Embed Size (px)
Citation preview

P R O L O G O
Este documento de difusión forma parte de una serie de Guías Ambientales, elaboradas por laDivisión de Tecnologías Ambientales de la Corporación de Investigación Tecnológica INTEC-CHILE, en el marco del proyecto Apoyo a la Gestión Ambiental de la PYME a través delFortalecimiento de la O ferta, financiado por el Fondo de Desarrollo e Innovación deCORFO durante el período comprendido entre los años 1995 a 1998.
2
OPCIONES DE GESTIÓN AMBIENTALSECTOR METALMECÁNICO
TABLA DE CO NTENIDO SPágina
1. INTRO DUCCIÓ N........................................................................................................... 3
2. PRINCIPALES CARACTERÍSTICAS DEL SECTO R.................................................... 4
2.1. PROBLEMÁTICA SECTORIAL............................................................................. 4
3. ANTECEDENTES TÉCNICO S DEL SECTO R................................................................. 8
4. SITUACIÓ N AMBIENTAL DEL SECTO R ................................................................... 10
4.1. PRINCIPALES PROBLEMAS AMBIENTALES................................................... 10
5. O PCIO NES DE GESTIO N AMBIENTAL ..................................................................... 11
5.1. REDUCCIÓN DE CONTAMINACIÓN EN ORIGEN ............................................ 115.1.1 Cambios en los productos......................................................................... 115.1.2 Cambios en los procesos........................................................................... 11
5.2. REUTILIZACIÓN Y RECICLO............................................................................ 15
5.3. TRATAMIENTO ................................................................................................. 16
5.4. DISPOSICIÓN....................................................................................................... 17
6. RESULTADO S DE LA EVALUACIÓ N DE O PCIO NES A TRAVÉS DEL PLANPILO TO ......................................................................................................................... 18
3
1. INTRODUCCIÓN
La actividad o rubro industrial de actividades metalmecánicas se encuentra representado por laclasificación Industrial Internacional Uniforme de todas las actividades económicas CIIU delInstituto Nacional de Estadísticas, por la división 38= Fabricación de productos metálicos,maquinaria y equipo.
Dentro de esta división se encuentran:
3811 Fabricación de cuchillería, herramientas manuales y artículos generales de ferretería.3813 Fabricación de productos metálicos estructurales3819 Fabricación de productos metálicos no especificados en otra parte, exceptuando
maquinaria y equipo (se incluye galvanizado, estampado de metales).3821 Construcción de motores y turbinas.3829 Construcción de maquinaria y equipo, no especificado en otra parte, exceptuando la
maquinaria eléctrica.
Dentro de las actividades efectuadas en la industria nacional, se encuentra que el rubroMetalmecánico se dedica fundamentalmente, a las siguientes producciones y prestaciones deservicios, los cuales pueden ser asimilados a los rubros específicos mencionados anteriormente:
• Reparación y Construcción de estructuras del área forestal, minera, pesquera.• Fabricación y montaje de estructuras• Reparación y mantención de calderas.• Reparación de radiadores para vehículos e industriales.• Fabricación de intercambiadores de calor de tubos y carcaza.• Fabricación de condensadores.• Fabricación de evaporadores.• Fabricación de enfriadores de aceite.• Fabricación de turbinas.• Servicio de metalizado en frío.• Trabajo de torno y cepillo.• Soldadura eléctrica.• Oxicorte.• Mecánica industrial.• Fabricación de flexibles y niples.• Herramientas calzadas.• Fabricación de repuestos industriales.• Fabricación de repuestos automotrices.• Recuperación de ejes.• Acero inoxidable, camisas de hierro fundido.• Fabricación de acoplamientos y conectadores para mangueras.• Fabricación de adaptadores.
4
• Fabricación de tuercas, conexiones especiales, ganchos.• Fabricación de fit t ings hidráulicos.• Construcción de carrocerías, tolvas, remolques.• Mecanizado de piezas, hilos, flanges, rodillos, poleas, engranajes, ejes.• Fabricación de abrazaderas.• Fabricación de tornillos y cintas transportadoras• Fabricación de ciclones separadores de partículas.• Mantención de bombas, reductores, winches.• Soldaduras de punto, mig, t ig, arco manual.• Cilindrado de planchas.• Reparación de equipos móviles, grúas, montacargas.• Mantención en plantas, calderas, intercambiadores de calor, calefacción, enfriadores,
refractarios, fabricación de estanques, cilindrado de planchas, mantenimiento de equipos.• Tratamiento de superficies
2. PRINCIPALES CARACTERÍSTICAS DEL SECTOR
2.1. PRO BLEMÁTICA SECTO RIAL
Las empresas del sector han crecido bastante en los últimos años debido a los recursos y laconfianza para invertir en el mejoramiento de su gestión industrial. Aunque esta conclusión noes sorprendente en el caso chileno, establece de manera formal que la industria no sufre barrerasmacroeconómicas a la modernización como en otros países.
Para algunas empresas este crecimiento presenta dificultad en lograr suficientes volúmenes deventas que justifiquen la inversión en el equipamiento requerido. En cambio, para otras elprincipal obstáculo lo constituye la dificultad para encontrar nuevos mercados y la falta deconocimientos y herramientas para comercializar nuevos productos. Sin embargo, algunasmetalmecánicas han logrado posiciones bastante fuertes en sus distintos ámbitos y son muydinámicas y relativamente eficientes.
El sector está experimentando presiones competitivas dentro del mercado local, sincompetencia internacional por el momento. Las ventajas comparativas de producir en elmercado local, en combinación con los altos precios de los productos importados demasiadosofisticados para las necesidades de los clientes de la industria, crean "barreras" (nodistorsionantes, sino competitivas) a la competencia internacional. Además, el tamaño delmercado chileno, en este y otros casos, no ofrece volúmenes de ventas para justificar la entradade competidores internacionales.
En el mercado local, por el contrario, las presiones competitivas están aumentando debido a lasbajas barreras de entrada en el mercado; esto se debe a que muchos profesionales de empresas
5
establecidas han optado por independizarse y formar su propias microempresas, las que, por sureducido tamaño, operan con menores costos y logran ser muy competitivas.
Lo expuesto está reforzado por la tendencia hacia relaciones estrictamente comerciales entrelas empresas y sus clientes, lo que implica que las metalmecánicas tienen que mantener altosniveles de calidad para retener a sus clientes.
Los principales clientes corresponden a los sectores pesquero artesanal e industrial, forestal,celulosa y papel, siderúrgico y construcción, entre otros.
La relación entre las empresas y sus clientes es siempre comercial y, en general, ocurre pocointercambio de información en aspectos tecnológicos o de gestión.
Dentro de las prioridades del sector, la primera la constituye el mejoramiento de la eficiencia.Este concepto se vincula con aspectos tecnológicos pero sobretodo con gestión y control deprocesos, ya que se reconoce que la realidad de las PYMES está marcada por serias deficienciasen este campo.
En segundo lugar, se plantea el tema de la relocalización de la empresa, idealmente en un futuroparque industrial. Este problema es de gran actualidad, en particular en este rubro clasificadogeneralmente como "molesto", y se da principalmente en dos tipos de casos. El primerocorresponde a aquellas empresas que nacieron como pequeños talleres ubicados en las propiasresidencias y que han ido creciendo hasta convertirse en actividades ilegales según el usopermitido del suelo; estas empresas en la actualidad no disponen de los espacios necesarios parala actividad. El segundo caso lo constituyen aquellas empresas localizadas en sectores en loscuales ha cambiado el uso del suelo de industrial o mixto a uso residencial, producto de lareformulación del plan regulador comunal. En ambos casos las empresas están siendo multadas ysancionadas.
Las siguientes prioridades son expandir el universo de clientes locales, comercializar nuevosproductos, modernizar equipos e identificar nuevas fuentes de financiamiento. Sólo después deestos retos aparecen temas como mejorar la seguridad y la higiene laboral y mejorar el medioambiente.
En otro aspecto, las empresas consideran que la adquisición de tecnología ha sido relevante parasu desarrollo actual y lo será también para su crecimiento futuro. Esta situación presentadiversos matices, los que dependen del tamaño de la empresa, nivel de educación y etapa dedesarrollo, entre otros.
La necesidad de posicionarse en mejor forma frente a las empresas competidoras mediantemejoramientos en productividad, calidad y precisión, así como los crecientes volúmenesdemandados han incentivado hasta ahora la adopción de nuevas tecnologías.
6
En algunos casos, el cambio tecnológico, que incluye cambios en gestión, viene impulsado porcambios en los requisitos del cliente y no a través de la competencia en sí. En el caso analizadoaquí, los cambios reportados fueron horizontales (diferencias en el t ipo de producto demandado)en vez de cambios verticales (demandas hacia productos más sofisticados). Dado estas presiones,las metalmecánicas están incentivadas a hacer más eficientes sus procesos productivos.
La falta de capital resulta ser la barrera más importante en la adopción tecnológica de avanzada.La mayoría de las empresas tienen mucho conocimiento de los distintos tipos de equipos de laindustria metalmecánica (incluso aparatos automatizados tipo CNC), pero los actualesvolúmenes de producción o servicios no justifican la inversión. Esta tendencia indica que lademanda del mercado no está incentivando a las empresas a adoptar agresivamente nuevastecnologías (incluyendo formas de gestión), de modo que se puede concluir que el cambiotecnológico en el sector es altamente paulatino.
El riesgo asociado a la adquisición de nuevas tecnologías manufactureras no constituye unabarrera, debido a la existencia de marcas de uso habitual y a la experiencia de los profesionalesdel sector.
En el caso de la toma de decisiones estratégicas, algunas empresas utilizan consultoresespecializados y también consultan a empresas competidoras de confianza.
En relación a los temas ambientales, de los distintos factores que motivan la incorporación delos temas ambientales en la gestión empresarial, tres son los más importantes:
• las regulaciones ambientales nacionales
• la exportación a mercados con exigencias ambientales superiores a las del país de origen, y
• la participación de la empresa en una cadena productiva integrada.
Por tratarse de un rubro muy delicado desde el punto de vista de la seguridad de los trabajadores,las empresas han sentido presiones fiscalizadores en el ámbito de la higiene y seguridad laboral.Así también, están dando cuenta de fuertes presiones por parte del municipio en cuanto a lalocalización, ya que muchas empresas contravienen las indicaciones de los usos del suelopermitidos.
En cuanto a su futuro exportador, la PYME lo vislumbra a largo plazo, dirigido hacia paísesvecinos, en donde no se está exigiendo cumplir con normas internacionales; en estos casos lasnormativas no debieran ser más estrictas que las chilenas, de modo que no constituiría un factordeterminante para el mejoramiento ambiental.
De este modo, se puede decir que en la situación actual no hay factores externos que incentivenla producción limpia en este tipo de empresas del rubro metalmecánico. El único incentivo para
7
lograr la producción limpia es el ahorro en costos que se logra a través de una mayor eficienciaindustrial.
Se observa la inexistencia de estructuras que operen al interior de las empresas para enfrentar eltema ambiental. Las decisiones en el tema ambiental se toman en reacción a una crisis o paracumplir con las normas "después" de una fiscalización. Sólo algunas excepciones indican que eltema es incluido durante la planificación financiera o presupuestaria, lo que indica lainexistencia de procedimientos establecidos.
Así también, aunque se reconoce como una deficiencia, la mayoría de las empresas no percibencomo prioritario mejorar sus sistemas de control dentro del proceso. Es claro que faltando estossistemas no es posible medir los costos/beneficios de medidas de eficiencia industrial, de lasprácticas de prevención de contaminación o de la introducción de tecnologías limpias.
8
3. ANTECEDENTES TÉCNICOS DEL SECTOR
En virtud de la gran cantidad de productos ofrecidos y servicios prestados, a continuación semencionan algunas materias primas e insumos utilizados por el rubro Metalmecánico:
• Aceros, Bronces, Aluminio• Solventes de limpieza• Desengrasantes• Detergentes• Soldaduras• Aceites y lubricantes• Pinturas• Refrigerantes• Barnices• Acetileno• Oxigeno• Removedores de oxido• Compuestos químicos para galvanizado
Dentro de los equipos cabe mencionar:
• Fresadoras• Tornos• Taladros• Limadoras• Equipos de soldadura• Equipos Oxicorte• Esmeriles• Máquinas plegadoras• Compresores• Motobomba• Cilindradoras• Cepilladoras• Prensas• Guillotinas• Cortadora de plasma• Martinetes• Sierras Mecánicas• Trozadoras• Equipos de balanceo estático• Estanques• Herramientas en general
9
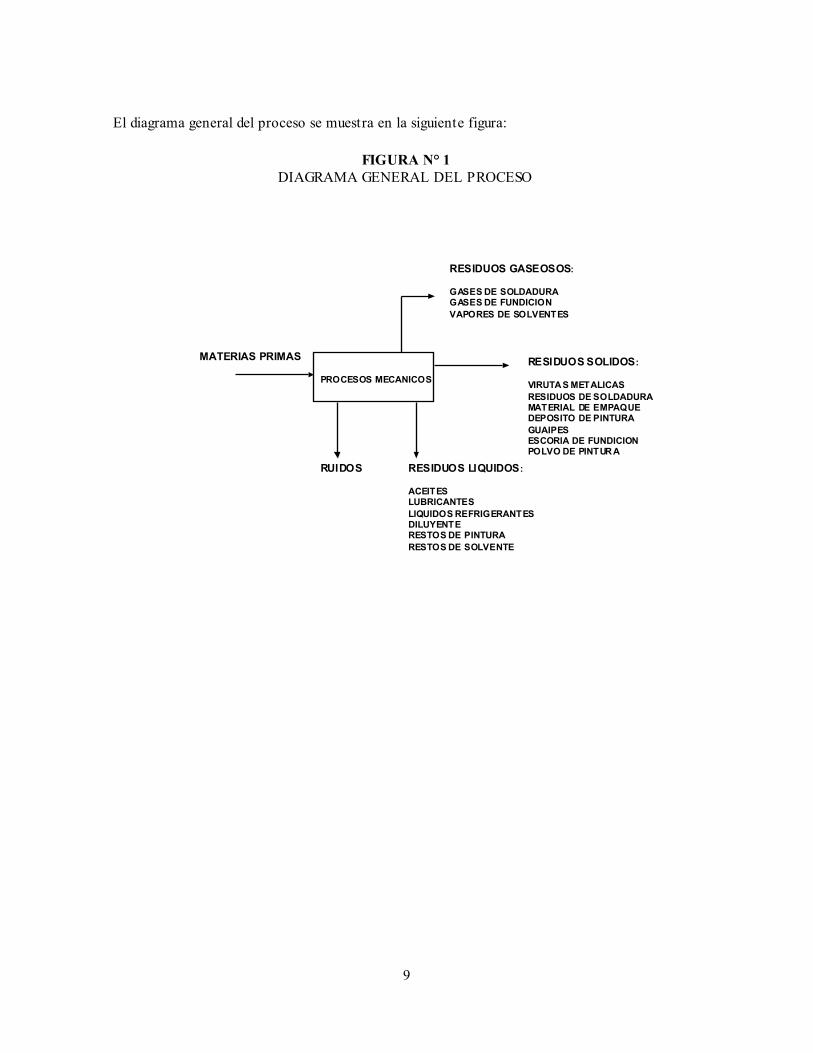
El diagrama general del proceso se muestra en la siguiente figura:
FIGURA N° 1DIAGRAMA GENERAL DEL PROCESO
PROCESOS MECANICOS
RESIDUOS SOLIDOS:
VIRUTAS METALICASRESIDUOS DE SOLDADURAMATERIAL DE EMPAQUEDEPOSITO DE PINTURAGUAIPESESCORIA DE FUNDICIONPOLVO DE PINTURA
RESIDUOS LIQUIDOS:
ACEITESLUBRICANTESLIQUIDOS REFRIGERANTESDILUYENTERESTOS DE PINTURARESTOS DE SOLVENTE
RESIDUOS GASEOSOS:
GASES DE SOLDADURAGASES DE FUNDICIONVAPORES DE SOLVENTES
RUIDOS
MATERIAS PRIMAS
10
4. SITUACIÓN AMBIENTAL DEL SECTOR
4.1. PRINCIPALES PRO BLEMAS AMBIENTALES
Los impactos ambientales asociados al rubro Metalmecánico se relacionan principalmente conla generación de ruidos, residuos sólidos, residuos líquidos y emisiones a la atmósfera.
Residuos Sólidos : Residuos metálicos, virutas, residuos de soldadura. En algunasempresas, éstos son entregados a terceros para su reciclaje enfundiciones o bien son depositados en vertederos. Envases demateriales, pinturas, químicos
Emisiones a la atmósfera : Principalmente se emiten gases de soldadura, y en procesos defundiciónAdemás, se generan emisiones de pintura y solventes orgánicos.
Residuos Líquidos : Residuos de aceites provenientes de los procesos de operaciónde las máquinas y corte de piezas.
De procesos de pintado se obtienen restos de pinturas ysolventes
Generación de ruidos : El impacto de la producción de ruidos molestos porfuncionamiento de la maquinaria y equipos utilizados en elrubro, t iene especial relevancia con ocasión de la localizacióngeográfica en que se encuentran las empresas.
Lo anterior es crítico si se trata de empresas emplazadas enzonas residenciales y no en zonas industriales propiamente tal,en donde este efecto sería considerado como inherente al t ipode proceso manufacturero
11
5. OPCIONES DE GESTION AMBIENTAL
Dentro de las opciones de manejo ambiental de los residuos generados dentro de un procesoindustrial se pueden jerarquizar cuatro tipos de acuerdo a la facilidad de cumplimiento y a loscostos involucrados en ello.
La más alta prioridad se le da a la reducción de contaminación en el origen o fuente, la queimplica cambios en los procesos, sustitución de materias primas o cambios en los productos.
La segunda jerarquía se refiere al reciclaje o recuperación y reutilización de la materia prima ylas dos últimas jerarquías corresponden a tratamientos o tecnologías de control que sedesarrollan al final del proceso, e involucran el tratamiento de los residuos y posteriordisposición.
Debido a la gran variedad de procesos que realiza el rubro maestranza se han tomado tresoperaciones genéricas para tratar las opciones de manejo ambiental, estas son: limpieza,fabricación y/o reparación y acabado que comprende pintado y depósito metálico.
5.1. REDUCCIÓ N DE CO NTAMINACIÓ N EN O RIGEN
La reducción en origen elimina la necesidad de tratamiento y disposición de los residuos, por loque es considerada una de las menos onerosas ya que requiere de menor inversión. Estaalternativa incluye el uso racional de los recursos (materia prima y energía), el uso de materialesmás amigables al medio ambiente lo que se traduce en productos de menor problemáticaambiental y la implementación de mejoras en los procedimientos de operación. Del mismomodo se incluyen en esta etapa, los procedimientos de buenas prácticas.
5.1.1 Cambios en los productos
Considerar el cambio de productos dañinos al medio ambiente por aquellos que no lo sean. Porejemplo eliminar los sistemas de refrigeración con clorofluorcarbono, que son dañinos a la capade ozono.
5.1.2 Cambios en los procesos
a) Cambios en las materias primas o insumos
Los cambios en las materias primas involucran una minimización de los residuos y una menorexposición de los trabajadores a contaminantes producidos en el proceso manufacturero.
i) Limpieza
12
• Reemplazar la limpieza con solventes por los limpiadores alcalinos (compuestosde fosfatos, carbonatos, silicatos e hidróxidos y surfactantes como detergentes yjabones) que remueven de igual forma los contaminantes orgánicos de lassuperficies metálicas.
• Otra alternativa es utilizar solventes con alto punto flash (>140 º F), ya quetienen más baja velocidad de evaporación.
i i) Fabricación y/o reparación
• Usar para la elaboración de piezas metálicas fluidos de alta calidad que tenga unbuen poder refrigerante que no reaccione con las piezas y que permita sureutilización.
i i i) Tratamiento de superficie
Pintado
• Reemplazar las pinturas en base solventes por pinturas en base agua.• Utilizar pinturas que no contengan metales pesados• Utilizar pinturas en polvo.
b) Cambios de tecnologías
i) Limpieza
• Introducir sistema de limpieza con baños de inmersión, ya sea al utilizar solventeso soluciones acuosas y con recuperación de aditivos.
• Introducir sistema de limpieza utilizando granallas, debido a su tamaño resulta másfácil de descontaminar y reutilizar que la arena.
• Otra alternativa de limpieza por abrasión son compuestos preparados en spray ygeneralmente son en base a agua.
i i) Fabricación y/o reparación
• Automatizar los procesos, con el fin de evitar pérdida de materiales y mantener lacalidad de los productos.
• Utilizar cuando sea posible fresas tipo copa y perforadoras de precisión, ya queproduce un residuo de tamaño más grande que puede ser reciclado con mayorfacilidad.
i i i) Tratamiento de superficie . Pintado
Pintado
13
• Utilizar tecnologías de pintado, con equipos de aspersión. Los residuos generadospor este tipo de proceso se deben al material que queda suspendido en el aire por lamala transferencia de los procesos de aplicación. El sistema de pintado conpintura en polvo aplicado electrostáticamente en cámara es el que genera menosresiduos, ya que se pueden instalar sistemas de aspiración y reutilizar los restos queno se adhieren a las piezas
La siguiente tabla muestra valores de eficiencia de transferencia para diferentestipos de pintado:
Método de pintado Rango de eficiencia deTransferencia %
Convencional, atomización de aire 30 -60Recubrimiento con pintura en polvo 90 - 99Atomización electrostática de aire 65 - 85Atomizado a presión convencional 65 - 70Atomizado centrífugo electrostático 85 - 95
Fuente: Journal of Hazardous Materials. 29 (1992) 275-295. Paul M. Randall
c) Cambios en las prácticas de operación
La implementación de buenas prácticas de gestión de operaciones al interior de la empresa se basaen la puesta en práctica de una serie de procedimientos o políticas organizacionales yadministrativas destinadas a mejorar y optimizar los procesos productivos y a promover laparticipación del personal en actividades destinadas a lograr la minimización de los residuos.
Dentro de estas prácticas se incluyen las políticas de personal (capacitación, uso de incentivos),medidas para incluir mejoras en los procedimientos (sistemas de documentación adecuados,optimización de manejo y almacenamiento de materias primas y control de inventario,programación de producción) y medidas de prevención de pérdidas.
Como ejemplos de buenas prácticas de operación se cuentan las siguientes:
• Capacitación permanente del personal sobre condiciones del proceso, seguridad industrial,manejo de materiales y salud ocupacional. Es vital que los empleados sepan porque se lesexige una forma de trabajo y que se espera de ellos.
14
• Uso de incentivos al personal (no solamente de tipo monetario). Los empleados secomprometen más con la aplicación de medidas de prevención si saben que obtendrán algúnbeneficio.
• Desarrollo de manuales de operación y procedimientos (partiendo desde listas de chequeo o
figuras de llamado de atención para los operarios, hasta el manual mismo para el personalprofesional) con el fin de clarificar y/o modificar operaciones de proceso para hacerlas máseficientes y controlar pérdidas.
• Optimizar operaciones de almacenamiento y manejo de materias primas (sistema FIFO: lo
primero que entra es lo primero que sale), así como el control de inventarios. Tratar demantener un stock mínimo de materiales.
• Optimizar los programas de producción y mantención preventiva de los equipos con el fin de
evitar accidentes o falla de los equipos.
• Al momento de recibir materias primas de los proveedores, realizar control de calidad y
composición de ellos para verificar si se cumplen las especificaciones requeridas. Solicitar alos proveedores que certifiquen la calidad de sus productos. Devolver material dañado aproveedores, para evitar generación de residuos.
• Desarrollar listas de programación para cada tipo de producto elaborado, con tiemposestimados de inicio y termino de cada lote de producción, con el fin de controlar elinventario de las materias primas activas y mejorar la eficiencia de utilización de los equipospara lograr una adecuada cobertura de la demanda de los productos.
15
i) Limpieza
• Mantener solventes en estanques tapados para evitar la evaporación.• Usar como limpieza preliminar cepillos de acero o similar para remover
suciedades, esto aumentará la vida útil del baño.• Usar el número mínimo de solventes (ojalá uno) en todas las operaciones de la
planta, con el fin de minimizar la posibilidad de contaminación entre solventes.(Los solventes con alto punto flash pueden llegar a ser considerado peligrosos si secontaminan con un solvente clorinado o un no halogenado, con metales pesadoscomo Cr, Cd, Pb, etc., o con una sustancia con bajo punto flash como gasolina okerosene.)
• Evitar que los solventes se contaminen con agua, ya que esta permite laformación de ácido y la difusión del solvente, aumentando las pérdidas porevaporación. Las piezas lavadas con agua primero deben drenarse.
• Mantener solventes segregados, para facilitar su posterior recuperación.• Remover los lodos del estanque, ya sean de limpiadores solventes o acuosos, ya
que estos contaminantes reducen la eficiencia de la limpieza.• Cuando se usa limpieza mediante baños de inmersión reutilizar aguas de segundos
enjuagues para preparar limpiadores alcalinos o ácidos o para reemplazar aguas delprimer enjuague.
i i) Fabricación y/o reparación
• Implementar un sistema de segregación de residuos metálicos. Despuntes y virutas
por separadas y además clasificadas por tipo de metal.• Almacenamiento apropiado de materiales en atriles o tableros de fácil acceso.• Restringir el tráfico en el área de almacenamiento, esto evita la contaminación de
la materia prima.• Asignar la responsabilidad de controlar y limpiar los fluidos refrigerantes a una
sola persona. Estos a pesar de ser filtrados para remover los residuos metálicosmás grandes, mantienen en suspensión micropartículas metálicas.
• Evitar la contaminación del aceite en la red de lubricación de las maquinarias. Estacontaminación implica una pérdida de la capacidad de lubricar y por lo tanto uncambio de este lo que se refleja en la generación de residuos.
i i i) Tratamiento de superficie . Pintado
• Adquirir las pinturas en las cantidades que se requieran, así se evitan losremanentes de los envases y las pinturas que no se utilizan.
• Juntar y reusar los solventes que se utilizan para limpiar los equipos y utensilios deaplicación de pintura.
5.2. REUTILIZACIÓ N Y RECICLO
a) Limpieza
16
• Implementar un sistema de recuperación de solventes, ya sea en el lugar por filtración odestilación o a través de terceros.
• Reutilizar la granalla a través de un proceso de separación de los contaminantes.
b) Fabricación y/o Reparación
• Recuperación de despuntes y virutas metálicas o intercambio con otras industrias, donde seutilizarían como materia prima.
• Recuperación y reutilización de fluidos refrigerantes por filtración al vacío para remover laspartículas sólidas.
• Intentar reciclar refrigerantes, ácidos y lubricantes gastados a través de terceros.
c) Tratamiento de superficie . Pintado
• Recuperar el solvente utilizado en la limpieza de equipos y utensilios de aplicación de pintura,por filtración, centrifugación o decantación.
5.3. TRATAMIENTO
Al final del proceso, cuando ya no es posible la reducción en el origen, ni el reciclaje demateriales y si se tienen problemas de descarga que superan la norma establecida, se debeconsiderar la opción de tratamiento y disposición de residuos.
a) Limpieza
• Para toda limpieza con solventes, ya sea esta por frotado, por inmersión o con mezcla vaporde agua-solvente, se recomienda la instalación de extractores.
• Tratamiento de las aguas de lavado ya sea por precipitación de metales pesados o separaciónde grasas y aceites a través de filtración o centrifugación. Inicialmente las aguas provenientesde los lavados ácidos y alcalinos deben mezclarse (una neutraliza a la otra).
b) Fabricación y/o Reparación
• La contaminación acústica producida por el funcionamiento de las maquinarias puede sertratada, ya sea diseñando cubiertas o carcazas para encerrar el equipo, además fundando labase de las maquinarias para evitar las vibraciones. Otra posibilidad es actuar sobre el localpara hacerlo lo más sordo posible, usando materiales o estructuras absorbentes. Laconstrucción de barreras o pantallas acústicas puede ser también una solución.
• El proceso de soldadura al arco produce humos y ozono, esto se hace más notorio si el lugares cerrado, para lo cual se recomienda instalar extractores de humo y proteger al operariocon máscaras especiales.
17
5.4. DISPO SICIÓ N
Cuando los residuos no hayan podido ser evitados ni reciclados ni recuperados, existe la últimaopción que es la disposición en vertedero industrial si es que lo hay, o en otro lugar previaautorización de la autoridad sanitaria. Los residuos sólidos deben ser manejados en forma segura,evitando el contacto, para lo cual deben estar en un protector sellado e impermeabilizado.
Las aguas residuales van al alcantarillado, previa autorización de la autoridad competente.
Dentro de los residuos que deben ser dispuestos es posible mencionar:
a) Limpieza
• Trapos o guaipes mojados con solventes, parafinas, grasas o aceites• Trapos con abrasivos, partículas metálicas y óxidos• Lodos de los estanques de limpieza ya sea de solventes o acuosos• Envases de solventes, químicos, ácidos, etc.• Limpiadores abrasivos (arenas, granallas) agotados
b) Fabricación y/o Reparación • Restos de metales y de soldaduras.• Envases de lubricantes, refrigerantes, etc.
c) Tratamiento de superficie
• Envases con sobrantes de pintura en su interior.
18
6. RESULTADOS DE LA EVALUACIÓN DE OPCIONES A TRAVÉS DELPLAN PILOTO
Desarrollo de la evaluación de los procesos
El plan piloto se desarrolló con 2 empresas de la VIII Región y 1 empresa de la V Región.
Al iniciarse el plan piloto se estableció que las empresas en evaluación no poseían una políticaambiental definida, aún cuando existía conciencia del problema que representaban los residuosdel proceso.
Una primera evaluación del flujo de materiales dentro de las líneas productivas permitióidentificar claramente, mediante balances de masa, las entradas y salidas del proceso,estableciéndose los principales residuos generados y su punto de origen.
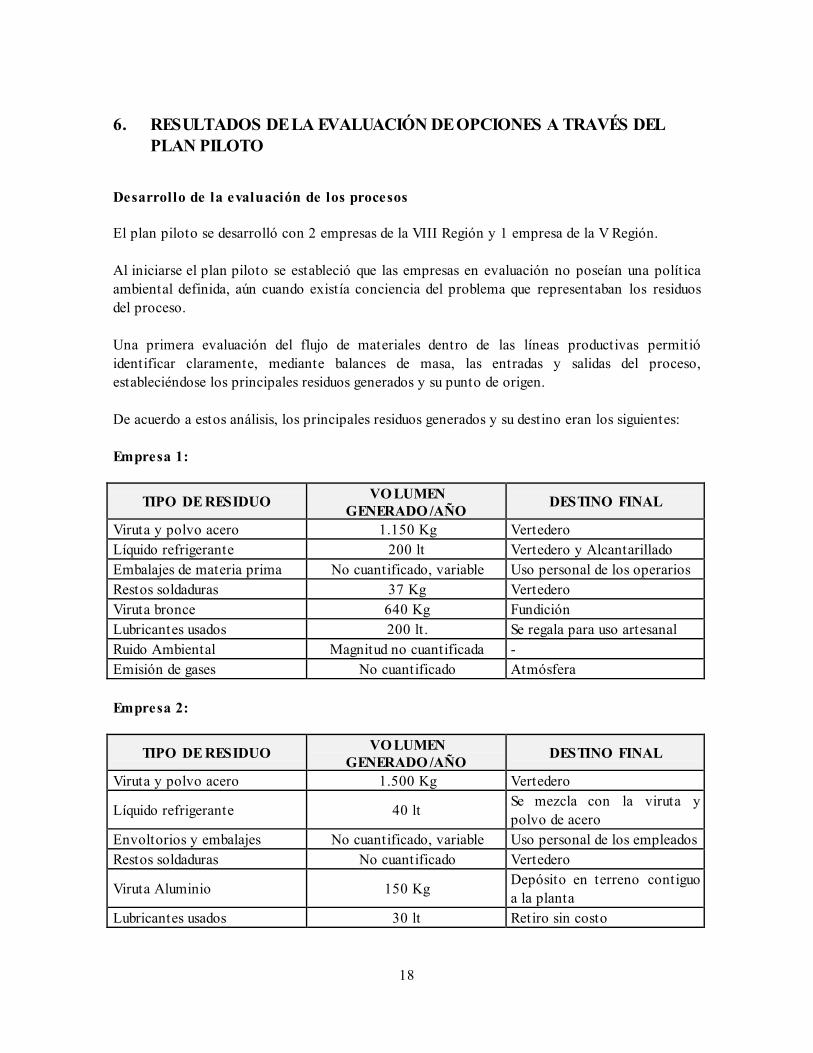
De acuerdo a estos análisis, los principales residuos generados y su destino eran los siguientes:
Empresa 1:
TIPO DE RESIDUO VO LUMENGENERADO /AÑO DESTINO FINAL
Viruta y polvo acero 1.150 Kg VertederoLíquido refrigerante 200 lt Vertedero y AlcantarilladoEmbalajes de materia prima No cuantificado, variable Uso personal de los operariosRestos soldaduras 37 Kg VertederoViruta bronce 640 Kg FundiciónLubricantes usados 200 lt . Se regala para uso artesanalRuido Ambiental Magnitud no cuantificada -Emisión de gases No cuantificado Atmósfera
Empresa 2:
TIPO DE RESIDUO VO LUMENGENERADO /AÑO DESTINO FINAL
Viruta y polvo acero 1.500 Kg Vertedero
Líquido refrigerante 40 lt Se mezcla con la viruta ypolvo de acero
Envoltorios y embalajes No cuantificado, variable Uso personal de los empleadosRestos soldaduras No cuantificado Vertedero
Viruta Aluminio 150 Kg Depósito en terreno contiguoa la planta
Lubricantes usados 30 lt Retiro sin costo
19
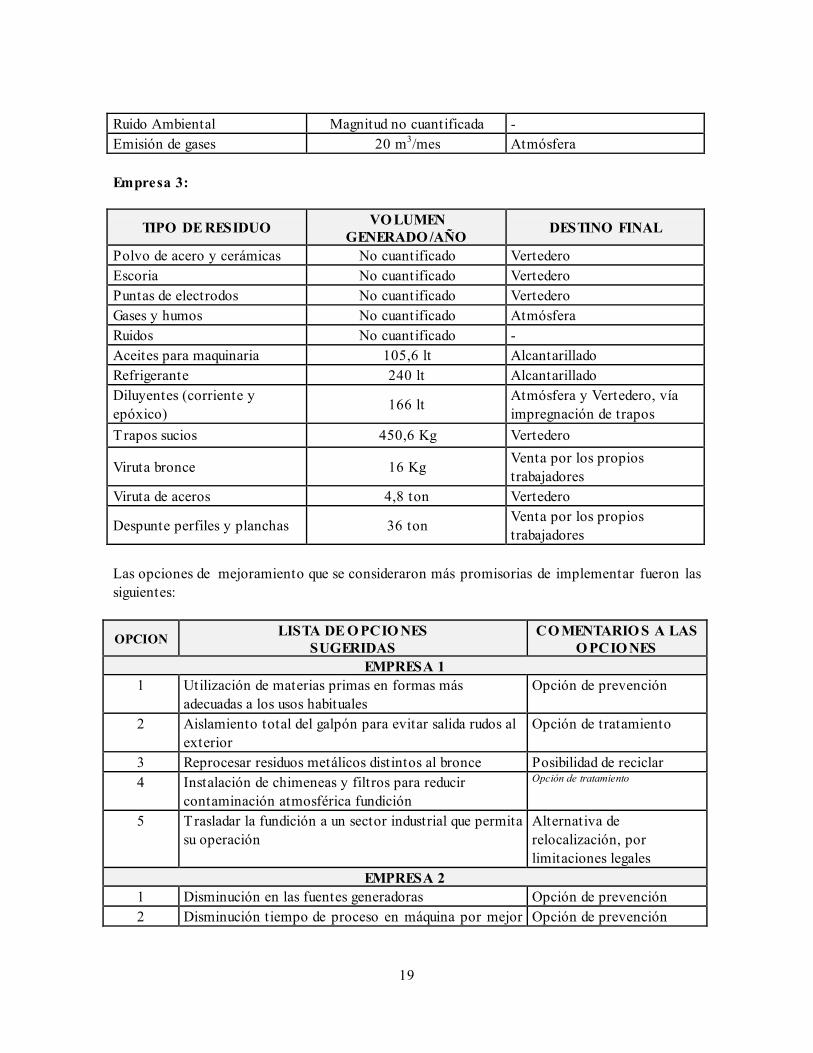
Ruido Ambiental Magnitud no cuantificada -Emisión de gases 20 m3/mes Atmósfera
Empresa 3:
TIPO DE RESIDUO VO LUMENGENERADO /AÑO DESTINO FINAL
Polvo de acero y cerámicas No cuantificado VertederoEscoria No cuantificado VertederoPuntas de electrodos No cuantificado VertederoGases y humos No cuantificado AtmósferaRuidos No cuantificado -Aceites para maquinaria 105,6 lt AlcantarilladoRefrigerante 240 lt AlcantarilladoDiluyentes (corriente yepóxico) 166 lt Atmósfera y Vertedero, vía
impregnación de traposTrapos sucios 450,6 Kg Vertedero
Viruta bronce 16 Kg Venta por los propiostrabajadores
Viruta de aceros 4,8 ton Vertedero
Despunte perfiles y planchas 36 ton Venta por los propiostrabajadores
Las opciones de mejoramiento que se consideraron más promisorias de implementar fueron lassiguientes:
OPCION LISTA DE O PCIO NESSUGERIDAS
CO MENTARIO S A LASO PCIO NES
EMPRESA 11 Utilización de materias primas en formas más
adecuadas a los usos habitualesOpción de prevención
2 Aislamiento total del galpón para evitar salida rudos alexterior
Opción de tratamiento
3 Reprocesar residuos metálicos distintos al bronce Posibilidad de reciclar4 Instalación de chimeneas y filtros para reducir
contaminación atmosférica fundiciónOpción de tratamiento
5 Trasladar la fundición a un sector industrial que permitasu operación
Alternativa derelocalización, porlimitaciones legales
EMPRESA 21 Disminución en las fuentes generadoras Opción de prevención2 Disminución tiempo de proceso en máquina por mejor Opción de prevención
20
OPCION LISTA DE O PCIO NESSUGERIDAS
CO MENTARIO S A LASO PCIO NES
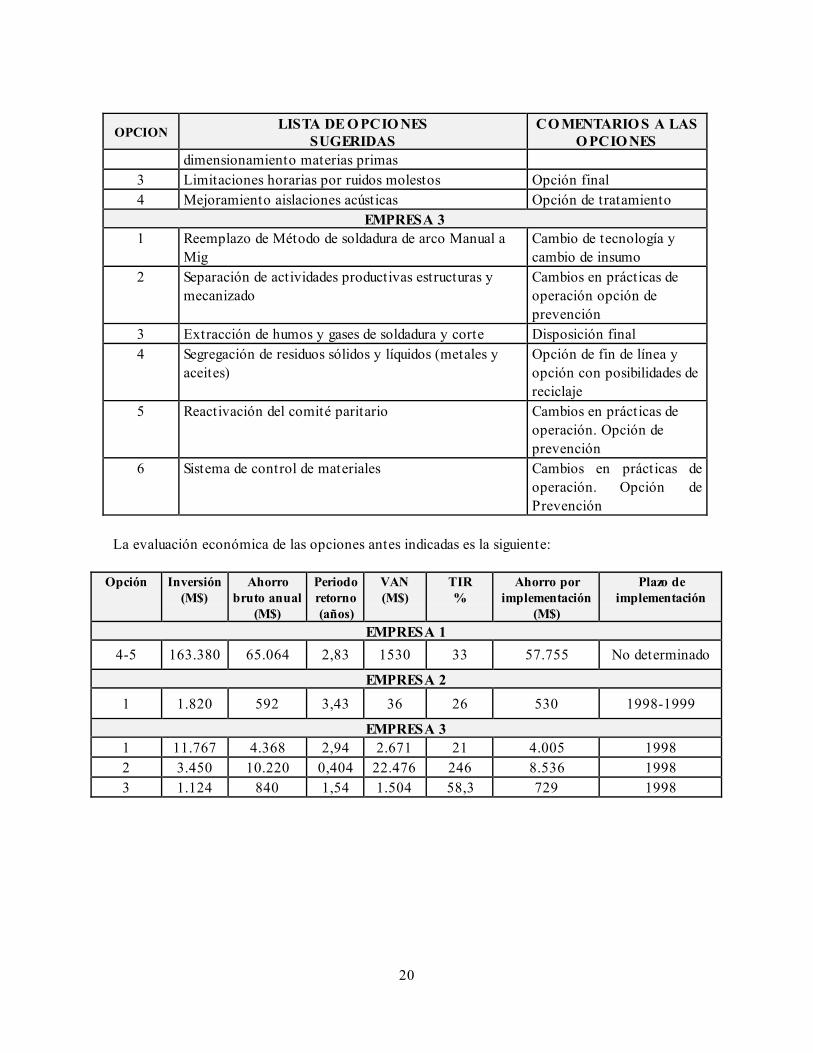
dimensionamiento materias primas3 Limitaciones horarias por ruidos molestos Opción final4 Mejoramiento aislaciones acústicas Opción de tratamiento
EMPRESA 31 Reemplazo de Método de soldadura de arco Manual a
MigCambio de tecnología ycambio de insumo
2 Separación de actividades productivas estructuras ymecanizado
Cambios en prácticas deoperación opción deprevención
3 Extracción de humos y gases de soldadura y corte Disposición final4 Segregación de residuos sólidos y líquidos (metales y
aceites)Opción de fin de línea yopción con posibilidades dereciclaje
5 Reactivación del comité paritario Cambios en prácticas deoperación. Opción deprevención
6 Sistema de control de materiales Cambios en prácticas deoperación. Opción dePrevención
La evaluación económica de las opciones antes indicadas es la siguiente:
Opción Inversión(M$)
Ahorrobruto anual
(M$)
Periodoretorno(años)
VAN(M$)
TIR%
Ahorro porimplementación
(M$)
Plazo deimplementación
EMPRESA 14-5 163.380 65.064 2,83 1530 33 57.755 No determinado
EMPRESA 21 1.820 592 3,43 36 26 530 1998-1999
EMPRESA 31 11.767 4.368 2,94 2.671 21 4.005 19982 3.450 10.220 0,404 22.476 246 8.536 19983 1.124 840 1,54 1.504 58,3 729 1998