 0,30 107 61 0,45 240 138
0,15 27 15 0,31 114 65 0,46 250 144
0,16 30 17 0,32 121 69 0,47 262 150
0,17 34 20 0,33 129 74 0,48 273 156
0,18 38 22 0,34 137 78 0,49 285 163
0,19 43 24 0,35 145 83 0,50 296 170
0,20 47 27

La medición del trabajo
El estudio de tiempos 5. Medir y registrar el tiempo observado
– Una vez que por cualquiera de los procedimientos
anteriores se dispone del número m de observaciones
a efectuar, se mide y, a continuación, se registra el
tiempo observado utilizando como instrumento
principal un cronómetro digital.
– La información o bien se transfiere directamente a un
ordenador personal o bien se registra, para su
tratamiento posterior, en alguno de los impresos
estandarizados existentes.

La medición del trabajo
El estudio de tiempos 5. Medir y registrar el tiempo observado
– Los tiempos de los elementos de la tarea pueden
medirse individualmente volviendo el cronómetro a
cero cuando termina un elemento y antes de empezar
el siguiente, o bien se puede calcular como diferencia
entre lecturas sucesivas en cuyo caso el cronómetro
no se pone a cero hasta que han terminado todos los
elementos de la tarea.
– Para evitar errores suele utilizarse con más frecuencia
el acumulativo.

La medición del trabajo
El estudio de tiempos 5. Medir y registrar el tiempo observado
– Hay que cuidar también el efecto psicológico que
causa en la persona que trabaja el hecho de ser
cronometrado. Todo ello precisa de una experiencia
cualificada y específicas cualidades personales por
parte del cronometrador.
– Las unidades de tiempo más utilizadas son el segundo,
la centésima de minuto, la diezmilésima de hora y la
TMU

Hora Minuto Segundo Cent.
Min.
Diez mil.
Hora TMU
Hora 1 60 3600 6000 10000 100000
Minuto 0.016 1 60 100 166.6 1666.6
Segundo 0.00027 0.016 1 1.66 2.7 27.77
Cent.
Min. 0.00016 0.01 0.6 1 1.66 16.6
Diez mil.
Hora 0.0001 0.006 0.36 0.6 1 10
TMU 0.00001 0.0006 0.036 0.06 0.1 1
* TMU (time measurement unit o unidad de medida de tiempo): cienmilesima de hora
La medición del trabajo
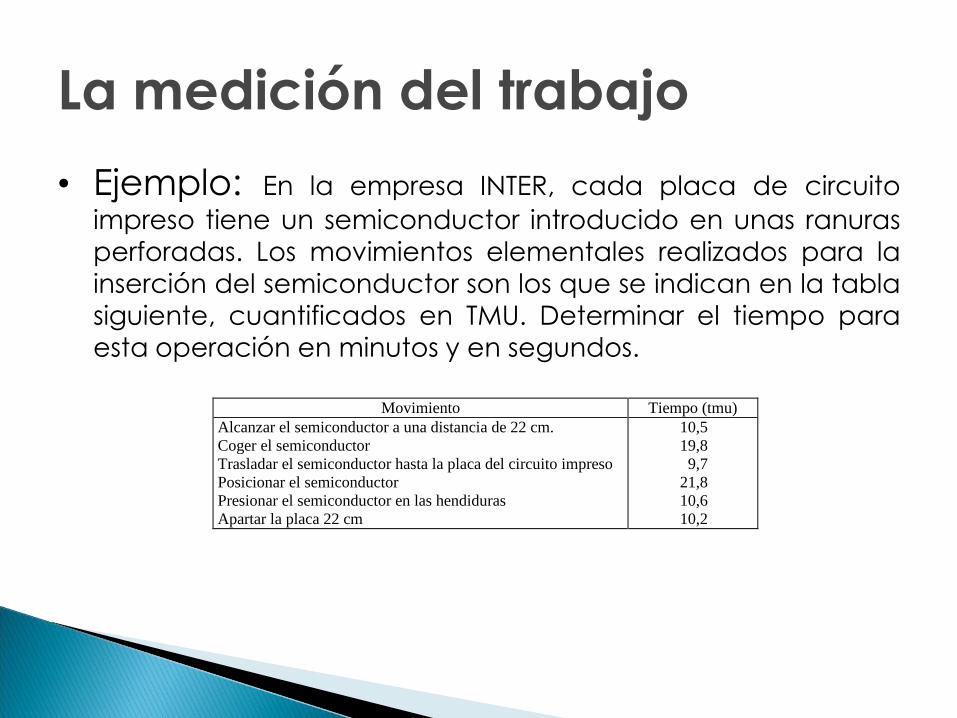
• Ejemplo: En la empresa INTER, cada placa de circuito
impreso tiene un semiconductor introducido en unas ranuras perforadas. Los movimientos elementales realizados para la
inserción del semiconductor son los que se indican en la tabla
siguiente, cuantificados en TMU. Determinar el tiempo para
esta operación en minutos y en segundos.
Movimiento Tiempo (tmu)
Alcanzar el semiconductor a una distancia de 22 cm.
Coger el semiconductor
Trasladar el semiconductor hasta la placa del circuito impreso
Posicionar el semiconductor
Presionar el semiconductor en las hendiduras
Apartar la placa 22 cm
10,5
19,8
9,7
21,8
10,6
10,2

La medición del trabajo
• Ejemplo:
------------------
– Se suman los tiempos de los movimientos obteniendo un
total de 82,6 tmu.
– A continuación, convertimos estos tiempos en segundos
dividiendo los tmu por 27,7 (cf tabla de la diapo correspondiente).
Tiempo en segundos = 82,6/27,7 = 2,98 segundos
Tiempo en minutos = 2,98/60 = 0,0496 minutos
Movimiento Tiempo (tmu)
Alcanzar el semiconductor a una distancia de 22 cm.
Coger el semiconductor
Trasladar el semiconductor hasta la placa del circuito impreso
Posicionar el semiconductor
Presionar el semiconductor en las hendiduras
Apartar la placa 22 cm
10,5
19,8
9,7
21,8
10,6
10,2

La medición del trabajo
El estudio de tiempos 6. Evaluar el ritmo observado y compararlo con el ritmo
tipo
– El tiempo necesario para realizar una determinada
tarea depende por una parte del método de trabajo y
por otra de la actividad o ritmo. Este depende a su vez
de tres variables.
» Del esfuerzo, entendido como la voluntad de trabajar; es posible aumentar el esfuerzo de trabajo mediante el uso
de incentivos salariales o de otro tipo.
» De la habilidad, entendida como la pericia para seguir
un método, que depende en parte de aspectos
puramente físicos como la coordinación intermuscular o
el tino, también depende en gran medida de la
oportunidad de práctica.
» De las condiciones del puesto de trabajo -luz, humedad,
etc

La medición del trabajo
El estudio de tiempos 6. Evaluar el ritmo observado y compararlo con el ritmo
tipo
– Distinguiremos:
» La actividad normal, que corresponde a la de un
trabajador medio que no esté bajo el estímulo de
un incentivo.
» La actividad óptima -o ritmo tipo- que es aquella
que obtiene un trabajador cualificado como
promedio de su jornada sin excesiva fatiga,
siempre que conozca y respete el método a
emplear y esté bajo el estímulo de un incentivo.
» El ritmo tipo será -se supone que siempre- superior
al normal.
La medición del trabajo
El estudio de tiempos 6. Evaluar el ritmo observado y compararlo con el ritmo
tipo
– Distinguiremos:
» La actividad normal, que corresponde a la de un
trabajador medio que no esté bajo el estímulo de
un incentivo.
» La actividad óptima -o ritmo tipo- que es aquella
que obtiene un trabajador cualificado como
promedio de su jornada sin excesiva fatiga,
siempre que conozca y respete el método a
emplear y esté bajo el estímulo de un incentivo.
» El ritmo tipo será -se supone que siempre- superior
al normal.

La medición del trabajo
El estudio de tiempos 6. Evaluar el ritmo observado y compararlo con el ritmo
tipo
– Para establecer qué es la actividad normal se utilizan
escalas de actividad.
– Los analistas de tiempos están entrenados para utilizar
estas escalas.
– La medición que hacen suelen darla en tanto por
ciento de la actividad normal. De esta forma, lo
corriente es que se diga que determinado operario
trabaja por ejemplo al 90% de la actividad normal o al
105%.
– Generalmente se suele trabajar también con redondeos
al 5% o al 10% debido a la dificultad de ajustar mucho la
exactitud de la valoración del ritmo.
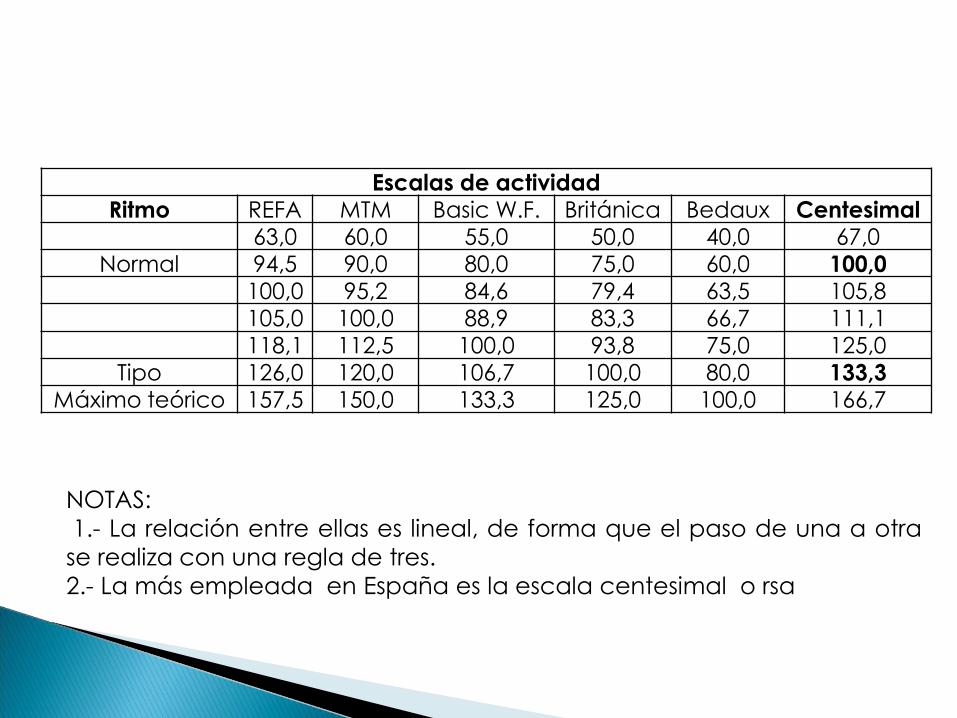
Escalas de actividad Ritmo REFA MTM Basic W.F. Británica Bedaux Centesimal
63,0 60,0 55,0 50,0 40,0 67,0 Normal 94,5 90,0 80,0 75,0 60,0 100,0
100,0 95,2 84,6 79,4 63,5 105,8
105,0 100,0 88,9 83,3 66,7 111,1 118,1 112,5 100,0 93,8 75,0 125,0
Tipo 126,0 120,0 106,7 100,0 80,0 133,3 Máximo teórico 157,5 150,0 133,3 125,0 100,0 166,7
NOTAS:
1.- La relación entre ellas es lineal, de forma que el paso de una a otra
se realiza con una regla de tres.
2.- La más empleada en España es la escala centesimal o rsa

La medición del trabajo
El estudio de tiempos 6. Evaluar el ritmo observado y compararlo con el ritmo
tipo
– Patrones de actividad normal:
A=100 en operaciones en movimiento:
Equivalente a recorrer 5 km en 1 hora, un
hombre, de 1.68m de altura, normalmente
constituido, sobre un suelo horizontal y firme,
con pasos de 0.75 m, a 15ºC de temperatura y
con una humedad relativa del 50%

La medición del trabajo
El estudio de tiempos 7. Determinar el tiempo normal y el básico de cada
elemento
– TIEMPO NORMAL tNi de un elemento i
corresponde al sumatorio de los tiempos observados
durante las j observaciones del elemento i
fj son las frecuencias respectivas de estos tiempos
es el sumatorio de las frecuencias
Ai representa el valor del ritmo o actividad observado
AN representa el valor del ritmo normal (que depende de la
escala de la Tabla escogida para el estudio)
N
i
m
1j=
j
m
1j=
jj
Ni
A
A
f
ft
= t
tj
j =1
m
m
1j=
jf

La medición del trabajo
El estudio de tiempos 7. Determinar el tiempo normal y el básico de cada
elemento
– TIEMPO NORMAL de la tarea tN
» Suma de los tiempos normales de los elementos que
la componen
tN = tNi
i =1
n

La medición del trabajo
El estudio de tiempos 7. Determinar el tiempo normal y el básico de cada
elemento
– TIEMPO BASICO de un elemento i
Si existe algún tipo de incentivo para el trabajador,
entonces la actividad medida ya no será la normal
sino la actividad tipo AT
El tiempo básico tbi se calcula entonces con la
misma expresión empleada para el tiempo normal,
pero introduciendo en la formula AT en lugar de AN,
es decir
tbi =
t j fj
j=1
m
fj
j=1
m
Ai
AT

La medición del trabajo
El estudio de tiempos 7. Determinar el tiempo normal y el básico de cada
elemento
– TIEMPO BASICO de la tarea tB
» Suma de los tiempos normales de los elementos que
la componen
tb = tbi
i =1
n
La medición del trabajo
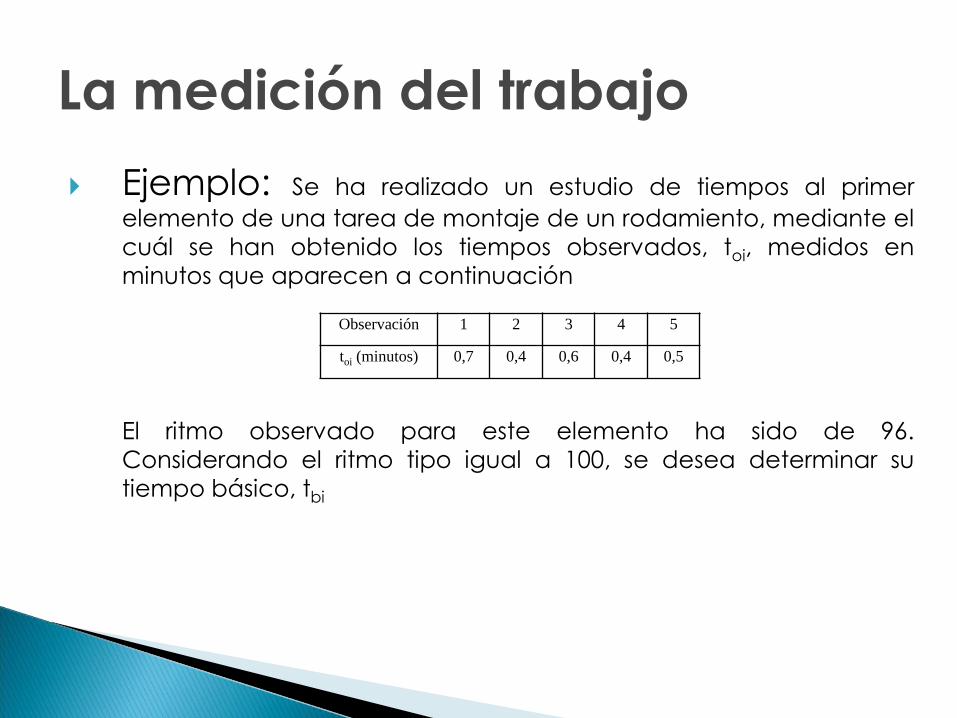
Ejemplo: Se ha realizado un estudio de tiempos al primer
elemento de una tarea de montaje de un rodamiento, mediante el
cuál se han obtenido los tiempos observados, toi, medidos en
minutos que aparecen a continuación
El ritmo observado para este elemento ha sido de 96.
Considerando el ritmo tipo igual a 100, se desea determinar su
tiempo básico, tbi
Observación 1 2 3 4 5
toi (minutos) 0,7 0,4 0,6 0,4 0,5

La medición del trabajo
Ejemplo:
El ritmo observado para este elemento ha sido de 96.
Considerando el ritmo tipo igual a 100, se desea determinar su
tiempo básico, tbi
--------------------------
Observación 1 2 3 4 5
toi (minutos) 0,7 0,4 0,6 0,4 0,5
tb1 =
tj fj
j=1
m= 5
fj
j=1
m= 5
A1
AT
=
0,71 + 0,4 2 + 0,6 1 + 0,51
5
96
100
= 0,499 minutos
La medición del trabajo
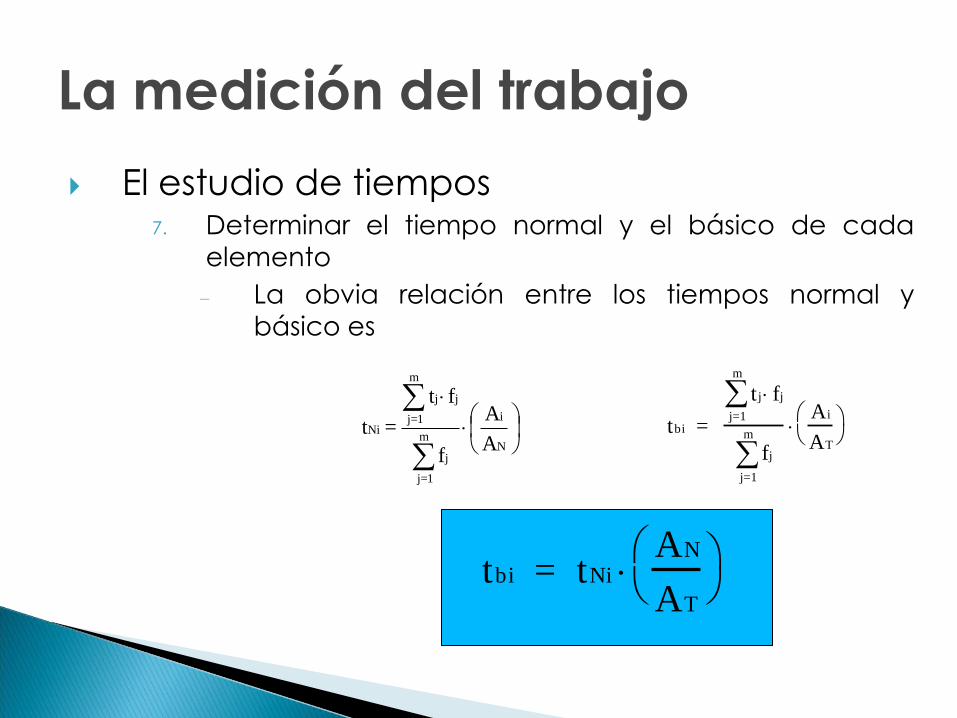
El estudio de tiempos 7. Determinar el tiempo normal y el básico de cada
elemento
– La obvia relación entre los tiempos normal y
básico es
tbi = tNi AN
AT
N
i
m
1j=
j
m
1j=
jj
Ni
A
A
f
ft
= t tbi =
t j fj
j=1
m
fj
j=1
m
Ai
AT

La medición del trabajo
El estudio de tiempos 7. Determinar el tiempo normal y el básico de cada
elemento
– TIEMPO TIPO
» El tiempo de la tarea, tN o tb, hay que aumentarlo
después para tener en cuenta las interrupciones
debidas a causas personales (beber agua, ir al
lavabo, etc.), a la fatiga, a retrasos (rotura de
máquinas, retraso en la llegada de materiales, etc.).
» Por eso se aplican a los tiempos normal o básico
unos suplementos k que se agregan unos a otros
para recoger todas las circunstancias posibles.
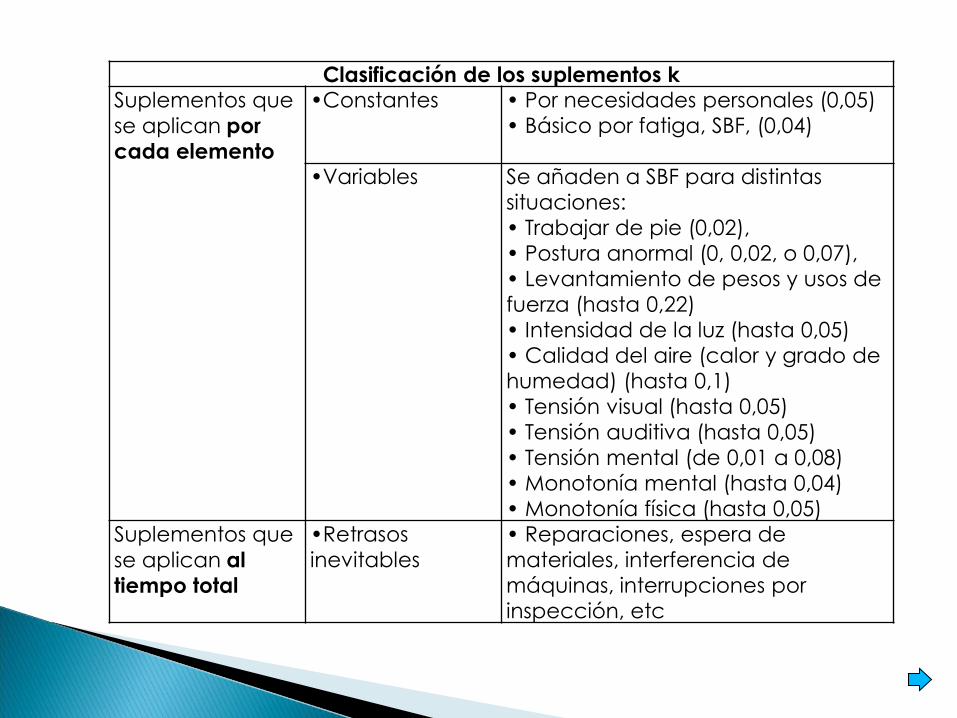
Clasificación de los suplementos k Suplementos que
se aplican por
cada elemento
•Constantes • Por necesidades personales (0,05)
• Básico por fatiga, SBF, (0,04)
•Variables Se añaden a SBF para distintas
situaciones:
• Trabajar de pie (0,02),
• Postura anormal (0, 0,02, o 0,07),
• Levantamiento de pesos y usos de
fuerza (hasta 0,22)
• Intensidad de la luz (hasta 0,05)
• Calidad del aire (calor y grado de
humedad) (hasta 0,1)
• Tensión visual (hasta 0,05)
• Tensión auditiva (hasta 0,05)
• Tensión mental (de 0,01 a 0,08)
• Monotonía mental (hasta 0,04)
• Monotonía física (hasta 0,05)
Suplementos que
se aplican al
tiempo total
•Retrasos
inevitables
• Reparaciones, espera de
materiales, interferencia de
máquinas, interrupciones por
inspección, etc

La medición del trabajo
El estudio de tiempos 7. Determinar el tiempo normal y el básico de cada
elemento
– TIEMPO TIPO
» El resultado de añadir esos suplementos k a los
tiempos normal y básico es el tiempo tipo tp de la
tarea.
tp = tb *(1 + k) tp = tN *(1 + k)
• Se utiliza una expresión u otra para calcular el
tiempo tipo, según que los trabajadores y la tarea
estén o no sometidos a algún tipo de incentivo
salarial.
• El tiempo tipo de la tarea es el que se utilizará para
calcular costes, programar la producción,
establecer planes de incentivos salariales, etc.

La medición del trabajo
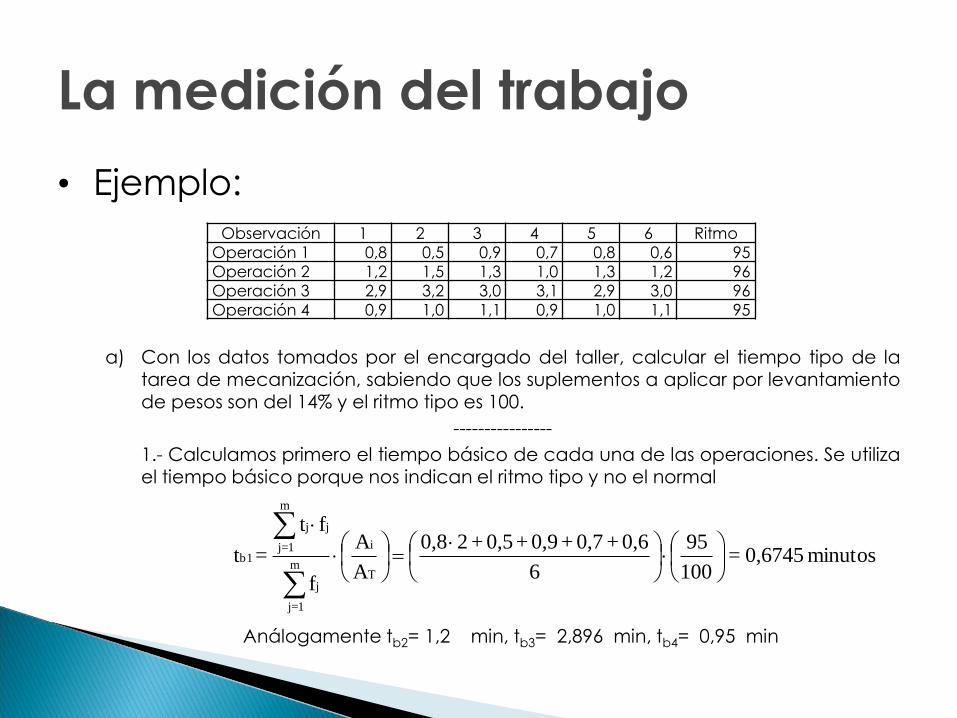
• Ejemplo: La empresa GYM-TONIC fabrica pesas de musculación de 5, 10, 25 y 50
kg. La tarea de mecanización de las piezas requiere cuatro operaciones distintas. El encargado del taller, después de haber realizado un curso de especialización, ha cronometrado seis ciclos de la tarea y ha anotado los tiempos de las operaciones (en minutos) en la siguiente tabla, en la que se muestra también el ritmo desempeñado por el trabajador en cada una de las cuatro operaciones.
a) Con los datos tomados por el encargado del taller, calcular el tiempo tipo de la tarea de mecanización, sabiendo que los suplementos a aplicar por levantamiento
de pesos son del 14% y el ritmo tipo es 100.
b) Calcular el número de observaciones que sería necesario hacer de la tarea, además de las ya hechas, si el encargado del taller quisiera estar seguro, con un nivel de confianza del 98% y una precisión del 5%, de que el tiempo cronometrado de la tarea se ajusta al real (Los tiempos siguen una distribución normal)
Observación 1 2 3 4 5 6 Ritmo
Operación 1 0,8 0,5 0,9 0,7 0,8 0,6 95
Operación 2 1,2 1,5 1,3 1,0 1,3 1,2 96
Operación 3 2,9 3,2 3,0 3,1 2,9 3,0 96
Operación 4 0,9 1,0 1,1 0,9 1,0 1,1 95
La medición del trabajo
• Ejemplo:
a) Con los datos tomados por el encargado del taller, calcular el tiempo tipo de la tarea de mecanización, sabiendo que los suplementos a aplicar por levantamiento de pesos son del 14% y el ritmo tipo es 100.
----------------
1.- Calculamos primero el tiempo básico de cada una de las operaciones. Se utiliza el tiempo básico porque nos indican el ritmo tipo y no el normal
Análogamente tb2= 1,2 min, tb3= 2,896 min, tb4= 0,95 min
Observación 1 2 3 4 5 6 Ritmo
Operación 1 0,8 0,5 0,9 0,7 0,8 0,6 95
Operación 2 1,2 1,5 1,3 1,0 1,3 1,2 96
Operación 3 2,9 3,2 3,0 3,1 2,9 3,0 96
Operación 4 0,9 1,0 1,1 0,9 1,0 1,1 95
minutos 0,6745=100
95
6
0,6+0,7+0,9+0,5+20,8
A
A
f
ft
= tT
i
m
1j=
j
m
1j=
jj
b1

La medición del trabajo
• Ejemplo:
a) Con los datos tomados por el encargado del taller, calcular el tiempo tipo de la tarea de mecanización, sabiendo que los suplementos a aplicar por levantamiento de pesos son del 14% y el ritmo tipo es 100.
----------------
2.- El tiempo básico de la tarea será la suma de los tiempos de las cuatro operaciones que la componen, y el tiempo tipo de la tarea será el tiempo básico
aumentado en el suplemento k.
tb = Σtbi = 5,7141 minutos
tp = tb*(1+k) = 5,7141*(1+0,14) = 6,514 minutos
Observación 1 2 3 4 5 6 Ritmo
Operación 1 0,8 0,5 0,9 0,7 0,8 0,6 95
Operación 2 1,2 1,5 1,3 1,0 1,3 1,2 96
Operación 3 2,9 3,2 3,0 3,1 2,9 3,0 96
Operación 4 0,9 1,0 1,1 0,9 1,0 1,1 95

La medición del trabajo
• Ejemplo: b) Calcular el número de observaciones que sería necesario hacer de la tarea,
además de las ya hechas, si el encargado del taller quisiera estar seguro, con un nivel de confianza del 98% y una precisión del 5%, de que el tiempo cronometrado de la tarea se ajusta al real (Los tiempos siguen una distribución normal)
--------------------
Para calcular el número de observaciones necesarias de la tarea tenemos que
calcular por separado el número de observaciones necesarias para cada operación, y tomar el mayor número de estos que nos salga como observaciones a efectuar de la tarea porque será la operación que más observaciones precise la que esté condicionada por el nivel de confianza y de exactitud que ha marcado el encargado
El mayor número de observaciones que nos sale es 61 para la primera operación. Así
pues habrá que hacer un número adicional de 55 (= 61 - 6) observaciones para
la tarea, o cuando menos para la primera operación si es que ésta puede hacerse independientemente de las otras que componen la tarea
nesobservacio (61) 60,17=0,710,05
0,1342,055=
x
z = m
22
1
nes;observacio (25) 24,3=1,250,05
0,152,055= m
2
2
nesobservacio (4) 3,4=
3,010,05
0,102,055= m
2
3
nesobservacio (11) 10,8=10,05
0,082,055= m
2
4

La medición del trabajo
CONSEJOS PRACTICOS – Informar a los representantes sindicales sobre los
objetivos del estudio.
– Hablar previamente con el capataz.
– Saludar al operario y pedirle que explique su operación.
– Situarse en el campo visual del operario.
– Tranquilizar: dejar claro que se va a estudiar la
operación. Empatizar.
– Procurar que no haya distracciones ni interrupciones.
– No dar órdenes directas a los operarios.
– Al finalizar, comentar algo, agradecer y despedirse.
– Informar de la finalización al capataz, comentar algún dato curioso y darle la oportunidad de conocer en
primer lugar los resultados .

La medición del trabajo
Técnicas de medición – Tiempos predeterminados
• La tarea se descompone en pequeños movimientos
(micromovimientos) cuyo tamaño depende de la técnica
utilizada y por la exactitud que se pretende obtener.
• Cada uno de estos movimientos se clasifica en función de
unas variables preestablecidas para después buscar su
tiempo en unas tablas estándar en alguno de los sistemas
disponibles: MTM, Work Factor, etc
• El tiempo total de la tarea será la suma de tiempos de
todos los micromovimientos que componen el método.

Utilidades de los sistemas de tiempo predeterminados • Establecimiento de métodos eficaces al empezar una nueva fabricación.
Puede determinarse cual es el método que minimiza los movimientos de los
operarios o que los hace más acordes con las reglas de movimientos.
• Mejora de los métodos de trabajo existentes. Al examinar un método gesto a gesto cuando se conoce de antemano el tiempo necesario para cada uno de
ellos, es difícil no encontrar alguna operación que no se pueda mejorar.
• Estimación previa de los tiempos de ejecución. Se evita la imprecisión de la estimación de los tiempos de ejecución en el caso de nuevas fabricaciones, al
poder estimarlo con exactitud sumando los tiempos de todos y cada uno de los
micromovimientos que lo van a componer.
• Elección de diseños de productos. Se puede utilizar el estudio de movimientos
como parte del análisis del valor para encontrar aquellos detalles en la forma
de los productos que no son necesarios para su función pero que obligan a
movimientos innecesarios.
• Proyecto de utillajes. Puede optimizarse el diseño de los utillajes y herramientas
si se dispone del conocimiento profundo de los gestos que el operario habrá de
hacer con ellos.
La medición del trabajo
Técnicas de medición – MTM
• Es el más utilizado de entre todos los sistemas de tiempos
predeterminados.
• Los micromovimientos empleados están codificados según
un criterio universalmente reconocido.
• El MTM es toda una familia:
» MTM-1 que fue la primera que se desarrolló. Es la técnica de la familia
más detallada, precisa y lenta de aplicar.
» MTM-2, la más empleada, simplifica los micromovimientos de la MTM-1
» MTM-X, la más simple, consta de once micromovimientos y su campo
de aplicación son ciclos de trabajo superiores al minuto y medio, en
los que no se requiere excesiva precisión

Ejemplo:
Con la MTM-1, el acto de que un operario alcance un
destornillador situado a 16 centímetros en su mesa de trabajo
tendría la codificación “R16B”, en la que R es la característica de
alcanzar (Reach en inglés), 16 es la distancia, y B es una variable
que hace referencia al caso de alcanzar un objeto solitario y
cuya posición puede variar ligeramente de un ciclo a otro.
A este micromovimiento le correspondería un tiempo
predeterminado en tablas del MTM-1 de 8,9 TMU (0.3 segundos ).
MTM 1

Movimientos del MTM-X
• Conseguir (G). Llevar la mano hasta un objeto, cogerlo y soltarlo. Hay dos variables que lo
afectan. Puede ser sencillo (E) cuando se realiza por contacto o agarrando de forma simple, o
difícil (D) si el objeto se encuentra mezclado con otros. El objeto está cerca (N) si la distancia es
menor de 15 centímetros, lejos (F) si es mayor, o cambiante (X) si unas veces está cerca y otras
está lejos. Los movimientos pueden ser GEN, GEF, GEX, GDN, GDF y GDX.
• Colocar (P). Desplazar con la mano un objeto ya cogido, y llevarlo hasta un nuevo destino.
Igual que antes, el acto puede ser fácil (E) cuando no es necesario ubicar el objeto en una
posición exacta, o difícil (D) cuando debe colocarse en una posición bastante precisa. La
variable distancia recibe el mismo tratamiento que antes. Los movimientos podrán entonces ser
PEN, PEF, PEX, PDN, PDF y PDX.
• Volver a coger (R). Este movimiento se refiere al ajuste de la propia mano para modificar la
forma en que se ha cogido un objeto. Aparece, por ejemplo, casi siempre que se consigue una
herramienta.
• Mover con peso (HW). Se trata de un suplemento de tiempo que se añade cuando el peso del
objeto supera los dos kilogramos.
• Aplicar presión (A). Cuando hace falta ejercer una fuerza adicional para encajar un objeto,
por ejemplo un corcho en la boca de una botella. Es también un suplemento como el anterior.
• Acción ocular (E). Es un movimiento poco común. Comprende dos acciones: enfocar con los
ojos un objeto dentro del área de visión normal, y apreciar una característica distinguible del
objeto que sea necesaria para realizar el siguiente movimiento.
• Pasos (S). Se trata de movimientos efectuados con la pierna, ya sea para desplazarse o
simplemente cuando se acciona un pedal. El número de pasos efectuados se contabiliza por el
número de veces que el pie toca el suelo.
• Doblarse (BD) y levantarse (BA). El movimiento de doblarse comprende las acciones de
doblarse, sentarse, arrodillarse y agacharse, mientras que el de levantarse es el enderezarse
desde la posición de agachado o arrodillado.
MTM X
Tiempos (tmu) de los movimientos del MTM-X
GE GD PE PD
N 8 17 5 19
F 16 25 14 28
X 13 20 9 22
R H
W
A E S BD BA
6 5 14 7 18 29 32

MTM X Ejemplo: Operación de punzonado en una prensa. El operario tiene que
desplazarse un paso para coger de un cesto situado a 75 centímetros un
disco metálico que se encuentra mezclado con otros. Después ha de llevar
el disco metálico hasta la prensa y colocarla con precisión en la ubicación
donde será punzonado. La colocación de la pieza requiere que el operario
presione el disco dentro de la matriz de la prensa. La Tabla recoge los
movimientos que comprende esta operación de acuerdo a la terminología
del MTM-X ( no hay que ser exhaustivo en la descripción del movimiento
porque la nomenclatura es suficiente para que cualquier otro analista de
tiempos pueda interpretar la información )
Hoja de análisis de tiempos
Operación: Punzonado en prensa 48765 Fecha:
Descripción FRE M.I. tmu M.D. FRE Descripción
A
contenedor
GDF 25 GDF A
contenedor
A prensa PDF 28 PDF A prensa
Ajuste R 6 R Ajuste
Presionar 14 A Presionar
A resorte GEN 8 GEN A resorte
Ir a buscar 2 S 36 S 2 Ir a buscar
Total 117 tmu

MTM X • La tabla es simétrica porque recoge tanto los movimientos que realiza la mano
izquierda (M.I.) como la mano derecha (M.D.). Un movimiento puede ser
efectuado por una cualquiera de las manos o por las dos.
• También aparece la frecuencia (FRE) o número de veces que es necesario
realizar cada movimiento: si la casilla aparece en blanco significa que es un
movimiento singular
• En el último movimiento (Ir a buscar) en cambio hacen falta dos pasos para
desplazarse al contenedor donde están las piezas.
• En la columna central se recoge el tiempo de cada movimiento en TMU -de
acuerdo a la Tabla del MTM-X-, que sumados dan el tiempo total de la
operación. Hoja de análisis de tiempos
Operación: Punzonado en prensa 48765 Fecha:
Descripción FRE M.I. tmu M.D. FRE Descripción
A
contenedor
GDF 25 GDF A
contenedor
A prensa PDF 28 PDF A prensa
Ajuste R 6 R Ajuste
Presionar 14 A Presionar
A resorte GEN 8 GEN A resorte
Ir a buscar 2 S 36 S 2 Ir a buscar
Total 117 tmu

Ventajas de los tiempos predeterminados
• Reducen la subjetividad del estudio de tiempos. En el cronometraje hay que evaluar la actividad desempeñada por el operario en cada uno de los
elementos de la tarea, mientras que esto no hace falta en el sistema de
tiempos predeterminados.
• No se altera el desarrollo de las actividades productivas y en
consecuencia su coste es menor.
• Se pueden emplear para analizar tareas que aún no se han realizado
como la fabricación de prototipos
• Son universales por lo que pueden realizarse comparaciones de métodos entre distintas empresas y hacen fiable la utilización de sus resultados por las
empresas multilocalizadas.
• Son más útiles para la mejora continua. Esta se traduce en innovaciones
incrementales que en muchos casos son muy difíciles de medir con un
cronómetro mientras que si que van a aparecer en las tablas de tiempos
predeterminados.
• Facilitan el poder disponer de una base de datos de tiempos. Si se
modifica un movimiento dentro de una tarea habría que volver a
cronometrar toda la operación mientras que con los sistemas de tiempos
predeterminados sólo habrá que incluir el tiempo del nuevo movimiento o
restar el que se haya eliminado.
• Despiertan menos rechazo entre los trabajadores que el cronometraje. • Son baratos de aplicar

La medición del trabajo
Técnicas de medición – Datos tipo
• Consiste en establecer una base de datos tipo para los
diversos elementos que aparecen repetidamente en el
lugar de trabajo.
• Los tiempos de estos elementos se toman mediante
cronometraje o mediante tiempos predeterminados.
• Esta base de datos tipo se utiliza luego cada vez que hay
que calcular el tiempo de un nuevo método, ahorrándose
con ello la medición de las tareas de cuyo tiempo se
dispone en la base de datos.
• Periódicamente conviene actualizar los tiempos de la base
de datos par incorporar las mejoras e innovaciones
organizativas y tecnológicas que se hayan introducido en
los métodos de trabajo.


Incentivos del trabajo
Introducción – El hecho de que un trabajador esté incentivado o no influye
en su ritmo de trabajo. Los incentivos tienen precisamente el
objetivo de motivar a los empleados para aumentar su
satisfacción y productividad.
– Las recompensas pueden ser:
• Intrínsecas o internas que son las que el propio trabajador
encuentra en el desempeño de su trabajo -autoestima,
autorrealización, aprendizaje, retos profesionales, etc.
• Extrínsecas o externas que son las que más se pueden controlar e
influir desde la dirección con los estudios de tiempos y de
métodos, y que constituyen los incentivos propiamente dichos.
Incentivos del trabajo
Introducción – Los distintos métodos de incentivos representan un pago para
la empresa ya sea en metálico, por ejemplo en forma de
primas a la productividad -que es habitual entre los
trabajadores-, o en especie -que es más frecuente entre los
directivos- como por ejemplo, el uso del automóvil o la
vivienda por cuenta de la empresa.
– No obstante, no en todos los trabajos es posible utilizar un
sistema de incentivos:
• porque resulte difícil medir el resultado del trabajo
• porque el nivel de calidad necesario no permite utilizar incentivos
que dificulten el conseguirlo

Incentivos del trabajo
Introducción – Los distintos tipos de incentivos utilizados constituyen un
complemento al salario que se tenga pactado en convenio
con el trabajador en función de su categoría y calificación
profesional.
– Estos incentivos o primas pueden clasificarse en dos grandes
grupos:
• Primas relacionadas con el tiempo ahorrado (Iguales al valor del
tiempo ahorrado, Menores al valor del tiempo ahorrado,
Proporcionales al nivel de calidad de producción..)
• Primas relacionadas con otros factores productivos (Índices de
eficiencia, Primas colectivas, Salario proporcional, Primas
especiales..)

Incentivos del trabajo
Destajo – En este sistema de primas, el incentivo monetario que recibe el
trabajador es directamente proporcional al número de
unidades producidas.
– Es un método sencillo de entender para el trabajador y sencillo
también de gestionar para la empresa, al menos si el número
de piezas distintas no es muy alto.
– El inconveniente radica en que no se puede conseguir un
elevado nivel de calidad en la producción por lo que habrá
de aplicarse a tipos de producción en los que la calidad no
sea la prioridad competitiva.

Incentivos del trabajo
Destajo – En cualquier caso, tiene que definirse con exactitud cuál es el
nivel de producción estándar para controlar los incentivos que
se van a pagar, es decir cuál es el mínimo número de piezas
que hay que producir para que los incentivos representen una
compensación positiva sobre el salario normal.
– Si bien hay casos en los que el salario se determina
exclusivamente sobre el valor de lo producido, lo normal es
que se garantice un salario mínimo y el valor de lo producido
se tome como una prima
Incentivos del trabajo
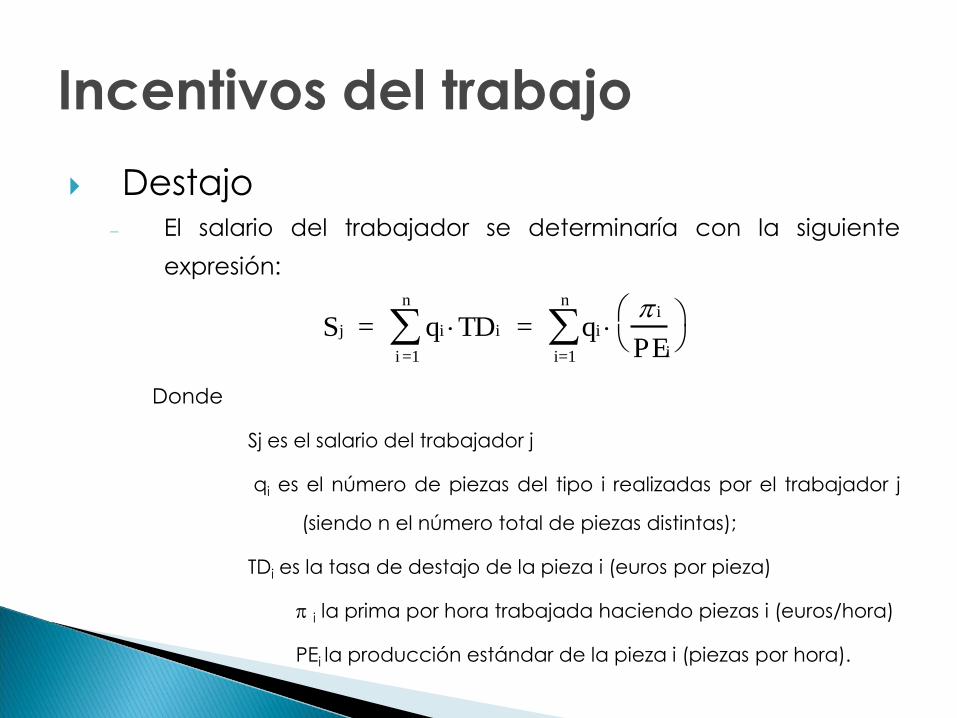
Destajo – El salario del trabajador se determinaría con la siguiente
expresión:
Donde
Sj es el salario del trabajador j
qi es el número de piezas del tipo i realizadas por el trabajador j
(siendo n el número total de piezas distintas);
TDi es la tasa de destajo de la pieza i (euros por pieza)
i la prima por hora trabajada haciendo piezas i (euros/hora)
PEi la producción estándar de la pieza i (piezas por hora).
Sj = qi TDi
i =1
n
= qi
i=1
n
i
PEi

Incentivos del trabajo
Destajo – Ejemplo: Supongamos como ejemplo una empresa que
trabaja 21 días al mes en turnos laborales de 8 horas, y que un
trabajador ha producido en el último mes 2.500 piezas de tipo
A y 1.200 piezas de tipo B.
Las primas son de 5 euros por hora para el tipo A y de 3 euros
por hora para el tipo B y la producción estándar es de 12
piezas A por hora y de 8 piezas B por hora.
En este caso, el salario mensual del trabajador será:
eur 1491=8
31.200+
12
5500.2
PE
q+
PEq=TDq+TDq = S
B
BB
A
A ABBAA

Incentivos del trabajo
• Ejemplo: La tabla siguiente recoge los datos de producción de un operario en
este mes (al que se le remunera con un plan a destajo), así como la producción estándar de cada tipo de pesa en piezas por hora, y la prima que se paga al trabajador en euros por hora. El operario puede hacer en una hora los cuatro tipos de piezas. El mes tiene 20 días laborables y se trabaja a un solo turno de 8 horas. El factor de utilización, el de eficiencia y el de aprovechamiento son iguales a 1 en todas las operaciones. Calcular el sueldo del mes de este trabajador, y la diferencia con el salario normal.
Pesas 5 kg. 10 kg. 25 kg. 50 kg. Producción 1.000 600 520 320 Producción estandar (piezas/hora)
6 4 3 2
Prima (euros/hora) 6 6 6 8

Incentivos del trabajo
• Ejemplo:
– Salario del mes
Donde
Sj es el salario del trabajador j
qi es el número de piezas del tipo i realizadas por el trabajador j (siendo
n el número total de piezas distintas);
TDi es la tasa de destajo de la pieza i (euros por pieza)
i la prima por hora trabajada haciendo piezas i (euros/hora)
PEi la producción estándar de la pieza i (piezas por hora).
Pesas 5 kg. 10 kg. 25 kg. 50 kg.
Producción 1.000 600 520 320
Producción estandar
(piezas/hora)
6 4 3 2
Prima (euros/hora) 6 6 6 8
eur42202/8*3203/6*5204/6*6006/6*1000PE
q = TDq = Si
i n
1=i
i
n
1=i
iij

Incentivos del trabajo
• Ejemplo:
– Salario normal
Donde
qi es el número de piezas del tipo i realizadas por el trabajador j (siendo
n el número total de piezas distintas). En el caso de producción
esta´dar durante 20 días laborables = 160 horas
qj= producción estándar (piezas/hora) * 160 horas
TDi es la tasa de destajo de la pieza i (euros por pieza)
i la prima por hora trabajada haciendo piezas i (euros/hora)
PEi la producción estándar de la pieza i (piezas por hora).
Pesas 5 kg. 10 kg. 25 kg. 50 kg.
Producción 1.000 600 520 320
Producción estandar
(piezas/hora)
6 4 3 2
Prima (euros/hora) 6 6 6 8
eur41602/8*3203/6*4804/6*6406/6*960PE
q = TDq = Si
i n
1=i
i
n
1=i
iij

Incentivos del trabajo
• Ejemplo:
– Prima: 4220-4160= 60 eur
• El operario cobra 60 euros más gracias a la prima, pero este mayor
salario se debe solo a las pesas de 5 y 25 kg., porque con las de 10
kg. cobra menos por la existencia de la prima. Las pesas de 50 kg. no
han influido esta vez en su salario.
Pesas 5 kg. 10 kg. 25 kg. 50 kg.
Producción 1.000 600 520 320
Producción estandar
(piezas/hora)
6 4 3 2
Producción estándar mes 960 640 480 320
Producción real vs estándar +40 -40 +40 0
Prima (euros/hora) 6 6 6 8

Incentivos del trabajo
Primas relacionadas con el tiempo
ahorrado 1. Primas iguales al valor del tiempo ahorrado:
• La prima a pagar será
= Sc(HH - Hr)
donde:
Sc es el salario de calificación horario asignado al trabajador
HH el tiempo tipo concedido para realizar la tarea, medido en
hombres-hora
Hr es el tiempo (horas) que ha empleado el operario en realizar la
tarea.
HH – Hr es l tiempo ahorrado, en horas

Incentivos del trabajo
Primas relacionadas con el tiempo
ahorrado 2. Primas menores que el valor del tiempo ahorrado:
• Sistema Halsey: Implica repartir al 50% entre la empresa y el
trabajador el tiempo ahorrado
= k. Sc(HH - Hr)
donde:
K= 0.5
Sc es el salario de calificación horario asignado al trabajador
HH el tiempo tipo concedido para realizar la tarea, medido en
hombres-hora
Hr es el tiempo (horas) que ha empleado el operario en realizar la
tarea.
HH – Hr es l tiempo ahorrado, en horas

Incentivos del trabajo
Primas relacionadas con el tiempo
ahorrado 2. Primas menores que el valor del tiempo ahorrado:
• Sistema Rowan: El valor máximo de la prima se limita al salario de
calificación, calculándose con la fórmula:
donde:
Sc es el salario de calificación horario asignado al trabajador
HH el tiempo tipo concedido para realizar la tarea, medido en
hombres-hora
Hr es el tiempo (horas) que ha empleado el operario en realizar la
tarea.
HH – Hr es l tiempo ahorrado, en horas
= Sc (HH - Hr)
HH

Incentivos del trabajo
Primas relacionadas con el tiempo
ahorrado 3. Primas mayores que el valor del tiempo ahorrado:
• Uno de los sistemas más utilizados es el Taylor en el que el valor de
k depende del ritmo desempeñado por el trabajador (recordad
que = k. Sc(HH - Hr)):
– si el rendimiento es entre el 100% y el 115% se da a k el valor
de 1
– entre 115 y 130% se da a k el valor de 1,1
– cuando el rendimiento es superior al 130% se hace k igual a
1,2.

Incentivos del trabajo
Primas relacionadas con el tiempo
ahorrado 4. Primas proporcionales al nivel de calidad de producción:
• En estas primas, el valor de k depende del porcentaje de rechazos
o defectuosos obtenido. Por ejemplo, si se supone que el
porcentaje de rechazos tipo es el 4% de las piezas producidas,
puede establecerse un valor de k = 1,2 para un 2% de rechazos,
de 1,1 para un 3%, de 1 para un 4%, y de k = 0,9 para un 5% de
rechazos.

Incentivos del trabajo
Primas no relacionadas con el tiempo
ahorrado 1. Desviaciones de índices de eficiencia.
• Para cada categoría de trabajadores se definen en tablas cuál es
el porcentaje del salario de calificación que se establece como
prima según cuál sea el valor ponderado de unos índices
seleccionados respecto a un patrón de referencia. Por ejemplo
pueden valorarse conjuntamente factores como el rendimiento,
los accidentes laborales, el material rechazado... Se define un
valor de referencia para este índice promedio y según el valor que
alcance cada trabajador por encima o por debajo del valor de
referencia, se asigna una prima mayor o menor.
Incentivos del trabajo
Primas no relacionadas con el tiempo
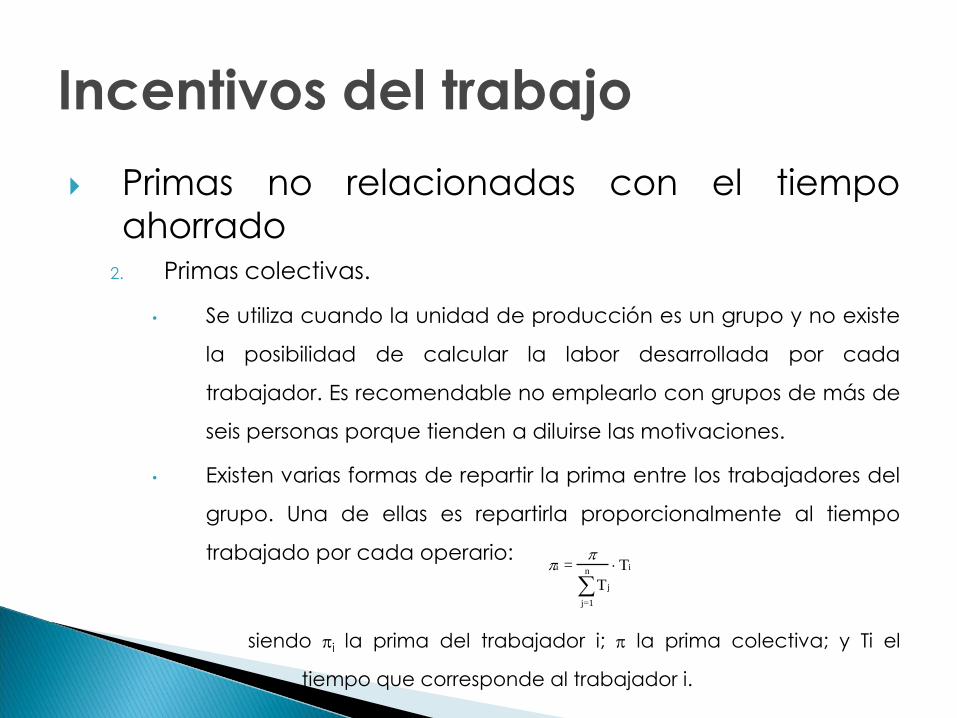
ahorrado 2. Primas colectivas.
• Se utiliza cuando la unidad de producción es un grupo y no existe
la posibilidad de calcular la labor desarrollada por cada
trabajador. Es recomendable no emplearlo con grupos de más de
seis personas porque tienden a diluirse las motivaciones.
• Existen varias formas de repartir la prima entre los trabajadores del
grupo. Una de ellas es repartirla proporcionalmente al tiempo
trabajado por cada operario:
siendo i la prima del trabajador i; la prima colectiva; y Ti el
tiempo que corresponde al trabajador i.
i =
Tj
j=1
n
Ti

Incentivos del trabajo
Primas no relacionadas con el tiempo
ahorrado 3. Salario proporcional.
• Con estos sistemas, se establece una relación constante entre los
salarios que se deben pagar y la cuantía de una variable
económica de la empresa, siendo las más utilizadas el beneficio,
la cifra de ventas o el valor añadido.
• La prima colectiva se reparte entre los trabajadores en función del
tiempo trabajado por cada operario o de su salario.
Incentivos del trabajo
Primas no relacionadas con el tiempo
ahorrado 4. Primas especiales.
• Comprenden todos aquellos incentivos no monetarios que,
aunque no incrementan los salarios, son también muy motivadores
para algunos trabajadores:
» asistencia a cursos de formación
» vacaciones extraordinarias.
» participación de los directivos en los beneficios netos,
pagado en metálico, en acciones o con ambas cosas.
» incentivos específicos para trabajos especiales como,
por ejemplo, trabajar en un domingo o festivo

Gracias por su atención !!