-
OTC-20226-PP
Mechanical Design of Subsea and Buried LNG Pipelines Trent
Brown, ITP InTerPipe, Inc.; Paul Jukes; and Jason Sun, JP Kenny,
Inc.
Copyright 2009, Offshore Technology Conference This paper was
prepared for presentation at the 2009 Offshore Technology
Conference held in Houston, Texas, USA, 47 May 2009. This paper was
selected for presentation by an OTC program committee following
review of information contained in an abstract submitted by the
author(s). Contents of the paper have not been reviewed by the
Offshore Technology Conference and are subject to correction by the
author(s). The material does not necessarily reflect any position
of the Offshore Technology Conference, its officers, or members.
Electronic reproduction, distribution, or storage of any part of
this paper without the written consent of the Offshore Technology
Conference is prohibited. Permission to reproduce in print is
restricted to an abstract of not more than 300 words; illustrations
may not be copied. The abstract must contain conspicuous
acknowledgment of OTC copyright.
Abstract Design of subsea and buried LNG pipelines presents
challenges such as low operating temperatures (-160 C), multiple
pipe walls, and differential expansion of materials. ITP has
developed an LNG pipeline design that has been certified by DNV as
Fit for Service for LNG subsea transport. JP Kenny has developed
and applied a comprehensive FE model to ITPs triple-walled (PIPIP)
LNG pipeline design to successfully demonstrate the robustness of
the pipe design. The FE model is used to determine the
displacements and stresses in each of the three pipe walls under
all the operating conditions and to provide input data for detailed
analyses of the bulkheads, risers, riser supports, and tie-ins to
external piping. The basis of the model is presented along with a
description of the PIPIP. Typical results of the modeling are
presented, which demonstrate how the design of the PIPIP limits the
stresses, displacements, and end loads. The use of the model
results for design of ancilliary and connecting systems is also
reviewed. Design Considerations for LNG Loading/Offloading
Pipelines LNG loading/offloading pipelines present several design
challenges:
Low temperatures (-160 C) Relatively long distances High thermal
performance requirements Low risk tolerance
The material selected for LNG pipelines has traditionally been
stainless steel 304L. Although suitable for the low temperature,
304L has the disadvantage of a high Coefficient of Thermal
Expansion (CTE = 13.6 x 10-6 K-1 between ambient and -160 C). For
the stresses in a 304L LNG pipeline to be acceptable, the pipeline
must be allowed to contract with temperature. Consequently, either
expansion loops or bellows are required. Heat ingress to the
pipeline must be limited for operating cost and operational
(Boil-Off Gas) reasons. As such, very low overall heat transfer
coefficients (U-values less than 0.15 W/m2*K) are required. Low
U-values have traditionally been obtained by using either Vacuum
Insulated Pipe (VIP) or very thick conventional insulation. All of
the product from an LNG export facility must flow through the LNG
pipeline. As LNG facilities involve high capital costs, there is a
very low risk tolerance for LNG pipelines. If a subsea design is to
be preferred over the conventional trestle design, the subsea
design must be robust and able to withstand impacts that might
occur in near shore regions with ship traffic. To apply an LNG
pipeline subsea, the thermal performance must be maintained; the
design must be robust and reliable; and bellows and expansion loops
must be eliminated. ITP has developed a design that satisfies these
criteria using a triple-wall design with different materials for
the pipes, and with bulkheads only at each end of the pipeline. The
triple-walled design and bulkheads complicate the determination of
the stresses, displacements, and end loads. JP Kenny has developed
a pipeline analysis model that allows the design to be rigorously
evaluated. ITP LNG Pipeline ITP began development of its cryogenic
pipe design in 1996 and performed the first full-scale tests in
2001 with LNG. In 2003, ITP was joined by four major oil companies
in a joint industry project with the objective of qualifying ITPs
LNG pipe
-
2 OTC OTC-20226-PP
design for subsea transportation of LNG. In 2007, ITP received
the Certificate of Fitness for Service from DNV, after completing
the rigorous technology qualification process documented in DNV
RP-A203. The main characteristics of the design are:
Triple-walled with a sacrificial outer pipe. Inner pipe
material, 36% nickel-iron (NiFe), has a very low CTE (less than 2 x
10-6 K-1) High-performance Izoflex insulation. Reduced pressure in
the inner annulus. Intermediate and outer pipes both designed for
collapse.
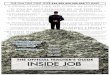
Figure 1 shows a cross section of the full-scale, triple-walled
pipe.
Outer carbon steel pipe
Outer annulus
Intermediate pipe
Inner annulus at reduced pressure
Izoflex insulation
36% nickel inner pipe
Outer carbon steel pipe
Outer annulus
Intermediate pipe
Inner annulus at reduced pressure
Izoflex insulation
36% nickel inner pipe
Figure 1: ITP LNG PIPIP
Due to the low CTE of 36% NiFe, the pipeline does not require
expansion loops or bellows, independent of the length of the
pipeline. The intermediate and outer pipes are carbon steel and are
both designed for collapse in the maximum water depth. The purpose
of the outer pipe is to provide protection from external damage.
The outer pipe is sacrificial it can be damaged or even breached
without compromising the integrity of the pipeline or the thermal
performance. Thus, the PIPIP provides excellent protection against
external impacts (fishing equipment, anchors, and other dropped
objects), with the outer pipe acting as a crumple zone and
absorbing impact energy. The inner annulus is typically continuous
along the entire pipeline length. The inner annulus is maintained
at a reduced pressure. This partial vacuum has two advantages.
First, the thermal performance of the Izoflex insulation is
increased by a factor of three. Second, the partial vacuum acts as
a straightforward, robust, and very sensitive leak detection
system. The pressure of the inner annulus is monitored
continuously, and, due to the low pressure, any leak of LNG into
the annulus is quickly detected. The reduced pressure is easy to
achieve with standard vacuum equipment and can be maintained
indefinitely no special handling of the pipe is required as the
pressures are not low enough for degassing to be an issue. The
outer annulus is filled with dry nitrogen at a pressure above
hydrostatic head. The pressure of this annulus is also continuously
monitored. This allows for a simple, straightforward, leak
detection system. The leak detection capabilities of the system
have been reviewed by Offredi, et al., 2008. Bulkheads are located
at either end of the pipeline (and potentially at bends along the
pipeline route). One bulkhead connects the inner and intermediate
pipes. The second bulkhead connects the intermediate and outer
pipes. These bulkheads connect the inner, intermediate, and outer
pipes to form two sealed annuli. When the intermediate pipe is
stainless steel, the triple-walled pipe design provides double
containment for the LNG and a second barrier (the third pipe) for
protection of the pipelines from external damage. All joints
between the bulkheads are simple butt welds. This is possible
because of the Izoflex insulation material application procedure
and the mechanical strength and thermal properties of the Izoflex.
In the pipe-in-pipe fabrication process, the
-
OTC OTC-20226-PP 3
intermediate pipe can be slid over the Izoflex insulation and
the intermediate pipe can be welded directly over the insulation
without damage to the insulation because the insulation can
tolerate the high temperatures of the welding process. Butt welds
are the most robust weld for a pipeline and the most readily
inspected. Welds on all three pipes are 100% inspected. JPK
Pipeline Model A global, 3-D FE model has been developed to assess
the LNG pipeline expansion/contraction and the stresses and load
response under extreme ambient and operational loading conditions.
The model was developed using ABAQUS version 6.7.1. The FE global
model meshes were initially created using the ABAQUS pre-processor
(ABAQUS/CAE), which is a user-friendly graphical interface that can
easily generate the entire system including the bend and riser
curvature. Load case runs are conducted using input decks and
restart techniques for simulation efficiency. The modules can
perform parametric studies by simply changing the input parameters
of the input script code. Upon completion of a single analysis, the
following results are available:
Submerged weight; Axial and lateral displacements for all three
pipes; Effective and true axial forces for all three pipes; Bending
moments for all three pipes as a function of position;
Longitudinal, hoop, and Von Mises stresses for all three pipes as a
function of position; Elastic/plastic strain, bending curvature.
End loads
Finite Elements Two-node 3D pipe elements are used to model all
three pipes. All of the nodes and elements of the three pipes
are
assumed concentric initially. The intermediate pipe and inner
pipe then naturally settled to their correct positions. Thus, any
bending moments associated with the eccentricities of the pipes are
accounted for in the model. The interactions between the three
pipes are modeled by tube-to-tube contact elements with gaps
between and friction effects were counted for. Single node
connector elements are used to model the restraints of the onshore
tie-in, bottom anchor mechanism, and riser clamps. Boundary
Conditions
The interaction between the seabed and the pipeline is defined
as a hard contact, and the effect of friction on the pipeline is
accounted for via equivalent frictional coefficients in both the
axial and lateral directions. The seabed is assumed to be flat and
rigid. The landfall is also modeled by soil/pipe interaction with a
high level of friction with the soil. The onshore tie-in mechanism
is modeled as a low-strength spring (connector element). The riser
clamps are modeled as a low-strength springs (connector element).
The bottom anchor mechanism is modeled by a high strength spring
(connector element) connected to the offshore riser platform. Other
Information
Inline and end bulkheads are modeled by joining the
corresponding pipe nodes in all translational and rotational
degrees of freedom. To mimic the spacers between the intermediate
and outer pipes, every 6 m the outer pipe nodes are kinematically
coupled to the corresponding intermediate pipe nodes. This allows
axial movement between the outer and intermediate pipes. Friction
between the two pipes iss considered. A gap is specified to account
for the separation between spacers and the outer pipe inner
surface. The Izoflex insulation in the inner annulus is modeled in
a similar way, with every inner and intermediate pipe node coupled.
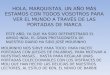
A general view of the model is given in Figure 2.
Figure 2: Overview of the Pipeline Model
Spacer, 6m
Inner Pipe 36% Ni Steel
Outer Pipe CS Steel Intermediate Pipe CS Steel
Concrete Coating
Izoflex Insulation
Bulkhead Bulkhead
Boundary Boundary Total Length
-
4 OTC OTC-20226-PP
Sample Case A pipeline design has been conducted for a generic,
subsea, LNG export pipeline of typical dimensions. The pipeline is
7000 m from the onshore tie-in to the offshore platform. This
length is selected because it is sufficient to address all of the
analysis requirements, as the middle portion of the pipeline will
be locked axially due to the soil and other boundary restraints. It
is assumed that all of seabed pipeline will be buried (either
deliberately or naturally) before operation of the LNG pipeline
begins. The model incorporates the inner pipe internal pressure and
the outer pipe external pressure, but does not consider the inner
and outer annulus pressures. No installation residual tension is
considered in the model. The water depth is assumed to be 15 m,
which is typical for LNG facilities and the elevation changes along
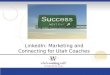
the route are negligible, other than the steady slope. In detail,
the FE model includes the landfall, the pipe on the seabed, and the
bend/riser as shown in Figure 3. The restraints at the pipeline
onshore end, offshore end, and riser are also modeled.
Sensitivities were evaluated for the coefficient of friction
between the outer pipe and soil and for the stiffness of the
connection to the offshore structure. The dimensions of the system
are given in Table 1. In the base case the following parameters
were used:
Coefficient of friction between the pipeline and the soil: 0.94
Coefficient of friction between pipes 0.1 Internal Pressure: 30
barg (design pressure) Onshore tie-in stiffness 100 kN/m Connection
to offshore structure stiffness 105 kN/m
In addition to the base case parameters above, results are
presented for sensitivities in the soil friction coefficient (2.92)
and the stiffness of the connection to the offshore structure (106
kN/m). The soil friction is subject to a large uncertainty and the
stiffness of the offshore connection is a design parameter.
Figure 3: Layout of the Generic Pipeline Model
-
OTC OTC-20226-PP 5
Table 1: PIPIP Dimensions
Pipe or Layer Material Outside
Diameter(mm)
Thickness(mm)
Inner Pipe 36% Ni-FE 762.0 8.5 Insulation Izoflex 40.0
Intermediate Pipe Carbon Steel 914.4 14.3 Outer Pipe Carbon
Steel 1016.0 17.5
Weight Coating Concrete 50.8
Expansion/Contraction Since an LNG pipeline operates about 190 C
below ambient air temperature, thermal contraction is a significant
issue.
For instance, if a stainless steel pipeline were completely
unconstrained (i.e., free to move) it would contract about 8.4 m on
each end (16.8 m total), resulting in severe problems for both the
onshore and offshore connections. Alternatively, if a stainless
steel pipeline is completely restrained (not allowed to move) it
would experience longitudinal stresses well beyond the yield
stress. For example, for a stainless steel pipe a linear
calculation gives stresses more than twice the yield stress. For
stainless steel LNG pipelines, the expansion/contraction issue
requires either expansion joints or bellows.
To minimize the expansion/contraction issues and eliminate the
need for expansion joints or bellows, the inner pipe of
ITPs PIPIP is made of 36% NiFe with a CTE less than 2 x 10-6
K-1. Additionally, the high-performance insulation ensures that the
intermediate and outer pipes are close to ambient temperature, so
that these two pipes resist the contraction of the inner pipe. The
result, as discussed below, is that the axial displacements and end
loads are very small.
The displacements of each of the three pipe walls of the PIPIP,
as calculated by JPKs FE model, are shown in Figure 4.
The positive direction is from the onshore tie-in to the
offshore tie-in. For a pipeline that is 7000 m long, the total
displacement at the onshore end is only 43 mm (or 1.7). At the
offshore end, the displacement is just -21 mm (0.8). The signs of
the displacements indicate that both ends of the pipeline are
contracting toward the middle of the pipeline. There is less
contraction offshore than onshore, because the connection to the
offshore structure is specified as being stiffer than the onshore
tie-in. For the middle 4-5 km of the pipeline, friction is
sufficient to hold the pipeline in place and prevent axial
displacement.
At the two ends of the pipeline, all three pipes are constrained
to have the same displacement, because they are tied
together via the bulkheads. Away from the ends, however, the
individual walls are free to move relative to each other, subject
to frictional forces. This can be seen more clearly in Figure 5,
where the relative displacements of the pipes are shown. The
movement of the inner pipe relative to the intermediate pipe is of
particular interest as the pipeline design avoids the use
centralizers. Over the middle 4-5 km, the inner pipe does not move
relative to the intermediate pipe due to friction between the two
pipes. Near the ends, the inner pipe moves by, at most, 3 mm (0.11)
relative to the intermediate pipe.
Figure 6 shows a comparison of the displacements of the inner
pipe for the base and sensitivity cases. Increasing the
friction obviously reduces the overall movement. Variations in
the friction factor with the range of uncertainty change the
displacement by roughly 30% relative to the base case; however,
this still only results displacements between 30 and 43 mm (1.2 to
1.7). Increasing the stiffness of the end connection has more
pronounced effect. The maximum stiffness for the connection to the
offshore structure gives a displacement of only 3 mm. Anchoring the
pipelines at the ends (effectively high-stiffness connections) does
not present any problems regarding stresses, as discussed in the
following section.
-
6 OTC OTC-20226-PP
Pipeline Axial Displacement Design Pressure and Temperature and
Base Boundary Conditions
-30
-20
-10
0
10
20
30
40
50
0 1000 2000 3000 4000 5000 6000 7000
Distance from Onshore Tie-in (m)
Dis
plac
emen
t (m
m)
Inner PipeIntermediate PipeOuter Pipe
Figure 4: Base Case Axial Displacements
Relative Movement Between Pipes Design Pressure and Temperature
and Base Boundary Conditions
-5
0
5
10
15
0 1000 2000 3000 4000 5000 6000 7000
Distance from Onshore Tie-in (m)
Rel
ativ
e A
xial
Mov
emen
t (m
m) Intermediate Pipe vs. Outer Pipe
Inner Pipe vs. Intermediate Pipe
Figure 5: Base Case Relative Displacements
-
OTC OTC-20226-PP 7
Inner Pipe Axial Displacement
-30
-20
-10
0
10
20
30
40
50
0 1000 2000 3000 4000 5000 6000 7000
Distance from Onshore Tie-in (m)
Dis
plac
emen
t (m
m)
Base Case
Maximum Soil Friction
Maximum Offshore Connection Stiffness
Figure 6: Comparison of Inner Pipe Displacements for Different
Friction and Anchor Stiffnesses
Stresses
For the stress analysis, the pipeline can be divided into three
sections: the onshore tie-in, the offshore end, and the center of
the pipeline where friction prevents movement of the pipeline. The
Von Mises stresses for the three cases studied are shown in Table
2. For each case, the pressure is the maximum possible pressure in
the system (full surge pressure), so the hoop stress is the
dominant stress for the inner pipe. The maximum Von Mises stress in
the inner pipe occurs at the offshore end of the pipeline and is
61% of the 36% NiFe materials SMYS at ambient temperature. At LNG
temperature the SMYS of 36% NiFe increases by 82% relative to
ambient temperature, and the maximum Von Mises stress is only 34%
of the SMYS. Because the design is based on ambient-temperature
strengths, the design at LNG temperature is very conservative.
The choice of material for the inner pipe has an important
effect. The longitudinal stress due to the change in
temperature
is only about 50 MPa in the fully restrained center section of
the pipeline even without bellows or expansion loops. The
controlling design criterion for the inner pipe is burst at the
full surge pressure, which occurs only in an Emergency Shutdown
(ESD). Under the normal operating conditions, the maximum Von Mises
stress is typically 40% of SMYS assuming ambient temperature
properties.
The stresses in the intermediate and outer pipes are small, with
a maximum of only 65 MPa. As these pipes are carbon
steel, this represents only 16% of SMYS.
-
8 OTC OTC-20226-PP
Table 2: Combined Stresses
Case Pipe Von Mises Equivalent Stress (MPa)
Onshore Tie-in Riser End
Center of Pipeline (Anchored Section)
Base Case Inner 126 132 117
Intermediate 35 57 43 Outer 40 29 34
Maximum Friction
Inner 127 133 117 Intermediate 37 58 43
Outer 43 30 34 Max Offshore
Connection Stiffness
Inner 126 134 117 Intermediate 35 65 43
Outer 40 35 34 End Loads
Important design criteria are the loads that the pipeline
applies to the offshore structure. In this case, the pipeline is to
be constructed onshore and pulled offshore into its final position.
The pulling sled is designed such that most of the contraction load
from the pipeline is transferred to the offshore structure through
the pulling sled. Table 3 shows the loads that the pipeline applies
to the offshore structure due to the pressure and temperature
forces. The model assumes that the the offshore structure is
completely rigid.
The offshore structure can be designed to accommodate even the
most severe of the loads. In practice, the model is used to
generate a set of results spanning the practical range of
connection stiffnesses. Since all of the results are acceptable to
the pipeline, these results allow the installation and structural
engineers to optimize the design of the installation sled and
offshore structure.
Table 3: Offshore Loads and Displacements
Case
Pipeline Axial
Displacement(mm)
Offshore Connection
Load (kN)
Maximum Riser Clamp
Stiffness (kN)
Base -22 2180 2.0 Maximum Friction -14 1420 1.3
Max Offshore Connection Stiffness -4 3810 0.6 Application of
Pipeline Model Results
In addition to the basic pipeline design, the model results are
used as inputs for the design of other pipeline components and
connections. These are discussed briefly in the sections below.
Bulkhead Design
At the ends of the pipeline and around some bends, such as the
base of the riser, bulkheads connect the three pipe walls. The
primary purposes of the bulkhead are:
Connect all the pipes together so that the pipeline can be
installed as a single unit; Seal the annulis for pressure reduction
and leak detection; Transfer loads from the inner pipe to the
intermediate outer pipes; Prevent damage to the insulation due to
movement of the inner pipe relative to the intermediate pipe;
Two different types of bulkheads are utilized. First, at the
ends of the pipeline, end bulkheads terminate the PIPIP and
allow the pipeline to be welded directly to standard, single
stainless steel pipe. Second, at bends, inline bulkheads connect
the pipe walls together, but allow the PIPIP to continue on both
sides of the bulkhead.
The bulkhead designs are not covered by DNV codes, so they are
designed to pressure vessel codes. A fine-scale, 3D FE
model of the bulkhead location is constructed. Internal and
external temperatures and pressures are applied to the FE model as
well as the longitudinal forces and bending moments as determined
by the pipeline model. Table 3 shows the loads to be applied as
determined by the pipeline model for the base case. The FE model
calculates the temperature distributions and the
-
OTC OTC-20226-PP 9
stresses throughout the bulkheads. The stresses at key locations
throughout the bulkhead are then checked against the acceptance
criteria in the pressure vessel code. The calculated stresses are
acceptable at all locations for load cases.
Table 3: Offshore Loads and Displacements for the Base Case
Load Condition Item
Onshore End Bulkhead
Riser End Bulkhead
Base of Riser Inline Bulkhead
Inner Pipe
Mid Pipe
Outer Pipe
Inner Pipe
Mid Pipe
Outer Pipe
Inner Pipe
Mid Pipe
Outer Pipe
Base Case
Effective Axial Force (kN) 354 793 -1143 821 165 -250 479 1285
645
True Wall Force (kN) 1656 793 -1222 1384 165 -329 1781 1285
566
Bending Moment (kN-m) 139 136 -267 0.04 0.2 0.3 166 278 364
Riser and Tie-in Designs
The pipeline model is also used for the design of risers; design
of the onshore and offshore tie-ins of the PIPIP to conventional,
single-walled, stainless steel pipe; and fatigue analyses. For the
riser, a separate, detailed FE model is constructed, including the
inline bulkhead at the base of the riser, the bends at the top and
bottom of the riser, the main riser section, and the end bulkhead.
Internal and external temperatures and pressures, wave and current
loadings, and the longitudinal forces and bending moments as
determined by the pipeline model are applied. Althought the riser
is short, there are difficulties in the design:
Multiple pipe walls; Highly restrained pipes (bulkheads at each
end of the riser); Different materials throughout (bulkheads vs.
pipe); Large temperature differences;
Again, the choice of material for the inner pipe is important.
With 36% NiFe the riser is acceptable. However, other
materials such as stainless steel present a serious problem
because the stresses imposed by thermal contraction are
unacceptably large. This is because the inner pipe in the riser is
coupled to the other pipes by bulkheads at the top and bottom,
preventing the inner pipe from contracting.
For the design of the tie-ins to the onshore and offshore
piping, local FE models are created. The loads from the
pipeline
model are input into the local tie-in models to determine the
local axial forces, shear stresses, and the bending moments. The
loads arere then used to calculate the stresses in the flange to
compare against the allowable stresses in pressure vessel design
codes.
For fatigue analyses, the simulations with the pipeline model
are made with the successive steps in the simulations being
the operating conditions for relevant operating cycles such as
LNG recycle LNG loading LNG recycle and LNG loading ESD (with
surge) shutdown. Temperature and pressure loads are changed
according to the actual operating conditions at each step. The
stresses obtained from the pipeline model across pipe welds at
successive steps are taken to define the stresses ranges used in
the fatige anaysis. Conclusions ITPs design for LNG subsea and
buried pipelines is a triple wall pipeline utilizing a 36% NiFe
material for the inner pipe, which meets all of the design
requirements for subsea LNG pipelines. JP Kenny has developed and
implemented a global FE pipeline model which includes the three
pipe walls, the insulation the offshore and onshore tie-ins, and
friction between all materials. The model has been used to
demonstrate that the PIPIP design results in minimal contraction
and/or longitudinal stresses even for long distance pipelines.
Further, the results of the model are usefule for design pipeline
end connections and other components of the pipeline such as
bulkheads.
Nomenclature
CTE Coefficient of Thermal Expansion FE Finite Element ITP ITP
InTerPipe, Inc. JPK JP Kenny, Inc. LNG Liquified Natural Gas
-
10 OTC OTC-20226-PP
PIP Pipe-In-Pipe PIPIP Pipe-In-Pipe-In-Pipe SMYS Specified
Minimum Yield Stress VIP Vacuum Insulated Pipe
References DNV OS-F101 DNV RP-A203 Leak detection paper. PD
5500