Embed Size (px)
DESCRIPTION
Nano Technology
Citation preview

International Communications in Heat and Mass Transfer 38 (2011) 879–886
Contents lists available at ScienceDirect
International Communications in Heat and Mass Transfer
j ourna l homepage: www.e lsev ie r.com/ locate / ichmt
Studies on mechanical properties of dispersing intercalated silane montmorillonite inlow density polyethylene matrix☆
Sung-Po Liu ⁎, Liang-Chun TuDepartment of Mechanical Engineering, Ching Yun University, Chung-Li 32097, Taiwan, ROC
☆ Communicated by W.J. Minkowycz.⁎ Corresponding author.
E-mail address: [email protected] (S.-P. Liu).
0735-1933/$ – see front matter © 2011 Elsevier Ltd. Aldoi:10.1016/j.icheatmasstransfer.2011.04.009
a b s t r a c t
a r t i c l e i n f oAvailable online 29 April 2011
Keywords:Low density polyethyleneMontmorilloniteThermoplastic polyolefin elastomersMaleic anhydrideX-ray diffraction
In order to understand and improve these soft and weak mechanical properties of Low Density Polyethylene(LDPE), we add a silane modifier (Nanocor I.31PS) Montmorillonite (MMT) as reinforcement material,inserted with two kinds of different surfactant (thermoplastic polyolefin elastomers (TPO) or MaleicAnhydride (MA)), the layer distance and hydrophobia are all best; to join the pieces of LDPE together, makingit possess polarization. After that, we use a Plastograph-Mixer by the twin-screw mixed method to obtainstandard shaped specimens of Polymer-Clay Nanocomposites (PCN) to prepare HDPE/MMT nanocompositepellets. By adding the different weight percentages (1, 3, and 5 wt.%) ofMMT, and 2:1 ratio of MA (or TPO) andMMT, the layer distance of MMT and mechanical property of nanocomposites were investigated.The chemical structure and polymer morphology of these as-synthesized PCN specimens were characterizedby wide-angle powder X-ray diffraction (XRD) and scanning electron microscopy (SEM). In addition, weprepare these experimental specimens in order to probe into its mechanical properties. These tests used are:layer distance of PCN, tensile, impact, shore-hardness, wearing tests, and so on.In addition, we use XRD to make the characterization analysis, compare it to scatter and layer-distance. It isfound that when increasing the TPO into the MMT, layer-distance at 1 wt.% MMT increases from 2.11 nm to3.14 nm.It is found that these specimens that graft the TPO have the following results: In the tensile test, the MMTweight percentage of 1 wt.% has the best result, increased by 3.08%. In the impact test, the MMT 3 wt.%strengthens by 11.53%. In the hardness test, the MMT 5 wt.% strengthens the effect by 2.60%. In the wearingtests, the MMT 5 wt.% strengthens the effect by 6.98%.In addition, the specimens that graft the MA have the following results: In the tensile test, the MMT 1 wt.%strengthens by 5.39%. In the impact test, theMMT 3 wt.% strengthens by 19.71%. In the hardness test, theMMT5 wt.% strengthens by 10.85%. In the wearing tests, the MMT 5 wt.% strengthens the effect by 44.19%.
l rights reserved.
© 2011 Elsevier Ltd. All rights reserved.
1. Introduction
Recently, layered materials such as smectite clay (e.g., montmo-rillonite, MMT) have attracted intense research interests for thepreparation of polymer-clay nanocomposite (PCN) materials. PCNmaterials usually demonstrate unique properties superior to tradi-tional composites and conventional materials. In general, theycombine both the characteristics of inorganic nanofillers and organicpolymers at the molecular level. Currently, the PCN material is foundto be a promising system due to the fact that the clay possesses a highaspect ratio and a platy morphology. It can be employed to boost thephysical properties (e.g., thermal stability [1], fire retardant [2], gasbarrier [3], and corrosion protection [4]) of bulk polymers), and
mechanical properties are a particularly significant issue to studyapplication and development for PCN materials. Kim and White [5]reported a variety of organic modified MMTs to understand thecontribution of the organophilicity of organoclay on the formation ofthe polymer/clay nanocomposite.
Maleic acid (MA) is an organic compound that is a dicarboxylicacid (molecule with two carboxyl groups). Other names are malenicacid, maleinic acid and toxilic acid. In industry, MA is derived frommaleic anhydride by hydrolysis. Maleic anhydride is produced frombenzene or butane in an oxidation process. Maleic acid is soluble inwater, has a melting point of 139–140 °C. Both properties of maleicacid can be explained on account of the intramolecular hydrogenbonding [6] that takes place at the expense of intermolecularinteractions.
Thermoplastic polyolefin elastomers (TPO) are unique elastomericproducts designed to improve impact performance, melt strength, andoverall processability for a variety of markets and applications. TPOcombine highly desirable elastomeric properties in a pelletized form

880 S.-P. Liu, L.-C. Tu / International Communications in Heat and Mass Transfer 38 (2011) 879–886
and are available in a wide range of grades to meet the most de-manding processing and performance needs.
LDPE is defined by a density range of 0.910–0.940 g/cm3. LDPE hasa high degree of short and long chain branching, whichmeans that thechains do not pack into the crystal structure as well. It has, therefore,less strong intermolecular forces as the instantaneous-dipole in-duced-dipole attraction is less. This results in a lower tensile strengthand increased ductility. LDPE is created by free radical polymerization.The high degree of branching with long chains gives molten LDPEunique and desirable flow properties. LDPE is used for both rigidcontainers and plastic film applications such as plastic bags and filmwrap. In 2009 the global LDPE market had a volume of circa 22.2billion US-dollars (15.9 billion Euro) [7].
Depending on the crystallinity and molecular weight, a meltingpoint and glass transition may or may not be observable. Thetemperature at which these occur varies strongly with the type ofpolyethylene. For common commercial grades of LDPE the meltingpoint is typically in the range 105 to 115 °C (221 to 239 °F) [7].
Recently, several attempts have been reported to study themechanical properties of LDPE–clay nanocomposite materials. Forexample, Lu et al. [8] reported that the effect of the amount ofcrystallinity on fracture and yielding of PE as a function of tem-perature is reviewed. In particular, the effect of fracture toughness, atlow temperature is investigated. González et al. [9] demonstrated thatthe mechanical behavior of five commercially available thermoplasticolefins (TPOs) and a polypropylene homopolymer during quasi-static(1.7×10−5 m/s) and dynamic (2.2 and 8.9 m/s) three-point bendloading at −40, −30 and 22 °C. Galgali et al. [10] reported that anexperimental investigation on the creep behavior of molten polypro-pylene organically modified clay nanocomposites. The creep resis-tance of compatibilized hybrids was significantly higher than that ofuncompatibilized hybrids and also increased with annealing time. S.C.Tjong and S.P. Bao [11] reported that essential work of fracture (EWF)approach under tensile and impact loadings were used to evaluate thefracture toughness of HDPE/Org-MMT nanocomposites with andwithout elastomers.
Moreover, wear resistance of PET, nylon 6 and PS nanocompositematerials has been reported by Schadler et al. [12] and Liu et al.[13,14], respectively. However, wear resistance of LDPE–clay nano-composite materials has seldom been mentioned.
Therefore, in this paper we present the first evaluation of wearresistance of LDPE–clay nanocomposites and the first to make acomparative study on the mechanical properties of the effect oforganoclay (MMTs) on impact strength, shore hardness and tensilestrength of LDPE–clay nanocomposites.
2. Experimental
2.1. Chemicals and instrumentations
Commercial LDPE (Model No. UNITHENE NA207-66, meltingpoint=240 °F, specific gravity=0.915–0.930 g/cm3) were purchasedas pellets from the USI Corporation in Taiwan. The montmorilloniteclay (Model No. I.31PS) was purchased from Nanocor Company in theUSA. The surfactant of I.31PS is a derivative containing Octadecyla-mine modification. Themaleic anhydride (MA) (molecular formula=OCOCH:CHCO, formula weight=98.04, melting point=131–139 °C,specific gravity=1.48 g/cm3, assay=99.5%) was purchased fromFirst Chemical Works in Taiwan. The thermoplastic polyolefinelastomers (TPO) (Model No. ENGAGE™ 8100, melting point=120 °C)was purchased from Dow Chemical Company in the USA.
A wide-angle X-ray diffraction study of the samples was per-formed on a Rigaku D/MAX-3C OD-2988N X-ray diffractometer with acopper target and Ni filter at a scanning rate of 4°/min. The samples forthe transmission electron microscopy (TEM) study were firstprepared by putting the membrane of PCN (Polymer-clay nano-
composites) materials into low-viscosity embedding media epoxyresin capsules with four ingredients (ERL4206 5.0 g, DER736 3.0 g,NSA 13.0 g, and DMAE 0.15 g) and by curing the epoxy resin at 100 °Cfor 24 h in a vacuum oven. Then the cured epoxy resin containing PCNmaterials was microtomed with a Reichert–Jumg Ultracut-E into 60–90-nm slices. Subsequently, one layer of carbon about 10-nm wasdeposited on these slices on mesh 100 copper nets for TEM obser-vations on a JEOL-200FX, with an acceleration voltage of 120 kV.Centrifugal Ball Mill (Retsch S100) was used to mill the size oforganophilic clay. Twin roll mill (Kobelco, model KXY-30) was used tomeltmix the organoclay and LDPE. A Plastograph-Mix and a Hot Pressmachine manufactured by Brabender Machine Company (Germany,Model No. PLE-331, co-rotating type, non-intermeshing, Max screwspeed is 120 rpm, L/D ratio is 32, test temperature is 20 °C to 400 °C,and Chamber maximum volume is 50 g) and Long-Chang Company(Taiwan, Model No. FC-60 TON) were used to make the as-preparedsample in the form of an ASTM D3039 standard shape. A ScanningElectron Microscopy (SEM) with the model Hitachi S-4100 FE-SEMevaluates the surfacemorphology of as-prepared compositematerials.
The tensile test of PCN membranes was carried out through auniversal testing instrument manufactured by Hung-Ta Company(Taiwan, Model No. HT-9102). The impact strength test of PCNmembranes was carried out through an Izod Impact Tester manu-factured by Hung-Ta Company (Taiwan, Model No. HT-8041B). Theshore hardness tests were run on a Shore Hardness Test Machine byEXCELLENCE Company (Japan, Model D) for high and low hardnesssamples, respectively, under an indentation time of 10 s at 25 °C. Thewearing resistance tests were run on a Wearing Test Machine by theTABER Company (Model 5130 ABRASER).
2.2. Preparation of LDPE–clay nanocomposite materials by meltintercalation
Before blending, LDPE and clay were dried at 80 °C inside vacuumoven for 1 h (Baking the universe can drop aqueous vapor to under0.01% within 1 h). The proportion-grafting agent MA (or TPO) ratio toMMT is 2:1. Then, we measure the weight of LDPE–MA–MMT andLDPE–TPO–MMT according to different proportions. MMT is 1, 3, and5 wt.% respectively. LDPE, MA (or TPO) and MMT were prepared in aPlastograph-Mixer machine separately, at a screw speed of 30 rpmand melt temperature of 170 °C, blended for 3 min, 3 min, and 3 minrespectively, for a total blending time of 9 min.
The melt-mixing procedure of LDPE–MA–MMT and LDPE–TPO–MMT composites was performed by blending samples repeatedly, atleast twice, to form products in the shape of pellets, with bettercombinations. A Plastograph-Mixer machine using the twin-screwmixing method to obtain nanocomposites with standard shapedspecimens for the following investigations subsequently mixed theas-prepared LDPE–clay composite pellets. Melt mixing is a procedurein which the mixture's consistency is an important step in thepolymer material processing. Using mechanical force to blend is themost convenient and practical method. It can also change the qualityof polymers through melting technology effectively. It is one of themost frequently used methods in the industry.
2.3. Hot-press of LDPE–clay composite materials
According to the test standard of the experiment project, wedesigned the mold for the hot-pressing requirement, and then usedthe hot-press machine after preheating it for 5 min under 170 °C.After the upper and lower templates of the hot-pressing machine areclosed for 1 min continuing at 1000 kg/cm2of pressure then pressur-izing it at 2000 kg/cm2 for 1 min.We repeated this test two times, andthen took the mold out after the hot-press was finished. Lastly, wewaited for the mold to cool down, using water cooling to 70 °C thenopened the mold to take out the specimen.

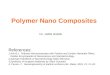
Fig. 1. (a) X-ray diffraction patterns of neat LDPE and LDPE–MA–MMT clay. (b) X-raydiffraction patterns of neat LDPE and LDPE–TPO–MMT clay.
881S.-P. Liu, L.-C. Tu / International Communications in Heat and Mass Transfer 38 (2011) 879–886
2.4. Test of bulk mechanical properties
2.4.1. Tensile strength testIn mechanical properties, tensile strength is one of the most
frequently used comparative standards. The definition of tensilestrength is the one that exerts tensile stress themost and try to extractthe test piece before cracking (or plastic deformation). This ex-periment, according to the ASTM D638 standard, shapes the materialinto a dumb bell-shaped specimen first, and then carries out thetensile test. Examine at least five specimens in each group, calculatethe average, and record the greatest strength of tensile tests.
2.4.2. Impact strength testThe impact test is used to exert impact power to the specimen and
to break the material by the impact of the external force. It candetermine the energy absorbed by the broken specimen, and showthe impact value of a material. So, either a brittle or ductile materialcan be compared by impact strength. This experiment was used in anIzod testing machine and made the specimens according to the ASTMD256 standard. Before the test we made a notch on the examplespecimen, and used a hammer to break up the specimen.
2.5. Test of surface mechanical properties
2.5.1. Shore hardness testWe used the Japan Shore Hardness Testing Machine as the depth-
detect instrument that our nano hardness test was to be carried on,the shore hardness experimental method of the hardness beinginvented by Americans Albert F Shore in 1906, has already been usedextensively as the dynamic loading hardness. The Shore HardnessTesting Machine type D calibrated a scale instruction type thatimproves, as to large-scale specimens or large round type of diameterspecimens for fittings that can be fixed and increase its scope ofapplication and characteristic. In addition, it is a quick operation andcan reach to 1000 or more times per hour. The machine is easy andsimple to operate; even non-technical staff can operate it smoothly. Itis also hard to damage the specimen, on the other hand, using othermachines after the indenter-hardness test; the specimen needs torepair before the indenter can be removed. Furthermore, its assemblycost is cheaper and it can also apply to thin specimens [15]. Throughthe above-mentioned assessment, this experiment will adopt the typeD Shore Hardness Testing Machine. The experiment is completedaccording to the ASTM D790 standard.
2.5.2. Wear-resistance testThe wear-resistance test is one of the most convenient and basic
properties of the material in mechanical property testing. When oneobject is being used and is in contact with other objects for a longtime, it will cause wearing. So, it's necessary to perform a long periodof wearing–tearing test. This experiment utilizes wearing-testmachines to determine the material's roll wearing and slip wearing,then show this material's surface decreasing ability on wear resisting.Also, the experiment is done according to the ASTM D4060 standard.
3. Results and discussion
3.1. Characterization
Fig. 1(a) and (b) shows the wide-angle X-ray diffraction (WAXRD)patterns of raw MMT, and a series of PCN (LDPE-MA-MMT and LDPE-TPO-MMT) materials. The outcome of an anneal was determinedusing XRD measurements by monitoring the position, full-width-at-half-maximum (fwhm), and intensity of the (001) basal reflectionof the PCN. For raw MMT, there is any diffraction peak in 2θ=4.19°(d-spacing=2.11 nm), as opposed to the diffraction peak of with theamount of organoclay increased to 5 wt.%, Fig. 1(a) is a small peak at
2θ=4.85°, corresponding to a d-spacing of 1.82 nm; as opposed to thediffraction peak of with the amount of organoclay increased to 1 wt.%,Fig. 1(b) is a small peak at 2θ=2.81°, corresponding to a d-spacing of3.14 nm. According to the structure of polymer clay nanocompositesas shown in Fig. 2, the LDPE–MA–MMT nanocomposites (Fig. 1(a))were conventional structures. On the other hand, the LDPE–TPO–MMT nanocomposites (Fig. 1(b)) were ordered exfoliated structures.
This implied that there was a small amount of organoclay thatcould not be exfoliated in the LDPE and existed in the form of adisordered intercalated layer structure, the finite layer expansionassociated with intercalated structures results in a new basalreflection that corresponds to the larger gallery height of theintercalated hybrid. An increase in the degree of coherent layerstacking (i.e. a more ordered system) results in a relative decrease inthe full-width-at-half-maximum of the basal reflections upon hybridformation. On the other hand, a decrease in the degree of coherentlayer stacking (i.e. a more disordered system) results in peakbroadening and intensity loss [16].
Regarding the microstructure, the clay particles are dispersed inthe polymer matrix in either intercalated or exfoliated states.Intercalated nanocomposites are in general obtained when thepolymer is located between the silicate layers; even though thelayer spacing increases, there are still attractive forces between thesilicate layers to stack the layers in uniform spacing. Exfoliatednanocomposites are formed when the layer spacing increases to thepoint where there are no longer sufficient attractions between thesilicate layers to maintain a uniform layer spacing [17].

Fig. 2. XRD test disperses relatively diagrams.
Table 1Material designation and compositions.
Designation Composition Parts (wt.%)
LDPE LDPE 100LMM1 LDPE/MA/MMT 97/2/1LMM3 LDPE/MA/MMT 91/6/3LMM5 LDPE/MA/MMT 85/10/5LTM1 LDPE/TPO/MMT 97/2/1LTM3 LDPE/TPO/MMT 91/6/3LTM5 LDPE/TPO/MMT 85/10/5
882 S.-P. Liu, L.-C. Tu / International Communications in Heat and Mass Transfer 38 (2011) 879–886
3.2. Bulk mechanical property studies
3.2.1. Tensile strength testRelationships between tensile properties and MMT loading as
obtained from tensile test on the standard dumbbell-shaped of LDPE–MA–MMT and LDPE–TPO–MMT nanocomposites were studied, asshown in Fig. 3(a) and (b). For example, upon addition of MMTs intoLDPE, the tensile strength of nanocomposites increased to 9.58 MPafor LMM1, 9.55 MPa for LMM3, and decreased to 9.07 MPa for LMM5.Furthermore, an overdose of MMTs and MAs loading (e.g., 5 and10 wt.% for LDPE–MA–MMT) in nanocomposites was found to de-crease the tensile strength of as-prepared nanocomposites, as sum-marized in Tables 1 and 2. This indicated that the introduction ofMMTs into polymer matrix does effectively affect the tensileproperties of pristine PP. However, the decrease in tensile strengthfor LMM5 may probably be resulted from the aggregation of MMTsand MAs in nanocomposites.
Fig. 4 shows the load-displacement measurements of pure LDPEand their corresponding LDPE–MA–MMT and LDPE–TPO–MMT nano-composites. Originally, the pure LDPE material was a hard and strongmaterial, adding MMTs and MAs makes LDPE–MMT nanocomposites
Fig. 3. Variation of tensile strength of LDPECN nanocomposites with clay content.
allowing it to absorb more elastic strain energy. When adding 1 wt.%of MMT and 3 wt.% of MA, we can obtain the best tensile strength andits elastic modulus is larger showing their hard and brittle property.When increasing to 5 wt.% of MMT the phenomenon of aggregationmakes this LDPE–MA–MMT nanocomposites turn into a soft andbrittle property, though its hardness value increases, its yielding pointis low, its elongation is short, and it can absorb less elastic strainenergy easily cracking.
On the other hand, when adding 5 wt.% of MMT and 10 wt.% ofTPO, we can obtain the worst tensile strength and its elastic modulusis worse showing their soft and tough properties, though its hardnessvalue increases, its yielding point is low, its elongation is short, and itcan absorb less elastic strain energy easily cracking. Similar trendswere also found in the impact strength of as-prepared composites.
3.2.2. Impact strength testThe impact strength test of as-prepared PCN materials was
performed according to the ASTM D256. The maximum capacity ofthis impact instrument is 250 ft lb, and the maximum impact speed is17 ft/s. It should be noted that the impact energy absorption of theLDPE–MA–MMT and LDPE–TPO–MMT nanocomposites were increas-ing as the organoclay loading increased in the composite, as shown inFig. 5. The angle of the hammer shock is increased from 142.9° to143.3°. The higher the angle of the hammer strikes, the smaller theimpact on energy-absorption, so the shock resistant intensity is foundto be relatively worse because the neat LDPE matrix is comparativelyhard and strong. Therefore, the addition of organoclay into the matrixhas already improved its bond strength and demonstrated betterscattering in the matrix. However, an addition of organoclay stillimpelled the nanocomposites when struck by the external forcecausing a phenomenon of stress concentration. After that thenanocomposites turned into the macroscopic stress fractured, result-ing in the course of increasing its already existing shock resistantcharacteristic. That is to say if you add more organoclay, its shockresistant intensity becomes better, so adding organoclay to shockresistant characteristics has strengthened its function. For example,
Table 2Relations of composition of LDPECN nanocomposites prepared by melt intercalation,with mechanical properties.
Compoundcomposition
Tensilestrength
Impact energyAbsorption
Shorehardness
Wear loss(after 1000 rpm)
(MPa) (J/m) (Hs) (mg)
LDPE 9.09 23.24 46.10 0.43LMM1 9.58
[+5.39%]26.76[+15.15%]
47.50[+3.04%]
0.47[+9.30%]
LMM3 9.55[+5.06%]
27.82[+19.71%]
49.30[+6.94%]
0.54[+25.58%]
LMM5 9.07[−0.22%]
24.40[+4.99%]
51.10[+10.85%]
0.62[+44.19%]
LTM1 9.37[+3.08%]
25.13[+8.13%]
46.60[+1.08%]
0.45[+4.65%]
LTM3 8.69[−4.40%]
25.92[+11.53%]
46.90[+1.74%]
0.45[+4.65%]
LTM5 8.56[−5.83%]
22.70[−2.32%]
47.30[+2.60%]
0.46[+6.98%]

Fig. 4. (a) Variation of the load of LDPE–MA–MMT composites with displacement.(b) Variation of the load of LDPE–TPO–MMT composites with displacement.
Fig. 6. The shore-hardness of LDPECN composites as a function of clay content.
883S.-P. Liu, L.-C. Tu / International Communications in Heat and Mass Transfer 38 (2011) 879–886
the maximum impact energy absorption of 27.82 J/m is LMM3, andthe minimum impact energy absorption of 22.70 J/m is LTM5.
3.3. Surface mechanical property studies
3.3.1. Shore hardness testThe shore hardness is an important parameter for evaluating or
designating nanocomposite materials. The hardness data of the LDPE–
Fig. 5. The impact energy absorption of LDPECN nanocomposites as a function of claycontent.
MA–MMT and LDPE–TPO–MMT nanocomposites in the form of astandard shape at various material compositions are given in Fig. 6and Tables 1 and 2. These showed that as the MMT and MA contentincreased, the corresponding shore hardness value (Hs) of compositesincreased up to 5 wt.% of MMT loading in composites. For example,the pure LDPE showed low surface hardness of 46.10 Hs. Once you addthe MMTs and TPOs into LDPE, the surface hardness is increased to47.50 Hs for LMM1, 49.30 Hs for LMM3, and 51.10 Hs for LMM5. Thisindicated that the surface hardness of the composite materialsincreased with an increasing MMT and MA content. On the otherhand, theMMT and TPO content increased, and the surface hardness isincreased to 46.60 Hs for LTM1, 46.90 Hs for LTM3, and 47.30 Hs forLTM5.
Thus, the integration of MMTs and grafting with surfactant— TPOsinto the PP matrix, does indeed change the surface characteristics ofthe composite materials significantly based on the surface mechanicalproperty studies.
3.3.2. Wear-resistance testTest specimens with the dimensions of 100×100×2.8 (mm) were
made. After that, we utilized wearing testing machine with a load of1000 g, measuring wear mass-loss (the influence factor of the wearmass loss amount) by operating the wearing speed at 500 rpm and1000 rpm, respectively, to probe the wear-resistance properties of as-prepared composites. It has been already known that wear mass-lossis the main impact factor in hardness of nanocomposites itself, heatconduction characteristic, etc.
Fig. 7 shows the wearing mass-loss of as-prepared pure LDPE andLDPE–MA–MMT and LDPE–TPO–MMT composites. When operated at
Fig. 7. Wear loss versus organoclay loadings for neat LDPE, LDPE–MA–MMT and LDPE–TPO–MMT nanocomposites.

Fig. 8. Wear SEM images of organoclay loadings for neat LDPE and LDPE–MA–MMT nanocomposites at 200× magnification, clay content (a) 0%, (b) 1%, (c) 3%, and (d) 5%.
884 S.-P. Liu, L.-C. Tu / International Communications in Heat and Mass Transfer 38 (2011) 879–886
higher wearing speed of 1000 rpm for as-prepared LDPE–MA–MMTcomposites, the wear mass-loss amount was found to increasesignificantly. For example, the amount of wear mass-loss operatedat 1000 rpm for as-prepared LDPE–MA–MMT composites was foundto severely decrease from the original of LDPE (0.43 mg) to LMM5(0.62 mg). It indicated that the wear mass-loss of as-preparedcomposites decreased severely as the content of MMTs and MAsexisted in the composites increased at high wearing speed of1000 rpm. On the other hand, the amount of wear mass-loss forLDPE–TPO–MMT composites changed from the original value of0.43 mg (for LDPE) to 0.46 mg (for LTM5), as summarized in Tables 1and 2. This implied that the more content of MMTs (e.g., 5 wt.%) incomposites led to an obvious decrease in wear mass-loss amount athigher wearing speed rate, reflecting that the incorporation of MMTsinto LDPE might show best wear-resisting property of as-preparedsamples.
Moreover, the wear resistance of as-prepared composites can befurther evaluated by the visual observation of the as-preparedcomposites after the wearing test. Fig. 8 shows the Scanning ElectronMicroscope (SEM) of pure LDPE (a), LMM1 (b), LMM3 (c) and LMM5(d), respectively. Fig. 9 shows the SEM of pure LTM1 (e), LTM3 (f) andLTM5 (g), respectively.
It showed that the SEM observation of pure LDPE morphologyrevealed an uneven and rough surface, indicating that the pure LDPE(wear mass-loss amount of 0.43 mg) had hard surface structures ascompared to the pure PS [18] (wear mass-loss amount of 128.74 mg),and had hard surface structures as compared to the pure PC [19](wear mass-loss amount of 1.25 mg). After the wearing test, thematerial structures of pure LDPE cannot be easily degraded andremoved from the surface of as-prepared sample, as shown in Fig. 8(a).However, the surface morphology of LDPE–MA–MMT composites was
found to display a relatively smooth pattern as compared to the pureLDPE, as illustrated in Fig. 8(b)–(d). This implied that the incorporationof MMTs and MAs into LDPE might effectively enhance the wearresistance of LDPE more. Moreover, the surface morphology of LDPE–TPO–MMTcompositeswas found todisplay a relatively roughpattern ascompared to the pure LDPE, as illustrated in Fig. 9(e)–(g). This impliedthat the incorporation of MMTs and TPOs into LDPE might enhance thewear resistance of LDPE less.
This conclusion obtained from the SEM observations is consistentwith the previous studies related to the wear mass-loss measurementof pure LDPE and corresponding composites.
4. Conclusions
In this article, the series of PCN materials consisting of commercialLDPE and organoclay platelets were successfully prepared through amelt intercalation approach. The as-prepared PCN materials weresubsequently characterized by powder XRD. Furthermore, the effectsof organoclay on three different measurement types of mechanicalproperties for as-prepared PCN materials such as tensile test, impacttest, and shore hardness test were performed and compared.Generally, it showed an obvious enhancement of mechanical prop-erties of neat polymer by an incorporated low loading of organophilicclay platelets into an LDPE matrix based on the evaluation ofmechanical properties on as-prepared samples. The shore hardnessof LDPE–TPO–MMT composites was found to be effectively enhancedby the incorporation of a high loading of organophilic clay platelets.The surface morphological image for the neat LDPE and LDPE–MA–MMT and LDPE–TPO–MMT after wear resistance test had also beencompared and identified by the SEM.

Fig. 9. Wear SEM images of organoclay loadings for neat LDPE and LDPE–TPO–MMT nanocomposites at 200× magnification, clay content (e) 1%, (f) 3%, and (g) 5%.
885S.-P. Liu, L.-C. Tu / International Communications in Heat and Mass Transfer 38 (2011) 879–886
We found that these specimens that graft the TPO have thefollowing results: In the tensile test, the MMT weight percentage1 wt.% has the best result, increased by 3.08%. In the impact test, theMMT 3 wt.% strengthens by 11.53%. In the hardness test, the MMT5 wt.% strengthens the effect by 2.60%. In the wear resistance test, theMMT 5 wt.% strengthens the effect by 6.98%. In addition, thespecimens that graft the MA have the following results: In the tensiletest, theMMT 1 wt.% strengthens by 5.39%. In the impact test theMMT3 wt.% strengthens by 19.71%. In the hardness test, the MMT 5 wt.%strengthens by 10.85%. In the wear resistance test, the MMT 5 wt.%strengthens the effect by 44.19%.
Acknowledgements
The financial support of this research by the National ScienceCouncil, Taiwan, R.O.C. (subsidy no. NSC 97-2221-E-231-021) isgratefully acknowledged.
References
[1] H.L. Tyan, Y.C. Liu, K.H. Wei, Effect of reactivity of organics-modified montmo-rillonite on the thermal and mechanical properties of montmorillonite/polyimidenanocomposites, Chemistry of Materials 13 (1) (2001) 222–226.
[2] J.W. Gilman, C.L. Jackson, A.B. Morgan, R.J. Hayis, E. Manias, E.P. Giannelis, M.Hilton, D. Wuthenow, S.H. Phillips, Flammability properties of polymer-layered-silicate nanocomposites. Polypropylene and polystyrene nanocomposites, Chem-istry of Materials 12 (7) (2000) 1866–1873.
[3] T. Lan, P.D. Kaviratna, T.J. Pinnavaia, On the nature of polyimide–clay hybridcomposites, Chemistry of Materials 6 (1994) 573–575.
[4] Y.H. Yu, J.M. Yeh, S.J. Liou, C.L. Chen, D.J. Liaw, H.Y. Lu, Preparation and propertiesof polyimide–clay nanocomposite materials for anticorrosion application, Journalof Applied Polymer Science 92 (6) (2004) 3573–3582.
[5] Y. Kim, J.L. White, Formation of polymer nanocomposites with variousorganoclays, Journal of Applied Polymer Science 96 (2005) 1888–1896.
[6] M.N.G. James, G.J.B. Williams, A refinement of the crystal structure of maleic acid,Acta Crystallographica Section B 30 (5) (1974) 1249–1257.
[7] Market Study: Polyethylene LDPE, UC-1405, Ceresana Research 02 (April 2010)850.
[8] X. Lu, R. Qian, N. Brown, The effect of crystallinity on fracture and yielding ofpolyethylenes, Polymer 36 (22) (1995) 4239–4244.
[9] L. González, T.E. Godlewski, B. Wooten, P.A. Gustafson, Mechanical Behavior ofThermoplastic Olefins (TPOs) During Three-Point Bend Impact, ANTEC, 2004,pp. 2201–2205.
[10] G. Galgali, C. Ramesh, A. Lele, A rheological study on the kinetics of hybridformation in polypropylene nanocomposites, Macromolecules 34 (4) (2001)852–858.
[11] S.C. Tjong, S.P. Bao, Fracture toughness of high density polyethylene/SEBS-g-MA/montmorillonite nanocomposites, Composites Science and Technology 67 (2007)314–323.
[12] P. Bhimaraj, D.L. Burris, J. Action, W.G. Sawyer, C.G. Toney, R.W. Siegel, L.S.Schadler, Effect of matrix morphology on the wear and friction behavior ofalumina nanoparticle/poly(ethylene) terephthalate composites, Wear 258 (2005)1437–1443.
[13] S.P. Liu, S.S. Hwang, J.M. Yeh, Chi-Chang Hung, Mechanical properties ofpolyamide-6/montmorillonite nanocomposites — prepared by twin-screw ex-truder mixed technique, International Journal of Heat and Mass Transfer 38 (1)(2011) 37–43.
[14] S.P. Liu, I.J. Huang, K.C. Chang, J.M. Yeh, Mechanical properties of polystyrene–montmorillonite nanocomposites — prepared by melt intercalation, Journal ofApplied Polymer Science 115 (2010) 288–296.
[15] T.W. Ebbesen, H.J. Lezec, H. Hiura, J.W. Bennett, H.F. Ghaemi, T. Thio, Electricalconductivity of individual carbon nanotubes, Nature 382 (1996) 54–55.

886 S.-P. Liu, L.-C. Tu / International Communications in Heat and Mass Transfer 38 (2011) 879–886
[16] R.A. Vaia, E.P. Giannelis, Polymer melt intercalation in organically-modifiedlayered silicates: model predictions and experiment, Macromolecules 30 (25)(1997) 8000–8009.
[17] T.H. Kim, L.W. Jang, D.C. Lee, H.J. Choi, M.S. Jhon, Synthesis and rheology ofintercalated polystyrene/Na+–montmorillonite nanocomposites, Macromolecu-lar Rapid Communications 23 (3) (2002) 191–195.
[18] S.P. Liu, W.L. Hsu, K.C. Chang, J.M. Yeh, Enhancement of the surface and bulkmechanical properties of polystyrene through the incorporation of raw multi-
walled nanotubes with the twin-screw mixing technique, Journal of AppliedPolymer Science 113 (2009) 992–999.
[19] S.P. Liu, S.S. Hwang, J.M. Yeh, K.W. Pan, Enhancement of surface and bulkmechanical properties of polycarbonate through the incorporation of rawMWNTs — using the twin-screw extruder mixed technique, International Journalof Heat and Mass Transfer 37 (7) (2010) 809–814.