Embed Size (px)
DESCRIPTION
sni
Citation preview
Sesuai dengan Peraturan Menteri Perindustrian No. 04/MIND/PER/PER/1/2007 dan Dalam
rangka program konversi minyak tanah ke gas, Badan Standardisasi Nasional BSN, telah
menetapkan Standar Nasional Indonesia (SNI) untuk beberapa produk terkait yaitu : Selang karet
untuk kompor gas LPG(SNI 06-7213-2006); Tabung baja (SNI 1452:2007); Katup tabung baja LPG
(SNI 1591:2007); Regulator tekanan rendah utk tabung baja LPG (SNI 7369:2007); dan Kompor gas
bahan bakar LPG satu tungku dengan siatem pemantik mekanik (SNI 7368:2007).
Pemberlakuan SNI wajib dilakukan melalui penerbitan regulasi teknis oleh
instansi pemerintah yang memiliki kewenangan untuk meregulasi kegiatan dan
peredaran produk (regulator). Dalam hal ini, kegiatan dan produk yang tidak
memenuhi ketentuan SNI menjadi terlarang.
Dengan demikian pemberlakuan SNI wajib perlu dilakukan secara berhati-hati
untuk menghindarkan sejumlah dampak sebagai berikut:
(a) menghambat persaingan yang sehat;
(b) menghambat inovasi; dan
(c) menghambat perkembangan UKM.
Cara yang paling baik adalah membatasi penerapan SNI wajib bagi kegiatan
atau produk yang memiliki tingkat risiko yang cukup tinggi, sehingga
pengaturan kegiatan dan peredaran produk mutlak diperlukan
Pemberlakuan SNI wajib perlu didukung oleh pengawasan pasar, baik
pengawasan pra-pasar untuk menetapkan kegiatan atau produk yang telah
memenuhi ketentuan SNI wajib tersebut maupun pengawasan pasca-pasar
untuk mengawasi dan mengkoreksi kegiatan atau produk yang belum
memenuhi ketentuan SNI itu. Apabila fungsi penilaian kesesuaian terhadap SNI
yang bersifat sukarela merupakan pengakuan, maka bagi SNI yang bersifat
wajib penilaian kesesuaian merupakan salah satu persyaratan yang harus
dipenuhi oleh semua pihak yang terkait. Dengan demikian penilaian
kesesuaian berfungsi sebagai bagian dari pengawasan pra-pasar yang
dilakukan oleh regulator.
Mengingat bahwa pemberlakuan regulasi teknis di suatu negara juga berlaku
untuk produk impor, maka untuk menghindarkan terjadinya hambatan
perdagangan internasional/negara anggota WTO termasuk Indonesia telah
menyepakati Agreement on Technical Barrier to Trade (TBT) dan Agreement on
Sanitary and Phyto Sanitary Measures (SPS). Upaya pengurangan hambatan
perdagangan tersebut akan berjalan dengan baik apabila masing-masing
negara dalam memberlakukan standar wajib, menerapkan Good Regulatory
Practices.
Untuk perjanjian TBT pada prinsipnya mengatur hal-hal sebagai berikut:
Sejauh dimungkinkan, pengembangan standar nasional tidak boleh ditujukan
untuk atau berdampak menimbulkan hambatan perdagangan. Oleh karena itu
pengembangan standar nasional diupayakan mengacu dan tidak menduplikasi
standar internasional, memberikan kesempatan bagi pemangku kepentingan
untuk memberikan tanggapan dan masukan, serta dipublikasikan melalui
media yang dapat diakses secara luas. Apabila perbedaan dengan standar
internasional tidak dapat dihindarkan untuk tujuan yang sah, maka
perbedaannya harus dengan mudah diketahui dan lembaga standar nasional
harus bersedia memberikan penjelasan kepada semua pihak yang
memerlukan, mengapa perbedaan tersebut diterapkan.
. Penetapan regulasi teknis termasuk pemberlakuan standar wajib tidak boleh
dimaksudkan untuk atau berdampak menimbulkan hambatan perdagangan
yang berkelebihan. Oleh karena itu sejauh dapat mencapai tujuannya, suatu
/regulasi teknis harus mengacu pada standar internasional. Apabila untuk
keperluan yang sah penerapan ketentuan teknis yang berbeda dengan standar
internasional tidak dapat dihindarkan, maka rencana regulasi teknis tersebut
harus diumumkan (notification) untuk mermberikan kesempatan bagi semua
pihak di negara anggota WTO lain untuk bertanya dan memberikan pandangan
(enquiry) selama sedikitnya 60 hari. Untuk keperluan itu setiap negara anggota
WTO harus menetapkan lembaga yang berfungsi sebagai notification body dan
enquiry point. Di Indonesia, BSN telah ditunjuk sebagai notification body dan
enquiry point untuk perjanjian TBT. Untuk memberikan kesempatan semua
pihak mempersiapkan diri, suatu regulasi teknis atau penerapan standar wajib
baru dapat diberlakukan secara efektif sekurang-kurangnya 6 bulan setelah
ditetapkan. Pemberlakuan regulasi teknis tidak boleh membedakan produk
yang diproduksi di dalam negeri dengan produk yang diproduksi di negara lain,
dan tidak mendiskriminasikan produk dari suatu negara tertentu dengan
produk dari negara lainnya.
Penilaian kesesuaian terhadap produk dari luar negeri harus sama dengan
penilaian kesesuaian bagi produk dalam negeri, dan tidak menerapkan
perlakuan yang diskriminatif bagi negara yang berbeda. Sejauh mungkin setiap
negara anggota WTO harus mengupayakan agar pelaksanaan penilaian
kesesuaian bagi barang impor dapat diakses dengan mudah di negara
produsen dan tidak menimbulkan beban yang berkelebihan. Oleh karena itu,
sejauh dimungkinkan sistem penilaian kesesuaian yang ada di negara lain
dapat diterima. Untuk keperluan itu, negara anggota WTO harus memberikan
tanggapan positif terhadap permintaan negara lain untuk menjalin perjanjian
MRA.
Peningkatan persepsi masyarakat terhadap standar dan penilaian kesesuaian
adalah hal mutlak yang harus dilakukan oleh BSN, mengingat hingga saat ini
kesadaran masyarakat didalam memproduksi dan atau mengkonsumsi suatu
produk belumlah didasarkan atas pengetahuan terhadap standar/mutu
produknya melainkan masih didasarkan atas pertimbangan harga. Rendahnya
tingkat pemahaman masyarakat terhadap standar dapat dilihat dari
banyaknya produk-produk luar negeri yang dikonsumsi masyarakat yang tidak
sesuai dengan standar dan rendahnya kesadaran produsen dalam menerapkan
standar, kecuali produk-produk yang dikenakan standar wajib. Untuk
meningkatkan persepsi masyarakat dibutuhkan; kampanye nasional
standardisasi secara terus menerus dan berkesinambungan, program edukasi
dan penyadaran masyarakat, pembuatan kurikulum pelatihan standardisasi,
peningkatan partisipasi masyarakat serta mendorong keterlibatan lembaga-
lembaga pelatihan dalam mendidik dan membina tenaga ahli standardisasi
Departemen Perindustrian telah menerbitkan Peraturan Menteri Perindustrian
RI No. 92/M-IND/PER/11/07 tentang Pemberlakuan Standar Nasional Indonesia
terhadap 5 (lima) produk industri terkait dengan tabung baja LPG secara wajib
yang ditetapkan pada tanggal 30 November 2007. yaitu :
1. SNI 1452-2007, Tabung baja LPG
HS 7311.00.91.00
HS 7311.00.99.00
2. SNI 1591-2007, Katup tabung baja LPG
HS 8481.80.21.00
3. SNI 7368-2007, Kompor gas bahan baker LPG satu tungku dengan sistem
pemantik mekanik
HS 7321.11.00.00
HS 7321.81.00.00
HS 7321.90.90.00
4. SNI 7369-2007, Regulator tekanan rendah untuk tabung baja LPG
HS 8481.10.90.00
HS
8481.80.30.00
5. SNI 06-7213-2006, Selang karet kompor gas
HS
4009.11.00.00
HS
4009.12.00.00
Dengan diberlakukannya Peraturan Menteri Perindustrian ini maka perusahaan
yang memproduksi industri seperti tersebut di atas harus menerapkan SNI dan
memiliki Sertifikat Produk Penggunaan Tanda (SPPT). Ketentuan ini berlaku
untuk produk yang diperdagangkan di dalam negeri maupun produk impor.
Pada pasal (5) ayat (1) Peraturan Menteri No. 92/M-IND/PER/11/07 disebutkan
bahwa penerbitan Sertifikat Produk Penggunaan Tanda (SPPT) SNI selama satu
tahun pertama sejak 30 November 2007 dilaksanakan berdasarkan :
a. Pedoman Standardisasi Nasional (PSN) 302:2006: Penilaian kesesuaian –
Fundamental sertifikasi produk, Sistem 5.
b. Pedoman Standardisasi Nasional (PSN) 302:2006: Penilaian kesesuaian –
Fundamental sertifikasi produk, Sistem 1b.
Pada masa setelah satu tahun pertama pemberlakuan Peraturan Menteri ini
maka penerbitan SPPT SNI dilakukan melalui:
a. Pengujian kesesuaian mutu produk sesuai SNI; dan
b. Audit penerapan sistem manajamen mutu SNI 19-9001-2001/ISO 9001:2000
atau revisinya atau sistem manajemen mutu lainnya yang diakui.
Untuk pelaksanaan sertifikasi terhadap 5 produk tersebut Departemen
Perindustrian menerbitkan Peraturan Menteri No. 93/M-IND/PER/11/07 tentang
Penunjukkan lembaga sertifikasi produk dan laboratorium penguji.
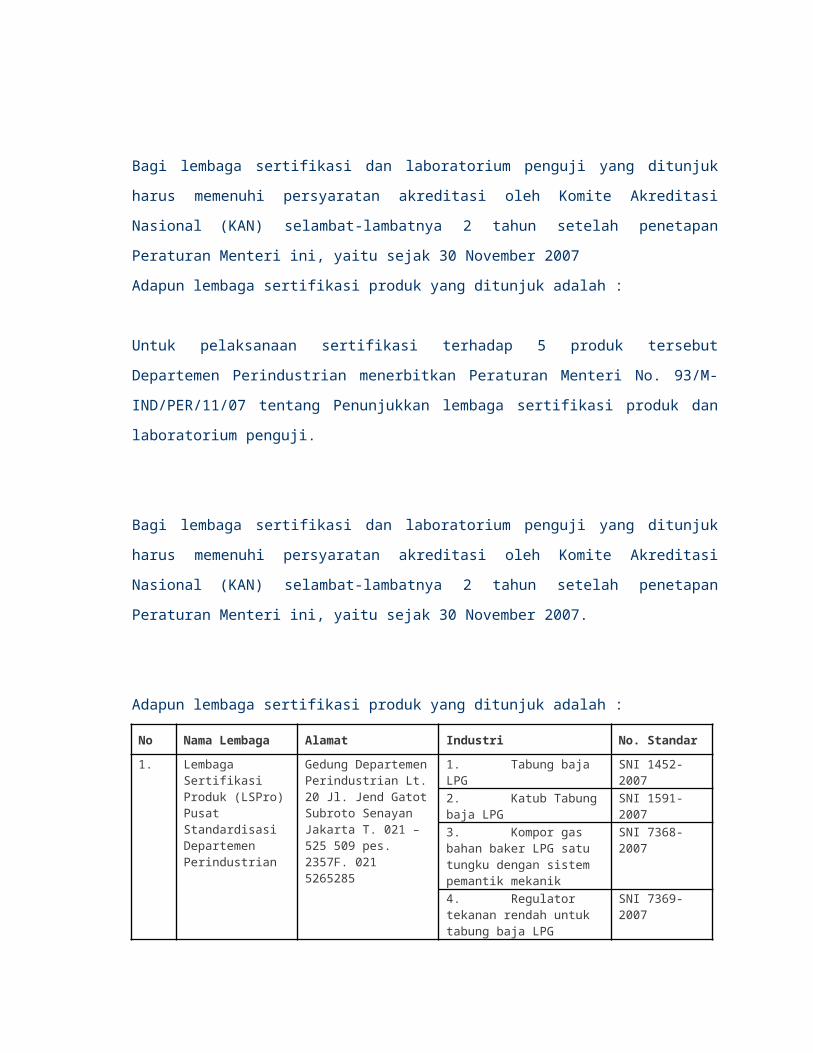
Bagi lembaga sertifikasi dan laboratorium penguji yang ditunjuk harus
memenuhi persyaratan akreditasi oleh Komite Akreditasi Nasional (KAN)
selambat-lambatnya 2 tahun setelah penetapan Peraturan Menteri ini, yaitu
sejak 30 November 2007
Adapun lembaga sertifikasi produk yang ditunjuk adalah :

Untuk pelaksanaan sertifikasi terhadap 5 produk tersebut Departemen
Perindustrian menerbitkan Peraturan Menteri No. 93/M-IND/PER/11/07 tentang
Penunjukkan lembaga sertifikasi produk dan laboratorium penguji.
Bagi lembaga sertifikasi dan laboratorium penguji yang ditunjuk harus
memenuhi persyaratan akreditasi oleh Komite Akreditasi Nasional (KAN)
selambat-lambatnya 2 tahun setelah penetapan Peraturan Menteri ini, yaitu
sejak 30 November 2007.
Adapun lembaga sertifikasi produk yang ditunjuk adalah :
No Nama Lembaga Alamat Industri No. Standar
1. Lembaga Sertifikasi Produk (LSPro) Pusat Standardisasi Departemen Perindustrian
Gedung Departemen Perindustrian Lt. 20 Jl. Jend Gatot Subroto Senayan Jakarta T. 021 – 525 509 pes. 2357F. 021 5265285
1. Tabung baja LPG SNI 1452-20072. Katub Tabung baja LPG SNI 1591-20073. Kompor gas bahan baker LPG satu tungku dengan sistem pemantik mekanik
SNI 7368-2007
4. Regulator tekanan rendah untuk tabung baja LPG
SNI 7369-2007
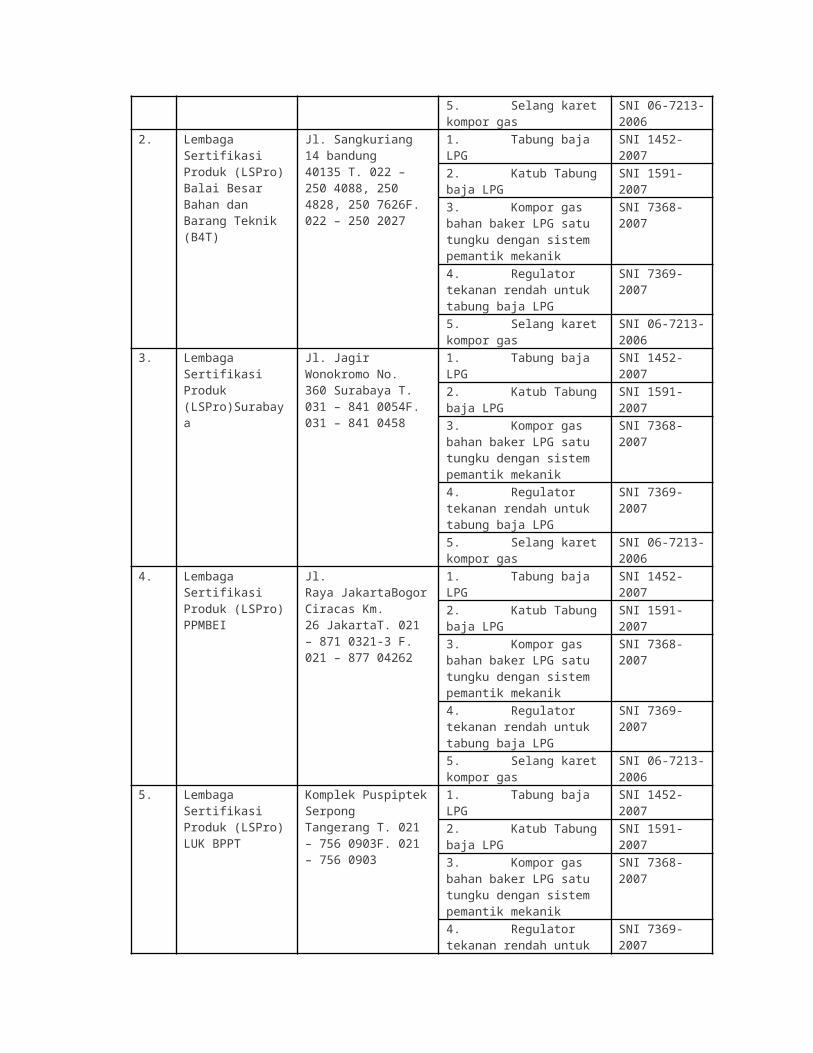
5. Selang karet kompor gas SNI 06-7213-20062. Lembaga Sertifikasi
Produk (LSPro) Balai Besar Bahan dan Barang Teknik (B4T)
Jl. Sangkuriang 14 bandung 40135 T. 022 – 250 4088, 250 4828, 250 7626F. 022 – 250 2027
1. Tabung baja LPG SNI 1452-20072. Katub Tabung baja LPG SNI 1591-20073. Kompor gas bahan baker LPG satu tungku dengan sistem pemantik mekanik
SNI 7368-2007
4. Regulator tekanan rendah untuk tabung baja LPG
SNI 7369-2007
5. Selang karet kompor gas SNI 06-7213-20063. Lembaga Sertifikasi
Produk (LSPro)Surabaya
Jl. Jagir Wonokromo No. 360 Surabaya T. 031 – 841 0054F. 031 – 841 0458
1. Tabung baja LPG SNI 1452-20072. Katub Tabung baja LPG SNI 1591-20073. Kompor gas bahan baker LPG satu tungku dengan sistem pemantik mekanik
SNI 7368-2007
4. Regulator tekanan rendah untuk tabung baja LPG
SNI 7369-2007
5. Selang karet kompor gas SNI 06-7213-20064. Lembaga Sertifikasi
Produk (LSPro) PPMBEI
Jl. Raya JakartaBogor Ciracas Km. 26 JakartaT. 021 – 871 0321-3 F. 021 – 877 04262
1. Tabung baja LPG SNI 1452-20072. Katub Tabung baja LPG SNI 1591-20073. Kompor gas bahan baker LPG satu tungku dengan sistem pemantik mekanik
SNI 7368-2007
4. Regulator tekanan rendah untuk tabung baja LPG
SNI 7369-2007
5. Selang karet kompor gas SNI 06-7213-20065. Lembaga Sertifikasi Komplek Puspiptek 1. Tabung baja LPG SNI 1452-2007
Produk (LSPro) LUK BPPT
Serpong Tangerang T. 021 – 756 0903F. 021 – 756 0903
2. Katub Tabung baja LPG SNI 1591-20073. Kompor gas bahan baker LPG satu tungku dengan sistem pemantik mekanik
SNI 7368-2007
4. Regulator tekanan rendah untuk tabung baja LPG
SNI 7369-2007
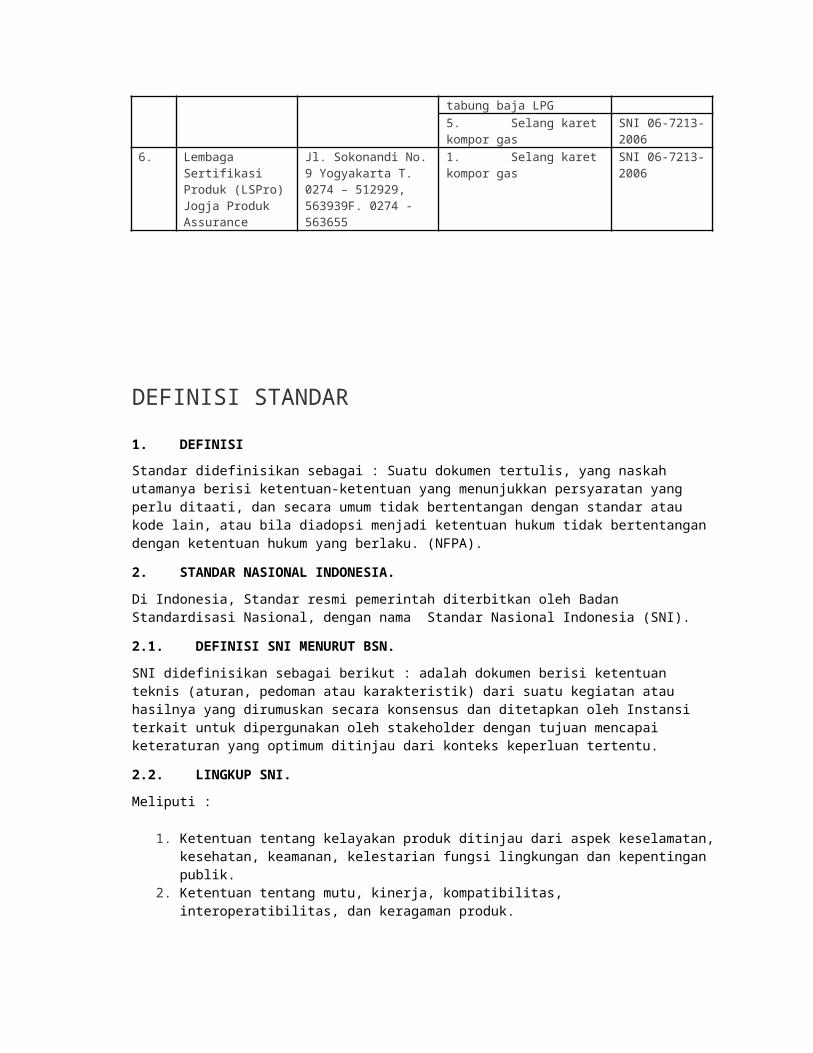
5. Selang karet kompor gas SNI 06-7213-20066. Lembaga Sertifikasi
Produk (LSPro) Jogja Produk Assurance
Jl. Sokonandi No. 9 Yogyakarta T. 0274 – 512929, 563939F. 0274 - 563655
1. Selang karet kompor gas SNI 06-7213-2006
DEFINISI STANDAR
1. DEFINISI
Standar didefinisikan sebagai : Suatu dokumen tertulis, yang naskah utamanya berisi ketentuan-ketentuan yang menunjukkan persyaratan yang perlu ditaati, dan secara umum tidak bertentangan dengan standar atau kode lain, atau bila diadopsi menjadi ketentuan hukum tidak bertentangan dengan ketentuan hukum yang berlaku. (NFPA).
2. STANDAR NASIONAL INDONESIA.
Di Indonesia, Standar resmi pemerintah diterbitkan oleh Badan Standardisasi Nasional, dengan nama Standar Nasional Indonesia (SNI).
2.1. DEFINISI SNI MENURUT BSN.
SNI didefinisikan sebagai berikut : adalah dokumen berisi ketentuan teknis (aturan, pedoman atau karakteristik) dari suatu kegiatan atau hasilnya yang dirumuskan secara konsensus dan ditetapkan oleh Instansi terkait untuk dipergunakan oleh stakeholder dengan tujuan mencapai keteraturan yang optimum ditinjau dari konteks keperluan tertentu.
2.2. LINGKUP SNI.
Meliputi :
1. Ketentuan tentang kelayakan produk ditinjau dari aspek keselamatan, kesehatan, keamanan, kelestarian fungsi lingkungan dan kepentingan publik.
2. Ketentuan tentang mutu, kinerja, kompatibilitas, interoperatibilitas, dan keragaman produk.3. Ketentuan tentang sistem manajemen kegiatan ditinjau dari aspek kepastian dan perbaikan
mutu, sanitasi dan kesehatan masyarakat, serta kelestarian fungsi lingkungan.4. Persyaratan pelaksanaan penilaian kesesuaian obyek tertentu terhadap ketentuan tersebut
di atas.
2.3 MANFAAT SNI.
1. Melindungi kepentingan masyarakat dan kelestarian fungsi lingkungan.
2. Menghilangkan segmentasi pasar, menghilangkan hambatan dan meningkatkan efisiensi transaksi perdagangan, serta membentuk iklim persaingan yang sehat dan transparan.
3. Meningkatkan kompatibilitas dan daya saing produk di pasar global, serta memperlancar pembentukan rantai produksi.
4. Meningkatkan kepastian usaha bagi produsen dan melindungi kepentingan konsumen.
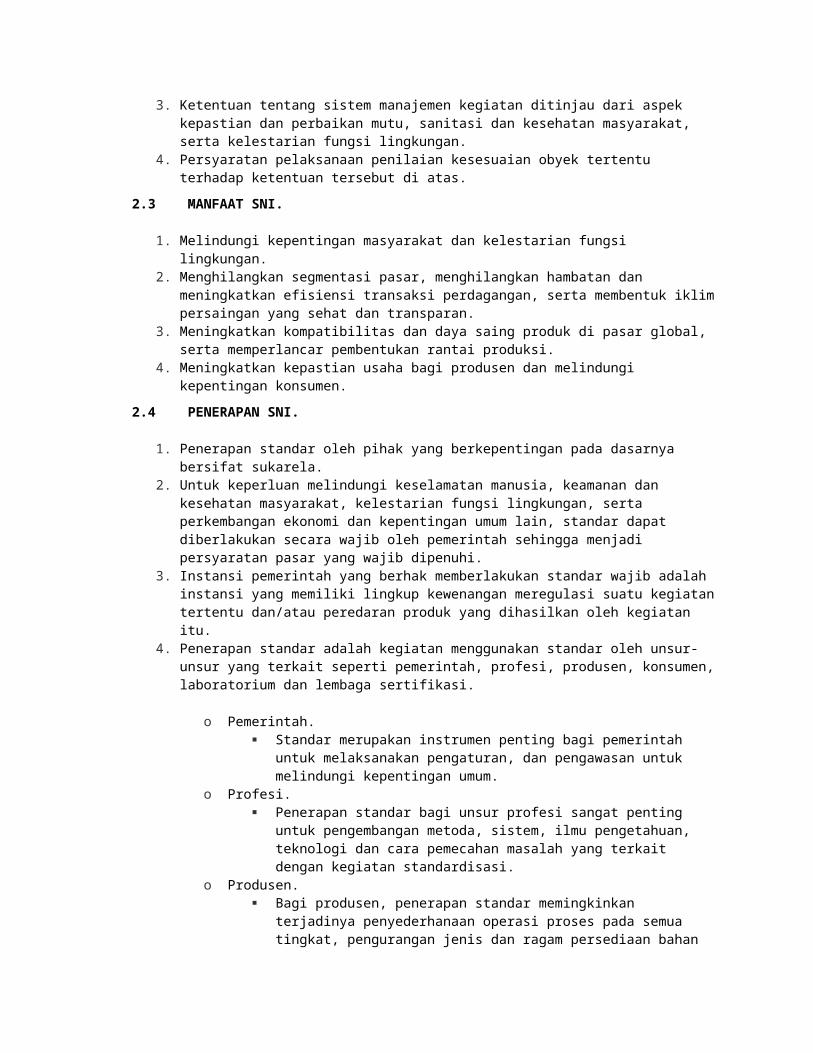
2.4 PENERAPAN SNI.
1. Penerapan standar oleh pihak yang berkepentingan pada dasarnya bersifat sukarela.2. Untuk keperluan melindungi keselamatan manusia, keamanan dan kesehatan masyarakat,
kelestarian fungsi lingkungan, serta perkembangan ekonomi dan kepentingan umum lain, standar dapat diberlakukan secara wajib oleh pemerintah sehingga menjadi persyaratan pasar yang wajib dipenuhi.
3. Instansi pemerintah yang berhak memberlakukan standar wajib adalah instansi yang memiliki lingkup kewenangan meregulasi suatu kegiatan tertentu dan/atau peredaran produk yang dihasilkan oleh kegiatan itu.
4. Penerapan standar adalah kegiatan menggunakan standar oleh unsur-unsur yang terkait seperti pemerintah, profesi, produsen, konsumen, laboratorium dan lembaga sertifikasi.
o Pemerintah. Standar merupakan instrumen penting bagi pemerintah untuk
melaksanakan pengaturan, dan pengawasan untuk melindungi kepentingan umum.
o Profesi. Penerapan standar bagi unsur profesi sangat penting untuk
pengembangan metoda, sistem, ilmu pengetahuan, teknologi dan cara pemecahan masalah yang terkait dengan kegiatan standardisasi.
o Produsen. Bagi produsen, penerapan standar memingkinkan terjadinya
penyederhanaan operasi proses pada semua tingkat, pengurangan jenis dan ragam persediaan bahan baku, komponen, dan produk akhir, penggunaan teknik teknik produksi massal, dan peningkatan efisiensi dan produktivitas.
o Konsumen. Dengan produk standar, menunjukkan produk tersebut sesuai dengan
standar nasional. Bagi konsumen yang menggunakannya akan terjamin keamanan dan keselamatannya.
o Lembaga sertifikasi dan laboratorium.
Melalui penerapan standar, lembaga sertifikasi, dan laboratorium berperan serta dalam menjamin
mutu barang dan/atau jasa serta kebenaran hasil pengukuran dan pengujian
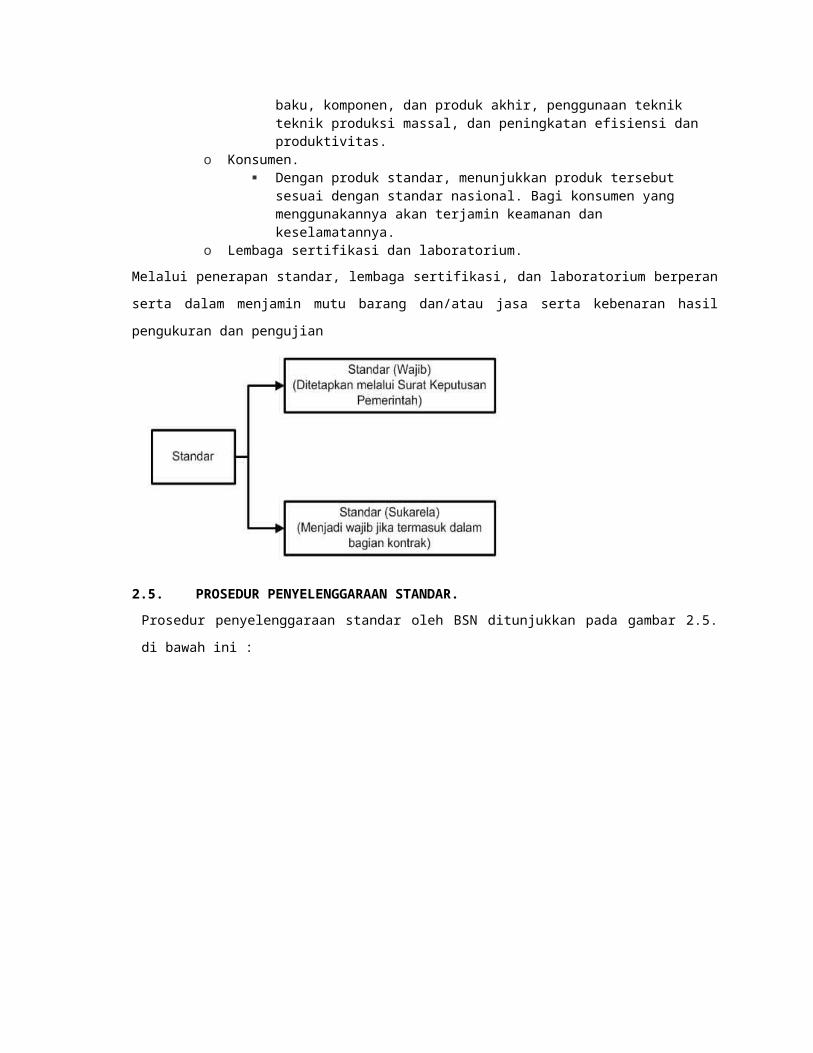
2.5. PROSEDUR PENYELENGGARAAN STANDAR.
Prosedur penyelenggaraan standar oleh BSN ditunjukkan pada gambar 2.5. di bawah ini :
Gambar 2.5 Prosedur penyusunan Standar oleh BSN.
3. PENERAPAN STANDAR PADA SISTEM.
3.1 Definisi Sistem.
Sistem, didefinisikan sebagai kesatuan dari unit-unit yang bekerja secara erat untuk mencapai tujuan tertentu. Sistem mempunyai struktur dasar yang terdiri dari Input (masukan), proses dan output (keluaran).
Struktur dasar dari sistem ditunjukkan pada gambar 3.1
Gambar 3.1 Struktur Dasar Sistem.
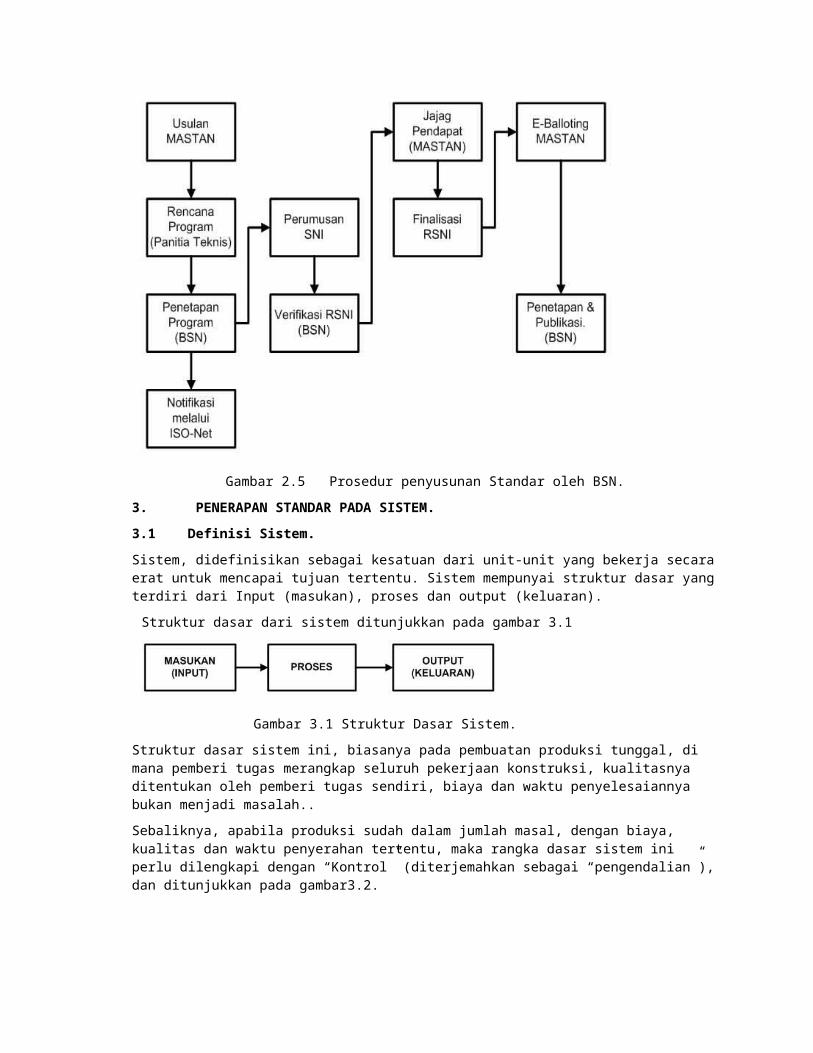
Struktur dasar sistem ini, biasanya pada pembuatan produksi tunggal, di mana pemberi tugas merangkap seluruh pekerjaan konstruksi, kualitasnya ditentukan oleh pemberi tugas sendiri, biaya dan waktu penyelesaiannya bukan menjadi masalah..
Sebaliknya, apabila produksi sudah dalam jumlah masal, dengan biaya, kualitas dan waktu penyerahan tertentu, maka rangka dasar sistem ini perlu dilengkapi dengan “Kontrol” (diterjemahkan sebagai “pengendalian”), dan ditunjukkan pada gambar3.2.
Gambar 3.2 - Struktur Sistem dilengkapi Kontrol.
4. STANDAR SEBAGAI SARANA JAMINAN MUTU.
4.1 MUTU.
Beberapa pakar mengartikan “mutu” sebagai berikut :
1. Philip B Crosby : Mutu berarti kesesuaian terhadap persyaratan.2. W. Edward Dening.: Mutu berarti pemecahan masalah untuk mencapai penyempurnaan
terus menerus.3. Joseph.M.Juran : Mutu berarti kesesuain dengan penggunaan.4. K.Ishikawa : Mutu berarti kepuasan pelanggan.
Dari pengertian tersebut di atas dapat disimpulkan “Mutu” lebih ditekankan pada pemenuhan persyaratan dan kepuasan pelanggan daripada harga atau merk.
4.2 Standar merupakan persyaratan minimal yang harus dipenuhi untuk suatu produk agar selalu memberikan rasa puas dan aman bagi pemakainya.
4.3 Berdasarkan penjelasan di atas, maka dapat disimpulkan bahwa produk yang bermutu selalu memenuhi standar.
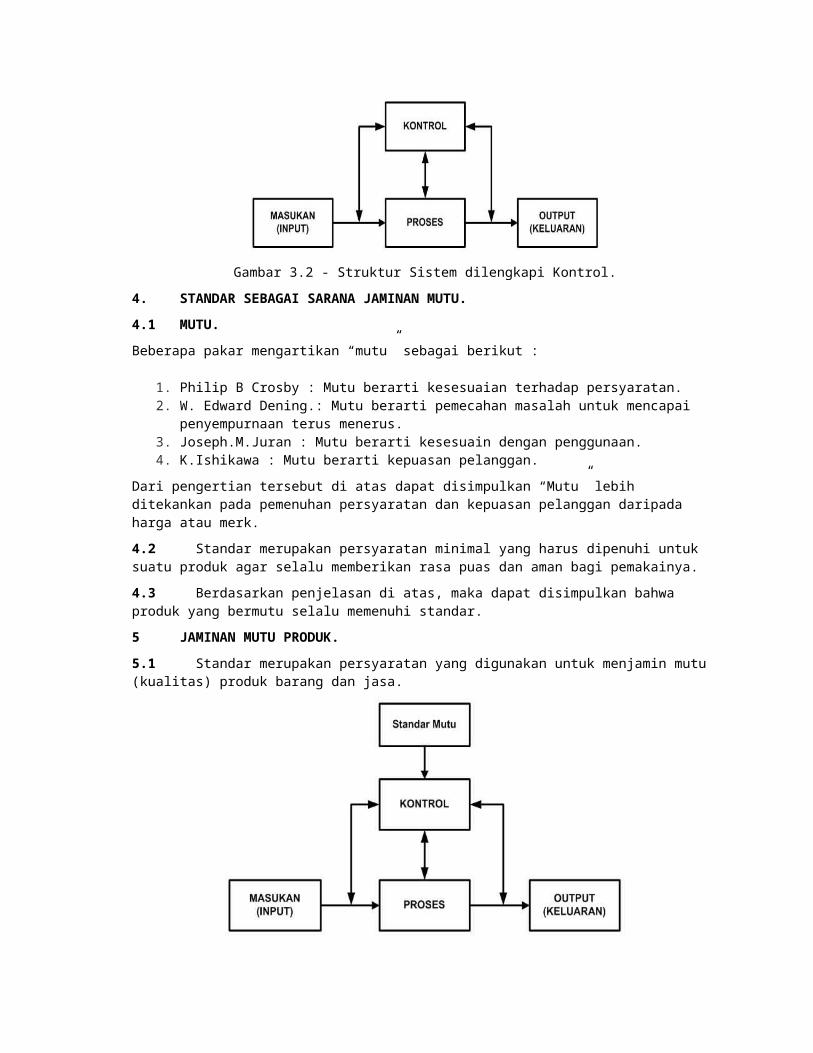
5 JAMINAN MUTU PRODUK.
5.1 Standar merupakan persyaratan yang digunakan untuk menjamin mutu (kualitas) produk barang dan jasa.
Gambar 5.2 - Peran Standar pada Sistem Produksi
SISTEM STANDAR MANAJEMEN MUTU
Pengertian Mutu
Gambaran dan karakteristik menyeluruh dari barang/jasa yang menunjukkan kemampuannya
dalam memuaskan konsumen sesuai dengan kebutuhan yang di tentukan.
Manajemen Mutu
Semua aktifitas dari keseluruhan fungsi manajemen yang menetapkan
kebijakan mutu,tujuan dan tanggung jawab perusahaan , serta
melaksanakannya dengan cara seperti perencanaan Mutu,Pengendalian
Mutu,Pemastian Mutu dan Peningkatan Mutu di dalam Sistem Mutu
Sistem Mutu
Struktur Organisasi,Prosedur,Proses dan Sumberdaya yang diperlukan untuk
menerapkan Manajemen Mutu
Audit Mutu
Sebagai dampak dari dampak globalisasi maka suatu produsen produk di
tuntut untuk :
a. Menghasilkan produk yang bermutu
b. Memenuhi persyaratan yang di tuntut pasar
c. Di tuntut untuk mempunyai kesamaan standar terhadap mutu
Untuk konsistensi Mutu Produk yang di hasilkan perlu dilakukan pengendalian
Mutu (Quality Control), dimana meliputi aktifitas Inspeksi :
a. Memeriksa Produk
b. Menerima Produk yang sesuai persyaratan/standar
c. Menolak Produk yang tidak sesuai persyaratan/standar
Proses Quality Control di harapkan memberikan nilai tambah berupa :
a. Peningkatan Produktifitas
b. Peningkatan Efisiensi\Penurunan Biaya
c. Peningkatan Kepuasan Pelanggan
Tangung jawab manajemen perusahaan terhadap mutu sampai dengan hal-hal
teknis yang menyangkut :
a. Pembelian bahan baku
b. Perencanaan Mutu
c. Pengendalian Proses
d. Pengujian produk akhir
e. Pelayanan Pelanggan
Beberapa Manfaat di terapkannya Sistem Standar Manajemen Mutu di
perusahaan :
1. Aspek konsistensi pelaksanaan dan Pengawasan
a. Memberikan pendekatan praktik yang sistematis untuk
manajemen mutu
b. Memastikan konsistensi untuk memelihara mutu produk/jasa.
c. Menetapkan kerangka kerja untuk proses peningkatan mutu lebih
lanjut dengan membakukan proses guna memastikan konsistensi
dan mampu menelusuri serta meningkatkan hubungan antar
fungsi yang mempengaruhi mutu.
2. Aspek Pengendalian / Pencegahan
a. Mempengaruhi/menentukan secara jelas tanggung jawab dan
wewenang personel kunci yang mempengaruhi mutu
b. Mendokumentasikan prosedur secara baik dalam menjalankan
operasi dan pross bisnis penyedia Pabrik/Industri
c. Menerapkan system dokumentasi yang efektif melalui mekanisme
audit mut internal dan tinjauan manajemen yang kontinyu
3. Aspek Pertumbuhan dan Pengembangan Perusahaan
a. Sebagai sarana pemasaran
b. Dapat meningkatkan kepercayaan dan kepuasan pelanggan
c. Dapat meningkatkan citra dan daya saing perusahaan
d. Dapat meningkatkan produktifitas mutu produk
e. Dapat memberikan pelatihan yang sistematik kepada staf melalui
prosedur dan instruksi yang baik
f. Mengantisipasi Tuntutan konsumen atas mutu produk dan tingkat
persaingan bersama
g. Sebagai pondasi yang mantap untuk mengembangkan TQM

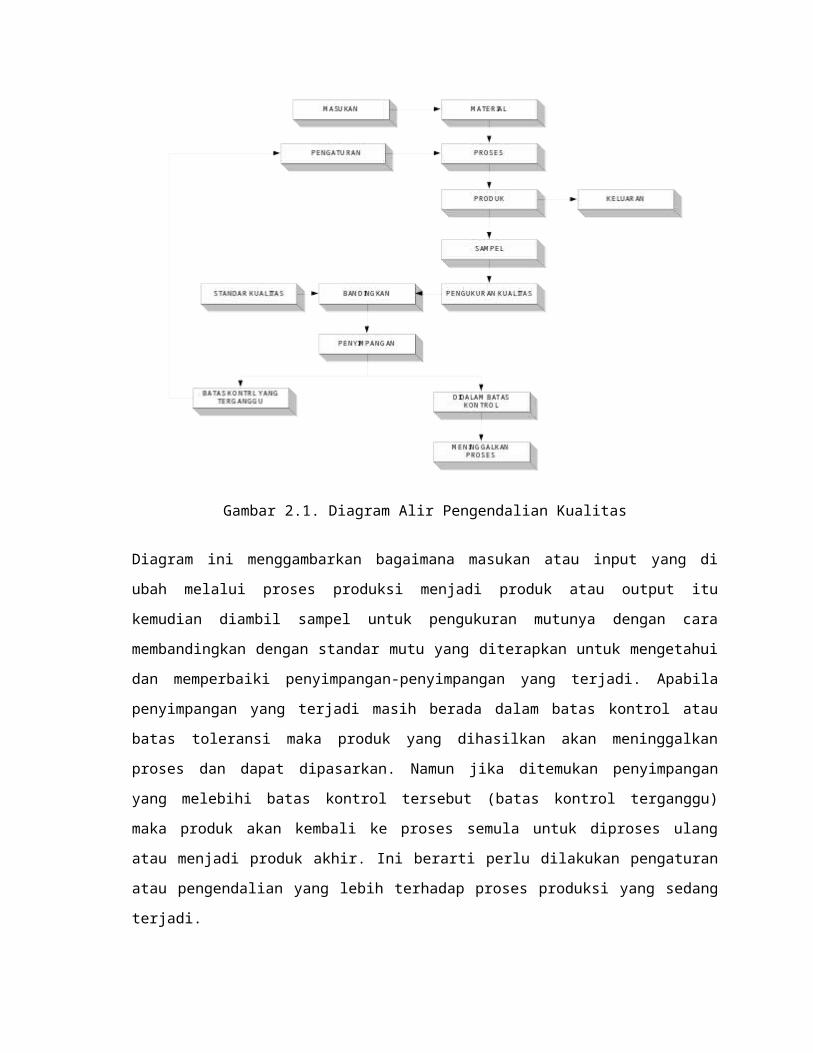
Gambar 2.1. Diagram Alir Pengendalian Kualitas
Diagram ini menggambarkan bagaimana masukan atau input yang di ubah melalui proses produksi
menjadi produk atau output itu kemudian diambil sampel untuk pengukuran mutunya dengan
cara membandingkan dengan standar mutu yang diterapkan untuk mengetahui dan memperbaiki
penyimpangan-penyimpangan yang terjadi. Apabila penyimpangan yang terjadi masih berada
dalam batas kontrol atau batas toleransi maka produk yang dihasilkan akan meninggalkan proses
dan dapat dipasarkan. Namun jika ditemukan penyimpangan yang melebihi batas kontrol tersebut
(batas kontrol terganggu) maka produk akan kembali ke proses semula untuk diproses ulang atau
menjadi produk akhir. Ini berarti perlu dilakukan pengaturan atau pengendalian yang lebih
terhadap proses produksi yang sedang terjadi.
Pengendalian kualitas ini merupakan alat bagi manajemen untuk memperbaiki kualitas produk bila
diperlukan, mempertahankan kualitas yang sudah tinggi, mengurangi jumlah barang yang rusak.
Prosedur pengendalian kualitas suatu produk, proses atau pelayanan yang disusun secara
sistematis supaya pelaksanaan fungsi pengendalian kulitas ini dijalankan dengan efektif. Langkah-
langkah umum dalam merealisasikan fungsi pengendalian kualitas ini dijalankan dengan efektif.
Langkah-langkah umum dalam merealisasikan fungsi pengendalian dapat dijabarkan sebagai
berikut:
1. Penerapan standar kualitas.
2. Pemeriksaan kualitas ( perbandingan dengan standar kualitas )
3. Melakukan tindakan korektif atas hasil pemeriksaan
4. Perencanaan pengembangan kualitas
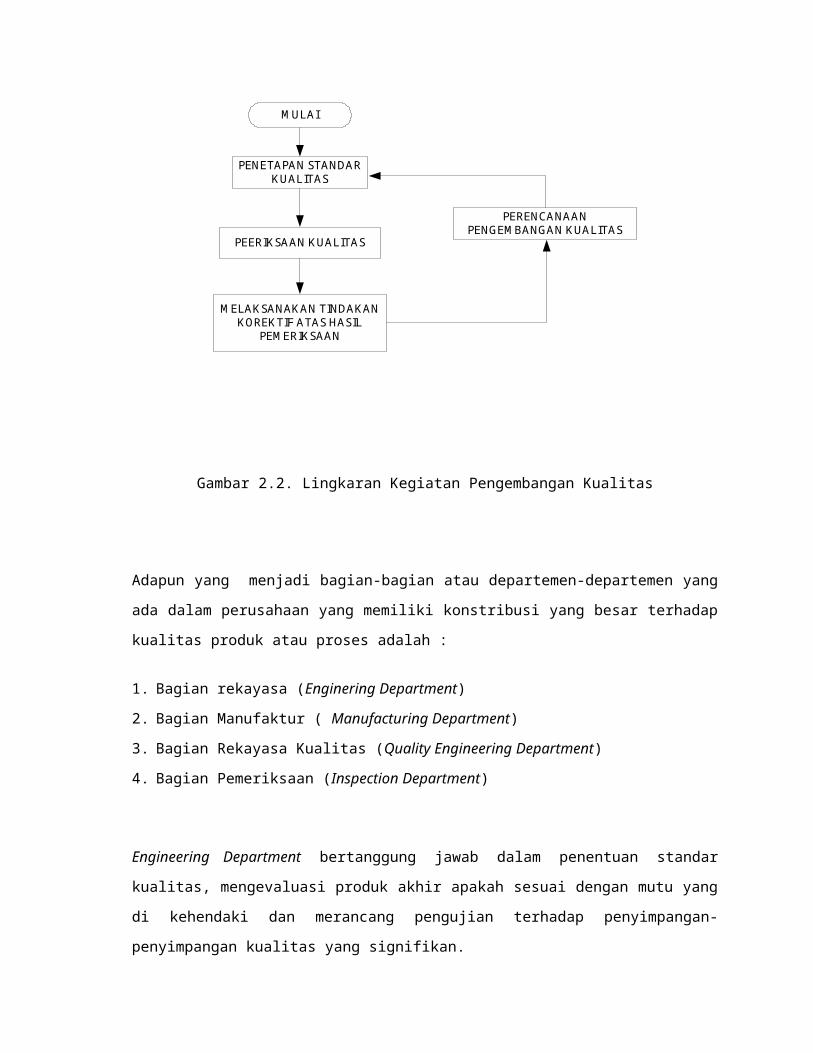
Usaha pengembangan kualitas tersebut diatas akan melahirkan standar kualitas yang lebih baik
dan lebih tinggi lagi. Proses seperti ini menjadi titik hubung bagi kegiatan-kegiatan diatas, sehingga
terbentuk sebuah lingkaran kegiatan yang semakin mengembangkan kualitas produk ke arah
kualitas yang lebih baik. Hal ini dapat dilihat lebih jelas pada gambar di bawah ini.
PENETAPAN STANDARKUALITAS
PEERIKSAAN KUALITAS
MELAKSANAKAN TINDAKANKOREKTIF ATAS HASIL
PEMERIKSAAN
MULAI
PERENCANAANPENGEMBANGAN KUALITAS
A
Gambar 2.2. Lingkaran Kegiatan Pengembangan Kualitas
Adapun yang menjadi bagian-bagian atau departemen-departemen yang ada
dalam perusahaan yang memiliki konstribusi yang besar terhadap kualitas
produk atau proses adalah :
1. Bagian rekayasa (Enginering Department)
2. Bagian Manufaktur ( Manufacturing Department)
3. Bagian Rekayasa Kualitas (Quality Engineering Department)
4. Bagian Pemeriksaan (Inspection Department)
Engineering Department bertanggung jawab dalam penentuan standar
kualitas, mengevaluasi produk akhir apakah sesuai dengan mutu yang di
kehendaki dan merancang pengujian terhadap penyimpangan-penyimpangan
kualitas yang signifikan.
Manufacturing Department mengatur aktivitas manufaktur untuk menciptakan
pekerjaan-pekerjaan yang memenuhi syarat yang ditetapkan.
Quality Engineering department melakukan koordinasi sebaik-baiknya
terhadap aktivitas yang terkait dengan kegiatan pengendalian kualitas.
Inspection Department pada pokoknya melakukan usaha-usaha untuk
mencegah pemeriksaan yang berlebihan ataupun kurang teliti, bagian ini
menyimpan data cara pemeriksaan yang optimal.
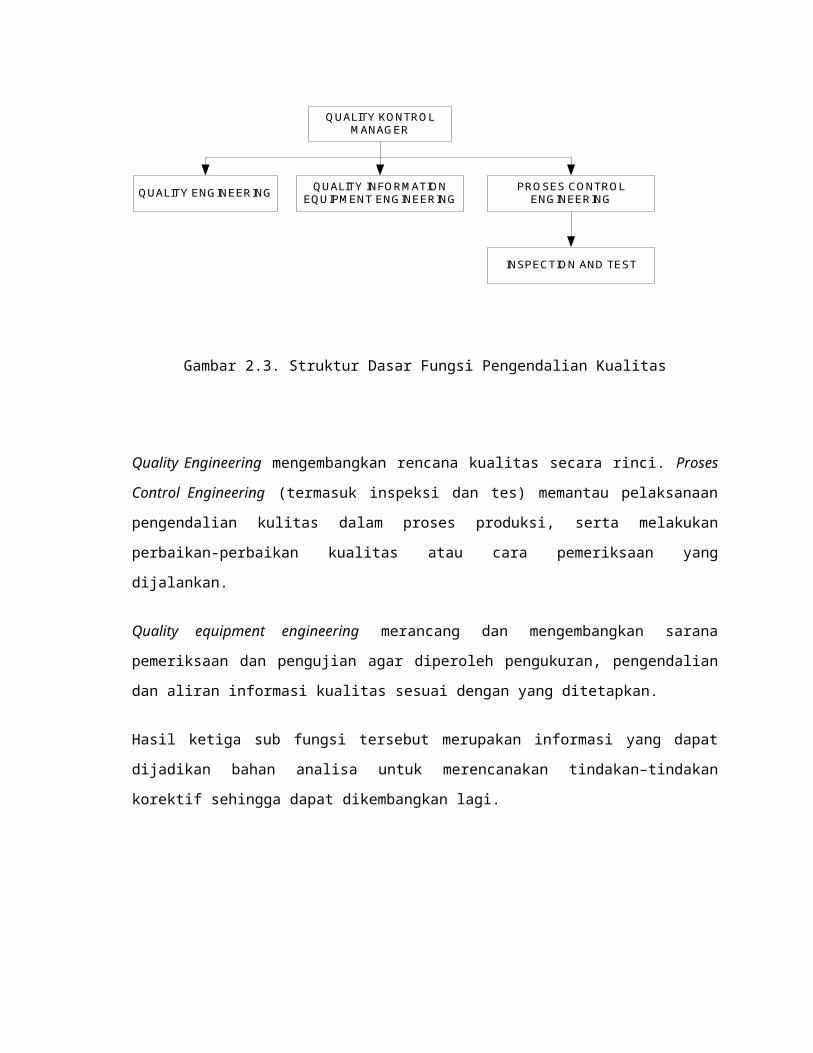
Pembagian sub fungsi dari fungsi pengendalian kualitas menurut Dr. Joseph
Juran dapat dibuat sebagai berikut:
1. Rekayasa Mutu (Quality Engineering)
2. Rekayasa Pengendalian Proses (Process Control Engineering)
3. Sarana Informasi Mutu (Quality Information Equipment)
Untuk lebih jelasnya akan dapat dilihat pada gambar 2.3.
QUALITY KONTROLMANAGER
QUALITY ENGINEERINGQUALITY INFORMATION
EQUIPMENT ENGINEERINGPROSES CONTROL
ENGINEERING
INSPECTION AND TEST
A
Gambar 2.3. Struktur Dasar Fungsi Pengendalian Kualitas
Quality Engineering mengembangkan rencana kualitas secara rinci. Proses
Control Engineering (termasuk inspeksi dan tes) memantau pelaksanaan
pengendalian kulitas dalam proses produksi, serta melakukan perbaikan-
perbaikan kualitas atau cara pemeriksaan yang dijalankan.
Quality equipment engineering merancang dan mengembangkan sarana
pemeriksaan dan pengujian agar diperoleh pengukuran, pengendalian dan
aliran informasi kualitas sesuai dengan yang ditetapkan.
Hasil ketiga sub fungsi tersebut merupakan informasi yang dapat dijadikan
bahan analisa untuk merencanakan tindakan–tindakan korektif sehingga dapat
dikembangkan lagi.
PENGENDALIAN KUALITAS
STATISTIK
Pengendalian Kualitas Statistik (PKS) :
Ilmu yang mempelajari tentang teknik /metode pengendalian kualitas
berda-sarkan prinsip/ konsep statistik.
Cara menggambarkan ukuran kualitas
1. Variabel : karakteristik kualitas suatu produk dinyatakan dengan besaran
yang dapat diukur (besaran kontinue). Seperti : panjang, berat,
temperatur, dll.
2. Attribut : karakteristik kualitas suatu produk dinyatakan dengan apakah
produk tersebut memenuhi kondisi/persyaratan tertentu, bersifat
dikotomi, jadi hanya ada dua kemungkinan baik dan buruk. Seperti produk
cacat atau produk baik, dll.
Tujuan :
Memperoleh jaminan kualitas (quality Assuran-ce) dapat dilakukan
dengan Aceceptance sampling Plans.
Menjaga konsistensi Kualitas, dilaksanakan dengan Control Chart.
Keuntungan :
Untuk mempertinggi kualitas atau mengurangi biaya.
Menjaga kualitas lebih uniform.
Penggunaan alat produksi lebih efisien.
Mengurangi rework dan pembuangan.
Inspeksi yang lebih baik.
Memperbaiki hubungan produsen-konsumen.
Spesifikasi lebih baik.
Teknik Pengendalian Kualitas Statistik
Ada 4 metode Statistik yang dapat digunakan :
1. Distribusi Frekuensi
Suatu tabulasi atau cacah (tally) yang menyatakan banyaknya suatu ciri
kualitas muncul dalam sampel yang diamati.
Untuk melihat kualitas sampel dapat digunakan :
a. Kualitas rata-rata
b. Penyebaran kualitas
c. Perbandingan kualitas dengan spesifikasi yang diinginkan.
2. Peta kontrol/kendali (control chart)
Grafik yang menyajikan keadaan produksi secara kronologi (jam per jam
atau hari per hari).
Tiga macam control chart :
a. Control Chart Shewart
Peta ini disebut peta untuk variabel atau peta untuk x dan R (mean
dan range) dan peta untuk x dan σ (mean dan deviasi standard).
b. Peta kontrol untuk proporsi atau perbandingan antara banyaknya
produk yang cacat dengan seluruh produksi, disebut peta-p (p-chart).
c. Peta kontrol untuk jumlah cacat per unit, disebut peta-c (c-chart).
3. Tabel sampling
Tabel yang terdiri dari jadual pengamatan kualitas, biasanya dalam
bentuk presentase.

4. Metode Khusus
Metode ini digunakan untuk pengendalian kualitas dalam industri, al :
korelasi, analisis variansi, analisis toleransi, dll.
KONSEP STATISTIK
DALAM PROBABILITAS
Konsep statistik
PKS merupakan pengeterapan statistik pada proses produksi, sehingga
diperlukan pengertian yang tepat dan jelas mengenai konsep-konsep
statistik untuk menghindari salah interpretasi.
Salah interpretasi dalam proses produksi mengakibatkan penurunan
kualitas produksi atau penambahan biaya produksi.
Pola atau bentuk variasi
Dalam memproduksi barang secara masal tentu akan dijumpai varisi
meskipun sudah ditentukan ukuran maupun kualitasnya.
Ada 3 macam variasi yang dapat terjadi :
1. Variasi yg terdapat pada unit (barang).
2. Variasi yg timbul diantara unit-unit yang dihasilkan selama
waktu tertentu.
3. Variasi yang ditimbulkan oleh produksi yg berlainan waktunya.
Variasi-variasi tersebut timbul disebabkan karena dua sumber, yaitu
variasi penyebab khusus dan variasi penyebab umum.
1. Variasi Penyebab Khusus
Adalah kejadian-kejadian diluar sistem yang mempengaruhi variasi
dalam sistem. (manusia, peralatan, material, lingkungan, metode
kerja, dll).
2. Variasi penyebab Umum
Adalah faktor-faktor dalam sistem atau yang melekat pada proses
yang menyebabkan timbulnya variasi. Penyebab umum sering
disebut penyebab acak (random causes) atau penyebab sistem
(system causes).
Harga Tengah dan Ukuran Dispersi
Mean, median, modus (mode), kuartil, percentil, decile, range, deviasi
standar.
Mean (rata-rata) :
X=x1+x2+ x2 .. . .. .. . .. .. .. . .. .. . ..+xn
n=∑i=1
n
X i
n
n = banyaknya pengamatan
xi = nilai atau harga pada pengamatan ke i
Median
Nilai atau harga yang membagi seluruh data menjadi dua kelompok
yang sama banyaknya
Jika banyaknya pengamatan ganjil (2k+1), maka pengamatan ke (k+1)
merupakan median, tentunya setelah diurutkan xk + 1.
X1, x2, x3 …… ,xk xk + 1, xk + 2 ,……, x2k + 1
k pengamatan k pengamatan
Jika banyaknya pengamatan genap 2k, maka sebagai median diambil :
xk+xk+1
2
xk = nilai pengamatan ke k setelah diurutkan
xk+1 = nilai pengamatan ke k+1 setelah diurutkan
Modus (Mode)
Nilai atau harga yang mempunyai frekuensi terbesar.
Kuartil
Membagi data menjadi empat kelompok, masing-masing kelompok
banyak anggotanya sama.
Percentil dan Decile
Membagi data menjadi seratus bagian dan sepuluh bagian sama banyak.
Ukuran Dispersi atau Ukuran Sebaran Data
Macam dispersi : range, deviasi standar
Range (R) adalah selisih nilai terbesar dan nilai terkecil.
R = Xmaks - Xmin
Deviasi Standar (σ) = √∑ xj2−(∑ x j
n )2
n−1
PETA KENDALI
(CONTROL CHART)
Metode Statistik untuk menggambarkan adanya variasi atau penyimpangan
dari mutu (kualitas) hasil produksi yang diinginkan.
Dengan Peta kendali :
Dapat dibuat batas-batas dimana hasil produksi menyimpang dari
ketentuan.
Dapat diawasi dengan mudah apakah proses dalam kondisi stabil atau
tidak.
Bila terjadi banyak variasi atau penyimpangan suatu produk dapat segera
menentukan keputusan apa yang harus diambil.
Macam Variasi :
Variasi dalam objek
Mis : kehalusan dari salah satu sisi daru suatu produk tidak sama dengan
sisi yang lain, lebar bagian atas suatu produk tidak sama
dengan lebar bagian bawah, dll.

Variasi antar objek
Mis : sautu produk yang diproduksi pada saat yang hampir sama
mempunyai kualitas yang berbeda/ bervariasi.
Variasi yg ditimbulkan oleh perbedaan waktu produksi
Mis : produksi pagi hari berbeda hasil produksi siang hari.
Penyebab Timbulnya Variasi
Penyebab Khusus (Special Causes of Variation)
Man, tool, mat, ling, metode, dll.
(berada di luar batas kendali)
Penyebab Umum (Common Causes of Variation)
Melekat pada sistem.
(berada di dalam batas kendali)
Jenis Peta Kendali
Peta Kendali Variabel (Shewart)
Peta kendali untuk data variabel :
Peta X dan R, Peta X dan S, dll.
Peta Kendali Attribut
Peta kendali untuk data atribut :
Peta-P, Peta-C dan peta-U, dll.
Peta X dan R
Peta kendal X :
Memantau perubahan suatu sebaran atau distribusi suatu variabel
asal dalam hal lokasinya (pemusatannya).
Apakah proses masih berada dalam batas-batas pengendalian atau
tidak.
Apakah rata-rata produk yang dihasilkan sesuai dengan standar yang
telah ditentukan.
Peta kendali R :
Memantau perubahan dalam hal spread-nya (penyebarannya).
Memantau tingkat keakurasian/ketepatan proses yang diukur dengan
mencari range dari sampel yang diambil.
Langkah dalam pembuatan Peta X dan R
1. Tentukan ukuran subgrup (n = 3, 4, 5, ……).
2. Tentukan banyaknya subgrup (k) sedikitnya 20 subgrup.
3. Hitung nilai rata-rata dari setiap subgrup, yaitu X.
4. Hitung nilai rata-rata seluruh X, yaitu X, yang merupakan center line
dari peta kendali X.
5. Hitung nilai selisih data terbesar dengan data terkecil dari setiap
subgrup, yaitu Range ( R ).
6. Hitung nilai rata-rata dari seluruh R, yaitu R yang merupakan center
line dari peta kendali R.
7. Hitung batas kendali dari peta kendali X :
UCL = X + (A2 . R) …………. A2 =
3d2√n
LCL = X – (A2 . R)
8. Hitung batas kendali untuk peta kendali R
UCL = D4 . R
LCL = D3 . R
9. Plot data X dan R pada peta kendali X dan R serta amati apakah data
tersebut berada dalam pengendalian atau tidak.
10. Hitung Indeks Kapabilitas Proses (Cp)
Cp =
USL−LSL6 S
Dimana :
S = √ (Nx∑ Xi2 )−(∑ Xi )2
N (N−1) atau S = R/d2
Kriteria penilaian :
Jika Cp > 1,33 , maka kapabilitas proses sangat baik
Jika 1,00 ≤ Cp ≤ 1,33, maka kapabilitas proses baik
Jika Cp < 1,00, maka kapabilitas proses rendah
Hitung Indeks Cpk :
Cpk = Minimum { CPU ; CPL }
Dimana :
CPU =
USL−X3 S
dan CPL =
X−LSL3 S
Kriteria penilaian :
Jika Cpk = Cp, maka proses terjadi ditengah
Jika Cpk = 1, maka proses menghasilan produk yang sesuai dengan
spesifikasi
Jika Cpk < 1, maka proses menghasilkan produk yang tidak sesuai
dengan spesifikasi
Kondisi Ideal : Cp > 1,33 dan Cp = Cpk
Peta Kendali Rata-rata dan
Standar Deviasi ( x dan S)
Peta kendali standar deviasi digunakan untuk mengukur tingkat
keakurasian suatu proses.
Langkah-langkah pembuatan peta kendali x dan S adalah sebagai
berikut :
1. Tentukan ukuran contoh/subgrup (n > 10),
2. Kumpulkan banyaknya subgrup (k) sedikitnya 20–25 sub-grup,
3. Hitung nilai rata-rata dari setiap subgrup, yaitu x,
4. Hitung nilai rata-rata dari seluruh x, yaitu x yang merupakan garis
tengah (center line) dari peta kendali x,
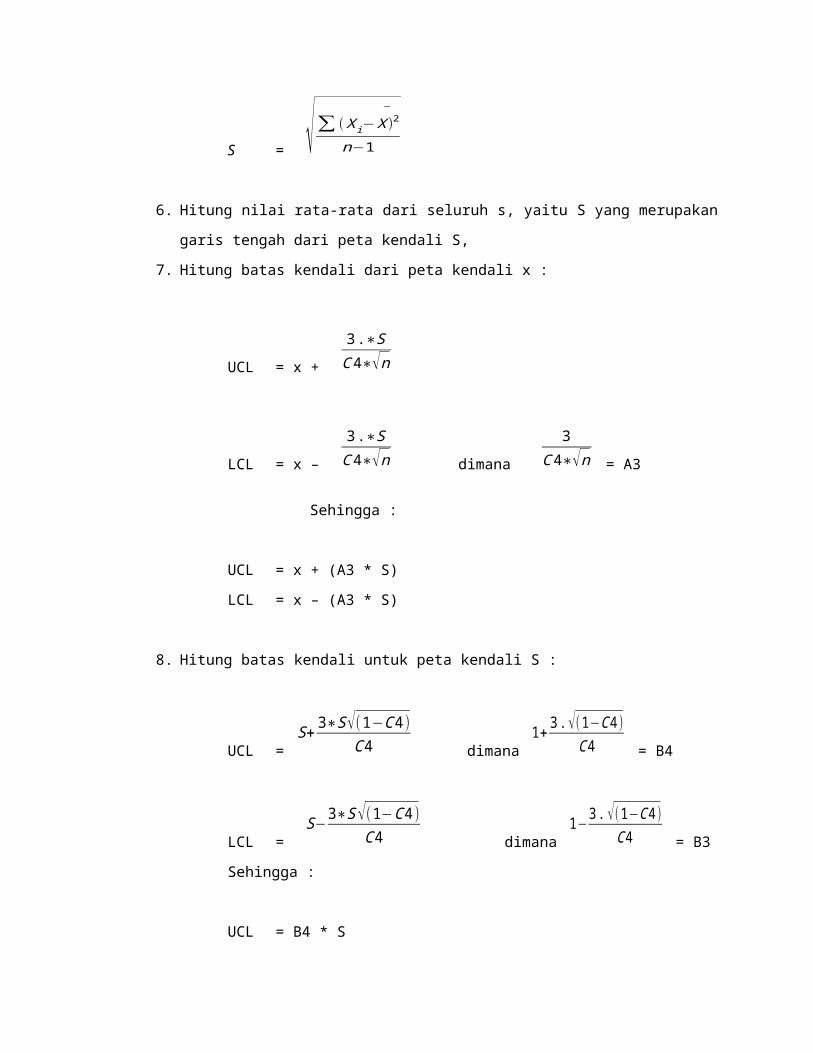
5. Hitung simpangan baku dari setiap subgrup yaitu S,
S = √∑ (X i−X )2−
n−1
6. Hitung nilai rata-rata dari seluruh s, yaitu S yang merupakan garis
tengah dari peta kendali S,
7. Hitung batas kendali dari peta kendali x :
UCL = x +
3 .∗SC4∗√n
LCL = x –
3 .∗SC4∗√n dimana
3C4∗√n = A3
Sehingga :
UCL = x + (A3 * S)
LCL = x – (A3 * S)
8. Hitung batas kendali untuk peta kendali S :
UCL = S+
3∗S√(1−C4 )C 4 dimana
1+3.√(1−C 4 )
C 4 = B4
LCL = S−
3∗S √(1−C 4 )C4 dimana
1−3 .√(1−C 4 )
C4 = B3
Sehingga :
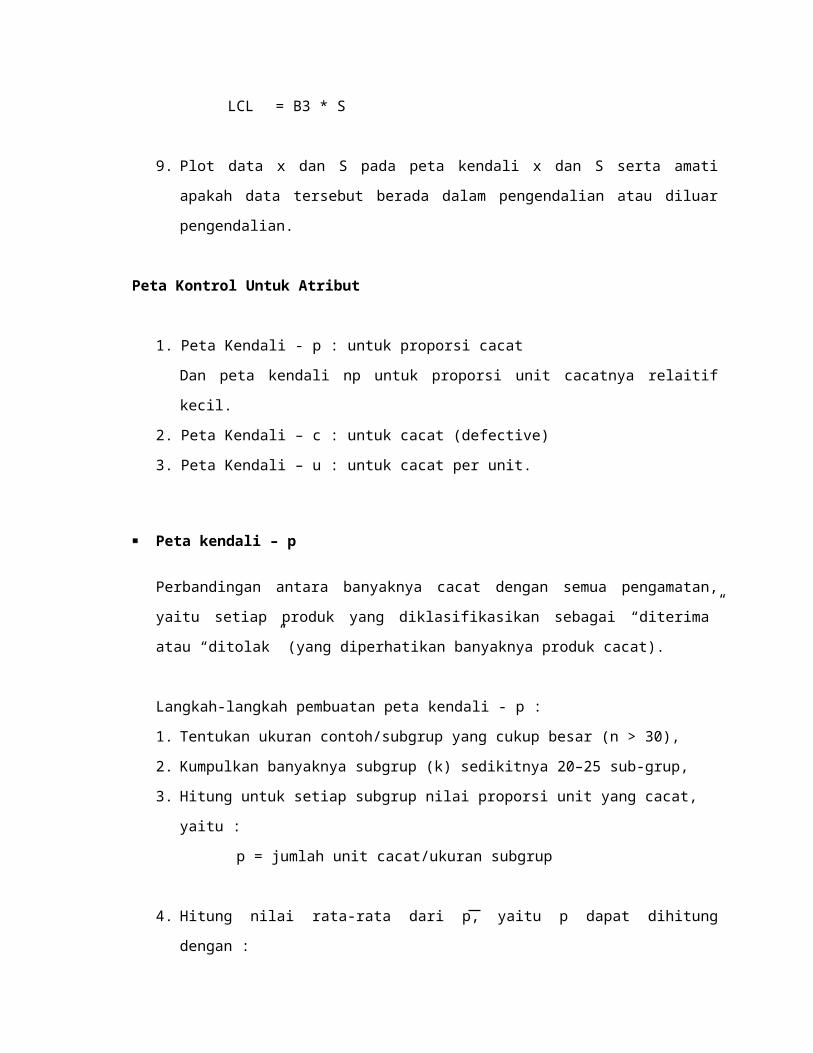
UCL = B4 * S
LCL = B3 * S
9. Plot data x dan S pada peta kendali x dan S serta amati apakah data
tersebut berada dalam pengendalian atau diluar pengendalian.
Peta Kontrol Untuk Atribut
1. Peta Kendali - p : untuk proporsi cacat
Dan peta kendali np untuk proporsi unit cacatnya relaitif kecil.
2. Peta Kendali – c : untuk cacat (defective)
3. Peta Kendali – u : untuk cacat per unit.
Peta kendali – p
Perbandingan antara banyaknya cacat dengan semua pengamatan, yaitu
setiap produk yang diklasifikasikan sebagai “diterima” atau “ditolak” (yang
diperhatikan banyaknya produk cacat).
Langkah-langkah pembuatan peta kendali - p :
1. Tentukan ukuran contoh/subgrup yang cukup besar (n > 30),
2. Kumpulkan banyaknya subgrup (k) sedikitnya 20–25 sub-grup,
3. Hitung untuk setiap subgrup nilai proporsi unit yang cacat,
yaitu :
p = jumlah unit cacat/ukuran subgrup
4. Hitung nilai rata-rata dari p, yaitu p dapat dihitung dengan :
p = total cacat/total inspeksi.
5. Hitung batas kendali dari peta kendali x :
UCL = p + 3√ p(1−p )
n
LCL = p – 3√ p(1−p )
n
6. Plot data proporsi (persentase) unit cacat serta amati apakah data
tersebut berada dalam pengendalian atau diluar pengendalian.
Peta Kendali – c
Suatu produk dikatakan cacat (defective) jika produk tersebut tidak
memenuhi suatu syarat atau lebih. Setiap kekurangan disebut defec. Setiap
produk yang cacat bias saja terdapat lebih dari satu defec. (yang
diperhatikan banyaknya defec).
Langkah-langkah pembuatan peta kendali - p :
1. Kumpulkan k = banyaknya subgrup yang akan diinspeksi, usahakan k
mencukupi jumlahnya antara k = 20–25 subgrup,
2. Hitung jumlah cacat setiap subgrup ( = c),
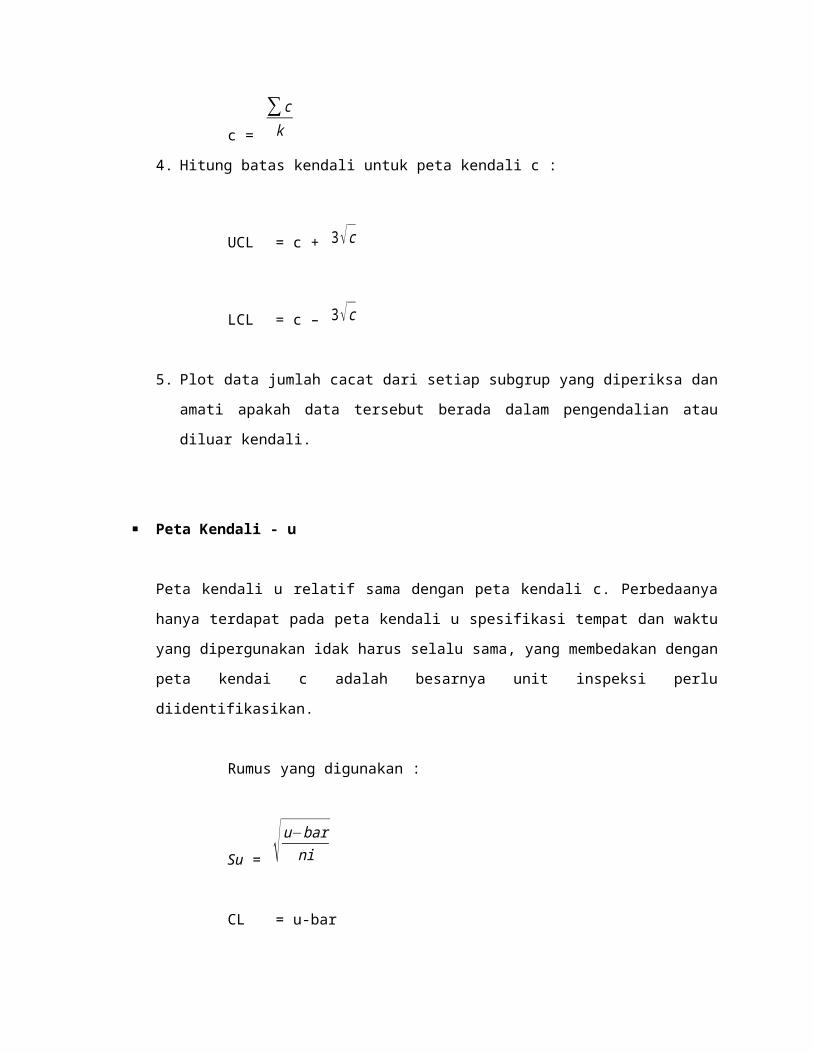
3. Hitung nilai rata-rata jumlah cacat, c sbb :
c =
∑ c
k
4. Hitung batas kendali untuk peta kendali c :
UCL = c + 3√c
LCL = c – 3√c
5. Plot data jumlah cacat dari setiap subgrup yang diperiksa dan amati
apakah data tersebut berada dalam pengendalian atau diluar kendali.
Peta Kendali - u
Peta kendali u relatif sama dengan peta kendali c. Perbedaanya hanya
terdapat pada peta kendali u spesifikasi tempat dan waktu yang
dipergunakan idak harus selalu sama, yang membedakan dengan peta
kendai c adalah besarnya unit inspeksi perlu diidentifikasikan.
Rumus yang digunakan :
Su = √ u−barni
CL = u-bar
UCL = u-bar + 3 Su
LCL = u-bar - 3 Su
RENCANA PENERIMAAN SAMPEL
(Acceptance Sampling Plans)
Rencana penerimaan sampel adalah prosedur yang digunakan dalam
mengambil keputusan terhadap produk-produk yang dihasilkan
perusahaan.
Bukan merupakan alat pengendalian kualitas, namun alat untuk memeriksa
apakah produk yang dihasilkan tersebut telah memenuhi spesifikasi.
Acceptance sampling digunakan karena alasan :
Dengan pengujian dapat merusak produk.
Biaya inspeksi yang tinggi.
100 % inspeksi memerlukan waktu yang lama, dll.
Beberapa keunggulan dan kelemahan dalam acceptance sampling :
Keunggulan al :
biaya lebih murah
meminimalkan kerusakan
mengurangi kesalahan dalam inspeksi
dapat memotivasi pemasok bila ada penolakan bahan baku.
Kelemahan al :
adanya resiko penerimaan produk cacat atau penolakan produk baik
membutuhkan perencanaan dan pendokumentasian prosedur
pengambilan sampel.
Tidak adanya jaminan mengenai sejumlah produk tertentu yang akan
memenuhi spesifikasi.
Sedikitnya informasi mengenai produk.
Dua jenis pengujian dalam acceptance sampling :
1. Pengujian sebelum pengiriman produk akhir ke konsumen.
Pengujian dilakukan oleh produsen disebut the producer test the lot
for outgoing.
2. Pengujian setelah pengiriman produk akhir ke konsumen.
Pengujian dilakukan oleh konsumen disebut the consumer test the lot
for incoming quality.
Acceptance sampling dapat dilakukan untuk data atribut data variable :
Acceptance Sampling untuk data atribut dilakukan apabila inspeksi
mengklasifikasikan sebagai produk baik dan produk cacat tanpa ada
pengklasifikasian tingkat kesalahan/cacat produk.
Acceptance Sampling untuk data variabel karakteristi kualitas
ditunjukkan dalam setiap sample, sehingga dilakukan pula perhitungan
rata-tata sampel dan penyimpangan atau deviasi standar.
Teknik pengambilan sample dalan acceptance sampling :
Sampel tunggal,
sampel ganda dan
sampel banyak.
Syarat pengambilan produk sebagai sample :
Produk harus homogen
Produk yang diambil sebagai sample harus sebanyak mungkin
Sample yang diambil harus dilakukan secara acak
Prosedur yang dilakukan :
Sejumlah produk yang sama N unit
Ambil sample secara acak sebanyak n unit
Apabila ditemukan kesalahan d sebanyak maksimum c unit, maka
sample diterima.
Apabila ditemukan kesalahan d melebihi c unit, maka sample ditolak,
yang berarti seluruh produk yang homogen yang dihasilkan tersebut
juga ditolak.
Indek kualitas yang dapat digunakan dalam acceptance sampling :
1. AQL (Acceptance Quality Level = tingkat kualitas menurut produsen)
Merupakan proporsi maksimum dari cacat atau kesalahan yang
diperbolehkan.
Produsen selalu menghendaki probabilitas penerimaan pada tingkat yang
cukup tinggi (biasanya 0,99 atau 0,95). Sehingga produsen menginginkan
semua produk yang baik dapat diterima atau meminimalkan risiko
produsen.
Risiko produsen (α) adalah risiko yg diterima karena menolak produk baik
dalam inspeksinya.
Dengan kata lain produsen menginginkan probabilitas penerimaan(Pa)
dekat dengan 1 (satu). Probabilitas kesalahan tipe I =α = 1 – Pa.
2. LQL (Limiting Quality Level = tingkat kualitas menurut konsumen)
Merupakan kualitas ketidakpuasan atau tingkat penolakan.
Probabilitas penerimaan LQL harus rendah, probabilitas tersebut disebut
risiko konsumen (β) atau kesalahan tipe II, yaitu risiko yang dialami
konsumen karena menerima produk yang cacat atau tidak sesuai.
LQL sering disebut dg LTPD (Lot Tolerance Percent Defective).
3. IQL (Indifference Quality Level )
Tingkat kualitas diantara AQL dan LQL atau tingkat kualitas pada
probabilitas 0.5 untuk rencana sampel tertentu.
4. AOQL (Average Outgoing Quality Level)
Perkiraan hubungan yang berada diantara bagian kesalahan pada produk
sebelum inspeksi (incoming quality) atau p dari bagian sisa kesalahan
setelah inspeksi (outgoing quality) atau AOQ = p x Pa.
Apabila incoming quality baik, maka outgoing quality juga harus baik,
namun bila incoming quality buruk, maka outgoing quality akan tetap baik.
Dengan kata lain incoming quality baik atau buruk, outgoing quality akan
cenderung baik.
Pengukuran untuk mengevaluasi kinerja Sampel
Ada beberapa macam pengukuran
1. OC Curve (Kurva Karakteristik Operasi)
Merupakan kurva probabilitas penerimaan (Pa) terhadap produk yang
dihasilkan.
Rumus : Pa = P(d=< c)
Pa : probabilitas penerimaan
c : batas penerimaan cacat produk
d : jumlah cacat yang terjadi
Kurva ini dilakukan untuk mencari hubungan antara probabilitas
penerimaan (Pa) dengan bagian kesalahan dalam produk yang
dihasilkan (p).
Perhitungan probabilitas penerimaan dapat digunakan Tabel distribusi
Poisson. Apabila tidak diketemukan nilai probabilitasnya karena
keterbatasan nilai np, maka dapat digunakan cara interpolasi.
Dua macam OC Curve :
1
1
OC Kurva ideal OC Kurva S
2. AOQ Curve (Kurva Kualitas Output rata-rata)
Pro
ba
bili
tas
Pen
erim
aam
(P
a)
Pro
ba
bili
tas
Pen
erim
aan
(P
a)
Po proporsi
kesalahan (p)
Po proporsi kesalahan (p)

AOQ adalah tingkat kualitas rata-rata dari suatu inspeksi. Sampel yang
diambil harus dikembalikan untuk dilakukan perbaikan bila produk
tersebut ternyata rusak atau cacat.
AOQ untuk mengukur rata-rata kualitas output dari suatu hasil produksi
dengan proporsi kerusakan sebesar p.
Apabila N = banyaknya unit yang dihasilkan
n = unit sampel yang diinspeksi
p = bagian kesalahan/ketidaksesuaian
Pa = probabilitas penerimaan produk
Maka rumus yang digunakan :
AOQ =
Paxp (N−1 )N
Kurva AOQ mempunyai titik puncak (AOQL= Average Outgoing Quality
Limit). AOQL menunjukkan kualitas rata-rata yang harus dikembalikan
dari inspeksi untuk dilakukan perbaikan.
3. ATI Curve (Kurva Inspeksi Total Rata-rata)
ATI menunjukkan rata-rata jumlah sampel yang diinspeksi setiap unit
yang dihasilkan.
Untuk sampel tunggal :
ATI = n + (1 – Pa) (N – n)
Untuk sampel ganda :
ATI = n1(Pa I) + (n1 + n2)Pa II + N(1 – Pa1 – Pa II)
4. ASN Curve (Banyaknya sample rata-rata)
ASN adalah rata-rata banyaknya unit yang diuji untuk membuat suatu
keputusan.
Sampel tunggal : ASN = n
Sampel ganda : ASN = n1 + n2 (1 – P1)
P1 : merupakan probabilitas keputusan pada sampel pertama
P1 = P (produk yg diterima pd sampel pertama) + P (produk yg
ditolak pd sampel pertama)
= P (d<= c1) + P (d >= r1)
Adalah system pengambilan sampel untuk data atribut dengan indek
kualitas yang digunakan adalah AQL.
AQL : Tingkat kualitas menurut produsen merupakan proporsi maksimum
dari cacat atau kesalahan yang diperbolehkan yang bertujuan untuk
inspeksi sampel, yang dipertimbangkan secara tepat sebagai rata-rata
proses.
Alat yang digunakan adalah “tabel” yang berkaitan dengan banyaknya
inspeksi.
ACCEPTANCE DENGAN TABEL ABC
(Mil STD 105 D Tabel)
Defect :
o Critical : berbahaya/tdk aman terhadap pemakai
o Major : mengurangi fungsi/kegunaan
o Minor : tidak mengurangi fungsi tetapi menyim-pang dari
standar.
Macam sampling plan
o Single sampling plan
o Double sampling plan
o Multiple sampling plan
Level Inspeksi
o Special (khusus)
o General (umum)
Jenis Inspeksi
o Normal
o Tighten (ketat)
o Reducet (longgar)
Prodedur Pemilihan :
Single sampling plan
1. Tentukan lot size dan level inspeksi
2. Dari table I : tentukan sampel code letter
3. Tentukan AQL (dalam %)
4. Tentukan batas penerimaan/penolakan dan jumlah sampel dari :
Tabel II – A Normal
II – B Tighten
II – C Reduced
Cara penggunaan tabel
Dengan ukuran lot tertentu (N) lihat tabel K
dan tingkat pemeriksaan
Jika tingkat pemeriksaan tidak diketahui maka diambil “tingkat
pemeriksaan umum tk. II”
Dari tabel K akan diperoleh kode huruf ukuran sampel.
Khusus S1
S2
Tingkat pemeriksaan S3
S4
Umum I
II
III
Huruf yang didapat dari table K untuk menentukan ukuran sample dan
batas kelas pemeriksaan suatu penolakan dari lot
o Ditambah AQL (Acceptable Quality Level/ tingkat kualitas yang
diterima
o Jenis pemeriksaan
Maka akan diperoleh n, Ac, Re
n = ukuran sample untuk menentukan
Ac = batas penerimaan harga Pa
Re = batas penolakan
Jenis pemeriksaan :
- tunggal : normal (L)
ketat(M)
longgar (N)
- ganda : normal (O)
ketat(P)
longgar (Q)
- multi : normal (R)
ketat(S)
longgar (T)
Contoh :
N = 1000
Tingkat pemeriksaan umum II
AQL = 0,25
Cari : a). Jenis pemeriksaan tunggal normal
b). Jenis pemeriksaan ganda longgar
dari tabel K didapat untuk N = 1000 dg tingkat pemeriksaan umum tk II
dg kode letter J :
a. dengan jenis pemeriksaan tunggal normal
n = 80
AQL = 0,25
Maka Ac = 0
Re = 1
b. Ganda longgar
n1 = 20
n2 = 20
tabel tunggal longgar didapat :
n = 32
AQL = 0,25
Ac = 0
Re = 1





























