Embed Size (px)
Citation preview
O&W HEAT TREAT, INC.S P E C I A L I S T S I N A E R O S P A C E M E T A L L U R G I C A L P R O C E S S E S ! A T M O S P H E R E B R A Z I N G & H E A T T R E A T I N G
1 B I D W E L L R O A D , S O U T H W I N D S O R , C T 0 6 0 7 4 U S A P H O N E : ( 8 6 0 ) 5 2 8 - 9 2 3 9 F A X : ( 8 6 0 ) 2 9 1 - 9 9 3 9 w w w . o w h e a t t r e a t . c o m
New Customer Package
Welcome to O&W Heat Treat, Inc., and thank you for allowing us to serve you and your heat treating and brazingneeds. We appreciate your trust in our services and we will do our best to earn that trust every day.
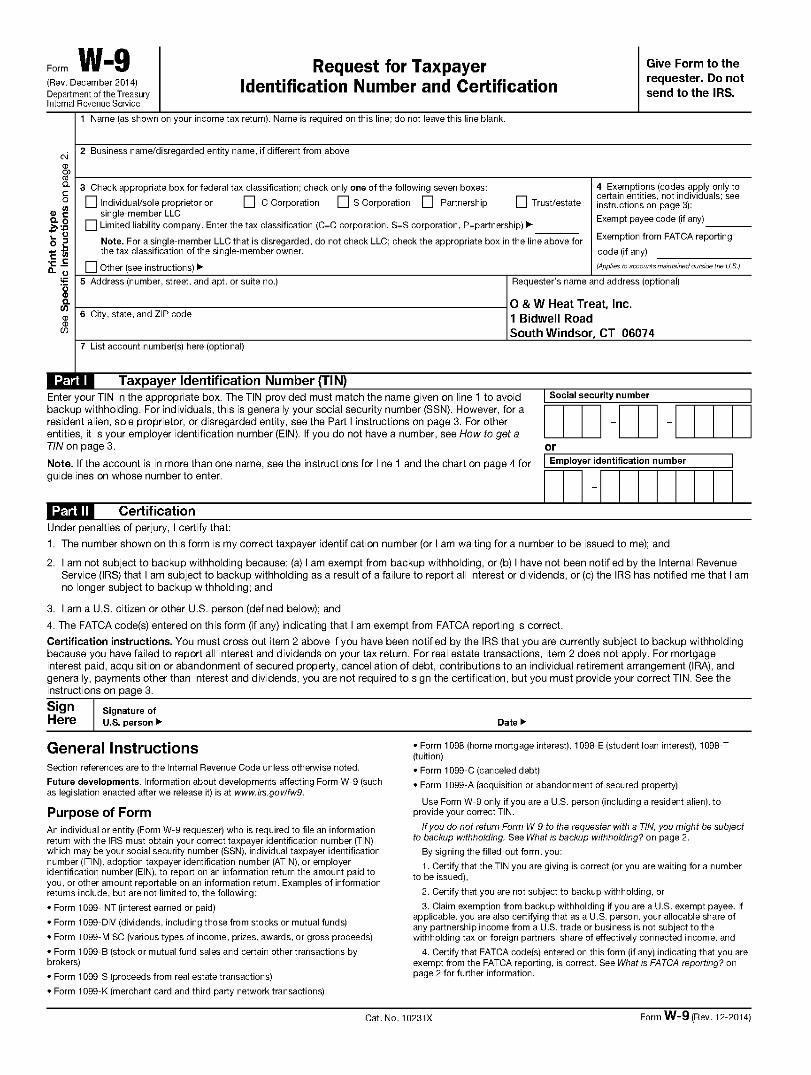
Included in this New Customer Package are the following documents, which should be forwarded directly to yourQuality Manager or Accounting Dept, as applicable: a..) Introduction, b.) Credit application, c.) ACH/EFTAuthorization, d.) W-9 form, e.) our Specification Revision Protocol letter, f.) our Surface Contamination letter,g.) Hardness inspection Waiver, h.) our Default Hardness Sampling Plan.
Your first 1-3 orders will be COD. When your credit application has been completed and returned, a credit checkwill take place and if approved, an account with a credit limit will be established. Once established as a customer,you will receive a unique customer code and password which will allow you access to particular items on ourwebsite - see below.
We believe the best way to make sure that your needs and requirements are properly addressed is to have a free flowof communication between all parties. There are things that we need to know about your company and how youwant to operate, and about the jobs that you will be sending us. There are also things about O&W, and how wefunction, that you should know.
About your Company:
If your company has Terms & Conditions of Purchase, please e-mail a copy to ([email protected]) assoon as possible. This will allow us to review them, and if questions arise, address them before we startwork.
If your quality system requirements are flowed down to your suppliers via Quality Codes or a SupplierQuality Manual, please e-mail a copy in PDF format to the above listed e-mail address. We prefer thismethod because it will allow us to link your requirements into our quality system for easy access. Andplease remember to list the revision letter or date of your quality documents on every P.O. In that way, wecan make sure we are up to date with your requirements.
If your company has a web site that lists contact information, please let us know. Otherwise, it would behelpful to get a list of purchasing and quality personnel that we might have to contact. Their fax numbers, e-mail addresses, and phone extension #’s will make sure that your job is not delayed due to some minorquestion.
If you need to have a desktop audit or an on site quality audit completed prior to starting a job, pleasecontact us as soon as possible so that we can make arrangements. We are Nadcap accredited for HeatTreating/Brazing as well as for our Quality System, which should answer most of your questions.
When submitting Requests for Quote (RFQs), please be sure that all pertinent information, including, butnot limited to: materials of all details; heat treating or brazing specification; blueprint; special requirementssuch as fixturing, testing, etc.; form the product will be in when we receive it; other flowdown documentsrequired by Prime, etc. Make sure that when you submit an RFQ that you flow down all of your customer’sunique requirements as well. If you have special handling, racking, cleaning, testing, or markingrequirements, let us know before we quote the job. If you are quoting 10,000 pieces that will be delivered inindividually heat sealed bags (for example) and want them back the same way, let us know - we will provide
pricing for this special requirements, or recommend alternative methods if possible. We can only provideaccurate pricing estimates if all relevant information has been provided.
About O&W Heat Treat:
Our web site www.owheattreat.com should be your first stop in finding out what we can do for you. Onceyou are on the site, please hit the “Customer Help” button. It will show how to navigate around the site.Virtually everything you need to know about us and our services is right there. You can find a copy of ourNadcap certification, our capabilities, how to find us and who to contact on the front page of our website.
Once you are an established customer, we will provide you with a login code and password that will provideaccess to critical documents and important features. First and foremost, you will be able to access ourStandard Terms and Conditions, our Specification Revision Protocol policy letter, our Default HardnessSampling Plan, our Surface Contamination Testing standard release letter (if applicable) and finally, aCustomer Satisfaction Survey for your use down the road - these documents are critical, and should beforwarded to your Quality Manager for review and approval prior to issuing any purchase orders to O&W.We will assume that any purchase order issued to O&W indicates full concurrence with these documents. Inaddition, you will be able to download our Quality Manual, print a list of specifications that we can performand, most importantly, you will be able to see if your job is ready to be picked up or is ready to be shippedby a parcel service.
Finally, we would like to extend a personal invitation for you to come down and visit us at O&W HeatTreat. A quick tour of our facilities and a few introductions with key personnel can often set the right tonefor a solid business partnership.
Purchase Orders
Your Purchase Order is the key to getting your job to flow smoothly and quickly though our facility. Thefollowing is a list of things, in addition to the standard requirements, that should be on every P.O.:
• Name of a contact and their extension number, fax number and email should a question arise. Thisis very important - P.O.’s missing this information frequently suffer delays as we struggle to contactthe correct individual at your company.
• Condition and Form of Material - Unfortunately, it is not enough to just list the common materialname when specifying a desired heat treat. For example, 17-4 PH is insufficient. AMS 5643 or 17-4PH Condition A does tell us what we need to know. Please be aware that the wrought form of amaterial may be processed differently than the casting version of the same material. Also, if thematerial is supplied in raw stock form, we cannot certify to a “number of parts heat treated” unlesswe know the number of parts made from each unit of raw stock - this must be clearly indicated onyour P.O.
• Prime Contractor or End User - Virtually all Primes require this information be flowed down to allsub-contractors. Any quality document references (ASQR-01, SPOC 002, for example) that areflowed to you by your customer must also be flowed down to us. Whether or not we can do the job,how we prepare it, how we test it, how we convert hardness readings, how we store the resultingquality records, etc. all depend upon that information.
• Frozen Process or Part Specific Process Approval Required - If your job requires special qualityplanning, prime contractor approval, frozen process approval or is an already established frozen orfixed process, this information must be explicitly called out on your P.O.
• Heat Treat Specification and Revision - please see the Specification Revision Protocol letter on our
web site.
• Rated Orders - If your job is a military DX or DO rated order AND you have a valid contractnumber, please clearly indicate both on the P.O. We cannot honor rated orders without a contractnumber per “Defense Priorities and Allocations System” 15 CFR Part 700.
• Test Pieces - If you are including test pieces, please indicate that on the P.O. If the test pieces aresemi-finished, make sure that they are clearly identifiable. A stainless steel wire loop and a “cut” onthe part will make sure that the test piece is never treated as an actual part. (Red pen marks andsmall vibro-scribed marks are not adequate.)
• Waivers - If the stated specification requires a type of testing (e.g., tensile testing) that yourcustomer does not require you to do, please indicate that on your P.O. We certainly don’t want tohold up a job when there is no reason to. Although we do not perform tensile testing, we will makesure that your tensile bars, if provided, are run with the job.
• Blue Prints & Operation Sheets - Referencing B/P and Op Sheets on your P.O. is a good way tocommunicate additional requirements for the job IF you attach the document to the P.O. At least10% of the jobs we have to put on HOLD are because a P.O. references a B/P note that is notavailable because the B/P was not supplied with the order. We cannot store or pull previouslysupplied Op Sheets or B/P’s “to see what we did before, and do the same thing”.
Surprises
They say that there are no “good” surprises in the aerospace industry; that may not be true but mostsurprises will add time or cost to a job.
What we do, so there are no surprises.... We tell you exactly what we are going to do! Our Terms andConditions, our Quotes, our Certifications spell out exactly what you should expect. If there is any aspect ofthis information that does not exactly match your needs, or your customer’s needs, please let us know andwe will help you modify your P.O. so that all the bases are covered. We want to be a partner in helping youfulfill your contractual and specification requirements and obligations to your customer.
What you can do so there are no surprises..... If you want to have parts dropped shipped from anothervendor or from a material supplier, we are happy to accommodate, but make sure that a copy of your P.O.for O&W is drop shipped with the material. If you need special wording on our Certification or need jobnumbers, work orders, and heat lot numbers listed, let us know on the P.O.
If you plan on sending your parts via UPS or FedEx, please make sure that the packaging is suitable for thereturn trip. We strongly suggest double boxing parts since some of the delivery services can be rough onpackages. Braze jobs in particular must be given special consideration - often, customers supply the detailsto be brazed in adequate packaging, but that same packaging cannot hold or fit the finished, brazedassembly.
Delivery Schedules and Turn Around Times
We will always try to fulfill your scheduling requirements but we cannot accept unilaterally imposed “DueDates” on your P.O. as an implied commitment on our part. Furnace maintenance, Prime Contractorpriorities, DX/DO rated orders, special handling and scheduling requirements can all impact the best ofplans. We will do our best to serve you and your needs in a timely fashion. If you need to expedite a run, wewill do our best, but there is no guarantee. And please don’t ask us to commit to a delivery schedule beforewe actually take receipt of the parts.
Thank you again for allowing to serve you. If you have any questions, please contact us at your convenience.
Quality ManagerO & W Heat treat, Inc.

BUSINESS INFORMATION DESCRIPTION OF BUSINESS
COMPANY PRINCIPALS RESPONSIBLE FOR BUSINESS TRANSACTIONS
TRADE REFERENCES
BANK REFERENCES
FIRM NAME CONTACT NAME FAX NUMBER ACCOUNT OPEN SINCE
DATE:
NO. OF EMPLOYEES CREDIT REQUESTED TYPE OF BUSINESS
BUSINESS STRUCTURE
NAME OF BUSINESS
LEGAL (IF DIFFERENT)
ADDRESS
CITY
CONFIRMATION OF INFORMATION ACCURACY AND RELEASE OF AUTHORITY TO VERIFYI hereby certify that the information in this credit application is correct. The information included in this credit application is for use by O&W HEAT TREAT, INC. in determiningthe amount and conditions of credit to be extended. I understand that O&W HEAT TREAT, INC. may also utilize the other sources of credit which it considers necessary in makingthis determination. Further I hereby authorize the bank and trade references listed in this credit application to release the information necessary to assist O&W HEAT TREAT, INC.in establishing a line of credit.
SIGNATURE TITLE
POLICY STATEMENT: INITIAL ORDERS FROM NEW ACCOUNTS WILL BE COD PENDING ESTABLIISHMENT OF ACCOUNT AND CREDIT LIMIT.TERMS: NET 30 DAYS FROM RECEIPT OF INVOICE UNLESS OTHERWISE STATED.
WE RESERVE THE RIGHT TO REVOKE CREDIT AT ANY TIME, AT OUR DISCRETION. ACCOUNT WILL THEN REVERT TO COD.
DIVISION/SUBSIDIARY
PARENT COMPANY
IN BUSINESS FOR
DATE
NAME :
NAME:
NAME:
TITLE:
TITLE:
TITLE:
ADDRESS:
ADDRESS:
ADDRESS:
PHONE:
PHONE:
PHONE:
NAME TO CONTACT
ADDRESS
CORPORATION PARTNERSHIP PROPRIETORSHIP
IN BUSINESS SINCE
NAME OF BANK
BRANCH
Telephone Number Fax Number
CREDIT APPLICATION
PHONESTATE ZIP
O&W Heat Treat, Inc.1 Bidwell Rd
South Windsor, CT 06074(860) 528-9239 (860) 291-9939 FAX
www.owheattreat.com

- 1 of 2 -
& O W HEAT TREAT, INC. w w w . o w h e a t t r e a t . c o m
S P E C I A L I S T S IN A E R O S P A C E M E T A L L U R G I C A L P R O C E S S E S ! A T M O S P H E R E B R A Z I N G ! H E A T T R E A T I N G
1 B i d w e l l R o a d , S o u t h W i n d s o r , C T 0 6 0 7 4 U S A P H O N E : ( 8 6 0 ) 5 2 8 - 9 2 3 9 F A X : ( 8 6 0 ) 2 9 1 - 9 9 3 9
October 1, 2013
To Our Customers:
Subject: ACH / EFT (electronic funds transfer)
Over the past 18-24 months, O & W Heat Treat, Inc., has received requests from many customers to
switch their method of invoice payment to ACH (electronic) payment. (These payments are sometimes
referred to as EFT, or electronic funds transfers). This method of payment has proven to be very
seamless and effective, and is a significantly more efficient use of time and resources for both parties.
Accordingly, we would like to suggest to all our customers that they consider setting up ACH/EFT
invoice payments with O&W.
Also, we would like to begin faxing or emailing our invoices directly to your company, rather than
using the USPS.
If your company is interested in either of these concepts, please complete the information below.
Company Name__________________________________________________
Accounts Payable Contact_________________________________________
We would like to have invoices faxed _________
Fax number to be used_____________________________________
We would like invoices to be emailed_________
Email address to be used___________________________________
- 2 of 2 -
We choose to participate in ACH / EFT payment program_______
We choose not to participate in ACH / EFT program__________
If you are interested in ACH/EFT payments, I will be in touch regarding setting up the transfer
authorization paperwork.
Please return this completed document to:
Vicki S. Sanborn
Fax# 860-291-9939 Email: [email protected]
Thank you,
Vicki S. Sanborn
Office Mgr./QC Tech
O & W Heat Treat, Inc.
&OW HEAT TREAT, INC.SPECIALISTS IN METALLURGICAL PROCESSES C VACUUM AND INERT ATM OSPHERE BRAZING & HEAT TREATING
1 BID WEL L RO AD , SO UT H W IN DSO R, CT 06 0 74 USA Pho ne (8 6 0 ) 52 8 - 92 3 9 Fa x ( 8 6 0) 29 1 - 99 3 9 e ma i l : in f o @ o whe a t t re a t .c o m
November 18, 2008
To: All AMS 2759 Customers
Subject: AMS 2759 Surface Contamination Testing
Dear Customers:
As you are no doubt aware, AMS 2759 (various “slash” numbers, and MIL-H-6875) requires routinesurface contamination testing on several different classes of material, including 440C, Greek Ascoloy,PH steels such as 17-4PH and 15-5 PH (when solution heat treated) and H-11. This test is ametallographic examination and requires a destructive test piece be metallurgically sectioned andmounted. Accordingly, the test typically requires 2-3 working days after completion of the heat treat tocomplete.
Currently, we are operating with a verbal understanding that in the interests of expeditious productionthroughput, it is acceptable to ship parts and paperwork prior to completion of this surfacecontamination testing. In the event of a failure (an extremely rare event) we would, of course, notifyyou immediately so you can cease any further operations on the parts in question.
This letter serves to formalize this understanding. If our current practice of parts release with surfacecontamination test pending is acceptable, please sign below. If you would prefer that we hold yourparts pending the outcome of the surface contamination test, we can easily accommodate that choice aswell - please so indicate below.
I prefer that you release my parts with surface contamination testing still pending. Notify usimmediately if this test is unacceptable to specification requirements.
__________________________________ ______________________________
CompanyAuthorized Company Representative / Date
Please hold my parts @ O&W until completion of all required testing.
__________________________________ ______________________________
CompanyAuthorized Company Representative / Date
&OW HEAT TREAT, INC.SPECIALISTS IN METALLURGICAL PROCESSES C VACUUM AND INERT ATM OSPHERE BRAZING & HEAT TREATING
1 BID WEL L RO AD , SO UT H W IN DSO R, CT 06 0 74 us a Pho ne (8 6 0 ) 52 8 - 92 3 9 Fa x ( 8 6 0) 29 1 - 99 3 9 e ma i l : in f o @ o whe a t t re a t .c o m
January 30, 2012
Subject: O&W Specification Revision Protocol (Nadcap Users), Revision 1.1
Dear Quality Manager,
This letter serves to clarify O&W Heat Treat, Inc. policy regarding specification revision protocol. This policy specifically pertains to Prime Contractor End Use product (Prime End User, e.g., P&W,GE, must be clearly identified on the purchase order) and for which Nadcap Special Processorcertification is required. O&W policy is as follows:
1.) Purchase order calls out the specification and revision.O&W will process to the specified specification and revision. If the specified specificationrevision is not the latest revision, a copy of the obsolete revision called out on the purchaseorder must be supplied with the purchase order; otherwise, we will use the latest knownrevision of the specification.
2.) Purchase order calls out the specification but NO revision.O&W will use the latest known revision of the specification called out, on a best effort basis, asdetermined by a reasonable search of resources (internet, CD, etc.) at our disposal. If thispolicy is unacceptable, we require that you supply documentation from each applicable primecontractor stating their policy/direction regarding how we are to determine and apply the correctrevision if no revision is specified on the purchase order.
3.) Purchase order specifies a cancelled or superceded specification.Specific instruction contained within the “Cancelled” or “Superceded” document itself isnormally sufficient. In the absence of specific instructions, the customer must providedocumentation from the prime contractor with clear instructions regarding how to proceed, on aspecification by specification basis or, in the absence thereof, authorize O&W to process inaccordance with the cancelled or superceded document.
Please acknowledge and return page 2 to us via fax (860-291-9939)
Sincerely,
Robert J. SimmonsQuality Manager

O&W Specification Revision Protocol (Revision 1.1), Acknowledgement
I have received and hereby acknowledge O&W Heat Treat’s policy letter dated 12/30/12 regardingspecification revision protocol. I am an authorized Quality Department representative for my company.
I understand that we must supply a copy of any obsolete specifications called out on our purchaseorders, or, alternatively, we hereby authorize O&W to use a later revision of the specification if a copyof the obsolete specification has not provided with the purchase order.
If no revision is specified for any given specification called out on a purchase order supplied by ourcompany, I authorize O&W to determine and use the latest known revision of the specification calledout to the best of their ability.
In instances where our purchase order calls out a cancelled or superceded specification, and the“Cancelled” or “Superceded” document fails to provide clear direction for how to proceed, we willeither provide documentation from the applicable prime contractor with directions for how to proceed,or, in the absence thereof, we authorize O&W to process in accordance with the cancelled orsuperceded document.
_________________________________________________________________Signed/Title/Date
_________________________________________________________________Company Name
O& W HEAT TREAT, INC.S P E C I A L I S T S I N A E R O S P A C E M E T A L L U R G I C A L P R O C E S S E S ! A T M O S P H E R E B R A Z I N G ! H E A T T R E A T I N G
1 B i d w e l l R o a d , S o u t h W i n d s o r , C T 0 6 0 7 4 U S A P H O N E : ( 8 6 0 ) 5 2 8 - 9 2 3 9 F A X : ( 8 6 0 ) 2 9 1 - 9 9 3 9 W e b s i t e : w w w . o w h e a t t r e a t . c o m
April 30, 2018
To all O & W Heat Treat, Inc. customers,
Subject: Hardness Sampling Waiver Form (attached)
This form is being sent to you in an effort to reduce the number of orders that are placed on hold pending hardnesssampling instructions.
Certain heat treat specifications, such as AMS 2759, HS 461, HS 5623, HT 5071 and MIL-H-6875, require 100%hardness inspection. Some specifications (HS 461, HS 5623 for example) also include their own statistical samplingplans, which may be used with customer approval.
In order to reduce turn around time and minimize customer expense, O&W maintains its own internal hardnessinspection sampling table with an AQL of 2.5. With approval from the customer, we will sample per this table in lieuof any specification sampling requirements. Many of our customers who have their own hardness testing capabilitiesprefer to do this, and inspect any remaining balance at their facility. This approach can be much quicker and more cost-effective - testing of an 800 piece order during a busy period may take 1-2 weeks if 100% testing is required. Thepriority and anticipated ship date of any job can be significantly impacted by hardness testing requirements.
The attached form also addresses sampling for parts that require microhardness testing. Microhardness testing is oftenrequired due to part size, configuration, or blueprint. It is a time consuming and more costly method of hardnessinspection.
Please be advised that unless otherwise stated, all O&W quotations assume that we will be using the O&W defaultsampling plan for hardness inspection (available at www.owheattreat.com - you will need your customer code &password to access this sampling plan). O&W can perform 100% testing for an additional charge, which we will quoteon a part by part basis. O&W can also perform sampling in accordance with other customer specified plans, such as thatfound in HS 461, for an additional charge which would also need to be quoted on a part by part basis.
As of today’s date, the typical added cost is $0.50-0.60 per part inspected in excess of our normal sampling plan; partsrequiring special surface preparation (e.g., sanding or grinding) would incur additional charges. Parts requiringmicrohardness inspection are often priced in the $4.00-$5.00 per piece range.
O&W always provides the actual number of pieces inspected on the certification. Additionally, the following statementis printed on the bottom of our certifications: “Unless otherwise specified, actual number of pieces hardness tested (listedabove) conforms to O&W’s internal hardness sampling plan, which is based on an AQL of 2.5. The actual number ofpieces tested may not conform to the processing specification requirements - it is the customer’s responsibility to ensurethat the total number of pieces tested meets the specification requirements.” Robert J Simmons
Quality Control ManagerO&W Heat Treat, Inc.
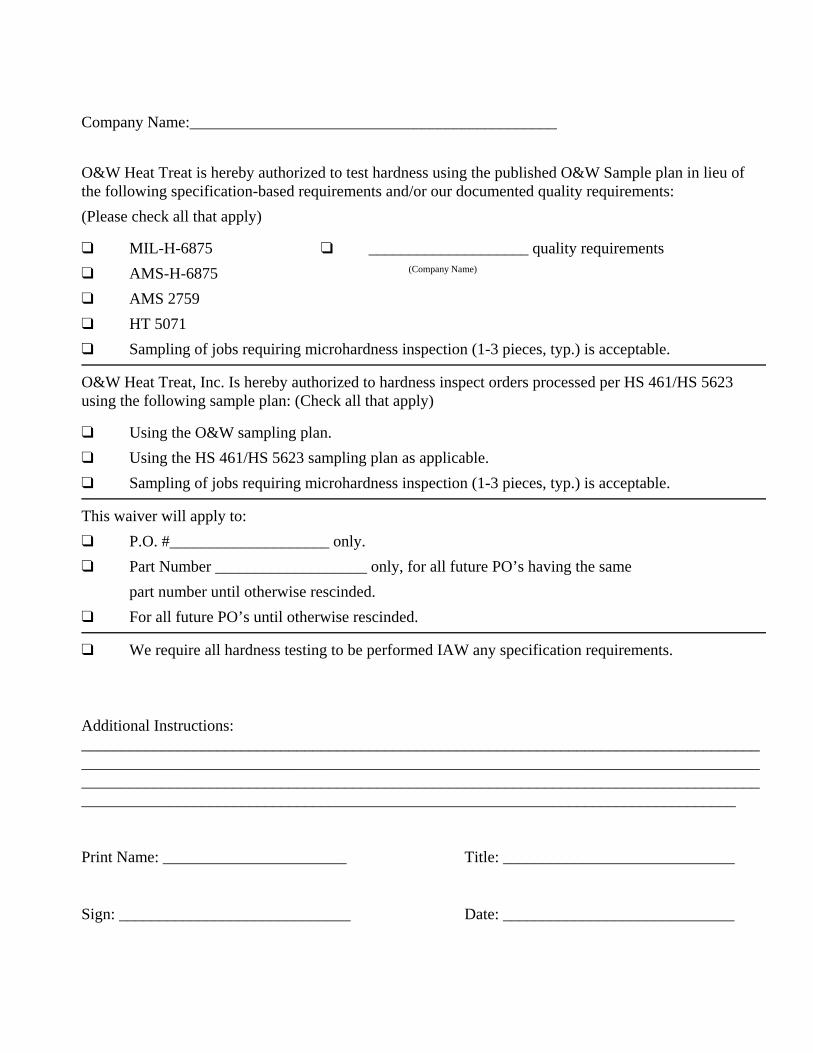
Company Name:______________________________________________
O&W Heat Treat is hereby authorized to test hardness using the published O&W Sample plan in lieu ofthe following specification-based requirements and/or our documented quality requirements:(Please check all that apply)
“ MIL-H-6875 “ ____________________ quality requirements“ AMS-H-6875 (Company Name)
“ AMS 2759“ HT 5071“ Sampling of jobs requiring microhardness inspection (1-3 pieces, typ.) is acceptable.
O&W Heat Treat, Inc. Is hereby authorized to hardness inspect orders processed per HS 461/HS 5623using the following sample plan: (Check all that apply)
“ Using the O&W sampling plan.“ Using the HS 461/HS 5623 sampling plan as applicable.“ Sampling of jobs requiring microhardness inspection (1-3 pieces, typ.) is acceptable.
This waiver will apply to:“ P.O. #____________________ only.“ Part Number ___________________ only, for all future PO’s having the same
part number until otherwise rescinded. “ For all future PO’s until otherwise rescinded.
“ We require all hardness testing to be performed IAW any specification requirements.
Additional Instructions:_________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Print Name: _______________________ Title: _____________________________
Sign: _____________________________ Date: _____________________________

O&W HEAT TREAT, INC.Uncontrolled General Distribution Document for Reference Only
Default Hardness Sampling Plan
Copyright 2007 by O&W HEAT TREAT, INC. For Reference Use Only
All Rights Reserved Rev 1.1 - 1 of 1 -
This uncontrolled general distribution document outlines the default hardness sampling plan to
be employed at O&W Heat Treat in the absence of a specified customer or specification sampling
plan. The objective of this hardness sampling plan is to test sufficient pieces from strategically
selected locations, taking into account the type of heat treat being performed and the type of
product being tested, to detect variability in the heat treat process; at the same, the plan will
reliably detect instances where an entire order has been made from the wrong material. When
required by contract or purchase order, we will obtain pre-approval of this sampling plan from
the customer prior to use. O&W certifications will in all cases specify the actual number of
pieces tested; it is the customer’s responsibility to verify that the total number of pieces tested
complies with all applicable specification requirements.
Batch Size Sample Size
(AQL=2.5)
2 - 8 5
9 - 25 5 - 6
26 - 50 7
51 - 150 11
151 - 280 13
281 - 500 16
501 - 1200 19
1201 - 3200 23
3201 - 10000 29
Failure of any one part is cause for rejection of the entire lot.
Exceptions to Sampling Policy
There are several exceptions to the default sampling plan which may result in frequency
increases / reductions. These exceptions include: tightened hardness ranges, high hardness parts,
parts heat treated for machinability only (i.e., not final heat treat); uncertified/commercial jobs
(e.g., tooling); rough blanks requiring excessive prep to hardness inspect (notify customer for
prep assist); geometric restrictions; customer or P.O. specified sampling plans; SPC justified
frequency reductions, destructive examination necessitated by part size or hardness call-out; no
hardness call-out on P.O. (sampling for O&W information only); P.O.’s with multiple part
numbers. Please contact us as needed for further details.