Embed Size (px)
Citation preview

Universidade do Estado do Rio de Janeiro
Centro de Tecnologia e Ciências
Instituto de Química
Raphael da Rocha Sixel
Osmose Inversa Aplicada no Reúso da Água do Rio Sar apuí em
Processos Industriais
Rio de Janeiro
2009

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.
Raphael da Rocha Sixel
Osmose Inversa Aplicada no Reúso da Água do Rio Sar apuí em
Processos Industriais
Orientador: Prof. Dr. Fábio Merçon (DTPB/IQ/UERJ).
Rio de Janeiro
2009
Dissertação de Mestrado submetida ao Programa de Pós-graduação em Química do Instituto de Química da Universidade do Estado do Rio de Janeiro, como parte dos requisitos necessários para a obtenção do título de Mestre em Ciências (M.Sc.).
Autorizo, apenas para fins acadêmicos e científicos, a reprodução total ou parcial
desta tese.
__________________________________ ____/____/_____
Assinatura Data
S625 Sixel, Raphael da Rocha
Osmose Inversa Aplicada no Reúso da água do Rio Sarapuí em Processos Industriais./ Raphael da Rocha Sixel. – 2009.
106f.
Orientador: Fábio Merçon
Dissertação (mestrado) – Universidade do Estado do Rio de Janeiro, Instituto de Química.
1. Água – Estações de tratamento – Teses. 2. Processo de osmose inversa – Teses. 3. Águas superficiais – Teses. 4. Reúso de água – Teses. 5. Rio Sarapuí – Teses. I. Merçon, Fábio. II. Universidade do Estado do Rio de Janeiro. Instituto de Química. III. Título.
CDU 628.161/.162
Osmose Inversa Aplicada no Reúso da Água do Rio Sar apuí em
Processos Industriais
Aprovado em: ___________________________________
Banca Examinadora:
______________________________________
Prof. Dr. Fábio Merçon (Orientador)
(DTPB/IQ/UERJ)
_____________________________________
Dr. Geraldo André Thurler Fontoura
(BAYER S.A)
_____________________________________
Prof. Dr. Monica Regina da Costa Marques
(IQ/UERJ)
Rio de Janeiro
2009
Dissertação apresentada como requisito para obtenção do título de Mestre, ao Programa de Pós-graduação em Química do Instituto de Química da Universidade do Estado do Rio de Janeiro. Área de concentração: Química Ambiental.

DEDICATÓRIA
Aos meus pais, pelo eterno incentivo e suporte nos estudos.
À minha família, por me trazer paz e equilíbrio, essenciais para
o desenvolvimento deste trabalho.
AGRADECIMENTOS
• À minha mãe, Ana Lucia, pelo incentivo e presença em minha vida.
• Ao meu orientador Fábio Merçon, pelo apoio e atenção disponibilizados
durante a execução do trabalho.
• Às colegas Dalva e Monica, da empresa HAZTEC, pelo suporte durante o
desenvolvimento do trabalho.
• À Geraldo Fontoura, gestor, por todo o incentivo, ensinamentos e amizade.
• À Bayer S.A., pelo desenvolvimento humano e profissional e por ter
viabilizado este trabalho.
• Aos colegas da área HSEQ - Bayer.
• Aos Coordenadores e Professores do Instituto de Química da UERJ.

RESUMO
SIXEL, Raphael da Rocha. Osmose Inversa Aplicada no Reúso da Água do Rio
Sarapuí em Processos Industriais. 2009. 106f. Dissertação (Mestrado em Química) –
Instituto de Química – Universidade do Estado do Rio de Janeiro, Rio de Janeiro,
2009.
O objetivo deste estudo foi analisar o desempenho de um sistema de captação e
tratamento de água do rio Sarapuí, por meio de uma estação de tratamento
composta por um sistema de pré-tratamento convencional, ligado a um sistema de
separação por membranas de osmose inversa, no Município de Belford Roxo – RJ,
instalado para fornecer água de processo a instalações industriais. Foi verificado que
a água captada encontra-se em condição bastante degradada e que a unidade de
tratamento removeu, em média, 97% do teor dos poluentes presentes na água,
enquadrando-a nos parâmetros requeridos pelo processo industrial. Foi possível
comprovar que o processo de separação por osmose inversa pode ser utilizado em
escala industrial, proporcionando ganhos econômicos consideráveis, além de evitar
o consumo de água potável para fins de processos industriais e, ainda, contribuir
para a retirada de carga orgânica de uma fonte degradada.
Palavras-chave: Água. Estações de tratamento. Processo de osmose inversa. Águas
superficiais. Reúso de água. Rio Sarapuí.
ABSTRACT
SIXEL, Raphael da Rocha. Reverse Osmosis Applied in Sarapuí River Water Reuse
in Industrial Processes. 2009. 106p. Dissertation (Master of Science degree) –
Instituto de Química – Universidade do Estado do Rio de Janeiro, Rio de Janeiro,
2009.
The objective of this study was to analyze the performance of a system to capture
and treat water from Sarapuí river through a treatment system consisting of a
conventional pré-treatment stage, linked to a reverse osmosis separation system
membranes, in the city of Belford Roxo - RJ, installed to provide process water for
industrial plants. It was found that the water is captured in highly degraded condition
and the treatment plant removed an average of 97% of the pollutants in the water,
fitting the parameters required by the industrial process. It could be demonstrated
that the separation process by reverse osmosis can be used on an industrial scale,
providing significant economic gains, and avoid the consumption of potable water for
industrial processes and also contribute to the removal of organic pollutants from a
degraded source.
Keywords: Water. Wastewater treatment plant. Reverse osmosis processes. Surface
water. Water reuse. Sarapuí river.
LISTA DE ILUSTRAÇÕES
• Figura 1 - Vazões de retirada para os diferentes usos no Brasil 20
• Figura 2 - Vazões de consumo para os diferentes usos no Brasil 20
• Figura 3 - Unidade Industrial em estudo e Rio Sarapuí 23
• Figura 4 - Representação esquemática de corte transversais dos
tipos de morfologias das membranas
27
• Figura 5 – Principais características dos PSM que utilizam diferença
de pressão como força-motriz
28
• Figura 6 – Faixa de porosidade de membranas de MF, UF, NF e OI 29
• Figura 7 – O processo de osmose e a osmose inversa 33
• Figura 8 – Principais técnicas de fabricação de membranas
microporosas
36
• Figura 9 – Principais técnicas de fabricação de membranas densas e
compostas com pele densa
37
• Figura 10 – Módulo Placa-e-Quadro com detalhe da disposição da
membrana
38
• Figura 11 – Módulo espiral utilizando membranas planas 39
• Figura 12 – Detalhe de um módulo espiral completo 39
• Figura 13 – Detalhe da disposição de canais de alimentação e
filtrado em elementos espirais
40
• Figura 14 – Módulos com membranas na forma de fibras ocas e
capilares
41
• Figura 15 – Esquema de escoamento e permeação de membranas
tubulares
42
• Figura 16 – Ilustração de membranas tubulares de cerâmica 42
• Figura 17 – Esquema dos sistemas de pré-tratamento integrados a
processos com membranas
44
• Figura 18 – Lay-out do Complexo Industrial da Bayer em Belford
Roxo
52
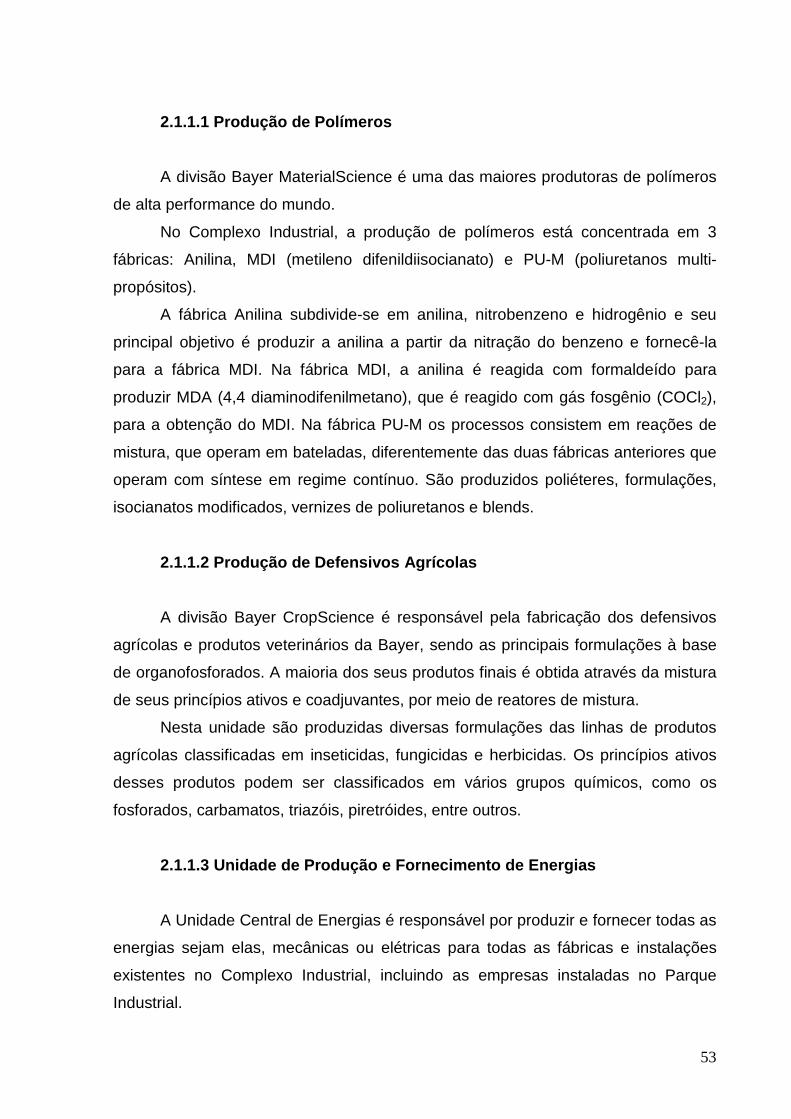
• Figura 19 – Ponto de captação e localização da Estação de
Tratamento de Água do Rio Sarapuí
55
• Figura 20 – Gerador de dióxido de cloro e reação 56
• Figura 21 – Cisternas 57
• Figura 22 – Tanques de floculação e coagulação 58
• Figura 23 – Decantador lamelar 58
• Figura 24 – Adensadores de lodo (material decantado) 59
• Figura 25 – Filtro prensa 59
• Figura 26 – Filtro de areia 60
• Figura 27 – Filtros tipo cartucho 60
• Figura 28 – Operação dos módulos de osmose 62
• Figura 29 – Banco de membranas do sistema de tratamento por OI 63
• Figura 30 – Fluxograma do processo em estudo 63
• Figura 31 – Resultados de condutividade da água bruta 78
• Figura 32 - Dados históricos de precipitação pluviométrica no Estado
do Rio de Janeiro em 2007
78
• Figura 33 – Resultados de DQO da água bruta 79
• Figura 34 – Resultados de cor da água bruta 79
• Figura 35 – Resultados de turbidez da água bruta 79
• Figura 36 – Resultados de pH da água bruta 80
• Figura 37 - Medição da vazão para alimentação, concentrado e
permeado do banco de osmose 1
81
• Figura 38 - Percentual de recuperação do banco de osmose 1 81
• Figura 39 - Pressão dos estágios no banco de osmose 1 82
• Figura 40 - Variação de pressão entre os estágios no banco de
osmose 1
83
• Figura 41 - Variação de pressão no banco de osmose 1 83
• Figura 42 - Condutividade no sistema de osmose 1 84
• Figura 43 - Percentual de rejeição do sistema de osmose 1 84
• Figura 44 – Resultados de alcalinidade na AGI 86
• Figura 45 – Resultados de alumínio, ferro e manganês na AGI 87
• Figura 46 – Resultados de amônia na AGI 87
• Figura 47 – Resultados de cálcio na AGI 87
• Figura 48 – Resultados de cloreto na AGI 88
• Figura 49 – Resultados de cloro residual livre na AGI 88

• Figura 50 – Resultados de dureza total na AGI 88
• Figura 51 – Resultados de magnésio na AGI 89
• Figura 52 – Resultados de sulfato na AGI 89
• Figura 53 – Resultados de pH na AGI 89
• Figura 54 – Resultados de condutividade na AGI 90
• Figura 55 – Comparativo dos resultados de condutividade 90
• Figura 56– Comparativo dos resultados de cor na AGB e AGI 90
• Figura 57 – Comparativo dos resultados de turbidez na AGB e AG 91
• Figura 58 – Comparativo dos resultados de DQO na AGB e AGI 91
• Figura 59 – Acompanhamento da vazão de água captada no rio
Sarapuí, produzida pela estação e consumida no complexo industrial
93
• Figura 60 – Percentual da água suprida pela estação em relação à
demanda necessária
93
LISTA DE TABELAS
• Tabela 1 – Espécies retidas em OI, NF UF e MF 29
• Tabela 2 – Comparação entre membranas orgânicas e inorgânicas 34
• Tabela 3 – Especificações do elemento de membrana 61
• Tabela 4 – Monitoramento realizado no processo 65
• Tabela 5 – Faixa padrão desejada para a água produzida 66
• Tabela 6 – Relação de parâmetros que utilizam métodos
colorimétricos
68
• Tabela 7 – Média dos resultados de análise da água do Rio Sarapuí,
em fevereiro de 2005, comparados com a Resolução CONAMA no
357 e especificação requerida para os processos industriais
76
• Tabela 8 – Comparativo dos resultados da caracterização da água
captada no rio Sarapuí e o valor médio obtido no monitoramento dos
últimos 12 meses
85
• Tabela 9 – Valores registrados para as vazões de água 92
LISTA DE EQUAÇÕES
• Equação 1 - Reação de obtenção do dióxido de cloro 56
• Equação 2 - Cálculo do percentual de recuperação 67
• Equação 3 - Cálculo do Teor de Resíduo Não Filtrável Total (RNFT) 73
LISTA DE ABREVIATURAS E SIGLAS
• AGB Água Bruta
• AGI Água Industrial
• CEDAE Companhia de Águas e Esgotos do Rio de Janeiro
• CONAMA Conselho Nacional do Meio Ambiente
• Da Dalton
• DI Diálise
• DQO Demanda Química de Oxigênio
• ED Eletrodiálise
• ETDI Estação de Tratamento de Despejos Industriais
• FAU Unidade de Atenuação da Formazina
• HP Hiperfiltração
• MDA 4,4 diaminodifenilmetano
• MDI Metileno difenil diisocianato
• MF Microfiltração
• NF Nanofiltração
• OI Osmose Inversa
• PAC Policloreto de alumínio
• PG Permeação de Gases
• pH Potencial hidrogeniônico
• pKa Constante de dissociação
• PSM Processo de Separação por Membranas
• PU-M Poliuretanos Multi-propósito
• PV Pervaporação
• PVC Cloreto de polivinila
• SEMADS Secretaria de Estado de Meio Ambiente e
Desenvolvimento sustentável
• SERLA Fundação Superintendência Estadual de Rios e Lagoas
• UF Ultrafiltração
• UFC Unidades Formadoras de Colônia
SUMÁRIO
INTRODUÇÃO 18
1. REVISÃO BIBLIOGRÁFICA 25
1.1 Histórico e Definições 25
1.2 Tipos de processos de separação por membranas 27
1.3 Descrição dos Processos de Separação por Membranas que
Utilizam Gradiente de Pressão como Força-motriz
30
1.3.1 Microfiltração 30
1.3.2 Ultrafiltração 30
1.3.3 Nanofiltração 31
1.3.4 Osmose Inversa 31
1.3.4.1 Osmose, Equilíbrio Osmótico e Osmose Inversa 32
1.4 Materiais que Constituem as Membranas 34
1.5 Fabricação de Membranas e Tipos de Módulos de Perme ação 36
1.5.1 Módulos Preparados a partir de Membranas Integrais de Geometria
Plana
37
1.5.1.1 Módulo Placa-e-Quadro 37
1.5.1.2 Módulo Espiral 38
1.5.2 Módulos Preparados a partir de Membranas Integrais de Geometria
Cilíndrica
40
1.5.2.1 Módulo Fibra Oca e Capilar 40
1.5.2.2 Módulo Tubular 41
1.6 Pré-Tratamentos em Processos com Membranas 43
1.6.1 Desempenho de Sistemas de Pré-Tratamento Integrados a Sistemas
com Membranas
44
1.6.2 Pré-tratamentos de Sistemas com Membranas Aplicados em
Produção Industrial
45
1.7 Principais Fatores Causadores de Redução de Eficiên cia em
Sistemas com Membranas
48
2. METODOLOGIA 51
2.1 Descrição do Processo Analisado e Área de Estudo 51
2.1.1 Complexo Industrial da Bayer S.A. em Belford Roxo 51
2.1.1.1 Produção de Polímeros 53
2.1.1.2 Produção de Defensivos Agrícolas 53
2.1.1.3 Unidade de Produção e Fornecimento de Energias 53
2.1.2 Estação de Captação e Tratamento de Água do Rio Sarapuí 54
2.1.3 Rio Sarapuí 64
2.2 Análises das variáveis do estudo 65
2.3 Métodos Analíticos 67
2.3.1 Determinação de Cloro Livre 69
2.3.2 Determinação de Ferro 69
2.3.3 Determinação de Manganês 69
2.3.4 Determinação de Alumínio 70
2.3.5 Determinação de Dureza Total 70
2.3.6 Determinação de Sulfato 71
2.3.7 Determinação de Sílica 71
2.3.8 Determinação de Amônia 71
2.3.9 Determinação de Turbidez e Cor 72
2.3.1 Determinação de Cloreto 72
2.3.2 Determinação do Teor de Sólidos (Sólidos Totais Dissolvidos) 72
2.3.4 Determinação de Condutividade 73
2.3.5 Determinação de Alcalinidade 73
2.3.6 Determinação de DQO 73
3. RESULTADOS E DISCUSSÃO 75
3.1 Caracterização da água captada no Rio Sarapuí 75
3.2 Resultados do Monitoramento da Água Bruta (AGB) 77
3.3 Resultados do Sistema de Osmose Inversa 80
3.4 Resultados da Água Industrial (AGI) 84
3.5 Comparativo das Vazões 91
4. CONCLUSÕES 94
5. SUGESTÕES DE TRABALHOS FUTUROS 96
6. REFERÊNCIAS BIBLIOGRÁFICAS 97
APÊNDICE A - Resultados do monitoramento da água bruta 102
APÊNDICE B - Resultados do monitoramento do banco de osmose 103
APÊNDICE C - Resultados do monitoramento da água industrial 105
Parte desta dissertação foi apresentada no seguinte evento:
• SIMPAM 2009 – Simpósio de Processos de Separação com Membranas, Rio
de Janeiro/RJ, 2009; sob o título: “Captação, Tratamento e Reúso da Água do
Rio Sarapuí em Processos Industriais, Utilizando a Técnica de Separação por
Osmose Inversa”.
18
INTRODUÇÃO
O Brasil detém cerca de 12% das reservas de água doce do planeta, de
acordo com o site Brasil das Águas. Esta visão de abundância, aliada à grande
dimensão continental do país, favoreceu o desenvolvimento de uma consciência de
inesgotabilidade, isto é, um consumo distante dos princípios de sustentabilidade e
sem preocupação com a escassez. A oferta gratuita de recursos naturais e a crença
de sua capacidade ilimitada de recuperação frente às ações exploratórias
contribuíram para essa postura descomprometida com a proteção e o equilíbrio
ecológico. Cotidianamente, diversos são os exemplos de desperdício e
despreocupação. Mesmo em regiões brasileiras, onde as reservas hídricas
geralmente atendem às necessidades de uso, em algumas épocas do ano são
relativamente comuns os períodos de escassez, em atividades produtivas, devido às
condições climáticas adversas e/ou aumento de demanda em atividades produtivas,
como o caso da cultura do arroz, no verão, no Sul do Brasil. Buscando equilibrar as
necessidades para o abastecimento das populações e para a atividade produtiva
industrial e agrícola e, ainda, minimizar as conseqüências sociais da seca,
estratégias de racionalização e de racionamento são estabelecidas. Esta situação
gera um nítido conflito entre os usuários e os usos da água. A solução para este tipo
de conflito está na gestão deste recurso, que inicia-se pela racionalização de
consumo, acrescida do estabelecimento de estratégias de reúso, tanto nas práticas
agrícolas quanto nas atividades cotidianas residenciais, comerciais e industriais.
A primeira fonte de energia industrial foi a roda d'água; o primeiro meio de
escoamento da produção industrial foram as vias navegáveis. É por isso que, desde
seus primórdios, as fábricas se instalam às margens dos rios. Essa relação de
dependência do setor industrial com os recursos hídricos persiste até hoje. A
quantidade e a qualidade da água em uma região determinam sua vocação, ou não,
para um parque industrial.
Como sabemos, a água é um recurso natural não renovável, que precisa ser
preservado para garantir que as gerações futuras tenham acesso a este recurso
essencial para a vida. O reaproveitamento de água, principalmente de fontes
consideradas poluídas ou geradas em processos industriais, faz com que a água
potável de abastecimento, tratada, fornecida pelas Companhias de Abastecimento
Urbano, seja preservada e disponibilizada para a população.

19
Segundo Campanili (2008), o setor industrial é responsável por cerca de 25%
do consumo de água no mundo (e 18% da água consumida no Brasil), e ainda
carrega o fardo de ser o maior responsável pela poluição dos mananciais, já que
seus resíduos, diferentemente do esgoto doméstico, em muitos casos, contêm
substâncias químicas persistentes e difíceis de serem depuradas naturalmente ou
tratadas depois de atingirem os corpos d'água. Por outro lado, é o setor que produz
a maior renda por volume de água utilizada e o maior responsável pelo consumo de
água nos países desenvolvidos. No Brasil, o maior volume de água ainda é utilizado
na irrigação.
De acordo com Agência Brasil (2006), a agropecuária no Brasil responde por
69% do volume de água retirado dos mananciais. O abastecimento doméstico e a
atividade industrial são, na seqüência, os maiores usuários, com 21% e 18%,
respectivamente, de volume utilizado (dados de 2002).
Vale destacar que a irrigação é atividade responsável pelas maiores vazões
de retirada de água de fontes hidrográficas, com exceção das regiões hidrográficas
Amazônica, Atlântico Nordeste Ocidental, Atlântico Leste, Atlântico Sudeste e
Paraná, em que predomina o uso urbano. Quando se considera as vazões de
consumo de água, observa-se também o amplo predomínio da irrigação em relação
às outras demandas.
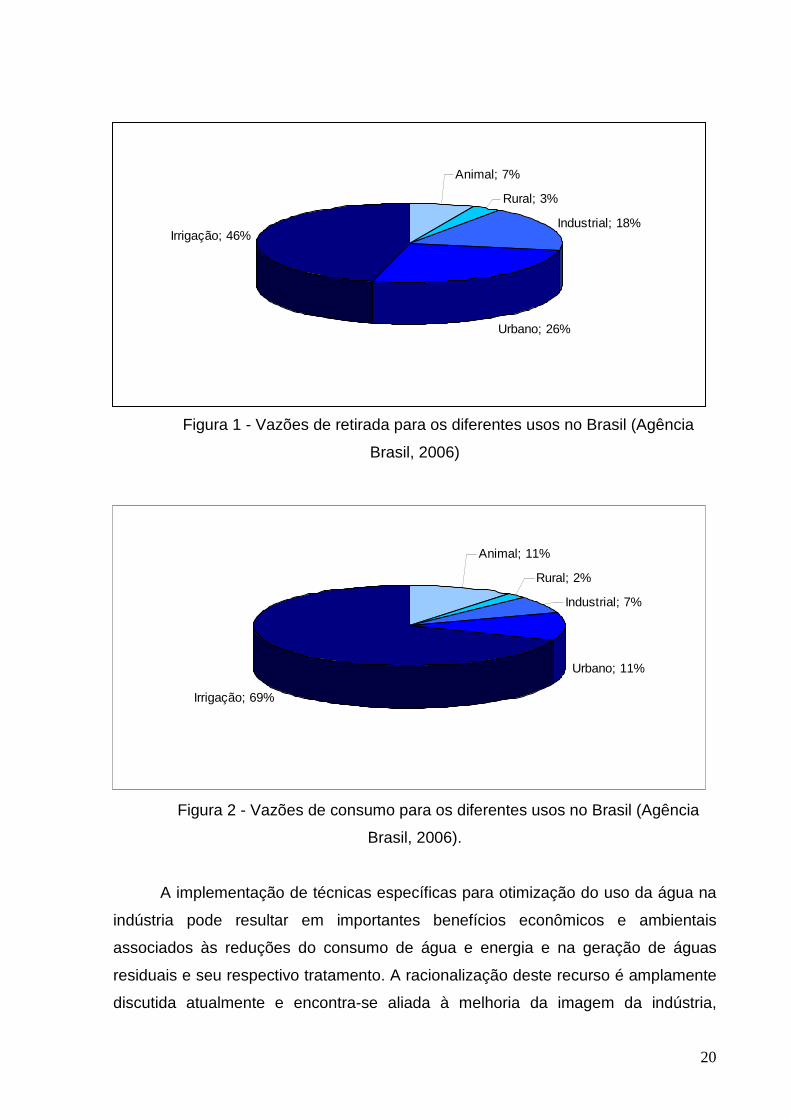
Na verdade, cerca de 46% das vazões de retirada no país são destinadas à
irrigação, como mostra a Figura 1. Para o abastecimento urbano são reservados
26%, 18% para indústria, 7% para dessedentação animal e apenas 3% para
abastecimento rural.
Em relação às vazões efetivamente consumidas, 69% são destinadas à
irrigação, como mostra o Figura 2. O abastecimento urbano representa 11%, o
abastecimento animal 11%, o industrial 7% e o abastecimento rural 2%.
A industrialização brasileira começou no início do século passado, sem
nenhuma preocupação com a quantidade de água captada ou com os efluentes.
Essa postura, aliada à intensa urbanização que se seguiu, propiciada em boa parte
pela presença das indústrias, resultou em altos índices de poluição. Em algumas
bacias hidrográficas, a água se tornou imprópria até para o uso industrial, obrigando
muitas fábricas a implantar sistemas de tratamento da água captada para poder
utilizá-la.
20
Figura 1 - Vazões de retirada para os diferentes usos no Brasil (Agência
Brasil, 2006)
Figura 2 - Vazões de consumo para os diferentes usos no Brasil (Agência
Brasil, 2006).
A implementação de técnicas específicas para otimização do uso da água na
indústria pode resultar em importantes benefícios econômicos e ambientais
associados às reduções do consumo de água e energia e na geração de águas
residuais e seu respectivo tratamento. A racionalização deste recurso é amplamente
discutida atualmente e encontra-se aliada à melhoria da imagem da indústria,
Animal; 7%
Rural; 3%
Industrial; 18%
Urbano; 26%
Irrigação; 46%
Animal; 11%
Rural; 2%
Industrial; 7%
Urbano; 11%
Irrigação; 69%
21
contribuindo, também, para atender aos requisitos relacionados a normas
internacionais de gestão, como a ISO 14.000 e o Programa Atuação Responsável.
A busca por sistemas alternativos de produção de água industrial é de
extrema importância para a otimização da utilização de recursos hídricos e contribui
para a minimização do risco de escassez para a população.
Vale ressaltar que a utilização de sistemas alternativos para o abastecimento
industrial deve ser gerida de forma a não comprometer a eficiência dos processos
industriais e conseqüentemente no desenvolvimento sócio-econômico local.
Neste estudo será avaliada a aplicação de técnicas avançadas para
tratamento de água captada em fonte superficial degradada, visando a apresentar
uma alternativa sustentável de abastecimento de água de processo, em substituição
à água potável, fornecida pela rede pública de abastecimento.
A Unidade Industrial em estudo foi instalada em 1958, no município de Belford
Roxo, no Estado do Rio de Janeiro, ocupando uma área aproximada de 2 milhões
de metros quadrados, de acordo com registros de engenharia da empresa. Além de
fabricar produtos químicos de alta importância, gera diversos empregos e possui um
elevado faturamento que propicia o desenvolvimento do Estado e do Município. Esta
Unidade Industrial, também chamada de Complexo Industrial, pertence à empresa
Bayer S.A.
Desde 1997, existe neste Complexo Industrial uma área chamada de Parque
Industrial, onde estão instaladas outras indústrias dentro do Complexo já em
operação e dotado da mais completa infra-estrutura. Basicamente, o Complexo
Industrial da Bayer em Belford Roxo possui fábricas da Bayer S.A., dos segmentos
de saúde animal, defensivos agrícolas e espumas de poliuretano; e outras fábricas
de empresas dos segmentos de gases industriais, embalagens plásticas,
tratamentos de resíduos e operação logística instaladas no Parque Industrial.
De acordo com dados informados pela Bayer S.A., todas estas unidades
produtivas utilizam-se, no total de cerca de 72.000 m3/mês de água de processo e
geram cerca de 40.000 m3/mês de efluentes industriais, que juntamente com os
esgotos sanitários do Complexo Industrial são enviados para a Estação de
Tratamento de Despejos Industriais, instalada no mesmo Complexo Industrial.
Toda água (industrial e potável) consumida no Complexo Industrial Belford
Roxo sempre foi obtida da Companhia de Águas e Esgotos da Cidade do Rio de
Janeiro (CEDAE). A Unidade Central de Energias recebia a água por meio de dutos,
22
armazenava em tanques e distribuía para o Complexo Industrial por meio de rede de
tubulações. Outras alternativas para abastecimento de água foram instaladas, como
a perfuração de poços artesianos, porém, estes se tornaram inviáveis, pois
demandavam altos custos de manutenção e, principalmente, baixa vazão de
captação. Com base neste cenário e diante da necessidade de se obter uma
alternativa sustentável para o fornecimento de água industrial, foi iniciado um projeto
para construção de uma estação de captação e tratamento da água do Rio Sarapuí,
adjacente ao Complexo Industrial, com o objetivo de produzir toda a água industrial
para uso em processos e combate a emergências do Complexo Industrial em Belford
Roxo. Além de ser uma garantia para fornecimento contínuo deste importante
insumo, haveria uma redução significativa em custos e ainda uma contribuição
social, pois deixar-se-ia de consumir água tratada do abastecimento público, que
estava sendo utilizada em processo industrial, tornando-a disponível para a
população.
Uma das etapas deste estudo é identificar a qualidade da água a ser captada,
considerando que a fonte de água superficial apresenta grave degradação
decorrente do lançamento de despejos de efluentes e esgoto sem tratamento. Após
esta avaliação, foi possível identificar o sistema de tratamento mais adequado,
capaz de enquadrar esta água aos parâmetros necessários para o processo
industrial.
Outro importante aspecto está relacionado com a legislação aplicável, que
impacta diretamente o projeto, considerando aspectos de licenciamento para
captação de despejo em corpos hídricos e até aspectos operacionais, como a Lei
Estadual n°3239, de 02 de agosto de 1999, sancionad a pelo Governador do Estado
do Rio de Janeiro, que instituiu a Política Estadual de Recursos Hídricos, e
menciona em seu Art. 22, § 2o, “a outorga para fins industriais somente será
concedida se a captação em cursos de água se fizer à jusante do ponto de
lançamento dos efluentes líquidos da própria instalação”. Aspectos como este,
quando ignorados, podem resultar em atrasos e aumento de custos não previstos. A
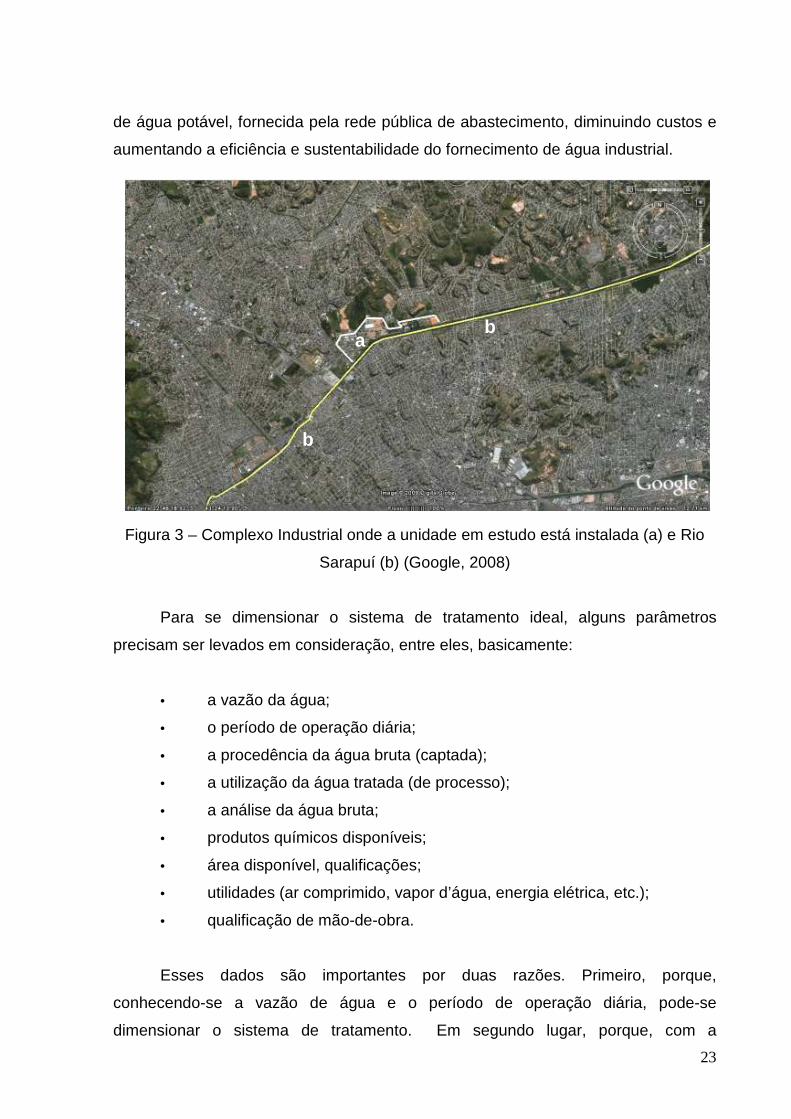
Figura 3 mostra a localização da Unidade Industrial em estudo e o Rio Sarapuí, com
a população em suas margens.
Após as etapas de caracterização da fonte de água, identificação da melhor
técnica de tratamento e implementação do sistema, foi realizado o monitoramento do
processo. A conseqüência desejada com a produção de água, é reduzir o consumo
23
de água potável, fornecida pela rede pública de abastecimento, diminuindo custos e
aumentando a eficiência e sustentabilidade do fornecimento de água industrial.
Figura 3 – Complexo Industrial onde a unidade em estudo está instalada (a) e Rio
Sarapuí (b) (Google, 2008)
Para se dimensionar o sistema de tratamento ideal, alguns parâmetros
precisam ser levados em consideração, entre eles, basicamente:
• a vazão da água;
• o período de operação diária;
• a procedência da água bruta (captada);
• a utilização da água tratada (de processo);
• a análise da água bruta;
• produtos químicos disponíveis;
• área disponível, qualificações;
• utilidades (ar comprimido, vapor d’água, energia elétrica, etc.);
• qualificação de mão-de-obra.
Esses dados são importantes por duas razões. Primeiro, porque,
conhecendo-se a vazão de água e o período de operação diária, pode-se
dimensionar o sistema de tratamento. Em segundo lugar, porque, com a
a b
b
24
caracterização da água bruta e a utilização pretendida para a água tratada, será
definido o tipo de tratamento ou combinação de tecnologias, necessários para se
obter o produto dentro dos padrões requeridos para a sua utilização.
A água bruta fornecida ao sistema em estudo é proveniente de um rio com
poluição predominantemente orgânica, característica de corpo hídrico de regiões
onde há grande densidade demográfica, especialmente nas margens de cursos
d’água proporcionalmente pequenos. Também há influências do desenvolvimento
industrial e certamente há interesse prático em distinguir os tipos de poluição, se
natural ou artificial da sua origem.
Toda a poluição orgânica seja originada por produtos fisiológicos, ou de
origem industrial bioassimilável, apresenta o mesmo tipo de conseqüências
ambientais. Entretanto, a primeira em geral, apresenta reações microbiológicas,
enquanto que a segunda possui componentes bioquímicos, tais como detergentes e
produtos tóxicos. Do ponto de vista puramente ambiental, porém, pode-se considerar
a poluição orgânica como um fenômeno único e uniforme em seus efeitos bióticos
aquáticos, distinta de outros tipos de poluição.
Um rio que passa por uma região urbana média, com uma variedade de
indústrias já implantadas, pode apresentar uma variada carga de contaminantes
biológicos e químicos (orgânicos e inorgânicos). Os biológicos são seres vivos, como
os bacilos coliformes, entre os quais se destacam os coliformes fecais, bactérias
transmissoras de endemias, como o tétano, tifo e muitas outras, e organismos na
forma de vírus. Outros contaminantes químicos têm origem orgânica, tais como
fenóis, os defensivos agrícolas; ou inorgânica, tais como resíduos de mercuriais,
fosforados, cianetos e vários outros, inclusive de uso já proibido pela legislação.
O objetivo principal do presente estudo é analisar a aplicação de técnicas
avançadas para tratamento de água captada em fonte superficial degradada,
visando a implementar uma alternativa sustentável de abastecimento de água de
processo, em substituição à água potável, fornecida pela rede pública de
abastecimento. Entre os objetivos específicos, estão a aaracterização da fonte de
água captada (rio Sarapuí), o monitoramento das variáveis do sistema de tratamento
instalado (tratamento convencional interligado a sistema de osmose inversa) e a
obtenção de água tratada enquadrada nos parâmetros físico-químicos definidos e,
principalmente, na vazão capaz de suprir 100% da demanda de água de processo.
25
1. REVISÃO BIBLIOGRÁFICA
Este Capítulo apresenta a revisão bibliográfica pertinente ao tema em estudo.
Inicialmente será apresentado um breve histórico sobre os processos de separação
por membranas e algumas definições, a técnica de osmose inversa, suas variáveis
críticas e aplicações na indústria. Em seguida, será descrita a aplicação desta
técnica no tratamento de águas residuárias, abrangendo o pré-tratamento dessas
águas antes do seu envio para as membranas de osmose e consumo industrial.
1.1 Histórico e Definições
O conceito de tratamento por osmose inversa iniciou-se por Loeb e Sourirajan
nos anos 60, através do desenvolvimento de membranas assimétricas de acetato de
celulose, pelo conceito da inversão de fase, o que contribuiu significativamente para
o desenvolvimento industrial dos processos de separação por membranas (PSM),
que surgiram como uma nova classe de processos, em adição aos classicamente
conhecidos como: destilação, filtração, absorção, centrifugação, extração por
solvente, entre outros. Outro fator importante na área de membranas foi o
desenvolvimento de membranas compósitas constituídas de um filme de espessura
muito fina (de até 1µm), integrado a uma estrutura porosa que atua, basicamente,
como suporte mecânico. As novas membranas de acetato de celulose assimétricas
proporcionavam alta permeabilidade sem comprometer a seletividade. Esta evolução
favoreceu a expansão do uso das membranas no tratamento de água em escala
comercial e em sistemas de controle da poluição (TAKUJI et al., 2007).
Existem diversas vantagens apresentadas pelos PSM (NOBREGA et al.,
2006):
- São processos energeticamente favoráveis, pois a separação ocorre sem
mudança de fase, na grande maioria dos processos.
- Proporcionam seletividade na separação de compostos e aumentam a
eficiência de processos híbridos, quando combinados às técnicas clássicas.
- Normalmente os PSM são operados em temperatura ambiente e, por isso,
são mais eficientes em processos envolvendo substâncias termolábeis.
- Os PSM são operacionalmente simples e de fácil projeção para utilização
em maiores escalas.
26
Nóbrega (2006) afirma que a aplicação industrial dos PSM é relativamente
recente, principalmente levando-se em conta que fenômenos envolvendo
membranas vêm sendo estudados há mais de um século, por volta de 1748, em
estudos de um abade francês de nome Nollet.
Basicamente, a definição de membranas consiste em um filme fino, sólido,
que separa duas fases, assumindo a função de barreira seletiva para separação dos
componentes dessas fases, restringindo total ou parcialmente a passagem de uma
ou várias espécies químicas presentes, quando aplicada uma força externa.
As forças externas aplicadas para impulsionar as fases podem ser gradientes
de potencial elétrico, de pressão ou ainda de concentração. A corrente de entrada
impulsionada para a membrana é dividida em duas fases na saída: permeado e
concentrado (ou rejeito). É importante ressaltar que não ocorre transformação
química ou biológica dos componentes durante os PSM (SCHNEIDER, 2001).
A seletividade de uma membrana ocorre de acordo com o tipo de material que
a constitui e pela morfologia apresentada. As membranas podem ser constituídas de
materiais sintéticos poliméricos, com características químicas e físicas variadas, ou
inorgânicos que apresentam vida útil maior, porém, possuem custo mais elevado.
Em função das aplicações a que se destinam, as membranas podem apresentar
diferentes morfologias, havendo, basicamente, duas categorias: densas e porosas .
Tanto as densas quanto as porosas podem variar sua estrutura morfológica ao longo
de sua estrutura, podendo ser subdivididas em isotrópicas (simétricas) e
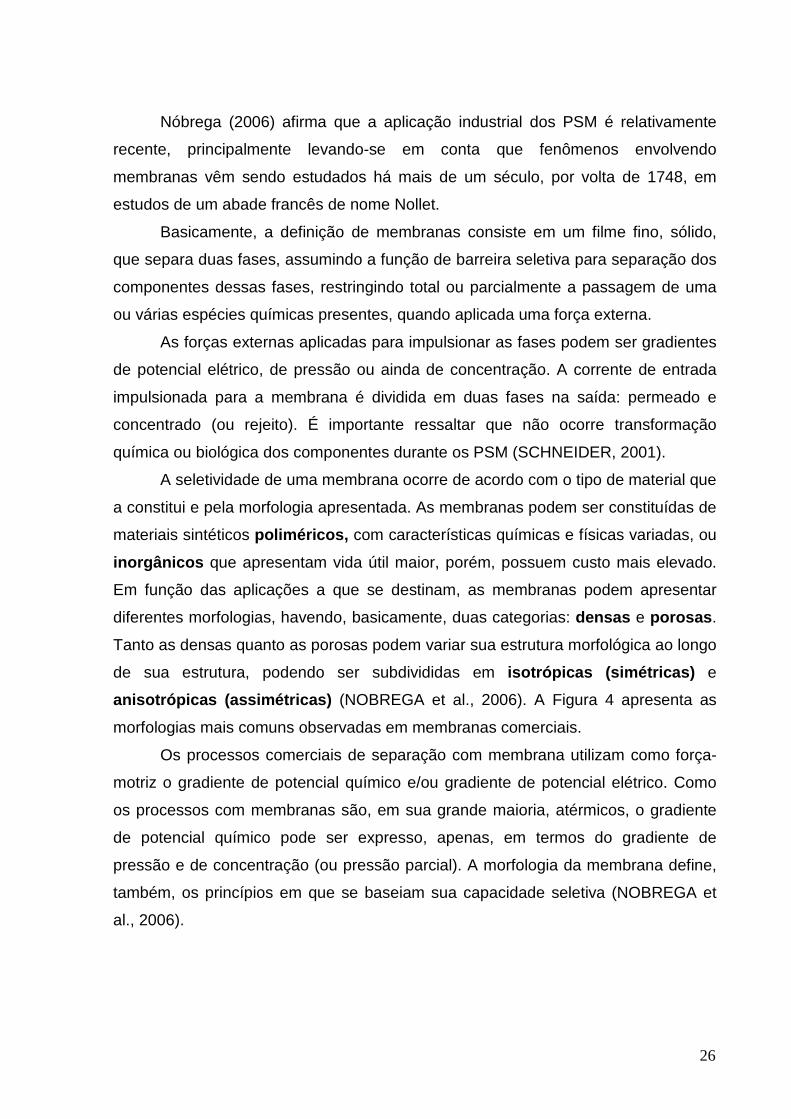
anisotrópicas (assimétricas) (NOBREGA et al., 2006). A Figura 4 apresenta as
morfologias mais comuns observadas em membranas comerciais.
Os processos comerciais de separação com membrana utilizam como força-
motriz o gradiente de potencial químico e/ou gradiente de potencial elétrico. Como
os processos com membranas são, em sua grande maioria, atérmicos, o gradiente
de potencial químico pode ser expresso, apenas, em termos do gradiente de
pressão e de concentração (ou pressão parcial). A morfologia da membrana define,
também, os princípios em que se baseiam sua capacidade seletiva (NOBREGA et
al., 2006).
27
Figura 4 – Representação esquemática de corte transversais dos tipos de
morfologias das membranas (NOBREGA et al., 2006).
Em membranas porosas, a seletividade está diretamente associada com a
relação entre o tamanho das espécies presentes e o tamanho dos poros da
membrana. No caso de processos que utilizam membranas densas, integrais ou
compostas, a seletividade está relacionada com a afinidade das espécies presentes
com o material que constitui a membrana e da difusão através do filme polimérico,
como é o caso da osmose inversa (NOBREGA et al., 2006).
1.2 Tipos de Processos de Separação por Membranas
Em função da natureza, do tipo de soluto e da presença ou não de partículas
em suspensão, membranas com diferentes tamanhos e distribuição de poros ou
mesmo densas, são empregadas caracterizando os processos conhecidos como
microfiltração (MF), ultrafiltração (UF), osmose inversa (OI), diálise (DI), eletrodiálise
(ED), permeação de gases (PG) e pervaporação (PV), entre outros. A literatura
especializada utiliza, também, o termo hiperfiltração (HP) como uma alternativa para
a osmose inversa. A nanofiltração (NF) é um nome de utilização mais recente, e
define um processo com membranas capaz de efetuar separações de moléculas de
massa molar média (entre 500 e 2000 Dalton), situando-se entre o limite superior da
ultrafiltração e o limite inferior da osmose inversa. Trata-se, portanto, de um
28
processo que utiliza uma membrana “fechada” de ultrafiltração ou uma membrana
“aberta” de osmose inversa (NOBREGA et al., 2006).
Os processos descritos anteriormente utilizam meios filtrantes com
porosidade cada vez menores e podem ser considerados como complementares aos
processos clássicos de filtração. Membranas com poros mais fechados
proporcionam maior resistência à transferência de massa, sendo necessário
aumento na pressão de operação para que seja possível obter fluxos permeados
com a eficiência desejada em processos comerciais. Os processos de MF, UF, NF e
OI admitem, nesta ordem, poros cada vez menores, sendo que para a OI, considera-
se que não existam poros na superfície da membrana (NOBREGA et al., 2006).
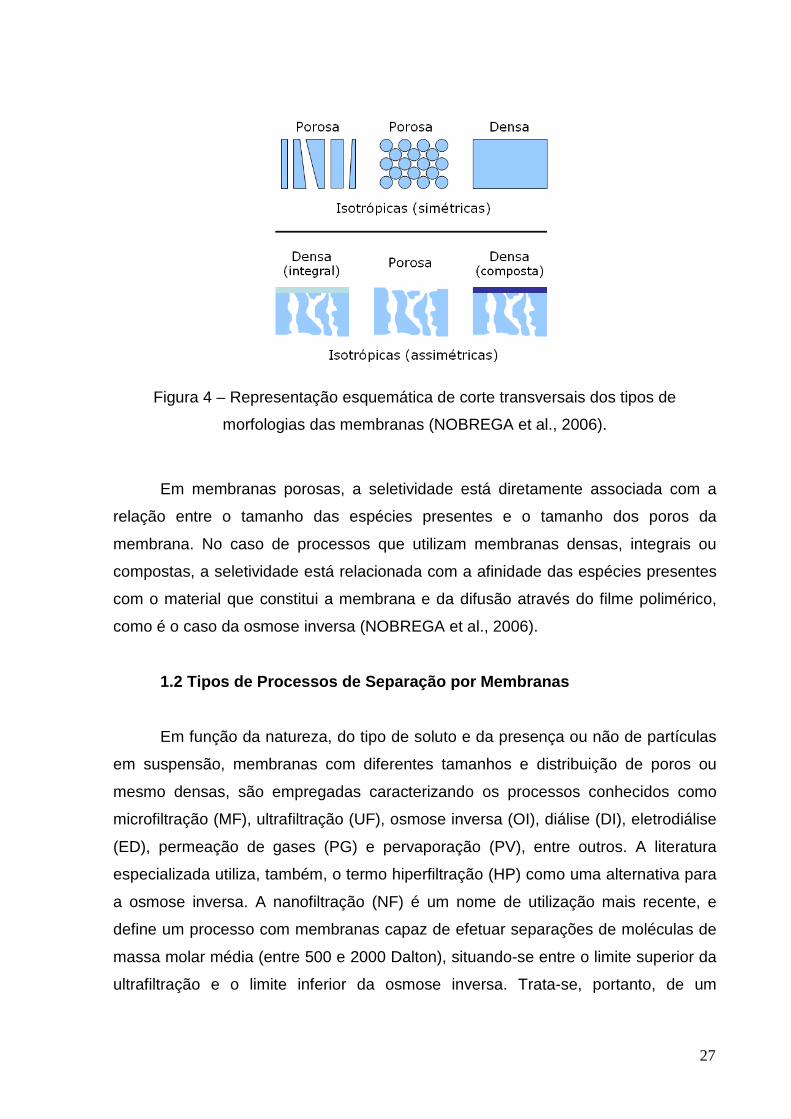
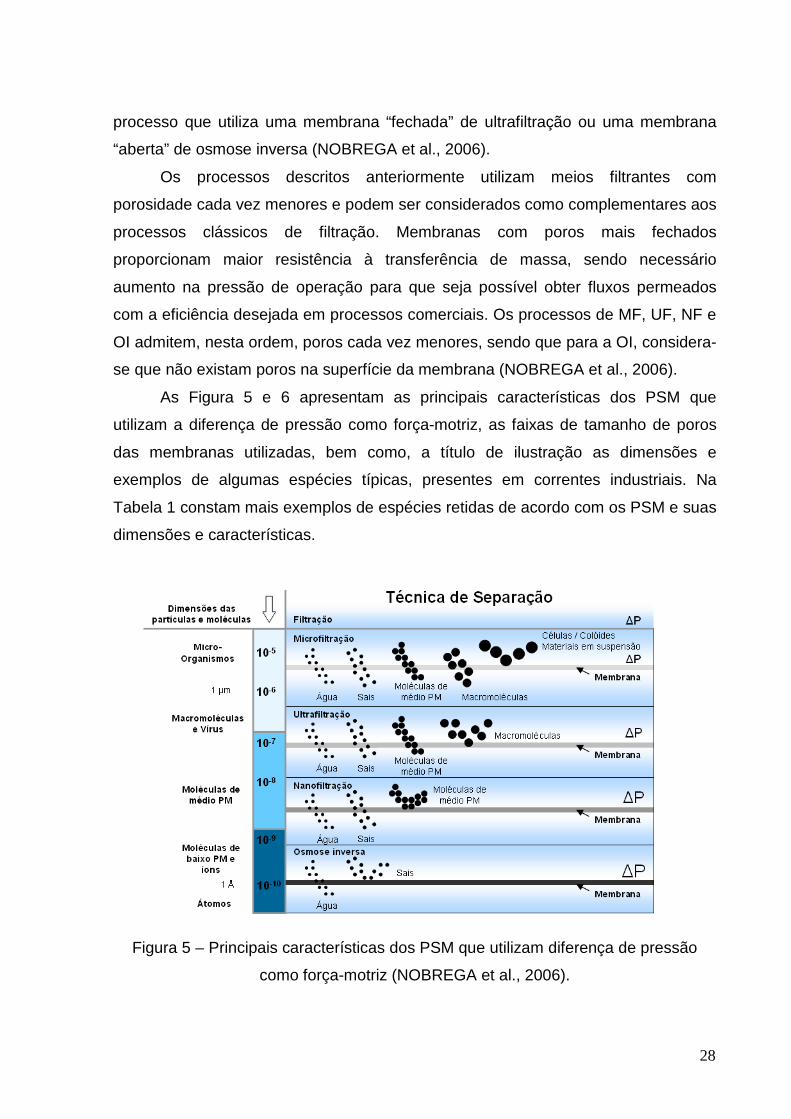
As Figura 5 e 6 apresentam as principais características dos PSM que
utilizam a diferença de pressão como força-motriz, as faixas de tamanho de poros
das membranas utilizadas, bem como, a título de ilustração as dimensões e
exemplos de algumas espécies típicas, presentes em correntes industriais. Na
Tabela 1 constam mais exemplos de espécies retidas de acordo com os PSM e suas
dimensões e características.
Figura 5 – Principais características dos PSM que utilizam diferença de pressão
como força-motriz (NOBREGA et al., 2006).
29
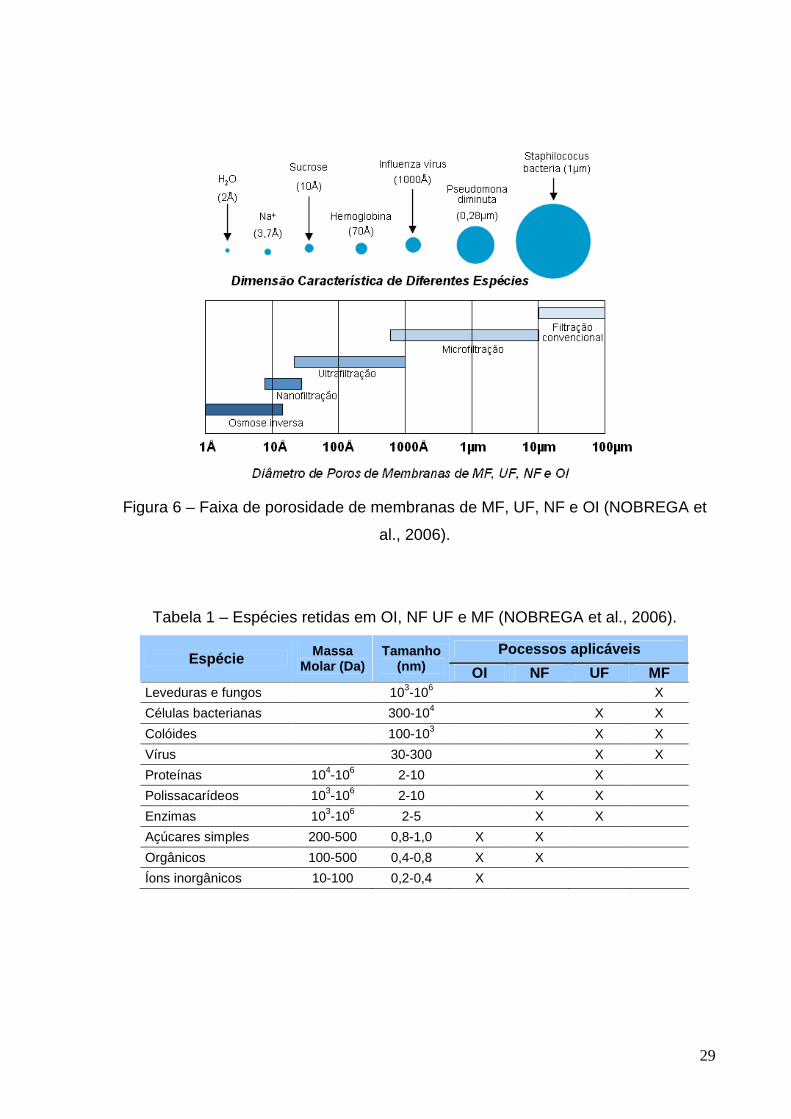
Figura 6 – Faixa de porosidade de membranas de MF, UF, NF e OI (NOBREGA et
al., 2006).
Tabela 1 – Espécies retidas em OI, NF UF e MF (NOBREGA et al., 2006).
Pocessos aplicáveis Espécie Massa
Molar (Da) Tamanho
(nm) OI NF UF MF Leveduras e fungos 103-106 X
Células bacterianas 300-104 X X
Colóides 100-103 X X
Vírus 30-300 X X
Proteínas 104-106 2-10 X
Polissacarídeos 103-106 2-10 X X
Enzimas 103-106 2-5 X X
Açúcares simples 200-500 0,8-1,0 X X
Orgânicos 100-500 0,4-0,8 X X
Íons inorgânicos 10-100 0,2-0,4 X
30
1.3 Descrição dos Processos de Separação por Membra nas que Utilizam
Gradiente de Pressão como Força-motriz
1.3.1 Microfiltração
Utiliza membranas porosas com poros entre 0,1 e 10 µm (100 e 10000 nm) e
é considerado o PSM mais próximo do processo clássico de filtração. É indicada
para a retenção de emulsões e materiais em suspensão, onde, normalmente,
partículas suspensas e colóides são rejeitados, enquanto macromoléculas e sólidos
dissolvidos passam através da membrana, ou seja, o solvente e materiais e todo o
material solubilizado. As pressões empregadas como força-motriz são pequenas e
dificilmente ultrapassam 3 bar (NOBREGA et al., 2006).
Um dos maiores campos de aplicação da MF é a esterilização, principalmente
na indústria farmacêutica e na biotecnologia, uma vez que o processo opera em
temperatura ambiente, adequada para substâncias termolábeis. A clarificação de
vinhos, cervejas e sucos vêm se constituindo outro grande campo de aplicação da
MF. Como aplicação mais recente, a MF passou a ser utilizada na purificação de
águas superficiais visando à produção de água potável. Industrialmente a MF
também pode ser utilizada para a purificação de águas e efluentes (NOBREGA et
al., 2006).
1.3.2 Ultrafiltração
A ultrafiltração é usada na purificação e fracionamento de soluções contendo
macromoléculas, apresentando poros na faixa de 1 a 100 nm, portanto, mais
fechadas que as membranas de microfiltração. Soluções contendo solutos numa
ampla faixa molar (103 – 106 Dalton) podem ser tratadas por este processo. Como os
poros das membranas de UF são menores, uma força-motriz maior é necessária
para obter fluxos permeados elevados o suficiente para que o processo possa ser
utilizado industrialmente. Por este motivo as diferenças de pressão através da
membrana variam na faixa de 2 a 10 bar (NOBREGA et al., 2006)
Os itens rejeitados pela membrana de UF incluem colóides, proteínas,
contaminantes microbiológicos e macromoléculas.

31
As principais aplicações da UF são a clarificação, concentração de solutos e
fracionamento de solutos. A separação é eficiente quando existe uma diferença de
pelo menos 10 vezes no tamanho das espécies envolvidas. A UF é largamente
utilizada na indústria de alimentos, bebidas e laticínios, assim como em aplicações
na biotecnologia e na área médica.
1.3.3 Nanofiltração
A nanofiltração utiliza membranas especiais, na qual as partículas rejeitadas
situam-se na faixa de 1 nm, o que dá origem ao nome da técnica, nanofiltração.
Neste processo, moléculas orgânicas com elevado peso molecular são rejeitadas e
as taxas de rejeição de sais dissolvidos constituídos por íons divalentes estão entre
90 e 98%. As aplicações mais comuns abrangem remoção de cor e de compostos
orgânicos de águas superficiais, remoção de dureza de águas tratadas e redução de
sólidos totais dissolvidos, principalmente em aplicações no tratamento de efluentes
industriais (FONSECA, 2006).
1.3.4 Osmose Inversa
Segundo Fonseca (2006), a osmose inversa é a última fase dos processos de
filtração disponíveis, onde a membrana atua como barreira a todos os sais
dissolvidos e moléculas inorgânicas com peso molecular acima de 100 Da. Para
Nobrega et al. (2006), este é um processo utilizado quando se deseja reter solutos
de baixa massa molar, tais como sais inorgânicos ou pequenas moléculas orgânicas
como glicose. Por este motivo as membranas de OI devem ser mais fechadas,
apresentando, portanto, uma maior resistência à permeação e, pressões de
operação mais elevadas. O termo “osmose inversa” deve-se ao fato de que neste
tipo de processo o fluxo permeado é no sentido inverso do fluxo osmótico normal.
Em português também é utilizado o termo “Osmose Reversa”.
O sucesso da utilização da osmose inversa em larga escala, em processos de
dessanilização e tratamento de efluentes urbanos, levou muitas indústrias a
considerar esta técnica como um meio de redução da poluição e custos. A aplicação
industrial da OI é economicamente atrativa porque tanto a água permeada como o
concentrado podem ser reutilizados (SANTOYO et al, 2003).
32
1.3.4.1 Osmose, Equilíbrio Osmótico e Osmose Invers a
Quando uma membrana semipermeável (permeável somente ao solvente)
separa uma solução de um determinado soluto do solvente puro, ou de uma solução
de menor concentração, haverá um fluxo de solvente no sentido solvente puro para
a solução, ou da solução diluída para a solução concentrada (Figura 7). Isso ocorre
porque a presença do soluto ocasiona uma queda no potencial químico do solvente
na solução, provocando um gradiente de potencial químico entre os dois lados da
membrana (NOBREGA et al., 2006).
O fluxo de solvente continua neste sentido até que o equilíbrio seja
estabelecido. Em se tratando de solvente puro, este equilíbrio jamais pode ser
atingido por igualdade de concentração, uma vez que a membrana é impermeável
ao soluto. No entanto, à medida que o solvente passa para a solução aumenta a
pressão no lado da solução. Desta forma, pode-se chegar a uma situação onde a
queda do potencial químico do solvente devido à presença do soluto é equivalente
ao aumento de potencial químico devido ao aumento de pressão do sistema. Nesta
situação não haverá mais força-motriz para o transporte do solvente no sentido do
solvente puro para a solução ou da solução diluída para a solução concentrada.
Considera-se, então, que o equilíbrio osmótico foi atingido. Caso haja solvente puro
em um dos lados da membrana, a diferença de pressão entre as duas soluções,
∆π (Figura 7, item b), representará a pressão osmótica da solução.
Ao se aplicar pelo lado da solução mais concentrada uma diferença de
pressão entre as duas soluções, ∆P > ∆π, o potencial químico do solvente na
solução concentrada será maior do que o potencial químico do solvente puro ou do
solvente na solução mais diluída. A conseqüência é uma inversão no sentido do
fluxo osmótico, ou seja, o solvente escoa do lado da solução concentrada para o
lado do solvente puro (Figura 7, item c).
33
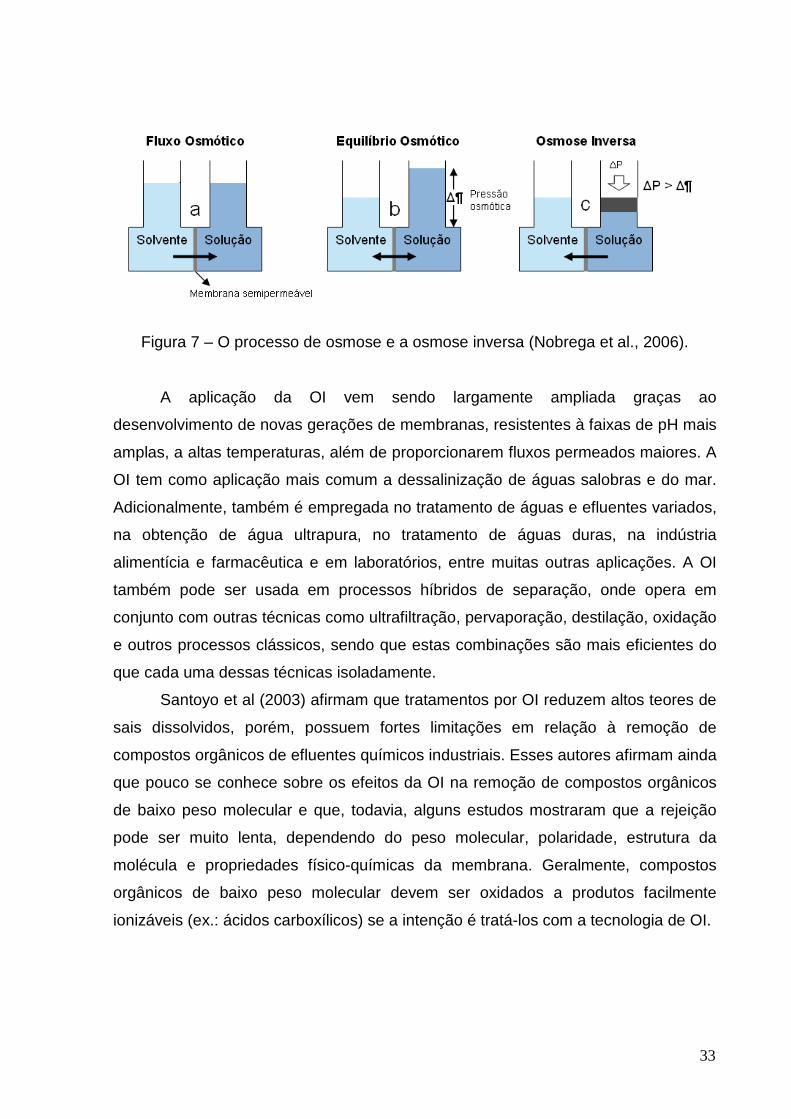
Figura 7 – O processo de osmose e a osmose inversa (Nobrega et al., 2006).
A aplicação da OI vem sendo largamente ampliada graças ao
desenvolvimento de novas gerações de membranas, resistentes à faixas de pH mais
amplas, a altas temperaturas, além de proporcionarem fluxos permeados maiores. A
OI tem como aplicação mais comum a dessalinização de águas salobras e do mar.
Adicionalmente, também é empregada no tratamento de águas e efluentes variados,
na obtenção de água ultrapura, no tratamento de águas duras, na indústria
alimentícia e farmacêutica e em laboratórios, entre muitas outras aplicações. A OI
também pode ser usada em processos híbridos de separação, onde opera em
conjunto com outras técnicas como ultrafiltração, pervaporação, destilação, oxidação
e outros processos clássicos, sendo que estas combinações são mais eficientes do
que cada uma dessas técnicas isoladamente.
Santoyo et al (2003) afirmam que tratamentos por OI reduzem altos teores de
sais dissolvidos, porém, possuem fortes limitações em relação à remoção de
compostos orgânicos de efluentes químicos industriais. Esses autores afirmam ainda
que pouco se conhece sobre os efeitos da OI na remoção de compostos orgânicos
de baixo peso molecular e que, todavia, alguns estudos mostraram que a rejeição
pode ser muito lenta, dependendo do peso molecular, polaridade, estrutura da
molécula e propriedades físico-químicas da membrana. Geralmente, compostos
orgânicos de baixo peso molecular devem ser oxidados a produtos facilmente
ionizáveis (ex.: ácidos carboxílicos) se a intenção é tratá-los com a tecnologia de OI.
34
1.4 Materiais que Constituem as Membranas
De forma resumida, a maioria das membranas pode ser constituída de
qualquer material que permita a síntese de filmes com pemeabilidade controlada.
Em menor escala, também há membranas de materiais não porosos. Porém, nem
todo material apresenta viabilidade de custos para ser produzido em escala
comercial. As membranas sintéticas comerciais são produzidas a partir de duas
classes distintas de material: os orgânicos, em sua maioria polímeros, e os
inorgânicos, como metais e cerâmicas. Normalmente as membranas de natureza
orgânica apresentam menor custo de produção do que as inorgânicas. No entanto,
estas últimas apresentam uma maior vida útil e permitem limpezas mais eficientes. A
Tabela 2 apresenta uma comparação entre membranas orgânicas e inorgânicas
(SCHNEIDER, 1999).
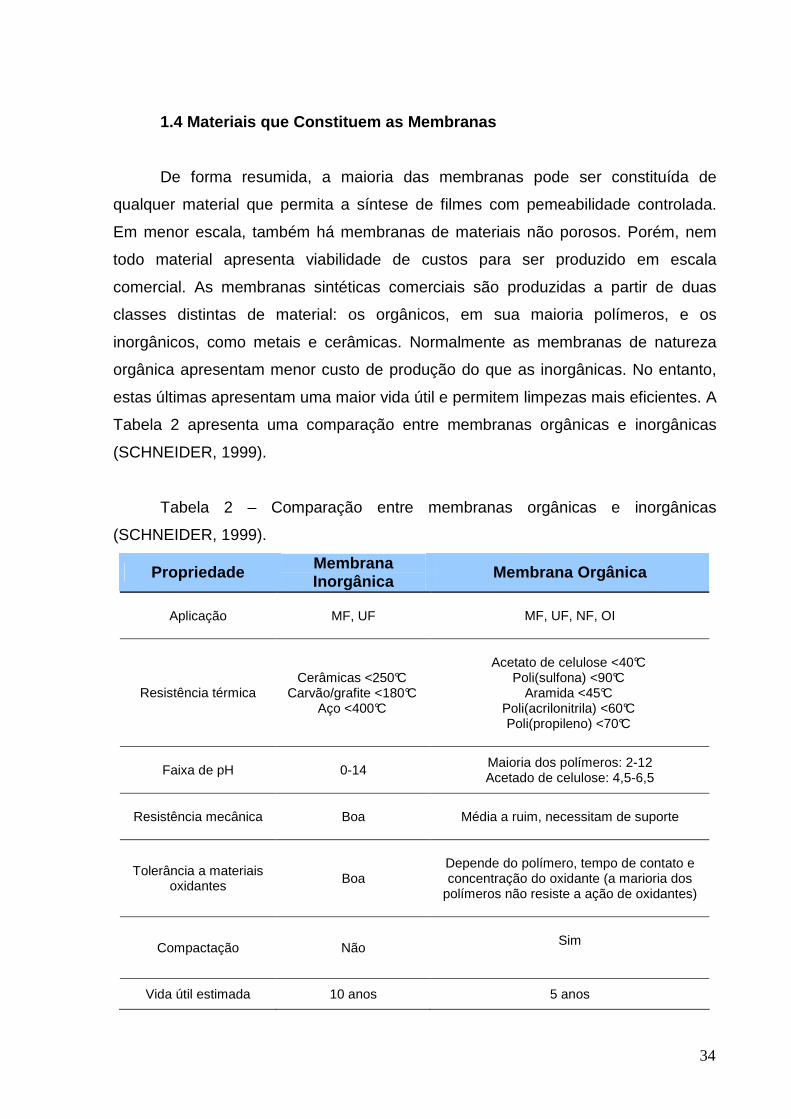
Tabela 2 – Comparação entre membranas orgânicas e inorgânicas
(SCHNEIDER, 1999).
Propriedade Membrana Inorgânica Membrana Orgânica
Aplicação MF, UF
MF, UF, NF, OI
Resistência térmica Cerâmicas <250°C
Carvão/grafite <180°C Aço <400°C
Acetato de celulose <40°C
Poli(sulfona) <90°C Aramida <45°C
Poli(acrilonitrila) <60°C Poli(propileno) <70°C
Faixa de pH
0-14 Maioria dos polímeros: 2-12 Acetado de celulose: 4,5-6,5
Resistência mecânica
Boa Média a ruim, necessitam de suporte
Tolerância a materiais oxidantes Boa
Depende do polímero, tempo de contato e concentração do oxidante (a marioria dos
polímeros não resiste a ação de oxidantes)
Compactação Não
Sim
Vida útil estimada 10 anos 5 anos
35
A seguir são apresentados alguns dos materiais mais empregados no preparo
de membranas comerciais:
Poliméricos:
- acetato de celulose;
- poliamida;
- poliacrilamida;
- polipropileno;
- polisulfona;
- poli(éter sulfona);
- poliacrilonitrila;
- poli(éter imida);
- policarbonato;
- poli(álcool vinílico); *
- poli(dimetil siloxano); *
- poliuretano; *
* polímeros para filme denso de membranas compostas.
Não poliméricos:
- cerâmicas;
- carbono;
- óxidos metálicos;
- metais.
As membranas poliméricas podem ser isotrópicas (simétricas), ou
anisotrópicas (assimétricas), de acordo com a sua estrutura. As primeiras possuem
propriedades estruturais constantes em toda a espessura da membrana, enquanto
nas anisotrópicas essas propriedades variam ao longo do filme (SCHNEIDER,
2001).
Os polímeros são uma classe de materiais extremamente versáteis (plásticos,
fibras, elastômeros, etc.), obtidos por síntese (polimerização de monômeros) ou por
extração de produtos naturais. Os polímeros orgânicos são mais empregados em
membranas. Os sistemas poliméricos são formados de macromoléculas (usualmente
com massa molar acima de 20.000 Da) com apreciáveis forças intermoleculares
36
(garantem coesão, facilidade de formar filmes auto-suportáveis e boas propriedades
mecânicas).
Segundo Schneider (2001), as membranas simétricas são de primeira
geração, com poros regulares, quase cilíndricos, que atravessam toda a espessura
da membrana. As assimétricas são consideradas de segunda geração,
caracterizadas por um gradiente de porosidade interno, gerado pelo controle das
condições de polimerização. Com o desenvolvimento tecnológico, surgiram as
membranas de terceira geração, que são compostas. Neste tipo, a membrana
filtrante é depositada na forma de um filme fino sobre a estrutura de um suporte, que
geralmente é uma membrana assimétrica.
Segundo Santoyo et al. (2003), em todos os processos com membranas, o pH
da solução afeta a ionização dos constituintes dissolvidos e, conseqüentemente sua
rejeição. Quanto maior a carga retida por um constituinte, maior o nível de rejeição.
A larga variedade de membranas comerciais disponíveis favorece a possibilidade de
encontrar uma membrana com rejeição resistente para a maioria das aplicações,
porém, o sucesso não pode ser garantido, já que podem ocorrer interferências entre
solutos de efluentes complexos, entre outras variáveis.
1.5 Fabricação de Membranas e Tipos de Módulos de P ermeação
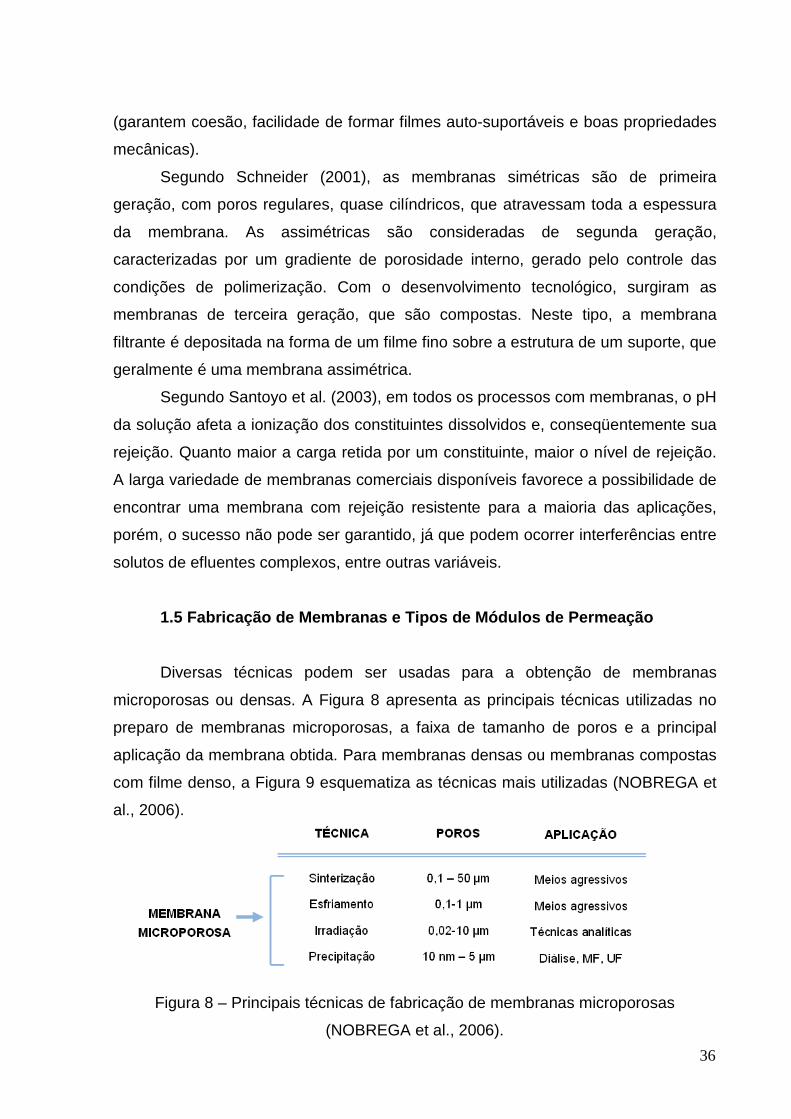
Diversas técnicas podem ser usadas para a obtenção de membranas
microporosas ou densas. A Figura 8 apresenta as principais técnicas utilizadas no
preparo de membranas microporosas, a faixa de tamanho de poros e a principal
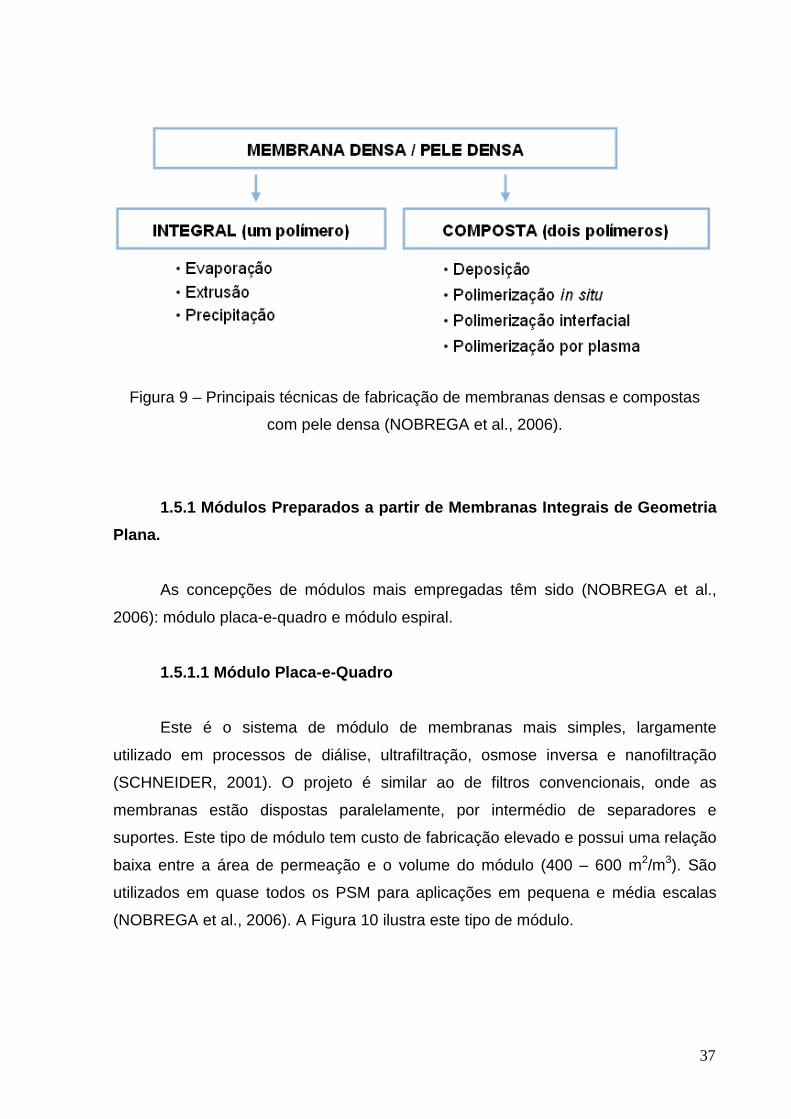
aplicação da membrana obtida. Para membranas densas ou membranas compostas
com filme denso, a Figura 9 esquematiza as técnicas mais utilizadas (NOBREGA et
al., 2006).
Figura 8 – Principais técnicas de fabricação de membranas microporosas
(NOBREGA et al., 2006).
37
Figura 9 – Principais técnicas de fabricação de membranas densas e compostas
com pele densa (NOBREGA et al., 2006).
1.5.1 Módulos Preparados a partir de Membranas Inte grais de Geometria
Plana.
As concepções de módulos mais empregadas têm sido (NOBREGA et al.,
2006): módulo placa-e-quadro e módulo espiral.
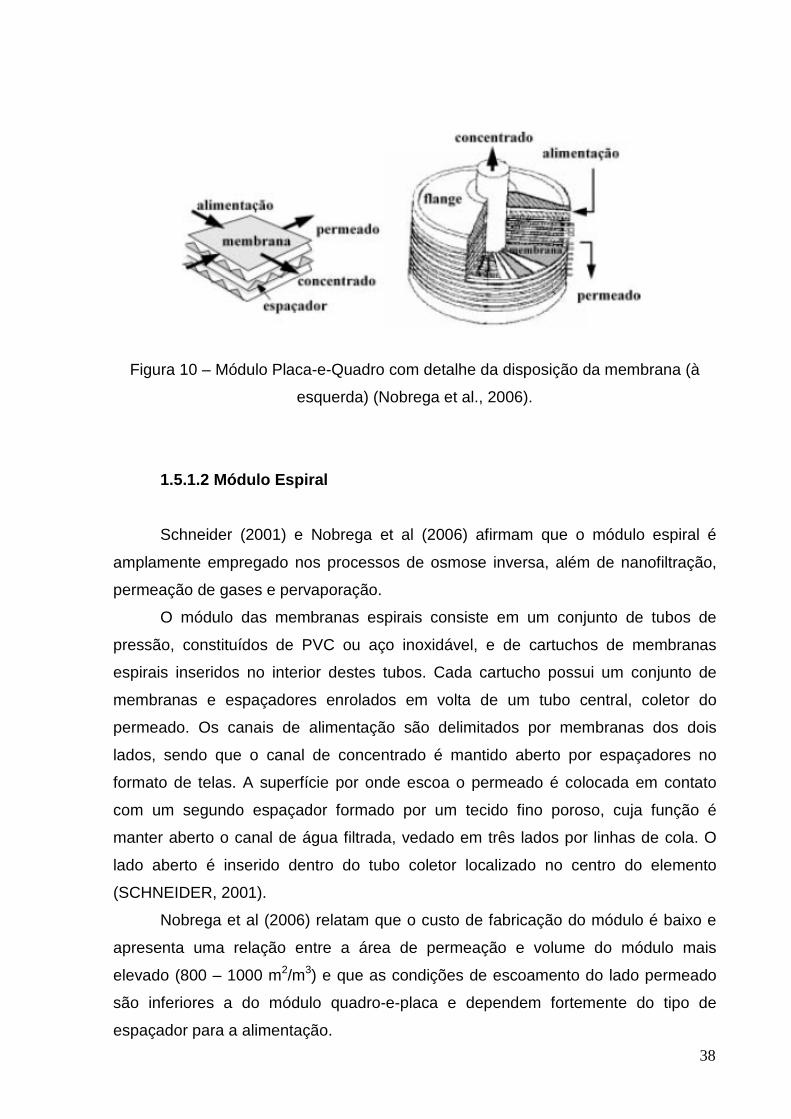
1.5.1.1 Módulo Placa-e-Quadro
Este é o sistema de módulo de membranas mais simples, largamente
utilizado em processos de diálise, ultrafiltração, osmose inversa e nanofiltração
(SCHNEIDER, 2001). O projeto é similar ao de filtros convencionais, onde as
membranas estão dispostas paralelamente, por intermédio de separadores e
suportes. Este tipo de módulo tem custo de fabricação elevado e possui uma relação
baixa entre a área de permeação e o volume do módulo (400 – 600 m2/m3). São
utilizados em quase todos os PSM para aplicações em pequena e média escalas
(NOBREGA et al., 2006). A Figura 10 ilustra este tipo de módulo.
38
Figura 10 – Módulo Placa-e-Quadro com detalhe da disposição da membrana (à
esquerda) (Nobrega et al., 2006).
1.5.1.2 Módulo Espiral
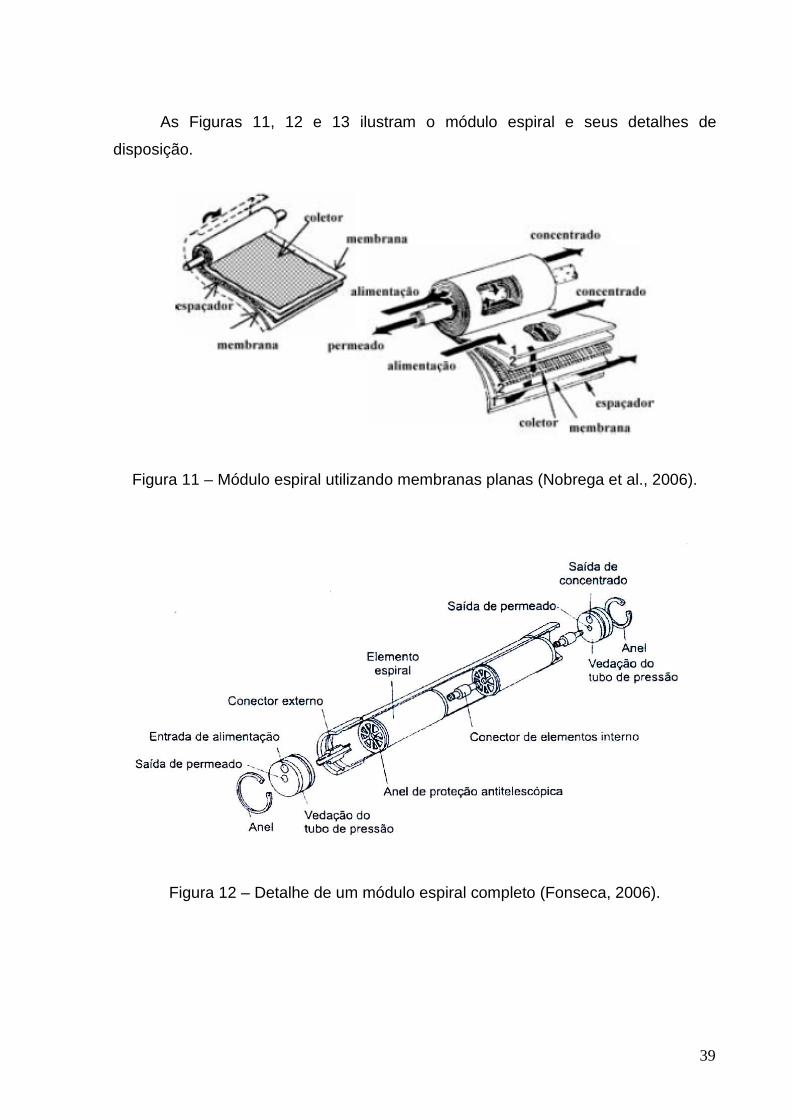
Schneider (2001) e Nobrega et al (2006) afirmam que o módulo espiral é
amplamente empregado nos processos de osmose inversa, além de nanofiltração,
permeação de gases e pervaporação.
O módulo das membranas espirais consiste em um conjunto de tubos de
pressão, constituídos de PVC ou aço inoxidável, e de cartuchos de membranas
espirais inseridos no interior destes tubos. Cada cartucho possui um conjunto de
membranas e espaçadores enrolados em volta de um tubo central, coletor do
permeado. Os canais de alimentação são delimitados por membranas dos dois
lados, sendo que o canal de concentrado é mantido aberto por espaçadores no
formato de telas. A superfície por onde escoa o permeado é colocada em contato
com um segundo espaçador formado por um tecido fino poroso, cuja função é
manter aberto o canal de água filtrada, vedado em três lados por linhas de cola. O
lado aberto é inserido dentro do tubo coletor localizado no centro do elemento
(SCHNEIDER, 2001).
Nobrega et al (2006) relatam que o custo de fabricação do módulo é baixo e
apresenta uma relação entre a área de permeação e volume do módulo mais
elevado (800 – 1000 m2/m3) e que as condições de escoamento do lado permeado
são inferiores a do módulo quadro-e-placa e dependem fortemente do tipo de
espaçador para a alimentação.
39
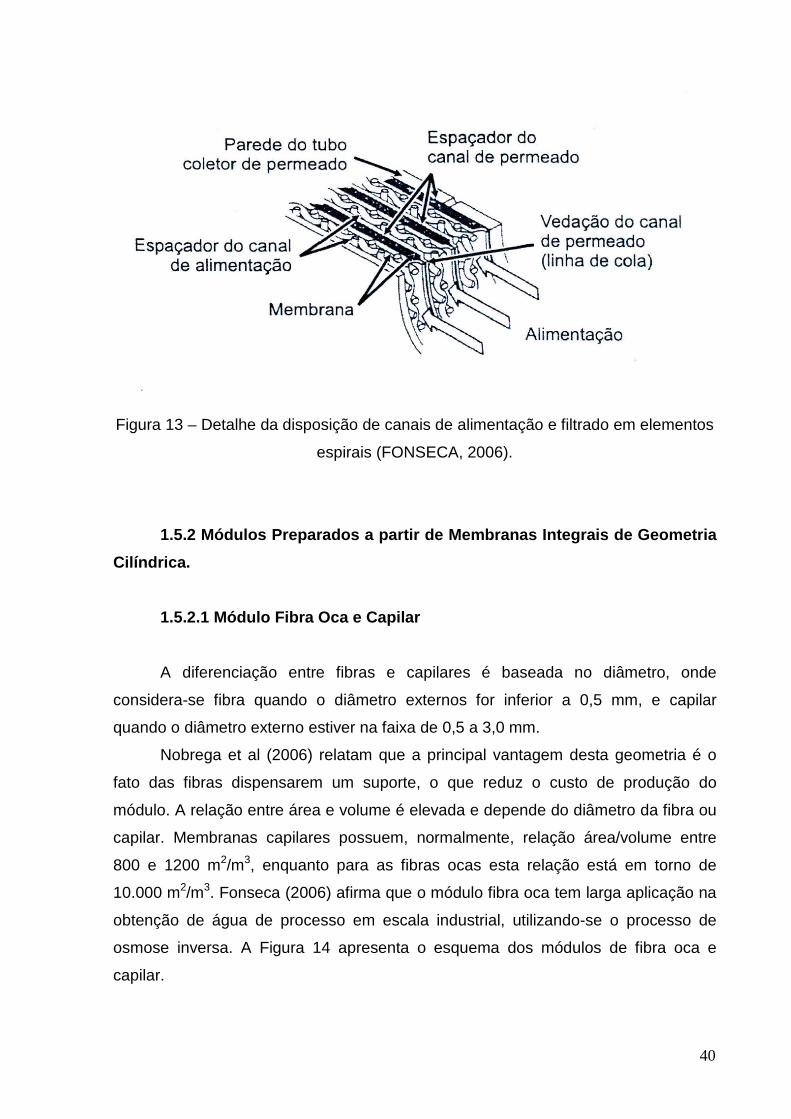
As Figuras 11, 12 e 13 ilustram o módulo espiral e seus detalhes de
disposição.
Figura 11 – Módulo espiral utilizando membranas planas (Nobrega et al., 2006).
Figura 12 – Detalhe de um módulo espiral completo (Fonseca, 2006).
40
Figura 13 – Detalhe da disposição de canais de alimentação e filtrado em elementos
espirais (FONSECA, 2006).
1.5.2 Módulos Preparados a partir de Membranas Inte grais de Geometria
Cilíndrica.
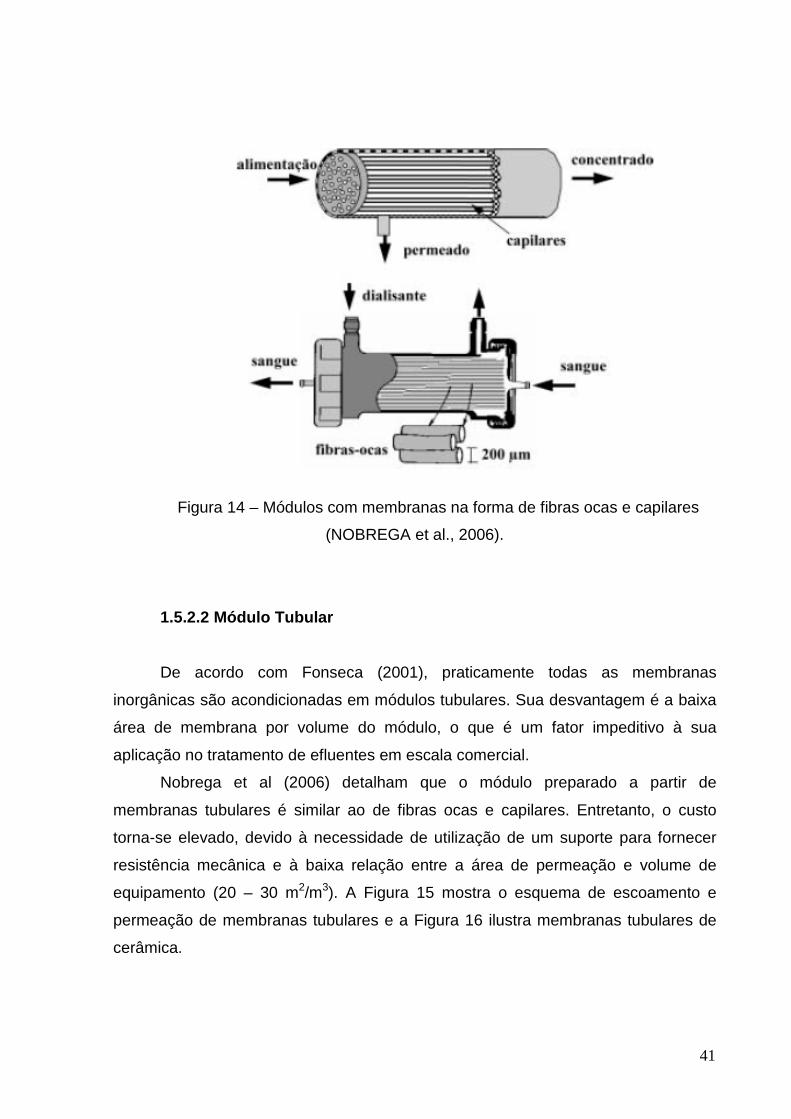
1.5.2.1 Módulo Fibra Oca e Capilar
A diferenciação entre fibras e capilares é baseada no diâmetro, onde
considera-se fibra quando o diâmetro externos for inferior a 0,5 mm, e capilar
quando o diâmetro externo estiver na faixa de 0,5 a 3,0 mm.
Nobrega et al (2006) relatam que a principal vantagem desta geometria é o
fato das fibras dispensarem um suporte, o que reduz o custo de produção do
módulo. A relação entre área e volume é elevada e depende do diâmetro da fibra ou
capilar. Membranas capilares possuem, normalmente, relação área/volume entre
800 e 1200 m2/m3, enquanto para as fibras ocas esta relação está em torno de
10.000 m2/m3. Fonseca (2006) afirma que o módulo fibra oca tem larga aplicação na
obtenção de água de processo em escala industrial, utilizando-se o processo de
osmose inversa. A Figura 14 apresenta o esquema dos módulos de fibra oca e
capilar.
41
Figura 14 – Módulos com membranas na forma de fibras ocas e capilares
(NOBREGA et al., 2006).
1.5.2.2 Módulo Tubular
De acordo com Fonseca (2001), praticamente todas as membranas
inorgânicas são acondicionadas em módulos tubulares. Sua desvantagem é a baixa
área de membrana por volume do módulo, o que é um fator impeditivo à sua
aplicação no tratamento de efluentes em escala comercial.
Nobrega et al (2006) detalham que o módulo preparado a partir de
membranas tubulares é similar ao de fibras ocas e capilares. Entretanto, o custo
torna-se elevado, devido à necessidade de utilização de um suporte para fornecer
resistência mecânica e à baixa relação entre a área de permeação e volume de
equipamento (20 – 30 m2/m3). A Figura 15 mostra o esquema de escoamento e
permeação de membranas tubulares e a Figura 16 ilustra membranas tubulares de
cerâmica.
42
Figura 15 – Esquema de escoamento e permeação de membranas tubulares
(NOBREGA et al., 2006).
Figura 16 – Ilustração de membranas tubulares de cerâmica.
43
1.6 Pré-tratamentos em Processos com Membranas
Vários fatores determinam a eficiência de sistemas que operam processos
com membranas, especialmente a osmose inversa. Entre eles, destacam-se a
caracterização físico-química e microbiológica da corrente aquosa que alimenta o
sistema, a especificação e o dimensionamento do pré-tratamento.
Uma avaliação adequada e precisa da água a ser tratada é de extrema
importância para a indicação do pré-tratamento mais adequado, que garantirá a
operação contínua do sistema, sem gastos excessivos com manutenção e correções
para enquadramento da especificação da água desejada.
“A caracterização da água é parte integrante de um sistema de OI e seu pré-
tratamento”, afirma Tharan (2005). Durante o projeto de um sistema que utiliza
membranas, é importante conhecer, pelo menos, os seguintes parâmetros da água a
ser tratada:
- dureza;
- pH;
- sólidos totais dissolvidos;
- faixas de temperatura.
Uma análise mais detalhada deve incluir todos os cátions, ânions,
alcalinidade, bicarbonatos, sílica, bário, dureza total, cloreto, ferro e manganês,
sulfato, clorato e turbidez (THARAN, 2005).
O pré-tratamento apropriado deve apresentar uma boa relação custo-
benefício e garantir a qualidade desejada da água que alimentará o sistema com
membranas.
O intertravamento do sistema de pré-tratamento com o sistema de
membranas também é muito importante, pois garante a proteção das membranas
em caso de desvios ou mal funcionamento das etapas anteriores. Em outras
palavras, se ocorrem desvios em relação à qualidade da água do sistema de pré-
tratamento, todo o sistema para, evitando o envio de água saturada para as
membranas.
44
1.6.1 Desempenho de Sistemas de Pré-tratamento Inte grados a Sistemas
com Membranas
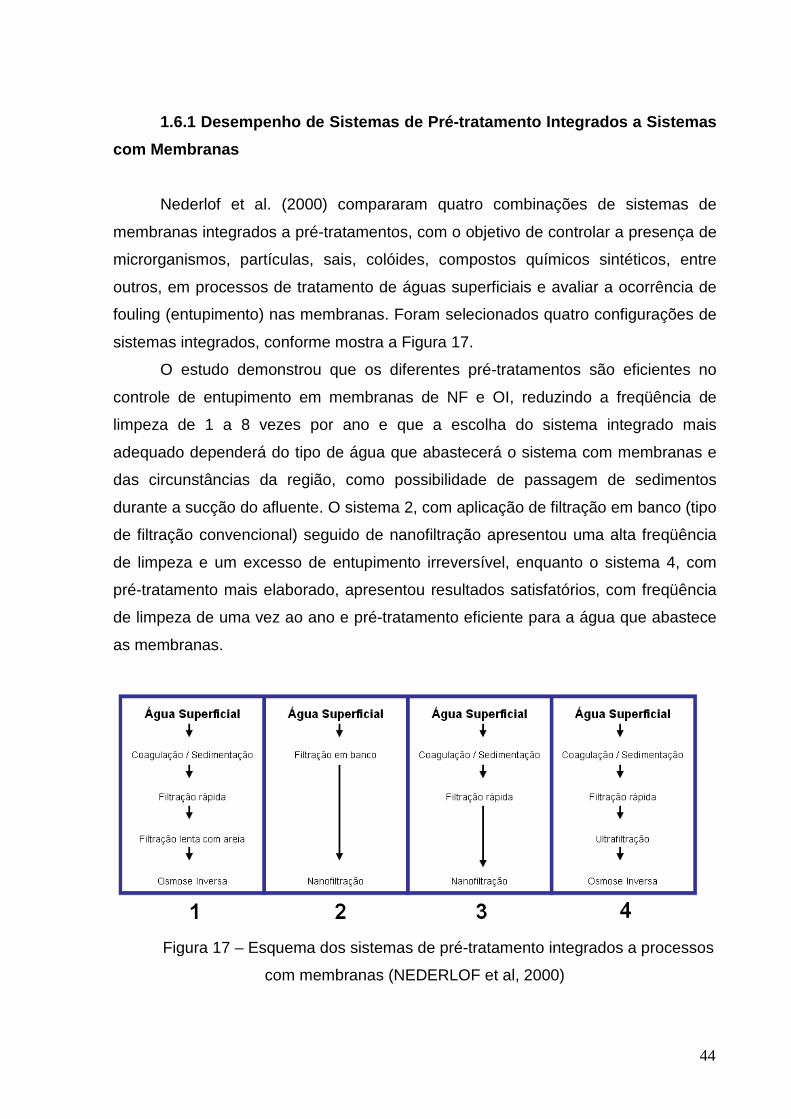
Nederlof et al. (2000) compararam quatro combinações de sistemas de
membranas integrados a pré-tratamentos, com o objetivo de controlar a presença de
microrganismos, partículas, sais, colóides, compostos químicos sintéticos, entre
outros, em processos de tratamento de águas superficiais e avaliar a ocorrência de
fouling (entupimento) nas membranas. Foram selecionados quatro configurações de
sistemas integrados, conforme mostra a Figura 17.
O estudo demonstrou que os diferentes pré-tratamentos são eficientes no
controle de entupimento em membranas de NF e OI, reduzindo a freqüência de
limpeza de 1 a 8 vezes por ano e que a escolha do sistema integrado mais
adequado dependerá do tipo de água que abastecerá o sistema com membranas e
das circunstâncias da região, como possibilidade de passagem de sedimentos
durante a sucção do afluente. O sistema 2, com aplicação de filtração em banco (tipo
de filtração convencional) seguido de nanofiltração apresentou uma alta freqüência
de limpeza e um excesso de entupimento irreversível, enquanto o sistema 4, com
pré-tratamento mais elaborado, apresentou resultados satisfatórios, com freqüência
de limpeza de uma vez ao ano e pré-tratamento eficiente para a água que abastece
as membranas.
Figura 17 – Esquema dos sistemas de pré-tratamento integrados a processos
com membranas (NEDERLOF et al, 2000)
45
Nederlof et al. (2000) afirmaram ainda que sistemas adicionais de pré-
tratamento elevam inevitavelmente os custos de operação dos sistemas integrados.
Porém, estes custos podem ser pequenos se levarmos em consideração uma maior
estabilidade do sistema, menor freqüência de limpezas e maior vida útil das
membranas, que têm alto custo de reposição.
Santoyo et al. (2003) realizaram experimentos com quatro tipos diferentes de
membranas de poliamida, com o objetivo de testar seu potencial de reduzir
concentrações de poluentes em efluentes industriais contendo acrilonitrila e outras
três espécies inorgânicas (sulfato, amônia e cianeto) em processo de separação por
OI. Foram preparadas soluções de um efluente sintético contendo concentrações
conhecidas dos contaminantes em estudo, e diferentes valores de pH, para observar
a influência deste parâmetro no processo.
Um alto valor de pH na solução que alimenta as membranas é um fator
altamente limitante para a seleção da membrana. A maioria das membranas
comerciais são operadas apenas com faixas reduzidas de pH e a disponibilidade de
membranas para tratamento de soluções com pH alto é pequena.
O estudo apontou que não é possível obter um alto percentual de remoção de
todos os contaminantes presentes em uma única etapa de operação. São
necessários processos integrados para remoção dos contaminantes, considerando,
principalmente a variação do pH. No caso da amônia e cianeto, o percentual de
remoção se mostrou diretamente relacionado com o pH do afluente do sistema.
1.6.2 Pré-tratamentos de Sistemas com Membranas Apl icados em
Produção de Água Industrial
O processamento de água para uso industrial é aplicado em inúmeras áreas,
tais como: resfriamento, rinsagem e produção de produtos químicos, boilers,
combate à incêndios, etc. Em indústrias químicas, normalmente há uma área central,
responsável pelo fornecimento de água de acordo com a qualidade necessária para
o uso pretendido.
Estas unidades de fornecimento de água utilizam, cada vez mais, águas
superficiais de rios e reservas, ao invés de águas subterrâneas na produção de água
potável ou industrial. Clever et al. (2000) afirmam que os motivos para este fato são
46
os altos custos para captação de águas subterrâneas, relacionados a impostos e
manutenção de poços e a disponibilidade de novas tecnologias de tratamento, que
viabilizam um tratamento de baixo custo e alta qualidade, como os processos com
membranas.
Clever et al. (2000) consideraram que um sistema convencional para
tratamento de águas superficiais para produção de água industrial consiste em
várias etapas de pré-tratamento, aplicando filtração por telas, ozonização,
coagulação e floculação, sedimentação, filtração com areia e desinfecção, quando
aplicável. Cada etapa deste processo deve ser rigorosamente controlada para que
se obtenha um desempenho otimizado e fornecimento contínuo da água tratada.
Quando viável, a utilização de apenas UF como pré-tratamento para um sistema de
OI, apresenta as seguintes vantagens:
- Qualidade de água altamente pura, independentemente da qualidade da
água captada.
- Facilidade de automação da planta industrial e projeto simplificado.
- Não são adicionados produtos químicos, além daqueles utilizados na
limpeza das membranas.
Diante da complexidade dos sistemas convencionais, que operam com várias
etapas de pré-tratamento e com adição de produtos químicos, Clever et al. (2000)
realizaram testes em escala piloto, utilizando como alternativa aos processos
convencionais, apenas membranas de UF como pré-tratamento para águas que
alimentam processos de OI. O sistema foi instalado em uma planta de tratamento
que fornecia água para um parque industrial na Alemanha, captando água bruta em
um rio. Os resultados mostraram que este tipo de sistema proporcionou redução no
consumo de energia, quando comparado aos sistemas convencionais de vários
estágios e que é possível obter alto grau de pureza da água, sem constantes
interrupções no processo.
É importante considerar que as condições da água captada podem variar de
acordo com as condições geográficas e físico-químicas da fonte de captação. No
caso de rios, deve-se avaliar os tipos de efluentes lançados pelas indústrias e
centros urbanos que os utilizam como corpo receptor de efluentes desde sua
nascente, pois quaisquer desvios nestes efluentes podem impactar na qualidade da
água do rio e, consequentemente, na operação de sistemas de pré-tratamento que
utilizam apenas membranas. Como exemplo, pode-se citar a obrigatoriedade de as
47
indústrias que possuem unidades de captação de água de rio para tratamento e uso
instalarem o ponto de captação a jusante (após) o ponto de lançamento de efluentes
tratados. Esta obrigatoriedade é regulamentada pelas autoridades competentes e,
desta forma, qualquer desvio em relação ao efluente lançado no corpo receptor será
captado em seguida e direcionado para a unidade de tratamento de água. Se não
houver um monitoramento efetivo da água de entrada, pode ocorrer parada do
sistema e dano a equipamentos, gerando custos de manutenção e em processos.
A aplicação de técnicas avançadas de processos com membranas para
tratamento de água está sendo cada vez mais discutida quando consideramos
aspectos econômicos e ambientais na produção de água para uso industrial. De
acordo com estudos de Cuda et al. (2006), o tratamento de água de rios por
tecnologia de OI é combinado com UF em instalações mais atuais, em substituição
aos processos de clarificação e filtração com areia. Adicionalmente, a aplicação de
pré-tratamentos em sistemas com membranas, seguidos de OI para purificação e
reúso de efluentes secundários tratados, vem sendo instalados para suprir demanda
de água tratada em estações de energia na Austrália.
Cuda et al (2006) estudaram a aplicação de OI na produção de água tratada
para boilers e sistemas de refrigeração, a partir de água salobra, realizando,
também, uma breve comparação com o processo de troca iônica. Para o
dimensionamento de um sistema de pré-tratamento, é necessário analisar e
considerar o tipo de água captada. Normalmente, águas superficiais são utilizadas
para grandes vazões e para vazões menores utiliza-se água de poços ou outras
fontes.
Comparando os métodos de troca iônica e OI para os processos de
dessanilização, considera-se, geralmente:
- custos de investimento;
- custos operacionais (energia elétrica, produtos químicos e operadores);
- impacto ambiental da tecnologia proposta.
Os custos de investimento para pré-tratamento são praticamente idênticos
para ambos os métodos, o que também pode ser dito sobre os custos operacionais.
Quando o critério para escolha da melhor técnica de dessanilização é o volume a ser
tratado e a salinidade, a OI se apresenta como melhor opção para grandes
capacidades e altos níveis de sólidos dissolvidos e a troca iônica para capacidades
menores. Sistemas de OI ainda são mais caros para tratamento de água em

48
pequena ou larga escala, porém, o custo total de operação é menor que o custo de
produtos químicos utilizados em sistemas de troca iônica (CUDA et al, 2006).
Cuda et al (2006) concluíram que a OI é uma tecnologia muito promissora na
produção de água para boilers. Sua aplicação permite redução de custos
operacionais e introdução de um alto nível de automação do processo de tratamento
de água. A OI melhora, ainda, aspectos ambientais relacionados com a redução da
salinidade de efluentes. É necessário avaliar a capacidade de fornecimento
requerida, a salinidade da água captada e os requisitos da água a ser fornecida para
a escolha entre a técnica de OI e outras como troca iônica, para produção de água
desmineralizada. A OI provavelmente estará cada vez mais inserida em processos
industriais como desmineralização de água, em combinação com outras técnicas e
sistemas de pré-tratamento.
1.7 Principais Fatores Causadores de Redução de Efi ciência em
Sistemas com Membranas
A aplicação de membranas como tecnologia para a produção de água
proporcionou uma grande evolução desde os anos 80, principalmente na indústria
de dessalinização. Algumas vantagens das membranas, conforme citado
anteriormente, são o baixo consumo de energia, processos simples e de fácil
dimensionamento. Por outro lado, as desvantagens incluem o fenômeno de
polarização da concentração, entupimento e obstruções (fouling), e limitação da vida
útil da membrana (KOO et al. 2001).
Um sistema típico para tratamento de efluentes consiste em tratamentos
primário, secundário e terciário. O efluente resultante possui baixa turbidez e pode
sofrer desinfecção para ser descartado. Por outro lado, este processo não reduz o
nível de sólidos dissolvidos e a água geralmente não é adequada para reúso.
Quando o efluente terciário, proveniente de um processo convencional de
tratamento é direcionado para um sistema de membranas, é comum ter-se diversos
tipos de incrustações por deposição (fouling) ou precipitação (scaling). A passagem
da água é prejudicada e a freqüência de limpeza das membranas torna-se elevada
(cerca de 2 vezes por semana), o que encurta a vida útil das membranas e eleva os
custos operacionais do sistema (BARTELS, 2006).
49
Nederlof et al (2000) mencionam que antes da implementação de um sistema
integrado de tratamento, é necessário controlar a ocorrência de fouling. Um sistema
de pré-tratamento pode restringir a ocorrência de fouling. O desafio não é anular
completamente esta ocorrência e sim controlá-la por meio de pré-tratamentos e
limpezas. Os tipos de fouling mais representativos são os seguintes: coloidal ou
particulado, orgânico, biológico (ou biofouling) e scaling.
O fouling é ocasionado quando partículas em suspensão presentes na água
de alimentação são depositadas nas superfícies das membranas. As partículas mais
comuns são bactérias, seguidas de alumínio, ferro e sílica (PAUL, 1996). O fouling é
o problema mais comum em sistemas de separação por membranas (KOO et al,
2001). Este fenômeno reduz o fluxo do permeado. O fouling bacteriano normalmente
não causa aumento na condutividade do permeado. Outras partículas podem causar
aumento gradual da condutividade. Partículas afiadas podem até causar fissuras nas
membranas e gerar danos irreversíveis (PAUL, 1996).
A maioria dos compostos biológicos e de sílica que causam fouling podem ser
removidos por uma solução de detergente com pH elevado. O pH máximo e as
soluções de limpeza normalmente são especificados pelos fabricantes das
membranas (PAUL, 1996).
Sílica é muito abundante na natureza, estando presente em águas naturais na
proporção de 20 a 60 ppm, mas em alguns locais, como no México, o teor de sílica
em águas naturais pode ultrapassar 100 ppm. Sílica ou dióxido de silício (SiO2), tem
sido estudada por muitos pesquisadores nas últimas décadas, sendo que ainda há
muito a conhecer, principalmente em relação à sua polimerização na água, na
presença de íons polivalentes.
Koo et al (2001) estudaram o efeito do cálcio e do magnésio na polimerização
da sílica. A sílica é fracamente ionizada e geralmente se apresenta como ácido (orto)
silícico não-dissociado (H4SiO4) em águas com pH próximo de 8.0. A constante de
dissociação (pKa) para o primeiro estágio da dissociação é de aproximadamente 9,7,
o que indica que neste pH a sílica ioniza-se em 50% e o restante fica como ácido
(orto) silícico não-dissociado. Foi verificado que o aumento da concentração de
cálcio e magnésio aumenta a polimerização da sílica, o que significa que
aumentando a dureza total da solução ocorre o mesmo.
Assim como o grau de ionização, a solubilidade da sílica aumenta conforme
aumente o pH. Diversos estudos mencionam que a solubilidade da sílica não
50
dissociada (não ionizada) na água está entre 120 a 150 ppm a 25°C e pH abaixo de
8.0. A solubilidade da sílica é fortemente afetada por parâmetros como temperatura,
pH e presença de sais (KOO et al, 2001).
A presença de sílica na solução que alimenta o sistema tem dificultado
bastante a produção de água potável em indústrias de dessalinização. Isto se deve
ao fato de que é extremamente difícil remover a sílica da água de alimentação e
ainda mais difícil quando se deposita em camada na superfície da membrana. O uso
de soluções de limpeza traz o risco de danificar as membranas, sendo que estas
soluções de limpeza ainda precisam ter sua eficácia melhor investigada. Ainda não
há inibidores específicos para a prevenção de fouling.

51
2. METODOLOGIA
Neste capítulo será feita a descrição da unidade industrial em estudo, dos
métodos analíticos utilizados no monitoramento e das pesquisas realizadas.
O estudo foi realizado na Estação de Captação e Tratamento de Água do Rio
Sarapuí, localizada no Complexo Industrial da empresa Bayer S.A., em Belford Roxo
- RJ. Esta estação é responsável pelo fornecimento da água utilizada nos processos
das fábricas deste Complexo.
As informações referentes ao processo em estudo, incluindo especificações
de equipamentos e faixas ideais dos parâmetros físico-químicos para a água
produzida foram estabelecidos e fornecidos pela Bayer S.A., de acordo com a
disponibilidade e acesso viabilizados pela empresa.
As pesquisas realizadas foram realizadas em caráter documental e
bibliográfico, além da pesquisa de campo que envolveu monitoramento analítico e
observação do processo.
A pesquisa documental e bibliográfica foi realizada com base na obtenção de
informações em sítios da rede mundial de computadores (internet), congressos,
artigos, publicações, dissertações e teses. O objetivo foi obter informações sobre os
PSM, onde a osmose inversa é a técnica-foco. Nas pesquisas analíticas e de campo
foi avaliado o enquadramento dos resultados obtidos com as faixas-padrão
desejadas, além de comparações com estudos de processos similares na literatura.
2.1 Descrição do Processo Analisado e Área de Estud o
2.1.1 Complexo Industrial da Bayer S.A. em Belford Roxo
De acordo com informações fornecidas pela Bayer, a empresa iniciou suas
operações no Brasil há mais de um século, em 1896, e inaugurou seu maior
complexo industrial da América Latina em 1958, no município de Belford Roxo, no
Rio de Janeiro, ocupando uma área aproximada de 2 milhões de metros quadrados.
Além de fabricar produtos químicos de alta importância, gera diversos empregos e
possui um elevado faturamento que propicia o desenvolvimento do Estado e do
Município.
52
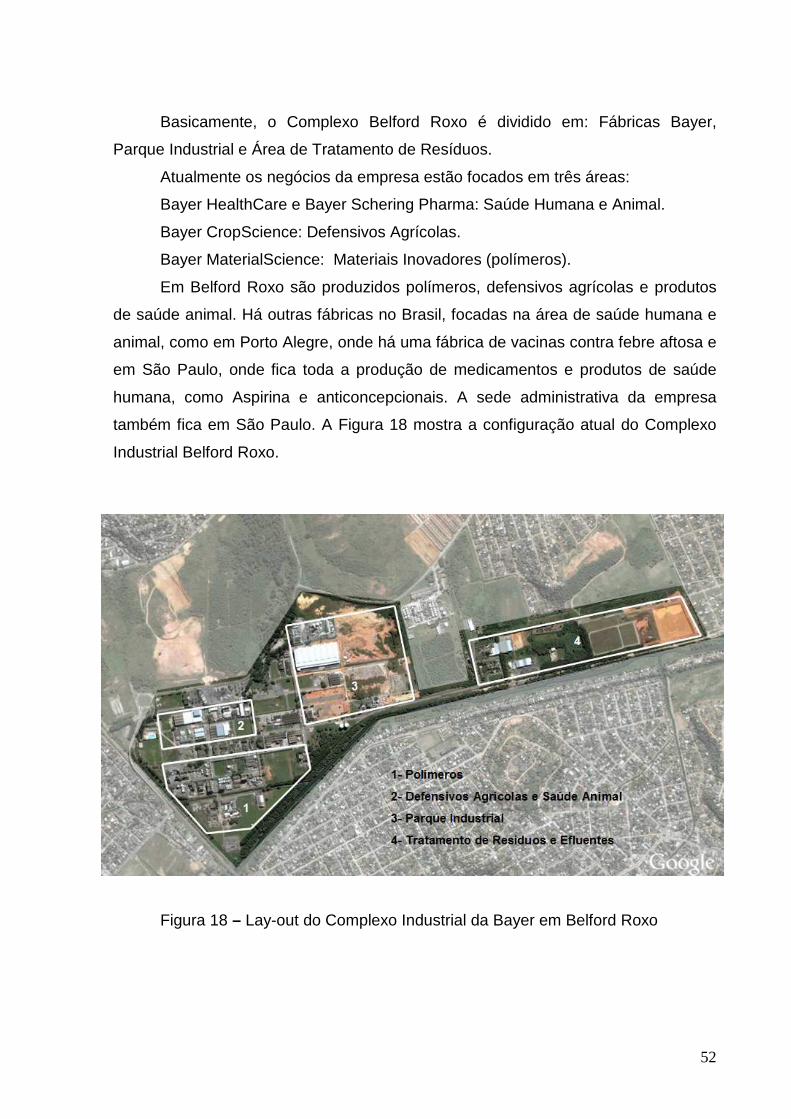
Basicamente, o Complexo Belford Roxo é dividido em: Fábricas Bayer,
Parque Industrial e Área de Tratamento de Resíduos.
Atualmente os negócios da empresa estão focados em três áreas:
Bayer HealthCare e Bayer Schering Pharma: Saúde Humana e Animal.
Bayer CropScience: Defensivos Agrícolas.
Bayer MaterialScience: Materiais Inovadores (polímeros).
Em Belford Roxo são produzidos polímeros, defensivos agrícolas e produtos
de saúde animal. Há outras fábricas no Brasil, focadas na área de saúde humana e
animal, como em Porto Alegre, onde há uma fábrica de vacinas contra febre aftosa e
em São Paulo, onde fica toda a produção de medicamentos e produtos de saúde
humana, como Aspirina e anticoncepcionais. A sede administrativa da empresa
também fica em São Paulo. A Figura 18 mostra a configuração atual do Complexo
Industrial Belford Roxo.
Figura 18 – Lay-out do Complexo Industrial da Bayer em Belford Roxo
53
2.1.1.1 Produção de Polímeros
A divisão Bayer MaterialScience é uma das maiores produtoras de polímeros
de alta performance do mundo.
No Complexo Industrial, a produção de polímeros está concentrada em 3
fábricas: Anilina, MDI (metileno difenildiisocianato) e PU-M (poliuretanos multi-
propósitos).
A fábrica Anilina subdivide-se em anilina, nitrobenzeno e hidrogênio e seu
principal objetivo é produzir a anilina a partir da nitração do benzeno e fornecê-la
para a fábrica MDI. Na fábrica MDI, a anilina é reagida com formaldeído para
produzir MDA (4,4 diaminodifenilmetano), que é reagido com gás fosgênio (COCl2),
para a obtenção do MDI. Na fábrica PU-M os processos consistem em reações de
mistura, que operam em bateladas, diferentemente das duas fábricas anteriores que
operam com síntese em regime contínuo. São produzidos poliéteres, formulações,
isocianatos modificados, vernizes de poliuretanos e blends.
2.1.1.2 Produção de Defensivos Agrícolas
A divisão Bayer CropScience é responsável pela fabricação dos defensivos
agrícolas e produtos veterinários da Bayer, sendo as principais formulações à base
de organofosforados. A maioria dos seus produtos finais é obtida através da mistura
de seus princípios ativos e coadjuvantes, por meio de reatores de mistura.
Nesta unidade são produzidas diversas formulações das linhas de produtos
agrícolas classificadas em inseticidas, fungicidas e herbicidas. Os princípios ativos
desses produtos podem ser classificados em vários grupos químicos, como os
fosforados, carbamatos, triazóis, piretróides, entre outros.
2.1.1.3 Unidade de Produção e Fornecimento de Energ ias
A Unidade Central de Energias é responsável por produzir e fornecer todas as
energias sejam elas, mecânicas ou elétricas para todas as fábricas e instalações
existentes no Complexo Industrial, incluindo as empresas instaladas no Parque
Industrial.

54
A Unidade Industrial analisada neste estudo está relacionada a esta Central
de Energias e é responsável pela produção de água industrial.
As energias mecânicas podem ser detalhadas da seguinte forma:
- Distribuição de água potável e industrial (área foco).
- Produção e distribuição de água desmineralizada e água de caldeira.
- Produção e distribuição de vapor de 40 bar.
- Produção e distribuição de ar de serviço e ar de instrumento.
- Produção e distribuição de água gelada.
- Distribuição de sistema de refrigeração de amônia (NH3).
2.1.2 Estação de Captação e Tratamento de Água do R io Sarapuí
Toda água (industrial e potável) consumida no Complexo Industrial Belford
Roxo sempre foi obtida da Companhia de Águas e Esgotos da Cidade do Rio de
Janeiro (CEDAE). A Unidade Central de Energias recebia a água por meio de dutos,
armazenava em tanques e distribuía para o Complexo Industrial por meio de rede de
tubulações. Outras alternativas de fornecimento foram realizadas, como a perfuração
de poços artesianos, porém, estes se tornaram inviáveis, pois demandavam altos
custos de manutenção, um complexo e demorado processo de outorga e baixão
vazão de captação. Desde então, a empresa iniciou um projeto para construção de
uma estação de captação e tratamento da água do Rio Sarapuí, com o objetivo de
produzir toda a água industrial para uso em processo e emergências do Complexo
Industrial da Bayer em Belford Roxo. Além de ser uma garantia para fornecimento
contínuo deste importante insumo, haveria uma redução significativa em custos e
ainda uma contribuição social, pois deixaria de consumir água potável, tornando-a
disponível para a população.
De acordo com a Lei Estadual n°3239, que institui a Política Estadual de
Recursos Hídricos, em seu Art. 22, § 2o, “a outorga para fins industriais somente
será concedida se a captação em cursos de água se fizer a jusante do ponto de
lançamento dos efluentes líquidos da própria instalação”. Com base nesta
necessidade, o ponto de captação de água do Rio Sarapuí foi construído a jusante
do lançamento dos efluentes tratados na ETDI do Complexo Industrial.
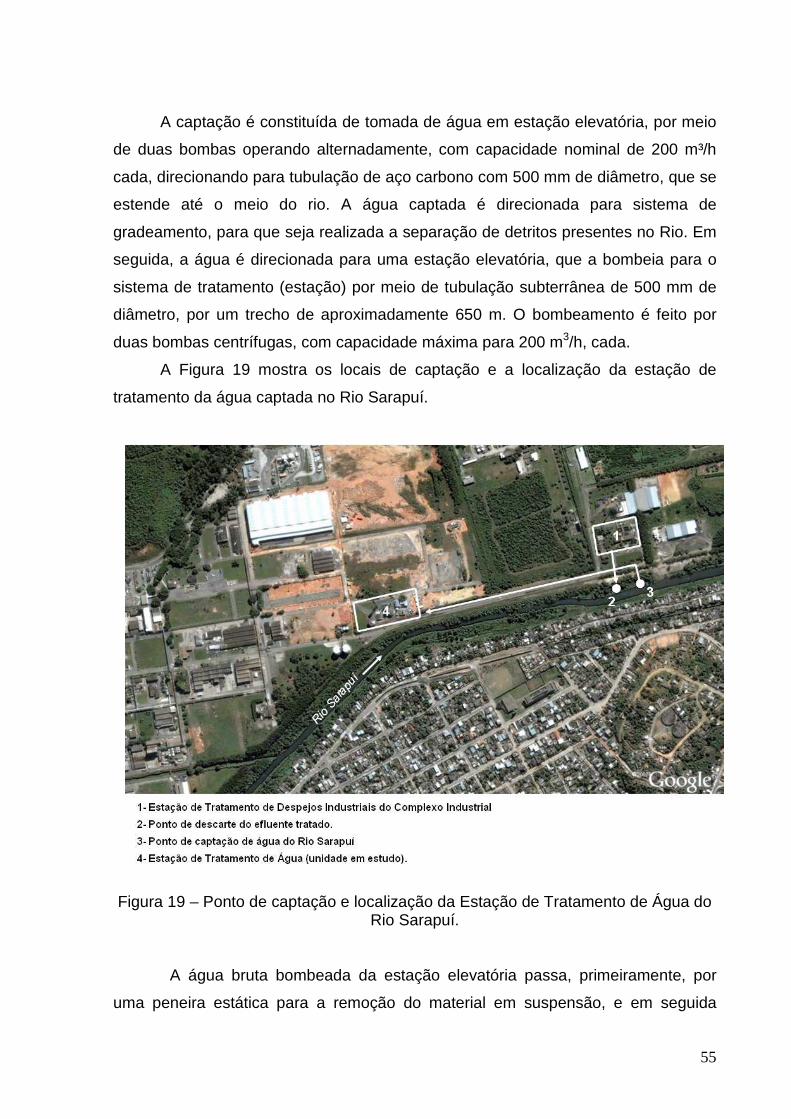
55
A captação é constituída de tomada de água em estação elevatória, por meio
de duas bombas operando alternadamente, com capacidade nominal de 200 m³/h
cada, direcionando para tubulação de aço carbono com 500 mm de diâmetro, que se
estende até o meio do rio. A água captada é direcionada para sistema de
gradeamento, para que seja realizada a separação de detritos presentes no Rio. Em
seguida, a água é direcionada para uma estação elevatória, que a bombeia para o
sistema de tratamento (estação) por meio de tubulação subterrânea de 500 mm de
diâmetro, por um trecho de aproximadamente 650 m. O bombeamento é feito por
duas bombas centrífugas, com capacidade máxima para 200 m3/h, cada.
A Figura 19 mostra os locais de captação e a localização da estação de
tratamento da água captada no Rio Sarapuí.
Figura 19 – Ponto de captação e localização da Estação de Tratamento de Água do Rio Sarapuí.
A água bruta bombeada da estação elevatória passa, primeiramente, por
uma peneira estática para a remoção do material em suspensão, e em seguida
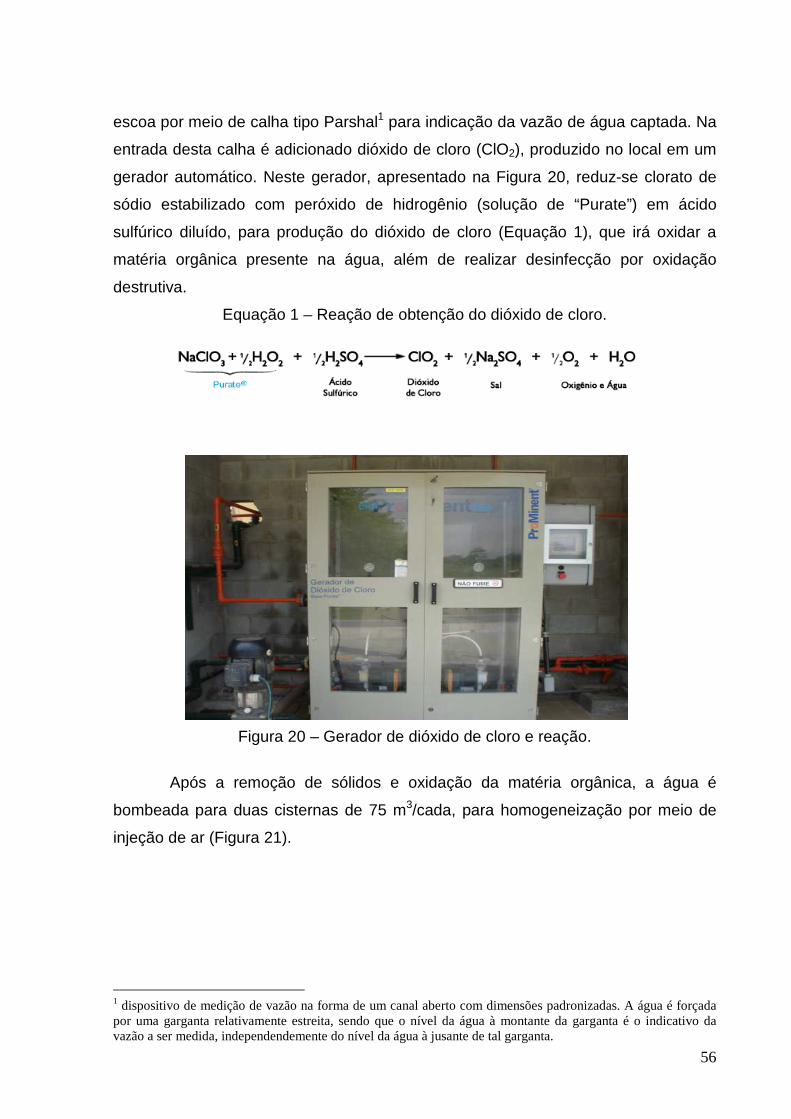
56
escoa por meio de calha tipo Parshal1 para indicação da vazão de água captada. Na
entrada desta calha é adicionado dióxido de cloro (ClO2), produzido no local em um
gerador automático. Neste gerador, apresentado na Figura 20, reduz-se clorato de
sódio estabilizado com peróxido de hidrogênio (solução de “Purate”) em ácido
sulfúrico diluído, para produção do dióxido de cloro (Equação 1), que irá oxidar a
matéria orgânica presente na água, além de realizar desinfecção por oxidação
destrutiva.
Equação 1 – Reação de obtenção do dióxido de cloro.
Figura 20 – Gerador de dióxido de cloro.
Figura 20 – Gerador de dióxido de cloro e reação.
Após a remoção de sólidos e oxidação da matéria orgânica, a água é
bombeada para duas cisternas de 75 m3/cada, para homogeneização por meio de
injeção de ar (Figura 21).
1 dispositivo de medição de vazão na forma de um canal aberto com dimensões padronizadas. A água é forçada por uma garganta relativamente estreita, sendo que o nível da água à montante da garganta é o indicativo da vazão a ser medida, independendemente do nível da água à jusante de tal garganta.
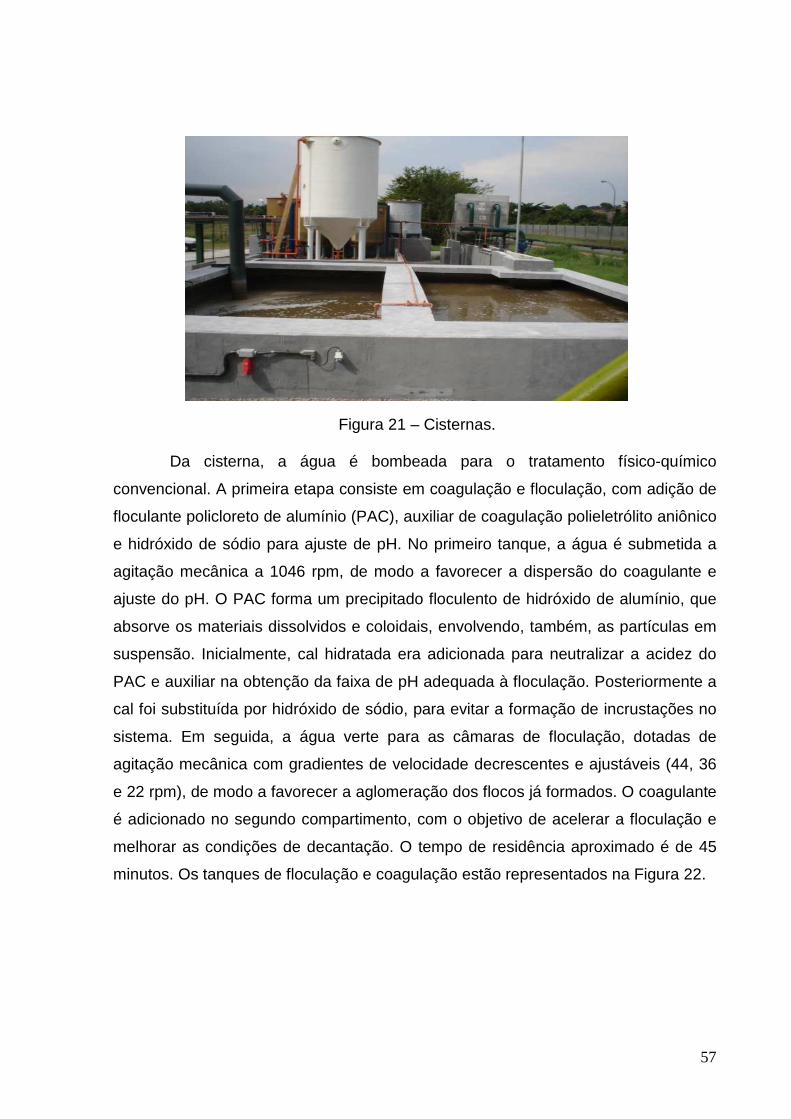
57
Figura 21 – Cisternas.
Da cisterna, a água é bombeada para o tratamento físico-químico
convencional. A primeira etapa consiste em coagulação e floculação, com adição de
floculante policloreto de alumínio (PAC), auxiliar de coagulação polieletrólito aniônico
e hidróxido de sódio para ajuste de pH. No primeiro tanque, a água é submetida a
agitação mecânica a 1046 rpm, de modo a favorecer a dispersão do coagulante e
ajuste do pH. O PAC forma um precipitado floculento de hidróxido de alumínio, que
absorve os materiais dissolvidos e coloidais, envolvendo, também, as partículas em
suspensão. Inicialmente, cal hidratada era adicionada para neutralizar a acidez do
PAC e auxiliar na obtenção da faixa de pH adequada à floculação. Posteriormente a
cal foi substituída por hidróxido de sódio, para evitar a formação de incrustações no
sistema. Em seguida, a água verte para as câmaras de floculação, dotadas de
agitação mecânica com gradientes de velocidade decrescentes e ajustáveis (44, 36
e 22 rpm), de modo a favorecer a aglomeração dos flocos já formados. O coagulante
é adicionado no segundo compartimento, com o objetivo de acelerar a floculação e
melhorar as condições de decantação. O tempo de residência aproximado é de 45
minutos. Os tanques de floculação e coagulação estão representados na Figura 22.
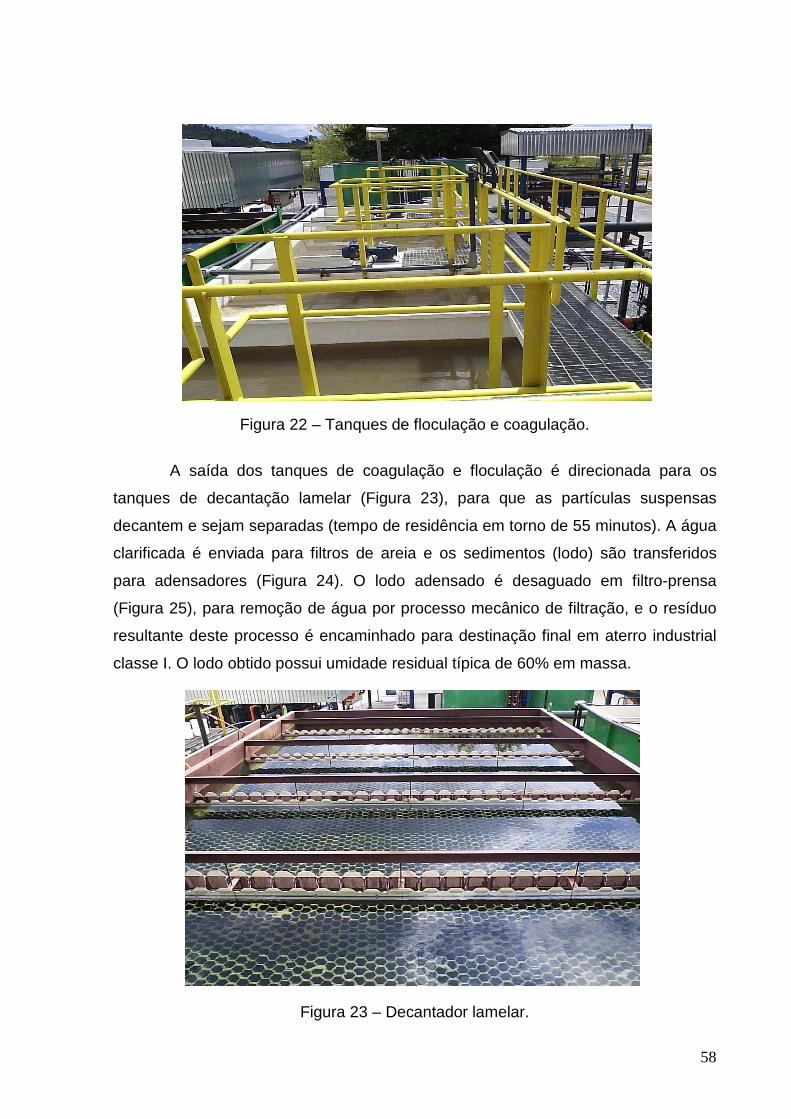
58
Figura 22 – Tanques de floculação e coagulação.
A saída dos tanques de coagulação e floculação é direcionada para os
tanques de decantação lamelar (Figura 23), para que as partículas suspensas
decantem e sejam separadas (tempo de residência em torno de 55 minutos). A água
clarificada é enviada para filtros de areia e os sedimentos (lodo) são transferidos
para adensadores (Figura 24). O lodo adensado é desaguado em filtro-prensa
(Figura 25), para remoção de água por processo mecânico de filtração, e o resíduo
resultante deste processo é encaminhado para destinação final em aterro industrial
classe I. O lodo obtido possui umidade residual típica de 60% em massa.
Figura 23 – Decantador lamelar.
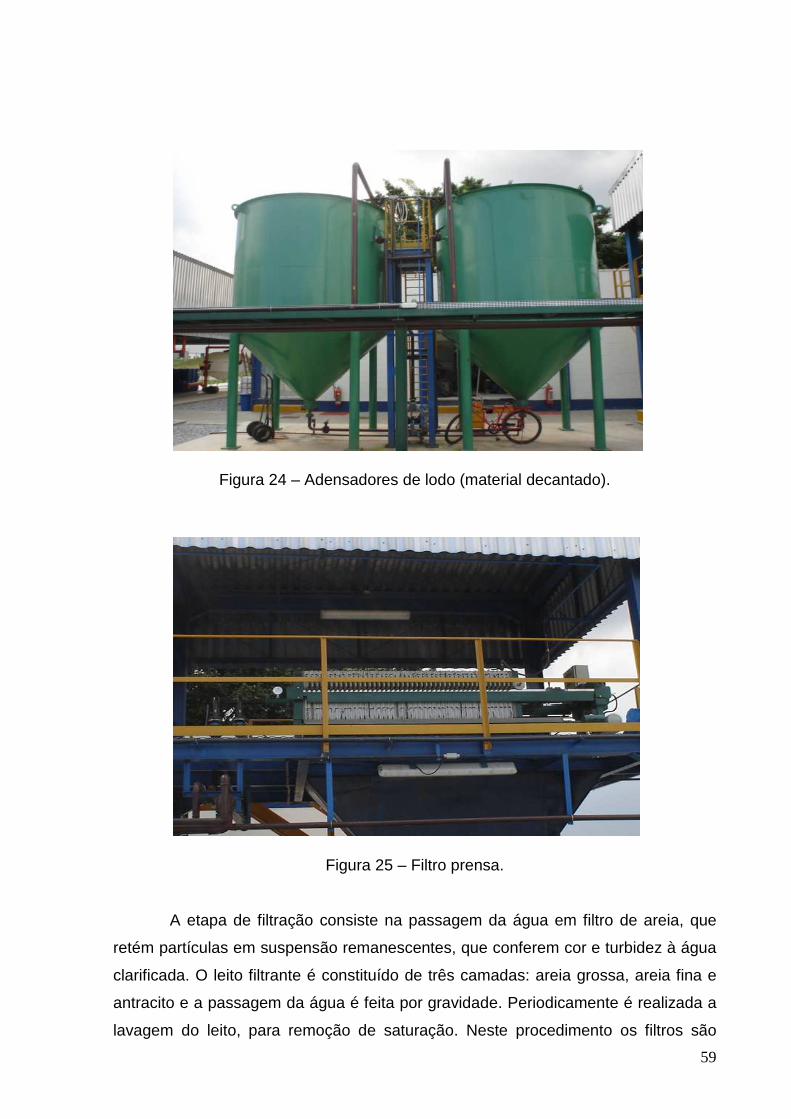
59
Figura 24 – Adensadores de lodo (material decantado).
Figura 25 – Filtro prensa.
A etapa de filtração consiste na passagem da água em filtro de areia, que
retém partículas em suspensão remanescentes, que conferem cor e turbidez à água
clarificada. O leito filtrante é constituído de três camadas: areia grossa, areia fina e
antracito e a passagem da água é feita por gravidade. Periodicamente é realizada a
lavagem do leito, para remoção de saturação. Neste procedimento os filtros são

60
soprados com ar e lavados em contra-corrente por inversão de fluxo. A retrolavagem
consiste no bombeamento de água filtrada com vazão suficiente para provocar a
expansão do leito e, assim, arrastar as impurezas retidas, permitindo, com isso, que
o filtro entre novamente em operação. O volume médio descartado da água de
retrolavagem é de 130 m3/dia.
Antes de entrar na unidade de osmose inversa, a água ainda passa por
outro processo de filtração, que é constituído por uma série de filtros do tipo
cartucho, com elementos filtrantes de polipropileno rígido, com tamanho de 0,06 x
1,0 m e diâmetro médio de poro de 1 µm. As Figuras 26 e 27 mostram as duas
etapas de filtração.
Figura 26 – Filtro de areia.
Figura 27 – Filtros tipo cartucho.

61
Nesta etapa do processo a água deve estar dentro da especificação
necessária para ser enviada para os módulos de osmose inversa.
Finalmente a água obtida do processo de filtração é encaminhada para o
sistema de osmose inversa, que consiste em um conjunto de membranas semi-
permeáveis de poliamida, fabricadas pela empresa GE, de acordo com as
especificações da Tabela 3. Neste processo, são removidos sais dissolvidos
(parâmetro salinidade), contaminantes orgânicos e bactérias. Na água de
alimentação dos módulos de osmose, são adicionados anti-incrustrante, para
minimizar a deposição de sais de cálcio e bário na superfície das membranas e
metabissulfito de sódio, para remover residual de cloro livre e biocida.
O sistema de osmose está configurado com dois conjuntos de doze vasos
dispostos em paralelo. Cada vaso possui seis módulos com membranas em espiral
em série.
Na Figura 28 é apresentado um esquema com o arranjo de um conjunto de
doze vasos, operando em três estágios em série.
Tabela 3 – Especificações do elemento de membrana
Especificações do elemento de membrana
Proteção externa Plástico reforçado com fibra de vidro
Rejeição iônica típica (TDS) 99,0 a 99,4%
Vazão nominal de permeado a 225 psi (15,5 bar) 21.198 lpd a 23.848 lpd
Intervalo típico da temperatura da água de alimentação 10 a 29 oC
Intervalo máximo de temperatura 0 a 40 oC
Intervalo de pH 3,0 a 11,0
Tolerância a cloro < 0,01 ppm
Área útil da membrana 32,5 m²

62
Figura 28 – Operação dos módulos de osmose.
Antes do fornecimento da água industrial tratada (chamada de AGI) ao
Complexo Industrial, é feita a correção do pH do permeado com hidróxido de sódio
dosado na linha, que deve estar entre 6,5 e 9,0 e cloração com hipoclorito de sódio,
visando a manter cloro livre residual na faixa de 0,5 a 1,2 ppm. O objetivo de se
manter este cloro livre residual é garantir a desinfecção da água.
O rejeito salino do sistema de osmose inversa é descartado para a rede de
drenagem pluvial existente, em um ponto de descarte localizado a montante do
ponto de captação da água bruta. Este rejeito contém, basicamente, a salinidade
presente na água bruta captada e a vazão estimada é de aproximadamente 50 m3/h.
As membranas de OI são periodicamente regeneradas, por meio de
manobras operacionais, em meio básico, com EDTA e em meio ácido, para remoção
de resíduos orgânicos e inorgânicos depositados na superfície. O efluente gerado
neste processo é encaminhado para tratamento da ETDI que trata o efluente do
Complexo Industrial.
O projeto tem capacidade para fornecer até 80.000 m3 por mês de água
industrial.
A Figura 29 representa os módulos de membranas de osmose inversa e a
Figura 30 mostra o fluxograma resumido de todo o processo em estudo.
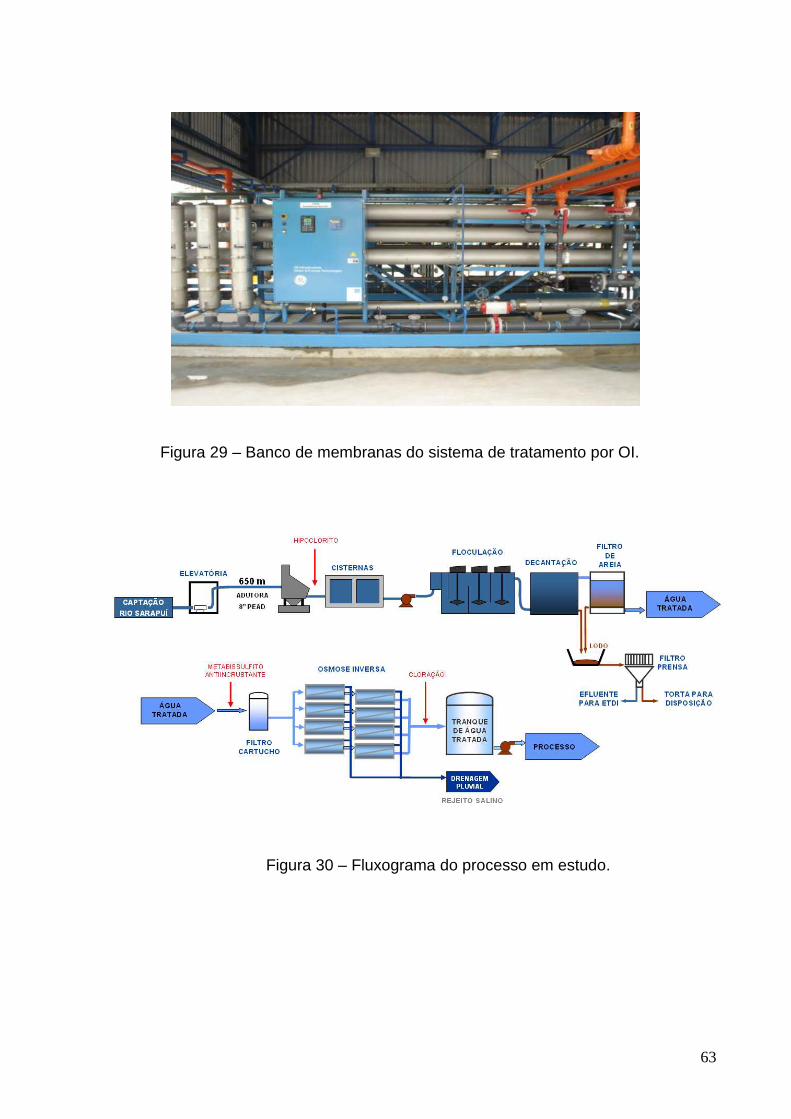
63
Figura 29 – Banco de membranas do sistema de tratamento por OI.
Figura 30 – Fluxograma do processo em estudo.
64
2.1.3 Rio Sarapuí
O Complexo Industrial de Belford Roxo está localizado na Região Hidrográfica
V, da Baía de Guanabara (SERLA, 2008) e na sub-bacia do Rio Sarapuí – Rio
Iguaçu.
A Baía de Guanabara possui uma superfície de aproximadamente 381 km2,
comportando um volume de água de 3 bilhões de metros cúbicos, circundado por um
perímetro de 131 km.
A Bacia Hidrográfica da Baía Guanabara compreende uma superfície de
4.081 km2, apresentando topografia diversificada, sendo constituída por planícies,
das quais se destaca uma grande depressão denominada Baixada Fluminense;
pelas colinas e maciços costeiros e pelas escarpas da Serra do Mar.
Esta bacia hidrográfica abarca os maiores centros urbanos e concentra mais
de 70 % da população fluminense, bem como a maioria das indústrias de maior
porte. Ela engloba a porção territorial mais desenvolvida do Estado e grande parte
da região metropolitana, estando nela contidos 16 municípios, sendo 10
integralmente e 6 parcialmente. No primeiro grupo incluem-se os municípios de
Duque de Caxias, Mesquita, São João de Meriti, Belford Roxo, Nilópolis, São
Gonçalo, Magé, Guapimirim, Itaboraí e Tanguá e no segundo os municípios do Rio
de Janeiro, Niterói, Nova Iguaçu, Cachoeiras de Macacu, Rio Bonito e Petrópolis. A
bacia hidrográfica é composta de 50 rios e riachos, sendo os principais os Rios
Macacu, Iguaçu, Estrela e Sarapuí (SEMADS, 2001).
O Rio Sarapuí é o corpo receptor dos efluentes líquidos do Complexo
Industrial Belford Roxo, ele nasce na serra de Bangu, corta os municípios de Nova
Iguaçu, Mesquita, Belford Roxo, Nilópolis, São João de Meriti e Duque de Caxias e
deságua na Baía de Guanabara. Faz divisa com o Município de São João de Meriti,
no trecho adjacente ao Complexo Industrial da Bayer. Este rio possui comprimento
de aproximadamente 20 km, sendo retificado em vários pontos. A distância entre as
margens é superior ao do rio da Pavuna, com média de 10 metros (quase 40 metros
na sua foz). Pode-se dizer que o rio se apresenta, principalmente a partir de seu
médio curso, quase que totalmente “morto”, com ausência de peixes e algas e
grande presença de esgoto. Sua aparência próximo à foz lembra um pântano, com
águas correndo lentamente, de perfil viscoso.
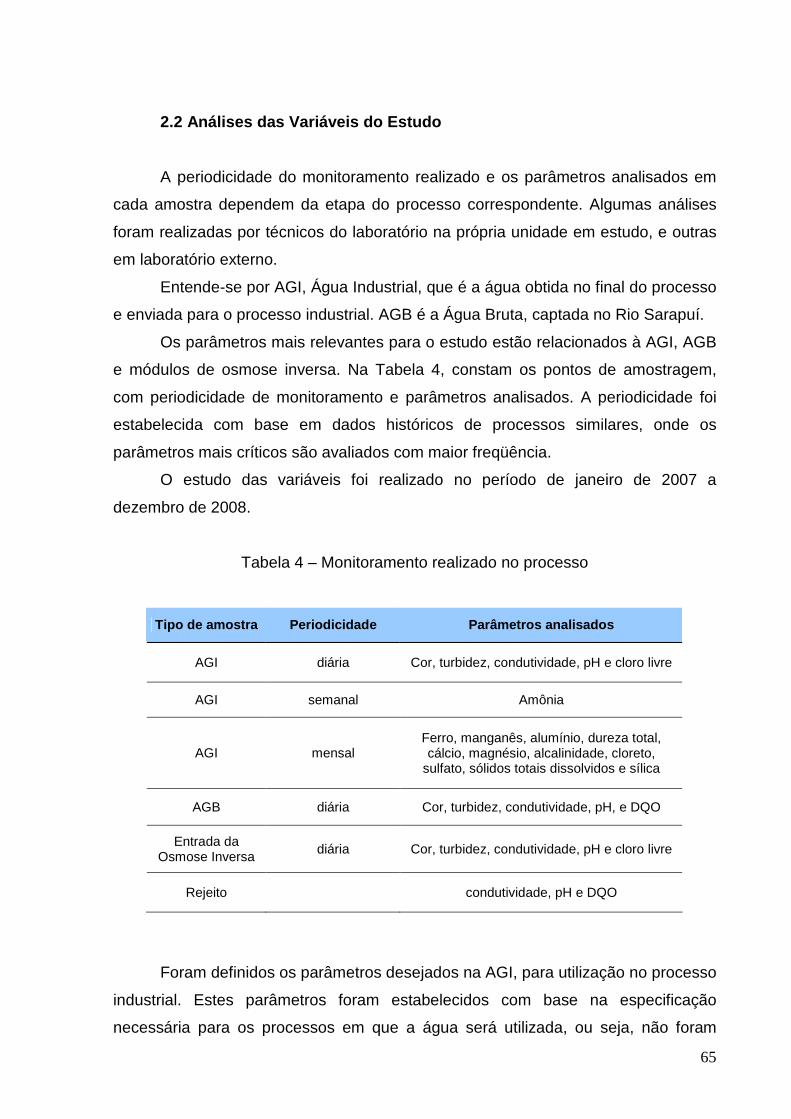
65
2.2 Análises das Variáveis do Estudo
A periodicidade do monitoramento realizado e os parâmetros analisados em
cada amostra dependem da etapa do processo correspondente. Algumas análises
foram realizadas por técnicos do laboratório na própria unidade em estudo, e outras
em laboratório externo.
Entende-se por AGI, Água Industrial, que é a água obtida no final do processo
e enviada para o processo industrial. AGB é a Água Bruta, captada no Rio Sarapuí.
Os parâmetros mais relevantes para o estudo estão relacionados à AGI, AGB
e módulos de osmose inversa. Na Tabela 4, constam os pontos de amostragem,
com periodicidade de monitoramento e parâmetros analisados. A periodicidade foi
estabelecida com base em dados históricos de processos similares, onde os
parâmetros mais críticos são avaliados com maior freqüência.
O estudo das variáveis foi realizado no período de janeiro de 2007 a
dezembro de 2008.
Tabela 4 – Monitoramento realizado no processo
Tipo de amostra Periodicidade Parâmetros analisados
AGI diária Cor, turbidez, condutividade, pH e cloro livre
AGI semanal Amônia
AGI mensal Ferro, manganês, alumínio, dureza total, cálcio, magnésio, alcalinidade, cloreto,
sulfato, sólidos totais dissolvidos e sílica
AGB diária Cor, turbidez, condutividade, pH, e DQO
Entrada da Osmose Inversa
diária Cor, turbidez, condutividade, pH e cloro livre
Rejeito condutividade, pH e DQO
Foram definidos os parâmetros desejados na AGI, para utilização no processo
industrial. Estes parâmetros foram estabelecidos com base na especificação
necessária para os processos em que a água será utilizada, ou seja, não foram
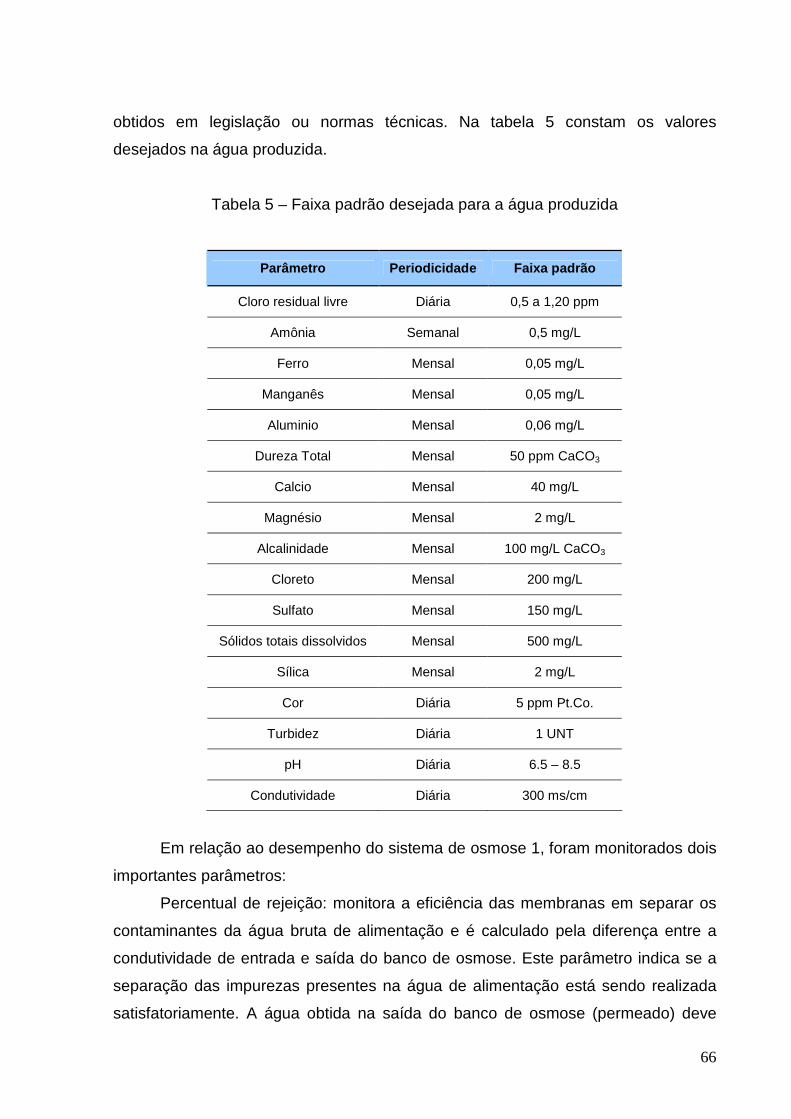
66
obtidos em legislação ou normas técnicas. Na tabela 5 constam os valores
desejados na água produzida.
Tabela 5 – Faixa padrão desejada para a água produzida
Parâmetro Periodicidade Faixa padrão
Cloro residual livre Diária 0,5 a 1,20 ppm
Amônia Semanal 0,5 mg/L
Ferro Mensal 0,05 mg/L
Manganês Mensal 0,05 mg/L
Aluminio Mensal 0,06 mg/L
Dureza Total Mensal 50 ppm CaCO3
Calcio Mensal 40 mg/L
Magnésio Mensal 2 mg/L
Alcalinidade Mensal 100 mg/L CaCO3
Cloreto Mensal 200 mg/L
Sulfato Mensal 150 mg/L
Sólidos totais dissolvidos Mensal 500 mg/L
Sílica Mensal 2 mg/L
Cor Diária 5 ppm Pt.Co.
Turbidez Diária 1 UNT
pH Diária 6.5 – 8.5
Condutividade Diária 300 ms/cm
Em relação ao desempenho do sistema de osmose 1, foram monitorados dois
importantes parâmetros:
Percentual de rejeição: monitora a eficiência das membranas em separar os
contaminantes da água bruta de alimentação e é calculado pela diferença entre a
condutividade de entrada e saída do banco de osmose. Este parâmetro indica se a
separação das impurezas presentes na água de alimentação está sendo realizada
satisfatoriamente. A água obtida na saída do banco de osmose (permeado) deve
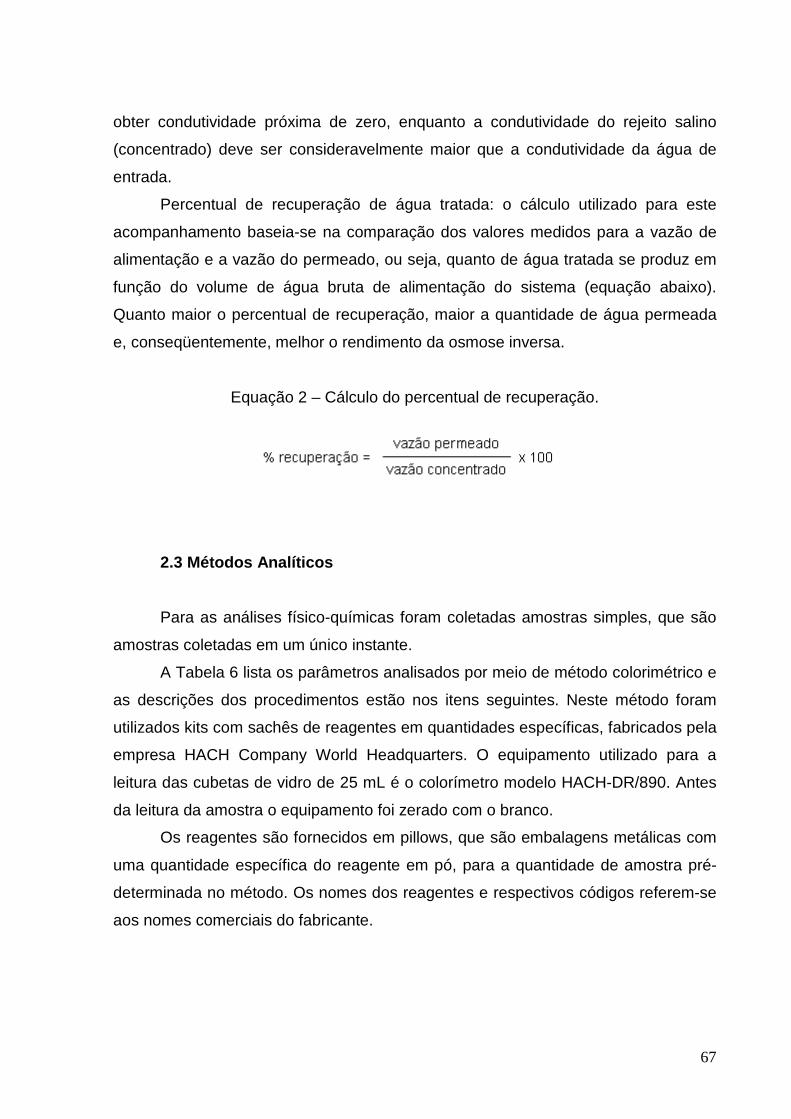
67
obter condutividade próxima de zero, enquanto a condutividade do rejeito salino
(concentrado) deve ser consideravelmente maior que a condutividade da água de
entrada.
Percentual de recuperação de água tratada: o cálculo utilizado para este
acompanhamento baseia-se na comparação dos valores medidos para a vazão de
alimentação e a vazão do permeado, ou seja, quanto de água tratada se produz em
função do volume de água bruta de alimentação do sistema (equação abaixo).
Quanto maior o percentual de recuperação, maior a quantidade de água permeada
e, conseqüentemente, melhor o rendimento da osmose inversa.
Equação 2 – Cálculo do percentual de recuperação.
2.3 Métodos Analíticos
Para as análises físico-químicas foram coletadas amostras simples, que são
amostras coletadas em um único instante.
A Tabela 6 lista os parâmetros analisados por meio de método colorimétrico e
as descrições dos procedimentos estão nos itens seguintes. Neste método foram
utilizados kits com sachês de reagentes em quantidades específicas, fabricados pela
empresa HACH Company World Headquarters. O equipamento utilizado para a
leitura das cubetas de vidro de 25 mL é o colorímetro modelo HACH-DR/890. Antes
da leitura da amostra o equipamento foi zerado com o branco.
Os reagentes são fornecidos em pillows, que são embalagens metálicas com
uma quantidade específica do reagente em pó, para a quantidade de amostra pré-
determinada no método. Os nomes dos reagentes e respectivos códigos referem-se
aos nomes comerciais do fabricante.

68
Tabela 6 – Relação de parâmetros analisados em método colorimétrico.
Parâmetro
analisado
Reagentes utilizados
Fabricante “HACH” Equipamentos
Faixa de leitura e unidade
Cloro livre - Reagente de cloro livre dietil-p-fenilenediamina
cód. 2105569
Colorímetro
HACH-DR/890
0 – 0,5
mg/L
Ferro - Reagente ferro de ferrozine cód. 230424 Colorímetro
HACH-DR/890
0 – 13
mg/L
Manganês
- Ácido ascórbico cód. 1457799
- Reagente de cianeto alcalino cód. 2122332
- Solução de indicador PAN 0,1% cód. 2122432
Colorímetro
HACH-DR/890
0 – 0,7
mg/L
Alumínio
- Ácido ascórbico cód. 1457799
- Reagente alumínio AluVer 3 cód. 1429099
- Reagente 3 alvejante cód. 1429449
Colorímetro
HACH-DR/890
0 – 80
mg/L
Dureza total
- Solução indicadora de cálcio e magnésio cód.
2241832
- Solução alcalina para teste de calcio e magnésio
cód. 2241732
- Solução EDTA 1M cód. 2241926
- Solução EGTA cód. 2229726
Colorímetro
HACH-DR/890
0 – 4,0
mg/L
Sulfato - Reagente 4 de sulfato Sulfa Ver Cód. 2106769 Colorímetro
HACH-DR/890
0 – 70
mg/L
Sílica
- Reagente de Molibdato cód. 2107369
- Reagente F aminoácido cód. 2254069
- Ácido cítrico cód. 2106269
Colorímetro
HACH-DR/890
0 – 75
mg/L
Amônia - Reagente de salicilato de amônia cód 2395266
- Reagente de cianurato de amônia cód. 2395466
Colorímetro
HACH-DR/890
0 – 2,5
mg/L
Cor - Água deionizada usada como branco Colorímetro
HACH-DR/890
0 – 500
mg/L
Turbidez - Água deionizada usada como branco Colorímetro
HACH-DR/890
0 – 1000
FAU
DQO - Solução para DQO cód 2125815
Colorímetro
HACH-DR/890
Bloco Digestor
Policontrol
0 – 150
mg/L
69
2.3.1 Determinação de Cloro Livre
Adicionou-se 10 mL de amostra em duas cubetas de vidro e em seguida
adicionou-se o conteúdo de um pillow com reagente de cloro livre dietil-p-
fenilenediamina em uma das cubetas.
Agitou-se até dissolução total. Uma coloração rósea aparece em caso de
presença de cloro.
Adicionou-se água destilada em ambas as cubetas até completar volume de
25 mL. Após homogeneização o equipamento foi zerado com o branco, para a
leitura amostra.
2.3.2 Determinação de Ferro
Foram adicionados 25 mL de amostra em cada uma das duas cubetas de
vidro. Uma delas foi utilizada para o branco e a outra, após adição do pillow com o
reagente ferro de ferrozine e homogeneização por 5 minutos, foi utilizada para a
leitura da amostra no equipamento.
2.3.3 Determinação de Manganês
Foram adicionados 10 mL de amostra em cada uma das duas cubetas de
vidro. Uma delas foi utilizada para o branco e na outra foi adicionado o conteúdo do
pillow de ácido ascórbico, seguido de agitação.
Foram adicionadas 15 gotas de reagente de cianeto alcalino, agitou-se e
adicionou-se 21 gotas de solução de indicador PAN 0,1%.
Uma coloração alaranjada é formada pela presença de manganês. Após 2
minutos de agitação zerou-se com o branco, realizando a leitura da amostra em
seguida.

70
2.3.4 Determinação de Alumínio
Programação do equipamento: número 1.
Em uma proveta de 50 mL foram adicionados 50 mL de amostra.
Foi adicionado o conteúdo de um pillow de ácido ascórbico, seguido de
agitação e adição do conteúdo de um pillow de reagente alumínio AluVer 3. Após
homogeneização forma-se uma coloração vermelho alaranjada pela presença de
alumínio na amostra.
Após 3 minutos, foram colocados 25 mL da amostra em cada uma das duas
cubetas de vidro. Em uma delas foi adicionado o conteúdo do pillow com o reagente
3 alvejante e a outra foi considerada o branco.
Após aguardar 15 minutos para a reação, o equipamento foi zerado com o
branco para a leitura da amostra.
2.3.5 Determinação de Dureza Total
Programação do equipamento: número 30.
Em uma proveta com 100 mL de amostra foram adicionados 1 mL de solução
indicadora para cálcio e magnésio e 1 mL de solução alcalina para teste de cálcio e
magnésio. Após agitação foram transferidos 10 mL da amostra para cada uma das
três cubetas de vidro.
Na primeira cubeta foi adicionada uma gota de solução EDTA 1M, seguida de
agitação. Esta é a amostra usada para o primeiro branco.
Na segunda cubeta foi adicionada uma gota de solução EGTA. Após
agitação, o equipamento foi zerado com o branco e, em seguida, foi realizada a
leitura desta segunda cubeta, obtendo-se o resultado de dureza de magnésio.
Sem retirar a segunda cubeta do equipamento, mudou-se para a
programação 29, zerou-se e procedeu-se a leitura da terceira cubeta, obtendo-se o
resultado de dureza de cálcio.
A dureza total é a soma dos resultados de dureza de magnésio e cálcio.
71
2.3.6 Determinação de Sulfato
Foram adicionados 10 mL de amostra em cada uma das duas cubetas de
vidro. Uma delas foi utilizada para o branco e a outra, após adição do pillow com o
reagente 4 de sulfato SulfaVer e homogeneização por 5 minutos, foi utilizada para a
leitura da amostra no equipamento.
2.3.7 Determinação de Sílica
Foram adicionados 10 mL de amostra em cada uma das duas cubetas de
vidro. Uma delas foi separada como branco e na outra foi adicionado o conteúdo do
pillow com o reagente de molibdato, seguido de homogeneização. Adicionou-se o
conteúdo do pillow com o reagente F aminoácido, agitou-se e, após 10 minutos
adicionou-se o conteúdo do pillow de ácido cítrico.
Após 2 minutos de homogeneização, o equipamento foi zerado com o branco,
para a realização da leitura da amostra.
2.3.8 Determinação de Amônia
Foram adicionados 2 mL de água deionizada em uma cubeta de vidro que foi
utilizada como branco.
Em outra cubeta foram adicionados 2 mL de amostra, seguidos da adição dos
conteúdos dos pillows dos reagentes salicilato de amônia e cianurato de amônia.
Uma coloração esverdeada é verificada pela presença de amônia.
Após homogeneização aguardou-se 20 minutos para zerar o equipamento
com o branco e realizar a leitura da amostra.
72
2.3.9 Determinação de Turbidez e Cor
Foram utilizadas duas cubetas de vidro. Uma delas foi utilizada como branco,
contendo 10 mL de água deionizada. Na outra foi realizada a leitura direta com 10
mL de amostra, sem adição de reagentes.
A análise de turbidez avalia a eficiência da remoção do material em
suspensão, pois este parâmetro é um indicador da presença de materiais sólidos
em suspensão na água.
A leitura obtida no equipamento citado na Tabela 6 é expressa em FAU
(Unidade de Atenuação da Formazina), que é um método sugerido pelo manual da
HACH.
2.3.10 Determinação de Cloreto
Titulação volumétrica com solução padronizada de nitrato de prata 0,02 mol/L
da Teclab, na presença de cromato de potássio como indicador (solução a 5%).
O ponto final da titulação foi identificado pela coloração vermelha, resultante
da formação de cromato de prata depois de toda a precipitação do cloreto de prata,
pois, o cromato de prata é mais solúvel que o cloreto de prata.
O volume gasto na titulação multiplicado pelo fator de correção 14,1,
corresponde ao resultado em mg/L.
2.3.11 Determinação do Teor de Sólidos (Sólidos Tot ais Dissolvidos)
Um papel de filtro Whatman foi levado à estufa (103+/-2°C) p or duas horas e
em seguida levado para resfriamento em dessecador (30 min – 1 hora) para
posterior pesagem (P1).
Foi realizada a filtração de 250 mL de amostra com o mesmo papel de filtro,
utilizando-se uma bomba de vácuo, acoplada a um kitassato e funil de porcelana.
O papel de filtro utilizado na filtração da amostra foi levado à estufa (103+/-
2°C) por mais 2 horas, resfriado em dessecador (30 min a 1 hora) e pesado (P2).
Diversas pesagens são realizadas até obter-se variação desprezível.
Após a determinação dos pesos, o Teor de Resíduo Não Filtrável Total
(RNFT) foi calculado de acordo com a equação 3.
73
Equação 3 – Cálculo do Teor de Resíduo Não Filtrável Total (RNFT).
P1 = massa (g) do papel de filtro seco antes da filtração;
P2 = massa (g) do papel de filtro seco após filtração da amostra;
V = volume, em mL, da amostra utilizada no ensaio.
2.3.12 Determinação de Condutividade
Esta análise visa a determinar a quantidade de íons dissolvidos na água, os
quais conduzem a corrente elétrica.
A leitura de condutividade é realizada em um condutivímetro portátil DM - 3,
fabricante Digimed, que realiza leitura na faixa de 0 a 20.000 µS/cm.
2.3.13 Determinação de Alcalinidade
As análises de alcalinidade foram realizadas em laboratório externo, que
utilizou o método Standard Methods 2320 B como referência.
2.3.14 Determinação de DQO
Esta análise foi realizada para determinar a quantidade de oxigênio
necessária para oxidar quimicamente a matéria orgânica.
O digestor foi selecionado para a temperatura de 150ºC e o marcador de
tempo para 2 horas. A temperatura do equipamento aumenta gradativamente até
estabilizar em 150ºC.
Em um tubo de vidro que já contém a solução de DQO, pipetou-se 2 mL de
água destilada. Este é o branco.
Seguiu-se o mesmo procedimento para as amostras a serem analisadas, ou
seja, 2 mL da amostra para dois outros tubos com solução de DQO.
Os três tubos foram colocados no reator, já com a temperatura estabilizada
em 150ºC, durante duas horas para que ocorresse a digestão.

74
Após a digestão, zerou-se com o branco, realizando-se a leitura das
amostras no colorímetro.
75
3. RESULTADOS E DISCUSSÃO
Neste tópico serão mostrados os resultados do monitoramento analítico
realizado na unidade em estudo durante 24 meses, iniciado em janeiro de 2007, até
dezembro de 2008. Foram analisados parâmetros físico-químicos referentes a água
de alimentação do sistema, chamada de água bruta (AGB), a água de alimentação
do sistema de osmose inversa e a água obtida no final do processo, chamada de
água industrial (AGI).
3.1 Caracterização da água captada no Rio Sarapuí
Antes de se dimensionar um sistema de captação e tratamento de água, é
extremamente importante conhecer a qualidade da água que abastecerá este
sistema e suas variações em função de condições adversas, como chuvas,
correntes contribuintes etc.
Em fevereiro de 2005, foi realizada uma amostragem da água do rio Sarapuí,
com o objetivo de conhecer a qualidade da água de alimentação da Estação de
Tratamento, para que o sistema de pré-tratamento pudesse ser projetado e a água
direcionada para os módulos de osmose inversa estivesse enquadrada nos padrões
requeridos. Esta é a fonte de água bruta, chamada de AGB, que abastece o sistema
em estudo.
A amostragem foi realizada durante 5 dias consecutivos e os resultados
obtidos encontram-se na Tabela 7. Foi realizado comparativo de alguns resultados
obtidos no rio Sarapuí com os limites estabelecidos na Resolução CONAMA no 357
para águas de classe 1, que podem ser usadas em recreação de contato primário,
irrigação e abastecimento para consumo humano, após tratamento simplificado.
Nesta tabela também constam alguns dos parâmetros relevantes que serão
monitorados na água produzida pelo sistema e os respectivos limites desejados para
o processo industrial.
Os elevados teores de coliformes fecais quando comparados a valores de
fontes consideradas impróprias para recreação e contato, mostram que a qualidade
da água do rio Sarapuí encontra-se bastante degradada, o que pode ser causado
pelo despejo de esgoto sanitário. A Resolução CONAMA no 274, Art 2º, inciso 4º,
letra b, determina como imprópria a fonte de água que apresentar valor superior a

76
2.500 UFC/100 mL de amostra. O resultado encontrado na amostra analisada no rio
Sarapuí apresentou 3,1x106 UFC/100 mL conforme Tabela 7.
Tabela 7 – Média dos resultados de análise da água do Rio Sarapuí, em fevereiro de
2005, comparados com a Resolução CONAMA no 357 e especificação requerida para os
processos industriais.
Parâmetro Resultado médio Sarapuí
Limite Res. 357 Classe 1
Padrão Água Industrial
Alcalinidade Total (mg/L) 124 - 100
Aluminio total (mg/L) 0,88 0,1 0,06
Amônia (mg/L) 15 - 0,5
Bário Total (mg/L) 0,11 0,70 -
Calcio total (mg/L) 20 - 40
Cloreto (mg/L) 157 250 200
Coliformes Fecais (UFC/100 mL) 3,1 x 106 - ausência
Coliformes Totais (UFC/100 mL) 2,3 x 107 - -
Condutividade (µS/cm) 894 - 300
Cor (ppm Pt.Co.) 30 nível natural 5
DQO (mg/L) 91 - -
Dureza de Carbonato (mg/L) 68,9 - -
Dureza EDTA (mg/L) 61,2 - -
Ferro solúvel (mg/L) 1,2 0,3 0,05
Fosfato total (mg/L) 2,2 - 6
Manganês total (mg/L) 0,32 0,1 0,05
Mg (mg/L) 2,86 - 2
Nitrato (mg/L) < 2 10 50
Nitrito (mg/L) 0,1 1,0 -
Nitrogênio Kjeldahl Total (mg/L) 21,0 - -
pH 7,68 6 - 9 6.5 – 8.5
Potássio Total (mg/L) 17 - -
Sílica reativa (mg/L) 20 - -
Sódio Total (mg/L) 160 - -
Sól. Suspensos Totais (mg/L) 49 - -
Sólidos Sedimentáveis (mL/L) 0,7 - -
Sólidos Totais Dissolvidos (mg/L) 395 500 -
Sulfato (mg/L) 110 250 150
Surfactantes Aniônicos (MBAS) (mg/L) 2,0 - -
Temperatura (oC) 26,0 - -
Turbidez (UNT) 33 40 1
Zinco Total (mg/L) 0,03 0,18 -
SEMADS (2001) menciona que o lançamento de esgotos in natura agrava a
situação ecológica e sanitária dos rios e córregos. Existem zonas urbanas onde os
rios e córregos deixam de cumprir suas múltiplas funções e usos e passam a ser
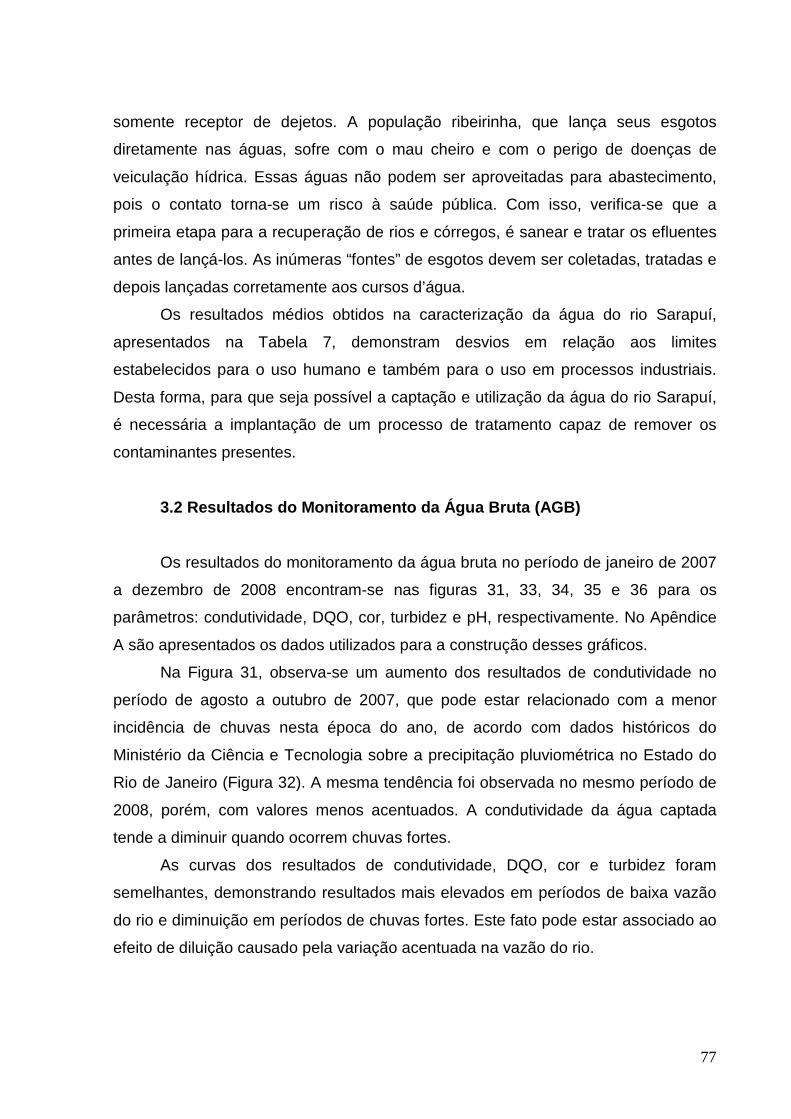
77
somente receptor de dejetos. A população ribeirinha, que lança seus esgotos
diretamente nas águas, sofre com o mau cheiro e com o perigo de doenças de
veiculação hídrica. Essas águas não podem ser aproveitadas para abastecimento,
pois o contato torna-se um risco à saúde pública. Com isso, verifica-se que a
primeira etapa para a recuperação de rios e córregos, é sanear e tratar os efluentes
antes de lançá-los. As inúmeras “fontes” de esgotos devem ser coletadas, tratadas e
depois lançadas corretamente aos cursos d’água.
Os resultados médios obtidos na caracterização da água do rio Sarapuí,
apresentados na Tabela 7, demonstram desvios em relação aos limites
estabelecidos para o uso humano e também para o uso em processos industriais.
Desta forma, para que seja possível a captação e utilização da água do rio Sarapuí,
é necessária a implantação de um processo de tratamento capaz de remover os
contaminantes presentes.
3.2 Resultados do Monitoramento da Água Bruta (AGB)
Os resultados do monitoramento da água bruta no período de janeiro de 2007
a dezembro de 2008 encontram-se nas figuras 31, 33, 34, 35 e 36 para os
parâmetros: condutividade, DQO, cor, turbidez e pH, respectivamente. No Apêndice
A são apresentados os dados utilizados para a construção desses gráficos.
Na Figura 31, observa-se um aumento dos resultados de condutividade no
período de agosto a outubro de 2007, que pode estar relacionado com a menor
incidência de chuvas nesta época do ano, de acordo com dados históricos do
Ministério da Ciência e Tecnologia sobre a precipitação pluviométrica no Estado do
Rio de Janeiro (Figura 32). A mesma tendência foi observada no mesmo período de
2008, porém, com valores menos acentuados. A condutividade da água captada
tende a diminuir quando ocorrem chuvas fortes.
As curvas dos resultados de condutividade, DQO, cor e turbidez foram
semelhantes, demonstrando resultados mais elevados em períodos de baixa vazão
do rio e diminuição em períodos de chuvas fortes. Este fato pode estar associado ao
efeito de diluição causado pela variação acentuada na vazão do rio.
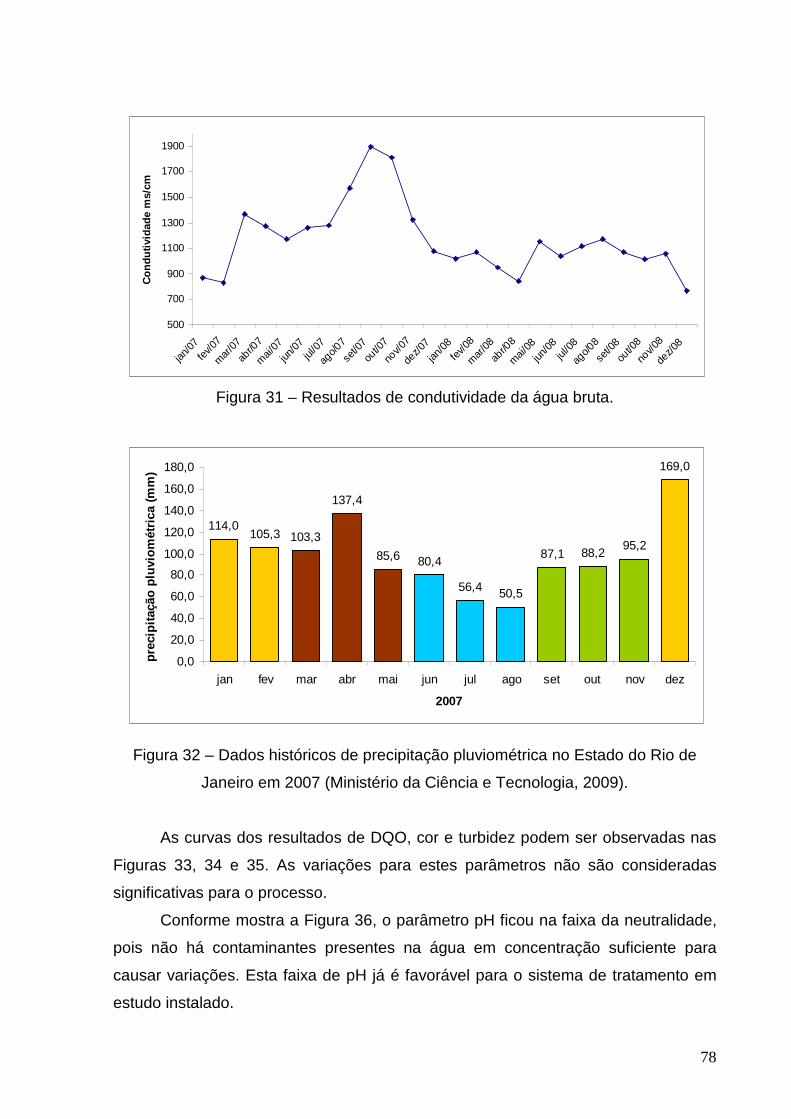
78
Figura 31 – Resultados de condutividade da água bruta.
Figura 32 – Dados históricos de precipitação pluviométrica no Estado do Rio de
Janeiro em 2007 (Ministério da Ciência e Tecnologia, 2009).
As curvas dos resultados de DQO, cor e turbidez podem ser observadas nas
Figuras 33, 34 e 35. As variações para estes parâmetros não são consideradas
significativas para o processo.
Conforme mostra a Figura 36, o parâmetro pH ficou na faixa da neutralidade,
pois não há contaminantes presentes na água em concentração suficiente para
causar variações. Esta faixa de pH já é favorável para o sistema de tratamento em
estudo instalado.
500
700
900
1100
1300
1500
1700
1900
jan/0
7fe
v/07
mar
/07
abr/0
7
mai/
07
jun/0
7jul
/07
ago/0
7
set/0
7
out/0
7
nov/0
7
dez/0
7
jan/0
8fe
v/08
mar
/08
abr/0
8
mai/
08
jun/0
8jul
/08
ago/0
8
set/0
8
out/0
8
nov/0
8
dez/0
8
Con
dutiv
idad
e m
s/cm
114,0105,3 103,3
137,4
85,6 80,4
56,4 50,5
87,1 88,295,2
169,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
180,0
jan fev mar abr mai jun jul ago set out nov dez
2007
prec
ipita
ção
pluv
iom
étric
a (m
m)
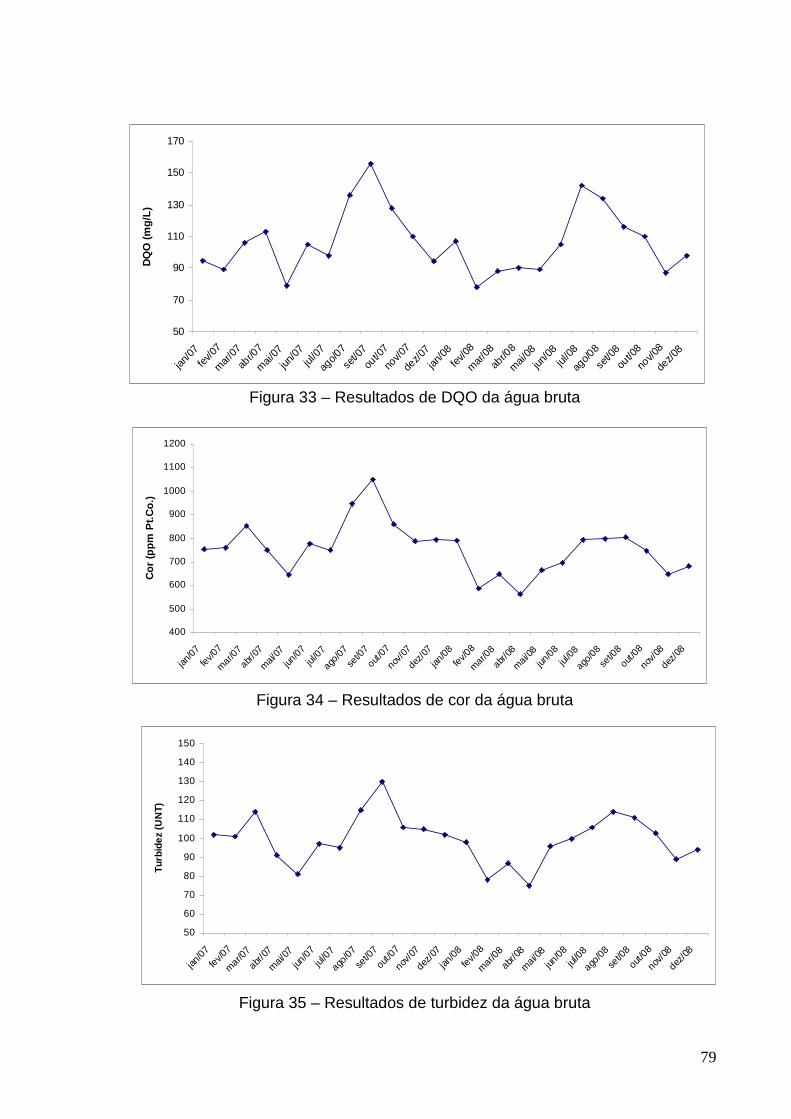
79
Figura 33 – Resultados de DQO da água bruta
Figura 34 – Resultados de cor da água bruta
Figura 35 – Resultados de turbidez da água bruta
400
500
600
700
800
900
1000
1100
1200
jan/0
7fe
v/07
mar
/07
abr/0
7
mai/
07
jun/0
7jul
/07
ago/
07
set/0
7
out/0
7
nov/
07
dez/
07
jan/0
8fe
v/08
mar
/08
abr/0
8
mai/
08
jun/0
8jul
/08
ago/
08
set/0
8
out/0
8
nov/
08
dez/
08
Cor
(pp
m P
t.Co.
)
50
70
90
110
130
150
170
jan/0
7fe
v/07
mar
/07
abr/0
7
mai/
07
jun/0
7jul
/07
ago/0
7
set/0
7
out/0
7
nov/0
7
dez/0
7
jan/0
8fe
v/08
mar
/08
abr/0
8
mai/
08
jun/0
8jul
/08
ago/0
8
set/0
8
out/0
8
nov/0
8
dez/0
8
DQ
O (
mg/
L)
50
60
70
80
90
100
110
120
130
140
150
jan/0
7
fev/0
7
mar/0
7
abr/0
7
mai/
07
jun/0
7jul
/07
ago/0
7
set/0
7
out/0
7
nov/
07
dez/
07
jan/0
8
fev/0
8
mar
/08
abr/0
8
mai/0
8
jun/0
8jul
/08
ago/0
8
set/0
8
out/0
8
nov/
08
dez/
08
Turb
idez
(UN
T)
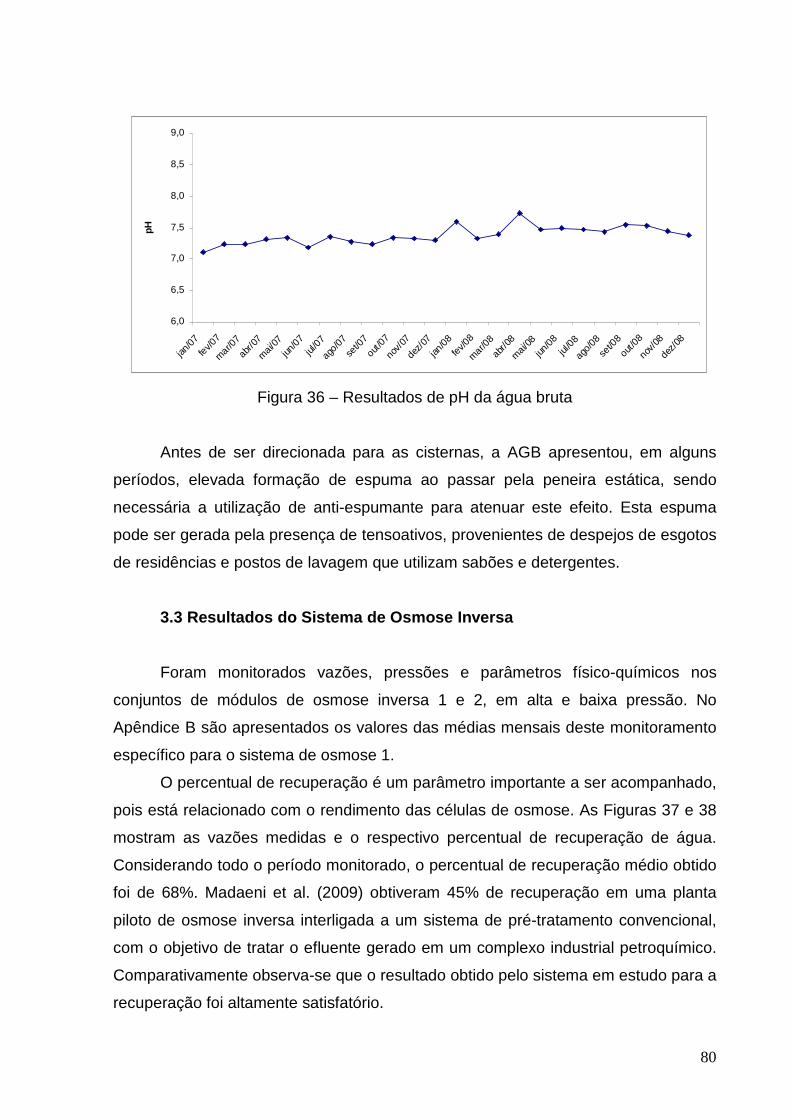
80
Figura 36 – Resultados de pH da água bruta
Antes de ser direcionada para as cisternas, a AGB apresentou, em alguns
períodos, elevada formação de espuma ao passar pela peneira estática, sendo
necessária a utilização de anti-espumante para atenuar este efeito. Esta espuma
pode ser gerada pela presença de tensoativos, provenientes de despejos de esgotos
de residências e postos de lavagem que utilizam sabões e detergentes.
3.3 Resultados do Sistema de Osmose Inversa
Foram monitorados vazões, pressões e parâmetros físico-químicos nos
conjuntos de módulos de osmose inversa 1 e 2, em alta e baixa pressão. No
Apêndice B são apresentados os valores das médias mensais deste monitoramento
específico para o sistema de osmose 1.
O percentual de recuperação é um parâmetro importante a ser acompanhado,
pois está relacionado com o rendimento das células de osmose. As Figuras 37 e 38
mostram as vazões medidas e o respectivo percentual de recuperação de água.
Considerando todo o período monitorado, o percentual de recuperação médio obtido
foi de 68%. Madaeni et al. (2009) obtiveram 45% de recuperação em uma planta
piloto de osmose inversa interligada a um sistema de pré-tratamento convencional,
com o objetivo de tratar o efluente gerado em um complexo industrial petroquímico.
Comparativamente observa-se que o resultado obtido pelo sistema em estudo para a
recuperação foi altamente satisfatório.
6,0
6,5
7,0
7,5
8,0
8,5
9,0
jan/0
7
fev/0
7
mar/0
7
abr/0
7
mai/
07
jun/0
7jul
/07
ago/
07
set/0
7
out/0
7
nov/
07
dez/
07
jan/0
8
fev/0
8
mar/0
8
abr/0
8
mai/
08
jun/0
8jul
/08
ago/
08
set/0
8
out/0
8
nov/
08
dez/
08
pH
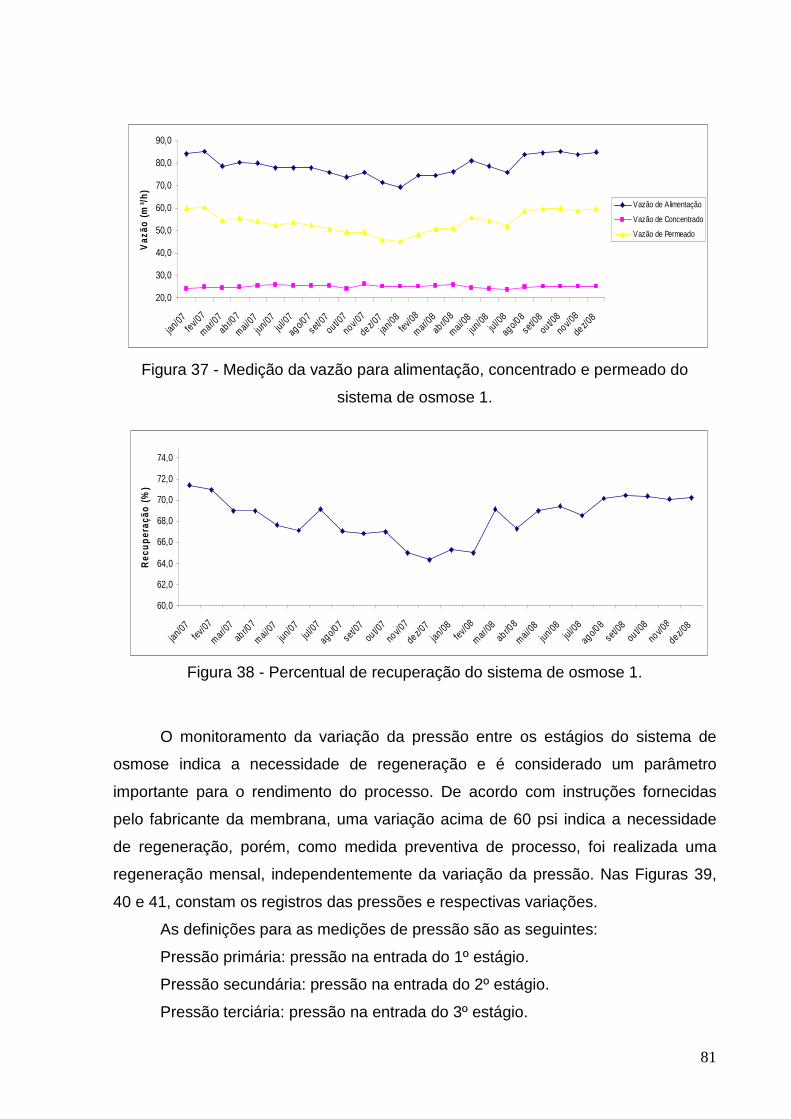
81
Figura 37 - Medição da vazão para alimentação, concentrado e permeado do
sistema de osmose 1.
Figura 38 - Percentual de recuperação do sistema de osmose 1.
O monitoramento da variação da pressão entre os estágios do sistema de
osmose indica a necessidade de regeneração e é considerado um parâmetro
importante para o rendimento do processo. De acordo com instruções fornecidas
pelo fabricante da membrana, uma variação acima de 60 psi indica a necessidade
de regeneração, porém, como medida preventiva de processo, foi realizada uma
regeneração mensal, independentemente da variação da pressão. Nas Figuras 39,
40 e 41, constam os registros das pressões e respectivas variações.
As definições para as medições de pressão são as seguintes:
Pressão primária: pressão na entrada do 1º estágio.
Pressão secundária: pressão na entrada do 2º estágio.
Pressão terciária: pressão na entrada do 3º estágio.
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
jan/07
fev/07
mar/07abr/0
7
mai/07
jun/07
jul/07
ago/0
7se
t/07out/0
7
nov/07
dez/07jan/0
8fev
/08
mar/08
abr/0
8
mai/08jun
/08jul/0
8
ago/08se
t/08ou
t/08
nov/0
8
dez/0
8
Vaz
ão (
m³/
h)
Vazão de Alimentação
Vazão de Concentrado
Vazão de Permeado
60,0
62,0
64,0
66,0
68,0
70,0
72,0
74,0
jan/07
fev/07
mar/07
abr/0
7
mai/07
jun/07
jul/07
ago/0
7se
t/07
out/0
7
nov/0
7
dez/0
7jan
/08fev
/08
mar/08
abr/08
mai/08
jun/08
jul/08
ago/0
8se
t/08
out/0
8
nov/0
8
dez/08
Rec
uper
ação
(%
)

82
Pressão final: pressão na saída do 3º estágio.
Queda de pressão do 1º estágio: diferença entre pressão primária e
secundária.
Queda de pressão do 2º estágio: diferença entre pressão secundária e
terciária.
Queda de pressão do 3º estágio: diferença entre pressão terciária e pressão
final.
Queda de pressão na osmose: diferença entre pressão primária e pressão
final.
Observando a variação de pressão entre os estágios é possível identificar se
em algum dos estágios há membranas saturadas ou obstruídas. Cada sistema de
osmose possui uma única bomba centrífuga que bombeia a água para os estágios a
uma vazão máxima de 90,8 m³/h. Na Figura 41 há uma variação significativa na
pressão do conjunto de osmose, entre outubro de 2007 e fevereiro de 2008. Na
Figura 40, onde as variações estão detalhadas por estágios, é possível identificar
que esta variação foi causada entre o primeiro e segundo estágios, onde há uma
curva semelhante no mesmo período.
Figura 39 - Pressão dos estágios no sistema de osmose 1
50
80
110
140
170
200
230
260
290
jan/07
fev/07
mar/07
abr/0
7
mai/07
jun/07
jul/07
ago/0
7se
t/07
out/0
7
nov/0
7
dez/07
jan/08
fev/08
mar/08
abr/0
8
mai/08
jun/08
jul/08
ago/0
8se
t/08
out/0
8
nov/0
8
dez/0
8
Pre
ssão
(ps
i) Pressão Primária
Pressão Secundária
Pressão Terciária
Pressão Final

83
Figura 40 - Variação de pressão entre os estágios no sistema de osmose 1.
Figura 41 - Variação de pressão no sistema de osmose 1.
Em 18 de outubro de 2007 foi realizada a troca de todas as membranas dos
bancos de osmose inversa, causando uma variação na curva de pressão da Figura
41. As especificações das membranas anteriores e das que foram substituídas não
estavam acessíveis para que pudessem ser analisadas.
Nas Figuras 42 e 43 são obtidos os resultados do monitoramento da
condutividade e percentual de rejeição. Nota-se que houve um aumento no
percentual de rejeição com a troca das membranas, em outubro de 2007.
O sistema de pré-tratamento instalado antes do sistema de osmose foi
importante para o enquadramento da água nos parâmetros desejados e obter um
bom rendimento das membranas. Sistemas similares, como o analisado por Madaeni
et al. (2009) mostram que a oscilação na água de alimentação do sistema de
membranas influenciam no tempo de regeneração das mesmas, ou seja, a
0
10
20
30
40
50
60
70
80
90
100
jan/07
fev/07
mar/07
abr/0
7
mai/07
jun/07
jul/07
ago/0
7se
t/07ou
t/07
nov/0
7
dez/0
7jan
/08fev
/08
mar/08
abr/0
8
mai/08
jun/08
jul/08
ago/0
8se
t/08ou
t/08
nov/0
8
dez/0
8Var
iaçã
o da
pre
ssão
ent
re o
s va
sos
(psi
)
Queda de Pressão no 1o Estágio
Queda de Pressão no 2o Estágio
Queda de Pressão no 3o Estágio
50
70
90
110
130
150
170
jan/07
fev/07
mar/07
abr/07
mai/07
jun/07
jul/07
ago/0
7se
t/07
out/0
7
nov/0
7
dez/0
7jan
/08fev
/08
mar/08
abr/0
8
mai/08
jun/08
jul/08
ago/0
8se
t/08
out/0
8
nov/0
8
dez/0
8
Var
iaçã
o da
pre
ssão
na
osm
ose
(psi
)

84
incidência de incrustações dependerá da qualidade da água de alimentação na
osmose. Por isso é fundamental haver o pré-tratamento convencional da água.
Figura 42 - Condutividade no sistema de osmose 1
Figura 43 - Percentual de rejeição do sistema de osmose 1.
3.4 Resultados da Água Industrial (AGI)
A água industrial é a água que é obtida no final do processo em estudo, e que
será fornecida para os processos industriais. O enquadramento desta água nos
parâmetros definidos pelo processo é extremamente importante, já que esta água
substitui a água fornecida pelo serviço público de abastecimento. Diversos
parâmetros físico-químicos foram monitorados e limites foram estabelecidos pela
indústria, como parâmetros de qualidade da água industrial. No Apêndice C constam
os valores dos resultados do monitoramento da água industrial e os limites
estabelecidos pela indústria.
0,0
1000,0
2000,0
3000,0
4000,0
5000,0
6000,0
7000,0
8000,0
jan/07fev/0
7
mar/07
abr/07
mai/07jun/07
jul/07
ago/07se
t/07out/0
7
nov/07
dez/07jan/08
fev/08
mar/08
abr/08
mai/08jun/08
jul/08
ago/08se
t/08out/0
8
nov/08
dez/08
Con
dutiv
idad
e (u
S/c
m)
Condutividade da Alimentação
Condutividade do Concentrado
Condutividade do Permeado
90,091,0
92,093,094,095,0
96,097,098,0
99,0100,0
jan/07fev/0
7
mar/07
abr/07
mai/07
jun/07jul/0
7
ago/07
set/0
7out/0
7
nov/07
dez/07
jan/08fev/0
8
mar/08
abr/08
mai/08
jun/08jul/0
8
ago/08
set/0
8out/0
8
nov/08
dez/08
Rej
eiçã
o (
%)

85
Comparando a média dos valores da AGI obtidos no Apêndice C, com a
média dos valores obtidos na Tabela 7 (análise da água do Rio Sarapuí), pode-se
avaliar o percentual de remoção dos poluentes, após todo o processo de tratamento.
O resultado é apresentado na Tabela 8 e representa a eficiência do sistema de
tratamento estudado. Este comparativo também pode ser observado nas Figuras 55
a 58.
Tabela 8 – Comparativo dos resultados da caracterização da água captada no
rio Sarapuí e o valor médio obtido no monitoramento dos últimos 12 meses.
Parâmetros Unidade Faixa padrão
Resultado rio Sarapuí
(média)
Resultados últimos 12 meses AGI
(média)
% removido
Alcalinidade Total mg/L CaCO3 100 124 10,28 91,7
Alumínio mg/L 0,06 0,88 0,02 97,7
Amônia mg/L 0,5 15 0,22 98,6
Cálcio mg/L 40 20 1,3 93,4
Cloreto mg/L 200 157 9,8 93,8
Coliformes Fecais UFC/100 mL 0 3,1x106 0 100,0
Coliformes Totais UFC/100 mL 0 2,3x107 0 100,0
Condutividade µS/cm 300 894 54 94,0
Cor uH 0 30 0 100,0
Dureza mg/L CaCO3 50 68,9 3 95,6
Magnésio mg/L 2 2,86 0,05 98,3
Ferro Solúvel mg/L 0,05 1,2 0,02 98,4
Manganês Total mg/L 0,05 0,32 0,02 93,7
Sílica mg/L 2 20 0,85 95,8
Sulfato mg/L 150 110 1,1 99,0
O processo removeu em média mais de 90% do teor de todos os poluentes
encontrados na água captada, que foram rejeitados pela membrana e concentrados
no efluente descartado chamado rejeito salino, deixando a água produzida
enquadrada em todos os parâmetros. Madaeni et al. (2009), registraram rejeição em
torno de 98% para os parâmetros DQO, dureza, turbidez, sólidos dissolvidos,
amônia e sulfato em uma planta piloto com vazão média de 1m³/h de água
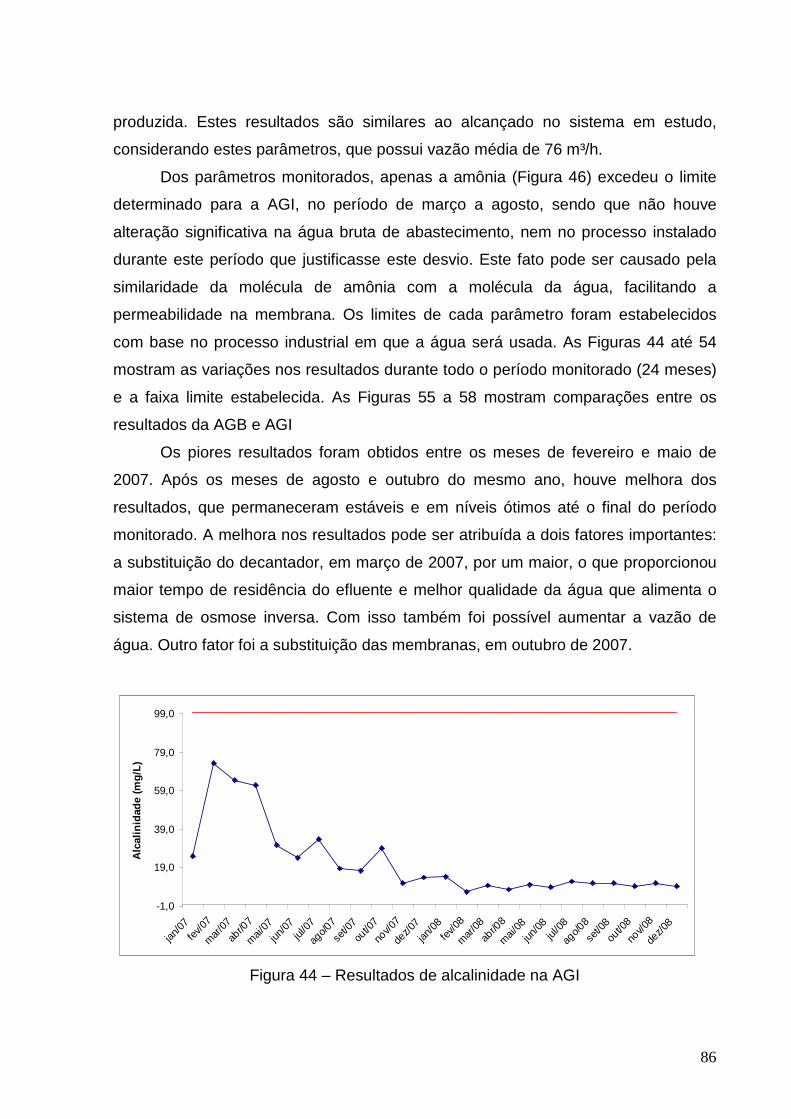
86
produzida. Estes resultados são similares ao alcançado no sistema em estudo,
considerando estes parâmetros, que possui vazão média de 76 m³/h.
Dos parâmetros monitorados, apenas a amônia (Figura 46) excedeu o limite
determinado para a AGI, no período de março a agosto, sendo que não houve
alteração significativa na água bruta de abastecimento, nem no processo instalado
durante este período que justificasse este desvio. Este fato pode ser causado pela
similaridade da molécula de amônia com a molécula da água, facilitando a
permeabilidade na membrana. Os limites de cada parâmetro foram estabelecidos
com base no processo industrial em que a água será usada. As Figuras 44 até 54
mostram as variações nos resultados durante todo o período monitorado (24 meses)
e a faixa limite estabelecida. As Figuras 55 a 58 mostram comparações entre os
resultados da AGB e AGI
Os piores resultados foram obtidos entre os meses de fevereiro e maio de
2007. Após os meses de agosto e outubro do mesmo ano, houve melhora dos
resultados, que permaneceram estáveis e em níveis ótimos até o final do período
monitorado. A melhora nos resultados pode ser atribuída a dois fatores importantes:
a substituição do decantador, em março de 2007, por um maior, o que proporcionou
maior tempo de residência do efluente e melhor qualidade da água que alimenta o
sistema de osmose inversa. Com isso também foi possível aumentar a vazão de
água. Outro fator foi a substituição das membranas, em outubro de 2007.
Figura 44 – Resultados de alcalinidade na AGI
-1,0
19,0
39,0
59,0
79,0
99,0
jan/0
7fe
v/07
mar
/07
abr/0
7
mai/
07
jun/0
7jul
/07
ago/0
7
set/0
7
out/0
7
nov/0
7
dez/0
7
jan/0
8fe
v/08
mar
/08
abr/0
8
mai/
08
jun/0
8jul
/08
ago/0
8
set/0
8
out/0
8
nov/0
8
dez/0
8
Alc
alin
idad
e (m
g/L)
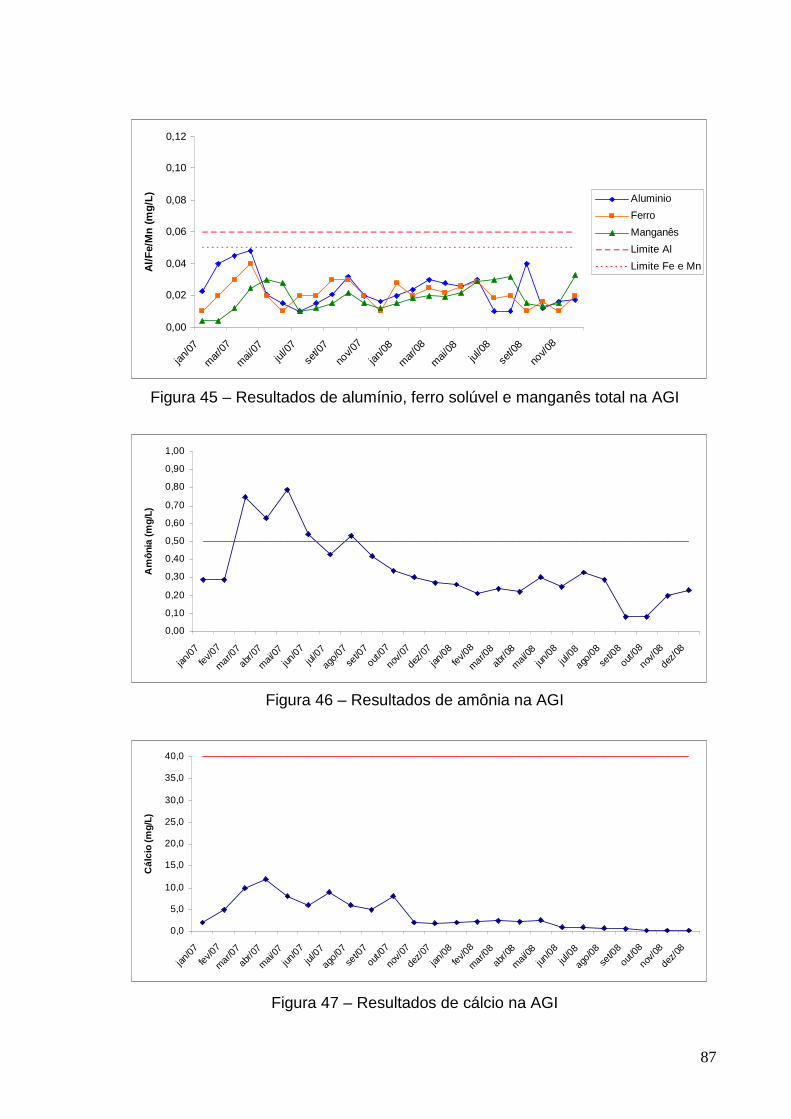
87
Figura 45 – Resultados de alumínio, ferro solúvel e manganês total na AGI
Figura 46 – Resultados de amônia na AGI
Figura 47 – Resultados de cálcio na AGI
0,00
0,02
0,04
0,06
0,08
0,10
0,12
jan/0
7
mar
/07
mai/
07jul
/07
set/0
7
nov/0
7
jan/0
8
mar
/08
mai/
08jul
/08
set/0
8
nov/0
8
Al/F
e/M
n (m
g/L) Aluminio
Ferro
Manganês
Limite Al
Limite Fe e Mn
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1,00
jan/0
7fe
v/07
mar/0
7
abr/0
7
mai/
07
jun/0
7jul
/07
ago/
07
set/0
7
out/0
7
nov/
07
dez/
07
jan/0
8
fev/0
8
mar/0
8
abr/0
8
mai/
08
jun/0
8jul
/08
ago/0
8
set/0
8
out/0
8
nov/
08
dez/
08
Am
ônia
(mg/
L)
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
jan/0
7
fev/0
7
mar
/07
abr/0
7
mai/
07
jun/0
7jul
/07
ago/
07
set/0
7
out/0
7
nov/
07
dez/
07
jan/0
8
fev/0
8
mar
/08
abr/0
8
mai/
08
jun/0
8jul
/08
ago/
08
set/0
8
out/0
8
nov/
08
dez/
08
Cál
cio
(mg/
L)
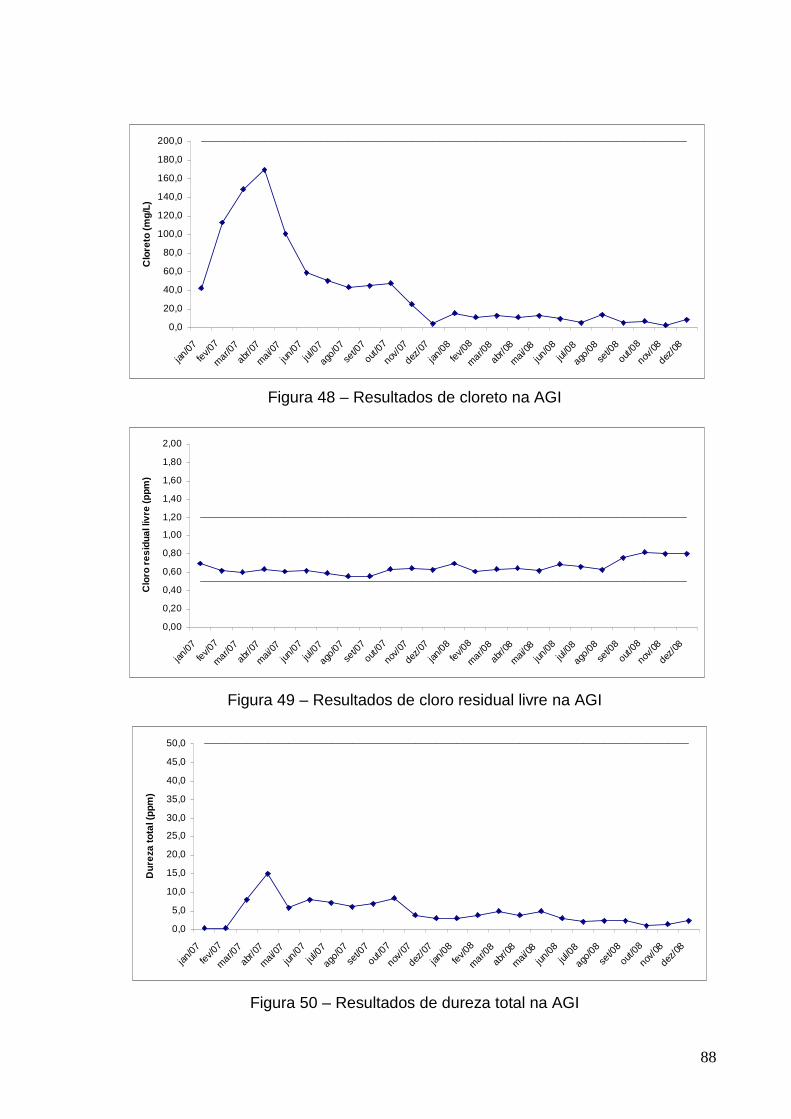
88
Figura 48 – Resultados de cloreto na AGI
Figura 49 – Resultados de cloro residual livre na AGI
Figura 50 – Resultados de dureza total na AGI
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
180,0
200,0
jan/0
7
fev/0
7
mar
/07
abr/0
7
mai/07
jun/0
7jul
/07
ago/
07
set/0
7
out/0
7
nov/
07
dez/
07
jan/0
8
fev/0
8
mar
/08
abr/0
8
mai/08
jun/0
8jul
/08
ago/
08
set/0
8
out/0
8
nov/0
8
dez/0
8
Clo
reto
(mg/
L)
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
2,00
jan/0
7
fev/0
7
mar
/07
abr/0
7
mai/
07
jun/0
7jul
/07
ago/
07
set/0
7
out/0
7
nov/
07
dez/
07
jan/0
8
fev/0
8
mar
/08
abr/0
8
mai/
08
jun/0
8jul
/08
ago/
08
set/0
8
out/0
8
nov/
08
dez/
08
Clo
ro r
esid
ual l
ivre
(ppm
)
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
50,0
jan/0
7
fev/0
7
mar
/07
abr/0
7
mai/0
7
jun/0
7jul
/07
ago/
07
set/0
7
out/0
7
nov/0
7
dez/
07
jan/0
8
fev/0
8
mar
/08
abr/0
8
mai/
08
jun/0
8jul
/08
ago/0
8
set/0
8
out/0
8
nov/
08
dez/
08
Dur
eza
tota
l (pp
m)
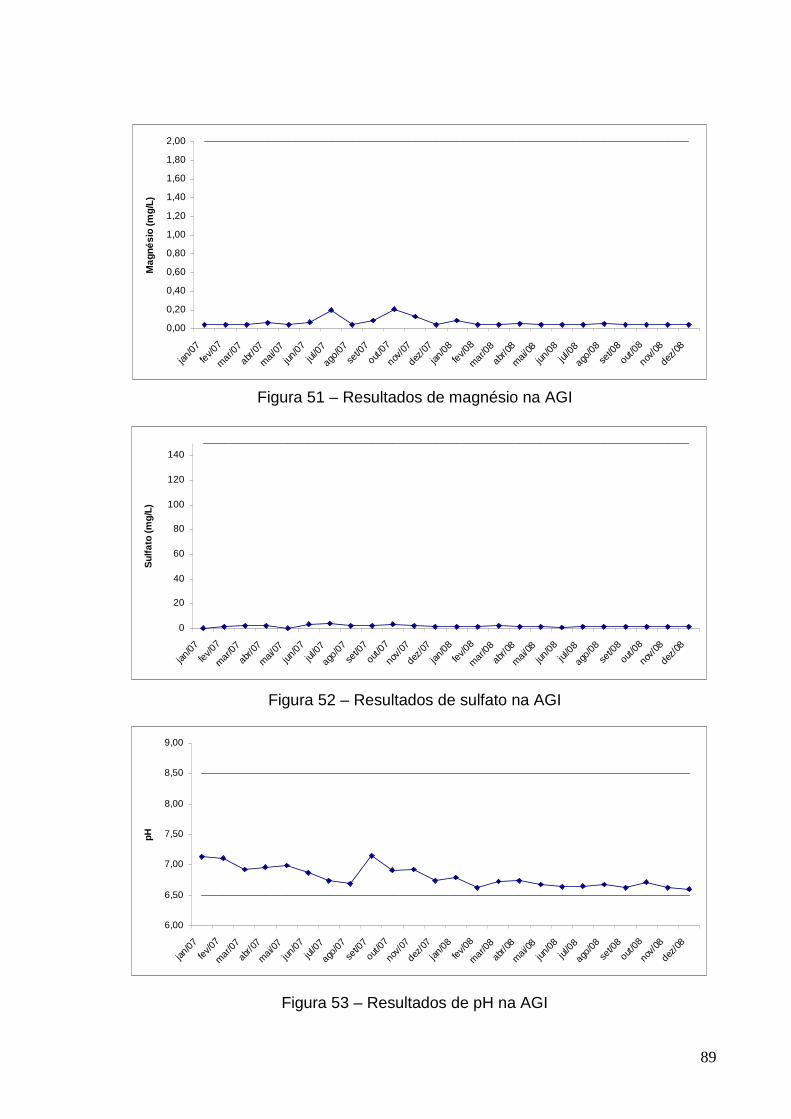
89
Figura 51 – Resultados de magnésio na AGI
Figura 52 – Resultados de sulfato na AGI
Figura 53 – Resultados de pH na AGI
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
2,00
jan/0
7fe
v/07
mar
/07
abr/0
7
mai/
07
jun/0
7jul
/07
ago/
07
set/0
7
out/0
7
nov/0
7
dez/
07
jan/0
8fe
v/08
mar
/08
abr/0
8
mai/
08
jun/0
8jul
/08
ago/0
8
set/0
8
out/0
8
nov/
08
dez/
08
Mag
nési
o (m
g/L)
0
20
40
60
80
100
120
140
jan/0
7
fev/0
7
mar
/07
abr/0
7
mai/
07
jun/0
7jul
/07
ago/
07
set/0
7
out/0
7
nov/
07
dez/
07
jan/0
8
fev/0
8
mar
/08
abr/0
8
mai/
08
jun/0
8jul
/08
ago/
08
set/0
8
out/0
8
nov/
08
dez/
08
Sul
fato
(mg/
L)
6,00
6,50
7,00
7,50
8,00
8,50
9,00
jan/0
7fe
v/07
mar
/07
abr/0
7
mai/0
7
jun/0
7jul
/07
ago/0
7
set/0
7
out/0
7
nov/
07
dez/0
7
jan/0
8fe
v/08
mar/0
8
abr/0
8
mai/0
8
jun/0
8jul
/08
ago/0
8
set/0
8
out/0
8
nov/
08
dez/0
8
pH
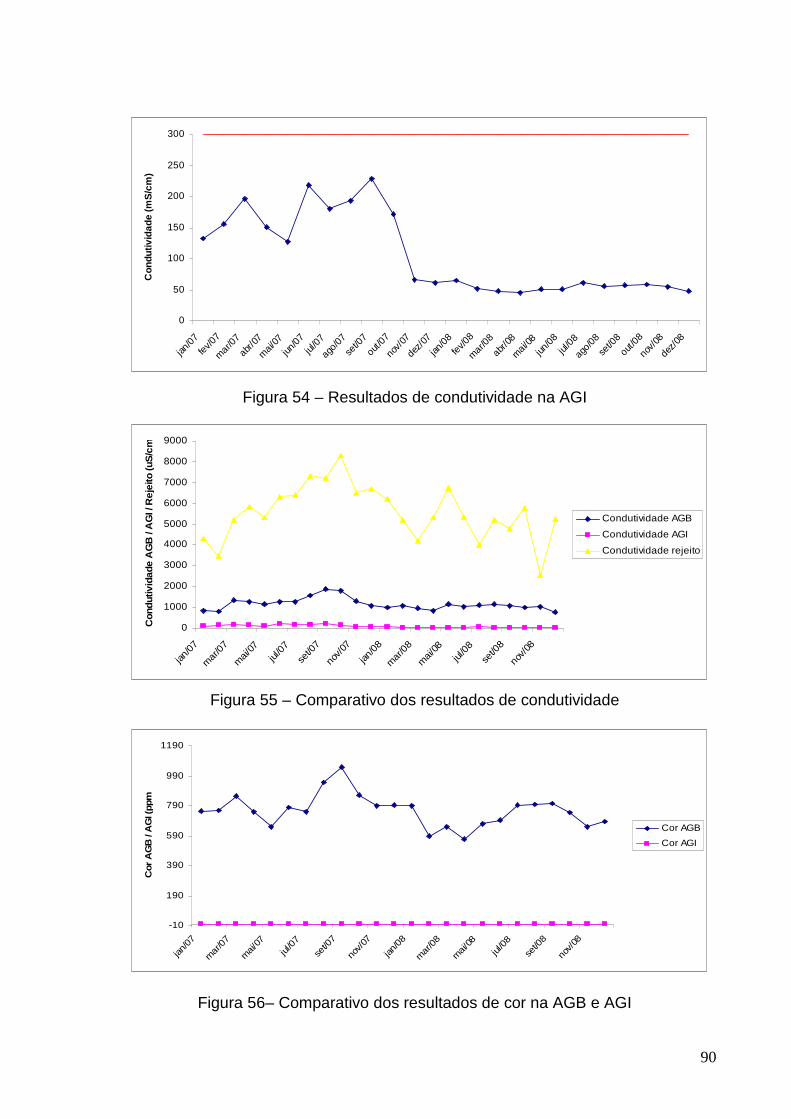
90
Figura 54 – Resultados de condutividade na AGI
Figura 55 – Comparativo dos resultados de condutividade
Figura 56– Comparativo dos resultados de cor na AGB e AGI
0
50
100
150
200
250
300
jan/0
7
fev/0
7
mar/0
7
abr/0
7
mai/
07
jun/0
7jul
/07
ago/
07
set/0
7
out/0
7
nov/
07
dez/
07
jan/0
8
fev/0
8
mar/0
8
abr/0
8
mai/
08
jun/0
8jul
/08
ago/
08
set/0
8
out/0
8
nov/
08
dez/
08
Con
dutiv
idad
e (m
S/c
m)
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
jan/0
7
mar
/07
mai/
07jul
/07
set/0
7
nov/
07
jan/0
8
mar
/08
mai/
08jul
/08
set/0
8
nov/
08
Con
dutiv
idad
e A
GB
/ A
GI /
Re
jeito
(uS
/cm
)
Condutividade AGB
Condutividade AGI
Condutividade rejeito
-10
190
390
590
790
990
1190
jan/0
7
mar
/07
mai/
07jul
/07
set/0
7
nov/
07
jan/0
8
mar
/08
mai/
08jul
/08
set/0
8
nov/
08
Cor
AG
B /
AG
I (pp
m)
Cor AGB
Cor AGI
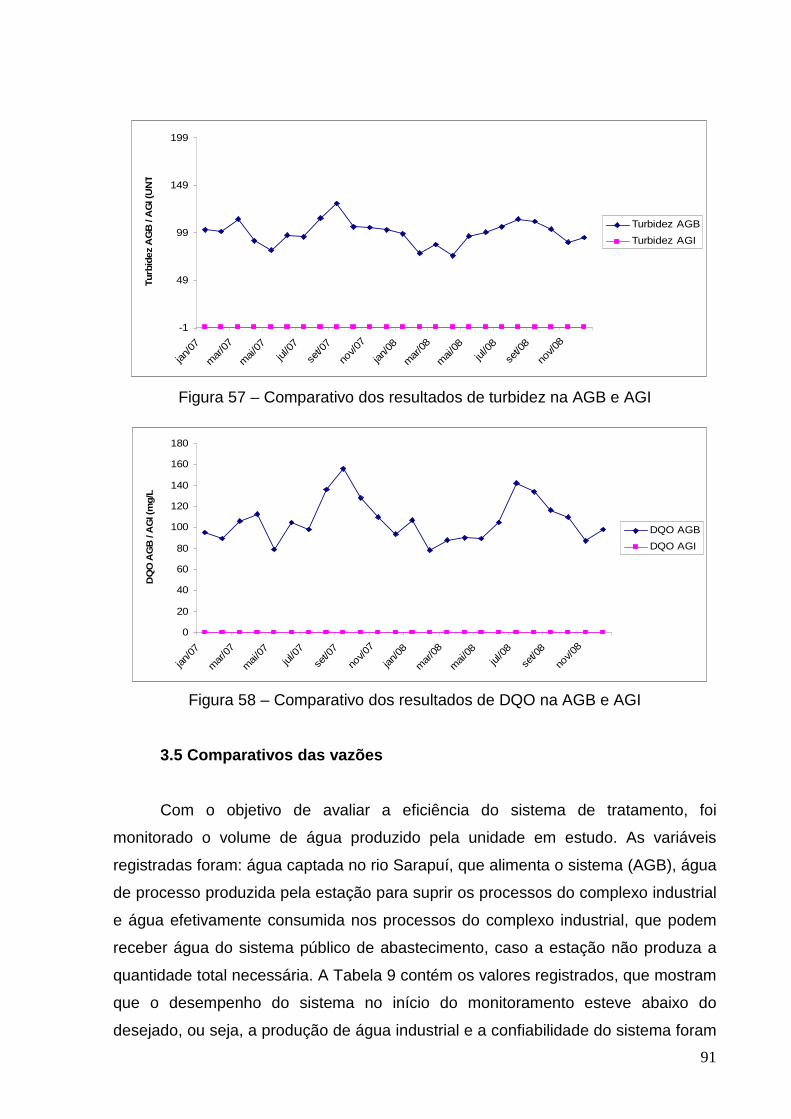
91
Figura 57 – Comparativo dos resultados de turbidez na AGB e AGI
Figura 58 – Comparativo dos resultados de DQO na AGB e AGI
3.5 Comparativos das vazões
Com o objetivo de avaliar a eficiência do sistema de tratamento, foi
monitorado o volume de água produzido pela unidade em estudo. As variáveis
registradas foram: água captada no rio Sarapuí, que alimenta o sistema (AGB), água
de processo produzida pela estação para suprir os processos do complexo industrial
e água efetivamente consumida nos processos do complexo industrial, que podem
receber água do sistema público de abastecimento, caso a estação não produza a
quantidade total necessária. A Tabela 9 contém os valores registrados, que mostram
que o desempenho do sistema no início do monitoramento esteve abaixo do
desejado, ou seja, a produção de água industrial e a confiabilidade do sistema foram
-1
49
99
149
199
jan/0
7
mar
/07
mai/
07jul
/07
set/0
7
nov/0
7
jan/0
8
mar
/08
mai/
08jul
/08
set/0
8
nov/0
8
Turb
idez
AG
B /
AG
I (U
NT)
Turbidez AGB
Turbidez AGI
0
20
40
60
80
100
120
140
160
180
jan/0
7
mar
/07
mai/
07jul
/07
set/0
7
nov/0
7
jan/0
8
mar
/08
mai/
08jul
/08
set/0
8
nov/0
8
DQ
O A
GB
/ A
GI (
mg/
L)
DQO AGB
DQO AGI
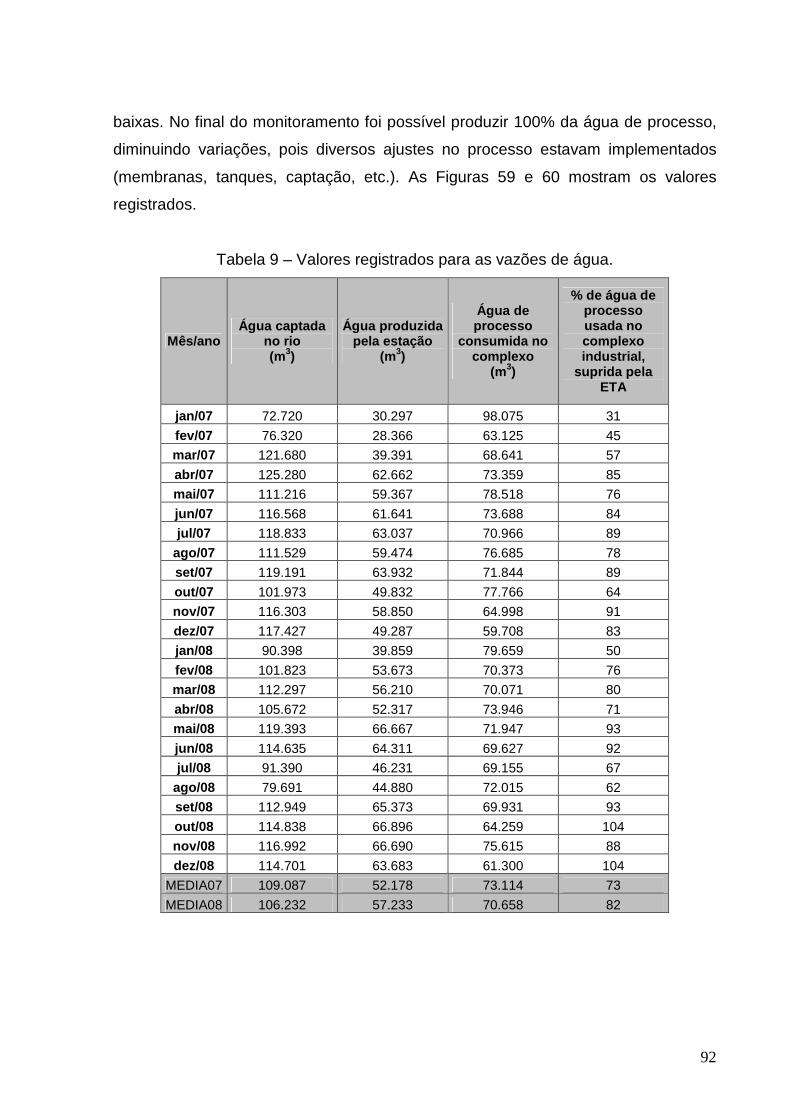
92
baixas. No final do monitoramento foi possível produzir 100% da água de processo,
diminuindo variações, pois diversos ajustes no processo estavam implementados
(membranas, tanques, captação, etc.). As Figuras 59 e 60 mostram os valores
registrados.
Tabela 9 – Valores registrados para as vazões de água.
Mês/ano Água captada
no rio (m3)
Água produzida pela estação
(m3)
Água de processo
consumida no complexo
(m3)
% de água de processo usada no complexo industrial,
suprida pela ETA
jan/07 72.720 30.297 98.075 31
fev/07 76.320 28.366 63.125 45
mar/07 121.680 39.391 68.641 57
abr/07 125.280 62.662 73.359 85
mai/07 111.216 59.367 78.518 76
jun/07 116.568 61.641 73.688 84
jul/07 118.833 63.037 70.966 89
ago/07 111.529 59.474 76.685 78
set/07 119.191 63.932 71.844 89
out/07 101.973 49.832 77.766 64
nov/07 116.303 58.850 64.998 91
dez/07 117.427 49.287 59.708 83
jan/08 90.398 39.859 79.659 50
fev/08 101.823 53.673 70.373 76
mar/08 112.297 56.210 70.071 80
abr/08 105.672 52.317 73.946 71
mai/08 119.393 66.667 71.947 93
jun/08 114.635 64.311 69.627 92
jul/08 91.390 46.231 69.155 67
ago/08 79.691 44.880 72.015 62
set/08 112.949 65.373 69.931 93
out/08 114.838 66.896 64.259 104
nov/08 116.992 66.690 75.615 88
dez/08 114.701 63.683 61.300 104
MEDIA07 109.087 52.178 73.114 73
MEDIA08 106.232 57.233 70.658 82
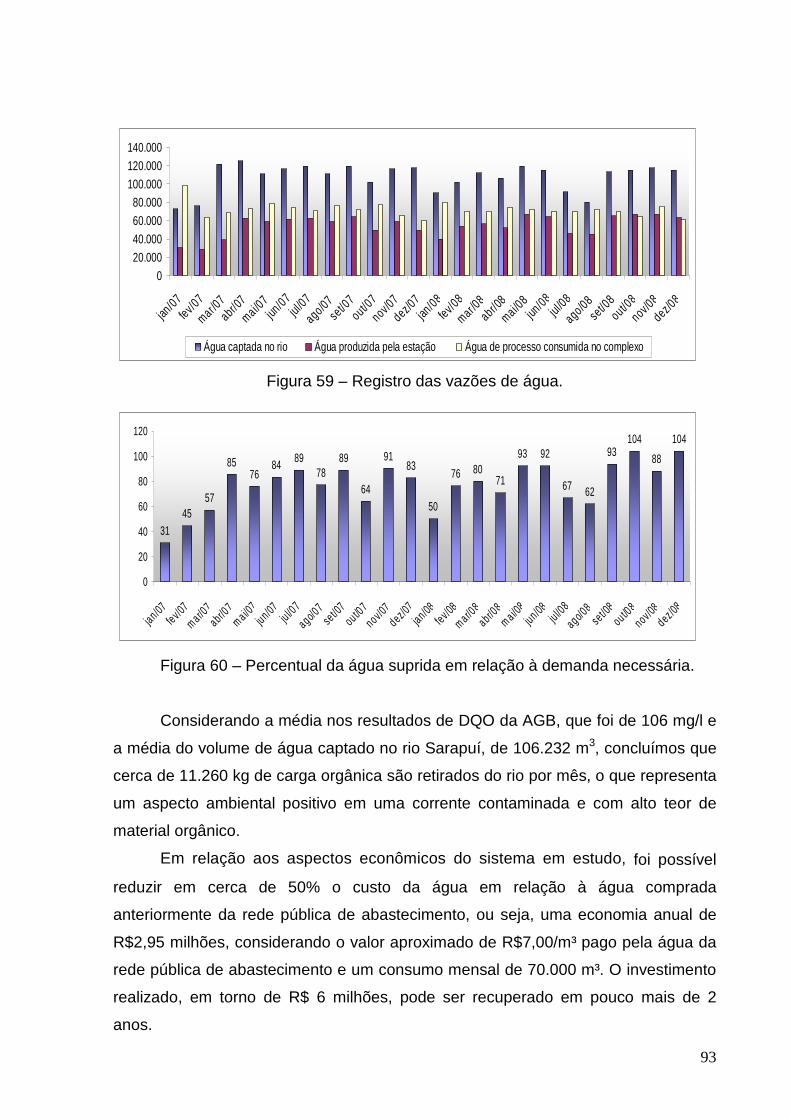
93
Figura 59 – Registro das vazões de água.
Figura 60 – Percentual da água suprida em relação à demanda necessária.
Considerando a média nos resultados de DQO da AGB, que foi de 106 mg/l e
a média do volume de água captado no rio Sarapuí, de 106.232 m3, concluímos que
cerca de 11.260 kg de carga orgânica são retirados do rio por mês, o que representa
um aspecto ambiental positivo em uma corrente contaminada e com alto teor de
material orgânico.
Em relação aos aspectos econômicos do sistema em estudo, foi possível
reduzir em cerca de 50% o custo da água em relação à água comprada
anteriormente da rede pública de abastecimento, ou seja, uma economia anual de
R$2,95 milhões, considerando o valor aproximado de R$7,00/m³ pago pela água da
rede pública de abastecimento e um consumo mensal de 70.000 m³. O investimento
realizado, em torno de R$ 6 milhões, pode ser recuperado em pouco mais de 2
anos.
020.00040.00060.00080.000
100.000120.000140.000
jan/07
fev/07
mar/07abr/0
7
mai/07
jun/07
jul/07
ago/07se
t/07out/0
7
nov/07
dez/07jan
/08fev/0
8
mar/08abr/0
8
mai/08
jun/08
jul/08
ago/08se
t/08out/0
8
nov/08
dez/08
Água captada no rio Água produzida pela estação Água de processo consumida no complexo
3145
57
8576
8489
7889
64
9183
50
76 8071
93 92
67 62
93104
88
104
0
20
40
60
80
100
120
jan /07fev/0
7
mar/07
abr/07
mai/07jun/07
ju l/07
ago/07
set/0
7out/0
7nov/0
7dez/07
jan /08fev/08
mar/08
abr/08
mai/08jun /08
jul/08
ago/08
set/08
out/08
nov/08dez/08

94
4. CONCLUSÕES
Os resultados físico-químicos obtidos na caracterização da água do Rio
Sarapuí, decorrentes de amostragem realizada antes do início do projeto são
informações importantes para o dimensionamento da estação de tratamento da água
e na escolha da tecnologia utilizada, porém, foi possível constatar que a presença
excessiva de detritos e objetos (lixo) presentes no rio prejudicaram a operação
contínua do sistema, pela obstrução causada no ponto de captação. Foi necessário
alterar o ponto de captação e realizar manutenções para evitar novas paradas do
sistema.
Outro importante fator é o impacto causado pela oscilação do índice
pluviométrico, ou seja, durante chuvas torrenciais a água captada pode apresentar
maior diluição dos parâmetros e em épocas de baixo nível do rio, há possibilidade de
captar sedimentos (considerando que o rio encontrava-se assoreado neste ponto).
Em relação ao percentual de remoção alcançado pelo sistema em estudo, foi
possível obter remoção acima de 90% quando comparamos os resultados analíticos
da água captada e da água produzida com outros estudos. A maioria dos
parâmetros obteve remoção entre 95 e 100%. Diante destes resultados concluímos
que o sistema aplicado mostrou-se bastante eficiente para produzir água de
processo de acordo com os parâmetros estabelecidos.
O percentual de recuperação, em torno de 68%, é considerado altamente
satisfatório quando comparado a estudos em plantas pilotos similares.
Depois de realizados os ajustes no processo, principalmente no ponto de
captação, nas membranas e no aumento do tempo de residência do tanque de
decantação, foi possível aumentar a produtividade do sistema, chegando a fornecer
100% da água de processo utilizada pelos processos industriais nos últimos meses
do monitoramento. Do ponto de vista sócio ambiental, após instalação deste
sistema, deixou-se de consumir cerca de 70.000 m³ de água potável por mês da
rede pública, que pode ser fornecido para a população. Considerando resultados de
DQO presente na água do rio Sarapuí, são retiradas cerca de 11 toneladas de carga
orgânica por mês do rio.
Diante dos resultados obtidos, fica evidente a eficiência do sistema analisado,
que obteve resultados positivos nos parâmetros da água produzida, produtividade
adequada à necessidade dos processos, redução nos custos para aquisição de

95
água de processo e ainda ganhos sócio-ambientais consideráveis. Conclui-se que,
atualmente, a utilização da osmose inversa integrada a sistemas convencionais de
pré-tratamento para a produção de água em escala industrial é totalmente viável,
representando uma alternativa sustentável e econômica e ambientalmente eficiente.
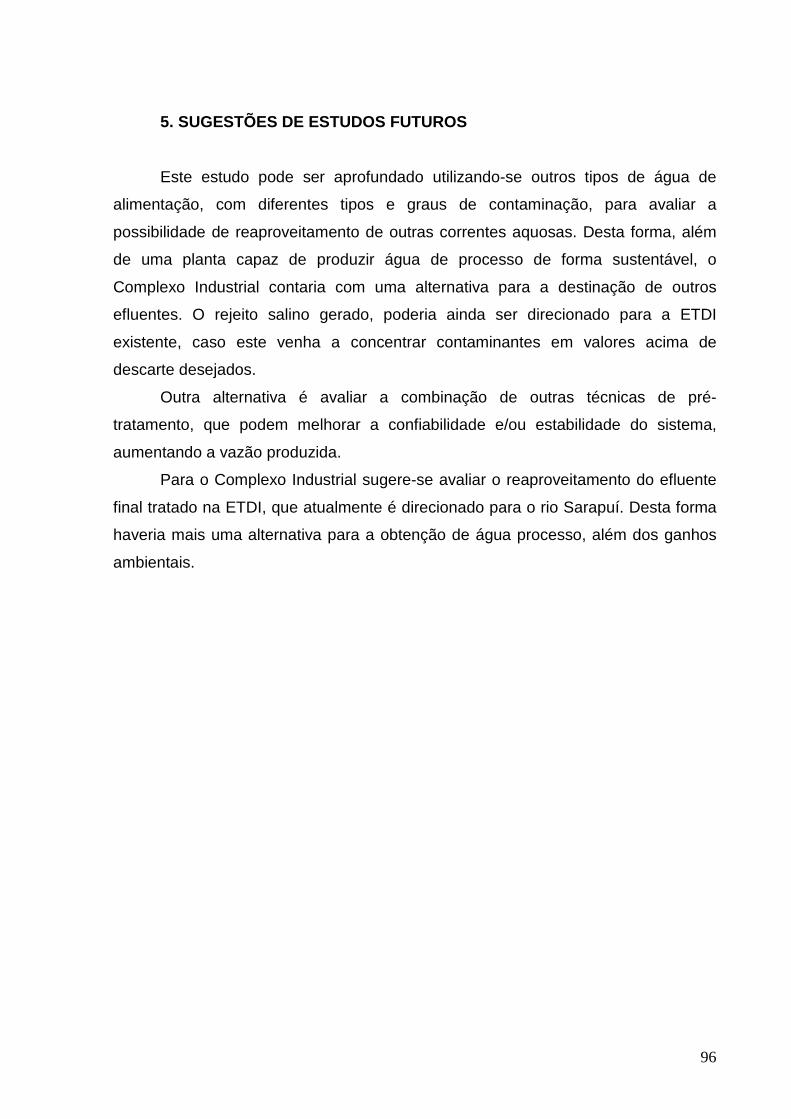
96
5. SUGESTÕES DE ESTUDOS FUTUROS
Este estudo pode ser aprofundado utilizando-se outros tipos de água de
alimentação, com diferentes tipos e graus de contaminação, para avaliar a
possibilidade de reaproveitamento de outras correntes aquosas. Desta forma, além
de uma planta capaz de produzir água de processo de forma sustentável, o
Complexo Industrial contaria com uma alternativa para a destinação de outros
efluentes. O rejeito salino gerado, poderia ainda ser direcionado para a ETDI
existente, caso este venha a concentrar contaminantes em valores acima de
descarte desejados.
Outra alternativa é avaliar a combinação de outras técnicas de pré-
tratamento, que podem melhorar a confiabilidade e/ou estabilidade do sistema,
aumentando a vazão produzida.
Para o Complexo Industrial sugere-se avaliar o reaproveitamento do efluente
final tratado na ETDI, que atualmente é direcionado para o rio Sarapuí. Desta forma
haveria mais uma alternativa para a obtenção de água processo, além dos ganhos
ambientais.
97
6. REFERÊNCIAS BIBLIOGRÁFICAS
ADHAM S, GAGLIARDO P, SMITH D, ROSS DAVID, GRAMITH K, TRUSSELL R.
Monitoring the integrity of reverse osmosis membranes. Desalination, v. 119, p. 143
– 150, 1998.
AGÊNCIA BRASIL. Apresenta informações sobre consumo de água no Brasil.
Disponível em <http://www.agenciabrasil.gov.br/noticias/2006/11/14/materia.2006-
11-14.8033354244/view>. Acesso em 26.12.08.
AGÊNCIA NACIONAL DAS ÁGUAS. Disponibilidade e Demandas de Recursos
Hídricos no Brasil. Brasília, 2007. 123 p. (Caderno de Recursos Hídricos 2).
AMBIENTE BRASIL. Apresenta informações sobre tecnologia para tratamento de
água. Disponível em <http://www.ambientebrasil.com.br/composer.php3?base=./
agua/doce/index.htmL&conteudo=./agua/doce/artigos/tec_trat_agua.htmL>. Acesso
em 26.12.08.
AMIRI MC, SAMIEI M. Enhancing permeate flux in a RO plant by controlling
membrane fouling. Desalination, v. 207, p. 361 – 369, 2007.
BARTELS CR. Reverse osmosis membranes play key role in wastewater
reclamation. Water & Wastewater International. December, 2006.
BAYER. Apresenta informações sobre a empresa e seus produtos. Disponível em
<www.bayer.com.br>. Acesso em 01.05.2008.
BOUGUECHA S, DHAHBI M. The role of membrane technologies in supplying
drinking and industrial water in Tunisia: conventional process and new trends.
Desalination, v. 151, p. 75 – 86, 2002.
BRASIL DAS ÁGUAS. Apresenta informações sobre a importância da água no Brasil
e no Mundo. Disponível em http://www.brasildasaguas.com.br/brasil_das_aguas/
importancia_agua.htmL. Acesso em 08.12.09.
98
BREIA GC. Aplicação dos Processos de Coagulação / Floculação e Adsorção em
Carvão Ativo no Tratamento Primário dos Efluentes de Indústrias de Defensivos
Agrícolas. 2006. 174 f. Tese (Mestrado em Química) – Instituto de Química,
Universidade do Estado do Rio de Janeiro, Rio de Janeiro, 2006.
CAMPANILI M. A indústria é responsável pela utilização de 25% do consumo de
água em todo o mundo. Disponível em <http://www.revistaagua.com.br/
textos.asp?codigo=18>. Acesso em 26.12.2008.
CLEVER M, JORDT F, KNAUF R, RÄBIGER N, RÜDEBUSCH M, SCHLEIBEL RH.
Process water production from river water by ultrafiltration and reverse osmosis.
Desalination, v. 131, p. 325 – 336, 2000.
CONAMA. Classificação dos Corpos de Água e Diretrizes Ambientais para o seu
Enquadramento, bem como Estabelece as Condições e Padrões de Lançamento de
Efluentes. Resolução no 357. 2005.
CONAMA. Condições de Balneabilidade das Águas. Resolução no 274. 2000.
CUDA P, POSPISIL P, TENGLEROVÁ J. Reverse osmosis in water treatment for
boilers. Desalination, v. 198, p. 41 – 46, 2006.
FEEMA. Critérios e Padrões para Lançamento de Efluentes Líquidos, Norma
Técnica NT-202 R.10. Rio de Janeiro, 1986.
FEEMA. Diretriz de Controle de Carga Orgânica em Efluentes Líquidos de Origem
Industrial – DZ 205 R.5. Rio de Janeiro, 1991.
FEEMA. Diretriz do Programa de Autocontrole de Efluentes Líquidos – Procon Água
– DZ 941 R.7. Rio de Janeiro, 1990.
FEEMA. Manual do Meio Ambiente - Métodos. Rio de Janeiro, 1983.
99
FONSECA ZJS. Tratamento do efluente gerado nas atividades de limpeza de
caminhões de lixo. 2006. 94f. Tese (Mestrado em Química) - Instituto de Química,
Universidade do Estado do Rio de Janeiro, Rio de Janeiro, 2006.
GOOGLE EARTH. Aplicativo para visualização geográfica do planeta Terra. Versão
4.3.7284.3916
MATSUMOTO H, KONOSU Y, KIMURA N, MINAGAWA M, TANIOKA A. Membrane
potential across reverse osmosis membranes under pressure gradient. Journal of
Colloid and Interface Science, v. 309, p. 272 – 278, 2007.
KOO T, LEE YJ, SHEIKHOLESLAMI R. Silica fouling and cleaning of reverse
osmosis membranes. Desalination, v. 139, p. 43 – 56, 2001.
MADAENI SS, ESLAMIFARD MR. Recycle unit wastewater treatment in
petrochemical complex using reverse osmosis process. Journal of Hazardous
Materials, 2009.
MADWAR K, TARAZI H. Desalination techniques for industrial wastewater reuse.
Desalination, v. 152, p. 325 – 332, 2002.
MINISTÉRIO DE CIÊNCIA E TECNOLOGIA. Apresenta informações sobre estudos
climáticos. Disponível em <http://clima1.cptec.inpe.br/estacoes/#>. Acesso em
03.04.2009.
NEDERLOF MM, KRUITHOF JC, TAYLOR JS, KOOIJ D, SCHIPPERS JC.
Comparison of NF/RO membrane performance in integrated membrane systems.
Desalination, v. 131, p. 257 – 269, 2000.
NOBREGA R, HABERT AC, BORGES CP. Processos de Separação por Membranas
- Série: Escola Piloto de Engenharia Química COPPE/UFRJ. Rio de Janeiro: Ed. E-
papers, 2006. 180 p.
100
PAUL DH. Reversing Problems in Reverse Osmosis. Water Technology Magazine.
December, 1996.
REDE DE AGRICULTURA SUSTENTÁVEL. Apresenta informações sobre Consumo
de água no Brasil pela atividade. Disponível em <
http://www.agrisustentavel.com/san/bebo.htmL>. Acesso em 26.12.2008.
RIBEIRO LF, FASANARO R, LAPOLLI FR. Dióxido de Cloro: Suas Caracteristicas e
Aplicação na Desinfecção de Águas Residuárias. Congresso Interamericano de
Engenharia Sanitária e Ambiental, 27, 2000, Porto Alegre.
RIO DE JANEIRO. Lei no 3239, de 02 de agosto de 1999, Art. 22. Institui a política
estadual de Recursos Hídricos; cria o sistema estadual de gerenciamento de
recursos hídricos; regulamenta a Constituição Estadual, em seu artigo 261,
parágrafo 1º, inciso VII; e dá outras providências. Diário Oficial [do] Estado do Rio de
Janeiro, Poder Legislativo, Rio de Janeiro, RJ, 04 ago. 1999.
SAEHAN Industries Inc. Folha de especificação de membranas No 2411112, 15/04/07. SANTOYO AB, CARRASCO JLG, GÓMEZ EG, MARTÍN FM, MONTESINOS AMH.
Application of reverse osmosis to reduce pollutants present in industrial wastewater.
Desalination, v. 155, p. 101 – 108, 2003.
SCHNEIDER RP, TSUTIYA MT. Membranas filtrantes para o tratamento de água,
esgoto e água de reúso. 1. ed., São Paulo: Editora ABES, 2001.
SECRETARIA DE ESTADO DE MEIO AMBIENTE E DESENVOLVIMENTO
SUSTENTÁVEL – SEMADS. Bacias Hidrográficas e Rios Fluminenses. Rio de
Janeiro, 2001. 73p. (Síntese Informativa por Macrorregião Ambiental 3).
SECRETARIA DE ESTADO DE MEIO AMBIENTE E DESENVOLVIMENTO
SUSTENTÁVEL – SEMADS. Revitalização de Rios. Rio de Janeiro, 2001. 78p.
(Orientação Técnica 11).
101
SHINTANI T, MATSUYAMA H, KURATA N. Development of a chlorine-resistant
polyamide reverse osmosis membrane. Desalination, v. 207, p. 340 – 348, 2007.
SUPERINTENDÊNCIA ESTADUAL DE RIOS E LAGOAS (SERLA). Apresenta
informações sobre o Projeto Iguaçu. Disponível em
<http://www.serla.rj.gov.br/mais/pj_iguacu2.asp>. Acesso em 20.05.2008.
SUPERINTENDÊNCIA ESTADUAL DE RIOS E LAGOAS (SERLA). Apresenta
informações sobre Regiões Hidrográficas do Estado do Rio de Janeiro. Disponível
em < http://www.serla.rj.gov.br/recursos/re_hidrograf.asp>. Acesso em 08.06.2008.
THARAN D. Complete guide for a proper RO installation from site analysis to regular
maintenance. Water Technology Magazine. July, 2005.
TOCCHETTO MRL. Água: Esgotabilidade, Responsabilidade e Sustentabilidade.
Disponível em: http://www.ambientebrasil.com.br/composer.php3?base=./agua/doce/
index.htmL&conteudo=./agua/doce/artigos/esgotabilidade.htmL. Acesso em
26.12.2008.
UNIVERSIDADE DE BRASÍLIA (UNB). Apresenta informações sobre batimetria.
Disponível em <http://www.unb.br/ig/glossario/verbete/batimetria.htm>. Acesso em
08.05.2008.
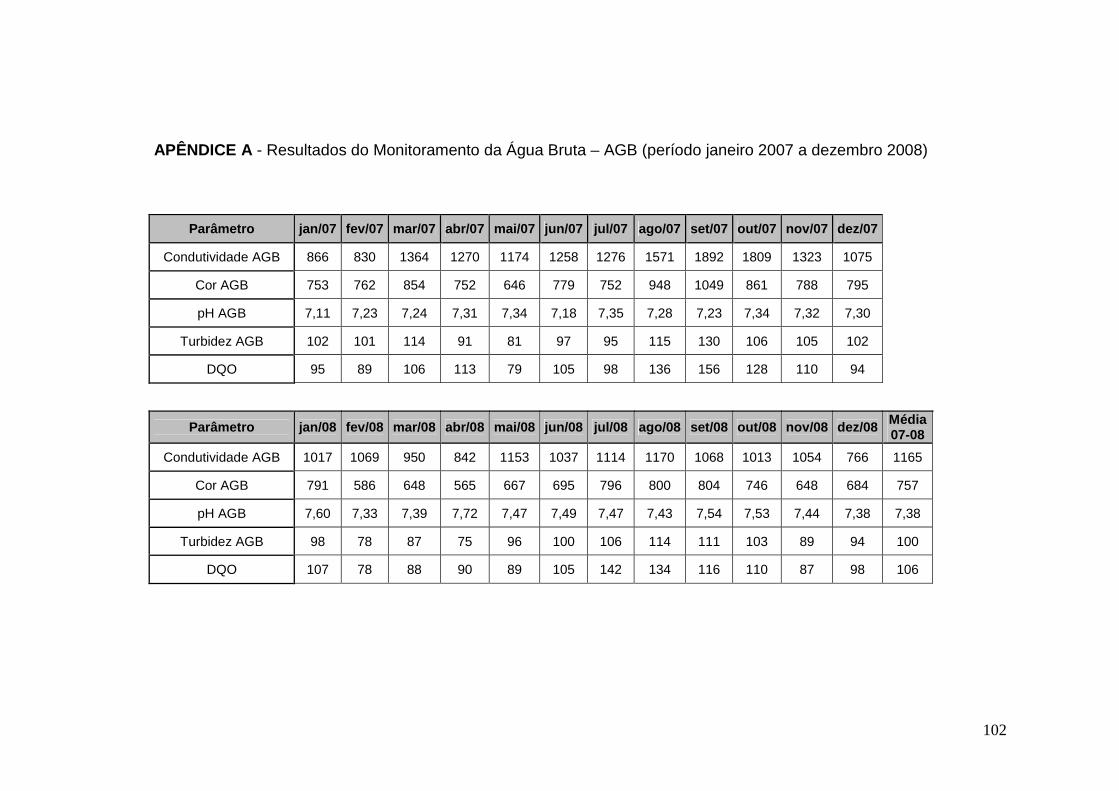
102
APÊNDICE A - Resultados do Monitoramento da Água Bruta – AGB (período janeiro 2007 a dezembro 2008)
Parâmetro jan/07 fev/07 mar/07 abr/07 mai/07 jun/07 jul/07 ago/07 set/07 out/07 nov/07 dez/07
Condutividade AGB 866 830 1364 1270 1174 1258 1276 1571 1892 1809 1323 1075
Cor AGB 753 762 854 752 646 779 752 948 1049 861 788 795
pH AGB 7,11 7,23 7,24 7,31 7,34 7,18 7,35 7,28 7,23 7,34 7,32 7,30
Turbidez AGB 102 101 114 91 81 97 95 115 130 106 105 102
DQO 95 89 106 113 79 105 98 136 156 128 110 94
Parâmetro jan/08 fev/08 mar/08 abr/08 mai/08 jun/08 jul/08 ago/08 set/08 out/08 nov/08 dez/08 Média 07-08
Condutividade AGB 1017 1069 950 842 1153 1037 1114 1170 1068 1013 1054 766 1165
Cor AGB 791 586 648 565 667 695 796 800 804 746 648 684 757
pH AGB 7,60 7,33 7,39 7,72 7,47 7,49 7,47 7,43 7,54 7,53 7,44 7,38 7,38
Turbidez AGB 98 78 87 75 96 100 106 114 111 103 89 94 100
DQO 107 78 88 90 89 105 142 134 116 110 87 98 106
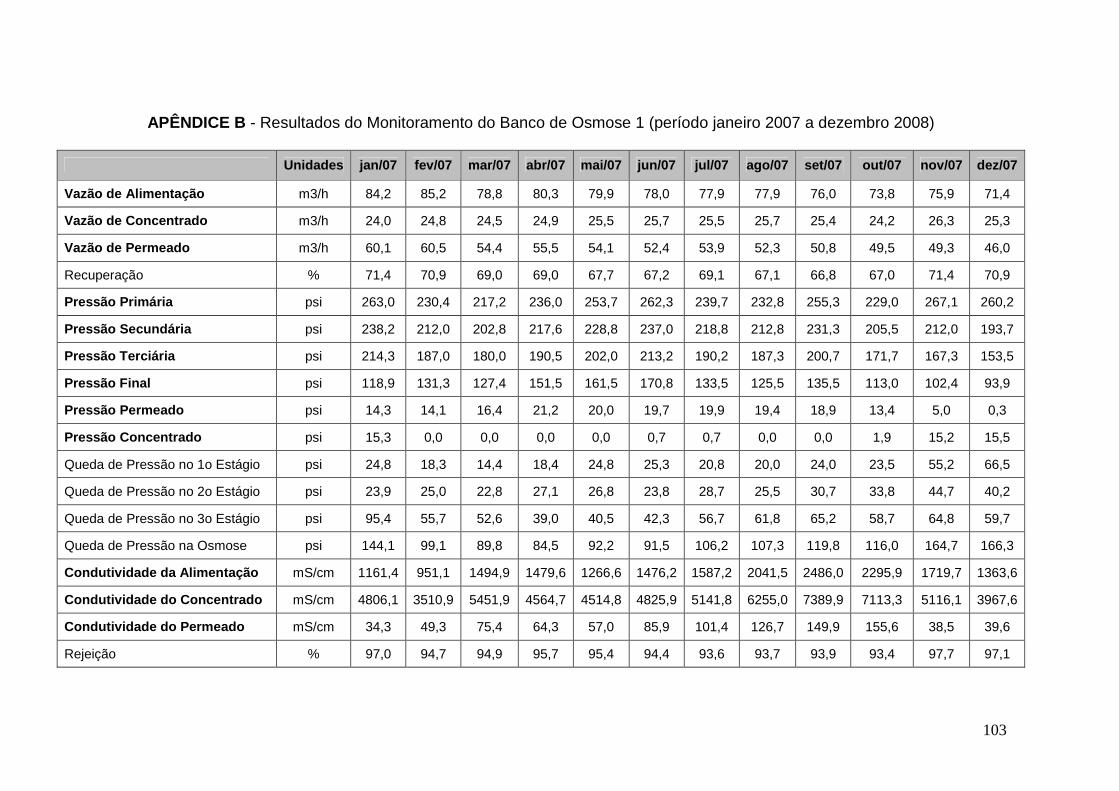
103
APÊNDICE B - Resultados do Monitoramento do Banco de Osmose 1 (período janeiro 2007 a dezembro 2008)
Unidades jan/07 fev/07 mar/07 abr/07 mai/07 jun/07 jul/07 ago/07 set/07 out/07 nov/07 dez/07
Vazão de Alimentação m3/h 84,2 85,2 78,8 80,3 79,9 78,0 77,9 77,9 76,0 73,8 75,9 71,4
Vazão de Concentrado m3/h 24,0 24,8 24,5 24,9 25,5 25,7 25,5 25,7 25,4 24,2 26,3 25,3
Vazão de Permeado m3/h 60,1 60,5 54,4 55,5 54,1 52,4 53,9 52,3 50,8 49,5 49,3 46,0
Recuperação % 71,4 70,9 69,0 69,0 67,7 67,2 69,1 67,1 66,8 67,0 71,4 70,9
Pressão Primária psi 263,0 230,4 217,2 236,0 253,7 262,3 239,7 232,8 255,3 229,0 267,1 260,2
Pressão Secundária psi 238,2 212,0 202,8 217,6 228,8 237,0 218,8 212,8 231,3 205,5 212,0 193,7
Pressão Terciária psi 214,3 187,0 180,0 190,5 202,0 213,2 190,2 187,3 200,7 171,7 167,3 153,5
Pressão Final psi 118,9 131,3 127,4 151,5 161,5 170,8 133,5 125,5 135,5 113,0 102,4 93,9
Pressão Permeado psi 14,3 14,1 16,4 21,2 20,0 19,7 19,9 19,4 18,9 13,4 5,0 0,3
Pressão Concentrado psi 15,3 0,0 0,0 0,0 0,0 0,7 0,7 0,0 0,0 1,9 15,2 15,5
Queda de Pressão no 1o Estágio psi 24,8 18,3 14,4 18,4 24,8 25,3 20,8 20,0 24,0 23,5 55,2 66,5
Queda de Pressão no 2o Estágio psi 23,9 25,0 22,8 27,1 26,8 23,8 28,7 25,5 30,7 33,8 44,7 40,2
Queda de Pressão no 3o Estágio psi 95,4 55,7 52,6 39,0 40,5 42,3 56,7 61,8 65,2 58,7 64,8 59,7
Queda de Pressão na Osmose psi 144,1 99,1 89,8 84,5 92,2 91,5 106,2 107,3 119,8 116,0 164,7 166,3
Condutividade da Alimentação mS/cm 1161,4 951,1 1494,9 1479,6 1266,6 1476,2 1587,2 2041,5 2486,0 2295,9 1719,7 1363,6
Condutividade do Concentrado mS/cm 4806,1 3510,9 5451,9 4564,7 4514,8 4825,9 5141,8 6255,0 7389,9 7113,3 5116,1 3967,6
Condutividade do Permeado mS/cm 34,3 49,3 75,4 64,3 57,0 85,9 101,4 126,7 149,9 155,6 38,5 39,6
Rejeição % 97,0 94,7 94,9 95,7 95,4 94,4 93,6 93,7 93,9 93,4 97,7 97,1
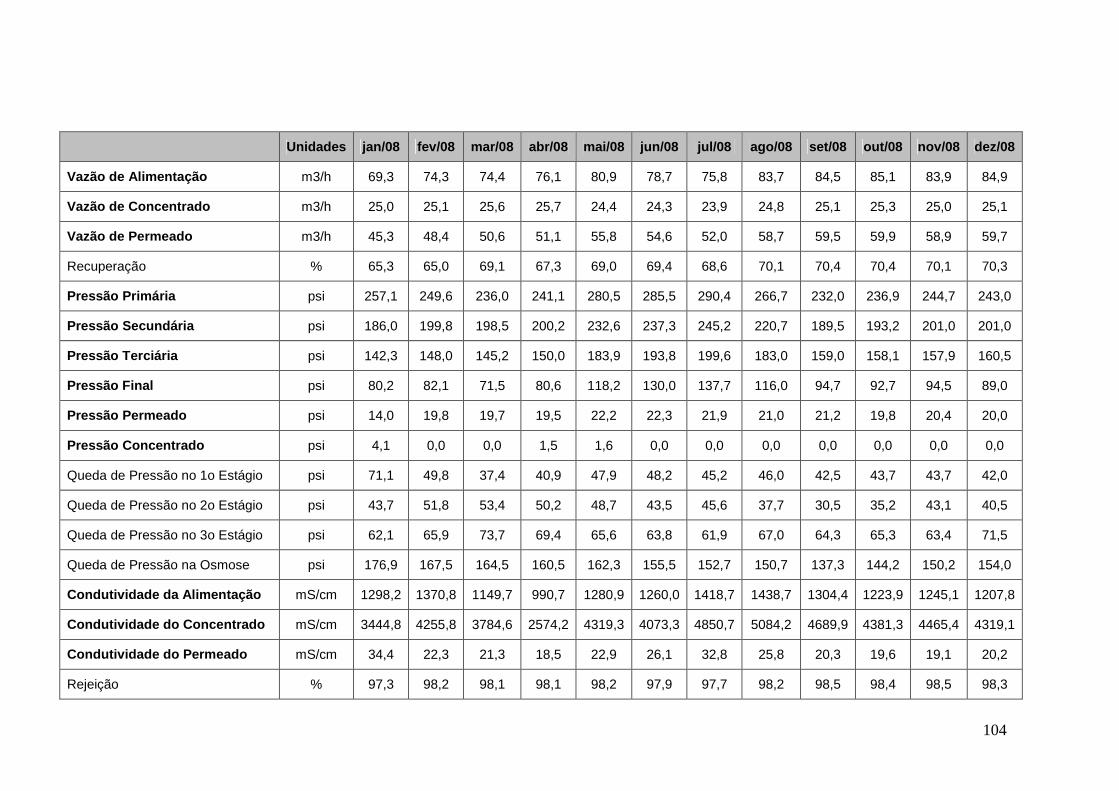
104
Unidades jan/08 fev/08 mar/08 abr/08 mai/08 jun/08 jul/08 ago/08 set/08 out/08 nov/08 dez/08
Vazão de Alimentação m3/h 69,3 74,3 74,4 76,1 80,9 78,7 75,8 83,7 84,5 85,1 83,9 84,9
Vazão de Concentrado m3/h 25,0 25,1 25,6 25,7 24,4 24,3 23,9 24,8 25,1 25,3 25,0 25,1
Vazão de Permeado m3/h 45,3 48,4 50,6 51,1 55,8 54,6 52,0 58,7 59,5 59,9 58,9 59,7
Recuperação % 65,3 65,0 69,1 67,3 69,0 69,4 68,6 70,1 70,4 70,4 70,1 70,3
Pressão Primária psi 257,1 249,6 236,0 241,1 280,5 285,5 290,4 266,7 232,0 236,9 244,7 243,0
Pressão Secundária psi 186,0 199,8 198,5 200,2 232,6 237,3 245,2 220,7 189,5 193,2 201,0 201,0
Pressão Terciária psi 142,3 148,0 145,2 150,0 183,9 193,8 199,6 183,0 159,0 158,1 157,9 160,5
Pressão Final psi 80,2 82,1 71,5 80,6 118,2 130,0 137,7 116,0 94,7 92,7 94,5 89,0
Pressão Permeado psi 14,0 19,8 19,7 19,5 22,2 22,3 21,9 21,0 21,2 19,8 20,4 20,0
Pressão Concentrado psi 4,1 0,0 0,0 1,5 1,6 0,0 0,0 0,0 0,0 0,0 0,0 0,0
Queda de Pressão no 1o Estágio psi 71,1 49,8 37,4 40,9 47,9 48,2 45,2 46,0 42,5 43,7 43,7 42,0
Queda de Pressão no 2o Estágio psi 43,7 51,8 53,4 50,2 48,7 43,5 45,6 37,7 30,5 35,2 43,1 40,5
Queda de Pressão no 3o Estágio psi 62,1 65,9 73,7 69,4 65,6 63,8 61,9 67,0 64,3 65,3 63,4 71,5
Queda de Pressão na Osmose psi 176,9 167,5 164,5 160,5 162,3 155,5 152,7 150,7 137,3 144,2 150,2 154,0
Condutividade da Alimentação mS/cm 1298,2 1370,8 1149,7 990,7 1280,9 1260,0 1418,7 1438,7 1304,4 1223,9 1245,1 1207,8
Condutividade do Concentrado mS/cm 3444,8 4255,8 3784,6 2574,2 4319,3 4073,3 4850,7 5084,2 4689,9 4381,3 4465,4 4319,1
Condutividade do Permeado mS/cm 34,4 22,3 21,3 18,5 22,9 26,1 32,8 25,8 20,3 19,6 19,1 20,2
Rejeição % 97,3 98,2 98,1 98,1 98,2 97,9 97,7 98,2 98,5 98,4 98,5 98,3
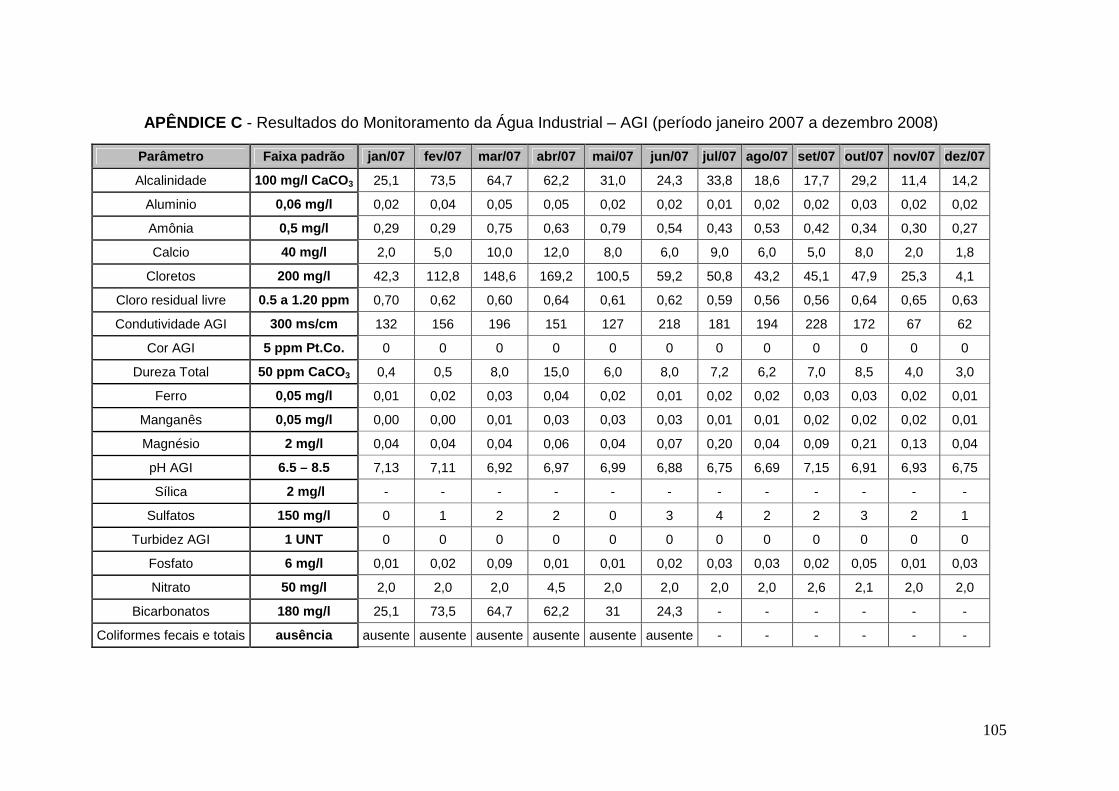
105
APÊNDICE C - Resultados do Monitoramento da Água Industrial – AGI (período janeiro 2007 a dezembro 2008)
Parâmetro Faixa padrão jan/07 fev/07 mar/07 abr/07 mai/07 jun/07 jul/07 ago/07 set/07 out/07 nov/07 dez/07
Alcalinidade 100 mg/l CaCO 3 25,1 73,5 64,7 62,2 31,0 24,3 33,8 18,6 17,7 29,2 11,4 14,2
Aluminio 0,06 mg/l 0,02 0,04 0,05 0,05 0,02 0,02 0,01 0,02 0,02 0,03 0,02 0,02
Amônia 0,5 mg/l 0,29 0,29 0,75 0,63 0,79 0,54 0,43 0,53 0,42 0,34 0,30 0,27
Calcio 40 mg/l 2,0 5,0 10,0 12,0 8,0 6,0 9,0 6,0 5,0 8,0 2,0 1,8
Cloretos 200 mg/l 42,3 112,8 148,6 169,2 100,5 59,2 50,8 43,2 45,1 47,9 25,3 4,1
Cloro residual livre 0.5 a 1.20 ppm 0,70 0,62 0,60 0,64 0,61 0,62 0,59 0,56 0,56 0,64 0,65 0,63
Condutividade AGI 300 ms/cm 132 156 196 151 127 218 181 194 228 172 67 62
Cor AGI 5 ppm Pt.Co. 0 0 0 0 0 0 0 0 0 0 0 0
Dureza Total 50 ppm CaCO 3 0,4 0,5 8,0 15,0 6,0 8,0 7,2 6,2 7,0 8,5 4,0 3,0
Ferro 0,05 mg/l 0,01 0,02 0,03 0,04 0,02 0,01 0,02 0,02 0,03 0,03 0,02 0,01
Manganês 0,05 mg/l 0,00 0,00 0,01 0,03 0,03 0,03 0,01 0,01 0,02 0,02 0,02 0,01
Magnésio 2 mg/l 0,04 0,04 0,04 0,06 0,04 0,07 0,20 0,04 0,09 0,21 0,13 0,04
pH AGI 6.5 – 8.5 7,13 7,11 6,92 6,97 6,99 6,88 6,75 6,69 7,15 6,91 6,93 6,75
Sílica 2 mg/l - - - - - - - - - - - -
Sulfatos 150 mg/l 0 1 2 2 0 3 4 2 2 3 2 1
Turbidez AGI 1 UNT 0 0 0 0 0 0 0 0 0 0 0 0
Fosfato 6 mg/l 0,01 0,02 0,09 0,01 0,01 0,02 0,03 0,03 0,02 0,05 0,01 0,03
Nitrato 50 mg/l 2,0 2,0 2,0 4,5 2,0 2,0 2,0 2,0 2,6 2,1 2,0 2,0
Bicarbonatos 180 mg/l 25,1 73,5 64,7 62,2 31 24,3 - - - - - -
Coliformes fecais e totais ausência ausente ausente ausente ausente ausente ausente - - - - - -
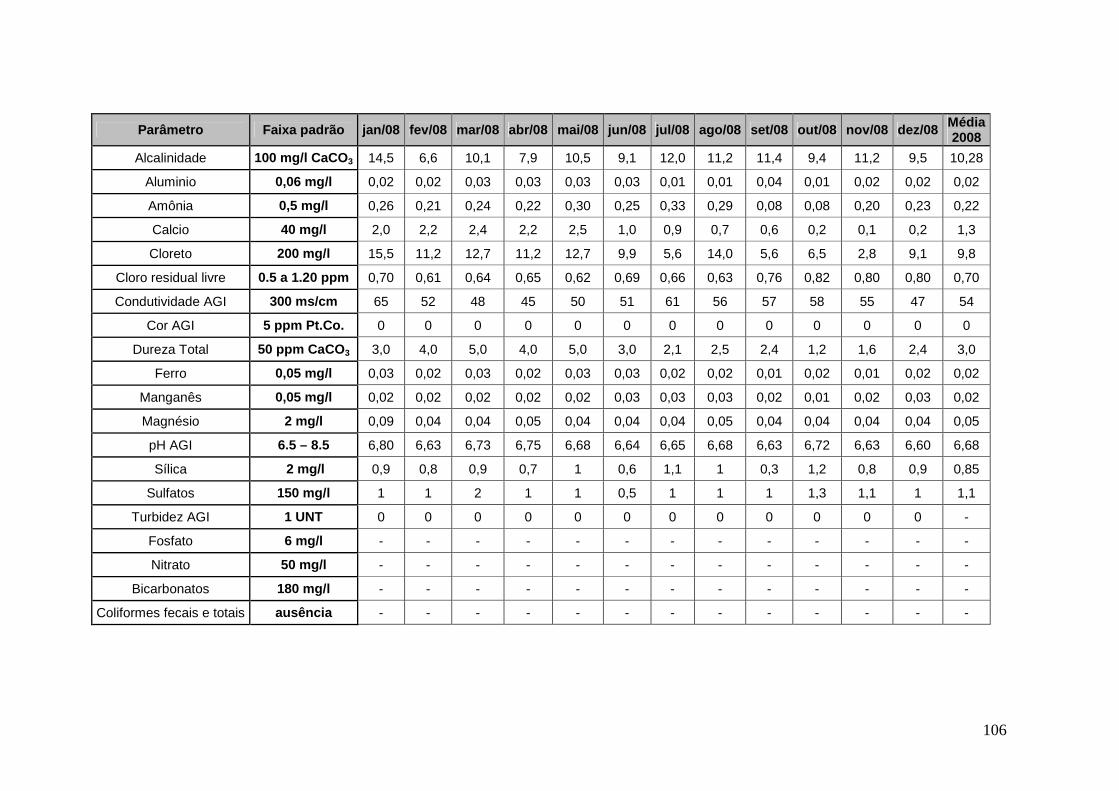
106
Parâmetro Faixa padrão jan/08 fev/08 mar/08 abr/08 mai/08 jun/08 jul/08 ago/08 set/08 out/08 nov/08 dez/08 Média 2008
Alcalinidade 100 mg/l CaCO 3 14,5 6,6 10,1 7,9 10,5 9,1 12,0 11,2 11,4 9,4 11,2 9,5 10,28
Aluminio 0,06 mg/l 0,02 0,02 0,03 0,03 0,03 0,03 0,01 0,01 0,04 0,01 0,02 0,02 0,02
Amônia 0,5 mg/l 0,26 0,21 0,24 0,22 0,30 0,25 0,33 0,29 0,08 0,08 0,20 0,23 0,22
Calcio 40 mg/l 2,0 2,2 2,4 2,2 2,5 1,0 0,9 0,7 0,6 0,2 0,1 0,2 1,3
Cloreto 200 mg/l 15,5 11,2 12,7 11,2 12,7 9,9 5,6 14,0 5,6 6,5 2,8 9,1 9,8
Cloro residual livre 0.5 a 1.20 ppm 0,70 0,61 0,64 0,65 0,62 0,69 0,66 0,63 0,76 0,82 0,80 0,80 0,70
Condutividade AGI 300 ms/cm 65 52 48 45 50 51 61 56 57 58 55 47 54
Cor AGI 5 ppm Pt.Co. 0 0 0 0 0 0 0 0 0 0 0 0 0
Dureza Total 50 ppm CaCO 3 3,0 4,0 5,0 4,0 5,0 3,0 2,1 2,5 2,4 1,2 1,6 2,4 3,0
Ferro 0,05 mg/l 0,03 0,02 0,03 0,02 0,03 0,03 0,02 0,02 0,01 0,02 0,01 0,02 0,02
Manganês 0,05 mg/l 0,02 0,02 0,02 0,02 0,02 0,03 0,03 0,03 0,02 0,01 0,02 0,03 0,02
Magnésio 2 mg/l 0,09 0,04 0,04 0,05 0,04 0,04 0,04 0,05 0,04 0,04 0,04 0,04 0,05
pH AGI 6.5 – 8.5 6,80 6,63 6,73 6,75 6,68 6,64 6,65 6,68 6,63 6,72 6,63 6,60 6,68
Sílica 2 mg/l 0,9 0,8 0,9 0,7 1 0,6 1,1 1 0,3 1,2 0,8 0,9 0,85
Sulfatos 150 mg/l 1 1 2 1 1 0,5 1 1 1 1,3 1,1 1 1,1
Turbidez AGI 1 UNT 0 0 0 0 0 0 0 0 0 0 0 0 -
Fosfato 6 mg/l - - - - - - - - - - - - -
Nitrato 50 mg/l - - - - - - - - - - - - -
Bicarbonatos 180 mg/l - - - - - - - - - - - - -
Coliformes fecais e totais ausência - - - - - - - - - - - - -
Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo





























